JP2004283875A - 打抜き加工装置及び方法 - Google Patents
打抜き加工装置及び方法 Download PDFInfo
- Publication number
- JP2004283875A JP2004283875A JP2003079774A JP2003079774A JP2004283875A JP 2004283875 A JP2004283875 A JP 2004283875A JP 2003079774 A JP2003079774 A JP 2003079774A JP 2003079774 A JP2003079774 A JP 2003079774A JP 2004283875 A JP2004283875 A JP 2004283875A
- Authority
- JP
- Japan
- Prior art keywords
- die
- punching
- metal plate
- punch
- pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Landscapes
- Punching Or Piercing (AREA)
Abstract
【課題】付加的な加工工程を用いずに、平滑なせん断端面を得るこのできる、打抜き加工装置及び方法を提供すること。
【解決手段】ポンチ金型2、ダイス金型3およびしわ押さえ金型4の組み合わせにより構成される金属板の打抜き加工装置において、ポンチ金型の移動に連動した、しわ押さえ金型の加圧手段を有する打抜き加工装置。この加工装置を用いて金属板の打抜き加工を行うに際し、しわ押さえ金型4の加圧範囲を、ポンチ金型2の外径より大きく、金属板1の板厚の2倍以下とする打抜き加工方法。
【選択図】 図1
【解決手段】ポンチ金型2、ダイス金型3およびしわ押さえ金型4の組み合わせにより構成される金属板の打抜き加工装置において、ポンチ金型の移動に連動した、しわ押さえ金型の加圧手段を有する打抜き加工装置。この加工装置を用いて金属板の打抜き加工を行うに際し、しわ押さえ金型4の加圧範囲を、ポンチ金型2の外径より大きく、金属板1の板厚の2倍以下とする打抜き加工方法。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、金属板の精密打抜き加工に関し、特に打抜き加工後に平滑なせん断端面形状を得るための加工装置及び加工方法に関する。
【0002】
【従来の技術】
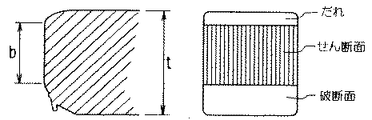
従来、プレス加工による板材のせん断加工では、一般にポンチ金型が板材に食い込む途中で、せん断方向に亀裂が発生・進展するため、打抜き加工後のせん断端面には、図3に示すように、平滑なせん断面と凹凸のある破断面が現れる。このような破断面を有する部材は、切り欠き効果により疲労強度が低下するという問題があった。
【0003】
これに対して、平滑なせん断端面を得るため、種々の方法が提案されている。すなわち、加工後端面を研磨して平滑にしたり、切り欠き部にショットピーニングを施して面をならすと共に局部残留応力の開放、圧縮残留応力の付与により疲労強度を向上される方法、事前に打抜き部近傍にコイニング加工を施す方法(特許文献1)、あるいは、打抜き後の切り欠き部にコイニング加工を施す方法(特許文献2)、またあるいは、段付ポンチ金型を用いてせん断とコイニングを同時に行う方法(特許文献3)などがある。
また、破断面の無い、打ち抜きを行うため、ナイフエッジ状のVリングを持つ板押さえと逆押さえを用いたファインブランキングや、上下抜きが知られている。
【0004】
【特許文献1】
特開平2−280926号公報
【特許文献2】
特開平6−57325号公報
【特許文献3】
特開平2−147129号公報
【0005】
【発明が解決しようとする課題】
前述した、後処理で、研磨やピーニング処理を施す方法は、著しく生産性が低下して、コスト増大を招く。また、特許文献1、特許文献2等で開示されている打抜きの前後でコイニング加工を施す方法は、多段加工を行うプレス機の能力に余裕が無い場合は適用できず、さらに、だれ・かえりを少なくすることはできても、せん断端面を平滑にする効果は期待できない。同様に、特許文献3で開示されているように、同時加工であっても、コイニング加工を施す方法は、せん断端面を平滑にする効果は期待できない。また、ファインブランキングや上下抜きは、複雑な機構を有するプレス機が必要であり、設備費が増大する、という課題がある。
【0006】
これに対して本発明は、既存のプレス機を用いて、工程数を増やすことなく、容易に適用できる、だれ・かえりを少なくすると共に、せん断端面を平滑にする加工装置及び方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
