JP2004190071A - 自動車車体の表面処理方法 - Google Patents
自動車車体の表面処理方法 Download PDFInfo
- Publication number
- JP2004190071A JP2004190071A JP2002357151A JP2002357151A JP2004190071A JP 2004190071 A JP2004190071 A JP 2004190071A JP 2002357151 A JP2002357151 A JP 2002357151A JP 2002357151 A JP2002357151 A JP 2002357151A JP 2004190071 A JP2004190071 A JP 2004190071A
- Authority
- JP
- Japan
- Prior art keywords
- titanium
- acid
- compound
- automobile body
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 66
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims abstract description 63
- 239000010936 titanium Substances 0.000 claims abstract description 62
- 150000003609 titanium compounds Chemical class 0.000 claims abstract description 48
- 229910052751 metal Inorganic materials 0.000 claims abstract description 46
- 239000002184 metal Substances 0.000 claims abstract description 46
- 150000001875 compounds Chemical class 0.000 claims abstract description 31
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 24
- 239000010959 steel Substances 0.000 claims abstract description 24
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical class F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 claims abstract description 21
- LLZRNZOLAXHGLL-UHFFFAOYSA-J titanic acid Chemical compound O[Ti](O)(O)O LLZRNZOLAXHGLL-UHFFFAOYSA-J 0.000 claims abstract description 21
- 239000002253 acid Substances 0.000 claims abstract description 20
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 claims abstract description 19
- 150000007524 organic acids Chemical class 0.000 claims abstract description 18
- 238000002156 mixing Methods 0.000 claims abstract description 16
- 150000003839 salts Chemical class 0.000 claims abstract description 15
- 238000004381 surface treatment Methods 0.000 claims abstract description 13
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 claims abstract description 10
- 229910000165 zinc phosphate Inorganic materials 0.000 claims abstract description 10
- 229910021529 ammonia Inorganic materials 0.000 claims abstract description 9
- 150000007514 bases Chemical class 0.000 claims abstract description 9
- 238000005238 degreasing Methods 0.000 claims abstract description 4
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 claims description 51
- 239000007788 liquid Substances 0.000 claims description 40
- 239000011248 coating agent Substances 0.000 claims description 38
- 238000000576 coating method Methods 0.000 claims description 37
- 239000007787 solid Substances 0.000 claims description 24
- 239000003795 chemical substances by application Substances 0.000 claims description 18
- 238000004070 electrodeposition Methods 0.000 claims description 12
- 229920005989 resin Polymers 0.000 claims description 12
- 239000011347 resin Substances 0.000 claims description 12
- 235000005985 organic acids Nutrition 0.000 claims description 7
- 238000005406 washing Methods 0.000 claims description 5
- 150000007513 acids Chemical class 0.000 claims 1
- 238000013329 compounding Methods 0.000 claims 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 28
- 239000012756 surface treatment agent Substances 0.000 abstract description 15
- 230000003301 hydrolyzing effect Effects 0.000 abstract description 5
- 230000003750 conditioning effect Effects 0.000 abstract description 3
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 abstract 1
- 238000004140 cleaning Methods 0.000 abstract 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 47
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 40
- 238000004519 manufacturing process Methods 0.000 description 19
- 239000003973 paint Substances 0.000 description 18
- 239000007864 aqueous solution Substances 0.000 description 14
- -1 for example Chemical compound 0.000 description 13
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 12
- 238000005260 corrosion Methods 0.000 description 12
- 230000007797 corrosion Effects 0.000 description 12
- 239000000203 mixture Substances 0.000 description 12
- 239000000049 pigment Substances 0.000 description 12
