JP2004223790A - 曲線形状をもつ微細造形物を光造形法により滑らかに作製する方法および装置 - Google Patents
曲線形状をもつ微細造形物を光造形法により滑らかに作製する方法および装置 Download PDFInfo
- Publication number
- JP2004223790A JP2004223790A JP2003012049A JP2003012049A JP2004223790A JP 2004223790 A JP2004223790 A JP 2004223790A JP 2003012049 A JP2003012049 A JP 2003012049A JP 2003012049 A JP2003012049 A JP 2003012049A JP 2004223790 A JP2004223790 A JP 2004223790A
- Authority
- JP
- Japan
- Prior art keywords
- scanning
- light
- resin
- light beam
- curved shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Abstract
【課題】本発明の課題は、マイクロ光造形加工において、曲線パターンの造形を滑らかに仕上げることができる手法を提示すること、並びにそれを実行する装置を提供することにある。
【解決手段】本発明の方法は、光硬化性樹脂15に光を照射することにより光硬化性樹脂15を硬化させて構造物を形成させる光造形法において、曲線形状をもつ造形物を滑らかに作製するために、造形物基台側の回転駆動と光ビームの一方向走査とを組み合わせるようにした。その方法を実行するマイクロ光造形装置として、液状の光硬化性樹脂15の液面下にある基板14を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを一方向に振らせる機構とを備えるようにした。
【選択図】 図1
【解決手段】本発明の方法は、光硬化性樹脂15に光を照射することにより光硬化性樹脂15を硬化させて構造物を形成させる光造形法において、曲線形状をもつ造形物を滑らかに作製するために、造形物基台側の回転駆動と光ビームの一方向走査とを組み合わせるようにした。その方法を実行するマイクロ光造形装置として、液状の光硬化性樹脂15の液面下にある基板14を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを一方向に振らせる機構とを備えるようにした。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、立体形状データを基にして液体状の光硬化性樹脂に対し、形状部分にレーザ光を照射することにより前記樹脂を硬化させて前記立体形状を形成させる所謂光造形の技術に関する。
【0002】
【従来の技術】光造形のプロセスについて図5の概念図を基にまず説明する。ステップ1で作製したい形状をCAD情報としてコンピュータ上で作製するか外部からコンピュータに入力する。ステップ2でCADにより三次元の静止画形態に変換する。ステップ3で該三次元形状を1軸方向に直交する面で厚さd毎にスライスして各層毎の断面形状情報を得る。ステップ4で該各層毎の断面形状情報に基づき、下層部分から順次形成する。この手法は液状の光硬化性樹脂の容器内に少なくとも上下方向に駆動されるテーブルを配置し、該テーブル面が樹脂液面下dの位置にくるようにセットすると共に、前記テーブル上の樹脂層にレーザスポットを照射しながら最下層の断面形状をなぞるように走査する。すると、厚みdの樹脂層の内レーザスポットがあてられた部分だけが硬化してテーブル上に最下層形状S1が形状形成される。ステップ5では前記テーブルをdだけ下方に変位させる。するとステップ4で形成された最下層形状S1の面上に厚みdの液体樹脂層がかぶることになる。この状態で第2層目の断面形状をなぞるようにビームスポットを走査し、最下層形状S1の面上に第2層形状S2が光硬化して形成される。以下順次にテーブルの下方移動と各層毎の断面データに基づくレーザ走査を繰り返し、各層毎の形状を形成してゆく。そしてステップ5に示すように最上層の形状Snを形成して所望の三次元形状の造形を終了する。以上が積層型光造形プロセスの基本である。
【0003】
この光造形の技術は複雑な立体形状を得るのに適した方法として機械部品の加工等に採用され実用化されている。最近はマイクロマシンの作製にこの光造形技術を用いることが研究されている。ところで、この造形方法は光ビームのスポット部分で樹脂の硬化を起こさせるものであり、二次元パターンの形状形成を行なうときにはX(またはY)方向の主走査とY(またはX)方向の副走査とを組み合わせてビームスポットの移動を行なわせパターンを形成させる。この光ビームの走査機構としては機械的なXY二次元駆動機構によるものもあるが、被加工物がマイクロマシンのように微細構造物である場合にはガルバノミラーを用いて光学的にビーム走査を行なうことが一般的である。因みに特許文献1にはX方向ガルバノミラーとY方向ガルバノミラーとによってビーム走査が行なわれる機構が開示されている。図6に示すようにその装置はレーザ管から成る光源aを備え、レーザ管aからの光はミラーbによって反射されるようになっている。またミラーbの後方には音響光学変調器から成るシャッターcが配されていてシャッターcのさらに後方にはハーフミラーdが配されている。ハーフミラーdで反射されたビームは可動ユニット内のミラーeに導かれるようになっていて、このミラーeの後方にはフォーカスレンズfと集光レンズgとが配されている。またこの可動ユニット30はX方向ガルバノミラーGM−XとY方向ガルバノミラーGM−Yとを備えている。これらのガルバノミラーGM−X,GM−YはそれぞれスキャナS−X,S−Yによって制御されるようになっている。
