JP2004256267A - シート体の集積搬送方法及び集積搬送装置 - Google Patents
シート体の集積搬送方法及び集積搬送装置 Download PDFInfo
- Publication number
- JP2004256267A JP2004256267A JP2003050630A JP2003050630A JP2004256267A JP 2004256267 A JP2004256267 A JP 2004256267A JP 2003050630 A JP2003050630 A JP 2003050630A JP 2003050630 A JP2003050630 A JP 2003050630A JP 2004256267 A JP2004256267 A JP 2004256267A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- guide
- bundle
- paper
- width direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Abstract
【解決手段】集積搬送装置50では、切断装置20によって生産されるペーパー12をトレイ62のそれぞれに傾斜した状態で集積する。このときに、ペーパー12のそれぞれを立壁とストッパ74に当接させることにより、均一に揃える。集積したペーパーの束12Aは、押圧アーム102に押圧されてガイド溝64に沿って整列コンベア56へ搬送される。このときに、ペーパーの束は、側壁94に接触しながら移動することにより、幅方向にズレが生じるのを防止され、ストッパ170に当接することにより搬送ベルト162上に整列された状態で載置される。
【選択図】 図3
Description
【発明の属する技術分野】
本発明は、ロール状のシート材を所定長さに切断して略矩形形状に形成したシート体を集積し、集積したシート体の束を次工程へ供給可能に搬送するシート体の集積搬送方法及びシート体の集積搬送装置に関する。
【0002】
【従来の技術】
多数枚のシート体を形成する時には、所定幅のウエブを一定長さずつ切断するか、広幅のウエブを所定幅で裁断した後に、裁断したそれぞれのウエブを一定長さずつに切断する。
【0003】
これにより、インクジェット用紙、Lサイズ、はがきサイズなどの各種サイズのペーパー、印画紙、写真フィルムなどのシート体が得られる。
【0004】
ところで、このようなシート体は、所定枚数ずつ集積され、集積されたシート体の束が、包装工程などへ運ばれて包装処理される。このとき、集積されたシート体の束が、手作業で台車等に載せられて搬送される。
【0005】
ここから、集積されたシート体を搬送テーブル上に載置して、このシート体の束の端部を、把持爪などによって把持して持ち上げ、この把持爪に沿って移動することにより、シート体の束を搬送して、次工程へ受け渡す方法が提案されている(例えば、特許文献1参照。)。
【0006】
また、上記提案では、把持爪によってシート体の束の端部を持ち上げたときに、最下層のシート体と搬送テーブルの上面の間へエアを供給することにより、シート体が搬送テーブルに貼り付いてしまうのを防止しながら、シート体の束を円滑に所定位置まで搬送できるようにしている。
【0007】
【特許文献1】
特開平5−39140号公報
【0008】
【発明が解決しようとする課題】
しかしながら、シート体の束を把持爪等によって把持して搬送するときにおいても、シート体を均一に揃えて集積する必要があるが、切断手段によって切断したシート体を落下させて集積するときには、シート体同士が貼り付いたり、逆にシート体同士の間に入り込んだ空気によるすべりなどが生じ、シート体が不揃いとなってしまう。
【0009】
また、シート体の束の一つ一つを把持爪などによって把持して搬送する方法では、極めて搬送効率が低く、多数のシート体の束が連続して生産される時には、シート体の搬送が追いつかないことがある。
【0010】
本発明は上記事実に鑑みてなされたものであり、集積したシート体の束を均一に揃えて円滑に搬送することができるシート体の集積搬送方法及び集積搬送装置を提案することを目的とする。
【0011】
【課題を解決するための手段】
上記課題を解決するための本発明のシート体の集積搬送方法は、所定サイズの略矩形形状に加工されて集積部に送り込まれるシート体を集積して、集積したシート体の束を集積部から送出すシート体の送出し方法であって、少なくとも前記集積部からの搬送方向と直交する幅方向一端が低くなるように水平方向に対して傾斜させたガイド板上に前記シート体を載置するときに、該シート体の幅方向の端部を前記ガイド板の傾斜の下方側に立設している立壁に当接させると共に、搬送向側に略上下方向に移動可能に配置した停止板に前記シート体の搬送方向側の端部を当接させて集積し、集積した前記シート体の束の前記搬送方向と反対側の端部に対向する押圧部材を搬送方向へ移動することにより、前記シート体の束を集積部から搬送する、ことを特徴とする。
【0012】
この発明によれば、傾斜させたガイド板上にシート体を載置するときに、シート体の幅方向の一端側を立壁に当接させると共に、搬送方向側が停止板に当接するようにして集積する。集積したシート体の束を搬送するときには、停止板を上昇させて、搬送方向と反対側の端部に対向する押圧部材を搬送方向側へ移動する。
【0013】
これにより、シート体の束の搬送方向と幅方向を揃えた状態を保持させながら、シート体の束を搬送することができる。
【0014】
このような本発明のシート体の集積搬送方法では、前記搬送方向側が低くなるように水平方向に対してさらに傾斜させるて前記シート体を集積することが好ましく、これにより、シート体の幅方向及び搬送方向を均一に揃えて集積することができる。
【0015】
さらに、本発明のシート体の集積搬送方法では、前記シート体の幅方向の端部が摺接可能なガイドを前記集積部からの搬送方向に沿って設け、前記シート体の幅方向の端部を前記ガイドに摺接させながら前記シート体の束を移動させることが好ましく、これにより、押圧部材によって押圧されて移動するシート体の束が乱れてしまうのを確実に防止することができる。
【0016】
このような本発明を適用する集積搬送装置は、幅方向に沿って所定間隔で裁断されて送り込まれる長尺のシート材を所定長さに切断することにより並行して矩形形状に加工される複数のシート体を集積部に集積して、集積したシート体の束を集積部から搬送する集積搬送装置であって、前記並行して加工される複数のシート体のそれぞれに対向して設けられ、幅方向の一端側及び前記搬送方向側が低くなるように傾斜した状態で前記シート体を載置可能なガイド板と、それぞれの前記ガイド板の前記幅方向に一端側に設けられて前記シート体の幅方向の端部が当接する立壁と、前記ガイド板のそれぞれの前記搬送方向側にガイド板の上面に対して接離可能に設けられ、ガイド板に接近した状態で前記シート体の搬送方向側の端部が当接する停止板と、前記ガイド板上に集積された前記シート体の前記搬送方向と反対方向側の端部に対向し、前記停止板を前記ガイド板の上方へ離間させた状態で押圧部材を搬送方向側へ移動することにより、シート体の束を搬送方向へ移動する押圧移動手段と、を含むことを特徴とする。
【0017】
