JP2004351532A - ピンミラーカッタ及びこれに装着されるスローアウェイチップ - Google Patents
ピンミラーカッタ及びこれに装着されるスローアウェイチップ Download PDFInfo
- Publication number
- JP2004351532A JP2004351532A JP2003149240A JP2003149240A JP2004351532A JP 2004351532 A JP2004351532 A JP 2004351532A JP 2003149240 A JP2003149240 A JP 2003149240A JP 2003149240 A JP2003149240 A JP 2003149240A JP 2004351532 A JP2004351532 A JP 2004351532A
- Authority
- JP
- Japan
- Prior art keywords
- chip
- cutter
- tip
- blade
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Abstract
【解決手段】略長方形平板状をなすチップ本体20の対向配置された一対の長側面24,24を、チップ本体20の上面視でチップ本体20の内方側に凹む凹側面とする。カッタ本体10の周面に形成された第一のチップ取付座13に対し、チップ本体20の厚み方向をカッタ本体20の径方向に略一致させて、長側面24をカッタ回転方向T前方側に向けるようにして、チップを装着する。カッタ本体10の端面12A(12B)に形成された第二のチップ取付座14に対し、チップ本体20の厚み方向をカッタ本体10の軸線O方向に略一致させて、長側面24をカッタ回転方向T前方側に向けるようにして、チップを装着する。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、例えば往復動式内燃機関に用いられるクランクシャフトを加工するためのピンミラーカッタ及びこれに装着されるスローアウェイチップ(以下、チップと称する)に関するものである。
【0002】
【従来の技術】
従来より、例えば特許文献1に開示されているような、いわゆるインターナル型のピンミラーカッタが知られている。
これは、図11〜図12の要部拡大図で示すように、軸線O回りに回転される略円環状をなすカッタ本体1の内周面2Aに、第一のチップ取付座3A…が複数形成され、カッタ本体1の両端面2B,2Bに、複数の第二のチップ取付座3B…が複数形成されていて、これら第一のチップ取付座3A…及び第二のチップ取付座3B…に対して、略菱形平板状をなすチップ本体5の対向配置された一対の側面とこのチップ本体5の上下面との交差稜線部に合計8つの切刃6が形成された同一種類のチップがそれぞれ装着されているものである。
【0003】
第一のチップ取付座3Aに装着されたチップは、その略菱形平板状をなすチップ本体5の鋭角コーナー部に形成された一の切刃6が、アキシャルレーキ(軸方向すくい角)A:正、ラジアルレーキ(径方向すくい角)R:負となるように、カッタ本体1の内周面2Aから突出させられて、クランクシャフトにおけるピン部(シャフト部)の外周面を加工するピン刃とされている。
また、第二のチップ取付座3Bに装着されたチップは、その略菱形平板状をなすチップ本体5の鈍角コーナー部に形成された一の切刃6が、アキシャルレーキ(軸方向すくい角)A:負、ラジアルレーキ(径方向すくい角)R:負となるように、カッタ本体1の端面2Bから突出させられて、クランクシャフトにおけるカウンターウェイト部の側面を加工するウェイブ刃とされている。
【0004】
このようなピンミラーカッタでは、同一種類のチップを第一及び第二のチップ取付座3A,3Bに装着していることにより、1つのチップで合計8カ所に形成された切刃6をそれぞれ切削に供して、工具費の抑制を図りつつも、略菱形平板状のチップ本体5を有するチップを使用したことにより、第一のチップ取付座3Aに装着されるチップについて、そのピン刃とされる切刃6に与えられるアキシャルレーキAを正に設定して、切削抵抗の低減を図ろうとしている。
【0005】
【特許文献1】
特開2002−46009号公報
【0006】
【発明が解決しようとする課題】
しかしながら、特許文献1に開示されたピンミラーカッタでは、ピン刃及びウェイブ刃のそれぞれに設定されるアキシャルレーキ及びラジアルレーキのうち、単に、ピン刃のアキシャルレーキのみが正に設定されるだけであり、ピン刃のラジアルレーキとウェイブ刃のアキシャルレーキ及びラジアルレーキについては、依然として負に設定されたままである。
しかも、アキシャルレーキが正に設定されるピン刃としての切刃6は、チップ本体5の鋭角コーナー部に形成されているため、チップ本体5の鈍角コーナー部に形成されたウェイブ刃としての切刃6のラジアルレーキは、どうしても負角側へ非常に大きくなってしまい、この特許文献1に開示されたピンミラーカッタはで、切削抵抗の低減を図るための効果的な解決手段とはなり得ないのが現状であった。
【0007】
本発明は、上記課題に鑑みてなされたもので、切削抵抗を効果的に低減することができるピンミラーカッタ及びこれに装着されるチップを提供することを目的とする。
【0008】
