JP2004261995A - 竹材薫製工芸品及びそれを用いた植物の栽培方法 - Google Patents
竹材薫製工芸品及びそれを用いた植物の栽培方法 Download PDFInfo
- Publication number
- JP2004261995A JP2004261995A JP2003052529A JP2003052529A JP2004261995A JP 2004261995 A JP2004261995 A JP 2004261995A JP 2003052529 A JP2003052529 A JP 2003052529A JP 2003052529 A JP2003052529 A JP 2003052529A JP 2004261995 A JP2004261995 A JP 2004261995A
- Authority
- JP
- Japan
- Prior art keywords
- bamboo
- smoked
- bamboo material
- plant
- charcoal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 241001330002 Bambuseae Species 0.000 title claims abstract description 112
- 239000011425 bamboo Substances 0.000 title claims abstract description 112
- 235000017166 Bambusa arundinacea Nutrition 0.000 title claims abstract description 110
- 235000017491 Bambusa tulda Nutrition 0.000 title claims abstract description 110
- 235000015334 Phyllostachys viridis Nutrition 0.000 title claims abstract description 110
- 241000196324 Embryophyta Species 0.000 title claims abstract description 22
- 238000000034 method Methods 0.000 title claims abstract description 18
- 239000000463 material Substances 0.000 claims abstract description 83
- 239000003610 charcoal Substances 0.000 claims abstract description 31
- 238000007493 shaping process Methods 0.000 claims abstract description 13
- 210000002615 epidermis Anatomy 0.000 claims abstract description 4
- 210000003491 skin Anatomy 0.000 claims description 17
- 239000004071 soot Substances 0.000 claims description 17
- 238000005520 cutting process Methods 0.000 claims description 14
- 244000126968 Kalanchoe pinnata Species 0.000 claims description 13
- 210000003038 endothelium Anatomy 0.000 claims description 8
- 230000000391 smoking effect Effects 0.000 abstract description 8
- 230000000694 effects Effects 0.000 abstract description 7
- 235000018167 Reynoutria japonica Nutrition 0.000 abstract 1
- 240000001341 Reynoutria japonica Species 0.000 abstract 1
- 238000003763 carbonization Methods 0.000 description 37
- 239000000779 smoke Substances 0.000 description 24
- 239000000446 fuel Substances 0.000 description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 8
- 244000302661 Phyllostachys pubescens Species 0.000 description 7
- 235000003570 Phyllostachys pubescens Nutrition 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 238000005192 partition Methods 0.000 description 7
- 239000002994 raw material Substances 0.000 description 6
- 238000010000 carbonizing Methods 0.000 description 5
- 238000001816 cooling Methods 0.000 description 5
- 238000005553 drilling Methods 0.000 description 5
- 238000005034 decoration Methods 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000002023 wood Substances 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 238000010304 firing Methods 0.000 description 3
- 238000009408 flooring Methods 0.000 description 3
- 230000035876 healing Effects 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 238000009991 scouring Methods 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 2
- 239000005539 carbonized material Substances 0.000 description 2
- 239000004927 clay Substances 0.000 description 2
