JP2004342943A - コイル内蔵圧粉コアおよびその製造方法、並びにそのコアを用いた電源用トランス、リアクトルおよびその製造方法 - Google Patents
コイル内蔵圧粉コアおよびその製造方法、並びにそのコアを用いた電源用トランス、リアクトルおよびその製造方法 Download PDFInfo
- Publication number
- JP2004342943A JP2004342943A JP2003139599A JP2003139599A JP2004342943A JP 2004342943 A JP2004342943 A JP 2004342943A JP 2003139599 A JP2003139599 A JP 2003139599A JP 2003139599 A JP2003139599 A JP 2003139599A JP 2004342943 A JP2004342943 A JP 2004342943A
- Authority
- JP
- Japan
- Prior art keywords
- coil
- built
- coated
- dust core
- magnetic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Abstract
【解決手段】電源用トランス、リアクトルは、酸化物絶縁材料(14)をコーティングした導体(12、13)からなるコイルが、フェライトにより絶縁被覆された金属粒子からなる磁性粉末(11)中に埋め込まれ、圧縮成形して得られたコイル内蔵圧粉コア(10)である。圧縮成形は加熱圧縮成形が好ましい。圧縮成形後に熱処理してもよい。絶縁性のコーティング材料で磁性体コアに表面コーティングを行うことも好ましい。磁性粉末(11)の代わりに、磁性粉末材を予め圧縮成形した上磁性板、下磁性板を用いて組み立ててもよい。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、電磁部品に用いられるコイル内蔵圧粉コアおよびその製造方法、並びにそのコアを用いた電源用トランス、リアクトルおよびその製造方法に関する。
【0002】
【従来の技術】
近年、各種電子機器は小型・軽量化されてきており、なおかつ低消費電力化が求められている。これに伴い電子機器に搭載される電源として小型のスイッチング電源に対する要求が高まっている。特に、ノート型パソコンや携帯電話等の小型携帯機器、薄型CRT、テレビのフラットパネルディスプレイに用いられるスイッチング電源では、小型・薄型化が強く求められている。しかしながら、従来のスイッチング電源は、その主要な構成部品であるトランス、リアクトル等の磁気部品が大きな体積を占め、小型・薄型化することに限界があった。これら磁気部品の体積を縮小しない限り、スイッチング電源を小型・薄型化することは困難となっていた。
【0003】
従来、このようなスイッチング電源に使用されているトランス、リアクトルなどの磁気部品の磁性体コアには、高透磁率磁性材料であるセンダスト(登録商標)やパーマロイ等の金属磁性材料や、フェライトなどの酸化物磁性材料が使用されていた。金属磁性材料は、一般に高い飽和磁束密度と透磁率を有するが、電気抵抗率が低いため、特に高周波数領域では渦電流損失が大きくなってしまう。そのため、近年の傾向である高速動作や、高周波駆動により必要なインダクタンス値を下げて磁気部品を小型化することができなかった。一方、酸化物磁性材料は、金属磁性材料に比べ電気抵抗率が高いため、高周波数領域でも発生する渦電流損失が小さい。しかしながら、酸化物磁性材料は、飽和磁束密度が小さいため、その体積を小さくすることができなかった。
【0004】
つまり、上記のいずれ磁性材料の場合でも磁性体コアの体積がインダクタンス値を決定付ける一番大きな要因となっていて、磁性材料自体の磁気特性を.向上させない限り、トランス、リアクトルなどの磁気部品の小型・薄型化が困難となっていた。
【0005】
このような課題に対し、近年、金属磁性材料および酸化物磁性材料の両者の長所を有する磁性材料として、飽和磁束密度と透磁率が高い金属磁性材料の表面に、電気抵抗率の高い絶縁材料の皮膜を形成した磁性材料が使用されている。また、特に、その皮膜の絶縁材料として、酸化物磁性材料であるフェライトを形成することが提案されている。例えば、特許文献1のように、金属磁性材料の表面に高透磁率金属酸化物の皮膜を形成した高透磁率材料が提案されている。また、特許文献2のように、1〜10μmの粒子からなる金属磁性材の表面をM−Fex04(ただしM=Ni,Mn,Zn,Fe,x≦2)で表されるスピネル組成の金属酸化物磁性材で被覆してなる高密度焼結磁性体が提案されている。
【0006】
さらに、表面がフェライト層で被覆された金属または金属間化合物の強磁性体微粒子粉末が圧縮成形され、そのフェライト層を介してその強誘電体粒子粉末の粒子間に磁路を形成したことを特徴とする複合磁性材料も提案されている。このようなフェライト被覆金属微粒子粉末の圧縮形成体は、フェライトの絶縁性能をある程度保ちつつ、金属強磁性体微粒子同士を磁気的に結合することが可能であって、かつ渦電流を抑制でき、高周波数領域においても高い透磁率と飽和磁化強度を保つことができる利点がある。よって、そのフェライト被覆金属微粒子粉末の圧縮形成体をトランスのコア材に用いる場合には、従来のフェライトコア材と比較して、同じインダクタンス値を得るのに、体積が小さくて済み、トランス、リアクトルなどの磁気部品の小型化、薄型化が可能になることが期待できる。
【0007】