係る課題を解決するため、本発明の手段は、以下のとおりである。
(1)ポンチ金型、ダイス金型およびしわ押さえ金型の組み合わせにより構成される金属板の打抜き装置において、ポンチ金型の移動に連動した、しわ押さえ金型の加圧手段を有することを特徴とする打抜き加工装置。
(2)ポンチ金型、ダイス金型およびしわ押さえ金型の組み合わせによる金属板の打抜き方法において、しわ押さえ金型の加圧範囲を、ポンチ金型の外径より大きく、金属板の板厚の2倍以下とすることを特徴とする打抜き加工方法。
(3)しわ押さえ金型の最大加圧力を、金属板の降伏応力より大きくすることを特徴とする(2)記載の打抜き加工方法。
【0008】
【発明の実施の形態】
以下に図面を用いて詳細を説明する。
前記(2)、(3)に記載の発明に係る打抜き方法を用いた、前記(1)の発明に係るプレス金型装置の断面図を図1に示す。図1は初期状態を示す図であり、加工中の断面図を図2に示す。
金属板1は、ポンチ金型2の下降により、ダイス金型3とポンチ金型2との間で、せん断により分離される。ポンチ金型2の下降に伴い、押さえ金型4によって板材1はダイス金型3に押し付けられる。
【0009】
また図2に示すように、押さえ金型4と支持金型7の間に固定されたばね5の弾性変形により、ポンチ金型2の下降につれて、押し付け圧力が増大することになる。この時、押さえ金型4と金属板1の接触部6の幅をポンチ金型2の外径より大きく、金属板1の板厚の2倍以下とすることで、せん断端面近傍には大きな圧縮応力が発生する。接触部6の幅が大きいと、十分な圧縮応力が得られないため、多くとも板厚の2倍程度以下の範囲にする必要がある。また接触部6の幅が小さ過ぎると、押さえ効果が不十分になり、板材1が跳ね上がり、せん断加工中の亀裂発生を防止する効果が得られないので、ポンチ金型2の外径より大きくする。その結果、せん断加工中の亀裂発生を防止し、平滑なせん断面のみからなる端面形状が得られる。
また、せん断加工中の亀裂発生を防止するためには少なくとも、金属板の降伏応力よりも大きくする必要があり、それ以下では十分な効果が得られない。また、ばねの弾性係数や個数を調節することで、適正な圧縮力を得ることができる。
本発明において、金属板としてアルミ、チタン、鋼等の板を使用できる。
【0010】
【実施例】
上述の発明をもとに、本発明例として図1に示す金型装置を試作し、薄鋼板の打抜き加工を行った。
用いた材料は、板厚2.3mmの軟鋼板で、□100mmの正方形板の中央に、直径20mmの円孔打抜きを種々の条件で行った。実験は、押さえ金型の接触幅a、およびポンチ金型とダイス金型とのクリアランスcを種々変更して行い、打抜き後の端面性状、すなわち図3に示される板厚tに対する平滑なせん断面bの割合(b/t)を評価した。その結果を表1に示す。
しわ押さえには、バネ定数5[kN/mm]のばねを4箇所用いた。表中(*1)最大接触面圧は、ポンチ金型下死点(=2.3mm)で接触面に発生する面圧である。
【0011】
【表1】
 【0012】
【0012】
比較例として、鋼板全面を押さえた場合の結果を示すが、加圧幅を板材の板幅程度に狭くし、接触部の面圧を増大させることにより、平滑なせん断面は、大幅に増大することが判る。またクリアランスが狭いほど、効果も大きい。
【0013】
【発明の効果】
本発明により、加工工程を増やすことなく、かつ安価に、良好な平滑端面を得ることができ、加工品の疲労強度や孔拡げ性が大幅に向上する。
【図面の簡単な説明】
【図1】本発明例の打抜き加工方法を用いたプレス金型装置の断面図を示す。
【図2】本発明例の打抜き加工方法を用いたプレス金型装置の加工中の断面図を示す。
【図3】打抜き端面形状の断面図を示す。
【符号の説明】
1 金属板
2 ポンチ金型
3 ダイス金型
4 押さえ金型
5 ばね
6 接触部
7 支持金型
【発明の属する技術分野】
本発明は、金属板の精密打抜き加工に関し、特に打抜き加工後に平滑なせん断端面形状を得るための加工装置及び加工方法に関する。
【0002】
【従来の技術】
従来、プレス加工による板材のせん断加工では、一般にポンチ金型が板材に食い込む途中で、せん断方向に亀裂が発生・進展するため、打抜き加工後のせん断端面には、図3に示すように、平滑なせん断面と凹凸のある破断面が現れる。このような破断面を有する部材は、切り欠き効果により疲労強度が低下するという問題があった。
【0003】
これに対して、平滑なせん断端面を得るため、種々の方法が提案されている。すなわち、加工後端面を研磨して平滑にしたり、切り欠き部にショットピーニングを施して面をならすと共に局部残留応力の開放、圧縮残留応力の付与により疲労強度を向上される方法、事前に打抜き部近傍にコイニング加工を施す方法(特許文献1)、あるいは、打抜き後の切り欠き部にコイニング加工を施す方法(特許文献2)、またあるいは、段付ポンチ金型を用いてせん断とコイニングを同時に行う方法(特許文献3)などがある。