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 11
- 239000000463 material Substances 0.000 description 11
- 239000010419 fine particle Substances 0.000 description 10
- NBIIXXVUZAFLBC-UHFFFAOYSA-N phosphoric acid Substances OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 10
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 9
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 7
- 239000003513 alkali Substances 0.000 description 7
- 239000003822 epoxy resin Substances 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- 235000011007 phosphoric acid Nutrition 0.000 description 7
- 229920000647 polyepoxide Polymers 0.000 description 7
- 239000000243 solution Substances 0.000 description 7
- 238000003860 storage Methods 0.000 description 7
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 6
- 238000001035 drying Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- XJDNKRIXUMDJCW-UHFFFAOYSA-J titanium tetrachloride Chemical compound Cl[Ti](Cl)(Cl)Cl XJDNKRIXUMDJCW-UHFFFAOYSA-J 0.000 description 6
- 239000004925 Acrylic resin Substances 0.000 description 5
- 229920000178 Acrylic resin Polymers 0.000 description 5
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 5
- 125000002091 cationic group Chemical group 0.000 description 5
- 239000006185 dispersion Substances 0.000 description 5
- 229960004592 isopropanol Drugs 0.000 description 5
- 239000003960 organic solvent Substances 0.000 description 5
- DCKVFVYPWDKYDN-UHFFFAOYSA-L oxygen(2-);titanium(4+);sulfate Chemical compound [O-2].[Ti+4].[O-]S([O-])(=O)=O DCKVFVYPWDKYDN-UHFFFAOYSA-L 0.000 description 5
- 229910000348 titanium sulfate Inorganic materials 0.000 description 5
- VXUYXOFXAQZZMF-UHFFFAOYSA-N titanium(IV) isopropoxide Chemical compound CC(C)O[Ti](OC(C)C)(OC(C)C)OC(C)C VXUYXOFXAQZZMF-UHFFFAOYSA-N 0.000 description 5
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 4
- RGHNJXZEOKUKBD-SQOUGZDYSA-N D-gluconic acid Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C(O)=O RGHNJXZEOKUKBD-SQOUGZDYSA-N 0.000 description 4
- AEMRFAOFKBGASW-UHFFFAOYSA-N Glycolic acid Chemical compound OCC(O)=O AEMRFAOFKBGASW-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 238000004040 coloring Methods 0.000 description 4
- 238000009833 condensation Methods 0.000 description 4
- 230000005494 condensation Effects 0.000 description 4
- QOSATHPSBFQAML-UHFFFAOYSA-N hydrogen peroxide;hydrate Chemical compound O.OO QOSATHPSBFQAML-UHFFFAOYSA-N 0.000 description 4
- JVTAAEKCZFNVCJ-UHFFFAOYSA-N lactic acid Chemical compound CC(O)C(O)=O JVTAAEKCZFNVCJ-UHFFFAOYSA-N 0.000 description 4
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 4
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- 229920000298 Cellophane Polymers 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 239000004606 Fillers/Extenders Substances 0.000 description 3
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 3
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 3
- WMFOQBRAJBCJND-UHFFFAOYSA-M Lithium hydroxide Chemical compound [Li+].[OH-] WMFOQBRAJBCJND-UHFFFAOYSA-M 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- 239000002390 adhesive tape Substances 0.000 description 3
- 229920000180 alkyd Polymers 0.000 description 3
- 125000002648 azanetriyl group Chemical group *N(*)* 0.000 description 3
- 239000002585 base Substances 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000006482 condensation reaction Methods 0.000 description 3
- 238000010304 firing Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- 229910052744 lithium Inorganic materials 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 229920001228 polyisocyanate Polymers 0.000 description 3
- 239000005056 polyisocyanate Substances 0.000 description 3
- 229910052700 potassium Inorganic materials 0.000 description 3
- 239000011591 potassium Substances 0.000 description 3
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 3
- 239000011734 sodium Substances 0.000 description 3