このような絶縁被覆金属磁性粒子を用いた場合のコアの成形は、一般にプレスによる圧縮成形で行われている。そして、例えば、このように圧縮成形により得たリング状のコアに絶縁被覆された導線を巻きつけてトランスまたはリアクトルを作製している。あるいは、圧縮成形により得たEI型コア(EIコアともいう)に、あらかじめ絶縁性のボビンに導線を巻きつけたコイルや、スパイラル形のコイルをはめ込んでトランスまたはリアクトルを作製している。
【0008】
圧縮成形により得たコアを備えるトランスまたはリアクトルをさらに小型・薄型にするために、磁性粉末中に、導体からなるコイルを埋め込み、圧縮成形して得たコイル内蔵圧粉コアを備えたトランスまたはリアクトルも提案されている。例えば、特許文献3、特許文献4、特許文献5にそのようなトランスまたはリアクトルが提案されている。
【0009】
特許文献3では、有機絶縁結合材を付加した強磁件粉末を、電磁コイルと組み合わせて同一金型中で圧縮成型することで圧粉磁心を得る、絶縁に信頼性のある製造方法が提案されている。
【0010】
特許文献4では、コイルをその上下から圧粉体で挟んだ状態で圧縮成型して、コイルを磁性体内に封じ込んだインダクタを得る、インダクション係数の高いインダクタが提案されている。
【0011】
特許文献5では、2段階の圧縮工程により、内蔵されたコイルの位置のばらつきが小さいコイル封入型の圧粉コアが提案されている。
【0012】
【特許文献1】
特開昭53−91397号公報
【0013】
【特許文献2】
特開昭56−38402号公報
【0014】
【特許文献3】
特公昭54−28577号公報
【0015】
【特許文献4】
特許第3108931号明細書
【0016】
【特許文献5】
特開2001−267160号公報
【0017】
【発明が解決しようとする課題】
上述した特許文献4、特許文献5に記載のような絶縁被覆金属微粒子粉末を圧縮した圧縮成型体は、個々の磁性金属粒子の絶縁被覆によって、コイルとコア間の絶縁性を確保している。その結果、低い電圧の場合は、各磁性金属粒子の絶縁被覆の絶縁性によって、コイルとコア間の絶縁性、あるいはトランスとして使用する場合には一次コイルと二次コイル間の絶縁性を確保することは可能である。
【0018】
しかしながら、コイルにかかる電圧が高い場合には、特に電源用トランスとして使用する場合は、上記の個々の磁性金属粒子の絶縁被覆では、コイルとコア間の絶縁性が不十分であり、コイル電圧によりコアの電位が変化してしまう。また、トランスとして使用する場合は、コアを通して一次コイルと二次コイル間の縁性が確保できない。
【0019】
そこで、絶縁性を確保するために、個々の磁性金属粒子の絶縁被覆を厚くしてしまうと、磁性粒子同士の磁気的結合が阻害され、透磁率特性などの磁気特性が低下してしまう。このように、絶縁皮膜の厚さは、粒子間の絶縁が取れればよく、皮膜が厚くなると透磁率、飽和磁束密度などの低下があり、安定した皮膜を均一に薄く皮膜させることが重要である。
【0020】
一方、特許文献3に記載の製造方法では、成形圧力を上げると、コイルをコーティングしている樹脂層の変形が起きてしまう。特に、成形圧力分布の偏りにより、実質的に大きな圧力のかかる角部などでは、亀裂だけでなく、樹脂層の膜圧が極端に薄くなり、必要な絶縁距離を確保できないこととなる。
【0021】
そして、コアの成形に加熱加圧成形の製造方法を採用した場合では、樹脂の変形が顕著となる。フェライトにより絶縁被覆された金属粒子からなる磁性粉末を用いたコアの場合には、加熱により、粒子同士のフェライト皮膜部分が反応し、ネッキング(焼成反応により、元々点接触である粒子間接触部にネック(頸部)というくびれた部分ができること、ネック(頸部)形成ともいう)することで粒子同士の磁気的結合が著しく大きくなる。そのため、ホットプレス成形、ホットアイソスタティックプレス成形、放電プラズマ焼結による成形などの加熱を伴う成形により圧縮成形することで、透磁率の大きなコアを得ることができる。また、圧縮成形後に、熱処理を行うことでも同様の効果が得られる。しかしながら、特許文献3に記載のように、コイルをコーティングするものが樹脂層の場合は、樹脂層の劣化、変形、炭化などにより必要な絶縁特性を確保できない。
【0022】
さらに言及すると、上記のフェライト被覆金属微粒子粉末の圧縮形成体は、前述のように、フェライト被覆の絶縁性によって渦電流を抑制し高周波特性を保っている。その圧縮形成体は、圧縮形成によって金属強磁性体微粒子同士を磁気的に結合させ、高い透磁率と飽和磁化強度を保っている。ここで、より高いインダクタンス値または透磁率を得るためには、圧縮形成の圧力を上げて、金属強磁性体微粒子同士をなるべく近づけ、金属強磁性体微粒子同士の磁気的結合をより強くすることが望ましいと考えられる。しかし、実際には、圧縮形成の圧力を上げて行くと、フェライトの被覆まで潰れることがあり、金属強磁性体微粒子同士が電気的に導通し、渦電流を生じて、周波数特性が低下することがある。この絶縁性の低下は、電源電圧が高いほど顕著である。
【0023】
従来の絶縁被覆金属微粒子粉末の圧縮形成体には、上述したような課題があり、この課題のため、その絶縁被覆金属微粒子粉末の圧縮形成体をコアに用いたトランス、リアクトルなどの磁気部品のさらなる小型化を阻んでいた。
【0024】
本発明の目的は、フェライト被覆金属微粒子粉末の圧縮形成体の圧縮形成における上述したようなフェライトの被覆の絶縁破壊の課題を解決し、絶縁被覆は、渦電流を抑制し高周波特性を保つのに最低限必要な厚さとすることで、透磁率特性などの磁気特性の低下を防ぐ一方、高電圧においてコイルとコア間の絶縁性を確保することができるようにして、より高いインダクタンス値が得られるつコイル内蔵圧粉コアとその製造方法を提供し、ひいては各種電子機器に用いられる電源用トランスやリアクトルを、より小型・軽量化することにある。
【0025】
【課題を解決するための手段】