【0004】
この発明は、造形対象物の大きさに合わせてガルバノミラーと光硬化樹脂の液面との間隔を調整して等比的に適切な位置精度および精細度を確保できるようにした立体形状成形装置を提供することを目的としたもので、そのための構成としてX方向ガルバノミラーGM−XとY方向ガルバノミラーGM−Yを用いてタンクh内の光硬化性樹脂溶液iの液面にビームを照射して光造形を行なうようにした装置において、最終段側のガルバノミラーGM−Yとタンクh内の溶液iの液面との間の間隔を可変とするための送りねじjおよびモーターkを設け、造形物の大きさに合わせて上記の間隔を調整してスキャン半径を任意に設定できるようにしたものである。
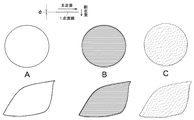
しかし、この従来の、X方向ガルバノミラーとY方向ガルバノミラーとによってビーム走査が行なわれる機構は、X(またはY)方向の主走査とY(またはX)方向の副走査とを組み合わせてビームスポットの移動を行なわせパターンを形成させるものであるため、楕円や真円といった曲線形状を形成しようとしても滑らかに仕上がらないという問題がある。図2のAに示すような円や葉パターンを従来の走査方法で光造形で形成させる場合、図の上部に示すように走査線の幅はビーム径φとなり主走査方向にライン走査され、1走査線が終了すると副走査方向にφだけシフトされ次のライン走査がなされ、これが順次繰返される。すると、図のBに示すように原パターンの情報に基づいて各走査線毎の光照射が行なわれその部分だけ樹脂が硬化する。それによって形成された光造形が図のCに示される。このCから判るようにX方向とY方向の形状は忠実に再現できるのであるが、斜めの線は階段状になってしまい滑らかな形状を形成することができない。この現象は大きな造形物を作製する場合には目立つことはないが、マイクロマシンを作製する場合にはビーム径φが無視できなくなりこの問題が顕現化することになる。
【0005】
【特許文献1】特開平5−77323号公報
【0006】
【発明が解決しようとする課題】
本発明の課題は、マイクロ光造形加工において、曲線パターンの造形を滑らかに仕上げることができる手法を提示すること、並びにそれを実行する装置を提供することにある。
【0007】
【課題を解決するための手段】
本発明は、光硬化性樹脂に光を照射することにより前記樹脂を硬化させて構造物を形成させる光造形法において、曲線形状をもつ造形物を滑らかに作製するために、造形物基台側の回転駆動と光ビームの一方向走査とを組み合わせるようにした。
その方法を実現させるマイクロ光造形装置として、少なくとも部分的に液状の光硬化性樹脂の液面下にある基板を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備えるようにした。また、少なくとも部分的に液状の光硬化性樹脂の液面下にある基台となる軸を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備えるようにした。
【0008】
【発明の実施の形態】
本発明の方法を実施する装置の全体構成について、図1を参照しつつ説明する。1はレーザ光源であり、2はレーザビームの通過/遮断機能をもつシャッター、3はニュートラルデンシティフィルタ(NDフィルタ)で、レーザ光の透過量を制限する機能を有する。4,5はミラー、6,7,9はレンズ、8はビームをX方向に走査させるガルバノミラー、10は光を透過光と反射光に二分するビームスプリッタ、11は結像レンズであり、12は絞り、13は対物レンズ、そして14はガラス基板、15は光硬化性樹脂、16はモーター、17はZ移動機構、18はZ移動機構をXY方向に移動させる二次元移動機構であり、19は観察用の照明で、20が観察用のCCD撮像カメラである。レーザ光源1からのレーザ光はNDフィルター3で透過量を制限されレンズ6で一旦集光されてから広げられ、レンズ7で平行光線とされる。平行光線とされたレーザ光はガルバノミラー8でX方向に振られる。走査偏向されたレーザ光はレンズ9により集光されてから広げられ結像レンズ11へ入れられるが、本装置では集光点と結像レンズ11間の位置にビームスプリッタ10が配設される。この結像レンズ11でレーザ光は平行光線にされ、絞り12を通過したレーザ光が対物レンズ13で光硬化性樹脂層に集光される。このレーザスポットが照射された部分の樹脂が光硬化する。ここで、光硬化させるパターンはCAD情報から得られた該当層の断面形状であるが、この二次元位置情報に基づきモーター16によるガラス基板14の回転運動に対応して前記ガルバノミラー8が走査されレーザスポットが断面形状をなぞる。