【課題を解決するための手段】
上記の課題を解決して、このような目的を達成するために、本発明によるピンミラーカッタは、軸線回りに回転される略円環状をなすカッタ本体の周面に第一のチップ取付座が形成され、前記カッタ本体の端面に第二のチップ取付座が形成されていて、前記第一のチップ取付座には、略四角形平板状をなすチップ本体の対向配置された一対の側面と前記チップ本体の上下面との交差稜線部に切刃が形成され、かつ、前記一対の側面が前記チップ本体の内方側に凹む凹側面とされているチップが、前記チップ本体の厚み方向を前記カッタ本体の径方向に略一致させて、前記凹側面をカッタ回転方向前方側に向けるように装着され、前記第二のチップ取付座には、前記チップが、前記チップ本体の厚み方向を前記カッタ本体の軸線方向に略一致させて、前記凹側面をカッタ回転方向前方側に向けるように装着されていることを特徴とするものである。
また、本発明によるチップは、本発明のピンミラーカッタに装着されるチップであって、略四角形平板状をなすチップ本体の対向配置された一対の側面と前記チップ本体の上下面との交差稜線部に切刃が形成され、かつ、前記一対の側面が前記チップ本体の内方側に凹む凹側面とされていることを特徴とするものである。
【0009】
このような本発明によれば、第一及び第二のチップ取付座に装着された同一種類のチップが、そのチップ本体の凹側面をカッタ回転方向前方側に向けてすくい面としているため、第一のチップ取付座に装着されるチップにおけるピン刃としての切刃について、アキシャルレーキ及びラジアルレーキのうちの一方を正に設定することができ、かつ、第二のチップ取付座に装着されるチップにおけるウェイブ刃としての切刃について、アキシャルレーキ及びラジアルレーキのうちの他方を正に設定することができる。
具体的に言うと、前記チップ本体の対向配置された一対の側面が、前記チップ本体の上面視で、このチップ本体の内方側に凹む凹側面とされていた場合には、第一のチップ取付座に装着されたチップにおけるピン刃としての切刃について、そのアキシャルレーキを正に設定することができるのに加えて、第二のチップ取付座に装着されたチップにおけるウェイブ刃としての切刃について、そのラジアルレーキを正に設定することができる。
また、前記チップ本体の対向配置された一対の側面が、これら一対の側面が延在する方向に沿った前記チップ本体の側面視で、このチップ本体の内方側に凹む凹側面とされている場合には、第一のチップ取付座に装着されたチップにおけるピン刃としての切刃について、そのラジアルレーキを正に設定することができるのに加えて、第二のチップ取付座に装着されたチップにおけるウェイブ刃としての切刃について、そのアキシャルレーキを正に設定することができる。
【0010】
【発明の実施の形態】
まず、本発明の第一実施形態によるピンミラーカッタを、添付した図1〜図3を参照しながら説明する。
【0011】
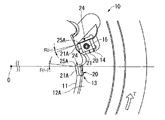
本第一実施形態によるピンミラーカッタのカッタ本体10は、図1〜図2の要部拡大図に示すように、軸線O回りに回転される軸線Oを中心とした略円環状をなすものである。
このカッタ本体10において、径方向内周側を向く内周面11には、複数の第一のチップ取付座13…が、カッタ本体10の周方向に沿って略等間隔に形成され、軸線O方向外方側を向く両端面12A,12Bのそれぞれの内周面11側には、複数の第二のチップ取付座14…が、カッタ本体10の周方向に沿って略等間隔に形成されている。
【0012】
カッタ本体10の内周面11に形成された複数の第一のチップ取付座13…は、周方向において、カッタ本体10の両端面12A,12Bのうちの一方の端面12A寄りに配置されたものと、他方の端面12B寄りに配置されたものとが、カッタ本体10の周方向で交互に配列されるようになっている。
カッタ本体10の一方の端面12Aに形成された複数の第二のチップ取付座14…は、他方の端面12B寄りの内周面11に形成された複数の第一のチップ取付座13…のそれぞれのわずかにカッタ回転方向T後方側に配置されるように周方向で配列され、カッタ本体10の他方の端面12Bに形成された複数の第二のチップ取付座14…も、一方の端面12A寄りの内周面11に形成された複数の第一のチップ取付座13…のそれぞれのわずかにカッタ回転方向T後方側に配置されるように周方向で配列されている。
【0013】
そして、上記のような第一のチップ取付座13…及び第二のチップ取付座14…に装着されるチップのチップ本体20は、図3に示すように、略長方形平板状(略四角形平板状)をなすものであり、チップ本体20の厚み方向の両端において対向配置される互いに平行な上下面21,21と、チップ本体20の長手方向の両端において対向配置される互いに平行な一対の短側面23,23と、チップ本体20の短手方向の両端において対向配置される一対の長側面24,24とを備えている。
ここで、チップ本体20の略中央部には、チップがネジ止めされるときに用いられるクランプネジを挿通させるための挿通孔20Aが、このチップ本体20の厚み方向(図3(b),(c)における上下方向、上下面21に略直交する方向)を貫通するように形成されている。
【0014】
