JP2004338010A - 切削工具及びこれを利用した切削加工方法 - Google Patents
切削工具及びこれを利用した切削加工方法 Download PDFInfo
- Publication number
- JP2004338010A JP2004338010A JP2003135593A JP2003135593A JP2004338010A JP 2004338010 A JP2004338010 A JP 2004338010A JP 2003135593 A JP2003135593 A JP 2003135593A JP 2003135593 A JP2003135593 A JP 2003135593A JP 2004338010 A JP2004338010 A JP 2004338010A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- cutting tool
- tool
- blade
- work
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Abstract
【課題】回転切削と無回転切削との両方式で使用できる切削工具及びこれを用いた切削加工方法を提供する。
【解決手段】棒状に形成された切削工具本体11には、工作機械のチャックに取り付けられるシャンク12と、先端面の底刃14には底刃逃げ角を付与しない切削刃部13とを備えている。そして、そのように構成された切削工具を工作機械のチャックに装着し、工作機械主軸の回転を停止した状態で、底刃以外の工具先端面がワークと接しないように切削工具とワークとの成す角度を制御して両者を底刃で切り込ませて接触させる。そして、この状態を維持したままワークと切削工具との間で相対移動を行うことにより無回転切削を行う。また、切削工具を回転させることにより、エンドミルによる加工のようにワークを回転切削する。
【選択図】 図1
【解決手段】棒状に形成された切削工具本体11には、工作機械のチャックに取り付けられるシャンク12と、先端面の底刃14には底刃逃げ角を付与しない切削刃部13とを備えている。そして、そのように構成された切削工具を工作機械のチャックに装着し、工作機械主軸の回転を停止した状態で、底刃以外の工具先端面がワークと接しないように切削工具とワークとの成す角度を制御して両者を底刃で切り込ませて接触させる。そして、この状態を維持したままワークと切削工具との間で相対移動を行うことにより無回転切削を行う。また、切削工具を回転させることにより、エンドミルによる加工のようにワークを回転切削する。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、回転させずに切削する無回転切削及び回転させて切削する回転切削の両方式で利用可能な切削工具及びこれを利用した切削加工方法に関する。
【0002】
【従来の技術】
切削工具の代表的なものとしてエンドミルがあるが、近年、切削刃部の軸直角断面が四角形や六角形をしたエンドミルが開発されている。また、フライス盤による加工においては、これまで主軸に切削工具を装着し、切削工具を回転させることにより回転切削を行ってきたが、近年、旋削加工に採用されてきたへールバイトと類似した工具をフライス盤のチャックに取り付け、工具を回転させることなく工具の角度制御と送り動作とを組み合わせて面を切削する無回転切削方法が開発されている。
【0003】
上述のような切削工具を回転させることにより切削を行う回転切削は、切削効率に関して無回転切削よりも良好であるが、送り方向の加工後のワーク表面粗さは無回転切削のほうが小さく抑えることができる。
【0004】
そして、このような回転切削で得られる切削効率と無回転切削で得られる良好な表面粗さ得るための加工方法として、従来は次のような方法が行われていた。すなわち、主軸にヘールバイトを装着して、主軸を回転させて切削加工を行い、その後、仕上げ加工を行うべく主軸の回転を止めて同一のヘールバイトで切削軌跡に沿う送りを行う。これにより最適な切削効率と良好な表面粗さ1つのヘールバイトで得られる(例えば、特許文献1参照)。
【0005】
【特許文献1】特開平6−126520号公報
【0006】
【発明が解決しようとする課題】
しかしながら、回転切削と無回転切削とが同一の工作機械で可能であるにもかかわらず、両方式の加工で兼用できる切削工具はないもしくは仕上げ加工直前の行程のみ兼用しているのが現状である。そのため、専用の切削工具をそれぞれ揃える必要があり、加工方法を変更する際には切削工具の交換が必要である。これでは加工時間や経済面から不利となる。
【0007】
本発明の目的は、回転切削と無回転切削との両方式で使用できる切削工具及びこれを用いた切削加工方法を提供することにある。
【0008】
【課題を解決するための手段】