すなわち、本発明では従来のX主走査とY副走査とによって二次元平面をカバーする代わりに、回転角と回転中心からの距離で二次元平面をカバーするものである。また、跳びパターンなどの場合にはスポット移動の間シャッター2がレーザ光を遮断する。そして該当層の加工が終了したならばシャッター2がレーザ光を遮断した状態でZ方向移動機構17でZ方向に層の厚み分変位させ、一つ上の層のパターンを形成する。また、図1に示した本装置ではビームスプリッタ10とその分岐光学路上に配置されたCCDカメラ20および照明19を設置しているが、これはこの光硬化現象を加工途上においてリアルタイムで観察できる機能を備えたものである。ここで、シャッター2にAOモジュレータ(音響光学変調素子)を用いることができ、この場合には、回転と連動した十分な応答速度を得ることができる。
【0009】
本発明の特徴点はモーター16によるガラス基板14の回転とガルバノミラー8の直線走査を組み合わせ、レーザスポットを偏向走査する点にある。図2を用いて説明したように曲線状のパターン輪郭が階段状になってしまう従来方式の不都合を上記の偏向走査方式によって解消し、滑らかな曲線を形成することができる。すなわち、直線走査線毎に区分形成するのではなく、回転運動と半径方向の直線走査により輪郭に沿ったビームスポットの移動ができるため、パターン輪郭を忠実に再現することができるのである。
図3は光硬化加工が行われる光硬化性樹脂槽近傍の拡大図である。図中21はへらであり、これは光硬化が行なわれる前に樹脂液面の平滑化をするためのものである。23はOリングで樹脂槽の底部を貫通するモーター回転軸22の回転を許容すると共に樹脂液のシールを確保するためのものである。図のAはへら21によって樹脂面の平滑化を実行している図であり、図のBは光ビーム走査のためへら21を光学路から退避させている状態を示している。へら21による平滑化は従来のXY二次元走査を行なう場合にはパターンを形成する領域全体に対して行なう必要があったが、本発明の回転運動と半径方向の直線走査による場合には直線走査がなされる半径方向部分だけ一方向に行えば足り、事前の前処理の負担が軽減される。ちなみに従来はへら21を円を描くように1回転させたり、縦横縦横と四方に移動させて樹脂面の全体を平滑していたところである。
上記の例では基板14を水平状態で回転させているが、必ずしも厳密に水平方向の基板に限定する必要はなく、少なくとも部分的に液状の光硬化性樹脂の液面下にある基板14が水平成分をもって回転させられるようにすればよい。
【0010】
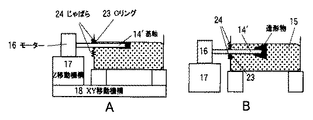
また、液状の光硬化性樹脂の液面下にある水平方向の軸を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備え、前記軸の側面を基台となし滑らかな曲線加工を施す手法を提示する。図4に示した例は光造形加工が行なわれる基台を回転駆動される水平軸とし、その軸上に軸方向の直線走査を行なう光ビーム走査とを組み合わせたものである。図中14’が基台となる基軸であり、16がモーター、17がモーター16を介して基軸14’を上下駆動するZ移動機構、18はZ移動機構16と樹脂槽とを相対的に二次元移動させるXY移動機構である。前記基軸14’は樹脂槽の側壁を貫通させ、しかも上下左右に移動可能である必要から槽の側壁の一部をジャバラ24構造とし、基軸14’を進退および回転自在とするためOリング23で支承されるようにしている。この基軸14’を軸回りに回転させつつ光ビームを固定照射すると該基軸の周面にリング状の光造形が実行される。1回転に付ビーム幅分だけ軸方向に直線走査させると該基軸の周面に密に螺旋状に光造形が実行され外周面を被覆するように形成される。この回転運動と直線走査との組み合わせでは円筒形状であるとか円錐形状であるとか棒状体といった軸対称の造形物の形成に適している。図4のAは棒状体を形成している例を、図のBでは円錐台形の造形物を形成している例を示している。
上記の例では基軸14’を水平状態で回転させているが、基台の回転運動と光ビームの直線走査の組み合わせからなる本発明の偏向走査機構は、必ずしも上記の基台の水平回転と光ビームの直線走査の組み合わせに限定されるものではない。少なくとも基軸14’は部分的に液状の光硬化性樹脂の液面下にあって、水平成分を持った軸であればよい。
【0011】
【発明の効果】
光硬化性樹脂に光を照射することにより前記樹脂を硬化させて構造物を形成させる本発明の光造形方法は、造形物基台側の回転駆動と光ビームの一方向走査とを組み合わせることにより、光ビームスポットを偏向走査するものであるから曲線形状をもつ造形物を滑らかに作製することができる。
本発明のマイクロ光造形装置は、少なくとも部分的に液状の光硬化性樹脂の液面下にある基板を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備えるものであるから、基台を回転させ、光ビームスポットを偏向走査することにより曲線形状をもつ造形物を滑らかに作製することができる装置を提供できる。しかも、その場合、へらを用いて光硬化性樹脂の液面の平滑化を行なう前処理は半径方向部分だけ一方向に行えば足り、装置としてはへらの駆動機構が一次元でよいこととなり構成および装置の動作が簡単になる。