チップ本体20の上下面21,21は、それぞれ、チップ本体20の長手方向(図3(a),(b)における左右方向、一対の短側面23,23に略直交する方向)の両端側部分において、チップ本体20の一対の短側面23,23に対してそれぞれ交差させられるのであるが、図3(b)に示すように、上下面21,21のそれぞれにおける上記長手方向の両端側部分は、一対の短側面23,23に対してそれぞれ滑らかに接続されるような凸曲面状に加工された曲面部分21A,21Aとされている。
【0015】
チップ本体20の一対の短側面23,23は、それぞれ、図3(b)に示すように、チップ本体20の厚み方向に対してわずかに(例えば5゜程度)傾斜させられている。
これら一対の短側面23,23のうちの一方は、上下面21,21のうちの一方に対して上記の曲面部分21Aを介して鋭角(例えば85゜程度、図中の角度α)に交差させられるとともに、上下面21,21のうちの他方に対して上記の曲面部分21Aを介して鈍角(例えば95゜程度)に交差させられ、一対の短側面23,23のうちの他方は、上下面21,21のうちの一方に対して上記の曲面部分21Aを介して鈍角(例えば95゜程度)に交差させられるとともに、上下面21,21のうちの他方に対して上記の曲面部分21Aを介して鋭角(例えば85゜程度、図中の角度α)に交差させられている。
【0016】
チップ本体20の一対の長側面24,24は、それぞれ、チップ本体20の内方側へ凹むような凹側面とされており、とくに、チップ本体20の上面視で、図3(a)に示すように、チップ本体20の内方側へ凹むような凹側面、つまり、チップ本体20の長手方向における略中央部がチップ本体20の内方側へ凹むような凹側面とされて、チップ本体20の厚み方向に対して略平行とされている。
なお、本第一実施形態において、一対の長側面24,24は、それぞれ、チップ本体20の上面視で、1つの略円弧から構成された凹曲線状をなすような凹側面とされている。
【0017】
このような凹側面とされた一対の長側面24,24は、それぞれ、チップ本体20の長手方向の両端側部分において、チップ本体20の一対の短側面23,23に対してそれぞれ鋭角に交差させられることとなり、また、チップ本体20の上面視で、図3(a)に示すように、一対の長側面24,24のそれぞれにおける上記長手方向の両端側部分(一対の短側面23,23のそれぞれに対して交差する部分)の、チップ本体20の長手方向に対する傾斜角θ1は、1゜〜20゜の範囲に設定される。
【0018】
そして、チップ本体20には、一対の長側面24,24と上下面21,21との交差稜線部に切刃が形成されている。
詳述すれば、上下面21,21のそれぞれにおける曲面部分21A,21Aと、一対の長側面24,24との交差稜線部に、略凸曲線状をなすような曲線刃25Aが合計8つ形成され、上下面21,21のそれぞれにおける曲面部分21A,21Aを除いた部分と、一対の長側面24,24との交差稜線部に、略直線状をなすような直線刃25Bが合計4つ形成されており、1つのチップには、合計8つの曲線刃25A…と合計4つの直線刃25B…とが形成される。
【0019】
上記のような構成とされたチップは、第一のチップ取付座13に対し、チップ本体20の厚み方向をカッタ本体10の径方向に略一致させて、一対の長側面24,24のうちの1つをカッタ回転方向T前方側に向けてすくい面とするように、チップ本体20の挿通孔20Aに挿通されるクランプネジ15によってネジ止めされて装着される。
【0020】
第一のチップ取付座13に装着されたチップは、それに形成された8つの曲線刃25A…のうちの1つの曲線刃25A(とくに、上下面21,21と短側面23,23とが鋭角に交差しあう部分を構成する曲面部分21Aと長側面24との交差稜線部に形成された合計4つの曲線刃25A…のうちの1つの曲線刃25A)を、カッタ本体10の内周面から上記径方向内周側へ突出させるとともにカッタ本体10の端面12A(12B)から上記軸線O方向外方側へ突出させ、この曲線刃25Aに連なる直線刃25Bを、カッタ本体10の内周面11から上記径方向内周側へ突出させている。
このような突出状態に配置された曲線刃25Aと直線刃25Bとが、クランクシャフトにおけるピン部(シャフト部)の外周面を加工するピン刃となる。
【0021】
また、ピン刃とされる曲線刃25Aのカッタ回転方向T後方側に連なる曲面部分21Aは、カッタ回転方向T後方側へ向かうにしたがい上記径方向外周側へ向かうように傾斜させられるとともに、カッタ回転方向T後方側へ向かうにしたがい上記軸線O方向内方側へ向かうように傾斜させられていて、ピン刃とされる曲線刃25Aの逃げ面をなすこの曲面部分21Aに対して逃げが与えられている。
そのため、ピン刃とされる曲線刃25AのラジアルレーキR(径方向すくい角)は、この曲線刃25Aが上記径方向外周側へ向かうにしたがいカッタ回転方向T前方側へ向かうように傾斜させられることによって、負に設定されている。
【0022】
これに対し、ピン刃とされる曲線刃25AのアキシャルレーキA(軸方向すくい角)は、この曲線刃25Aが上記軸線O方向内方側へ向かうにしたがいカッタ回転方向T後方側へ向かうように傾斜させられることによって、正に設定されている。