本発明の切削工具は、切削工具本体は棒状に形成され、切削工具本体には、工作機械のチャックに取り付けられるシャンクと、先端面の底刃には底刃逃げ角を付与しない切削刃部とを備えている。
【0009】
本発明の切削加工方法は、本発明の切削工具を工作機械のチャックに装着し、工作機械主軸の回転を停止した状態で、底刃以外の工具先端面がワークと接しないように切削工具とワークとの成す角度を制御して両者を底刃で切り込ませて接触させる。そして、この状態を維持したままワークと切削工具との間で相対移動を行うことにより無回転切削を行う。また、切削工具を回転させることにより、エンドミルによる加工のようにワークを回転切削する。
【0010】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づいて説明する。図1は本発明の第1の実施の形態に係わる切削工具の説明図であり、図1(a)は側面図、図1(b)は平面図である。図1(a)に示すように、切削工具本体11は棒状に形成され、工作機械のチャックに装着されるシャンク12と、その端部から先に形成される切削刃部13とから構成される。切削刃部13は先端面に底刃14を有している。また、図1(b)に示すように、切削刃部13の軸直角断面形状は三角形に形成されており、その底刃14には底刃逃げ角が付与されていない。また、底刃14のすくい面が平面、側刃15が直刃、アキシャルレーキがゼロとなっている。
【0011】
一方、切削刃部13の側面には、切削刃部13の軸直角断面が多角形状をしているため角部が存在し、この部分に切削工具本体11の軸方向に延びる側刃15を形成する。側刃15は、直刃あるいはねじれ刃となっている。
【0012】
シャンク12の外周面上には、その外周面に沿って切削工具本体11の軸心方向へ向かって切れ込んでいる溝部16が設けられている。また、切削工具本体11にはその軸方向に延びる貫通穴17が設けられており、この貫通穴17を通じて切削刃部13の先端より切削油を噴出させる。これにより、確実に切削点へ切削油を供給することができるようにしている。切削工具本体11のの材料としては、超硬合金、サーメット、セラミックス、被覆超硬合金を適用する。
【0013】
以上の説明では、切削刃部13の軸直角断面は、三角形のものを示しているが、多角形状としてもよい。また、底刃14のすくい面は平面としているが、平面に代えて、凸曲面状や凹曲面状としても良い。さらに、切削工具のアキシャルレーキはゼロの場合を示しているが、正としても良い。
【0014】
図2は、切削刃部13の軸直角断面が多角形状の5角形である場合の切削工具の説明図であり、図2(a)は側面図、図2(b)は平面図である。また、図3は、切削刃部13の軸直角断面が多角形状の6角形である場合の切削工具の説明図であり、図3(a)は側面図、図3(b)は平面図である。さらに、図4は、切削刃部13の軸直角断面が円形である場合の切削工具の説明図であり、図4(a)は側面図、図4(b)は平面図である。
【0015】
図2及び図3に示すように、切削刃部13の軸直角断面が多角形状を有している場合には、先端面の外周上に底刃14が形成され、切削刃部13の軸直角断面が多角形状をしているため角部が存在し、この角部に切削工具本体11の軸方向に延びる側刃15が形成されている。また、図4に示すような軸直角断面の形状が円形である場合には、先端面の円周上には底刃14を備えているが、切削刃部13の側面には側刃15を備えていない。
【0016】
第1の実施の形態によれば、切削刃部13とワークとの成す角度を調整して、切削刃部13の先端面とワークとの間に逃げ角を形成し、この状態を維持したままワークと切削工具本体11との間で相対移動を行わせると、ワーク表面に無回転切削を施すことができる。また、工作機械主軸に装着された切削工具を回転させることにより回転切削を施すこともできる。
【0017】
次に、本発明の第2の実施の形態を説明する。図5は本発明の第2の実施の形態に係わる切削工具の説明図であり、図5(a)は一部切り欠き断面側面図、図5(b)は平面図である。この第2の実施の形態は、図1に示した第1の実施の形態に対し、シャンク12と切削刃部13とを分離して形成し、シャンク12は工作機械のチャックに取り付けられる装着部18とこの装着部18の先端部に設けられた切削刃保持部19とを備え、切削刃部13はシャンク12の切削刃保持部19の先端部に切削刃部固定部材20で着脱可能に装着されるようにしたものである。図1と同一要素には同一符号を付し重複する説明は省略する。
【0018】
図5に示すように、ヘッドである切削刃部13と工作機械の主軸に装着されるシャンク12とが独立した別の部品から構成されている。さらに、シャンク12は、工作機械のチャックに取り付けられる装着部18と、この装着部18の先端に設けられた切削刃保持部19とから構成される。シャンク12の先端中央部には、ネジ孔21が軸心方向に開口して設けられている。一方、ヘッドである切削刃部13の回転中心軸上には段付きボルト孔22が形成されており、大径部が底刃14を有する先端面に向けて開口している。