- 229910052708 sodium Inorganic materials 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- RMVRSNDYEFQCLF-UHFFFAOYSA-N thiophenol Chemical compound SC1=CC=CC=C1 RMVRSNDYEFQCLF-UHFFFAOYSA-N 0.000 description 3
- XHAZMZWXAOBLQG-UHFFFAOYSA-N (1-hydroxy-1-phosphonopropyl)phosphonic acid Chemical compound CCC(O)(P(O)(O)=O)P(O)(O)=O XHAZMZWXAOBLQG-UHFFFAOYSA-N 0.000 description 2
- BJEPYKJPYRNKOW-REOHCLBHSA-N (S)-malic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O BJEPYKJPYRNKOW-REOHCLBHSA-N 0.000 description 2
- LMHAGAHDHRQIMB-UHFFFAOYSA-N 1,2-dichloro-1,2,3,3,4,4-hexafluorocyclobutane Chemical compound FC1(F)C(F)(F)C(F)(Cl)C1(F)Cl LMHAGAHDHRQIMB-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- RGHNJXZEOKUKBD-UHFFFAOYSA-N D-gluconic acid Natural products OCC(O)C(O)C(O)C(O)C(O)=O RGHNJXZEOKUKBD-UHFFFAOYSA-N 0.000 description 2
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 description 2
- LCGLNKUTAGEVQW-UHFFFAOYSA-N Dimethyl ether Chemical compound COC LCGLNKUTAGEVQW-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- UEZVMMHDMIWARA-UHFFFAOYSA-N Metaphosphoric acid Chemical compound OP(=O)=O UEZVMMHDMIWARA-UHFFFAOYSA-N 0.000 description 2
- AFVFQIVMOAPDHO-UHFFFAOYSA-N Methanesulfonic acid Chemical compound CS(O)(=O)=O AFVFQIVMOAPDHO-UHFFFAOYSA-N 0.000 description 2
- YNAVUWVOSKDBBP-UHFFFAOYSA-N Morpholine Chemical compound C1COCCN1 YNAVUWVOSKDBBP-UHFFFAOYSA-N 0.000 description 2
- UEEJHVSXFDXPFK-UHFFFAOYSA-N N-dimethylaminoethanol Chemical compound CN(C)CCO UEEJHVSXFDXPFK-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- YSMRWXYRXBRSND-UHFFFAOYSA-N TOTP Chemical compound CC1=CC=CC=C1OP(=O)(OC=1C(=CC=CC=1)C)OC1=CC=CC=C1C YSMRWXYRXBRSND-UHFFFAOYSA-N 0.000 description 2
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 125000000217 alkyl group Chemical group 0.000 description 2
- BJEPYKJPYRNKOW-UHFFFAOYSA-N alpha-hydroxysuccinic acid Natural products OC(=O)C(O)CC(O)=O BJEPYKJPYRNKOW-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- YCIMNLLNPGFGHC-UHFFFAOYSA-N catechol Chemical compound OC1=CC=CC=C1O YCIMNLLNPGFGHC-UHFFFAOYSA-N 0.000 description 2
- 235000015165 citric acid Nutrition 0.000 description 2
- 239000008199 coating composition Substances 0.000 description 2
- 239000010960 cold rolled steel Substances 0.000 description 2
- 239000007859 condensation product Substances 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 229960002887 deanol Drugs 0.000 description 2
- 239000008367 deionised water Substances 0.000 description 2
- 229910021641 deionized water Inorganic materials 0.000 description 2
- XPPKVPWEQAFLFU-UHFFFAOYSA-N diphosphoric acid Chemical compound OP(O)(=O)OP(O)(O)=O XPPKVPWEQAFLFU-UHFFFAOYSA-N 0.000 description 2
- 239000012153 distilled water Substances 0.000 description 2
- 238000009503 electrostatic coating Methods 0.000 description 2
- LNTHITQWFMADLM-UHFFFAOYSA-N gallic acid Chemical compound OC(=O)C1=CC(O)=C(O)C(O)=C1 LNTHITQWFMADLM-UHFFFAOYSA-N 0.000 description 2
- 239000000174 gluconic acid Substances 0.000 description 2
- 235000012208 gluconic acid Nutrition 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000004310 lactic acid Substances 0.000 description 2
- 235000014655 lactic acid Nutrition 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 239000001630 malic acid Substances 0.000 description 2
- 235000011090 malic acid Nutrition 0.000 description 2
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 229920000620 organic polymer Polymers 0.000 description 2
- HJZKOAYDRQLPME-UHFFFAOYSA-N oxidronic acid Chemical compound OP(=O)(O)C(O)P(O)(O)=O HJZKOAYDRQLPME-UHFFFAOYSA-N 0.000 description 2
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- WQGWDDDVZFFDIG-UHFFFAOYSA-N pyrogallol Chemical compound OC1=CC=CC(O)=C1O WQGWDDDVZFFDIG-UHFFFAOYSA-N 0.000 description 2
- 229940005657 pyrophosphoric acid Drugs 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- YGSDEFSMJLZEOE-UHFFFAOYSA-N salicylic acid Chemical compound OC(=O)C1=CC=CC=C1O YGSDEFSMJLZEOE-UHFFFAOYSA-N 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 235000011121 sodium hydroxide Nutrition 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000011975 tartaric acid Substances 0.000 description 2