- 239000003245 coal Substances 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 229920005610 lignin Polymers 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 239000002689 soil Substances 0.000 description 2
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- 229920002488 Hemicellulose Polymers 0.000 description 1
- 240000004050 Pentaglottis sempervirens Species 0.000 description 1
- 235000004522 Pentaglottis sempervirens Nutrition 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 239000003546 flue gas Substances 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
Images

















Landscapes
- Cultivation Of Plants (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
- Cultivation Receptacles Or Flower-Pots, Or Pots For Seedlings (AREA)
Abstract
【課題】表皮を有する自然のままの竹材を予め造形加工した後で加熱煙で燻焼し、造形加工した竹材の表面及び内皮を茶褐色系に燻らせる煤竹状の竹材薫製工芸品と、更にはこの煤竹状の竹材薫製工芸品を活用した植物の栽培方法を提供すること。
【解決手段】真竹若しくは孟宗竹等の竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きした筒状若しくは半割り状の半焼き炭の各種実施形態を提供し、これらの半焼き生成品の種々の組み合わせで観賞植物を栽培できインテリア装飾品との観賞効果を高めることができる。
【選択図】 図7
【解決手段】真竹若しくは孟宗竹等の竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きした筒状若しくは半割り状の半焼き炭の各種実施形態を提供し、これらの半焼き生成品の種々の組み合わせで観賞植物を栽培できインテリア装飾品との観賞効果を高めることができる。
【選択図】 図7
Description
【0001】
【発明の属する技術分野】
本発明は、表皮を有する自然のままの竹材を予め造形加工した後で加熱煙で燻焼し、造形加工した竹材の表面及び内皮を茶褐色系に燻らせる煤竹状の竹材薫製工芸品に関し、更にはこの煤竹状の竹材薫製工芸品を活用した植物の栽培方法に関するものである。
【0002】
【従来の技術】
従来、竹材燻製工芸品の製造法として特開2002−301705公報が示されており、加熱煙により表面を黒色に艶出しして自然の風趣を活かす竹材工芸品の製造が提案されているが、低温加熱煙を発生する燃焼室と、その低温加熱煙を導入して、内部に収容してある工芸品用の竹材を燻焼する燻焼室から成るもので特殊形態の竹材燻焼装置であり汎用化ができないものである。また、その他に茶褐色系の煤竹状に燻らした竹材薫製工芸品の製造は、例えば燻焼模造品として、竹材を火焔により焙り焼きして表面を茶褐色にしたり、又は、塗料を使用して茶褐色に色付けする事などが行われている。
【0003】
更に、竹炭製植木鉢及び植物の栽培方法して示される特開2001−251967号公報に、一端に節を残して適宜長さに裁断した竹を不完全炭化する竹炭の製造が行われているが、これは生焼け炭からなる不完全炭化のもので、無酸素状態で竹材を直接的に高温加熱して蒸し焼きにし内部まで完全に炭化する方法の完全炭化炭製造の途中で炭焼きを中断するもので、表面部分を高温炭化させ内部は竹の繊維を保存する炭焼き方法であり、低温加熱煙により竹材の表面を燻焼して茶褐色系の煤竹状に艶出しする事を目的とした本発明に係る竹材工芸品の製造法とは異なるものである。
【0004】
その他に、エアープランツ装飾品として特開平10ー217698号公報中に備長炭等の木炭や竹炭等の植物炭化材の水分除放性および水分吸収性を利用することにより、水分補給を少なくした状態でエアプランツを栽培するものの説明として不完全炭化材を用いることも記載されているが、低温加熱煙により竹材の表面を燻焼して茶褐色系の煤竹状に艶出しする事を目的とした点について示唆するものはない。
【0005】
【発明が解決しょうとする課題】
上記のように、自然状態のままの竹材を加熱煙により燻焼し、表面を燻焼独特の黒色の輝きある光沢面に処理するために、木材の燃焼により発生する低温加熱煙により、自然状態のままの竹材の表層を燻焼して硬化せると共に、表面を黒色の光沢面に造成する竹材燻製工芸品の製造法は提案されているが、特殊形態の竹材燻焼装置を用いているものである。本発明は、木炭も生成可能な汎用的な炭窯を用いて、低温加熱煙により竹材の表面を燻焼して茶褐色系の煤竹状に艶出しする事を目的とするもので、この特異な点に発明が解決しょうとする課題を有するものである。
【0006】
【課題を解決するための手段】
上記課題を解決するために本発明は、第一に、竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きした筒状若しくは半割り状の半焼き炭からなることを特徴とし、第二に、竹材に切断・割り・切削・穿孔等の造形加工を施して、予め所望の形状にして後、竹材の表皮側及び内皮側を煤竹状に燻し焼きしたことを特徴とし、第三に、竹材の表皮と内皮との間の肉質部は、脱水状態の導管を生成した白色系に保持してなることを特徴とし、第四に、竹材は、底になる部分の節を備えた比較的小径の筒状のものを用いて、開口部にエアープランツ等の観賞植物を挿入したことを特徴とし、第五に、竹材は、節を残して半割りにした竹面に穿孔等の造形加工を施したものを用いて、竹材の表皮側を上面にした状態で穿孔部に観賞植物を配置したことを特徴とし、第六に、半割りにした竹材に形成した穿孔部に筒状の竹材を位置せしめ、該筒状竹材にエアプランツ等の観賞植物を活けたことを特徴とし、これらの解決手段により上記課題を解決するものである。
【0007】
【発明の実施の形態】
以下、本発明の実施形態を図を参照して説明する。図1〜図には、本発明で提供する真竹若しくは孟宗竹等の竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きした筒状若しくは半割り状の半焼き炭の各種実施形態が示され、これらは竹材に切断・割り・切削・穿孔等の造形加工を施して、予め所望の形状にして後、竹材の表皮側及び内皮側を煤竹状に燻し焼きにし、竹材の表皮と内皮との間の肉質部は、脱水状態の導管を生成した白色系に保持してなるものである。
【0008】
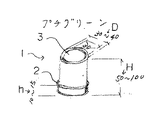