【0019】
このヘッドである切削刃部13をシャンク12に装着する場合、まず、シャンク12の先端面と切削刃部13の底刃14を有していない面とを合わせ、切削刃部13に設けられたボルト孔22の大径部から切削刃部固定部材20であるボルト23を挿入し、シャンク12のネジ孔21にネジ止めする。ボルト23が完全にねじ込まれた状態では、ボルト23のヘッド部が完全に切削工具の切削部である切削刃部13の内部に没入した状態となる。
【0020】
第2の実施の形態によれば、第1の実施の形態の効果に加え、ヘッドである切削刃部13の着脱が自在となり、1本のシャンク12に様々な断面形状をしたヘッドである切削刃部13を装着することができるようになる。また、切削刃部13の一部が損傷して使用できなくなった場合でも、切削刃部13のみを交換して再び切削を行うことができる。
【0021】
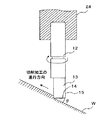
次に、本発明の第3の実施の形態を説明する。図6は本発明の第3の実施の形態に係わる切削加工方法での切削工具のワークへの設置の仕方の説明図である。図6に示すように、切削工具は、機械主軸が切削工具を回転させる工作機械の回転主軸の先端に設置されているチャック24に工具軸心を一致させてシャンク12で固定される。そして、工作機械主軸の回転を停止した状態で、切削刃部13の先端面とワークWとの間に逃げ角θが形成されるように両者を切り込ませて接触させる。つまり、切削刃部13の先端面が逃げ面となる。このような状態を維持したままワークWと本切削工具との間で相対移動を行う
図7は本発明の第3の実施の形態に係わる切削加工方法での切削工具の切削の仕方の説明図であり、図7(a)は切削方向に対する底刃14の傾き角度が0°である場合、図7(b)は切削工具を回転させた場合、図7(c)は切削方向に対する底刃14の傾き角度がη°である場合をそれぞれ示している。
【0022】
図7(a)に示すように、切削方向に対する底刃14の傾き角度を0°に保ち、この状態を維持したままワークWと切削工具との間で相対移動を行うことにより無回転切削を行うことができる。S1は切削後のワークWの表面を示している。一方、図7(b)に示すように、工作機械主軸に装着された切削工具を回転させることにより、切削刃部13の側面の工具軸方向に延びる側刃15により、ワークWにエンドミルによる加工と同じ回転切削を施すこともできる。S2は回転切削後のワークWの表面を示している。また、図7(c)に示すように、切削方向に対する底刃14の傾き角度η°を保ち、この状態を維持したままワークWと切削工具との間で相対移動を行うことにより無回転切削を行うことができる。S3は切削後のワークWの表面を示している。
【0023】
以上の説明では、切削工具とワークWとの位置関係は、図6に示すように送り方向に対して前傾姿勢とした場合について説明したが、前傾姿勢に代えて後傾姿勢としても良い。
【0024】
次に、切削工具を主軸位置決め機能を備えた工作機械に装着することで、図7(c)に示す切削方向に対する底刃14の傾き角度ηを自在に位置決めして無回転切削することも可能である。この切れ刃である底刃14を角度ηだけ傾けることにより、有効すくい角が垂直すくい角よりも大きくなって切れ味が向上し、切りくずの流出方向が安定して処理性が向上する。また、切れ刃が徐々に加工物であるワークWと接触するため断続切削でも切削工具が欠損し難くなる。また、この場合、切削刃部13のコーナを丸コーナとすると、切りくずの排出性はさらに向上する。
【0025】
ここで、シャンク12の外周上には溝部16が設けられているため、切削工具は弾性変形機能を有している。そのため、無回転切削あるいは回転切削を行う際に、切削工具がワークWから切削刃部13の切削点を介して過度の切削抵抗を受けても、切削工具自身が弾性変形することにより、かじりや食い込みを回避して安定な切削が可能となる。
【0026】
また、切削工具の軸直角断面の形状が円形の場合には、側刃15を備えていないが、切削刃部13の先端面とワークWとの間に逃げ角θが形成されるように両者を切り込ませて接触させることで、無回転切削を行うことができる。さらに、この状態で切削工具を回転させるとワークWを底刃14だけで回転切削を行うことができる。なお、軸直角断面形状が円形の場合でも、切削工具とワークWとの位置関係は、図6に示すような送り方向に対して前傾姿勢だけでなく、後傾姿勢としても良いことは言うまでもない。
【0027】
さらに、切削条件に応じて図7に示した切削方法を使い分けることも可能である。例えば、無回転切削における切りくず排出性と回転切削における切りくず排出性とを比較すると、回転切削では側刃15が断続的にワークWを切削するため切りくずが分断されるので、回転切削の方が切りくず排出性は良好である。したがって、切りくずの排出性が特に重要視される加工においては、回転切削を適用する。