また、少なくとも部分的に液状の光硬化性樹脂の液面下にある基台となる軸を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備えた本発明のマイクロ光造形装置は、曲線形状をもつ軸対称の構造物を滑らかに作製できる。
【図面の簡単な説明】
【図1】本発明の方法を実行するマイクロ光造形装置の全体構成を示す図である。
【図2】ビームスポットをXY二次元偏向走査したときの光造形を説明する図である。
【図3】マイクロ光造形装置における樹脂液面平滑化処理を説明する図である。
【図4】回転する基軸と光ビームの直線走査を組み合わせた本発明の装置を示す図である。
【図5】光造形のプロセスを説明する図である。
【図6】2つのガルバノミラーを用いたXY二次元走査機構を備えた従来装置の説明図である。
【符号の説明】
1 レーザ光源 15 光硬化性樹脂
2 シャッター 16 モーター
3 フィルター 17 Z移動機構
4,5 ミラー 18 XY移動機構
6,7,9 レンズ 19 照明
8 ガルバノミラー 20 撮像カメラ
10 ビームスプリッタ 21 へら
11 結像レンズ 22 軸
12 絞り 23 Oリング
13 対物レンズ 24 ジャバラ
14 ガラス基板
14’基軸
【発明の属する技術分野】
本発明は、立体形状データを基にして液体状の光硬化性樹脂に対し、形状部分にレーザ光を照射することにより前記樹脂を硬化させて前記立体形状を形成させる所謂光造形の技術に関する。
【0002】
【従来の技術】光造形のプロセスについて図5の概念図を基にまず説明する。ステップ1で作製したい形状をCAD情報としてコンピュータ上で作製するか外部からコンピュータに入力する。ステップ2でCADにより三次元の静止画形態に変換する。ステップ3で該三次元形状を1軸方向に直交する面で厚さd毎にスライスして各層毎の断面形状情報を得る。ステップ4で該各層毎の断面形状情報に基づき、下層部分から順次形成する。この手法は液状の光硬化性樹脂の容器内に少なくとも上下方向に駆動されるテーブルを配置し、該テーブル面が樹脂液面下dの位置にくるようにセットすると共に、前記テーブル上の樹脂層にレーザスポットを照射しながら最下層の断面形状をなぞるように走査する。すると、厚みdの樹脂層の内レーザスポットがあてられた部分だけが硬化してテーブル上に最下層形状S1が形状形成される。ステップ5では前記テーブルをdだけ下方に変位させる。するとステップ4で形成された最下層形状S1の面上に厚みdの液体樹脂層がかぶることになる。この状態で第2層目の断面形状をなぞるようにビームスポットを走査し、最下層形状S1の面上に第2層形状S2が光硬化して形成される。以下順次にテーブルの下方移動と各層毎の断面データに基づくレーザ走査を繰り返し、各層毎の形状を形成してゆく。そしてステップ5に示すように最上層の形状Snを形成して所望の三次元形状の造形を終了する。以上が積層型光造形プロセスの基本である。
【0003】
この光造形の技術は複雑な立体形状を得るのに適した方法として機械部品の加工等に採用され実用化されている。最近はマイクロマシンの作製にこの光造形技術を用いることが研究されている。ところで、この造形方法は光ビームのスポット部分で樹脂の硬化を起こさせるものであり、二次元パターンの形状形成を行なうときにはX(またはY)方向の主走査とY(またはX)方向の副走査とを組み合わせてビームスポットの移動を行なわせパターンを形成させる。この光ビームの走査機構としては機械的なXY二次元駆動機構によるものもあるが、被加工物がマイクロマシンのように微細構造物である場合にはガルバノミラーを用いて光学的にビーム走査を行なうことが一般的である。因みに特許文献1にはX方向ガルバノミラーとY方向ガルバノミラーとによってビーム走査が行なわれる機構が開示されている。図6に示すようにその装置はレーザ管から成る光源aを備え、レーザ管aからの光はミラーbによって反射されるようになっている。またミラーbの後方には音響光学変調器から成るシャッターcが配されていてシャッターcのさらに後方にはハーフミラーdが配されている。ハーフミラーdで反射されたビームは可動ユニット内のミラーeに導かれるようになっていて、このミラーeの後方にはフォーカスレンズfと集光レンズgとが配されている。またこの可動ユニット30はX方向ガルバノミラーGM−XとY方向ガルバノミラーGM−Yとを備えている。これらのガルバノミラーGM−X,GM−YはそれぞれスキャナS−X,S−Yによって制御されるようになっている。
【0004】
この発明は、造形対象物の大きさに合わせてガルバノミラーと光硬化樹脂の液面との間隔を調整して等比的に適切な位置精度および精細度を確保できるようにした立体形状成形装置を提供することを目的としたもので、そのための構成としてX方向ガルバノミラーGM−XとY方向ガルバノミラーGM−Yを用いてタンクh内の光硬化性樹脂溶液iの液面にビームを照射して光造形を行なうようにした装置において、最終段側のガルバノミラーGM−Yとタンクh内の溶液iの液面との間の間隔を可変とするための送りねじjおよびモーターkを設け、造形物の大きさに合わせて上記の間隔を調整してスキャン半径を任意に設定できるようにしたものである。