この発明によれば、シート体の搬送方向側及び幅方向の一端側が低くなるように傾斜させたガイド板上にシート体を載置して集積する。このときに、シート体の幅方向の一端側を立壁に突き当てて幅方向を揃えると共に、搬送方向側を停止板に当接させて揃える。集積したシート体の束を取出すときには、停止板を退避させて、押圧部材によって搬送方向側へ向けて押圧して移動する。
【0018】
これにより、シート体の束を、幅方向及び搬送方向に揃えた状態で搬送することができる。
【0019】
請求項5に係る集積搬送装置は、それぞれの前記ガイド板の搬送方向側に、シート体の幅方向の両側に対で配置されて、前記押圧移動手段によって前記シート体の束が移動されるときに、一方の側壁にシート体の幅方向の一端を摺接させながら案内するガイド溝を形成するガイド部材を設けていることを特徴とする。
【0020】
この発明によれば、ガイド板上から搬送するシート体の幅方向の一端側をガイド部材に形成している側壁に摺接させながら移動させる。
【0021】
これにより、搬送方向側と共に、幅方向を揃えた状態でシート体を移動させることができる。
【0022】
また、請求項6に係る発明は、前記ガイド部材の前記シート体載置面が、前記シート体の幅方向の傾斜を緩めるように幅方向及び搬送方向に傾斜されていることを特徴とする。
【0023】
さらに、請求項7に係る発明は、前記シート体の束のそれぞれを載置して所定方向へ移動することによりシート体の束を搬送する搬送ベルトと、前記押圧移動手段によって前記ガイド溝の間から前記搬送ベルト上に送り込まれる前記シート体の束のそれぞれを、搬送ベルト上の所定位置に停止させる停止手段と、を備えたコンベアが前記ガイド部材の搬送方向側に配置されていることを特徴とする。
【0024】
請求項6に係る発明では、シート体の束がガイド溝に沿って移動するときに、幅方向に沿った傾斜が徐々に戻され、略水平状態でガイド溝内を搬送されて送り出される。これにより、コンベアなどによって搬送することが可能となる。
【0025】
また、請求項7に係る発明では、コンベアに停止手段を設け、ガイド溝内を搬送されて搬送ベルト上に送り出されるシート体の束の搬送方向側の先端を、搬送ベルト上の所定位置に停止させる。これにより、シート体の束を整列させた状態によってさらに搬送することができる。
【0026】
このような本発明の集積搬送装置では、前記長尺のシート材の長手方向が、前記シート体の長手方向となるように切断されて前記ガイド板上に送り込まれるときに、該シート体の長手方向が前記搬送方向となるように搬送する。
【0027】
すなわち、本発明の集積搬送装置で集積されて搬送されるシート体は、例えばシート材がロール状に巻かれたウエブなどであるときに、シート体の長手方向がウエブの長手方向となるように切断されたものとなっている。
【0028】
【発明の実施の形態】
以下、図面を参照して本発明の実施の形態を詳細に説明する。図1には、所定サイズのシート体を形成する加工システムの一例を示している。この加工システム10では、送出し装置16、裁断装置18及び切断装置20を備えている。
【0029】
加工システム10では、シート材として、例えば原反14が送出し部16に装填されることにより、この原反14から引出したウエブ14Aを、所定サイズのシート状(以下「ペーパー12」とする)に加工する。このウエブ14A(原反14)としては、インクジェット用紙を用い、Lサイズやはがきサイズ等の各種サイズのペーパー12を生産する。なお、シート材としては、インクジェット用紙に限らず各種の記録用紙、印画紙やフィルムなどの写真感光材料などを用いることができる。
【0030】
送出し装置16には、複数のパスロール24A、24B、24C、24D、24E、24F、24Gが設けられており、原反14から引出されたウエブ14Aは、パスロール24A〜24Gのそれぞれに順に巻き掛けられる。なお、送出し部16では、原反14から引出したウエブ14Aの巻癖を除去しながら、このウエブ14Aを裁断装置18へ送り込むようになっている。
【0031】
裁断装置18には、スリット刃26、28がウエブ14Aの搬送路を挟んで上下に対で配置されており、パスロール24Gに巻き掛けられたウエブ14Aは、スリット刃26、28に挟持される。また、スリット刃26、28の下流側(矢印A方向側)には、一対のフィードロール30が配設されており、このフィードロール30にウエブ14Aが挟持される。
【0032】
このフィードロール30は、図示しない駆動手段の駆動力によって回転駆動してウエブ14Aを送り出す。これにより、ウエブ14Aは、原反14から引出されながら裁断装置18へ向けて搬送されると共に、裁断装置18から送り出される。
【0033】
スリット刃26、28は、ウエブ14Aの幅方向に沿った所定位置に対向しており、図示しない駆動手段の駆動力によって回転駆動して、フィードロール30によって搬送されるウエブ14Aにスリット目32(図2参照)を入れることにより所定幅で裁断(スリット)する。なお、裁断装置18には、少なくとも一対のスリット刃26、28が設けられていることにより、原反14から引出したウエブ14Aを2条以上にスリットするようになっている。
【0034】
なお、送出し装置16には、ウエブエッジコントロールセンサ34が設けられており、このウエブエッジコントロールセンサ34によって検出するウエブ14Aの幅方向の端部が、一定位置を通過するように原反14の軸線方向に沿った位置を制御し、スリット刃26、28によってウエブ14Aの幅方向の一定位置をスリットできるようにしている。
【0035】
切断装置20には、一対のフィードロール36が設けられており、このフィードロール36とフィードロール30の間に、パスロール38A、38B、38Cが配置されている。フィードロール30から送り出されたウエブ14Aは、パスロール38A〜38Cに巻き掛けられていることにより搬送されて、フィードロール36に挟持される。
【0036】
このフィードロール36は、図示しない駆動手段の駆動力によって回転駆動してウエブ14Aを一定量ずつ送り出す。このとき、例えばパスロール38Bを、ウエブ14Aの搬送路の長さを伸縮する方向へ移動することにより、ウエブ14Aに一定の張力を付与して弛みが生じないようにしている。
【0037】
切断装置20には、フィードロール36の下流側(図1の紙面左方向側)にカット刃40と、このカット刃40に対向する下刃42が設けられている。ウエブ14Aは、フィードローラ36によってカット刃40と下刃42の間へ送り込まれる。
【0038】
カット刃40は、下刃42との間から所定量のウエブ14Aが送り出された状態で下刃42へ向けて下降することにより、下刃42との間でウエブ14Aを挟んで、ウエブ14Aを幅方向に沿って切断する。
【0039】
加工システム10では、スリット刃26、28でウエブ14Aにスリット目32を形成することにより所定幅にスリットすると共に、カット刃40によってウエブ14Aを所定長さに切断することにより、所定サイズのシート状に加工してペーパー12を形成する。
【0040】
すなわち、図2に示すように、加工システム10では、送出し装置16に装填された原反14からウエブ14Aを引出し、裁断装置18に設けている複数対のスリット刃26、28によってウエブ14Aを所定幅にスリットし、この所定幅にスリットしたウエブ14Aのそれぞれを、切断装置20に設けているカット刃40によって幅方向に沿って切断してペーパー12を生産する。
【0041】