【0028】
一方、切削抵抗が大きいために無回転切削が適用できない場合には、回転切削を適用する。これと同様に、切削系の剛性が小さく無回転切削が適用できない場合にも回転切削を適用する。また、図7(a)、(b)、(c)に示すように、無回転切削は加工後のワークWの表面S1、S3の送り方向粗さを、回転切削後のワークWの表面S2の送り方向粗さよりも小さく抑えることができるが、切削効率は回転切削の方が優れている。そこで、この特性を生かし、粗加工として回転切削を適用し、仕上加工として無回転切削を適用することができる。このように、切削系の剛性、切りくず排出性、加工能率、切削抵抗、加工面粗さ等の条件を考慮した上で、これらの条件に応じて無回転切削と回転切削とを使い分ける。
【0029】
【発明の効果】
以上述べたように、本発明によれば、切削工具の切削刃部先端面の底刃に底刃逃げ角を付与しないので、1本の工具で工具を回転させて切削する回転切削と停止させて切削する無回転切削の両方式が可能となる。したがって、加工条件に応じて適切な切削方法を選択して切削することができる。また、必要な工具本数が減り、工具交換時間の削減、工具購入費用の軽減に貢献することができる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態に係わる切削工具の説明図。
【図2】本発明の第1の実施の形態における切削刃部の軸直角断面が多角形状の5角形である場合の切削工具の説明図。
【図3】本発明の第1の実施の形態における切削刃部の軸直角断面が多角形状の6角形である場合の切削工具の説明図。
【図4】本発明の第1の実施の形態における切削刃部の軸直角断面が円形である場合の切削工具の説明図。
【図5】本発明の第2の実施の形態に係わる切削工具の説明図。
【図6】本発明の第3の実施の形態に係わる切削加工方法での切削工具のワークへの設置の仕方の説明図。
【図7】本発明の第3の実施の形態に係わる切削加工方法での切削工具の切削の仕方の説明図。
【符号の説明】
11…切削工具本体、12…シャンク、13…切削刃部、14…底刃、15…側刃、16…溝部、17…貫通穴、18…装着部、19…切削刃保持部、20…切削刃部固定部材、21…ネジ孔、22…ボルト孔、23…ボルト、24…チャック
【発明の属する技術分野】
本発明は、回転させずに切削する無回転切削及び回転させて切削する回転切削の両方式で利用可能な切削工具及びこれを利用した切削加工方法に関する。
【0002】
【従来の技術】
切削工具の代表的なものとしてエンドミルがあるが、近年、切削刃部の軸直角断面が四角形や六角形をしたエンドミルが開発されている。また、フライス盤による加工においては、これまで主軸に切削工具を装着し、切削工具を回転させることにより回転切削を行ってきたが、近年、旋削加工に採用されてきたへールバイトと類似した工具をフライス盤のチャックに取り付け、工具を回転させることなく工具の角度制御と送り動作とを組み合わせて面を切削する無回転切削方法が開発されている。
【0003】
上述のような切削工具を回転させることにより切削を行う回転切削は、切削効率に関して無回転切削よりも良好であるが、送り方向の加工後のワーク表面粗さは無回転切削のほうが小さく抑えることができる。
【0004】
そして、このような回転切削で得られる切削効率と無回転切削で得られる良好な表面粗さ得るための加工方法として、従来は次のような方法が行われていた。すなわち、主軸にヘールバイトを装着して、主軸を回転させて切削加工を行い、その後、仕上げ加工を行うべく主軸の回転を止めて同一のヘールバイトで切削軌跡に沿う送りを行う。これにより最適な切削効率と良好な表面粗さ1つのヘールバイトで得られる(例えば、特許文献1参照)。
【0005】
【特許文献1】特開平6−126520号公報
【0006】
【発明が解決しようとする課題】
しかしながら、回転切削と無回転切削とが同一の工作機械で可能であるにもかかわらず、両方式の加工で兼用できる切削工具はないもしくは仕上げ加工直前の行程のみ兼用しているのが現状である。そのため、専用の切削工具をそれぞれ揃える必要があり、加工方法を変更する際には切削工具の交換が必要である。これでは加工時間や経済面から不利となる。
【0007】
本発明の目的は、回転切削と無回転切削との両方式で使用できる切削工具及びこれを用いた切削加工方法を提供することにある。
【0008】
【課題を解決するための手段】
本発明の切削工具は、切削工具本体は棒状に形成され、切削工具本体には、工作機械のチャックに取り付けられるシャンクと、先端面の底刃には底刃逃げ角を付与しない切削刃部とを備えている。
【0009】
