CN103691798A - 一种减小精冲件塌角的精冲成形方法 - Google Patents
一种减小精冲件塌角的精冲成形方法 Download PDFInfo
- Publication number
- CN103691798A CN103691798A CN201310675989.1A CN201310675989A CN103691798A CN 103691798 A CN103691798 A CN 103691798A CN 201310675989 A CN201310675989 A CN 201310675989A CN 103691798 A CN103691798 A CN 103691798A
- Authority
- CN
- China
- Prior art keywords
- die
- fine
- stamping
- smart
- gear ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Abstract
本发明涉及一种减小精冲件塌角的精冲成形方法,包括精冲成形上、下模的准备工作和精冲成形工艺流程,精冲成形模的齿圈板和凹模上,围绕型腔设有台阶形齿圈,推板上端面突出凹模上端面设定距离h取值为材料厚度40%~50%,凸凹模下端面凹入齿圈板下端面的设定距离H大于h,对推板施加的反压力FG设置为冲裁力Fs的40%~50%,在正向冲裁前实现一次局部反向冲裁,将精冲件的塌角降低到10%S以下。与传统的多工序复合模相比,设计和制造简单,大大降低了成本。
Description
技术领域
本发明属于精密冲裁的技术领域,特别涉及一种减小精冲件塌角的精冲成形方法。
背景技术
精密冲裁是一种新型的金属压力加工方法,可以取代扁平类零件的机械加工,具有优质、高效、低耗的特点,合格的精密冲裁件具有很高的质量,可以免去后续工序,直接用于装配。精冲件的质量包含有:尺寸精度、剪切面质量、塌角、毛刺高度和平面度等。塌角是指精冲零件内、外廓平面与光洁面交界处的不规则外凸曲线形的下陷塑性变形面,若冲裁线是直线,塌角通常小于料厚的10%;若冲裁线在如转角、尖点、齿部等不利的位置时,塌角通常过大(超过料厚的30%)就会影响精冲件的质量。平面类零件塌角大可以通过增加后续磨削的方法减小或去除,但增本降效,但一些带有凸台等成型件无法采用此方法。
目前减小成型件塌角的方法主要有:1)在精冲模凹模上局部增加齿圈,能将精冲件尖角部位的塌角降低到10%S(S为料厚),但常使用的齿圈为三角形(V形),不仅加工制造复杂,局部增加齿圈的长度范围很难控制,而且由于三角形(V形)齿圈在原材料上留下的齿圈印痕,必须增加原材料的冲裁步距和搭边值,因而导致原材料利用率降低;2)多工位剔齿精冲模具对多齿零件部位进行逐步冲压,工位至少为3个,模具设计和制造复杂,且对精冲设备的送料步距精度有严格的要求。
发明内容
本发明的目的在于提供一种设计和制造简单,且能降低成本的减小精冲件塌角的精冲成形方法。
为了实现上述目的,本发明采用如下技术方案:一种减小精冲件塌角的
精冲成形方法,所述的方法包括以下步骤:
A)精冲成形上、下模的准备工作,它包括以下步骤:
A1)准备精冲成形的下模,下模包括凹模、推板、凸模及顶杆,其中凹模的型腔与精冲件的外轮廓相同,为包括尖角和圆弧过渡的不规则形状,精冲件为厚度为5mm的圆弧过渡的不规则形状的平板件,精冲件头部开有两个圆形通孔,尾部尖角角度为60°,半径为0.2mm,凹模围绕型腔周围设有台阶齿圈,推板的端面形状与精冲件底面相同,为圆弧过渡的不规则形状的平面,推板外轮廓与凹模间隙配合,推板上设有与精冲件上相同的圆形通孔,推板圆形通孔和圆孔凸模间隙配合,推板装配后上端面突出凹模上端面设定距离,顶杆沿凹模的型腔周围均匀分布在精冲成形的下模上;
A2)准备精冲成形的上模,上模包括齿圈板、凸凹模、打杆及传力杆,其中齿圈板的型腔与精冲件的外轮廓相同,为包括尖角和圆弧过渡的不规则形状,齿圈板围绕型腔周围设有台阶齿圈,凸凹模的下端面形状与精冲件顶面相同,为圆弧过渡的不规则形状的平面,其上设有与精冲件上相同的圆形通孔,凸凹模与齿圈板间隙配合,凸凹模装配后下端面凹入齿圈板下端面设定距离,传力杆沿齿圈板的型腔周围均匀分布在精冲成形的上模上;
B)精冲成形,它包括以下步骤:
B1)将精冲成形上、下模分别安装在精冲机的上、下台面上,精冲模具在开启位置时,将开卷校平后的条料送到精冲工位;
B2)启动精冲机,精冲机的下工作台向上运动,对凹模、凸模施加冲裁力FS,对传力杆、打杆施加压边力FR,对顶杆施加反压力FG,冲裁区周围的条料被压紧,条料向上冲裁;