このときに、裁断装置18では、ペーパー12の長手方向と直交する方向である幅方向に沿ったサイズでウエブ14Aを裁断し、切断装置20では、ペーパー12の長手方向に沿ったサイズで切断することにより、ペーパー12の長手方向がウエブ14Aの長手方向となるようにし、このペーパー12を例えばプリンタ(インクジェットプリンタ)等に装填したときに、ペーパー12に巻き癖が残っていたときにも、ペーパー12への円滑な印刷処理が可能となるようにしている。
【0042】
なお、本実施の形態では、一例として6対のスリット刃26、28を設けて6本のスリット目32を形成することにより、ペーパー12を7枚ずつ生産するようにしているが、ペーパー12の生産枚数は、これに限るものではない。
【0043】
次に、加工システム10によって生産されるペーパー12の集積及び集積したペーパー12の搬送を説明する。
【0044】
図2及び図3に示すように、加工システム10には、切断装置20の下流側に、本発明を適用した集積搬送装置50が設けられている。この集積搬送装置50は、集積部52及び搬送部54を備えている。図1から図3に示すように、この集積部52は、切断装置20の下流側に隣接して配置されている。なお、以下では、ウエブ14Aの搬送方向をペーパー12の長手方向(矢印L)とし、この搬送方向と直交する方向をペーパー12の幅方向(矢印W方向)として説明する。
【0045】
図3に示すように、集積搬送装置50では、切断装置20によって所定サイズに切断されたペーパー12を集積部52で集積する。また、集積搬送装置50の下流側には、整列コンベア56が設けられており、搬送部54は、集積部52で所定枚数のペーパー12を集積して形成したペーパー12の束12Aを、整列コンベア56へ向けて移動させ、この整列コンベア56から包装工程などの次工程へ送出すようにしている。
【0046】
ここで、図4乃至図8を参照しながら集積搬送装置50を説明する。
【0047】
図6及び図7に示すように、集積搬送装置50は矩形箱体形状に組まれたフレーム60を備えている。図4に示すように、このフレーム60の上部(図4の紙面上方側)に集積部52及び搬送部54が形成されている。
【0048】
図3及び図5に示すように、集積部52には、切断装置20(図5では図示省略)によって並行して生産されるペーパー12の数に合せたトレイ62が形成されている。また、図7に示すように、搬送部54には、トレイ62のそれぞれに合せてガイド溝64が形成されている。なお、トレイ62及びガイド溝64の基本的構成は同じであり、以下では主に一組のガイド部62及びガイド溝64について説明する。
【0049】
図4、図5及び図7に示すように、トレイ62には、ガイド板66、68が、所定の間隔を隔ててペーパー12の幅方向に沿って対で配置され、ブラケット70(図4及び図5参照)を介してフレーム60に取付けられて形成されている。ペーパー12は、トレイ62に落下することにより、ガイド板66、68に跨って支持される。
【0050】
図4に示すように、ガイド板66、68のそれぞれは、搬送部54側が低くなるように傾斜され、かつ、図5に示すように、ガイド板66、68の間では、ガイド板66側が低くなるように略平行に傾斜されている。
【0051】
また、図5及び図7に示すように、ガイド板66と、このガイド板66に隣接するトレイ62側のガイド板68の間には立壁72が設けられている。
【0052】
これにより、ペーパー12は、ガイド板66、68に支持されるときに、搬送部54側で幅方向の一端側が最も低くなるように傾斜される。このときに、ペーパー12の幅方向の一端側が立壁72に当接することにより、ペーパー12は幅方向が揃えられる。これと共に、ペーパー12は、幅方向に隣接するペーパー12と重なり合うのが防止されている。
【0053】
一方、図4及び図5に示すように、集積部52には、トレイ62の上方側に停止板としてストッパ74が設けられている。図5に示すように、ストッパ74は、略帯板状に形成され、幅方向が略上下方向に沿い、長手方向がペーパー12の幅方向に沿うようにして、ガイド板66、68の搬送部54(図5の紙面手前)側の所定位置に対向して配置されている。
【0054】
このストッパ74は、トレイ62に対向する幅方向の端部に、ガイド板66、68の上面の傾斜に沿うように切欠き76が形成されており、これにより、略ノコギリ刃状となっている。
【0055】
図4及び図5に示すように、フレーム60には、ペーパー12の幅方向に沿った両側に支柱78が立設されている。一対の支柱78の上端部には、支持バー80が掛け渡されている。この支柱バー80には、長手方向の中間部にエアシリンダ82が設けられている。
【0056】
エアシリンダ82は、ロッド82Aを略下方へ向けた状態で支持バー80に取付けられている。このロッド82Aの先端には、ストッパ74の上端部が連結されており、これにより、ストッパ74が支持されている。
【0057】
また、支柱78のそれぞれには、ガイドシャフト84が上下方向に沿って配置されている。また、ストッパ74には、長手方向の両端部にスライダ86が取付けられており、このスライダ86がガイドシャフト84の軸方向に沿って移動可能に係合している。
【0058】
これにより、エアシリンダ82のロッド82Aが伸縮すると、ストッパ74は、このロッド82Aの伸縮に応じてガイド板66、68の上面に対する接離方向である略上下方向に移動する。
【0059】
ここで、エアシリンダ80のロッド80Aが収縮している状態では、ストッパ74がトレイ62(ガイド板66、68)の上方へ移動しており、これにより、トレイ62がガイド溝64に連続し、ガイド板66、68上に落下したペーパー12がガイド溝64へ向けて移動可能となる。
【0060】
また、ストッパ74は、エアシリンダ82のロッド82Aが伸張されることにより下方移動して、ガイド板66、68の上面に接近し、トレイ62とガイド溝64を区切る。これにより、トレイ62に落下してガイド板66、68に掛け渡されるペーパー12は、長手方向の先端がストッパ72に当接して、下方移動が阻止される。
【0061】
集積部52では、ストッパ74を下降させてペーパー12を集積するようになており、このときに、ペーパー12の長手方向の先端がストッパ74に当接することにより、略均一に揃えられる。すなわち、集積部52に形成しているトレイ62では、ペーパー12の幅方向の一端側を立壁72に当接させ、ペーパー12の長手方向の一端側をストッパ74に当接させることにより、ペーパー12の長手方向及び幅方向を揃えながら集積するようにしている。また、トレイ62に集積されたペーパー12は、ストッパ74が上昇することにより、ガイド板66、68の傾斜に沿ってガイド溝64側へ落下可能となる。
【0062】
なお、本実施の形態では、ストッパ74を上下方向に移動させるようにしたが、これに限らず、例えば、ペーパー12を載置するガイド板66、68の上面に対して略垂直となる方向に沿って移動するものであっても良い。
【0063】
一方、図7に示すように、ガイド溝64は、ペーパー12の幅方向に沿って対で配置されているガイド部材88によって形成されている。ガイド部材88は、トレイ62と整列コンベア56を連結するようにペーパー12の長手方向に沿って配置されている。ガイド部材88のそれぞれには、ペーパー12の幅方向に沿った一端側にガイド部90が形成され、他端側にガイド部92が形成されている。ガイド溝64は、このガイド部90、92が、ペーパー12の幅方向に沿って所定の間隔を隔てて配置されることにより形成されている。
【0064】
ガイド部材88には、ガイド部90、92の間に側壁94が形成されている。すなわち、ガイド部材88は、側壁94を挟んでガイド部90、92が形成されている。