つまり、すくい面をなす長側面24Aを上記のような凹側面にして、この長側面24を短側面23に対して鋭角に交差させたため、ピン刃とされる曲線刃25Aの逃げ面をなす曲面部分21Aに対して逃げを与えたとしても、ピン刃とされる曲線刃25AのアキシャルレーキAを正に設定することができるようになっているのである。
【0023】
また、上記のような構成とされたチップは、第二のチップ取付座14に対し、チップ本体20の厚み方向をカッタ本体10の軸線O方向に略一致させて、一対の長側面24,24のうちの1つをカッタ回転方向T前方側に向けてすくい面とするように、チップ本体20の挿通孔20Aに挿通されるクランプネジ15によってネジ止めされて装着される。
【0024】
第二のチップ取付座14に装着されたチップは、それに形成された8つの曲線刃25A…のうちの1つの曲線刃25A(とくに、上下面21,21と短側面23,23とが鈍角に交差しあう部分を構成する曲面部分21Aと長側面24との交差稜線部に形成された合計4つの曲線刃25A…のうちの1つの曲線刃25A)を、カッタ本体10の端面12A(12B)から上記軸線O方向外方側へ突出させている。
このような突出状態に配置された曲線刃25Aが、クランクシャフトにおけるカウンターウェイト部の側面を加工するウェイブ刃となる。
【0025】
また、ウェイブ刃とされる曲線刃25Aのカッタ回転方向T後方側に連なる曲面部分21Aは、カッタ回転方向T後方側へ向かうにしたがい上記軸線O方向内方側へ向かうように傾斜させられるとともに、カッタ回転方向T後方側へ向かうにしたがい上記径方向外周側へ向かうように傾斜させられていて、ウェイブ刃とされる曲線刃25Aの逃げ面をなすこの曲面部分21Aに対して逃げが与えられている。
そのため、ウェイブ刃とされる曲線刃25AのアキシャルレーキA(軸方向すくい角)は、この曲線刃25Aが上記軸線O方向内方側へ向かうにしたがいカッタ回転方向T前方側へ向かうように傾斜させられることによって、負に設定されている。
【0026】
これに対し、ウェイブ刃とされる曲線刃25AのラジアルレーキR(径方向すくい角)は、この曲線刃25Aが上記径方向外周側へ向かうにしたがいカッタ回転方向T後方側へ向かうように傾斜させられることによって、正に設定されている。
つまり、すくい面をなす長側面24Aを上記のような凹側面にして、この長側面24を短側面23に対して鋭角に交差させたため、ウェイブ刃とされる曲線刃25Aの逃げ面をなす曲面部分21Aに対して逃げを与えたとしても、ウェイブ刃とされる曲線刃25AのラジアルレーキRを正に設定することができるようになっているのである。
【0027】
このような構成とされたピンミラーカッタは、加工機のカッタ取付部に、カッタ本体10の軸線Oが主軸と一致するように取り付けられ、チャックに架け渡されたクランクシャフトをカッタ本体10の内空部に貫通させた状態で、クランクシャフトの軸線(カッタ本体10の軸線O)方向に沿って移動しながら、カッタ本体10の軸線O回りに自転するとともに、クランクシャフトの軸線回りに公転することにより、このクランクシャフトを所定形状に加工していく。
【0028】
以上説明したように、本第一実施形態によるピンミラーカッタでは、まず、カッタ本体10に形成された第一のチップ取付座13…及び第二のチップ取付座14…に装着すべきチップとして、同一種類のものを使用していることから、1つのチップで合計8カ所に形成された曲線刃25A…を、ピン刃あるいはウェイブ刃としてそれぞれ切削に供することができて、工具費を抑制することが可能となっている。
【0029】
そして、このようなチップのチップ本体20において、すくい面をなすことになる一対の長側面24,24を、チップ本体20の上面視で、このチップ本体20の内方側に凹む凹側面としていることから、第一のチップ取付座13に装着されるチップについては、ピン刃とされる曲線刃25AのアキシャルレーキAを正に設定することができ、第二のチップ取付座14に装着されるチップについては、ウェイブ刃とされる曲線刃25AのラジアルレーキRを正に設定することができる。
その一方で、ピン刃とされる曲線刃25AのラジアルレーキRが負に設定されるとともに、ウェイブ刃とされる曲線刃25AのアキシャルレーキAが負に設定されるものの、これら負に設定されたラジアルレーキRとアキシャルレーキAとが負角側へ著しく大きくなる必要もない。
【0030】
したがって、本第一実施形態によれば、ピン刃とされる曲線刃25AのアキシャルレーキA及びラジアルレーキRとウェイブ刃とされる曲線刃25AのアキシャルレーキA及びラジアルレーキRとのうちの2つまでを正に設定して、切削抵抗を効果的に低減させることができ、これにともない、高精度かつ安定したクランクシャフトの加工を継続していくことが可能となる。
【0031】
ここで、本第一実施形態においては、チップ本体20の一対の長側面24,24が、それぞれ、チップ本体20の上面視で、1つの略円弧から構成された凹曲線状をなすような凹側面とされているが、これに限定されることはない。
例えば、図4に示すように、一対の長側面24,24が、それぞれ、チップ本体20の上面視で、2つの直線から構成されたV字状をなすような凹側面とされていたり、図5に示すように、2つの直線から構成されるV字状の底部がさらに直線で接続されたような凹側面とされていてもよく、要は、凹側面とされる一対の長側面24,24が、それぞれ、チップ本体20の長手方向の両端側部分において、一対の短側面23,23に対してそれぞれ鋭角に交差させられていればよいのである(このような場合であっても、傾斜角θ1は、1゜〜20゜の範囲に設定されるのがよい)。