B3)精冲机的下工作台继续向上运动,冲裁力FS大于压边力FR,反压力FG设定为小于压边力FR,条料向下冲裁直至剪切结束;
B4)精冲机的下工作台向下运动,齿圈板将剪切后的条料从凸凹模上退下,推板将精冲件从凹模中顶出,得到成形后的精冲件。
按上述方案,所述的推板装配后上端面突出凹模上端面的设定距离h取值为条料厚度的40%~50%。
按上述方案,所述的凸凹模装配后下端面凹入齿圈板下端面的设定距离H取值大于设定距离h。
按上述方案,所述的传力杆和顶杆个数为3~9个。
按上述方案,所述的步骤B2)中反压力FG设置为冲裁力Fs的40%~50%,条料向上冲裁至条料厚度的40%~50%。
按上述方案,所述的步骤A21)中凸凹模下端面凹入齿圈板下端面的设定距离H比推板上端面突出凹模上端面的设定距离h大0.5mm。
本发明的有益效果是:齿圈的形状为台阶形,而不是传统的三角形(V形),它不仅能在精冲过程中有效的阻止精冲时剪切区以外的金属流动,保证冲裁面光亮,塌角小,而且仅利用一副简单的精冲复合模将精冲件(包括有转角或尖点或齿部)的塌角降低到10%S以下,与传统的多工序复合模相比而且制造简单,大大降低了成本。
附图说明
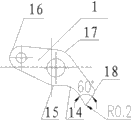
图1为本发明中精冲件结构示意图。
图2为图1的左视图。
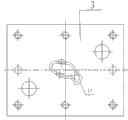
图3为本发明的工艺流程图。
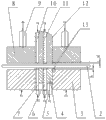
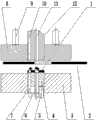
图4为本发明的精冲模结构示意图。
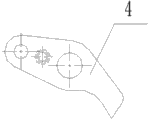
图5为本发明的精冲凹模结构示意图。
图6为本发明的精冲凹模剖视图。
图7为本发明的齿圈板结构示意图。
图8为图7的局部放大图。
图9为本发明中凸凹模结构示意图。
图10为本发明中推板结构示意图。
图11为本发明的精冲成形的方向冲裁工艺图。
图12为本发明的精冲成形的正向冲裁工艺图。
图13为本发明的精冲成形的冲裁完成工艺图。
图14为本发明的精冲成形的退出精冲件和条料工艺图。
图中标记为:精冲件1,条料2,凹模3,推板4,顶杆5,凸模A6,凸模B7,齿圈板8,传力杆9,打杆B10,打杆A11,凸凹模12,台阶齿13,内凹圆弧14,第一外凸圆弧15,第二外凸圆弧16,第三外凸圆弧17,第四外凸圆弧18。
具体实施方式
现结合附图对本发明实施方式进行说明,本发明并不局限于下述实施例。
如图1、图2所示为一种精冲件结构示意图,其中精冲件的材质为SAE1020,厚度为5mm,为圆弧过渡的不规则形状的平板件,精冲件头部开有两个圆形通孔,尾部最小尖角处角度为60°,半径R=0.2mm。零件对断面质量要求较高,光亮带>90%,且塌角不超过0.5mm。如图3所示为根据本发明实施的减小精冲件塌角的精冲成形工艺流程图,包括2个步骤,各工步操作具体为:1)准备工作:
设备的准备:准备全自动液压精冲机、开卷校平机,全自动液压精冲机总压力>800KN(本实施例为2500KN)。
原材料的准备:准备精冲件1所要求的冷轧或热轧钢卷,厚度与精冲件1厚度相同,钢卷经球化退火处理,获得一定的碳化物球化等级和较低的硬度(本实施例碳化物球化等级6级,表面硬度低于HB120)。
精冲成形上、下模的准备,如图4所示:
a、精冲成形下模的准备:凹模3的型腔与精冲件1的外轮廓相同,为包括尖角和圆弧过渡的不规则形状(本实施例中尖角左侧边与一个内凹圆弧相切连接,内凹圆弧与第一外凸圆弧通过内切线连接,第一外凸圆弧与第二外凸圆弧通过外切线连接,第二外凸圆弧与第三外凸圆弧通过外切线连接,第三外凸圆弧与第四外凸圆弧通过外切线连接,第四外凸圆弧与尖角右侧边相切连接,尖角角度为60°,圆角半径为0.2mm),如图5所示,凹模3围绕型腔周围设有台阶齿圈13(本实施例台阶的宽度3mm,高度0.4mm)。推板4的端面形状与精冲件1底面相同,为圆弧过渡的平面,设有与精冲件1上相同的圆孔A和B;推板4外轮廓与凹模3间隙配合,单边配合间隙3-5μm,推板4圆孔和圆孔凸模A6、圆孔凸模B7间隙配合,单边配合间隙3-5μm,推板4装配后上端面突出凹模3上端面设定距离h,h取值为40%-50%S(S为材料厚度),(本实施例设定距离h取值为40%S)。
b、精冲成形上模的准备:
齿圈板8的型腔与精冲件1的外轮廓相同,为包括尖角和圆弧过渡的不规则形状(本实施例中尖角左侧边与一个内凹圆弧相切连接,内凹圆弧与第一外凸圆弧通过内切线连接,第一外凸圆弧与第二外凸圆弧通过外切线连接,第二外凸圆弧与第三外凸圆弧通过外切线连接,第三外凸圆弧与第四外凸圆弧通过外切线连接,第四外凸圆弧与尖角右侧边相切连接,尖角角度为60°,圆角半径为0.2mm),齿圈板8围绕型腔周围设有台阶齿圈13(本实施例台阶的宽度3mm,高度0.4mm)。凸凹模12的下端面形状与精冲件1顶面相同,为圆弧过渡的平面,设有与精冲件1上相同的圆孔A和B;凸凹模12的外轮廓以凹模3为基准间隙配合,配合单边间隙取卷料厚的5-5.5‰(本实施例为料厚的5‰);凸凹模12的圆孔与打杆A11、打杆B10间隙配合,配合单边间隙取0.06-0.1mm;凸凹模12与齿圈板8间隙配合,单边配合间隙3-5μm。凸凹模12装配后下端面凹入齿圈板8下端面设定距离H,且H-h=0.5mm。
2)精冲成形:
①将精冲成形上、下模分别安装在精冲机的上、下台面上,精冲模具在开启位置时,将卷料开卷校平送到精冲工位;
②启动精冲机,精冲机的下工作台向上运动,对凹模3、凸模A6、凸模B7施加冲裁力FS,对传力杆9、打杆A11、打杆B10施加压边力FR,对顶杆5施加反压力FG,传力杆9和顶杆5分别沿型腔周围均匀分布在精冲成形上、下模上,一般个数为3-9个;在冲裁力FS和压边力FR的作用下,凹模3和齿圈板8的台阶齿圈13压紧冲裁区周围的条料,凹模3、推板4与齿圈板8,打杆A11、打杆B10将开卷校平后的条料2同时压紧,在压紧的瞬间,推板4在较大反压力FG的作用下将条料2向上冲裁,剪切区的材料局部进入齿圈板8内,此时剪切区的材料向上冲裁;
③精冲机的下工作台继续向上运动,冲裁力FS大于压边力FR,反压力FG设定为小于压边力FR,条料2剪切开始,此时剪切区的材料向下冲裁;精冲机的下工作台继续向上运动,凸凹模12完全进入凹模3的同时,圆孔凸模A6、凸模B7也完全进入凸凹模12,剪切后的条料2紧紧包在凸凹模12上,精冲件1镶在凹模3中,条料2剪切结束。
④精冲机的下工作台向下运动,在压边力FR的作用下,齿圈板8将剪切后的条料从凸凹模12上退下,在反压力FG的作用下,推板4将精冲件1从凹模3中顶出,得到成形后的精冲件1。
成形后的精冲件1光亮带达到95%,最小尖角处塌角不超过0.4mm,其余区域几乎无塌角,达到了零件的技术要求。与传统精冲成形方法对比,本发明开拓了精冲件减小塌角的精冲成形途径。
Claims (6)
1.一种减小精冲件塌角的精冲成形方法,其特征在于:所述的方法包括以下步骤:
精冲成形上、下模的准备工作,它包括以下步骤:
A1)准备精冲成形的下模,下模包括凹模、推板、凸模及顶杆,其中凹模的型腔与精冲件的外轮廓相同,为包括尖角和圆弧过渡的不规则形状,精冲件为厚度为5mm的圆弧过渡的平板件,精冲件头部开有两个圆形通孔,尾部最小尖角处角度为60°,半径为0.2mm,凹模围绕型腔周围设有台阶齿圈,推板的端面形状与精冲件底面相同,为圆弧过渡的平面,推板外轮廓与凹模间隙配合,推板上设有与精冲件上相同的圆形通孔,推板圆形通孔和圆孔凸模间隙配合,推板装配后上端面突出凹模上端面设定距离,顶杆沿凹模的型腔周围均匀分布在精冲成形的下模上;
A2)准备精冲成形的上模,上模包括齿圈板、凸凹模、打杆及传力杆,其中齿圈板的型腔与精冲件的外轮廓相同,为包括尖角和圆弧过渡的不规则形状,齿圈板围绕型腔周围设有台阶齿圈,凸凹模的下端面形状与精冲件顶面相同,为圆弧过渡的平面,其上设有与精冲件上相同的圆形通孔,凸凹模与齿圈板间隙配合,凸凹模装配后下端面凹入齿圈板下端面设定距离,传力杆沿齿圈板的型腔周围均匀分布在精冲成形的上模上;
B)精冲成形,它包括以下步骤:
B1)将精冲成形上、下模分别安装在精冲机的上、下台面上,精冲模具在开启位置时,将开卷校平后的条料送到精冲工位;
B2)启动精冲机,精冲机的下工作台向上运动,对凹模、凸模施加冲裁力FS,对传力杆、打杆施加压边力FR,对顶杆施加反压力FG,冲裁区周围的条料被压紧,条料向上冲裁;
B3)精冲机的下工作台继续向上运动,冲裁力FS大于压边力FR,反压力FG设定为小于压边力FR,条料向下冲裁直至剪切结束;
B4)精冲机的下工作台向下运动,齿圈板将剪切后的条料从凸凹模上退下,推板将精冲件从凹模中顶出,得到成形后的精冲件。
2.根据权利要求1所述的减小精冲件塌角的精冲成形方法,其特征在于,所述的推板装配后上端面突出凹模上端面的设定距离h取值为条料厚度的40%~50%。
3.根据权利要求2所述的减小精冲件塌角的精冲成形方法,其特征在于,所述的凸凹模装配后下端面凹入齿圈板下端面的设定距离H取值大于设定距离h。
4.根据权利要求3所述的减小精冲件塌角的精冲成形方法,其特征在于,所述的传力杆和顶杆个数为3~9个。
5.根据权利要求3或4所述的减小精冲件塌角的精冲成形方法,其特征在于,所述的步骤B2)中反压力FG设置为冲裁力Fs的40%~50%,条料向上冲裁至条料厚度的40%~50%。