しかし、この従来の、X方向ガルバノミラーとY方向ガルバノミラーとによってビーム走査が行なわれる機構は、X(またはY)方向の主走査とY(またはX)方向の副走査とを組み合わせてビームスポットの移動を行なわせパターンを形成させるものであるため、楕円や真円といった曲線形状を形成しようとしても滑らかに仕上がらないという問題がある。図2のAに示すような円や葉パターンを従来の走査方法で光造形で形成させる場合、図の上部に示すように走査線の幅はビーム径φとなり主走査方向にライン走査され、1走査線が終了すると副走査方向にφだけシフトされ次のライン走査がなされ、これが順次繰返される。すると、図のBに示すように原パターンの情報に基づいて各走査線毎の光照射が行なわれその部分だけ樹脂が硬化する。それによって形成された光造形が図のCに示される。このCから判るようにX方向とY方向の形状は忠実に再現できるのであるが、斜めの線は階段状になってしまい滑らかな形状を形成することができない。この現象は大きな造形物を作製する場合には目立つことはないが、マイクロマシンを作製する場合にはビーム径φが無視できなくなりこの問題が顕現化することになる。
【0005】
【特許文献1】特開平5−77323号公報
【0006】
【発明が解決しようとする課題】
本発明の課題は、マイクロ光造形加工において、曲線パターンの造形を滑らかに仕上げることができる手法を提示すること、並びにそれを実行する装置を提供することにある。
【0007】
【課題を解決するための手段】
本発明は、光硬化性樹脂に光を照射することにより前記樹脂を硬化させて構造物を形成させる光造形法において、曲線形状をもつ造形物を滑らかに作製するために、造形物基台側の回転駆動と光ビームの一方向走査とを組み合わせるようにした。
その方法を実現させるマイクロ光造形装置として、少なくとも部分的に液状の光硬化性樹脂の液面下にある基板を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備えるようにした。また、少なくとも部分的に液状の光硬化性樹脂の液面下にある基台となる軸を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備えるようにした。
【0008】
【発明の実施の形態】
本発明の方法を実施する装置の全体構成について、図1を参照しつつ説明する。1はレーザ光源であり、2はレーザビームの通過/遮断機能をもつシャッター、3はニュートラルデンシティフィルタ(NDフィルタ)で、レーザ光の透過量を制限する機能を有する。4,5はミラー、6,7,9はレンズ、8はビームをX方向に走査させるガルバノミラー、10は光を透過光と反射光に二分するビームスプリッタ、11は結像レンズであり、12は絞り、13は対物レンズ、そして14はガラス基板、15は光硬化性樹脂、16はモーター、17はZ移動機構、18はZ移動機構をXY方向に移動させる二次元移動機構であり、19は観察用の照明で、20が観察用のCCD撮像カメラである。レーザ光源1からのレーザ光はNDフィルター3で透過量を制限されレンズ6で一旦集光されてから広げられ、レンズ7で平行光線とされる。平行光線とされたレーザ光はガルバノミラー8でX方向に振られる。走査偏向されたレーザ光はレンズ9により集光されてから広げられ結像レンズ11へ入れられるが、本装置では集光点と結像レンズ11間の位置にビームスプリッタ10が配設される。この結像レンズ11でレーザ光は平行光線にされ、絞り12を通過したレーザ光が対物レンズ13で光硬化性樹脂層に集光される。このレーザスポットが照射された部分の樹脂が光硬化する。ここで、光硬化させるパターンはCAD情報から得られた該当層の断面形状であるが、この二次元位置情報に基づきモーター16によるガラス基板14の回転運動に対応して前記ガルバノミラー8が走査されレーザスポットが断面形状をなぞる。すなわち、本発明では従来のX主走査とY副走査とによって二次元平面をカバーする代わりに、回転角と回転中心からの距離で二次元平面をカバーするものである。また、跳びパターンなどの場合にはスポット移動の間シャッター2がレーザ光を遮断する。そして該当層の加工が終了したならばシャッター2がレーザ光を遮断した状態でZ方向移動機構17でZ方向に層の厚み分変位させ、一つ上の層のパターンを形成する。また、図1に示した本装置ではビームスプリッタ10とその分岐光学路上に配置されたCCDカメラ20および照明19を設置しているが、これはこの光硬化現象を加工途上においてリアルタイムで観察できる機能を備えたものである。ここで、シャッター2にAOモジュレータ(音響光学変調素子)を用いることができ、この場合には、回転と連動した十分な応答速度を得ることができる。
【0009】
本発明の特徴点はモーター16によるガラス基板14の回転とガルバノミラー8の直線走査を組み合わせ、レーザスポットを偏向走査する点にある。図2を用いて説明したように曲線状のパターン輪郭が階段状になってしまう従来方式の不都合を上記の偏向走査方式によって解消し、滑らかな曲線を形成することができる。すなわち、直線走査線毎に区分形成するのではなく、回転運動と半径方向の直線走査により輪郭に沿ったビームスポットの移動ができるため、パターン輪郭を忠実に再現することができるのである。