図1〜図2は、輪切りにした真竹等の筒状竹材1の底部に節2を残した状態に角部や節突部を面取り等の仕上げをした状態で造形加工して筒状内部に観賞植物や観賞部材等の観賞物を収容保持できる保持部3を形成した状態で、外径Dが3〜4センチ程度、高さHが5〜10センチ程度、節下hが1〜2センチ程度のミニサイズに造形されておりこれを炭窯で燻して半焼き生成したものである。半焼き生成した竹材1の保持部3に水無しでエアープランツ等の観賞植物を活けることにより、特開平10ー217698号公報中に記載される説明と同様に、植物炭化材の水分除放性および水分吸収性を利用することにより水分補給を少なくした状態で、月に1〜2回程度のタイミングで霧吹き程度の水分補給でエアプランツを栽培でき、半焼き竹炭の癒しとエアープランツの癒しが相乗して、例えば、これを家庭や事務所等のパソコン機器の近傍に置いておくと、すこぶる気分を快適にしてパソコン作業が遂行できるものである。
【0009】
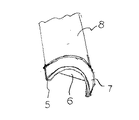
図3〜図6は、孟宗竹等の竹材4を半割り状にして割面部5に節6を残しておき、且つ、節6の外側に延出部7を残存させて節6の不測な破損の防止と保護を図りつつ、更には外周面8に適宜に大小の小孔9、9、、、を穿設し、各角部や節突部を面取り等の仕上げ加工もした状態で造形加工を施したものを燻して半焼き生成したもので、図3のように割面部5を上にして外周面8の内部側に観賞物を載置したり、植物を栽培したりすることができる。図4のように割面部5を下に伏せた状態にして外周面8を観賞することもできる。例えば、図7のように割面部5を下に伏せた状態にして、小孔7の部分にエアープランツaを収納した前記図1の半焼き竹材1を挿入位置させると、部屋及び事務室等のインテリア装飾品として好適である。
【0010】
図8は、図1と同様形態であるが真竹や孟宗竹等の筒状竹材10のサイズが少し大きめなものを造形して半焼き生成している。
図9は、上下に節を残して輪切りにした真竹や孟宗竹等の筒状竹材11の一部に開口部12を形成すべく削り加工して造形した後半焼き生成し、該開口部12にて生け花や造形観賞物等を差し込み挿入するものである。
図10、図11は、下部に節を残して輪切りにした真竹や孟宗竹等の筒状竹材13の上部に開口部14を形成すべく斜め状に削り加工して造形した後半焼き生成し、該開口部14にて生け花や造形観賞物等を差し込み挿入するものである。
【0011】
図12は、孟宗竹等の竹材15を半割り状にして割面部16に節17を残しておき、且つ、節17の外側に延出部18を残存させて節17の不測な破損の防止と保護を図りつつ、更には各角部や節突部を面取り等の仕上げ加工もした状態で造形加工を施したものを燻して半焼き生成したもので、図12のように割面部16を上にして、外周面19の内部側に土や苔を入れて盆栽風に植物を栽培したりすることができる。また、半焼き生成にしておくと生竹と同程度な状態で水が透けることがないので節間に水を貯めることができ、水を貯めた状態で苔等を配設して植物を栽培する、所謂、水盆栽風等にすることもできる。
図14、図15は、竹材20を短冊状に平らに割ったものを面取り加工して造形加工した状態で半焼き生成して後、粉炭塗りした木製柱21に釘打ちして組み立てた四角形態に構成された観賞用の鉢である。
このように、本発明のものは、竹材に切断・割り・切削・穿孔等の造形加工を施して、予め所望の形状にして各角部や節突部を面取り等の仕上げ加工をして後、竹材の表皮側及び内皮側を煤竹状に燻し焼きしたことを特徴とするものである。
【0012】
図16〜図18には、本発明で提供する竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きした筒状若しくは半割り状の半焼き炭を生成できる炭焼き用土窯(30)の形態を示している。
図16〜図18で(31)は粘土や耐火煉瓦等で構築されたドーム状の炭化室で、その一方は窯口(32)、他方は排煙用の煙道(33)に連なっている。またこの炭化室(31)は図17でみられるようにその水平断面が上記窯口(32)方向の幅が小幅となる卵型(41)となっている。
【0013】
この場合、上記炭化室(31)の天井(42)は窯口(32)及び煙道(33)側が低くなっている緩やかな湾曲面(44)となっていることが望ましい。
(35)は炭化室(31)内に植立させた仕切壁で上記窯口(32)側に配置され、この仕切壁(35)と窯口(32)との間に点火室(36)を形成させてありかつ、仕切壁(35)の上方は炭化室(31)と点火室(36)に連なる開放部(34)がある。
【0014】
また上記炭化室(31)の床面(37)には、割竹を煙道(33)に向けて敷き、その上に直角に横に並べて二段の敷材(38)を敷設する。
(42)は窯口(32)に密に嵌合される窯口扉でその上方には点火室(36)に適宜の燃料を投入する投入口(43)がある。さらに窯口扉(42)の下方には点火室(36)と外気とを連通させる1乃至複数の空気孔の内第1の空気孔(40)がある。上記点火室(36)の底面の下方は一方が外気と連通する精練口(35)、他方が炭化室(31)と連なる送気口(36)となした空気路(39)が炭化室(31)の床部分(37)とほぼ水平となる位置に設けられている。
【0015】
次に本発明の製造方法をその効果と併せて説明する。先ず「生竹」をその節に沿って所望の長さとした素材(イ)(イ)を束ねた割竹を排煙口に向けて敷材(38)の上にぎっしりと載せる。そして、その上に、竹材に切断・割り・切削・穿孔等の造形加工を施して、予め所望の形状にして各角部や節突部を面取り等の仕上げ加工をした造形済み製品素材(ロ)(ロ)を位置させ、更にその上に割り竹を横にして載せる。これを交互にして積み上げて窯の天井まで積み上げる。
この時、排煙用の煙道(33)の前は熱気が通過するに充分な間隔として、例えば高さ40センチ、横30センチ、手前30センチ程度を開けて積む。
また上記点火室(36)内には燃料を設置する。この燃料については、木材や炭材その他100℃程度加熱できるものであれば何でも良い。
ここで上記窯口(32)を窯口扉(42)で密閉する。そして煙道(33)の上部は割竹で蓋をし、割竹の隙間から僅かに煙がでるくらいにする。
【0016】
次いで上記燃料に点火すると共に窯口扉(42)の第1の空気孔(40)より少し空気を供給する。この場合は上記第1の空気孔(40)の下半分を閉ざしておくなどの工夫が必要である。この結果加熱された空気は図15の実線矢印(S)のように点火室(36)の床部分(37)の上面から仕切壁(35)に当って上昇し炭化室(31)の天井(44)に当り、該天井(44)が湾曲状となっていることからこの天井(44)の近傍を伝わって仕切壁(35)の上方に設けた間隔を通り煙道(33)方向に流れる。
【0017】
さらにこの熱風は炭化室(36)の背面の壁に突き当たり下降して炭化室(31)の床面(37)の近傍から点火室(36)方向に向うことになる。いま炭化室(31)内には多数の素材(ロ)が並設されているからこの熱風は各素材(ロ)間を通って炭化室(31)の天井(44)方向に流れることになる。
【0018】
この工程は図19にあって燻煙期(X)と呼ばれるもので、前述のように素材(ロ)の乾燥工程である。即ち、炭化室(31)内が空気の流れによって酸欠の状態となる。そして炭化室(31)内の蒸気と燃料の煙を含んだ熱風が自然対流を誘発させ、炭化室(31)内の温度が20℃程度から50℃程度に上昇する。なおこの50℃とは以下もそうであるが、上記のように煙道(33)の近傍における温度であって実際の炭化室(31)の温度は約150℃にもなる。この結果この熱風が各素材(ロ)間を通過する過程で、その温度(材温)が上昇し、素材(ロ)(b)表面から水分が蒸発する。