6.根据权利要求5所述的减小精冲件塌角的精冲成形方法,其特征在于,所述的步骤A21)中凸凹模下端面凹入齿圈板下端面的设定距离H比推板上端面突出凹模上端面的设定距离h大0.5mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310675989.1A CN103691798B (zh) | 2013-12-13 | 2013-12-13 | 一种减小精冲件塌角的精冲成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310675989.1A CN103691798B (zh) | 2013-12-13 | 2013-12-13 | 一种减小精冲件塌角的精冲成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103691798A true CN103691798A (zh) | 2014-04-02 |
| CN103691798B CN103691798B (zh) | 2015-11-18 |
Family
ID=50353553
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310675989.1A Active CN103691798B (zh) | 2013-12-13 | 2013-12-13 | 一种减小精冲件塌角的精冲成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103691798B (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105458065A (zh) * | 2016-01-26 | 2016-04-06 | 华中科技大学 | 一种小塌角精冲件的成形方法 |
| CN105945123A (zh) * | 2016-04-29 | 2016-09-21 | 武汉华夏精冲技术有限公司 | 双面阀线槽阀板精冲成型方法 |
| CN106623590A (zh) * | 2016-11-11 | 2017-05-10 | 武汉理工大学 | 一种减小塌角尺寸的精冲模具 |
| CN107159777A (zh) * | 2017-07-01 | 2017-09-15 | 故城县亨润汽车配件有限公司 | 一种刹车片钢背精冲模具总成 |
| CN107175284A (zh) * | 2017-06-27 | 2017-09-19 | 昆山申凌精密金属工业有限公司 | 电脑散热架固定凸模式嵌装型复合冲裁精冲模 |
| CN111283058A (zh) * | 2020-03-13 | 2020-06-16 | 天津泰正机械有限公司 | 一种用于汽车支撑件的冲裁冲压生产线 |
| CN113245444A (zh) * | 2021-04-21 | 2021-08-13 | 厦门锐腾电子科技有限公司 | 一种用于解决零件焊接面平面度的新型工艺 |
| CN115815402A (zh) * | 2022-11-30 | 2023-03-21 | 珠海菲高科技股份有限公司 | 一种软金属粗精冲一体式冲压模具和机床 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3640167A (en) * | 1969-06-14 | 1972-02-08 | Lorenz Maschf | Punching apparatus |
| DE3508172A1 (de) * | 1984-03-27 | 1985-10-10 | Elektroakusztikai Gyár, Budapest | Werkzeug zum gleichzeitigen feinausschneiden von innen- und aussenkonturen aus einem planblech |
| CN1381318A (zh) * | 2002-06-06 | 2002-11-27 | 武汉华夏精冲技术有限公司 | 圆形、扇形齿轮精密冲压成形加工方法 |
| JP2004283875A (ja) * | 2003-03-24 | 2004-10-14 | Nippon Steel Corp | 打抜き加工装置及び方法 |
| US20090165525A1 (en) * | 2007-09-26 | 2009-07-02 | Ulrich Schlatter | Method and device for the production of a stamping with almost smooth cutting and enlarged functional surface |