【0065】
ガイド部90は、上面側がガイド板66側から徐々に低くなるように傾斜され、ガイド部92は、上面側がガイド板68側から徐々に低くなるように傾斜されており、側壁94は、このガイド部90、92の間に形成されている。
【0066】
ペーパー12の長手方向に沿ったガイド部90、92の上面の傾斜は、ガイド板66、68の上面の傾斜よりも緩やかになっており、また、ガイド部90、92の上面の傾斜は、ガイド板66、68側(トレイ62側)でさらに緩やかになっており、これにより、トレイ62からペーパー12が滑り落ちたときに、このペーパー12がガイド部90、92側に達することにより停止するようにしている。
【0067】
また、ガイド部90、92の上面側は、整列コンベア56側で略同じ高さで水平となっているが、ペーパー12の長手方向に沿った中間部では、ガイド部92側がガイド部90側より高くなており、この部分では、互いの上面を結ぶ線が直線状となるように傾斜されている。
【0068】
すなわち、ガイド部90、92の上面は、トレイ62側では、ガイド板66、68の上面に合せて傾斜されているが、整列コンベア56側へ向けてこの傾斜が徐々に緩められて、整列コンベア56の近傍で水平となっている。
【0069】
また、ガイド溝64の幅であるガイド部材88の側壁94の間隔は、ガイド部90、92の上面の、幅方向に沿った傾斜の戻りに合せて徐々に広げられて、整列コンベア56側の端部で、集積するペーパー12の幅寸法よりも広くなっている。
【0070】
これにより、トレイ62に集積された所定枚数のペーパー12の束12Aは、トレイ62からガイド溝64内を整列コンベア56側へ移動されることにより、ペーパー12の幅方向に沿った傾斜が徐々に戻される。
【0071】
このときに、ガイド部材88に側壁94を形成していることにより、ペーパー12の幅方向に沿ったズレが防止される。
【0072】
一方、トレイ62とガイド溝64の間では、トレイ62のガイド板66とガイド板68が離され、ガイド溝64を形成しているガイド部90、92が離されていることにより、ペーパー12の長手方向に沿って直線状となる溝96が形成されている。
【0073】
図4及び図5に示すように、集積搬送装置50には、フレーム60内にプッシャー100が設けられており、このプッシャー100の押圧アーム102及び支持アーム104が、この溝96内を通過するようになっている。
【0074】
図6に示すように、フレーム60内には、ガイドレール106が対で取付けられている。ガイドレール106のそれぞれは、長手方向がペーパー12の長手方向に沿って配置され、先端がフレーム60から整列コンベア56の下方へ突出されている。この一対のガイドレール106の間には、ベース板108が掛け渡されて支持されている。
【0075】
ガイドレール106の一端側には、シャフト110が配置され、他端側にはシャフト112が配置されている。シャフト110、112のそれぞれには、2個のプーリー114が取り付けられている。
【0076】
ガイドレール106の間には、無端ベルト116が対で配置されており、この無端ベルト116のそれぞれが、シャフト110のプーリー114とシャフト112のプーリー114の間に巻き掛けられている。
【0077】
図5及び図6に示すように、ベース板108には、下面(図6の紙面裏面)側に取付け部材118が取付けられており、この取付け部材118によって無端ベルト116がベース板108に固定されている。
【0078】
図6に示すように、シャフト110には、軸方向の一端側にプーリー120が取り付けられており、このプーリー120には、モータ122の駆動軸122Aに取付けられているプーリー124との間に、無端のタイミングベルト126が巻き掛けられている。
【0079】
これにより、モータ122が駆動することにより、ベース板108がガイドレール106に沿ってペーパー12の長手方向に沿って移動する。
【0080】
図5及び図6に示すように、フレーム60には、ガイドレール106の外方側にセンサレール128が、ガイドレール106と所定の間隔を隔てて平行に取り付けられている。このセンサーレール128のそれぞれには、複数の位置検出センサ130が所定位置に取付けられている。
【0081】
また、ベース板108には、所定位置にアーム134が取り付けられている。このアーム134には、先端に被検出部132が形成されており、ベース板108がガイドレール106に沿って移動することにより、被検出部132が位置検出センサ130に対向するようになっている。
【0082】
位置検出センサ130のそれぞれは、ベース板108が所定位置に移動したときに、被検出部132を検出する位置に取り付けられており、集積搬送装置50では、これらの位置検出センサ130によってベース板108の移動位置を判断しながら、モータ122の駆動/停止及び駆動力を制御するようにしている。
【0083】
一方、図5及び図6にに示すように、ベース板108には、エアシリンダ140が取付けられている。図5に示すように、このエアシリンダ140は、一対のガイドシャフト142の間にロッド144を備え、ロッド144が上方へ向けて伸張するように配置されている。
【0084】
エアシリンダ140の上方には、中間ベース146が配置されており、一対のガイドシャフト142及びロッド144の先端が中間ベース146に連結して、この中間ベース146を支持している。
【0085】
中間ベース146には、エアシリンダ148が取付けられている。エアシリンダ148は、一対のガイドシャフト150の間にロッド152が設けられ、ロッド152が上方へ向けて伸張するように配置されている。
【0086】
このエアシリンダ148の上方には、長手方向がペーパー12の幅方向に沿うように支持バー154が配置され、ガイドシャフト150及びロッド152の先端が、この支持バー154に連結されており、これにより支持バー154が上下移動可能に支持されている。
【0087】
プッシャー100には、一組のトレイ62とガイド溝64に対して、一組の押圧アーム102及び支持アーム104が設けられており(図5及び図7参照)、支持バー154には、溝96のそれぞれに対応する位置にこの押圧アーム102及び支持アーム104が取付けられている。
【0088】
図4に示すように押圧アーム102は、略L字形状のブラケット156に取り付けられ、整列コンベア56側へ向けられた先端部がさらに上方へ向けて折曲されており、この折曲された先端部が、ペーパー12の束12Aに対向する押圧部102Aとなっている。
【0089】
支持アーム104は、切断装置20側に向けられた先端部が、上方へ向けて折曲された略L字形状に形成されており、この上方へ向けて折曲された先端部が、ペーパー12の束12Aに対向する支持部104Aとなっている。
【0090】
図4に実線で示すように、押圧アーム102及び支持アーム104は、エアシリンダ140のロッド144及び148のロッド152を収縮させた状態では、押圧部102A及び支持部104Aが溝96内に収容されている。
【0091】
また、図4に二点鎖線で示すように、押圧アーム102及び支持アーム104のそれぞれは、エアシリンダ140のロッド144ないしエアシリンダ148のロッド152が伸張されることにより上方移動して、押圧部102A及び支持部104Aを溝64から突出させる。これにより、押圧アーム102の押圧部102A及び支持アーム104の支持部104Aが、ペーパー12の束12Aの長手方向側端部に対向可能となる。