【0019】
この時、炭化室(31)内は、前述の通り煙道(33)の上部を割竹で蓋をし、割竹の隙間から僅かに煙がでるくらいにしてほぼ密封された状態にあるため飽和蒸気で満たされ上記熱風の対流が続けられるが、絶対に煙突口温度を50℃以上に上げないことが肝要であり、点火室(36)の焚き口も昼夜オキが絶えない程度に煉瓦等で蓋をして強く燃えないように注意する。
この燻煙熱処理の期間は4日間、100時間程度続けることが肝要で斯く成すことによって素材(ロ)は充分乾燥されるのである。なお、炭化室(31)内には上記のように仕切壁(35)が設けられている。その理由は以下の工程でも共通して言えることだが、点火室(36)内で燃焼している燃料の火が素材(ロ)に直接触れ、あるいは点火室(36)に近い素材(ロ)だけが高温とならないよう配慮したもので、これは産出される製品を灰化させない効果がある。
【0020】
また特にこの燻煙期(X)にあっては特に低温で比較的長い時間かけて素材(ロ)を乾燥させるものであって、上記のように熱風の対流は炭化室(31)の上記仕切壁(35)と煙突(33)側の内壁との間で行われるため、多数の素材(ロ)その外周全てにほぼ平均的な温度の加熱が行われるよう配慮したものである。さらのこのことは以下の工程でも言えることだが上記炭化室(31)の水平断面形状が「卵」形をなしているから、この熱風は炭化室(31)の全体に広がることになる。而して、このように各素材(ロ)は平均した乾燥がなされることになるから、以下竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きした筒状若しくは半割り状の「半焼き炭」に生成させる工程にあっても所謂「むら」のない平均した製品が得られるのである。
【0021】
さらに炭化室(31)内の床面(37)には敷材(38)が敷設させている。その理由は以下の工程でも共通していえることだが、その最大の効果はこの床面(37)からの熱の放出を防ぎ熱効率を高めたことである。また、従来の木片や金網を敷設した場合素材(ロ)の末端即ち上記木片や金網と素材(ロ)が接している部分が炭化されなかったなどの欠点があった場合と異なり、敷材(38)を敷設した場合該敷材(38)とこれに載置した素材(ロ)間に隙間が生じ素材(ロ)の末端部分にも充分熱が伝えられ以後の工程で均一な炭化がなし得るのである。
【0022】
次いで上記燃料の燃焼を中止させると、炭化室(1)内で飽和状態にあった蒸気は徐々に煙道(33)から排出され、この状態から20乃至30時間かけてゆっくり30℃〜40℃に戻す。この工程は冷却期(Y)と呼ばれるもので素材(ロ)中の「リグニン」は水分の存在下で熱軟化を起こし、既存の内部応力の緩和が生ずると考えられる。しかしその後の緩やかな温度下降で素材(ロ)の温度が下がり再び「リグニン」の硬化が始まる。この結果素材(ロ)はその水分が充分除去され乾燥され「半焼き炭」にするのに最も適した「中間処理素材」が得られるのである。
【0023】
このように、四日間あぶると焚木の投入口から窯の中を見ると竹の表面にヘミセルロースが分解して赤黒く茶褐色になっており、燻煙熱処理の完成である。
そこで、焚き口、煙突口を土で塗りつぶして密閉し、前記冷却期(Y)として窯を一晩冷やしてから半焼き製品を取り出す。これらは竹材に切断・割り・切削・穿孔等の造形加工を施して、予め所望の形状にして更に各角部や節突部を面取り仕上げ後、竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きにし、竹材の表皮と内皮との間の肉質部は、脱水状態の導管を生成した白色系に保持してなる半焼き炭の生成製品が取り出せるものである。そして、造形加工も予め終了しているので煤をふき取る程度に布等で磨きをかけると茶褐色で光沢のある燻しの香ばしい香りのする半焼き生成品が現出するものである。
【0024】
尚、単純形状の筒状や割竹等で通常の竹炭生成を行う場合は、本発明の窯を用いて敷材(38)の上に素材を積み上げて下記の手順で行う。
燻煙乾燥 四日間 煙道温度摂氏 50度 窯の中は摂氏150度。
焼成・精錬 二日間 煙道温度摂氏400度 窯の中は摂氏700〜800度。
冷却 二日間 完全炭化状態にする。
従って、前記冷却期(Y)の冷却工程が完了した時再び燃料を窯口扉(32)の燃料投入口(43)から投入するなどして点火させるも、この点火期(Z)に於いては炭化室(31)の温度を約2時間で40℃乃至50℃から90℃乃至110℃程度に急激に上昇させる。この場合炭化室(31)内にはその空気孔(40)より酸素を勢いよく供給し燃料は炎となって図1の矢印(S)のように流れこの対流効果によって素材(ロ)(ロ)はほぼ均一に燃焼され短時間で自発炭化温度に押し上げられるものである。
【0025】
このように全体の工程からみて比較的に短時間のうちに高温の状態とさせることは、以後の炭化期の工程等にあって灰化されるようなことなくかつ未炭化部分の発生を防止するなど素材(ロ)の均一な炭化を促し、製品の縦方向のヒビ割れを防止する効果がある。
【0026】
この工程が完了したなら、更に燃焼を続け煙道(33)温度400℃、炭化室(31)の温度を700℃乃至800℃で40乃至50時間かけて上昇させる。この工程は炭化期(D)と言われる工程で、素材(ロ)は赤熱状態となって炭化が完了する。この素材(ロ)を炭化させる炭化期(D)と続いて行われる精練期(E)の工程にあっては特に炭化室(31)に供給する空気の供給方法と手段が重要なポイントとなる。即ちいかに少ない燃料で効率よく炭化室(31)の温度を上昇させ、かついかに素材(ロ)の全てに平均した熱風を対流の状態で供給できるかである。
【0027】
このため炭化期(D)と特に次の精練期(E)にあっては、上記の炭化室(31)に多量の空気(酸素)を送り込む必要がある。この為には上記閉ざされて精練口(45)の下半分を開放させ、図1の点線矢印(a)のように外気を直接炭化室(41)へと供給することによって炭化室(31)を高温とすることができたのである。
【0028】
【発明の効果】
以上説明した本発明によると、次のような効果を奏する。
請求項1、請求項2、請求項3に記載の発明によれば、表皮を有する自然のままの竹材を予め造形加工した後で加熱煙で燻焼し、造形加工した竹材の表面及び内皮を茶褐色系に燻らせる煤竹状の竹材薫製工芸品に関し、これらに適する製品を得ることができたのである。このようにすると、完全に炭化したものに比べて強度が大きく、衝撃等による破損の恐れが少なく長期に亘って使用が可能で、寿命が完全炭化のものに比べて長くなる。かつ茶褐色系に燻らせる煤竹状の色合いと燻しの香りが非常に爽やかな快感を生じさせるので、観賞用のインテリア装飾品として好適である。
【0029】
請求項4、請求項5、請求項6に記載の発明によれば、茶褐色系に燻らせる煤竹状の色合いと燻しの香りが非常に爽やかな快感を生じさせると共に、エアープランツ等の観賞植物を栽培することにより更に癒し効果を増大できる観賞用のインテリア装飾品として好適である。
【図面の簡単な説明】
【図1】筒状半焼き炭の斜視図である。
【図2】図1の断面図である。
【図3】半割状の半焼き炭の割面を上向きにした斜視図である。