上記目的を達成するため、電源用トランス、リアクトル等の電磁部品に用いられる本発明のコイル内蔵圧粉コアは、酸化物絶縁材料をコーティングした導体からなるコイルが、フェライトにより絶縁被覆された金属粒子からなる磁性粉末中に埋め込まれ、圧縮成形して得られたことを特徴とする。
【0026】
また、本発明のコイル内蔵圧粉コアの別の形態は、絶縁基板上にパターニングして形成され、酸化物絶縁材料をコーティングした導体からなるコイルパターンが、フェライトにより絶縁被覆された金属粒子からなる磁性粉末中に埋め込まれ、圧縮成形して得られたことを特徴とする。
【0027】
ここで、前記導体にコーティングする前記酸化物絶縁材料として、ガラス、アルミナ、シリカ、ジルコニアまたはそれらの化合物を採用することができる。
【0028】
また、前記コイル内蔵圧粉コアの表面に絶縁性材料によりコーティングが施されていることは好ましい。その絶縁性材料にガラス、アルミナ、シリカ、ジルコニアのいずれか、もしくはその化合物を採用することができる。フェライト被覆金属微粒子粉末の圧縮形成体の圧縮形成におけるフェライトの被覆の絶縁破壊の様子をSEM等で観察すると、フェライトの被覆の潰れによる破壊は、成形体の表面に多いことがわかる。これは、フェライト被覆金属微粒子が圧縮前は粉体であり、圧縮成形を金型で行った場合に、金型の近傍ほど圧力が直に伝わり高い圧力がかかるためと考えられる。よって、フェライトの被覆の絶縁破壊の多い、コアの表面部分を絶縁性のコーティングすることによって簡便に、絶縁性の低下を防ぐことができる。
【0029】
上記目的を達成するため、本発明の電源用トランスは、前記コイル内蔵圧粉コアを有することを特徴とする。
【0030】
上記目的を達成するため、本発明リアクトルは、前記コイル内蔵圧粉コアを有することを特徴とする。
【0031】
上記目的を達成するため、本発明の製造方法は、前記コイル内蔵圧粉コアの製造方法であって、 前記圧縮成形が、ホットプレス成形、ホットアイソスタティックプレス(HIP)成形、および放電プラズマ焼結等の加熱を伴う圧縮成形であることを特徴とする。
【0032】
また、本発明の製造方法の別の形態は、前記圧縮成形後に、熱処理を行うことを特徴とする。
【0033】
また、本発明の製造方法において、前記コイル内蔵圧粉コアの表面に絶縁性材料によりコーティングを施す工程を有することは好ましい。
【0034】
更に、本発明の製造方法の別の形態は、電源用トランス/リアクトルの製造方法であって、フェライト被覆金属微粒子粉末を圧縮形成することでコア材である上磁性板と下磁性板を形成する第1の工程と、前記上磁性板と前記下磁性板の表面に絶縁性材料でコーティングを施す第2の工程と、絶縁基板上にパターニングして形成され、酸化物絶縁材料によりコーティングされた導体からなるコイルパターンを形成する第3の工程と、前記第3の工程で得られた前記絶縁基板上の上面に前記第2の工程を経た前記上磁性板を装着し、同絶縁基板上の下面に前記第2の工程を経た前記下磁性板を装着する第4の工程とを有することを特徴とする。
【0035】
【発明の実施の形態】
以下、図面を参照して本発明の実施の形態を詳細に説明する。
(第1の実施形態)
図1は本発明の第1の実施形態におけるトランスの構成例を示す断面図である。図1に示すように、所定形状に加工された一次巻き線(コイル)を構成する一次導体12が配置される。また、一次導体12と対向する位置に、所定形状に加工された二次巻き線を構成する二次導体13が配置される。一次導体12と二次導体13のそれぞれの表面には、酸化物絶縁材料により絶縁コーティング14が施される。絶縁コーティング14が施された一次導体12と二次導体13は、フェライトにより絶縁被覆された金属粒子からなる磁性粉末の中に埋め込まれる。
【0036】
この磁性粉末は、図2に示すような構造のものである。磁性粉末の個々の粒子は、水アトマイズなどで作製されたパーマロイなどの金属磁性粒子を金属コア15として、その金属コア15の全面にフェライト皮膜16をメッキ法などで形成したものである。このような粒子を圧縮成形することで、磁性圧粉体11に成形する。
【0037】
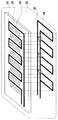
図1のトランスのコイルパターンの具体例を図3の模式図に示す。図3では、一次巻き線の8本の導体が全て直列接続されていて、巻き数としては4回である状態を示している。ただし、並列接続を組み合わせることにより種々の巻き数を構成することは可能である。所定形状に加工されたリードフレーム状の一次導体12の対向する位置に、同様な形状に加工されたリードフレーム状の二次巻き線を構成する二次導体13が配置される。ただし、分かりやすく描画する便宜上、図3では一次導体12と二次導体13とがかなり離れて図示されているが、図1に断面図で示すように、実際にはより接近して、一定距離の間隔で配線されているものとする。
【0038】
並列接続の場合には、図3の下方に示すように、二次導体13が交差する部分(ジャンパ部17)が出てくる。
【0039】
一次導体12および二次導体13の周囲空間に、フェライトにより絶縁被覆された金属粒子からなる磁性圧粉体11が密に充填されてコイル内蔵圧粉コア10が形成され、このコイル内蔵圧粉コア10により閉磁路を構成している。
【0040】
次に、図1、図3に示すコイル内蔵圧粉コア10である、電源用トランスの製造方法の具体例について説明する。
【0041】
0.5mm厚さのCu板を準備し、この板を図3の一次導線12の形状にプレスにより打ち抜くことでリードフレームを作製する。同様に、Cu板を二次導線13の形状に打ち抜くことでリードフレームを作製する。並列接続の場合、二次導体13が交差する部分が出てくる。この場合、並列の1ターン、1ターン毎に個別に打ち抜き、交差する部分については、打抜き時にプレスの金型で凸加工を行うことでジャンパ部17を作製する。こうして、個別に打ち抜いたリードフレーム状の導線をまとめて二次導線13とする。