【0092】
なお、図5に示すように、ストッパ74には、支持アーム104の支持部104Aに対向する位置に切込み158が形成されており、これにより、押圧アーム102及び支持アーム104、特に支持アーム104の支持部104Aがストッパ74と干渉してしまうのを防止している。
【0093】
プッシャー100は、通常、エアシリンダ140、148のロッド144、152を収縮させているが、ストッパ74が上昇するときに、支持アーム104の支持部104Aを、ストッパ74のガイド溝64側へ移動させて突出させる。
【0094】
これにより、ストッパ74を上昇させたときにトレイ62内に集積されているペーパー12の束12Aが支持アーム104の支持部104Aに当接し、トレイ62(ガイド板66、68)上に揃えられて集積されたペーパー12がガイド板66、68上を滑り落ちてしまって乱れてしまうのを防止している。
【0095】
この後、プッシャー100は、支持アーム104を、ペーパー12の先端部がガイド板66、68から外れる所定位置まで移動させることにより、ペーパー12の束12Aが崩れるのを防止しながら、このペーパー12の束12Aを停止させる。
【0096】
この状態で、プッシャー100は、押圧アーム102の押圧部102Aを、ペーパー12の束12Aの切断装置20側(図4の紙面左側)に対向させた状態で、押圧アーム102を、整列コンベア56側へ移動させる。これにより、ペーパー12の束12Aが、押圧アーム102に押圧されて、ガイド溝64に沿って移動する。すなわち、ペーパー12の束12Aがガイド溝64に沿って搬送される。なお、図4では、ペーパー12及び束12Aの図示を省略している。
【0097】
一方、図7に示すように、整列コンベア56には、一対の側枠160の間に案沿うベルト162が設けられている。側枠160の一方は、集積搬送装置50側に設けられており、搬送ベルト162は、図示しないモータの駆動力によってペーパー12の幅方向に沿って移動するようになっている。
【0098】
この整列コンベア56では、集積搬送装置50側の側枠160の上面と搬送ベルト162の上面が略同じ高さとなっており、この高さは、側枠160の近傍でのガイド部90、92の上面より僅かに低くなっている。また、プッシャー100の押圧アーム102は、押圧部102Aが、側枠160の上面よりも僅かに高くなっている。
【0099】
これにより、押圧アーム102に押圧されてガイド溝64内を搬送されたペーパー12の束12Aが、押圧アーム102によってガイド溝64の間から搬送ベルト162上に押し出されて、整列コンベア56に受け渡される(図4も参照)。
【0100】
整列コンベア56には、搬送ベルト162の上方側に、シャフト164が対で配置されている。シャフト164のそれぞれは、軸方向(長手方向)が、搬送ベルト162の幅方向であるペーパー12の長手方向に沿って取付られている。
【0101】
このシャフト164の間には、矩形平板状のベース板166が掛け渡されている。ベース板166には、一対のシャフト164のそれぞれに対向する位置にスライダ168が取付られており、このスライダ168が、シャフト164の軸方向に沿って移動可能に係合していることにより、ベース板166が支持されている。
【0102】
このベース板166には、停止手段として搬送ベルト162の上面に対向してストッパ170が設けられている。このストッパ170は、帯板状に形成され、長手方向がシャフト164の軸方向と直交する方向であるペーパー12の幅方向に沿い、搬送部54の各ガイド溝64のそれぞれの開口に対向するように取付けられている。
【0103】
このストッパ170は、ベース板166をシャフト164の軸方向に沿って移動することにより、搬送ベルト162の搬送部54側の端部からの距離を変えられる。
【0104】
すなわち、集積搬送装置50では、集積するペーパー12のサイズに応じて、ガイド板66、68、ガイド部材88(ガイド部90、92)及びプッシャー100(押圧アーム102及び支持アーム104)を変更すると共に、整列コンベア56のストッパ170の位置変更を行う。
【0105】
整列コンベア56では、このストッパ170の位置を、ペーパー12の長手方向の長さに合せて固定されており、搬送部54の各ガイド溝64から押圧アーム102によって搬送ベルト162上に押出されるペーパー12の束12Aが、このストッパ170に当接するようにしている。
【0106】
これにより、整列コンベア56では、ペーパー12の束12Aのそれぞれを、長手方向の先端を揃えた状態で停止させて載置するようになっている。すなわち、ペーパー12の各束12Aは、幅方向と共に長手方向が揃えられた状態で、搬送ベルト162上に並んで載置される。
【0107】
整列コンベア56は、搬送ベルト162を移動することにより、このペーパー12の束12Aを送出す。
【0108】
整列コンベア56によるペーパー12の移動方向下流側には、搬送コンベア172が配置されている。この搬送コンベア172は、図示しないモータの駆動力によって回転駆動(回転移動)する搬送ベルト174を備えており、整列コンベア56から送り込まれるペーパー12の束12Aが、この搬送ベルト174上に載置されることにより、搬送ベルト174によって搬送される。
【0109】
搬送コンベア172の搬送ベルト174の移動速度は、整列コンベア56に設けている搬送ベルト162の移動速度よりも大きく(速く)なっており、これにより、ペーパー12の束12Aは、互いの間隔が開けられて搬送ベルト174上を搬送される。
【0110】
この搬送コンベア172には、転換コンベア176が隣接して配置されており、ペーパー12の束12Aは、搬送コンベア172から転換コンベア176へ送り込まれる。なお、図3に示すように、搬送コンベア172を設けずに、整列コンベア56から転換コンベア176へ、ペーパー12の束12Aを送り込むようにしても良い。
【0111】
図8に示すように、転換コンベア176は、複数のコロローラ178を備えている。コロローラ178は、軸方向がペーパー12の長手方向に沿うように配置され、ペーパー12の幅方向に沿って所定間隔で取り付けられている。
【0112】
また、転換コンベア176には、搬送コンベア172と反対側の端部にストッパ180が設けられている。ストッパ180は、長手方向がコロローラ178の軸方向であるペーパー12の長手方向に沿って配置されている。
【0113】
コロローラ178は、図示しない駆動手段の駆動力によって回転し、搬送コンベア172から送り込まれるペーパー12の束12Aをストッパ180へ向けて移動する。これにより、転換コンベア176では、ペーパー12の束12Aをストッパ180へ当接させて停止させる。
【0114】
また、転コンベア176には、互いに隣接するコロローラ178の間から押圧部材182が突出するようになっている。それぞれの押圧部材182は、図示しない無端ベルトに取付けられており、この無端ベルトが回転駆動することにより、コロローラ178の間をコロローラ178の軸方向の一端側から他端側へ移動するようになっている。
【0115】
転換コンベア174では、押圧部材182を移動することにより、ストッパ180に当接して停止したペーパー12の束12Aを押圧して、ストッパ180に摺接させながら移動する。これにより、ペーパー12の束12Aは、次工程へ延設されいている搬送コンベア184に受け渡される。