本発明の切削加工方法は、本発明の切削工具を工作機械のチャックに装着し、工作機械主軸の回転を停止した状態で、底刃以外の工具先端面がワークと接しないように切削工具とワークとの成す角度を制御して両者を底刃で切り込ませて接触させる。そして、この状態を維持したままワークと切削工具との間で相対移動を行うことにより無回転切削を行う。また、切削工具を回転させることにより、エンドミルによる加工のようにワークを回転切削する。
【0010】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づいて説明する。図1は本発明の第1の実施の形態に係わる切削工具の説明図であり、図1(a)は側面図、図1(b)は平面図である。図1(a)に示すように、切削工具本体11は棒状に形成され、工作機械のチャックに装着されるシャンク12と、その端部から先に形成される切削刃部13とから構成される。切削刃部13は先端面に底刃14を有している。また、図1(b)に示すように、切削刃部13の軸直角断面形状は三角形に形成されており、その底刃14には底刃逃げ角が付与されていない。また、底刃14のすくい面が平面、側刃15が直刃、アキシャルレーキがゼロとなっている。
【0011】
一方、切削刃部13の側面には、切削刃部13の軸直角断面が多角形状をしているため角部が存在し、この部分に切削工具本体11の軸方向に延びる側刃15を形成する。側刃15は、直刃あるいはねじれ刃となっている。
【0012】
シャンク12の外周面上には、その外周面に沿って切削工具本体11の軸心方向へ向かって切れ込んでいる溝部16が設けられている。また、切削工具本体11にはその軸方向に延びる貫通穴17が設けられており、この貫通穴17を通じて切削刃部13の先端より切削油を噴出させる。これにより、確実に切削点へ切削油を供給することができるようにしている。切削工具本体11のの材料としては、超硬合金、サーメット、セラミックス、被覆超硬合金を適用する。
【0013】
以上の説明では、切削刃部13の軸直角断面は、三角形のものを示しているが、多角形状としてもよい。また、底刃14のすくい面は平面としているが、平面に代えて、凸曲面状や凹曲面状としても良い。さらに、切削工具のアキシャルレーキはゼロの場合を示しているが、正としても良い。
【0014】
図2は、切削刃部13の軸直角断面が多角形状の5角形である場合の切削工具の説明図であり、図2(a)は側面図、図2(b)は平面図である。また、図3は、切削刃部13の軸直角断面が多角形状の6角形である場合の切削工具の説明図であり、図3(a)は側面図、図3(b)は平面図である。さらに、図4は、切削刃部13の軸直角断面が円形である場合の切削工具の説明図であり、図4(a)は側面図、図4(b)は平面図である。
【0015】
図2及び図3に示すように、切削刃部13の軸直角断面が多角形状を有している場合には、先端面の外周上に底刃14が形成され、切削刃部13の軸直角断面が多角形状をしているため角部が存在し、この角部に切削工具本体11の軸方向に延びる側刃15が形成されている。また、図4に示すような軸直角断面の形状が円形である場合には、先端面の円周上には底刃14を備えているが、切削刃部13の側面には側刃15を備えていない。
【0016】
第1の実施の形態によれば、切削刃部13とワークとの成す角度を調整して、切削刃部13の先端面とワークとの間に逃げ角を形成し、この状態を維持したままワークと切削工具本体11との間で相対移動を行わせると、ワーク表面に無回転切削を施すことができる。また、工作機械主軸に装着された切削工具を回転させることにより回転切削を施すこともできる。
【0017】
次に、本発明の第2の実施の形態を説明する。図5は本発明の第2の実施の形態に係わる切削工具の説明図であり、図5(a)は一部切り欠き断面側面図、図5(b)は平面図である。この第2の実施の形態は、図1に示した第1の実施の形態に対し、シャンク12と切削刃部13とを分離して形成し、シャンク12は工作機械のチャックに取り付けられる装着部18とこの装着部18の先端部に設けられた切削刃保持部19とを備え、切削刃部13はシャンク12の切削刃保持部19の先端部に切削刃部固定部材20で着脱可能に装着されるようにしたものである。図1と同一要素には同一符号を付し重複する説明は省略する。
【0018】
図5に示すように、ヘッドである切削刃部13と工作機械の主軸に装着されるシャンク12とが独立した別の部品から構成されている。さらに、シャンク12は、工作機械のチャックに取り付けられる装着部18と、この装着部18の先端に設けられた切削刃保持部19とから構成される。シャンク12の先端中央部には、ネジ孔21が軸心方向に開口して設けられている。一方、ヘッドである切削刃部13の回転中心軸上には段付きボルト孔22が形成されており、大径部が底刃14を有する先端面に向けて開口している。
【0019】