【0042】
リードフレーム状の一次導線12と二次導線13の面に低融点ガラスペーストをディッピングにより塗工する。その後、これらを500℃で焼き付けることで、リードフレーム導体をガラス膜でコーティングする。
【0043】
本実施形態では、ガラス膜のコーティングをディッピングにより行ったが、はけ塗りでもかまわない。または、焼付けでなく、溶射、スパッタ、CVD(化学気相堆積)、ジェットプリンティングなどにより、リードフレーム導体上にガラス膜を直接形成で行ってもかまわない。さらに、ガラス膜でなくても、酸化物絶縁材料であればよく、アルミナ、ムライト、ジルコニアまたはその化合物でもかまわない。
【0044】
箱型の超鋼製の金型(図示しない)中に、フェライトにより絶縁被覆された金属粒子からなる磁性粉末を必要量だけ投入し、磁性粉末全体をよくならして平らにした後、磁性粉末上に上記のように作製したガラス膜付きのリードフレーム二次導体13を設置する。その上からその同じ磁性粉末を必要量だけ投入し、磁性粉末全体をよくならして平らにする。さらに、同じ手順で、磁性粉末上にガラス膜付きのリードフレームー次導体12を設置し、磁性粉末を投入し、磁性粉末全体をよくならして平らにする。最後に、上パンチ(型押し板:図示しない)をはめ込み、プレスにより1〜10ton/cm2で圧縮成形する。
【0045】
このようにして、フェライトにより絶縁被覆された金属粒子からなる磁性粉末1中に、酸化物絶縁材料をコーティングしたリードフレーム形状の一次導体12と二次導体13とが埋め込まれたコイル内蔵圧粉コア10である、電源用トランスを作製した。
【0046】
次に、図1を参照して、上記のようにして作製した薄型の電源用トランスの動作を説明する。
【0047】
図1の断面において一対の導体について見ると、互いに対向した位置に一次側導体12と二次側導体13とが置かれ、両導体を囲んだ磁性圧粉体(フェライトコア)11により閉磁路を構成している。すなわち、隣接する導体12、13は図3に示すように互いに逆向きの接続であるので、両導体12、13に流れる電流が作る磁束は、図1に矢印で示すように、一区画の閉磁路のみを通ることになる。これにより、一次側導体12に印加され電圧はそのまま二次側導体13に現われ、この区画では変圧比1:1のトランスを構成する。
【0048】
図3に示すように、一次側導体12は全て直列接続、二次側導体13は全て並列接続とすると、その構成では、変圧比4:1のトランスが構成されることになる。
【0049】
電源用トランスのコイル構成は、パターン巻き数とパターン幅、奥行き長さによって決まる。例えば、50Wクラスのスイッチング電源用途としては、奥行き50mm,24巻きのミヤンダ巻き(図3のようなジクザク形状)のコイルを用いる。ただし、このパターン形状は一般的なもので、本発明を限定するものではない。
【0050】
コイルを形成する導体12、13として、本実施形態では銅を用いていているが、例えば、金、銀、アルミニウムなどの単金属、あるいはそれらを基とする合金などの導電率が高い金属材料を採用することも、勿論可能である。
【0051】
本実施形態のトランスでは、一次のコイル(12)と二次のコイル(13)間、および、コイルとコア(11)の間において、試験電圧1kVでの絶縁性を確保することができた。また、10MHzの高周波領域においても渦電流損失はほとんど無く、透磁率100、飽和磁化強度1.4テスラを得ることができた。
【0052】
本実施形態ではトランスの例を示したが、二次巻き線を省略し、一次巻き線のみを用いて、上記と同様の構成でリアクトルを構成できる。
【0053】
(第2の実施形態)
本発明の第2の実施形態では、本発明の第1の実施形態で例示した上述のリードフレーム状のコイル(巻き線)に対して、コイルパターンを絶縁基板上に形成した場合の構造例を示す。
【0054】
図4は本発明の第2の実施形態におけるトランスの構成例を示す模式図である。図4において、絶縁基板25には、一定ピッチで磁性材料が入り込むための貫通孔26が複数個配設されている。そして、絶縁基板25の片面には、一次巻き線を構成する一次導体22のパターンが複数の貫通孔26の間に塗工、焼き付けされている。図4では一次巻き線の8本の導体が全て直列接続されていて、巻き数としては4回である状態を示しているが、並列接続を組み合わせることにより種々の巻き数を構成することが可能である。
【0055】
また、絶縁基板25の反対側の面内には、二次巻き線を構成する二次導体23のパターンが、やはり上記複数の貫通孔26の間に塗工、焼き付けされている。図4では、裏面側も同時に描画する都合上、二次導体23のパターンが絶縁基板25から離れて図示されているが、実際には、一次導体22のパターンと同じく絶縁基板25の反対側の面上に配線されているものとする。並列接続の場合は、二次導体23のパターンが交差する部分(28)が出てくる。一次導体22のパターンおよび二次導体23のパターンを取り囲んで、フェライトにより絶縁被覆された金属粒子からなる磁性粉末21が圧粉されてコイル内蔵圧粉コアが形成され、このコイル内蔵圧粉コアにより閉磁路を構成している。
【0056】
次に、本実施形態のトランスの製造方法の具体例について説明する。
長穴形状の貫通穴26を形成した0,635mm厚さのアルミナ製の絶縁基板25を準備し、その基板25の両面にスクリーン印刷により銀粉末と有機成分からなる導電性ぺーストを図4の22、23で示すようなパターンに塗工する。その後、600〜900℃の還元雰囲気で導電性ぺーストをアルミナ絶縁基板25上に焼き付ける。こうすることで、絶縁基板25の両面に0.1mm厚さの銀からなる導体22,23のパターンが形成される。本実施形態では、導体22,23のパターンの形成にスクリーン印刷を用いているが、ジェットプリンティングでもかまわない。