【0116】
次に本実施の形態の作用を説明する。
【0117】
本実施の形態に適用した加工システム10では、送出し装置16に装着された原反14の外周端からウエブ14Aを引出しながら、このウエブ14Aを所定速度で裁断装置18へ搬送する。
【0118】
裁断装置18では、スリット刃26、28によってこのウエブ14Aを挟持し、このスリット刃26、28を回転駆動させていることによりウエブ14Aに所定間隔でスリット目32を形成するスリット処理を行う。また、裁断装置18では、所定幅にスリットしたウエブ14Aをフィードローラ30によって挟持して、ウエブ14A同士が重なり合うのを防止しながら切断装置20へ向けて送り出す。
【0119】
切断装置20は、裁断装置18から送り込まれるウエブ14Aを、フィードローラ36によって挟持して、カット刃40と下刃42へ向けて送出す。これと共に、切断装置20では、ウエブ14Aを所定量搬送する毎に、ウエブ14Aの搬送を停止して、カット刃40を作動させることにより切断する。すなわち、カット刃40と下刃42の間から所定量のウエブ14Aが送り出されたタイミングでカット刃40を作動(下降)させて、ウエブ14Aを切断することにより、所定サイズのペーパー12を複数枚ずつ(本実施の形態では一例として7枚ずつ)形成する。
【0120】
一方、加工システム10には、集積搬送装置50が設けられており、この集積搬送装置50の集積部52が、切断装置20に隣接して配置されている。
【0121】
集積部52には、切断装置20で並行して生産されるペーパー12の数に合せてトレイ62が形成されており、カット刃40の作動によって生産されたペーパー12のそれぞれは、対応するトレイ62上に落下する。
【0122】
それぞれのトレイ62は、所定角度で傾斜されているガイド板66、68を備えており、ペーパー12は、ガイド板66、68上に、順に集積される。このときに、ペーパー12のそれぞれが、幅方向及び長手方向に沿って傾斜されるために、隣接するトレイ62の間でペーパー12が重なり合ってしまうことがない。
【0123】
また、トレイ62には、ガイド板66、68の傾斜の下方側に立壁72が設けられ、ストッパ74が下降しており、ペーパー12は、幅方向の端部が立壁72に当接し、長手方向の端部がストッパ74に当接して、幅方向及び長手方向が揃えられて集積される。
【0124】
集積搬送装置50では、各トレイ62に所定枚数のペーパー12を集積すると、プッシャー100に設けている支持アーム104の支持部104Aを、ストッパ74の搬送部54側で、ガイド板66、68の間の溝96から突出させる。なお、支持部104A(支持アーム104)は、ペーパー12の集積中に、予め突出させるようにしておいても良い。
【0125】
集積搬送装置50では、この状態でエアシリンダ82を作動させて、ストッパ74を上昇する。これにより、ペーパー12の束12Aの先端部が支持アーム104の支持部104Aに当接する。この状態で、支持アーム104を、搬送部54の所定位置まで移動することにより、ペーパー12の束12Aは、ガイド板66、68上を滑ってガイド溝64を形成しているガイド部90、92の上面に掛け渡されて停止する。
【0126】
プッシャー100は、支持アーム104の支持部104Aを所定位置まで移動することにより、ペーパー12の束12Aをガイド溝64へ移動させて停止させると、支持アーム104と共に押圧アーム102を下方移動させることにより、溝96内から退避させると、切断装置20側へ移動し、押圧アーム102の押圧部102Aを、トレイ62側からペーパー12の束12Aに対向させる。
【0127】
この後に、モータ122を駆動して、押圧アーム102を整列コンベア56へ向けて移動する。この押圧アーム102がガイド部90、92の間の溝96内を移動することにより、ガイド部90、92に掛け渡されているペーパー12の束12Aが押圧部102Aによって押圧されてガイド溝64内を搬送される。
【0128】
このときに、ガイド部90、92では、ペーパー12の幅方向に沿った傾斜が徐々に緩められていることにより、ペーパー12の束12Aは、整列コンベア56側の端部に達するときに略水平に戻される。また、ガイド部90、92を形成するガイド部材88には、側壁94が設けられており、ペーパー12は、幅方向の端部がこの側壁94に接しながら移動するために、ペーパー12の束12にズレが生じてしまうことがない。
【0129】
ガイド溝64を通過することにより水平にされたペーパー12の束12Aは、プッシャー100の押圧アーム102に設けている支持部102Aが、整列コンベア56へ突出することにより、ガイド溝64の間から整列コンベア56の搬送ベルト162上に押し出される。
【0130】
一方、整列コンベア56には、ストッパ170が設けられており、このストッパ170が、ペーパー12のサイズ(長手方向に沿ったサイズ)に応じた所定位置に予め固定されている。
【0131】
整列コンベア56の搬送ベルト162上に押し出された複数のペーパー12の束12Aは、それぞれの長手方向の端部がこのストッパ170に当接することにより停止して、搬送ベルト162上に整列されて載置される。
【0132】
整列コンベア56は、集積搬送装置50からペーパー12の束12Aが送り込まれると、搬送ベルト162を駆動して、このペーパー12の束12Aを、順に搬送コンベア172へ送り込む。
【0133】
搬送コンベア172は、整列コンベア56から受取ったペーパー12の束12Aを、転換コンベア176へ送出し、転換コンベア176は、このペーパー12の束12Aを幅方向に沿って移動させて、ストッパ180に突き当てることにより、ペーパー12の束12Aを揃え直して、押圧部材182によって搬送コンベア184へ押し出す。これにより、ペーパー12の束12Aは、幅方向及び長手方向が揃えられた状態で、搬送コンベア184によって搬送されて、次工程へ送られる。
【0134】
このように本実施の形態に適用した集積搬送装置50は、切断装置20によって並行して生産される複数のペーパー12のそれぞれをトレイ62に傾斜した状態で集積することにより、幅方向及び長手方向の双方を均一に揃えたペーパー12の束12Aを形成することができる。
【0135】
また、集積搬送装置50では、束12Aを形成している多数枚のペーパー12が揃えられた状態を維持して送出すことができる。
【0136】
なお、以上説明した本実施の形態は、本発明の一例適用例を示すものであり、本発明の構成を限定するものではない。例えば、本実施の形態では、ガイド板66、68をペーパー12の幅方向及び搬送方向(長手方向)のそれぞれに傾斜させたが、少なくとも幅方向に傾斜させたものであれば良く、このときに、ストッパ74が、ペーパー12の長手方向に沿ったズレを抑えることにより、このペーパー12の束12Aが、押圧部材102Aによって押圧移動するときに、ペーパー12の束12の長手方向側を揃えることができる。
【0137】
また、本実施の形態では、インクジェット用紙となるペーパー12の生産を例に説明したが、これに限らず、各種の記録用紙、印画紙やフィルムなどの感光材料などの各種のシート体を生産するときの集積及び搬送に適用することができる。
【0138】
【発明の効果】
以上説明したように本発明によれば、少なくともシート体の幅方向を揃えながら集積し、このシート体の束に押圧部材を当接させて搬送方向へ押圧移動することにより、幅方向及び搬送方向を揃えて搬送することができる。
【0139】