【図4】図3の割面を下向きにした斜視図である。
【図5】図3の小口を示す要部の斜視図である。
【図6】図3の小口を示す要部の斜視図である。
【図7】エアープランツの栽培状況を示す使用状態斜視図である。
【図8】筒状の半焼き炭を示す斜視図である。
【図9】竹筒の途中を削設して開口部を設けた半焼き炭の斜視図である。
【図10】竹筒の上部を斜めに削って開口部を設けた半焼き炭の正面図である。
【図11】図10の側面図である。
【図12】半割状の半焼き炭の割面を上向きにした斜視図である。
【図13】図11を用いて栽培状況を示す使用状態斜視図である。
【図14】四角状の観賞鉢を示す斜視図である。
【図15】図13の平面視方向の鳥瞰図である。
【図16】竹材を半焼き炭に生成用する炭窯の概略側断面図である。
【図17】図15の外観正面図である。
【図18】図15の要部を示す概略平面図である。
【図19】素材を薫製・炭化させる過程を示したグラフ図である。
【符号の説明】
1 真竹等の筒状竹材から得られた半焼き生成品
4 孟宗竹等の竹材4を半割り状にして得られた半焼き生成品
a エアープランツ(観賞用植物)
20 観賞用の鉢
30 炭焼き用土窯
【発明の属する技術分野】
本発明は、表皮を有する自然のままの竹材を予め造形加工した後で加熱煙で燻焼し、造形加工した竹材の表面及び内皮を茶褐色系に燻らせる煤竹状の竹材薫製工芸品に関し、更にはこの煤竹状の竹材薫製工芸品を活用した植物の栽培方法に関するものである。
【0002】
【従来の技術】
従来、竹材燻製工芸品の製造法として特開2002−301705公報が示されており、加熱煙により表面を黒色に艶出しして自然の風趣を活かす竹材工芸品の製造が提案されているが、低温加熱煙を発生する燃焼室と、その低温加熱煙を導入して、内部に収容してある工芸品用の竹材を燻焼する燻焼室から成るもので特殊形態の竹材燻焼装置であり汎用化ができないものである。また、その他に茶褐色系の煤竹状に燻らした竹材薫製工芸品の製造は、例えば燻焼模造品として、竹材を火焔により焙り焼きして表面を茶褐色にしたり、又は、塗料を使用して茶褐色に色付けする事などが行われている。
【0003】
更に、竹炭製植木鉢及び植物の栽培方法して示される特開2001−251967号公報に、一端に節を残して適宜長さに裁断した竹を不完全炭化する竹炭の製造が行われているが、これは生焼け炭からなる不完全炭化のもので、無酸素状態で竹材を直接的に高温加熱して蒸し焼きにし内部まで完全に炭化する方法の完全炭化炭製造の途中で炭焼きを中断するもので、表面部分を高温炭化させ内部は竹の繊維を保存する炭焼き方法であり、低温加熱煙により竹材の表面を燻焼して茶褐色系の煤竹状に艶出しする事を目的とした本発明に係る竹材工芸品の製造法とは異なるものである。
【0004】
その他に、エアープランツ装飾品として特開平10ー217698号公報中に備長炭等の木炭や竹炭等の植物炭化材の水分除放性および水分吸収性を利用することにより、水分補給を少なくした状態でエアプランツを栽培するものの説明として不完全炭化材を用いることも記載されているが、低温加熱煙により竹材の表面を燻焼して茶褐色系の煤竹状に艶出しする事を目的とした点について示唆するものはない。
【0005】
【発明が解決しょうとする課題】
上記のように、自然状態のままの竹材を加熱煙により燻焼し、表面を燻焼独特の黒色の輝きある光沢面に処理するために、木材の燃焼により発生する低温加熱煙により、自然状態のままの竹材の表層を燻焼して硬化せると共に、表面を黒色の光沢面に造成する竹材燻製工芸品の製造法は提案されているが、特殊形態の竹材燻焼装置を用いているものである。本発明は、木炭も生成可能な汎用的な炭窯を用いて、低温加熱煙により竹材の表面を燻焼して茶褐色系の煤竹状に艶出しする事を目的とするもので、この特異な点に発明が解決しょうとする課題を有するものである。
【0006】
【課題を解決するための手段】
上記課題を解決するために本発明は、第一に、竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きした筒状若しくは半割り状の半焼き炭からなることを特徴とし、第二に、竹材に切断・割り・切削・穿孔等の造形加工を施して、予め所望の形状にして後、竹材の表皮側及び内皮側を煤竹状に燻し焼きしたことを特徴とし、第三に、竹材の表皮と内皮との間の肉質部は、脱水状態の導管を生成した白色系に保持してなることを特徴とし、第四に、竹材は、底になる部分の節を備えた比較的小径の筒状のものを用いて、開口部にエアープランツ等の観賞植物を挿入したことを特徴とし、第五に、竹材は、節を残して半割りにした竹面に穿孔等の造形加工を施したものを用いて、竹材の表皮側を上面にした状態で穿孔部に観賞植物を配置したことを特徴とし、第六に、半割りにした竹材に形成した穿孔部に筒状の竹材を位置せしめ、該筒状竹材にエアプランツ等の観賞植物を活けたことを特徴とし、これらの解決手段により上記課題を解決するものである。
【0007】
【発明の実施の形態】
以下、本発明の実施形態を図を参照して説明する。図1〜図には、本発明で提供する真竹若しくは孟宗竹等の竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きした筒状若しくは半割り状の半焼き炭の各種実施形態が示され、これらは竹材に切断・割り・切削・穿孔等の造形加工を施して、予め所望の形状にして後、竹材の表皮側及び内皮側を煤竹状に燻し焼きにし、竹材の表皮と内皮との間の肉質部は、脱水状態の導管を生成した白色系に保持してなるものである。
【0008】
図1〜図2は、輪切りにした真竹等の筒状竹材1の底部に節2を残した状態に角部や節突部を面取り等の仕上げをした状態で造形加工して筒状内部に観賞植物や観賞部材等の観賞物を収容保持できる保持部3を形成した状態で、外径Dが3〜4センチ程度、高さHが5〜10センチ程度、節下hが1〜2センチ程度のミニサイズに造形されておりこれを炭窯で燻して半焼き生成したものである。半焼き生成した竹材1の保持部3に水無しでエアープランツ等の観賞植物を活けることにより、特開平10ー217698号公報中に記載される説明と同様に、植物炭化材の水分除放性および水分吸収性を利用することにより水分補給を少なくした状態で、月に1〜2回程度のタイミングで霧吹き程度の水分補給でエアプランツを栽培でき、半焼き竹炭の癒しとエアープランツの癒しが相乗して、例えば、これを家庭や事務所等のパソコン機器の近傍に置いておくと、すこぶる気分を快適にしてパソコン作業が遂行できるものである。
【0009】
図3〜図6は、孟宗竹等の竹材4を半割り状にして割面部5に節6を残しておき、且つ、節6の外側に延出部7を残存させて節6の不測な破損の防止と保護を図りつつ、更には外周面8に適宜に大小の小孔9、9、、、を穿設し、各角部や節突部を面取り等の仕上げ加工もした状態で造形加工を施したものを燻して半焼き生成したもので、図3のように割面部5を上にして外周面8の内部側に観賞物を載置したり、植物を栽培したりすることができる。図4のように割面部5を下に伏せた状態にして外周面8を観賞することもできる。例えば、図7のように割面部5を下に伏せた状態にして、小孔7の部分にエアープランツaを収納した前記図1の半焼き竹材1を挿入位置させると、部屋及び事務室等のインテリア装飾品として好適である。
【0010】