- 235000002906 tartaric acid Nutrition 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 239000001577 tetrasodium phosphonato phosphate Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- TUSDEZXZIZRFGC-UHFFFAOYSA-N 1-O-galloyl-3,6-(R)-HHDP-beta-D-glucose Natural products OC1C(O2)COC(=O)C3=CC(O)=C(O)C(O)=C3C3=C(O)C(O)=C(O)C=C3C(=O)OC1C(O)C2OC(=O)C1=CC(O)=C(O)C(O)=C1 TUSDEZXZIZRFGC-UHFFFAOYSA-N 0.000 description 1
- ARXJGSRGQADJSQ-UHFFFAOYSA-N 1-methoxypropan-2-ol Chemical compound COCC(C)O ARXJGSRGQADJSQ-UHFFFAOYSA-N 0.000 description 1
- TZJQCUDHKUWEFU-UHFFFAOYSA-N 2,2-dimethylpentanenitrile Chemical compound CCCC(C)(C)C#N TZJQCUDHKUWEFU-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- 229940058020 2-amino-2-methyl-1-propanol Drugs 0.000 description 1
- VRVRGVPWCUEOGV-UHFFFAOYSA-N 2-aminothiophenol Chemical compound NC1=CC=CC=C1S VRVRGVPWCUEOGV-UHFFFAOYSA-N 0.000 description 1
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 1
- DILXLMRYFWFBGR-UHFFFAOYSA-N 2-formylbenzene-1,4-disulfonic acid Chemical compound OS(=O)(=O)C1=CC=C(S(O)(=O)=O)C(C=O)=C1 DILXLMRYFWFBGR-UHFFFAOYSA-N 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- ZLCPKMIJYMHZMJ-UHFFFAOYSA-N 2-nitrobenzene-1,3-diol Chemical compound OC1=CC=CC(O)=C1[N+]([O-])=O ZLCPKMIJYMHZMJ-UHFFFAOYSA-N 0.000 description 1
- SLAMLWHELXOEJZ-UHFFFAOYSA-N 2-nitrobenzoic acid Chemical compound OC(=O)C1=CC=CC=C1[N+]([O-])=O SLAMLWHELXOEJZ-UHFFFAOYSA-N 0.000 description 1
- PTYVBEKOPJHZLJ-UHFFFAOYSA-N 2-nitropropanoic acid Chemical compound OC(=O)C(C)[N+]([O-])=O PTYVBEKOPJHZLJ-UHFFFAOYSA-N 0.000 description 1
- XPIQJMUYUKAKNX-VOTSOKGWSA-N 3-[(2e)-octa-2,7-dienyl]oxolane-2,5-dione Chemical compound C=CCCC\C=C\CC1CC(=O)OC1=O XPIQJMUYUKAKNX-VOTSOKGWSA-N 0.000 description 1
- YHKWFDPEASWKFQ-UHFFFAOYSA-N 3-nitrobenzene-1,2-diol Chemical compound OC1=CC=CC([N+]([O-])=O)=C1O YHKWFDPEASWKFQ-UHFFFAOYSA-N 0.000 description 1
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 1
- WWQQPHUHTAZWDH-UHFFFAOYSA-N 4-ethylbenzenethiol Chemical compound CCC1=CC=C(S)C=C1 WWQQPHUHTAZWDH-UHFFFAOYSA-N 0.000 description 1
- DDFHBQSCUXNBSA-UHFFFAOYSA-N 5-(5-carboxythiophen-2-yl)thiophene-2-carboxylic acid Chemical compound S1C(C(=O)O)=CC=C1C1=CC=C(C(O)=O)S1 DDFHBQSCUXNBSA-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 1
- WRAGBEWQGHCDDU-UHFFFAOYSA-M C([O-])([O-])=O.[NH4+].[Zr+] Chemical compound C([O-])([O-])=O.[NH4+].[Zr+] WRAGBEWQGHCDDU-UHFFFAOYSA-M 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- 229940120146 EDTMP Drugs 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- DBVJJBKOTRCVKF-UHFFFAOYSA-N Etidronic acid Chemical compound OP(=O)(O)C(O)(C)P(O)(O)=O DBVJJBKOTRCVKF-UHFFFAOYSA-N 0.000 description 1
- JZDMNWBZPLJKBT-UHFFFAOYSA-N F.[Zr] Chemical compound F.[Zr] JZDMNWBZPLJKBT-UHFFFAOYSA-N 0.000 description 1
- 239000001263 FEMA 3042 Substances 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- AVXURJPOCDRRFD-UHFFFAOYSA-N Hydroxylamine Chemical compound ON AVXURJPOCDRRFD-UHFFFAOYSA-N 0.000 description 1
- IMQLKJBTEOYOSI-GPIVLXJGSA-N Inositol-hexakisphosphate Chemical compound OP(O)(=O)O[C@H]1[C@H](OP(O)(O)=O)[C@@H](OP(O)(O)=O)[C@H](OP(O)(O)=O)[C@H](OP(O)(O)=O)[C@@H]1OP(O)(O)=O IMQLKJBTEOYOSI-GPIVLXJGSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- WZGRPILAAGNGTK-UHFFFAOYSA-N O=P(=O)CCN(O)CCP(=O)=O Chemical compound O=P(=O)CCN(O)CCP(=O)=O WZGRPILAAGNGTK-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- LRBQNJMCXXYXIU-PPKXGCFTSA-N Penta-digallate-beta-D-glucose Natural products OC1=C(O)C(O)=CC(C(=O)OC=2C(=C(O)C=C(C=2)C(=O)OC[C@@H]2[C@H]([C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)O2)OC(=O)C=2C=C(OC(=O)C=3C=C(O)C(O)=C(O)C=3)C(O)=C(O)C=2)O)=C1 LRBQNJMCXXYXIU-PPKXGCFTSA-N 0.000 description 1
- IMQLKJBTEOYOSI-UHFFFAOYSA-N Phytic acid Natural products OP(O)(=O)OC1C(OP(O)(O)=O)C(OP(O)(O)=O)C(OP(O)(O)=O)C(OP(O)(O)=O)C1OP(O)(O)=O IMQLKJBTEOYOSI-UHFFFAOYSA-N 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- YDHWWBZFRZWVHO-UHFFFAOYSA-N [hydroxy(phosphonooxy)phosphoryl] phosphono hydrogen phosphate Chemical compound OP(O)(=O)OP(O)(=O)OP(O)(=O)OP(O)(O)=O YDHWWBZFRZWVHO-UHFFFAOYSA-N 0.000 description 1