また、破断面の無い、打ち抜きを行うため、ナイフエッジ状のVリングを持つ板押さえと逆押さえを用いたファインブランキングや、上下抜きが知られている。
【0004】
【特許文献1】
特開平2−280926号公報
【特許文献2】
特開平6−57325号公報
【特許文献3】
特開平2−147129号公報
【0005】
【発明が解決しようとする課題】
前述した、後処理で、研磨やピーニング処理を施す方法は、著しく生産性が低下して、コスト増大を招く。また、特許文献1、特許文献2等で開示されている打抜きの前後でコイニング加工を施す方法は、多段加工を行うプレス機の能力に余裕が無い場合は適用できず、さらに、だれ・かえりを少なくすることはできても、せん断端面を平滑にする効果は期待できない。同様に、特許文献3で開示されているように、同時加工であっても、コイニング加工を施す方法は、せん断端面を平滑にする効果は期待できない。また、ファインブランキングや上下抜きは、複雑な機構を有するプレス機が必要であり、設備費が増大する、という課題がある。
【0006】
これに対して本発明は、既存のプレス機を用いて、工程数を増やすことなく、容易に適用できる、だれ・かえりを少なくすると共に、せん断端面を平滑にする加工装置及び方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
係る課題を解決するため、本発明の手段は、以下のとおりである。
(1)ポンチ金型、ダイス金型およびしわ押さえ金型の組み合わせにより構成される金属板の打抜き装置において、ポンチ金型の移動に連動した、しわ押さえ金型の加圧手段を有することを特徴とする打抜き加工装置。
(2)ポンチ金型、ダイス金型およびしわ押さえ金型の組み合わせによる金属板の打抜き方法において、しわ押さえ金型の加圧範囲を、ポンチ金型の外径より大きく、金属板の板厚の2倍以下とすることを特徴とする打抜き加工方法。
(3)しわ押さえ金型の最大加圧力を、金属板の降伏応力より大きくすることを特徴とする(2)記載の打抜き加工方法。
【0008】
【発明の実施の形態】
以下に図面を用いて詳細を説明する。
前記(2)、(3)に記載の発明に係る打抜き方法を用いた、前記(1)の発明に係るプレス金型装置の断面図を図1に示す。図1は初期状態を示す図であり、加工中の断面図を図2に示す。
金属板1は、ポンチ金型2の下降により、ダイス金型3とポンチ金型2との間で、せん断により分離される。ポンチ金型2の下降に伴い、押さえ金型4によって板材1はダイス金型3に押し付けられる。
【0009】
また図2に示すように、押さえ金型4と支持金型7の間に固定されたばね5の弾性変形により、ポンチ金型2の下降につれて、押し付け圧力が増大することになる。この時、押さえ金型4と金属板1の接触部6の幅をポンチ金型2の外径より大きく、金属板1の板厚の2倍以下とすることで、せん断端面近傍には大きな圧縮応力が発生する。接触部6の幅が大きいと、十分な圧縮応力が得られないため、多くとも板厚の2倍程度以下の範囲にする必要がある。また接触部6の幅が小さ過ぎると、押さえ効果が不十分になり、板材1が跳ね上がり、せん断加工中の亀裂発生を防止する効果が得られないので、ポンチ金型2の外径より大きくする。その結果、せん断加工中の亀裂発生を防止し、平滑なせん断面のみからなる端面形状が得られる。
また、せん断加工中の亀裂発生を防止するためには少なくとも、金属板の降伏応力よりも大きくする必要があり、それ以下では十分な効果が得られない。また、ばねの弾性係数や個数を調節することで、適正な圧縮力を得ることができる。
本発明において、金属板としてアルミ、チタン、鋼等の板を使用できる。
【0010】
【実施例】
上述の発明をもとに、本発明例として図1に示す金型装置を試作し、薄鋼板の打抜き加工を行った。
用いた材料は、板厚2.3mmの軟鋼板で、□100mmの正方形板の中央に、直径20mmの円孔打抜きを種々の条件で行った。実験は、押さえ金型の接触幅a、およびポンチ金型とダイス金型とのクリアランスcを種々変更して行い、打抜き後の端面性状、すなわち図3に示される板厚tに対する平滑なせん断面bの割合(b/t)を評価した。その結果を表1に示す。
しわ押さえには、バネ定数5[kN/mm]のばねを4箇所用いた。表中(*1)最大接触面圧は、ポンチ金型下死点(=2.3mm)で接触面に発生する面圧である。
【0011】
【表1】
比較例として、鋼板全面を押さえた場合の結果を示すが、加圧幅を板材の板幅程度に狭くし、接触部の面圧を増大させることにより、平滑なせん断面は、大幅に増大することが判る。またクリアランスが狭いほど、効果も大きい。
【0013】
【発明の効果】