【0032】
次に、本発明の第二実施形態によるピンミラーカッタを、添付した図6〜図8を参照しながら説明するが、上述した第一実施形態と同様の部分については同一の符合を用いてその説明を省略する。
【0033】
本第二実施形態において、チップ本体20の一対の長側面24,24は、それぞれ、チップ本体20の内方側へ凹むような凹側面とされており、とくに、これら一対の長側面24,24が延在する方向(図8(a),(b)における左右方向、チップ本体20の長手方向)に沿ったチップ本体20の側面視で、図8(c)に示すように、チップ本体20の内方側へ凹むような凹側面、つまり、チップ本体20の厚み方向(図8(b),(c)における上下方向、上下面21に略直交する方向)における略中央部がチップ本体20の内方側へ凹むような凹側面とされて、チップ本体20の長手方向に対して略平行とされている。
なお、本第二実施形態において、一対の長側面24,24は、それぞれ、チップ本体20の長手方向に沿ったチップ本体20の側面視で、1つの略円弧から構成された凹曲線状をなすような凹側面とされている。
【0034】
このような凹側面とされた一対の長側面24,24は、それぞれ、チップ本体20の厚み方向の両端側部分において、チップ本体20の上下面21,21に対してそれぞれ鋭角に交差させられることとなり、また、チップ本体20の長手方向に沿ったチップ本体20の側面視で、図8(c)に示すように、一対の長側面24,24のそれぞれにおける上記厚み方向の両端側部分(上下面21,21のそれぞれに対して交差する部分)の、チップ本体20の厚み方向に対する傾斜角θ2は、1゜〜20゜の範囲に設定される。
【0035】
上記のような構成とされたチップは、第一のチップ取付座13に対し、チップ本体20の厚み方向をカッタ本体10の径方向に略一致させて、一対の長側面24,24のうちの1つをカッタ回転方向T前方側に向けてすくい面とするように、チップ本体20の挿通孔20Aに挿通されるクランプネジ15によってネジ止めされて装着される。
【0036】
第一のチップ取付座13に装着されたチップは、それに形成された8つの曲線刃25A…のうちの1つの曲線刃25A(とくに、上下面21,21と短側面23,23とが鋭角に交差しあう部分を構成する曲面部分21Aと長側面24との交差稜線部に形成された合計4つの曲線刃25A…のうちの1つの曲線刃25A)を、カッタ本体10の内周面から上記径方向内周側へ突出させるとともにカッタ本体10の端面12A(12B)から上記軸線O方向外方側へ突出させ、この曲線刃25Aに連なる直線刃25Bを、カッタ本体10の内周面11から上記径方向内周側へ突出させている。
このような突出状態に配置された曲線刃25Aと直線刃25Bとが、クランクシャフトにおけるピン部(シャフト部)の外周面を加工するピン刃となる。
【0037】
また、ピン刃とされる曲線刃25Aのカッタ回転方向T後方側に連なる曲面部分21Aは、カッタ回転方向T後方側へ向かうにしたがい上記軸線O方向内方側へ向かうように傾斜させられるとともに、カッタ回転方向T後方側へ向かうにしたがい上記径方向外周側へ向かうように傾斜させられていて、ピン刃とされる曲線刃25Aの逃げ面をなすこの曲面部分21Aに対して逃げが与えられている。
そのため、ピン刃とされる曲線刃25AのアキシャルレーキA(軸方向すくい角)は、この曲線刃25Aが上記軸線O方向内方側へ向かうにしたがいカッタ回転方向T前方側へ向かうように傾斜させられることによって、負に設定されている。
【0038】
これに対し、ピン刃とされる曲線刃25AのラジアルレーキR(径方向すくい角)は、この曲線刃25Aが上記径方向外周側へ向かうにしたがいカッタ回転方向T後方側へ向かうように傾斜させられることによって、正に設定されている。
つまり、すくい面をなす長側面24Aを上記のような凹側面にして、この長側面24を上下面21に対して鋭角に交差させたため、ピン刃とされる曲線刃25Aの逃げ面をなす曲面部分21Aに対して逃げを与えたとしても、ピン刃とされる曲線刃25AのラジアルレーキRを正に設定することができるようになっているのである。
【0039】
また、上記のような構成とされたチップは、第二のチップ取付座14に対し、チップ本体20の厚み方向をカッタ本体10の軸線O方向に略一致させて、一対の長側面24,24のうちの1つをカッタ回転方向T前方側に向けてすくい面とするように、チップ本体20の挿通孔20Aに挿通されるクランプネジ15によってネジ止めされて装着される。
【0040】
第二のチップ取付座14に装着されたチップは、それに形成された8つの曲線刃25A…のうちの1つの曲線刃25A(とくに、上下面21,21と短側面23,23とが鈍角に交差しあう部分を構成する曲面部分21Aと長側面24との交差稜線部に形成された合計4つの曲線刃25A…のうちの1つの曲線刃25A)を、カッタ本体10の端面12A(12B)から上記軸線O方向外方側へ突出させている。
このような突出状態に配置された曲線刃25Aが、クランクシャフトにおけるカウンターウェイト部の側面を加工するウェイブ刃となる。
【0041】