- LSYVCAOPFHHUHM-UHFFFAOYSA-N [hydroxy-[hydroxy-[hydroxy(phosphonooxy)phosphoryl]oxyphosphoryl]oxyphosphoryl] phosphono hydrogen phosphate Chemical compound OP(O)(=O)OP(O)(=O)OP(O)(=O)OP(O)(=O)OP(O)(=O)OP(O)(O)=O LSYVCAOPFHHUHM-UHFFFAOYSA-N 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 125000003545 alkoxy group Chemical group 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- CBTVGIZVANVGBH-UHFFFAOYSA-N aminomethyl propanol Chemical compound CC(C)(N)CO CBTVGIZVANVGBH-UHFFFAOYSA-N 0.000 description 1
- PYCBFXMWPVRTCC-UHFFFAOYSA-N ammonium metaphosphate Chemical compound N.OP(=O)=O PYCBFXMWPVRTCC-UHFFFAOYSA-N 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 230000000844 anti-bacterial effect Effects 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- UNTBPXHCXVWYOI-UHFFFAOYSA-O azanium;oxido(dioxo)vanadium Chemical compound [NH4+].[O-][V](=O)=O UNTBPXHCXVWYOI-UHFFFAOYSA-O 0.000 description 1
- OXAUNDBQHKIUSD-UHFFFAOYSA-N azanium;titanium;fluoride Chemical compound [NH4+].[F-].[Ti] OXAUNDBQHKIUSD-UHFFFAOYSA-N 0.000 description 1
- GOZLPQZIQDBYMO-UHFFFAOYSA-N azanium;zirconium;fluoride Chemical compound [NH4+].[F-].[Zr] GOZLPQZIQDBYMO-UHFFFAOYSA-N 0.000 description 1
- 239000003899 bactericide agent Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- SRSXLGNVWSONIS-UHFFFAOYSA-N benzenesulfonic acid Chemical compound OS(=O)(=O)C1=CC=CC=C1 SRSXLGNVWSONIS-UHFFFAOYSA-N 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 229960004365 benzoic acid Drugs 0.000 description 1
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical compound C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 description 1
- 239000012964 benzotriazole Substances 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- FPCJKVGGYOAWIZ-UHFFFAOYSA-N butan-1-ol;titanium Chemical compound [Ti].CCCCO.CCCCO.CCCCO.CCCCO FPCJKVGGYOAWIZ-UHFFFAOYSA-N 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical class OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 238000009500 colour coating Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- AZSFNUJOCKMOGB-UHFFFAOYSA-N cyclotriphosphoric acid Chemical compound OP1(=O)OP(O)(=O)OP(O)(=O)O1 AZSFNUJOCKMOGB-UHFFFAOYSA-N 0.000 description 1
- 238000010908 decantation Methods 0.000 description 1
- 239000012972 dimethylethanolamine Substances 0.000 description 1
- NFDRPXJGHKJRLJ-UHFFFAOYSA-N edtmp Chemical compound OP(O)(=O)CN(CP(O)(O)=O)CCN(CP(O)(O)=O)CP(O)(O)=O NFDRPXJGHKJRLJ-UHFFFAOYSA-N 0.000 description 1
- 239000002320 enamel (paints) Substances 0.000 description 1
- CCIVGXIOQKPBKL-UHFFFAOYSA-M ethanesulfonate Chemical compound CCS([O-])(=O)=O CCIVGXIOQKPBKL-UHFFFAOYSA-M 0.000 description 1
- 239000004210 ether based solvent Substances 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 235000019253 formic acid Nutrition 0.000 description 1
- 229940074391 gallic acid Drugs 0.000 description 1
- 235000004515 gallic acid Nutrition 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 125000005843 halogen group Chemical group 0.000 description 1
- TVHALOSDPLTTSR-UHFFFAOYSA-H hexasodium;[oxido-[oxido(phosphonatooxy)phosphoryl]oxyphosphoryl] phosphate Chemical compound [Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[O-]P([O-])(=O)OP([O-])(=O)OP([O-])(=O)OP([O-])([O-])=O TVHALOSDPLTTSR-UHFFFAOYSA-H 0.000 description 1
- 238000007602 hot air drying Methods 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 229960004337 hydroquinone Drugs 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 229920003063 hydroxymethyl cellulose Polymers 0.000 description 1
- 229940031574 hydroxymethyl cellulose Drugs 0.000 description 1
- TVZISJTYELEYPI-UHFFFAOYSA-N hypodiphosphoric acid Chemical compound OP(O)(=O)P(O)(O)=O TVZISJTYELEYPI-UHFFFAOYSA-N 0.000 description 1
- VVIUBCNYACGLLV-UHFFFAOYSA-N hypotaurine Chemical compound [NH3+]CCS([O-])=O VVIUBCNYACGLLV-UHFFFAOYSA-N 0.000 description 1