| CN102120236A (zh) * | 2010-12-15 | 2011-07-13 | 武汉华夏精冲技术有限公司 | 细微齿形零件精密冲压成型的加工方法 |
| CN102756247A (zh) * | 2012-07-30 | 2012-10-31 | 武汉华夏精冲技术有限公司 | 一种厚板圆盘一次精冲成形方法 |
| CN102806264A (zh) * | 2012-08-09 | 2012-12-05 | 河南星光机械制造有限公司 | 一种双向精冲模具及双向精冲零件加工方法 |
-
2013
- 2013-12-13 CN CN201310675989.1A patent/CN103691798B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3640167A (en) * | 1969-06-14 | 1972-02-08 | Lorenz Maschf | Punching apparatus |
| DE3508172A1 (de) * | 1984-03-27 | 1985-10-10 | Elektroakusztikai Gyár, Budapest | Werkzeug zum gleichzeitigen feinausschneiden von innen- und aussenkonturen aus einem planblech |
| CN1381318A (zh) * | 2002-06-06 | 2002-11-27 | 武汉华夏精冲技术有限公司 | 圆形、扇形齿轮精密冲压成形加工方法 |
| JP2004283875A (ja) * | 2003-03-24 | 2004-10-14 | Nippon Steel Corp | 打抜き加工装置及び方法 |
| US20090165525A1 (en) * | 2007-09-26 | 2009-07-02 | Ulrich Schlatter | Method and device for the production of a stamping with almost smooth cutting and enlarged functional surface |
| CN102120236A (zh) * | 2010-12-15 | 2011-07-13 | 武汉华夏精冲技术有限公司 | 细微齿形零件精密冲压成型的加工方法 |
| CN102756247A (zh) * | 2012-07-30 | 2012-10-31 | 武汉华夏精冲技术有限公司 | 一种厚板圆盘一次精冲成形方法 |
| CN102806264A (zh) * | 2012-08-09 | 2012-12-05 | 河南星光机械制造有限公司 | 一种双向精冲模具及双向精冲零件加工方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105458065A (zh) * | 2016-01-26 | 2016-04-06 | 华中科技大学 | 一种小塌角精冲件的成形方法 |
| CN105945123A (zh) * | 2016-04-29 | 2016-09-21 | 武汉华夏精冲技术有限公司 | 双面阀线槽阀板精冲成型方法 |
| CN105945123B (zh) * | 2016-04-29 | 2018-06-08 | 武汉华夏精冲技术有限公司 | 双面阀线槽阀板精冲成型方法 |
| CN106623590A (zh) * | 2016-11-11 | 2017-05-10 | 武汉理工大学 | 一种减小塌角尺寸的精冲模具 |
| CN107175284A (zh) * | 2017-06-27 | 2017-09-19 | 昆山申凌精密金属工业有限公司 | 电脑散热架固定凸模式嵌装型复合冲裁精冲模 |
| CN107159777A (zh) * | 2017-07-01 | 2017-09-15 | 故城县亨润汽车配件有限公司 | 一种刹车片钢背精冲模具总成 |
| CN107159777B (zh) * | 2017-07-01 | 2023-10-10 | 故城县亨润汽车配件有限公司 | 一种刹车片钢背精冲模具总成 |
| CN111283058A (zh) * | 2020-03-13 | 2020-06-16 | 天津泰正机械有限公司 | 一种用于汽车支撑件的冲裁冲压生产线 |