また、ウェイブ刃とされる曲線刃25Aのカッタ回転方向T後方側に連なる曲面部分21Aは、カッタ回転方向T後方側へ向かうにしたがい上記径方向外周側へ向かうように傾斜させられるとともに、カッタ回転方向T後方側へ向かうにしたがい上記軸線O方向内方側へ向かうように傾斜させられていて、ウェイブ刃とされる曲線刃25Aの逃げ面をなすこの曲面部分21Aに対して逃げが与えられている。
そのため、ウェイブ刃とされる曲線刃25AのラジアルレーキR(径方向すくい角)は、この曲線刃25Aが上記径方向外周側へ向かうにしたがいカッタ回転方向T前方側へ向かうように傾斜させられることによって、負に設定されている。
【0042】
これに対し、ウェイブ刃とされる曲線刃25AのアキシャルレーキA(軸方向すくい角)は、この曲線刃25Aが上記軸線O方向外方側へ向かうにしたがいカッタ回転方向T後方側へ向かうように傾斜させられることによって、正に設定されている。
つまり、すくい面をなす長側面24Aを上記のような凹側面にして、この長側面24を上下面21に対して鋭角に交差させたため、ウェイブ刃とされる曲線刃25Aの逃げ面をなす曲面部分21Aに対して逃げを与えたとしても、ウェイブ刃とされる曲線刃25AのアキシャルレーキAを正に設定することができるのである。
【0043】
以上説明したように、本第二実施形態によるピンミラーカッタでは、まず、第一実施形態と同様に、カッタ本体10に形成された第一のチップ取付座13…及び第二のチップ取付座14…に装着すべきチップとして、同一種類のものを使用していることから、1つのチップで合計8カ所に形成された曲線刃25A…を、ピン刃あるいはウェイブ刃としてそれぞれ切削に供することができて、工具費を抑制することが可能となっている。
【0044】
そして、このようなチップのチップ本体20において、すくい面をなすことになる一対の長側面24,24を、チップ本体20の長手方向に沿ったチップ本体20の側面視で、このチップ本体20の内方側に凹む凹側面としていることから、第一のチップ取付座13に装着されるチップについては、ピン刃とされる曲線刃25AのラジアルレーキRを正に設定することができ、第二のチップ取付座14に装着されるチップについては、ウェイブ刃とされる曲線刃25AのアキシャルレーキAを正に設定することができる。
その一方で、ピン刃とされる曲線刃25AのアキシャルレーキAが負に設定されるとともに、ウェイブ刃とされる曲線刃25AのラジアルレーキRが負に設定されるものの、これら負に設定されたアキシャルレーキAとラジアルレーキRとが負角側へ著しく大きくなる必要もない。
【0045】
したがって、本第二実施形態によれば、第一実施形態と同様に、ピン刃とされる曲線刃25AのアキシャルレーキA及びラジアルレーキRとウェイブ刃とされる曲線刃25AのアキシャルレーキA及びラジアルレーキRとのうちの2つまでを正に設定して、切削抵抗を効果的に低減させることができ、これにともない、高精度かつ安定したクランクシャフトの加工を継続していくことが可能となる。
【0046】
ここで、本第二実施形態においては、チップ本体20の一対の長側面24,24が、それぞれ、チップ本体20の長手方向に沿ったチップ本体20の側面視で、1つの略円弧から構成された凹曲線状をなすような凹側面とされているが、これに限定されることはない。
例えば、図9に示すように、一対の長側面24,24が、それぞれ、チップ本体20の長手方向に沿ったチップ本体20の側面視で、2つの直線から構成されたV字状をなすような凹側面とされていたり、図10に示すように、2つの直線から構成されるV字状の底部がさらに直線で接続されたような凹側面とされていてもよく、要は、凹側面とされる一対の長側面24,24が、それぞれ、チップ本体20の厚み方向の両端側部分において、上下面21,21に対してそれぞれ鋭角に交差させられていればよいのである(このような場合であっても、傾斜角θ2は、1゜〜20゜の範囲に設定されるのがよい)。
【0047】
なお、上述した各実施形態では、いわゆるインターナル型のピンミラーカッタに本発明を適用したものとして説明しているが、これに限定されることはなく、カッタ本体において、径方向外周側を向く外周面に、複数の第一のチップ取付座が形成され、軸線方向を向く両端面のそれぞれの外周面側に、複数の第二のチップ取付座が形成されていて、これら第一のチップ取付座及び第二のチップ取付座に対してチップがそれぞれ装着される、いわゆるエクスターナル型のピンミラーカッタに本発明を適用してもよい。
【0048】
【発明の効果】
本発明によれば、第一及び第二のチップ取付座に装着された同一種類のチップが、そのチップ本体の凹側面をカッタ回転方向前方側に向けてすくい面としている。
そのため、第一のチップ取付座に装着されたチップにおけるピン刃に対して、いずれか一方が正となるアキシャルレーキ及びラジアルレーキを設定することができるとともに、第二のチップ取付座に装着されたチップにおけるウェイブ刃に対して、いずれか他方が正となるアキシャルレーキ及びラジアルレーキを設定することができ、切削抵抗を効果的に低減させることができ、高精度かつ安定したクランクシャフトの加工を継続していくことが可能となる。
【図面の簡単な説明】
【図1】本発明の第一実施形態によるピンミラーカッタのカッタ本体における端面の要部拡大説明図である。