- 229910052816 inorganic phosphate Inorganic materials 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229940098779 methanesulfonic acid Drugs 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229940113083 morpholine Drugs 0.000 description 1
- QYZFTMMPKCOTAN-UHFFFAOYSA-N n-[2-(2-hydroxyethylamino)ethyl]-2-[[1-[2-(2-hydroxyethylamino)ethylamino]-2-methyl-1-oxopropan-2-yl]diazenyl]-2-methylpropanamide Chemical compound OCCNCCNC(=O)C(C)(C)N=NC(C)(C)C(=O)NCCNCCO QYZFTMMPKCOTAN-UHFFFAOYSA-N 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 150000002828 nitro derivatives Chemical class 0.000 description 1
- MCSAJNNLRCFZED-UHFFFAOYSA-N nitroethane Chemical compound CC[N+]([O-])=O MCSAJNNLRCFZED-UHFFFAOYSA-N 0.000 description 1
- LYGJENNIWJXYER-UHFFFAOYSA-N nitromethane Chemical compound C[N+]([O-])=O LYGJENNIWJXYER-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 125000005461 organic phosphorous group Chemical group 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- FJKROLUGYXJWQN-UHFFFAOYSA-N papa-hydroxy-benzoic acid Natural products OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- ACVYVLVWPXVTIT-UHFFFAOYSA-N phosphinic acid Chemical compound O[PH2]=O ACVYVLVWPXVTIT-UHFFFAOYSA-N 0.000 description 1
- AQSJGOWTSHOLKH-UHFFFAOYSA-N phosphite(3-) Chemical class [O-]P([O-])[O-] AQSJGOWTSHOLKH-UHFFFAOYSA-N 0.000 description 1
- 150000003016 phosphoric acids Chemical class 0.000 description 1
- 235000002949 phytic acid Nutrition 0.000 description 1
- 229940068041 phytic acid Drugs 0.000 description 1
- 239000000467 phytic acid Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 229940079877 pyrogallol Drugs 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000010992 reflux Methods 0.000 description 1
- 229960001755 resorcinol Drugs 0.000 description 1
- 229960004889 salicylic acid Drugs 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- ABTOQLMXBSRXSM-UHFFFAOYSA-N silicon tetrafluoride Chemical compound F[Si](F)(F)F ABTOQLMXBSRXSM-UHFFFAOYSA-N 0.000 description 1
- FQENQNTWSFEDLI-UHFFFAOYSA-J sodium diphosphate Chemical compound [Na+].[Na+].[Na+].[Na+].[O-]P([O-])(=O)OP([O-])([O-])=O FQENQNTWSFEDLI-UHFFFAOYSA-J 0.000 description 1
- GCLGEJMYGQKIIW-UHFFFAOYSA-H sodium hexametaphosphate Chemical compound [Na]OP1(=O)OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])O1 GCLGEJMYGQKIIW-UHFFFAOYSA-H 0.000 description 1
- 235000019982 sodium hexametaphosphate Nutrition 0.000 description 1
- 229940048086 sodium pyrophosphate Drugs 0.000 description 1
- 235000019832 sodium triphosphate Nutrition 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 150000003455 sulfinic acids Chemical class 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 235000015523 tannic acid Nutrition 0.000 description 1
- LRBQNJMCXXYXIU-NRMVVENXSA-N tannic acid Chemical compound OC1=C(O)C(O)=CC(C(=O)OC=2C(=C(O)C=C(C=2)C(=O)OC[C@@H]2[C@H]([C@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)[C@@H](OC(=O)C=3C=C(OC(=O)C=4C=C(O)C(O)=C(O)C=4)C(O)=C(O)C=3)O2)OC(=O)C=2C=C(OC(=O)C=3C=C(O)C(O)=C(O)C=3)C(O)=C(O)C=2)O)=C1 LRBQNJMCXXYXIU-NRMVVENXSA-N 0.000 description 1
- 229940033123 tannic acid Drugs 0.000 description 1
- 229920002258 tannic acid Polymers 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- ISIJQEHRDSCQIU-UHFFFAOYSA-N tert-butyl 2,7-diazaspiro[4.5]decane-7-carboxylate Chemical compound C1N(C(=O)OC(C)(C)C)CCCC11CNCC1 ISIJQEHRDSCQIU-UHFFFAOYSA-N 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 235000019818 tetrasodium diphosphate Nutrition 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- BFDQRLXGNLZULX-UHFFFAOYSA-N titanium hydrofluoride Chemical compound F.[Ti] BFDQRLXGNLZULX-UHFFFAOYSA-N 0.000 description 1
- 229910000349 titanium oxysulfate Inorganic materials 0.000 description 1
- XROWMBWRMNHXMF-UHFFFAOYSA-J titanium tetrafluoride Chemical compound [F-].[F-].[F-].[F-].[Ti+4] XROWMBWRMNHXMF-UHFFFAOYSA-J 0.000 description 1
- JUWGUJSXVOBPHP-UHFFFAOYSA-B titanium(4+);tetraphosphate Chemical compound [Ti+4].[Ti+4].[Ti+4].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O JUWGUJSXVOBPHP-UHFFFAOYSA-B 0.000 description 1