| CN113245444A (zh) * | 2021-04-21 | 2021-08-13 | 厦门锐腾电子科技有限公司 | 一种用于解决零件焊接面平面度的新型工艺 |
| CN113245444B (zh) * | 2021-04-21 | 2022-08-16 | 厦门锐腾电子科技有限公司 | 一种用于解决零件焊接面平面度的新型工艺 |
| CN115815402A (zh) * | 2022-11-30 | 2023-03-21 | 珠海菲高科技股份有限公司 | 一种软金属粗精冲一体式冲压模具和机床 |
| CN115815402B (zh) * | 2022-11-30 | 2023-06-02 | 珠海菲高科技股份有限公司 | 一种软金属粗精冲一体式冲压模具和机床 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103691798B (zh) | 2015-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103691798B (zh) | 一种减小精冲件塌角的精冲成形方法 | |
| CN202447510U (zh) | 轴承防尘盖冲压复合模 | |
| CN103817236B (zh) | 一种ω形金属件弯曲模具及其成形方法 | |
| CN102665957A (zh) | 压制成形方法 | |
| CN110153257B (zh) | 一种板材智能折弯扣边机 | |
| CN102240772A (zh) | 单拐曲轴锻件成形的方法 | |
| CN102335806A (zh) | 一种手机屏蔽板成型方法及工艺装备 | |
| CN103736903B (zh) | 带凸缘扁平齿轮精密成形方法及其装置 | |
| CN106975698A (zh) | 一种圆筒拉深冲压模具 | |
| CN102124909B (zh) | 草坪打孔管及其制造方法 | |
| CN203764734U (zh) | 一种离合器星轮精冲挤压模具 | |
| CN202715717U (zh) | 针对多齿冲压件用的多工位剔齿精冲模具 | |
| CN102423778B (zh) | 基于90°腹板面进行反向翻边的成形方法及其所用模具 | |
| CN207508073U (zh) | 无塌角全光亮冲裁精冲模 | |
| CN104384322B (zh) | 一种板料精冲挤压复合凸台零件的成形工艺 | |
| CN103111526A (zh) | 钣金材料折弯模具 | |
| CN102513427A (zh) | 一种基于闸压床的长薄钣金零件边卷圆成形方法及模具 | |
| CN206567388U (zh) | 冲裁同时去除毛刺的模具 | |
| CN203245261U (zh) | 钣金材料折弯模具 | |
| CN202137266U (zh) | 一种usb铁壳模具 | |
| CN201644648U (zh) | 一种翻孔冲压模 | |
| CN202162281U (zh) | 复合压平模具 | |
| CN208600576U (zh) | 一种用于几字形梁类件成形的二次冲压模具 | |
| CN201279569Y (zh) | 汽车发电机爪极闭式热终锻模具 | |
| TWI594816B (zh) | Deep groove hollow aluminum tube stamping equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right |
Denomination of invention: A fine blanking forming method for reducing the collapse angle of fine blanking parts Effective date of registration: 20220629 Granted publication date: 20151118 Pledgee: Bank of China Limited Wuhan Qingshan sub branch Pledgor: WUHAN HUAXIA FINE-BLANKING TECHNOLOGY CO.,LTD. Registration number: Y2022420000207 |
|
| PE01 | Entry into force of the registration of the contract for pledge of patent right |