【0057】
並列接続の場合は、導体パターンが交差する部分が出てくる。この場合は、交差する部分の絶縁基板面に対して下側の導体パターンを形成した後、交差する部分とその周辺にガラスペーストなどの酸化物絶縁材料をコーティングすることで絶縁膜28を形成し、その後で絶縁基板面に対して上側となる導体パターンを形成する。本実施形態では交差する部分に絶縁膜28を用いているが、これに代えて、導体をスルーホールによって一度一次導体側の面に引き出し、再度スルーホールにより二次導体側に戻る形の接続法でも良い。
【0058】
次に、導体22,23のパターンを覆うように、スクリーン印刷により低融点ガラスペーストを絶縁基板25の両面に塗工する。その後、絶縁基板25を500℃で焼き付けることで、導体22,23のパターンをガラス膜(図示しない)でコーティングする。
【0059】
本実施形態では、ガラス膜のコーティングをスクリーン印刷法により行ったが、ディッピングや、はけ塗りでもかまわない。また、本実施形態では塗工と焼付けを採用したが、これに代えて、溶射、スパッタ、CVD、ジェットプリンティングなどにより、直接形成でガラス膜を生成してもかまわない。さらに、ガラス膜でなくても、酸化物絶縁材料であればよく、アルミナ、ムライト、ジルコニアまたはその化合物でもかまわない。
【0060】
次に、箱型の超鋼製の金型(図示しない)中に、フェライトにより絶縁被覆された金属粒子からなる磁性粉末21を所定量だけ投入し、その磁性粉末を全体によくならして平らにした後、その磁性粉末の上に上記のように作製したガラス膜コーティング付きの回路基板25を設置する。さらに、その回路基板25の上から上記と同じ磁性粉末21を投入し、その磁性粉末を全体によくならして平らにする。そして、金型内の磁性粉末上に上パンチ(図示しない)をはめ込み、プレスにより1〜10ton/cm2で圧縮成形する。
【0061】
このようにして、絶縁基板25上にパターニングされて酸化物絶縁材料でコーティングされたコイルが、フェライトにより絶縁被覆された金属粒子からなる磁性粉末21中に内蔵された状態のコイル内蔵圧粉コアである電源用トランスが作製される。
【0062】
本実施形態のトランスでは、一次のコイルと二次のコイル間、および、コイルとコア間において、試験電圧1kVでの絶縁性を確保することができた。10MHzの高周波領域においても渦電流損失はほとんど無く、透磁率100、飽和磁化強度1.4テスラを得ることができた。
【0063】
本実施形態ではトランスの例を示したが、二次巻き線を省略し、一次巻き線のみを用いて、上記と同様の構成でリアクトルを構成できる。
【0064】
(第3の実施形態)
上述の第1、第2の実施形態ではコアの圧縮成形を通常のプレスで行っているのに対して、本発明の第3の実施形態では、その圧縮成形をホットプレス成形で行う。即ち、超鋼製の金型中に、フェライトにより絶縁被覆された金属粒子からなる磁性粉末を投入し、それを全体によくならした後、その上に上記のように作製したガラス膜コーティング付きの回路基板25を設置する。さらに、その上から上記と同じ磁性粉末を投入し、それを全体によくならす。そして、金型に上パンチをはめ込み、2ton/cm2で300℃で5分のホットプレス成形を行う。
【0065】
本実施形態のトランスでは、一次のコイルと二次のコイル間、および、コイルとコア間において、試験電圧1kVでの絶縁性を確保することができた。10MHzの高周波領域においても渦電流損失はほとんど無かった。透磁率175に向上することができ、飽和磁化強度1.4テスラを得ることができた。
【0066】
プレスにより1〜10ton/cm2で圧縮成形した状態で、200〜900℃に加熱した状態でも上記と同様の効果を得ることができた。
【0067】
本実施形態では、圧縮成形をホットプレス成形で行っているが、加熱を伴う成形によって表面拡散による磁気結合が強まればよく、そのためHIP(熱間静水圧プレス)成形、放電プラズマ焼結で圧縮成形を行っても上記と同様の効果が期待できる。
【0068】
(第4の実施形態)
本発明の第4の実施形態では、前述の本発明の第1、第2の実施形態で得られるコイル内蔵圧粉コアである電源用トランスを圧縮成形後に、300℃で5分の熱処理を行う。
【0069】
本実施形態のトランスでも、一次のコイルと二次のコイル間、および、コイルとコア間において、試験電圧1kVでの絶縁性を確保することができた。10MHzの高周波領域においても渦電流損失はほとんど無かった。透磁率150に向上することができ、飽和磁化強度1.4テスラを得ることができた。これも、表面拡散による磁気結合が強まったためと考えられる。
【0070】
(第5の実施形態)
前述の本発明の第2の実施形態では、導体22、23のパターンが形成されたガラス膜コーティング付きの回路基板25を磁性粉末21内に設置して、プレスすることでコイル内蔵圧粉コアを形成している。これに対し、本発明の第5の実施形態では、磁性粉末内に回路基板を配置する代わりに、図5の模式的な分解斜視図に示すように、金型(図示しない)等を用いて、フェライト被覆金属微粒子粉末を圧縮形成したコア材である上磁性板31と下磁性板32を用意し、この板状の上磁性板31と下磁性板32を、第2の実施形態と同様にして作製したガラス膜コーティング付きの回路基板25上に挟み込むようにしてはめ込み、コイル内蔵圧粉コアであるトランスを形成する。下磁性板32は回路基板の貫通孔26にそれぞれ勘合する複数の凸部33を有する櫛形状の板である。但し、この凸部33は下磁性板32ではなくて上磁性板31の方に設けてもかまわない。