図3は光硬化加工が行われる光硬化性樹脂槽近傍の拡大図である。図中21はへらであり、これは光硬化が行なわれる前に樹脂液面の平滑化をするためのものである。23はOリングで樹脂槽の底部を貫通するモーター回転軸22の回転を許容すると共に樹脂液のシールを確保するためのものである。図のAはへら21によって樹脂面の平滑化を実行している図であり、図のBは光ビーム走査のためへら21を光学路から退避させている状態を示している。へら21による平滑化は従来のXY二次元走査を行なう場合にはパターンを形成する領域全体に対して行なう必要があったが、本発明の回転運動と半径方向の直線走査による場合には直線走査がなされる半径方向部分だけ一方向に行えば足り、事前の前処理の負担が軽減される。ちなみに従来はへら21を円を描くように1回転させたり、縦横縦横と四方に移動させて樹脂面の全体を平滑していたところである。
上記の例では基板14を水平状態で回転させているが、必ずしも厳密に水平方向の基板に限定する必要はなく、少なくとも部分的に液状の光硬化性樹脂の液面下にある基板14が水平成分をもって回転させられるようにすればよい。
【0010】
また、液状の光硬化性樹脂の液面下にある水平方向の軸を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備え、前記軸の側面を基台となし滑らかな曲線加工を施す手法を提示する。図4に示した例は光造形加工が行なわれる基台を回転駆動される水平軸とし、その軸上に軸方向の直線走査を行なう光ビーム走査とを組み合わせたものである。図中14’が基台となる基軸であり、16がモーター、17がモーター16を介して基軸14’を上下駆動するZ移動機構、18はZ移動機構16と樹脂槽とを相対的に二次元移動させるXY移動機構である。前記基軸14’は樹脂槽の側壁を貫通させ、しかも上下左右に移動可能である必要から槽の側壁の一部をジャバラ24構造とし、基軸14’を進退および回転自在とするためOリング23で支承されるようにしている。この基軸14’を軸回りに回転させつつ光ビームを固定照射すると該基軸の周面にリング状の光造形が実行される。1回転に付ビーム幅分だけ軸方向に直線走査させると該基軸の周面に密に螺旋状に光造形が実行され外周面を被覆するように形成される。この回転運動と直線走査との組み合わせでは円筒形状であるとか円錐形状であるとか棒状体といった軸対称の造形物の形成に適している。図4のAは棒状体を形成している例を、図のBでは円錐台形の造形物を形成している例を示している。
上記の例では基軸14’を水平状態で回転させているが、基台の回転運動と光ビームの直線走査の組み合わせからなる本発明の偏向走査機構は、必ずしも上記の基台の水平回転と光ビームの直線走査の組み合わせに限定されるものではない。少なくとも基軸14’は部分的に液状の光硬化性樹脂の液面下にあって、水平成分を持った軸であればよい。
【0011】
【発明の効果】
光硬化性樹脂に光を照射することにより前記樹脂を硬化させて構造物を形成させる本発明の光造形方法は、造形物基台側の回転駆動と光ビームの一方向走査とを組み合わせることにより、光ビームスポットを偏向走査するものであるから曲線形状をもつ造形物を滑らかに作製することができる。
本発明のマイクロ光造形装置は、少なくとも部分的に液状の光硬化性樹脂の液面下にある基板を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備えるものであるから、基台を回転させ、光ビームスポットを偏向走査することにより曲線形状をもつ造形物を滑らかに作製することができる装置を提供できる。しかも、その場合、へらを用いて光硬化性樹脂の液面の平滑化を行なう前処理は半径方向部分だけ一方向に行えば足り、装置としてはへらの駆動機構が一次元でよいこととなり構成および装置の動作が簡単になる。
また、少なくとも部分的に液状の光硬化性樹脂の液面下にある基台となる軸を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備えた本発明のマイクロ光造形装置は、曲線形状をもつ軸対称の構造物を滑らかに作製できる。
【図面の簡単な説明】
【図1】本発明の方法を実行するマイクロ光造形装置の全体構成を示す図である。
【図2】ビームスポットをXY二次元偏向走査したときの光造形を説明する図である。
【図3】マイクロ光造形装置における樹脂液面平滑化処理を説明する図である。
【図4】回転する基軸と光ビームの直線走査を組み合わせた本発明の装置を示す図である。
【図5】光造形のプロセスを説明する図である。
【図6】2つのガルバノミラーを用いたXY二次元走査機構を備えた従来装置の説明図である。
【符号の説明】
1 レーザ光源 15 光硬化性樹脂
2 シャッター 16 モーター
3 フィルター 17 Z移動機構
4,5 ミラー 18 XY移動機構
6,7,9 レンズ 19 照明
8 ガルバノミラー 20 撮像カメラ
10 ビームスプリッタ 21 へら
11 結像レンズ 22 軸
12 絞り 23 Oリング
13 対物レンズ 24 ジャバラ
14 ガラス基板
14’基軸
Claims (3)
- 光硬化性樹脂に光を照射することにより前記樹脂を硬化させて構造物を形成させる光造形法において、造形物基台側の回転駆動と光ビームの一方向走査とを組み合わせて相対変位させることにより、曲線形状をもつ造形物を滑らかに作製する光造形方法。