- 229940086542 triethylamine Drugs 0.000 description 1
- 239000013638 trimer Substances 0.000 description 1
- UNXRWKVEANCORM-UHFFFAOYSA-N triphosphoric acid Chemical compound OP(O)(=O)OP(O)(=O)OP(O)(O)=O UNXRWKVEANCORM-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 239000003021 water soluble solvent Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
- OMQSJNWFFJOIMO-UHFFFAOYSA-J zirconium tetrafluoride Chemical compound F[Zr](F)(F)F OMQSJNWFFJOIMO-UHFFFAOYSA-J 0.000 description 1
Landscapes
- Chemical Treatment Of Metals (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
【課題】少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体上に均一に、防食性に優れた処理膜を形成することのできる表面処理方法を提供すること。
【解決手段】少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体を必要に応じて脱脂・洗浄・表面調整した後、リン酸亜鉛処理を行い、次いで(A)加水分解性チタン化合物、加水分解性チタン化合物の低縮合物、水酸化チタン及び水酸化チタンの低縮合物よりなる群から選ばれる少なくとも1種のチタン化合物を過酸化水素水と混合して得られるチタン含有水性液、並びに(B)有機酸、有機酸の塩、金属弗化水素酸、金属弗化水素酸塩、有機塩基性化合物及びアンモニアから選ばれる少なくとも1種の化合物を含有してなるチタン系金属表面処理剤により処理してなることを特徴とする自動車車体の表面処理方法。
【選択図】なし
【解決手段】少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体を必要に応じて脱脂・洗浄・表面調整した後、リン酸亜鉛処理を行い、次いで(A)加水分解性チタン化合物、加水分解性チタン化合物の低縮合物、水酸化チタン及び水酸化チタンの低縮合物よりなる群から選ばれる少なくとも1種のチタン化合物を過酸化水素水と混合して得られるチタン含有水性液、並びに(B)有機酸、有機酸の塩、金属弗化水素酸、金属弗化水素酸塩、有機塩基性化合物及びアンモニアから選ばれる少なくとも1種の化合物を含有してなるチタン系金属表面処理剤により処理してなることを特徴とする自動車車体の表面処理方法。
【選択図】なし
Description
【0001】
【発明の属する技術分野】
本発明は、自動車車体の表面処理方法に関するものである。
【0002】
【従来の技術およびその課題】
近年、自動車車体に用いられる鋼材の種類は多様化し、従来使用されている冷延鋼板に替わって、加工性に優れる高張力鋼板(例えば特許文献1、特許文献2参照)、耐食性に優れる各種めっき鋼板、アルミニウム合金板、マグネシウム合金板などが大きく伸びてきている。
【0003】
自動車車体には、これらの材料が複数組み合わされて組み立てられるのが一般的であり、これら複数の種類の材料を同時に表面処理した場合、材料種によって処理にバラツキを生じるため、表面処理剤の選択が非常に難しくなる。
【0004】
特に、高張力鋼板はリン酸塩処理などの表面処理が比較的困難な鋼材であり、特許文献1などにあるように鋼材からの改良は続けられているものの、一般に使われる冷延鋼板とは表面処理性が大きく異なる。
【0005】
かかる高張力鋼板などの表面処理が比較的困難な素材に対してリン酸亜鉛処理を行なうと、化成処理膜の生成不良箇所が生じ、上塗り塗装後の鋼板の耐食性を著しく低下させる原因となる。
【0006】
本発明の目的は、少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体上に均一に、防食性に優れた処理膜を形成することのできる表面処理方法を提供することである。
【0007】
【特許文献1】
特開平5−271857号公報
【特許文献2】
特開平5−230595号公報
【0008】
【課題を解決するための手段】
本発明者らは上記課題を解決するため鋭意検討を行った結果、少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体をリン酸亜鉛処理した後、該リン酸亜鉛処理された車体を特定のチタン系金属表面処理剤を用いて処理することにより、防食性に優れた皮膜を形成できることを見出し、本発明を完成するに至った。
【0009】
すなわち本発明は、少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体を必要に応じて脱脂・洗浄・表面調整した後、リン酸亜鉛処理を行い、次いで
(A)加水分解性チタン化合物、加水分解性チタン化合物の低縮合物、水酸化チタン及び水酸化チタンの低縮合物よりなる群から選ばれる少なくとも1種のチタン化合物を過酸化水素水と混合して得られるチタン含有水性液、並びに
(B)有機酸、有機酸の塩、金属弗化水素酸、金属弗化水素酸塩、有機塩基性化合物及びアンモニアから選ばれる少なくとも1種の化合物を含有してなるチタン系金属表面処理剤により処理してなることを特徴とする自動車車体の表面処理方法に関する。
【0010】
また、本発明は、上記自動車車体の表面処理方法を用いて得られる表面処理自動車車体の上に電着塗膜を形成し、該自動車車体の外板部に、さらに必要に応じて中塗り塗膜及び上塗り塗膜が形成されてなることを特徴とする樹脂被覆自動車車体に関する。
【0011】
【発明の実施の形態】
本発明方法は、少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体を必要に応じて脱脂・洗浄・表面調整した後リン酸亜鉛処理を行い、次いで加水分解性チタン化合物、加水分解性チタン化合物の低縮合物、水酸化チタン及び水酸化チタンの低縮合物よりなる群から選ばれる少なくとも1種のチタン化合物を過酸化水素水と混合して得られるチタン含有水性液(A)、並びに有機酸、有機酸の塩、金属弗化水素酸、金属弗化水素酸塩、有機塩基性化合物及びアンモニアから選ばれる少なくとも1種の化合物(B)を含有してなるチタン系金属表面処理剤により処理してなるものである。まず、チタン系金属表面処理剤について詳細に説明する。
【0012】
チタン系金属表面処理剤
チタン系金属表面処理剤は、加水分解性チタン化合物、加水分解性チタン化合物の低縮合物、水酸化チタン及び水酸化チタンの低縮合物よりなる群から選ばれる少なくとも1種のチタン化合物を過酸化水素水と混合して得られるチタン含有水性液(A)、並びに、有機酸、有機酸の塩、金属弗化水素酸、金属弗化水素酸塩、有機塩基性化合物及びアンモニアから選ばれる少なくとも1種の化合物(B)を含有するものである。
【0013】
チタン含有水性液(A)
本発明の無機膜形成用塗布剤の(A)成分である、加水分解性チタン化合物、加水分解性チタン化合物の低縮合物、水酸化チタン及び水酸化チタンの低縮合物から選ばれる少なくとも1種のチタン化合物と過酸化水素水とを混合して得られるチタン含有水性液としては、従来から公知のものを適宜選択して使用することができる。
【0014】
上記加水分解性チタン化合物は、チタン原子に直接結合する加水分解性基を有するチタン化合物であって、水、水蒸気などの水分と反応することにより水酸化チタンを生成するものである。また、加水分解性チタン化合物において、チタン原子に結合する基の全てが加水分解性基であっても、又加水分解性基の1部が加水分解された水酸基になっていてもどちらでも構わない。
【0015】
上記加水分解性基としては、水分と反応することにより水酸基を生成するものであれば特に制限されないが、例えば、低級アルコキシル基やチタン原子と塩を形成する基等が挙げられる。チタン原子と塩を形成する基としては、例えば、ハロゲン原子(塩素等)、水素原子、硫酸イオン等が挙げられる。
【0016】
加水分解性基として、チタンと塩を形成する基を有する加水分解性チタン化合物としては、塩化チタン、硫酸チタン等が代表的なものとして挙げられる。
【0017】
また、加水分解性チタン化合物の低縮合物は、上記した加水分解性チタン化合物同士の低縮合物である。該低縮合物は、チタン原子に結合する基の全てが加水分解性基であっても、又加水分解性基の一部が加水分解された水酸基となっていてもどちらでも構わない。
【0018】
水酸化チタンの低縮合物としては、例えば、塩化チタン、硫酸チタン等の水溶液とアンモニア、苛性ソーダ等のアルカリ溶液との反応により得られるオルトチタン酸(水酸化チタンゲル)等を使用できる。
【0019】
上記加水分解性チタン化合物の低縮合物又は水酸化チタンの低縮合物における縮合度は、2〜30の化合物が使用でき、特に縮合度2〜10の範囲内のものを使用することが好ましい。