【0071】
また特に、本実施形態では、コア材である上磁性板31と下磁性板32の表面に、絶縁性のコーティングを、アルミナの耐熱性無機接着剤の塗布で行っている。このアルミナ耐熱性無機接着剤は1液加熱硬化材として、市販されているものを用いることができる。このアルミナ塗付により、フェライト被覆金属微粒子粉末の圧縮形成体(磁性板)31、32は、高圧力の成形においてもフェライトの絶縁性能を保ちつつ、金属強磁性体微粒子同士を磁気的に結合することが可能となり、より高い透磁率と飽和磁化強度を得ることができる。
【0072】
本実施形態のトランスでは、10MHzの高周波領域においても渦電流損失はほとんど無く、透磁率70、飽和磁化強度1.0テスラを得ることができた。よって、本実施形態のコア材31、32をトランスのコア材に用いる場合、従来のフェライトとコア材と比較して、同じインダクタンス値を得るのに、体積が小さくて済み、小型化、薄型化が可能になる。
【0073】
本実施形態ではトランスの例を示したが、2次巻き線を省略して1次巻き線のみを用いて、同様の構成でリアクトルを構成できる。
【0074】
本実施形態は、薄型スイッチング電源等に用いるナノフェライト被覆磁性体の圧縮成形した時に生じる絶縁性低下の課題に対し、絶縁低下が圧縮時の金型表面でのフェライトの潰れによって起こることを見出し、その対策として上記のように絶縁性のコーティング材料で磁性体コアに表面コーティングを行い、係る課題を解決したものである。これにより、磁性体の性能をさらに向上させ、トランス、リアクトルの更なる小型化、薄型化を可能にする利点が得られる。
【0075】
(他の実施形態)
以上、本発明の実施形態を説明したが、本発明はこれに限定されない。特許請求の範囲の記載の範囲内であれば、個数やサイズ等の変更、修正、置換等は本発明の実施形態に含まれる。例えば、本発明の第1の実施形態の磁性圧粉体11を本発明の第5の実施形態で示したコア材である上磁性板31と下磁性板32とで置換えてもよい。また、本発明の第3、第4の実施形態で例示した加熱成形、熱処理を本発明の第5の実施形態に適用して好ましい。また、本発明の第5の実施形態で示した圧粉コアに対するアルミナの耐熱性無機接着剤の塗布を第1〜第4実施形態に適用しても好ましい。さらに、本発明の実施形態ではトランスとリアクトルを例示したが、本発明はこれに限らず、マイクロ電源、インバータ(INV)、サーボ、UPS(非中断電源装置)等の他の磁気部品や磁気製品にも応用可能である。
【0076】
【発明の効果】
以上説明したように、本発明によれば、絶縁性能が向上し、高周波帯域での優れた磁気特性が得られる磁気部品が実現できる。
【0077】
従って、本発明によるトランス、リアクトルは、例えば、240V入力系スイッチング電源モジュール用の主回路部分のトランス、リアクトルとして十分に使用することができる。
【0078】
また、本発明のトランス、リアクトルは、従来のスイッチング電源モジュール等に用いるトランス、リアクトルと比較して、同じインダクタンス値を得るのに、体積が小さくて済み、小型化、薄型化が可能になる。
【図面の簡単な説明】
【図1】本発明の第1の実施形態における電源用トランスの断面構造を示す断面図である。
【図2】フェライトにより絶縁被覆された金属粒子からなる磁性粉末の模式図である。
【図3】本発明の第1の実施形態における電源用トランスのコイルパターン等を示す模式図である。
【図4】本発明の第2の実施形態における電源用トランスの構成を示す模式図である。
【図5】本発明の第5の実施形態における電源用トランスの構成を示す模式的分解斜視図である。
【符号の説明】
10 コイル内蔵圧粉コア(電源用トランス、リアクトル)
11 磁性圧粉体
12 一次巻き線を構成するリードフレーム形状の一次導体
13 二次巻き線を構成するリードフレーム形状の二次導体
14 絶縁コーティング
15 金属コア
16 フェライト皮膜
17 ジャンパ部
21 フェライトにより絶縁被覆された金属粒子からなる磁性粉末
22 基板上にパターン形成された一次巻き線を構成する一次導体
23 基板上にパターン形成された二次巻き線を構成する二次導体
25 絶縁基板
26 貫通孔
28 絶縁膜(導体交差部の絶縁コーティング)
31 上磁性板(圧粉コア材)
32 下磁性板(圧粉コア材)
33 貫通孔に勘合する凸部
Claims (14)
- 電源用トランス、リアクトル等の電磁部品に用いられるコイル内蔵圧粉コアであって、
酸化物絶縁材料をコーティングした導体からなるコイルが、フェライトにより絶縁被覆された金属粒子からなる磁性粉末中に埋め込まれ、圧縮成形して得られたことを特徴とするコイル内蔵圧粉コア。 - 電源用トランス、リアクトル等の電磁部品に用いられるコイル内蔵圧粉コアであって、
絶縁基板上にパターニングして形成され、酸化物絶縁材料をコーティングした導体からなるコイルパターンが、フェライトにより絶縁被覆された金属粒子からなる磁性粉末中に埋め込まれ、圧縮成形して得られたことを特徴とするコイル内蔵圧粉コア。 - 前記導体にコーティングする前記酸化物絶縁材料が、ガラス、アルミナ、シリカ、ジルコニアまたはそれらの化合物のいずれかであることを特徴とする請求項1または2に記載のコイル内蔵圧粉コア。
- 前記コイル内蔵圧粉コアの表面に絶縁性材料によりコーティングが施されていることを特徴とする請求項1ないし3のいずれかに記載のコイル内蔵圧粉コア。
- 前記コイル内蔵圧粉コアの表面にコーティングされた前記絶縁性材料がガラス、アルミナ、シリカ、ジルコニアのいずれか、もしくはその化合物であることを特徴とする請求項4に記載のコイル内蔵圧粉コア。
- 請求項1ないし5のいずれかに記載のコイル内蔵圧粉コアを有する電源用トランス。