本発明により、加工工程を増やすことなく、かつ安価に、良好な平滑端面を得ることができ、加工品の疲労強度や孔拡げ性が大幅に向上する。
【図面の簡単な説明】
【図1】本発明例の打抜き加工方法を用いたプレス金型装置の断面図を示す。
【図2】本発明例の打抜き加工方法を用いたプレス金型装置の加工中の断面図を示す。
【図3】打抜き端面形状の断面図を示す。
【符号の説明】
1 金属板
2 ポンチ金型
3 ダイス金型
4 押さえ金型
5 ばね
6 接触部
7 支持金型
Claims (3)
- ポンチ金型、ダイス金型およびしわ押さえ金型の組み合わせにより構成される金属板の打抜き加工装置において、ポンチ金型の移動に連動した、しわ押さえ金型の加圧手段を有することを特徴とする打抜き加工装置。
- ポンチ金型、ダイス金型およびしわ押さえ金型の組み合わせによる金属板の打抜き加工方法において、しわ押さえ金型の加圧範囲を、ポンチ金型の外径より大きく、金属板の板厚の2倍以下とすることを特徴とする打抜き加工方法。
- しわ押さえ金型の最大加圧力を、金属板の降伏応力より大きくすることを特徴とする請求項2記載の打抜き加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003079774A JP2004283875A (ja) | 2003-03-24 | 2003-03-24 | 打抜き加工装置及び方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003079774A JP2004283875A (ja) | 2003-03-24 | 2003-03-24 | 打抜き加工装置及び方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004283875A true JP2004283875A (ja) | 2004-10-14 |
Family
ID=33293806
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003079774A Withdrawn JP2004283875A (ja) | 2003-03-24 | 2003-03-24 | 打抜き加工装置及び方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004283875A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2042249A1 (de) * | 2007-09-26 | 2009-04-01 | Feintool Intellectual Property AG | Verfahren und Vorrichtung zum Herstellen von Stanzteilen mit weitgehend glatter Schnitt- und vergrösserter Funktionsfläche |
| CN102120236A (zh) * | 2010-12-15 | 2011-07-13 | 武汉华夏精冲技术有限公司 | 细微齿形零件精密冲压成型的加工方法 |
| JP2012024785A (ja) * | 2010-07-20 | 2012-02-09 | Sumitomo Electric Ind Ltd | マグネシウム合金板材およびその製造方法、並びに金型 |
| CN103691798A (zh) * | 2013-12-13 | 2014-04-02 | 武汉华夏精冲技术有限公司 | 一种减小精冲件塌角的精冲成形方法 |
| WO2022054360A1 (ja) | 2020-09-14 | 2022-03-17 | Jfeスチール株式会社 | 金属板の打ち抜き装置 |
| JP2023158755A (ja) * | 2022-04-19 | 2023-10-31 | 株式会社Lixil | 障子及び障子の製造方法 |
-
2003
- 2003-03-24 JP JP2003079774A patent/JP2004283875A/ja not_active Withdrawn
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2042249A1 (de) * | 2007-09-26 | 2009-04-01 | Feintool Intellectual Property AG | Verfahren und Vorrichtung zum Herstellen von Stanzteilen mit weitgehend glatter Schnitt- und vergrösserter Funktionsfläche |