- 液状の光硬化性樹脂の液面下にある水平基板を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備えることによって、曲線形状をもつ造形物を滑らかに作製できることを特徴とするマイクロ光造形装置。
- 液状の光硬化性樹脂の液面下にある水平方向の軸を回転させる機構と、上方より光ビームを光硬化性樹脂に照射する光学系に該光ビームを少なくとも一方向に振らせる機構とを備え、前記軸の側面を基台となし該基台の回転とビーム走査を組み合わせることにより曲線形状をもつ造形物を滑らかに作製できることを特徴とするマイクロ光造形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003012049A JP2004223790A (ja) | 2003-01-21 | 2003-01-21 | 曲線形状をもつ微細造形物を光造形法により滑らかに作製する方法および装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003012049A JP2004223790A (ja) | 2003-01-21 | 2003-01-21 | 曲線形状をもつ微細造形物を光造形法により滑らかに作製する方法および装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004223790A true JP2004223790A (ja) | 2004-08-12 |
Family
ID=32900777
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003012049A Pending JP2004223790A (ja) | 2003-01-21 | 2003-01-21 | 曲線形状をもつ微細造形物を光造形法により滑らかに作製する方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004223790A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006240045A (ja) * | 2005-03-03 | 2006-09-14 | Dainippon Screen Mfg Co Ltd | 光造形装置 |
| JP2015221572A (ja) * | 2015-07-02 | 2015-12-10 | ソニー株式会社 | 3次元造形装置及び造形物の製造方法 |
| JP2017538139A (ja) * | 2014-10-06 | 2017-12-21 | カール・ツァイス・アクチェンゲゼルシャフトCarl Zeiss Ag | リソグラフィ構造を生成するための光学系 |
| US10022911B2 (en) | 2010-08-19 | 2018-07-17 | Sony Corporation | Three-dimensional modeling apparatus, object, and method of manufacturing an object |
| JP2020019271A (ja) * | 2018-07-24 | 2020-02-06 | 株式会社リコー | 三次元物体の造形装置および造形方法 |
| JP7021816B1 (ja) * | 2021-07-15 | 2022-02-17 | 株式会社松浦機械製作所 | 三次元造形装置 |
| JP7021818B1 (ja) * | 2021-07-15 | 2022-02-17 | 株式会社松浦機械製作所 | 三次元造形装置 |
| JP7083199B1 (ja) | 2021-07-15 | 2022-06-30 | 株式会社松浦機械製作所 | 三次元造形装置 |
| WO2022269979A1 (ja) * | 2021-06-25 | 2022-12-29 | ソニーグループ株式会社 | 3次元造形装置及び3次元造形方法 |
-
2003
- 2003-01-21 JP JP2003012049A patent/JP2004223790A/ja active Pending
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4699051B2 (ja) * | 2005-03-03 | 2011-06-08 | 三星ダイヤモンド工業株式会社 | 光造形装置 |
| JP2006240045A (ja) * | 2005-03-03 | 2006-09-14 | Dainippon Screen Mfg Co Ltd | 光造形装置 |
| US10022911B2 (en) | 2010-08-19 | 2018-07-17 | Sony Corporation | Three-dimensional modeling apparatus, object, and method of manufacturing an object |
| US11203149B2 (en) | 2010-08-19 | 2021-12-21 | Sony Corporation | Three-dimensional modeling apparatus, object, and method of manufacturing an object |