- 請求項1ないし5のいずれかに記載のコイル内蔵圧粉コアを有するリアクトル。
- 電源用トランス、リアクトル等の電磁部品に用いられるコイル内蔵圧粉コアの製造方法であって、
酸化物絶縁材料によりコーティングされた導体からなるコイルを、フェライトにより絶縁被覆された金属粒子からなる磁性粉末中に埋め込む第1の工程と、
前記第1の工程により前記コイルが前記磁性粉末中に埋め込まれたものを圧縮成形して内蔵圧粉コアを得る第2の工程と
を有することを特徴とするコイル内蔵圧粉コアの製造方法。 - 電源用トランス、リアクトル等の電磁部品に用いられるコイル内蔵圧粉コアの製造方法であって、
絶縁基板上にパターニングして形成され、酸化物絶縁材料によりコーティングされた導体からなるコイルパターンを、フェライトにより絶縁被覆された金属粒子からなる磁性粉末中に埋め込第1の工程と、
前記第1の工程により前記コイルパターンが前記磁性粉末中に埋め込まれたものを圧縮成形して内蔵圧粉コアを得る第2の工程と
を有することを特徴とするコイル内蔵圧粉コアの製造方法。 - 前記第2の工程における前記圧縮成形が、ホットプレス成形、ホットアイソスタティックプレス(HIP)成形、および放電プラズマ焼結等の加熱を伴う圧縮成形であることを特徴とする請求項8または9に記載のコイル内蔵圧粉コアの製造方法。
- 前記第2の工程における前記圧縮成形後に、前記内蔵圧粉コアに対して熱処理を行う第3の工程を有することを特徴とする請求項8または9に記載のコイル内蔵圧粉コアの製造方法。
- 前記内蔵圧粉コアの表面に絶縁性材料でコーティングを施す工程を更に有することを特徴とする請求項8ないし11のいずれかに記載のコイル内蔵圧粉コアの製造方法。
- フェライト被覆金属微粒子粉末を圧縮形成することでコア材である上磁性板と下磁性板を形成する第1の工程と、
前記上磁性板と前記下磁性板の表面に絶縁性材料でコーティングを施す第2の工程と、
絶縁基板上にパターニングして形成され、酸化物絶縁材料によりコーティングされた導体からなるコイルパターンを形成する第3の工程と、
前記第3の工程で得られた前記絶縁基板上の上面に前記第2の工程を経た前記上磁性板を装着し、同絶縁基板上の下面に前記第2の工程を経た前記下磁性板を装着する第4の工程と
を有することを特徴とする電源用トランスの製造方法。 - フェライト被覆金属微粒子粉末を圧縮形成することでコア材である上磁性板と下磁性板を形成する第1の工程と、
前記上磁性板と前記下磁性板の表面に絶縁性材料でコーティングを施す第2の工程と、
絶縁基板上にパターニングして形成され、酸化物絶縁材料によりコーティングされた導体からなるコイルパターンを形成する第3の工程と、
前記第3の工程で得られた前記絶縁基板上の上面に前記第2の工程を経た前記上磁性板を装着し、同絶縁基板上の下面に前記第2の工程を経た前記下磁性板を装着する第4の工程と
を有することを特徴とするリアクトルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003139599A JP2004342943A (ja) | 2003-05-16 | 2003-05-16 | コイル内蔵圧粉コアおよびその製造方法、並びにそのコアを用いた電源用トランス、リアクトルおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003139599A JP2004342943A (ja) | 2003-05-16 | 2003-05-16 | コイル内蔵圧粉コアおよびその製造方法、並びにそのコアを用いた電源用トランス、リアクトルおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004342943A true JP2004342943A (ja) | 2004-12-02 |
Family
ID=33528626
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003139599A Pending JP2004342943A (ja) | 2003-05-16 | 2003-05-16 | コイル内蔵圧粉コアおよびその製造方法、並びにそのコアを用いた電源用トランス、リアクトルおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004342943A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006186072A (ja) * | 2004-12-27 | 2006-07-13 | Fuji Electric Holdings Co Ltd | 複合磁気部品の製造方法 |
| JP2009511868A (ja) * | 2005-10-07 | 2009-03-19 | ビランコ | 電流および磁界センサ、このセンサのための制御方法、および、このセンサのための磁心 |
| JP2013153165A (ja) * | 2013-01-22 | 2013-08-08 | Vacuumschmelze Gmbh & Co Kg | 磁気熱量活性物質を有する複合構造体及びその製造方法 |
| US9666340B2 (en) | 2007-12-27 | 2017-05-30 | Vacuumschmelze Gmbh & Co. Kg | Composite article with magnetocalorically active material and method for its production |
| CN114551075A (zh) * | 2022-01-05 | 2022-05-27 | 深圳市信维通信股份有限公司 | 一种电感制作方法 |