このヘッドである切削刃部13をシャンク12に装着する場合、まず、シャンク12の先端面と切削刃部13の底刃14を有していない面とを合わせ、切削刃部13に設けられたボルト孔22の大径部から切削刃部固定部材20であるボルト23を挿入し、シャンク12のネジ孔21にネジ止めする。ボルト23が完全にねじ込まれた状態では、ボルト23のヘッド部が完全に切削工具の切削部である切削刃部13の内部に没入した状態となる。
【0020】
第2の実施の形態によれば、第1の実施の形態の効果に加え、ヘッドである切削刃部13の着脱が自在となり、1本のシャンク12に様々な断面形状をしたヘッドである切削刃部13を装着することができるようになる。また、切削刃部13の一部が損傷して使用できなくなった場合でも、切削刃部13のみを交換して再び切削を行うことができる。
【0021】
次に、本発明の第3の実施の形態を説明する。図6は本発明の第3の実施の形態に係わる切削加工方法での切削工具のワークへの設置の仕方の説明図である。図6に示すように、切削工具は、機械主軸が切削工具を回転させる工作機械の回転主軸の先端に設置されているチャック24に工具軸心を一致させてシャンク12で固定される。そして、工作機械主軸の回転を停止した状態で、切削刃部13の先端面とワークWとの間に逃げ角θが形成されるように両者を切り込ませて接触させる。つまり、切削刃部13の先端面が逃げ面となる。このような状態を維持したままワークWと本切削工具との間で相対移動を行う
図7は本発明の第3の実施の形態に係わる切削加工方法での切削工具の切削の仕方の説明図であり、図7(a)は切削方向に対する底刃14の傾き角度が0°である場合、図7(b)は切削工具を回転させた場合、図7(c)は切削方向に対する底刃14の傾き角度がη°である場合をそれぞれ示している。
【0022】
図7(a)に示すように、切削方向に対する底刃14の傾き角度を0°に保ち、この状態を維持したままワークWと切削工具との間で相対移動を行うことにより無回転切削を行うことができる。S1は切削後のワークWの表面を示している。一方、図7(b)に示すように、工作機械主軸に装着された切削工具を回転させることにより、切削刃部13の側面の工具軸方向に延びる側刃15により、ワークWにエンドミルによる加工と同じ回転切削を施すこともできる。S2は回転切削後のワークWの表面を示している。また、図7(c)に示すように、切削方向に対する底刃14の傾き角度η°を保ち、この状態を維持したままワークWと切削工具との間で相対移動を行うことにより無回転切削を行うことができる。S3は切削後のワークWの表面を示している。
【0023】
以上の説明では、切削工具とワークWとの位置関係は、図6に示すように送り方向に対して前傾姿勢とした場合について説明したが、前傾姿勢に代えて後傾姿勢としても良い。
【0024】
次に、切削工具を主軸位置決め機能を備えた工作機械に装着することで、図7(c)に示す切削方向に対する底刃14の傾き角度ηを自在に位置決めして無回転切削することも可能である。この切れ刃である底刃14を角度ηだけ傾けることにより、有効すくい角が垂直すくい角よりも大きくなって切れ味が向上し、切りくずの流出方向が安定して処理性が向上する。また、切れ刃が徐々に加工物であるワークWと接触するため断続切削でも切削工具が欠損し難くなる。また、この場合、切削刃部13のコーナを丸コーナとすると、切りくずの排出性はさらに向上する。
【0025】
ここで、シャンク12の外周上には溝部16が設けられているため、切削工具は弾性変形機能を有している。そのため、無回転切削あるいは回転切削を行う際に、切削工具がワークWから切削刃部13の切削点を介して過度の切削抵抗を受けても、切削工具自身が弾性変形することにより、かじりや食い込みを回避して安定な切削が可能となる。
【0026】
また、切削工具の軸直角断面の形状が円形の場合には、側刃15を備えていないが、切削刃部13の先端面とワークWとの間に逃げ角θが形成されるように両者を切り込ませて接触させることで、無回転切削を行うことができる。さらに、この状態で切削工具を回転させるとワークWを底刃14だけで回転切削を行うことができる。なお、軸直角断面形状が円形の場合でも、切削工具とワークWとの位置関係は、図6に示すような送り方向に対して前傾姿勢だけでなく、後傾姿勢としても良いことは言うまでもない。
【0027】
さらに、切削条件に応じて図7に示した切削方法を使い分けることも可能である。例えば、無回転切削における切りくず排出性と回転切削における切りくず排出性とを比較すると、回転切削では側刃15が断続的にワークWを切削するため切りくずが分断されるので、回転切削の方が切りくず排出性は良好である。したがって、切りくずの排出性が特に重要視される加工においては、回転切削を適用する。
【0028】