また、本発明の集積搬送装置では、並行して生産される複数枚のシート体のそれぞれを、均一に揃えて集積して、揃えた状態を維持しながら次工程へ搬送することができるという優れた効果が得られる。
【図面の簡単な説明】
【図1】本実施の形態に適用したペーパーの加工システムの概略構成図である。
【図2】加工システムによるペーパーの処理の概略を示す斜視図である。
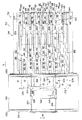
【図3】本発明を適用した集積搬送装置の概略構成を示す要部斜視図である。
【図4】プッシャーの移動を示す集積搬送装置の要部の概略構成図である。
【図5】送出し方向側から集積部側を見た集積搬送装置の要部の概略構成図である。
【図6】プッシャーの移動機構を示す上方側から見た集積搬送装置の要部の概略構成図である。
【図7】集積搬送装置と整列コンベアを上方側から見た要部の概略構成図である。
【図8】整列コンベアの下流側に配置したペーパーの搬送機構の一例を示す概略構成図である。
【符号の説明】
10 加工システム
12 ペーパー(シート体)
12A 束
14A ウエブ(シート材)
18 裁断装置
20 切断装置
50 集積搬送装置
52 集積部
54 搬送部
56 整列コンベア
62 トレイ
64 ガイド溝
66、68 ガイド板
70 立壁
74 ストッパ(停止手段)
88 ガイド部材
90、92 ガイド部
94 側壁
96 溝
100 プッシャー(押圧移動手段)
102 押圧アーム
102A 押圧部材
104 支持アーム
104A 支持部材
162 搬送ベルト
Claims (8)
- 所定サイズの略矩形形状に加工されて集積部に送り込まれるシート体を集積して、集積したシート体の束を集積部から搬送するシート体の集積搬送方法であって、
少なくとも前記集積部からの搬送方向と直交する幅方向一端が低くなるように水平方向に対して傾斜させたガイド板上に前記シート体を載置するときに、該シート体の幅方向の端部を前記ガイド板の傾斜の下方側に立設している立壁に当接させると共に、
搬送方向側に略上下方向に移動可能に配置した停止板に前記シート体の搬送方向側の端部を当接させて集積し、
集積した前記シート体の束の前記搬送方向と反対側の端部に対向する押圧部材を搬送方向へ移動することにより、前記シート体の束を集積部から搬送する、
ことを特徴とするシート体の集積搬送方法。 - 前記搬送方向側が低くなるように水平方向に対してさらに傾斜させるて前記シート体を集積することを特徴とする請求項1に記載のシート体の集積搬送方法。
- 前記シート体の幅方向の端部が摺接可能なガイドを前記集積部からの搬送方向に沿って設け、前記シート体の幅方向の端部を前記ガイドに摺接させながら前記シート体の束を移動させることを特徴とする請求項1又は請求項2に記載のシート体の集積搬送方法。
- 幅方向に沿って所定間隔で裁断されて送り込まれる長尺のシート材を所定長さに切断することにより並行して矩形形状に加工される複数のシート体を集積部に集積して、集積したシート体の束を集積部から搬送する集積搬送装置であって、
前記並行して加工される複数のシート体のそれぞれに対向して設けられ、幅方向の一端側及び前記搬送方向側が低くなるように傾斜した状態で前記シート体を載置可能なガイド板と、
それぞれの前記ガイド板の前記幅方向に一端側に設けられて前記シート体の幅方向の端部が当接する立壁と、
前記ガイド板のそれぞれの前記搬送方向側にガイド板の上面に対して接離可能に設けられ、ガイド板に接近した状態で前記シート体の搬送方向側の端部が当接する停止板と、
前記ガイド板上に集積された前記シート体の前記搬送方向と反対方向側の端部に対向し、前記停止板を前記ガイド板の上方へ離間させた状態で押圧部材を搬送方向側へ移動することにより、シート体の束を搬送方向へ移動する押圧移動手段と、
を含むことを特徴とする集積搬送装置。 - それぞれの前記ガイド板の前記搬送方向側に、シート体の幅方向の両側に対で配置されて、前記押圧移動手段によって前記シート体の束が移動されるときに、一方の側壁にシート体の幅方向の一端を摺接させながら案内するガイド溝を形成するガイド部材を設けていることを特徴とする請求項4に記載の集積搬送装置。
- 前記ガイド部材の前記シート体載置面が、前記シート体の幅方向の傾斜を緩めるように幅方向及び搬送方向に傾斜されていることを特徴とする請求項5に記載の集積搬送装置。
- 前記シート体の束のそれぞれを載置して所定方向へ移動することによりシート体の束を搬送する搬送ベルトと、
前記押圧移動手段によって前記ガイド溝の間から前記搬送ベルト上に送り込まれる前記シート体の束のそれぞれを、搬送ベルト上の所定位置に停止させる停止手段と、
を備えたコンベアが前記ガイド部材の搬送方向側に配置されていることを特徴とする請求項5又は請求項6に記載の集積搬送装置。 - 前記長尺のシート材の長手方向が、前記シート体の長手方向となるように切断されて前記ガイド板上に送り込まれるときに、該シート体の長手方向が前記搬送方向となるように搬送することを特徴とする請求項4から請求項7の何れか1項記載の集積搬送装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003050630A JP3980500B2 (ja) | 2003-02-27 | 2003-02-27 | シート体の集積搬送方法及び集積搬送装置 |
| CNB200410005372XA CN100522775C (zh) | 2003-02-27 | 2004-02-11 | 薄片体的加工方法及装置 |
| US10/786,077 US7257937B2 (en) | 2003-02-27 | 2004-02-26 | Sheet-processing apparatus |
| EP20040004358 EP1452473A3 (en) | 2003-02-27 | 2004-02-26 | Sheet-processing apparatus |
| US11/797,045 US20070204572A1 (en) | 2003-02-27 | 2007-04-30 | Sheet-processing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003050630A JP3980500B2 (ja) | 2003-02-27 | 2003-02-27 | シート体の集積搬送方法及び集積搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004256267A true JP2004256267A (ja) | 2004-09-16 |
| JP3980500B2 JP3980500B2 (ja) | 2007-09-26 |
Family
ID=33115990
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003050630A Expired - Fee Related JP3980500B2 (ja) | 2003-02-27 | 2003-02-27 | シート体の集積搬送方法及び集積搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3980500B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101021683B1 (ko) | 2009-03-20 | 2011-03-17 | 주식회사 성진하이메크 | 탭 아이씨 분리 장치 및 그 방법 |