図8は、図1と同様形態であるが真竹や孟宗竹等の筒状竹材10のサイズが少し大きめなものを造形して半焼き生成している。
図9は、上下に節を残して輪切りにした真竹や孟宗竹等の筒状竹材11の一部に開口部12を形成すべく削り加工して造形した後半焼き生成し、該開口部12にて生け花や造形観賞物等を差し込み挿入するものである。
図10、図11は、下部に節を残して輪切りにした真竹や孟宗竹等の筒状竹材13の上部に開口部14を形成すべく斜め状に削り加工して造形した後半焼き生成し、該開口部14にて生け花や造形観賞物等を差し込み挿入するものである。
【0011】
図12は、孟宗竹等の竹材15を半割り状にして割面部16に節17を残しておき、且つ、節17の外側に延出部18を残存させて節17の不測な破損の防止と保護を図りつつ、更には各角部や節突部を面取り等の仕上げ加工もした状態で造形加工を施したものを燻して半焼き生成したもので、図12のように割面部16を上にして、外周面19の内部側に土や苔を入れて盆栽風に植物を栽培したりすることができる。また、半焼き生成にしておくと生竹と同程度な状態で水が透けることがないので節間に水を貯めることができ、水を貯めた状態で苔等を配設して植物を栽培する、所謂、水盆栽風等にすることもできる。
図14、図15は、竹材20を短冊状に平らに割ったものを面取り加工して造形加工した状態で半焼き生成して後、粉炭塗りした木製柱21に釘打ちして組み立てた四角形態に構成された観賞用の鉢である。
このように、本発明のものは、竹材に切断・割り・切削・穿孔等の造形加工を施して、予め所望の形状にして各角部や節突部を面取り等の仕上げ加工をして後、竹材の表皮側及び内皮側を煤竹状に燻し焼きしたことを特徴とするものである。
【0012】
図16〜図18には、本発明で提供する竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きした筒状若しくは半割り状の半焼き炭を生成できる炭焼き用土窯(30)の形態を示している。
図16〜図18で(31)は粘土や耐火煉瓦等で構築されたドーム状の炭化室で、その一方は窯口(32)、他方は排煙用の煙道(33)に連なっている。またこの炭化室(31)は図17でみられるようにその水平断面が上記窯口(32)方向の幅が小幅となる卵型(41)となっている。
【0013】
この場合、上記炭化室(31)の天井(42)は窯口(32)及び煙道(33)側が低くなっている緩やかな湾曲面(44)となっていることが望ましい。
(35)は炭化室(31)内に植立させた仕切壁で上記窯口(32)側に配置され、この仕切壁(35)と窯口(32)との間に点火室(36)を形成させてありかつ、仕切壁(35)の上方は炭化室(31)と点火室(36)に連なる開放部(34)がある。
【0014】
また上記炭化室(31)の床面(37)には、割竹を煙道(33)に向けて敷き、その上に直角に横に並べて二段の敷材(38)を敷設する。
(42)は窯口(32)に密に嵌合される窯口扉でその上方には点火室(36)に適宜の燃料を投入する投入口(43)がある。さらに窯口扉(42)の下方には点火室(36)と外気とを連通させる1乃至複数の空気孔の内第1の空気孔(40)がある。上記点火室(36)の底面の下方は一方が外気と連通する精練口(35)、他方が炭化室(31)と連なる送気口(36)となした空気路(39)が炭化室(31)の床部分(37)とほぼ水平となる位置に設けられている。
【0015】
次に本発明の製造方法をその効果と併せて説明する。先ず「生竹」をその節に沿って所望の長さとした素材(イ)(イ)を束ねた割竹を排煙口に向けて敷材(38)の上にぎっしりと載せる。そして、その上に、竹材に切断・割り・切削・穿孔等の造形加工を施して、予め所望の形状にして各角部や節突部を面取り等の仕上げ加工をした造形済み製品素材(ロ)(ロ)を位置させ、更にその上に割り竹を横にして載せる。これを交互にして積み上げて窯の天井まで積み上げる。
この時、排煙用の煙道(33)の前は熱気が通過するに充分な間隔として、例えば高さ40センチ、横30センチ、手前30センチ程度を開けて積む。
また上記点火室(36)内には燃料を設置する。この燃料については、木材や炭材その他100℃程度加熱できるものであれば何でも良い。
ここで上記窯口(32)を窯口扉(42)で密閉する。そして煙道(33)の上部は割竹で蓋をし、割竹の隙間から僅かに煙がでるくらいにする。
【0016】
次いで上記燃料に点火すると共に窯口扉(42)の第1の空気孔(40)より少し空気を供給する。この場合は上記第1の空気孔(40)の下半分を閉ざしておくなどの工夫が必要である。この結果加熱された空気は図15の実線矢印(S)のように点火室(36)の床部分(37)の上面から仕切壁(35)に当って上昇し炭化室(31)の天井(44)に当り、該天井(44)が湾曲状となっていることからこの天井(44)の近傍を伝わって仕切壁(35)の上方に設けた間隔を通り煙道(33)方向に流れる。
【0017】
さらにこの熱風は炭化室(36)の背面の壁に突き当たり下降して炭化室(31)の床面(37)の近傍から点火室(36)方向に向うことになる。いま炭化室(31)内には多数の素材(ロ)が並設されているからこの熱風は各素材(ロ)間を通って炭化室(31)の天井(44)方向に流れることになる。
【0018】
この工程は図19にあって燻煙期(X)と呼ばれるもので、前述のように素材(ロ)の乾燥工程である。即ち、炭化室(31)内が空気の流れによって酸欠の状態となる。そして炭化室(31)内の蒸気と燃料の煙を含んだ熱風が自然対流を誘発させ、炭化室(31)内の温度が20℃程度から50℃程度に上昇する。なおこの50℃とは以下もそうであるが、上記のように煙道(33)の近傍における温度であって実際の炭化室(31)の温度は約150℃にもなる。この結果この熱風が各素材(ロ)間を通過する過程で、その温度(材温)が上昇し、素材(ロ)(b)表面から水分が蒸発する。
【0019】
この時、炭化室(31)内は、前述の通り煙道(33)の上部を割竹で蓋をし、割竹の隙間から僅かに煙がでるくらいにしてほぼ密封された状態にあるため飽和蒸気で満たされ上記熱風の対流が続けられるが、絶対に煙突口温度を50℃以上に上げないことが肝要であり、点火室(36)の焚き口も昼夜オキが絶えない程度に煉瓦等で蓋をして強く燃えないように注意する。
この燻煙熱処理の期間は4日間、100時間程度続けることが肝要で斯く成すことによって素材(ロ)は充分乾燥されるのである。なお、炭化室(31)内には上記のように仕切壁(35)が設けられている。その理由は以下の工程でも共通して言えることだが、点火室(36)内で燃焼している燃料の火が素材(ロ)に直接触れ、あるいは点火室(36)に近い素材(ロ)だけが高温とならないよう配慮したもので、これは産出される製品を灰化させない効果がある。
【0020】
また特にこの燻煙期(X)にあっては特に低温で比較的長い時間かけて素材(ロ)を乾燥させるものであって、上記のように熱風の対流は炭化室(31)の上記仕切壁(35)と煙突(33)側の内壁との間で行われるため、多数の素材(ロ)その外周全てにほぼ平均的な温度の加熱が行われるよう配慮したものである。さらのこのことは以下の工程でも言えることだが上記炭化室(31)の水平断面形状が「卵」形をなしているから、この熱風は炭化室(31)の全体に広がることになる。而して、このように各素材(ロ)は平均した乾燥がなされることになるから、以下竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きした筒状若しくは半割り状の「半焼き炭」に生成させる工程にあっても所謂「むら」のない平均した製品が得られるのである。