| JP2017538139A (ja) * | 2014-10-06 | 2017-12-21 | カール・ツァイス・アクチェンゲゼルシャフトCarl Zeiss Ag | リソグラフィ構造を生成するための光学系 |
| JP2015221572A (ja) * | 2015-07-02 | 2015-12-10 | ソニー株式会社 | 3次元造形装置及び造形物の製造方法 |
| JP2020019271A (ja) * | 2018-07-24 | 2020-02-06 | 株式会社リコー | 三次元物体の造形装置および造形方法 |
| JP7183763B2 (ja) | 2018-07-24 | 2022-12-06 | 株式会社リコー | 三次元物体の造形装置および造形方法 |
| WO2022269979A1 (ja) * | 2021-06-25 | 2022-12-29 | ソニーグループ株式会社 | 3次元造形装置及び3次元造形方法 |
| JP7021816B1 (ja) * | 2021-07-15 | 2022-02-17 | 株式会社松浦機械製作所 | 三次元造形装置 |
| JP7021818B1 (ja) * | 2021-07-15 | 2022-02-17 | 株式会社松浦機械製作所 | 三次元造形装置 |
| JP7083199B1 (ja) | 2021-07-15 | 2022-06-30 | 株式会社松浦機械製作所 | 三次元造形装置 |
| JP2023013305A (ja) * | 2021-07-15 | 2023-01-26 | 株式会社松浦機械製作所 | 三次元造形装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7088432B2 (en) | Dynamic mask projection stereo micro lithography | |
| CN102371680B (zh) | 三维造型设备、物体以及制造物体的方法 | |
| JPH02239921A (ja) | 立体形状形成方法 | |
| Li et al. | Micro-scale feature fabrication using immersed surface accumulation | |
| KR101798533B1 (ko) | 3차원 프린터에 의한 조형 장치 및 방법 | |
| JP2015055626A (ja) | 3次元印刷システムおよび3次元印刷方法 | |
| CN105666885A (zh) | 基于dlp的可分区光固化3d打印成型方法、系统及设备 | |
| JP2004223790A (ja) | 曲線形状をもつ微細造形物を光造形法により滑らかに作製する方法および装置 | |
| WO2006109355A1 (ja) | 異波長レーザー光を用いた多光束微小構造物光造形方法及び装置 | |
| US20220118704A1 (en) | Surface protection tool for multi-axis additive manufacturing | |
| JP2676838B2 (ja) | 立体像形成方法 | |
| Suryatal et al. | Fabrication of medium scale 3D components using a stereolithography system for rapid prototyping | |
| Vladić et al. | Vat photopolymerization | |
| WO1990011178A1 (en) | Method of forming three-dimensional shape | |
| JP2001301045A (ja) | ラピッドプロトタイピング装置 | |
| JP3252859B2 (ja) | 立体形状成形装置および立体形状成形方法 | |
| JP2004223789A (ja) | 観察機能付きマイクロ光造形装置 | |
| JP3490491B2 (ja) | 光造形品の製造方法及び光造形装置 | |
| JP2001158050A (ja) | 2光子マイクロ光造形方法およびその装置、2光子マイクロ光造形法によって形成した部品および可動機構 | |
| JP4376649B2 (ja) | 異波長レーザー光を用いた多光束微小構造物光造形方法及び装置 | |
| WO2018203867A1 (en) | Scanning vat-photopolymerization | |
| JPH01237123A (ja) | 光学的造形法における光束の走査法 | |
| KR101918979B1 (ko) | 디엘피 프로젝터 및 레이저 스캐너를 병용하는 3차원 프린팅 장치 | |
| JPH11170377A (ja) | 光造形加工法、該加工法を用いた可動装置および光造形加工装置 | |
| Suryatal et al. | A Stereolithography System for 3D Low Cost Components. |