一方、切削抵抗が大きいために無回転切削が適用できない場合には、回転切削を適用する。これと同様に、切削系の剛性が小さく無回転切削が適用できない場合にも回転切削を適用する。また、図7(a)、(b)、(c)に示すように、無回転切削は加工後のワークWの表面S1、S3の送り方向粗さを、回転切削後のワークWの表面S2の送り方向粗さよりも小さく抑えることができるが、切削効率は回転切削の方が優れている。そこで、この特性を生かし、粗加工として回転切削を適用し、仕上加工として無回転切削を適用することができる。このように、切削系の剛性、切りくず排出性、加工能率、切削抵抗、加工面粗さ等の条件を考慮した上で、これらの条件に応じて無回転切削と回転切削とを使い分ける。
【0029】
【発明の効果】
以上述べたように、本発明によれば、切削工具の切削刃部先端面の底刃に底刃逃げ角を付与しないので、1本の工具で工具を回転させて切削する回転切削と停止させて切削する無回転切削の両方式が可能となる。したがって、加工条件に応じて適切な切削方法を選択して切削することができる。また、必要な工具本数が減り、工具交換時間の削減、工具購入費用の軽減に貢献することができる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態に係わる切削工具の説明図。
【図2】本発明の第1の実施の形態における切削刃部の軸直角断面が多角形状の5角形である場合の切削工具の説明図。
【図3】本発明の第1の実施の形態における切削刃部の軸直角断面が多角形状の6角形である場合の切削工具の説明図。
【図4】本発明の第1の実施の形態における切削刃部の軸直角断面が円形である場合の切削工具の説明図。
【図5】本発明の第2の実施の形態に係わる切削工具の説明図。
【図6】本発明の第3の実施の形態に係わる切削加工方法での切削工具のワークへの設置の仕方の説明図。
【図7】本発明の第3の実施の形態に係わる切削加工方法での切削工具の切削の仕方の説明図。
【符号の説明】
11…切削工具本体、12…シャンク、13…切削刃部、14…底刃、15…側刃、16…溝部、17…貫通穴、18…装着部、19…切削刃保持部、20…切削刃部固定部材、21…ネジ孔、22…ボルト孔、23…ボルト、24…チャック
Claims (9)
- 棒状の切削工具本体の一方に形成され工作機械のチャックに取り付けられるシャンクと、前記シャンクと反対側の前記切削工具本体に形成され先端面の底刃に底刃逃げ角を付与しない切削刃部とを備えたことを特徴とする切削工具。
- 前記切削刃部は、前記切削工具本体の軸直角断面が多角形状に形成され、切削工具本体の側面角部に切削工具本体の軸方向に延びる側刃を有することを特徴とする請求項1記載の切削工具。
- 前記切削刃部は、前記切削工具本体の軸直角断面が円形に形成されたことを特徴とする請求項1記載の切削工具。
- 前記シャンクは、その外周上に弾性変形を可能とするための溝部を有したことを特徴とする請求項1乃至請求項3のいずれか1項記載の切削工具。
- 前記切削工具本体は、前記切削工具本体の軸方向に延びる貫通穴を有することを特徴とする請求項1乃至請求項4のいずれか1項記載の切削工具。
- 前記シャンクと前記切削刃部とは分離して形成され、前記シャンクは工作機械のチャックに取り付けられる装着部と前記装着部の先端部に設けられた切削刃保持部とを備え、前記切削刃部は前記シャンクの前記切削刃保持部の先端部に切削刃部固定部材で着脱可能に装着されることを特徴とする請求項1乃至請求項5のいずれか1項記載の切削工具。
- 工作機械のチャックに請求項1乃至請求項6のいずれか1項記載の切削工具を装着し、工作機械主軸の回転を停止した状態で前記切削工具の底刃以外の前記切削工具の先端面がワークと接しないように前記切削工具とワークとの成す角度を調整し、前記切削工具の底刃を前記ワークに切り込ませて接触させ、この状態を維持したまま前記ワークと前記切削工具との間で相対移動を行って前記ワークを無回転切削することを特徴とする切削加工方法。
- 工作機械のチャックに請求項1乃至請求項6のいずれか1項記載の切削工具を装着し、工作機械主軸の回転を停止した状態で前記切削工具の底刃以外の前記切削工具の先端面がワークと接しないように前記切削工具とワークとの成す角度を調整し、前記切削工具の底刃を前記ワークに切り込ませて接触させ、この状態の前記切削工具と前記ワークとの位置関係を維持したまま工作機械主軸の回転動作により切削工具を回転させて前記ワークを回転切削することを特徴とする切削加工方法。
- 前記工作機械は、主軸位置決め機能を備えた工作機械であり、前記切削刃部の先端面に設けられた底刃の切削方向に対する角度を自在に位置決めすることを特徴とする請求項7または請求項8記載の切削加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003135593A JP2004338010A (ja) | 2003-05-14 | 2003-05-14 | 切削工具及びこれを利用した切削加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003135593A JP2004338010A (ja) | 2003-05-14 | 2003-05-14 | 切削工具及びこれを利用した切削加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004338010A true JP2004338010A (ja) | 2004-12-02 |