【図2】本発明の第一実施形態によるピンミラーカッタのカッタ本体における内周面の要部拡大説明図である。
【図3】(a)は本発明の第一実施形態によるピンミラーカッタに装着されるチップのチップ本体を示す上面図、(b)は同チップのX方向側面図、(c)は同チップのY方向側面図である。
【図4】本発明の第一実施形態によるピンミラーカッタに装着されるチップの変形例を示す上面図である。
【図5】本発明の第一実施形態によるピンミラーカッタに装着されるチップの変形例を示す上面図である。
【図6】本発明の第二実施形態によるピンミラーカッタのカッタ本体における端面の要部拡大説明図である。
【図7】本発明の第二実施形態によるピンミラーカッタのカッタ本体における内周面の要部拡大説明図である。
【図8】(a)は本発明の第二実施形態によるピンミラーカッタに装着されるチップのチップ本体を示す上面図、(b)は同チップのX方向側面図、(c)は同チップのY方向側面図である。
【図9】本発明の第二実施形態によるピンミラーカッタに装着されるチップの変形例を示す側面図である。
【図10】本発明の第二実施形態によるピンミラーカッタに装着されるチップの変形例を示す側面図である。
【図11】従来のピンミラーカッタのカッタ本体における端面の要部拡大説明図である。
【図12】従来のピンミラーカッタのカッタ本体における内周面の要部拡大説明図である。
【符号の説明】
10 カッタ本体
11 内周面
12A,12B 端面
13 第一のチップ取付座
14 第二のチップ取付座
20 チップ本体
21 上面、下面
21A 曲面部分
23 短側面
24 長側面(凹側面)
25A 曲線刃
25B 直線刃
A アキシャルレーキ
R ラジアルレーキ
O カッタ本体の軸線
T カッタ回転方向
Claims (4)
- 軸線回りに回転される略円環状をなすカッタ本体の周面に第一のチップ取付座が形成され、前記カッタ本体の端面に第二のチップ取付座が形成されていて、
前記第一のチップ取付座には、略四角形平板状をなすチップ本体の対向配置された一対の側面と前記チップ本体の上下面との交差稜線部に切刃が形成され、かつ、前記一対の側面が前記チップ本体の内方側に凹む凹側面とされているスローアウェイチップが、前記チップ本体の厚み方向を前記カッタ本体の径方向に略一致させて、前記凹側面をカッタ回転方向前方側に向けるように装着され、
前記第二のチップ取付座には、前記スローアウェイチップが、前記チップ本体の厚み方向を前記カッタ本体の軸線方向に略一致させて、前記凹側面をカッタ回転方向前方側に向けるように装着されていることを特徴とするピンミラーカッタ。 - 請求項1に記載のピンミラーカッタにおいて、
前記チップ本体の対向配置された一対の側面が、前記チップ本体の上面視で、このチップ本体の内方側に凹む凹側面とされていることを特徴とするピンミラーカッタ。 - 請求項1に記載のピンミラーカッタにおいて、
前記チップ本体の対向配置された一対の側面が、これら一対の側面が延在する方向に沿った前記チップ本体の側面視で、このチップ本体の内方側に凹む凹側面とされていることを特徴とするピンミラーカッタ。 - 請求項1乃至請求項3のいずれかに記載のピンミラーカッタに装着されるスローアウェイチップであって、
略四角形平板状をなすチップ本体の対向配置された一対の側面と前記チップ本体の上下面との交差稜線部に切刃が形成され、かつ、前記一対の側面が前記チップ本体の内方側に凹む凹側面とされていることを特徴とするスローアウェイチップ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003149240A JP2004351532A (ja) | 2003-05-27 | 2003-05-27 | ピンミラーカッタ及びこれに装着されるスローアウェイチップ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003149240A JP2004351532A (ja) | 2003-05-27 | 2003-05-27 | ピンミラーカッタ及びこれに装着されるスローアウェイチップ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004351532A true JP2004351532A (ja) | 2004-12-16 |
Family
ID=34045408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003149240A Pending JP2004351532A (ja) | 2003-05-27 | 2003-05-27 | ピンミラーカッタ及びこれに装着されるスローアウェイチップ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004351532A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130294849A1 (en) * | 2012-05-03 | 2013-11-07 | Kennametal Inc. | Method and milling cutter for machining hardened crankshafts or camshafts |