-
2003
- 2003-05-16 JP JP2003139599A patent/JP2004342943A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006186072A (ja) * | 2004-12-27 | 2006-07-13 | Fuji Electric Holdings Co Ltd | 複合磁気部品の製造方法 |
| JP2009511868A (ja) * | 2005-10-07 | 2009-03-19 | ビランコ | 電流および磁界センサ、このセンサのための制御方法、および、このセンサのための磁心 |
| KR101253581B1 (ko) * | 2005-10-07 | 2013-04-11 | 닐로지 | 전류 및 자기장 센서, 상기 센서를 위한 제어 방법 및 자기코어 |
| US8803520B2 (en) | 2005-10-07 | 2014-08-12 | Neelogy | Magnetic core with superparamagnetic particles for current and magnetic field sensors |
| US9666340B2 (en) | 2007-12-27 | 2017-05-30 | Vacuumschmelze Gmbh & Co. Kg | Composite article with magnetocalorically active material and method for its production |
| JP2013153165A (ja) * | 2013-01-22 | 2013-08-08 | Vacuumschmelze Gmbh & Co Kg | 磁気熱量活性物質を有する複合構造体及びその製造方法 |
| CN114551075A (zh) * | 2022-01-05 | 2022-05-27 | 深圳市信维通信股份有限公司 | 一种电感制作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Djuric et al. | Design, modeling, and analysis of a compact planar transformer | |
| JP4049246B2 (ja) | コイル封入型磁性部品及びその製造方法 | |
| JP4971432B2 (ja) | 誘導素子及び誘導素子を製造するための方法 | |
| US9767950B2 (en) | Multilayer electronic component | |
| US20130038417A1 (en) | Coil component and manufacturing method thereof | |
| JP2004311944A (ja) | チップタイプパワーインダクタ | |
| KR101659248B1 (ko) | 인덕터 및 이의 제조방법 | |
| JPH09129435A (ja) | 結合磁気コア | |
| JP4043306B2 (ja) | 平面磁気素子 | |
| JP2008288370A (ja) | 面実装インダクタおよびその製造方法 | |
| JP2006165212A (ja) | インダクタンス素子及びその製造方法、並びに配線基板 | |
| TW201903790A (zh) | 電感元件及電子電氣機器 | |
| JP2005317679A (ja) | 磁気部品およびその製造方法 | |
| JPH11144971A (ja) | コイル部品およびそれを用いた電源装置 | |
| JP2004014837A (ja) | 平面磁気素子 | |
| WO2018235550A1 (ja) | コイル部品 | |
| JPH11273980A (ja) | インダクタの製造方法 | |
| JP2004342943A (ja) | コイル内蔵圧粉コアおよびその製造方法、並びにそのコアを用いた電源用トランス、リアクトルおよびその製造方法 | |
| CN111489890B (zh) | 一种贴片功率电感器的制作方法 | |
| JP2003257744A (ja) | 磁性素子及びその製造方法並びにそれを用いた電源モジュール | |
| US9041506B2 (en) | Multilayer inductor and method of manufacturing the same | |
| JP2008147324A (ja) | インダクタンス素子 | |
| JP2005260073A (ja) | インダクタンス素子及びその製造方法 | |
| KR101310360B1 (ko) | 권선형 파워 칩인덕터의 제조방법 | |
| JP3162692B2 (ja) | インダクター及びトランス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050614 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20070726 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20070913 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070913 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20071127 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080404 |