【0021】
さらに炭化室(31)内の床面(37)には敷材(38)が敷設させている。その理由は以下の工程でも共通していえることだが、その最大の効果はこの床面(37)からの熱の放出を防ぎ熱効率を高めたことである。また、従来の木片や金網を敷設した場合素材(ロ)の末端即ち上記木片や金網と素材(ロ)が接している部分が炭化されなかったなどの欠点があった場合と異なり、敷材(38)を敷設した場合該敷材(38)とこれに載置した素材(ロ)間に隙間が生じ素材(ロ)の末端部分にも充分熱が伝えられ以後の工程で均一な炭化がなし得るのである。
【0022】
次いで上記燃料の燃焼を中止させると、炭化室(1)内で飽和状態にあった蒸気は徐々に煙道(33)から排出され、この状態から20乃至30時間かけてゆっくり30℃〜40℃に戻す。この工程は冷却期(Y)と呼ばれるもので素材(ロ)中の「リグニン」は水分の存在下で熱軟化を起こし、既存の内部応力の緩和が生ずると考えられる。しかしその後の緩やかな温度下降で素材(ロ)の温度が下がり再び「リグニン」の硬化が始まる。この結果素材(ロ)はその水分が充分除去され乾燥され「半焼き炭」にするのに最も適した「中間処理素材」が得られるのである。
【0023】
このように、四日間あぶると焚木の投入口から窯の中を見ると竹の表面にヘミセルロースが分解して赤黒く茶褐色になっており、燻煙熱処理の完成である。
そこで、焚き口、煙突口を土で塗りつぶして密閉し、前記冷却期(Y)として窯を一晩冷やしてから半焼き製品を取り出す。これらは竹材に切断・割り・切削・穿孔等の造形加工を施して、予め所望の形状にして更に各角部や節突部を面取り仕上げ後、竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きにし、竹材の表皮と内皮との間の肉質部は、脱水状態の導管を生成した白色系に保持してなる半焼き炭の生成製品が取り出せるものである。そして、造形加工も予め終了しているので煤をふき取る程度に布等で磨きをかけると茶褐色で光沢のある燻しの香ばしい香りのする半焼き生成品が現出するものである。
【0024】
尚、単純形状の筒状や割竹等で通常の竹炭生成を行う場合は、本発明の窯を用いて敷材(38)の上に素材を積み上げて下記の手順で行う。
燻煙乾燥 四日間 煙道温度摂氏 50度 窯の中は摂氏150度。
焼成・精錬 二日間 煙道温度摂氏400度 窯の中は摂氏700〜800度。
冷却 二日間 完全炭化状態にする。
従って、前記冷却期(Y)の冷却工程が完了した時再び燃料を窯口扉(32)の燃料投入口(43)から投入するなどして点火させるも、この点火期(Z)に於いては炭化室(31)の温度を約2時間で40℃乃至50℃から90℃乃至110℃程度に急激に上昇させる。この場合炭化室(31)内にはその空気孔(40)より酸素を勢いよく供給し燃料は炎となって図1の矢印(S)のように流れこの対流効果によって素材(ロ)(ロ)はほぼ均一に燃焼され短時間で自発炭化温度に押し上げられるものである。
【0025】
このように全体の工程からみて比較的に短時間のうちに高温の状態とさせることは、以後の炭化期の工程等にあって灰化されるようなことなくかつ未炭化部分の発生を防止するなど素材(ロ)の均一な炭化を促し、製品の縦方向のヒビ割れを防止する効果がある。
【0026】
この工程が完了したなら、更に燃焼を続け煙道(33)温度400℃、炭化室(31)の温度を700℃乃至800℃で40乃至50時間かけて上昇させる。この工程は炭化期(D)と言われる工程で、素材(ロ)は赤熱状態となって炭化が完了する。この素材(ロ)を炭化させる炭化期(D)と続いて行われる精練期(E)の工程にあっては特に炭化室(31)に供給する空気の供給方法と手段が重要なポイントとなる。即ちいかに少ない燃料で効率よく炭化室(31)の温度を上昇させ、かついかに素材(ロ)の全てに平均した熱風を対流の状態で供給できるかである。
【0027】
このため炭化期(D)と特に次の精練期(E)にあっては、上記の炭化室(31)に多量の空気(酸素)を送り込む必要がある。この為には上記閉ざされて精練口(45)の下半分を開放させ、図1の点線矢印(a)のように外気を直接炭化室(41)へと供給することによって炭化室(31)を高温とすることができたのである。
【0028】
【発明の効果】
以上説明した本発明によると、次のような効果を奏する。
請求項1、請求項2、請求項3に記載の発明によれば、表皮を有する自然のままの竹材を予め造形加工した後で加熱煙で燻焼し、造形加工した竹材の表面及び内皮を茶褐色系に燻らせる煤竹状の竹材薫製工芸品に関し、これらに適する製品を得ることができたのである。このようにすると、完全に炭化したものに比べて強度が大きく、衝撃等による破損の恐れが少なく長期に亘って使用が可能で、寿命が完全炭化のものに比べて長くなる。かつ茶褐色系に燻らせる煤竹状の色合いと燻しの香りが非常に爽やかな快感を生じさせるので、観賞用のインテリア装飾品として好適である。
【0029】
請求項4、請求項5、請求項6に記載の発明によれば、茶褐色系に燻らせる煤竹状の色合いと燻しの香りが非常に爽やかな快感を生じさせると共に、エアープランツ等の観賞植物を栽培することにより更に癒し効果を増大できる観賞用のインテリア装飾品として好適である。
【図面の簡単な説明】
【図1】筒状半焼き炭の斜視図である。
【図2】図1の断面図である。
【図3】半割状の半焼き炭の割面を上向きにした斜視図である。
【図4】図3の割面を下向きにした斜視図である。
【図5】図3の小口を示す要部の斜視図である。
【図6】図3の小口を示す要部の斜視図である。
【図7】エアープランツの栽培状況を示す使用状態斜視図である。
【図8】筒状の半焼き炭を示す斜視図である。
【図9】竹筒の途中を削設して開口部を設けた半焼き炭の斜視図である。
【図10】竹筒の上部を斜めに削って開口部を設けた半焼き炭の正面図である。
【図11】図10の側面図である。
【図12】半割状の半焼き炭の割面を上向きにした斜視図である。
【図13】図11を用いて栽培状況を示す使用状態斜視図である。
【図14】四角状の観賞鉢を示す斜視図である。
【図15】図13の平面視方向の鳥瞰図である。
【図16】竹材を半焼き炭に生成用する炭窯の概略側断面図である。
【図17】図15の外観正面図である。
【図18】図15の要部を示す概略平面図である。
【図19】素材を薫製・炭化させる過程を示したグラフ図である。
【符号の説明】
1 真竹等の筒状竹材から得られた半焼き生成品
4 孟宗竹等の竹材4を半割り状にして得られた半焼き生成品
a エアープランツ(観賞用植物)
20 観賞用の鉢
30 炭焼き用土窯
Claims (6)
- 竹材の表皮側及び内皮側を茶褐色系の煤竹状に燻し焼きした筒状若しくは半割り状の半焼き炭からなることを特徴とする竹材薫製工芸品。
- 竹材に切断・割り・切削・穿孔等の造形加工を施して、予め所望の形状にして後、竹材の表皮側及び内皮側を煤竹状に燻し焼きしたことを特徴とする請求項1記載の竹材薫製工芸品。
- 竹材の表皮と内皮との間の肉質部は、脱水状態の導管を生成した白色系に保持してなることを特徴とする請求項1〜2のいずれか1項に記載の竹材薫製工芸品。