| US20150290717A1 (en) * | 2014-04-10 | 2015-10-15 | Iscar, Ltd. | Cutting tool and cutting insert having exactly four cutting portions therefor |
-
2003
- 2003-05-27 JP JP2003149240A patent/JP2004351532A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130294849A1 (en) * | 2012-05-03 | 2013-11-07 | Kennametal Inc. | Method and milling cutter for machining hardened crankshafts or camshafts |
| US9370831B2 (en) * | 2012-05-03 | 2016-06-21 | Kennametal Inc. | Method and milling cutter for machining hardened crankshafts or camshafts |
| US20150290717A1 (en) * | 2014-04-10 | 2015-10-15 | Iscar, Ltd. | Cutting tool and cutting insert having exactly four cutting portions therefor |
| US9421615B2 (en) * | 2014-04-10 | 2016-08-23 | Iscar, Ltd. | Cutting tool and cutting insert having exactly four cutting portions therefor |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101768300B1 (ko) | 나사 절삭 공구 그리고 나사 절삭 공구를 위한 양면으로 인덱싱 가능한 나사 절삭 삽입체 | |
| JP2004515373A (ja) | 回転式切削工具 | |
| JP3472752B2 (ja) | スローアウェイチップ及びそれを用いたピンミラーカッタ | |
| JP4650272B2 (ja) | 丸駒インサート着脱式ラフィングエンドミル | |
| JP3185519B2 (ja) | スローアウェイチップ及び切削工具 | |
| US8388269B2 (en) | Pin mirror cutter | |
| JP2004351532A (ja) | ピンミラーカッタ及びこれに装着されるスローアウェイチップ | |
| JP2007237302A (ja) | ピンミラーカッター | |
| JPH031137Y2 (ja) | ||
| JP4186795B2 (ja) | ピンミラーカッタ及びこれに装着されるスローアウェイチップ | |
| JP5157108B2 (ja) | ピンミラーカッター用インサート及びピンミラーカッター | |
| JP7242997B2 (ja) | 刃先交換式エンドミルのエンドミル本体 | |
| JP2003019619A (ja) | スローアウェイチップ及びボールエンドミル | |
| JP2005138194A (ja) | ピンミラーカッタ及びこれに装着されるスローアウェイチップ | |
| JP2586463B2 (ja) | スロ−アウエイ式カツタ− | |
| JP2004001224A (ja) | スローアウェイチップ及びそれを用いたピンミラーカッタ | |
| JPH0871833A (ja) | スローアウェイチップ | |
| JP2005138192A (ja) | ピンミラーカッタ及びこれに装着されるスローアウェイチップ | |
| JP2833239B2 (ja) | スローアウェイチップ | |
| JPH11333615A (ja) | スローアウェイカッター | |
| JP2007276083A (ja) | ピンミラーカッタ及び刃先交換チップ | |
| JP2586465B2 (ja) | スロ−アウエイ式カツタ− | |
| JP2005138191A (ja) | ピンミラーカッタ及びこれに装着されるスローアウェイチップ | |
| JP3353682B2 (ja) | スローアウェイチップ及びボールエンドミル | |
| JP2005103733A (ja) | スローアウェイチップ及びピンミラーカッター |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060331 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080617 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080804 |
|
| A02 | Decision of refusal |
Effective date: 20090317 Free format text: JAPANESE INTERMEDIATE CODE: A02 |