Family
ID=33525812
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003135593A Pending JP2004338010A (ja) | 2003-05-14 | 2003-05-14 | 切削工具及びこれを利用した切削加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004338010A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015054352A (ja) * | 2013-09-10 | 2015-03-23 | 株式会社ソディック | 切削工具 |
| JP2022087422A (ja) * | 2020-12-01 | 2022-06-13 | 芝浦機械株式会社 | 加工機及び被加工物の製造方法 |
-
2003
- 2003-05-14 JP JP2003135593A patent/JP2004338010A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015054352A (ja) * | 2013-09-10 | 2015-03-23 | 株式会社ソディック | 切削工具 |
| JP2022087422A (ja) * | 2020-12-01 | 2022-06-13 | 芝浦機械株式会社 | 加工機及び被加工物の製造方法 |
| JP7089574B2 (ja) | 2020-12-01 | 2022-06-22 | 芝浦機械株式会社 | 加工機及び被加工物の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5239471B2 (ja) | プランジ加工用カッタおよびプランジ加工方法 | |
| WO2016199935A1 (ja) | テーパエンドミルおよび切削ヘッド | |
| JP2005528988A (ja) | ワイパ丸み部を有するフライスカッタ | |
| JP2014083667A (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP2017080864A (ja) | 刃先交換式リーマおよびリーマ用インサート | |
| JP4661229B2 (ja) | ガンドリル用インサート及びインサート式ガンドリル | |
| JP3579016B2 (ja) | 切削機械加工用工具 | |
| JP2004338010A (ja) | 切削工具及びこれを利用した切削加工方法 | |
| JP2003205410A (ja) | 脆性材料用穴明け工具 | |
| JP2017030091A (ja) | 切削ヘッドおよびヘッド交換式切削工具 | |
| JPH10180527A (ja) | 機械部品のエッジ丸めのためのミリング工具 | |
| JP2004202646A (ja) | エンドミル及びこれを用いた加工方法 | |
| JP2009050994A (ja) | 穴加工工具 | |
| JP2006136970A (ja) | 外径微調整式ボーリングバー | |
| JP2008296326A (ja) | 切削ホルダ、及び切削工具 | |
| JP2005022003A (ja) | 回転切削工具 | |
| JP4876650B2 (ja) | 穴加工工具 | |
| JP2006130582A (ja) | アンギュラヘッド | |
| JP2007021646A (ja) | チップホルダ交換型穴加工用工具 | |
| JP3266479B2 (ja) | ロータリーバイト | |
| JP5560748B2 (ja) | 刃先交換式溝入れ工具及び周面溝入れ加工方法 | |
| JP3823226B2 (ja) | 切削工具 | |
| JP3576378B2 (ja) | スローアウェイチップ及び穴明け工具 | |
| JP2008080469A (ja) | スローアウェイ式回転工具及びこれに装着されるチップ | |
| JP2007144525A (ja) | スローアウェイ式旋削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A02 | Decision of refusal |
Effective date: 20090915 Free format text: JAPANESE INTERMEDIATE CODE: A02 |