- 竹材は、底になる部分の節を備えた比較的小径の筒状のものを用いて、開口部にエアープランツ等の観賞植物を挿入したことを特徴とする請求項1〜3のいずれか1項に記載の植物の栽培方法。
- 竹材は、節を残して半割りにした竹面に穿孔等の造形加工を施したものを用いて、竹材の表皮側を上面にした状態で穿孔部に観賞植物を配置したことを特徴とする請求項1〜4のいずれか1項に記載の植物の栽培方法。
- 半割りにした竹材に形成した穿孔部に筒状の竹材を位置せしめ、該筒状竹材にエアプランツ等の観賞植物を活けたことを特徴とする請求項1若しくは請求項2、3記載の竹材薫製工芸品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003052529A JP2004261995A (ja) | 2003-02-28 | 2003-02-28 | 竹材薫製工芸品及びそれを用いた植物の栽培方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003052529A JP2004261995A (ja) | 2003-02-28 | 2003-02-28 | 竹材薫製工芸品及びそれを用いた植物の栽培方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004261995A true JP2004261995A (ja) | 2004-09-24 |
Family
ID=33117381
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003052529A Pending JP2004261995A (ja) | 2003-02-28 | 2003-02-28 | 竹材薫製工芸品及びそれを用いた植物の栽培方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004261995A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010000122A (ja) * | 2008-06-18 | 2010-01-07 | Makoto Dobashi | 一輪挿しの花器セット |
| KR101150224B1 (ko) | 2009-10-28 | 2012-06-12 | 황의식 | 친환경 식물재배장치 |
| CN105075826A (zh) * | 2015-08-21 | 2015-11-25 | 江苏农林职业技术学院 | 一种促进空气凤梨生长的结合镁肥施用的光照管理方法 |
| CN105104138A (zh) * | 2015-08-21 | 2015-12-02 | 江苏农林职业技术学院 | 一种促进空气凤梨生长的光照管理方法 |
| CN105248188A (zh) * | 2015-11-21 | 2016-01-20 | 江惠贤 | 一种具有流水景观的花盆 |
| CN105284583A (zh) * | 2015-11-26 | 2016-02-03 | 江惠贤 | 一种多功能具有流水景观的花盆 |
-
2003
- 2003-02-28 JP JP2003052529A patent/JP2004261995A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010000122A (ja) * | 2008-06-18 | 2010-01-07 | Makoto Dobashi | 一輪挿しの花器セット |
| KR101150224B1 (ko) | 2009-10-28 | 2012-06-12 | 황의식 | 친환경 식물재배장치 |
| CN105075826A (zh) * | 2015-08-21 | 2015-11-25 | 江苏农林职业技术学院 | 一种促进空气凤梨生长的结合镁肥施用的光照管理方法 |
| CN105104138A (zh) * | 2015-08-21 | 2015-12-02 | 江苏农林职业技术学院 | 一种促进空气凤梨生长的光照管理方法 |
| CN105248188A (zh) * | 2015-11-21 | 2016-01-20 | 江惠贤 | 一种具有流水景观的花盆 |
| CN105284583A (zh) * | 2015-11-26 | 2016-02-03 | 江惠贤 | 一种多功能具有流水景观的花盆 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1021791C (zh) | 具有改进包裹物的吸烟制品 | |
| JP2004261995A (ja) | 竹材薫製工芸品及びそれを用いた植物の栽培方法 | |
| KR20160001393A (ko) | 보온성, 통기성, 방부성, 해독 및 정화능력이 뛰어난 전통 옹기용 유약 조성물 | |
| CN104605305A (zh) | 一种规模化糊辣椒面的生产方法 | |
| JP6221171B2 (ja) | 燃焼用木質材料の着火及び初期燃焼の促進方法 | |
| CN109730262A (zh) | 一种腊肉的制作方法 | |
| Harrington | Catawba potters and their work | |
| JP2011250735A (ja) | 魚節の製造方法 | |
| JP2002301705A (ja) | 竹材燻製工芸品の製造法 | |
| JPH10128709A (ja) | 竹材の加工炉と加工製品 | |
| US20030084605A1 (en) | Flaming flower rose, flaming flower cone, chiminea and chimney chum and chimney chum wrap firestarters | |
| JPH07265009A (ja) | 竹の塩の製造方法および竹の塩製造用窯 | |
| JP3106161U (ja) | 煤竹又は煤木材の製造装置 | |
| KR100906363B1 (ko) | 무연쑥뜸 제조방법 | |
| KR100300133B1 (ko) | 토기의 제조방법 및 장치 | |
| KR102157532B1 (ko) | 대나무 장식패널 및 그 제작방법 | |
| KR102766505B1 (ko) | 반탄화된 열처리목을 이용한 친환경 diy 참숯 및 이의 제조 방법 | |
| CN207707499U (zh) | 煮鬃毛锅灶 | |
| KR20220057342A (ko) | 내구성을 향상시킨 제주옹기 및 그 제조방법 | |
| KR100997822B1 (ko) | 통나무의 열처리방법 | |
| Buczyńska et al. | Homely Memory of a Farmstead: Miodusy-Litwa Village Case. | |
| JP2007131746A (ja) | 竹の乾留方法 | |
| CN214782923U (zh) | 一种用于制作烟熏剪纸的烟熏箱 | |
| JPH08109383A (ja) | 竹炭の製造装置とその製法 | |
| KR20240040875A (ko) | 식물을 이용한 숯공예품 제조방법 |