| KR102404253B1 (ko) * | 2021-07-12 | 2022-06-02 | 조성규 | 양면 무봉제 이불 제조 설비 및 이를 이용한 양면 무봉제 이불 제조 방법 |
| KR102404254B1 (ko) * | 2021-07-16 | 2022-06-02 | 조성규 | 일면 무봉제 침구 제조 설비 및 이를 이용한 일면 무봉제 침구 제조 방법 |
-
2003
- 2003-02-27 JP JP2003050630A patent/JP3980500B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101021683B1 (ko) | 2009-03-20 | 2011-03-17 | 주식회사 성진하이메크 | 탭 아이씨 분리 장치 및 그 방법 |
| KR102404253B1 (ko) * | 2021-07-12 | 2022-06-02 | 조성규 | 양면 무봉제 이불 제조 설비 및 이를 이용한 양면 무봉제 이불 제조 방법 |
| KR102404254B1 (ko) * | 2021-07-16 | 2022-06-02 | 조성규 | 일면 무봉제 침구 제조 설비 및 이를 이용한 일면 무봉제 침구 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3980500B2 (ja) | 2007-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20070204572A1 (en) | Sheet-processing apparatus | |
| US4484736A (en) | Device for stacking sheets of paper | |
| US7934529B2 (en) | Method and apparatus for manufacture and inspection of swatch bearing sheets using a vacuum conveyor | |
| JP2941428B2 (ja) | 印刷済みの枚葉紙から成る積紙を形成しかつ移動させる方法及び装置 | |
| US8434609B2 (en) | Method for aligning flat products on a side edge and conveying device for realizing the method | |
| EP0792831B1 (en) | Collecting and stacking device for laminar sheets and stacking method | |
| JP2007084298A (ja) | シート移載集積装置およびシート束自動包装システム | |
| JP3902704B2 (ja) | 積重ね機械 | |
| JP3980500B2 (ja) | シート体の集積搬送方法及び集積搬送装置 | |
| JP3254495B2 (ja) | 短冊状板材の反転集積装置 | |
| JP4282634B2 (ja) | 搬送装置 | |
| JP2012214297A (ja) | 積層体形成装置 | |
| JP3271712B2 (ja) | 層状単位用のコンベア装置と層状単位を運搬および排出する方法 | |
| KR20090028837A (ko) | 다이 절단 프레스의 공급 테이블상의 시트를 이송하는 보조구동 장치 | |
| US20050067763A1 (en) | Accumulating and delivering apparatus for group of sheets | |
| JP5720422B2 (ja) | シート集積装置及びシート集積方法 | |
| US8529186B2 (en) | Collecting and transport device for a stack formed by layers of sheets | |
| JP4141334B2 (ja) | シート体の加工装置 | |
| CN217398026U (zh) | 纸垛进料整齐堆叠搬运设备 | |
| JP2005082333A (ja) | 印刷機用シータのデリバリ装置 | |
| EP3822206B1 (en) | Stacking device and method for sorting | |
| JP2552489B2 (ja) | 枚葉シートの集積搬出装置 | |
| US5364089A (en) | Individual-sheet stacking apparatus for printers to build up a stack of individual sheets | |
| JP2003020153A (ja) | シート材の起立整列装置及び刷本の結束装置 | |
| JP3847662B2 (ja) | 印刷機用シータのデリバリ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050302 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20061219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070314 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20070327 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070528 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070626 |
|
| A61 | First payment of annual fees (during grant procedure) |
Effective date: 20070627 Free format text: JAPANESE INTERMEDIATE CODE: A61 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 3 Free format text: PAYMENT UNTIL: 20100706 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110706 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110706 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120706 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120706 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 6 Free format text: PAYMENT UNTIL: 20130706 |
|
| LAPS | Cancellation because of no payment of annual fees |