| CN101396707B (zh) * | 2007-09-26 | 2013-03-20 | 法因图尔知识产权股份公司 | 用于制造具有基本光滑的、冲裁和增大的功能面的冲压件的方法和装置 |
| US8939003B2 (en) | 2007-09-26 | 2015-01-27 | Feintool Intellectual Property Ag | Method and device for the production of a stamping with almost smooth cutting and enlarged functional surface |
| JP2012024785A (ja) * | 2010-07-20 | 2012-02-09 | Sumitomo Electric Ind Ltd | マグネシウム合金板材およびその製造方法、並びに金型 |
| CN102120236A (zh) * | 2010-12-15 | 2011-07-13 | 武汉华夏精冲技术有限公司 | 细微齿形零件精密冲压成型的加工方法 |
| CN103691798A (zh) * | 2013-12-13 | 2014-04-02 | 武汉华夏精冲技术有限公司 | 一种减小精冲件塌角的精冲成形方法 |
| WO2022054360A1 (ja) | 2020-09-14 | 2022-03-17 | Jfeスチール株式会社 | 金属板の打ち抜き装置 |
| KR20230048533A (ko) | 2020-09-14 | 2023-04-11 | 제이에프이 스틸 가부시키가이샤 | 금속판의 타발 장치 |
| US12330204B2 (en) | 2020-09-14 | 2025-06-17 | Jfe Steel Corporation | Metal sheet punching device |
| JP2023158755A (ja) * | 2022-04-19 | 2023-10-31 | 株式会社Lixil | 障子及び障子の製造方法 |
| JP7774501B2 (ja) | 2022-04-19 | 2025-11-21 | 株式会社Lixil | 障子及び障子の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010158688A (ja) | せん断加工成形方法 | |
| JP2004283875A (ja) | 打抜き加工装置及び方法 | |
| JPH11333530A (ja) | 金属板の打抜き方法および打抜き用工具 | |
| JP2000511470A (ja) | 金属シート部品を結合するためのプレス接合方法及び装置 | |
| JP2002321022A (ja) | 金属プレス加工における精密打抜き加工法 | |
| JP2006255770A (ja) | 金属板の曲げ加工装置および曲げ加工方法 | |
| KR102836645B1 (ko) | 프레스 성형 장치 | |
| JP6888472B2 (ja) | 剪断加工方法 | |
| JPH0663681A (ja) | アルミニウム合金製継ぎ目無し小型高圧ガス容器の製造方法 | |
| JP5178129B2 (ja) | 金属板の張出し加工方法 | |
| JPH04210831A (ja) | アクスルケース側板の製法 | |
| CN112188943B (zh) | 用于切割工件的方法和装置 | |
| JPH0871652A (ja) | 曲げ限界と形状性に優れたv曲げ加工方法 | |
| JP4658630B2 (ja) | アルミニウム合金成形板のトリミング方法 | |
| JP4272952B2 (ja) | 巻上機における軸受けフレームの軸受孔加工方法 | |
| JP6729174B2 (ja) | 剪断加工方法 | |
| JP2827632B2 (ja) | 傾斜パネル用穴抜き型 | |
| JPH0796128B2 (ja) | 複合型制振鋼板のv曲げ加工方法 | |
| JP3391296B2 (ja) | プレス加工装置及び加工素材圧縮工法 | |
| JP7489951B2 (ja) | せん断加工方法及びせん断加工装置 | |
| JP4197982B2 (ja) | 棒材のせん断加工方法 | |
| JP7131895B2 (ja) | プレス加工装置およびプレス加工方法 | |
| JP5042935B2 (ja) | シャー角付き打ち抜き装置 | |
| RU2179902C2 (ru) | Способ чистовой вырубки | |
| JPH11319968A (ja) | 圧縮加工方法および圧縮工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20060606 |