【0020】
前記水性液(A)としては、上記チタン化合物と過酸化水素水とを反応させることにより得られるチタン含有水性液であれば、従来から公知のものを特に制限なしに使用することができる。具体的には、下記のものを使用できる。
【0021】
▲1▼含水酸化チタンのゲル又はゾルに過酸化水素水を添加して得られるペルオキソチタン酸水溶液(特開昭63−35419号及び特開平1−224220号公報参照)。
【0022】
▲2▼塩化チタン、硫酸チタン等の水溶液とアンモニア、苛性ソーダ等のアルカリ水溶液とを反応させてオルトチタン酸と呼ばれる水酸化チタンゲルを沈殿させ、次いでデカンテーションによって水酸化チタンゲルを分離、水洗し、これに過酸化水素水を加えることにより得られる黄色透明粘性液体である酸化チタン膜形成用水性液。
【0023】
▲3▼塩化チタン、硫酸チタン等の無機チタン化合物の水溶液に過酸化水素水を加えてぺルオキソチタン水和物を形成し、これに塩基性物質を添加し、水以外の溶解成分を除去した後に過酸化水素を作用させて得られる酸化チタン膜形成用水性液(特開2000−247638号及び特開2000−247639号公報参照)。
【0024】
チタン含有水性液(A)としては、加水分解性チタン化合物及び/又はその低縮合物を過酸化水素水と混合して得られるペルオキソチタン酸水溶液(A1)を用いるのが好ましい。
【0025】
該チタン化合物としては、特に一般式
Ti(OR)4 (1)
(式中、Rは同一もしくは異なって炭素数1〜5のアルキル基を示す)で表わされるテトラアルコキシチタンが好ましい。Rで示される炭素数1〜5のアルキル基としては、例えば、メチル基、エチル基、n−プロピル基、iso−プロピル基、n−ブチル基、iso−ブチル基、sec−ブチル基、tert−ブチル基等が挙げられる。
【0026】
また、上記チタン化合物の低縮合物としては、上記一般式(1)の化合物をお互いに縮合反応させてなる縮合度2〜30のものを使用するのが好ましく、縮合度2〜10のものを使用することがより好ましい。
【0027】
加水分解性チタン化合物及び/又はその低縮合物(以下、これらのものを単に「加水分解性チタン化合物(a)」と略す)と過酸化水素水との混合割合は、加水分解性チタン化合物(a)10重量部に対して過酸化水素水が過酸化水素換算で0.1〜100重量部、特に1〜20重量部の範囲内が好ましい。過酸化水素水が、過酸化水素換算で0.1重量部未満になるとペルオキソチタン酸の形成が十分でなく白濁沈殿が生じるので好ましくない。一方、100重量部を超えると未反応の過酸化水素が残存し易く貯蔵中に危険な活性酸素を放出するので好ましくない。
【0028】
過酸化水素水の過酸化水素濃度は特に限定されないが3〜30重量%の範囲内であることが取り扱いやすさ、塗装作業性に関係する生成液の固形分濃度等の点で好ましい。
【0029】
また、上記ペルオキソチタン酸水溶液は、通常、加水分解性チタン化合物(a)を、温度1〜70℃の範囲内で10分〜20時間程度、過酸化水素水と攪拌下に混合することにより調整できる。この混合の際、必要に応じて、例えば、メタノール、エタノール、n−プロパノール、iso−プロパノール、エチレングリコールモノブチルエーテル、プロピレングリコールモノメチルエーテル等の水可溶性溶媒を使用することもできる。
【0030】
上記ペルオキソチタン酸水溶液(A1)は、加水分解性チタン化合物(a)を過酸化水素水と混合させることにより、加水分解性チタン化合物が水で加水分解されて水酸基含有チタン化合物を生成し、次いでこの水酸基含有チタン化合物に過酸化水素が直ちに配位してペルオキソチタン酸を形成することにより得られるものと推察される。このペルオキソチタン酸水溶液は、室温域で安定性が高く、長期の保存に耐える。
【0031】
また、酸化チタンゾルの存在化で、加水分解性チタン化合物(a)を過酸化水素水と混合して得られるペルオキソチタン酸水溶液(A2)は、該水溶液の貯蔵安定性、得られる酸化チタン膜の耐食性等が向上しているので好ましい。その理由は、該水溶液の調整において、加水分解性チタン化合物(a)が酸化チタンゾル粒子に吸着され、この吸着された加水分解性チタン化合物(a)が該粒子表面に生じた水酸基と縮合反応して化学結合すると共に、該加水分解性チタン化合物自体も縮合反応して高分子化され、次いで過酸化水素水と混合されることにより、得られた該水溶液が安定化され、貯蔵中のゲル化や増粘が顕著に防止されるものと推測される。
【0032】
上記酸化チタンゾルは、無定型酸化チタン微粒子やアナターゼ型酸化チタン微粒子が水に分散したゾルである。酸化チタンゾルとしては、アナターゼ型酸化チタンの水分散液が、耐食性の点から好ましい。酸化チタンゾルは、水以外に、必要に応じて、例えば、アルコール系、アルコールエーテル系等の水性有機溶剤を含有しても構わない。
【0033】
上記酸化チタンゾルとしては、従来から公知のものを使用することができる。該酸化チタンゾルとしては、例えば、酸化チタン凝集物を水に分散した酸化チタン微粒子や、該酸化チタン凝集物を焼成してアナターゼ型酸化チタン微粒子とし、これを水に分散したものを使用することができる。無定型酸化チタンの焼成は、少なくともアナターゼの結晶化温度以上の温度、通常、200℃以上の温度で焼成すれば、無定形酸化チタンをアナターゼ型酸化チタンに変換させることができる。上記酸化チタン凝集物としては、例えば、(1)硫酸チタン、硫酸チタニル等の無機チタン化合物を加水分解して得られるもの、(2)チタンアルコキシド等の有機チタン化合物を加水分解して得られるもの、(3)四塩化チタン等のハロゲン化チタン溶液を加水分解又は中和して得られるもの等を挙げることができる。
【0034】
上記酸化チタンゾルの市販品としては、例えば、「TKS−201」(テイカ(株)製、商品名、平均粒子径6nmのアナターゼ型酸化チタン微粒子の水性ゾル)、「TKS−203」(テイカ(株)製、商品名、平均粒子径6nmのアナターゼ型酸化チタン微粒子の水性ゾル)、「TA−15」(日産化学(株)製、商品名、アナターゼ型酸化チタン微粒子の水性ゾル)、「STS−11」(石原産業(株)製、商品名、アナターゼ型酸化チタン微粒子の水性ゾル)等が挙げられる。
【0035】
加水分解性チタン化合物(a)と過酸化水素水を混合する際に、存在させる酸化チタンゾルの使用量は、通常、加水分解性チタン化合物(a)1重量部に対して、固形分で0.01〜10重量部、好ましくは0.1〜8重量部の範囲である。酸化チタンゾルの使用量が0.01重量部未満になると塗布剤の貯蔵安定性、得られる酸化チタン膜の耐食性等の向上という酸化チタンゾルを添加した効果が得られず、一方10重量部を超えると塗布剤の造膜性が劣るので好ましくない。
【0036】
チタン含有水性液(A)は、必要に応じて酸化チタンゾルの存在化で、加水分解性チタン化合物(a)を過酸化水素水と混合して得られるペルオキソチタン酸水溶液を、更に80℃以上の温度で加熱処理又はオートクレーブ処理して平均粒子径が10nm以下の酸化チタン微粒子の分散液としてから使用することもできる。この分散液の外観は、通常半透明状である。
【0037】
加熱処理又はオートクレーブ処理の温度が80℃未満では、十分に酸化チタンの結晶化が進まない。上記処理により得られる酸化チタン微粒子は、粒子径が10nm以下、好ましくは1nm〜6nmの範囲である。また、該粒子径が10nmより大きくなると造膜性が低下して、被膜の乾燥重量1g/m2以上でワレを生じるので好ましくない。
【0038】
チタン含有水性液(A)が、前記水性液(A1)である場合は、上記乾燥条件下で、通常、水酸基を若干含むアモルファス酸化チタン膜を形成する。アモルファス酸化チタン膜は、ガスバリヤー性が優れるという利点がある。また、チタン含有水性液(A2)の場合は、上記乾燥条件下で、通常、水酸基を若干含むアナターゼ型酸化チタン膜を形成する。
【0039】
化合物(B)
本発明のチタン系金属表面処理剤の(B)成分である化合物は、有機酸、有機酸塩、金属弗化水素酸、金属弗化水素酸塩、アンモニア及び有機塩基性化合物から選ばれる少なくとも1種の化合物である。
【0040】
上記チタン含有水性液(A)に化合物(B)を添加することにより、チタン系金属表面処理剤の液安定性を大幅に向上させることができる。
【0041】
上記有機酸としては、例えば、酢酸、シュウ酸、グリコール酸、乳酸、リンゴ酸、クエン酸、酒石酸、グルコン酸等の有機カルボン酸;メタンスルフォン酸、エタンスルフォン酸、p−ベンゼンスルフォン酸等の有機スルフォン酸;2−アミノ−エタンスルフィン酸、p−トルエンスルフィン酸等の有機スルフィン酸;ニトロメタン、ニトロエタン、ニトロプロピオン酸、ニトロカテコール、2−ニトロレソルシノール、ニトロ安息香酸等の有機ニトロ化合物;フェノール、カテコール、レソルシノール、ヒドロキノン、ピロガロール、サリチル酸、没食子酸、安息香酸、チオフェノール、2−アミノチオフェノール、4−エチルチオフェノール等のフェノール類;1−ヒドロキシメタン−1、1−ジホスホン酸、1−ヒドロキシエタン−1、1−ジホスホン酸、1−ヒドロキシプロパン−1、1−ジホスホン酸、ニトリロ(アミノ)トリメチレンホスホン酸、ニトリロ(アミノ)トリエチレンホスホン酸、ニトリロ(アミノ)トリプロピレンホスホン酸、エチレンジアミンテトラメチレンホスホン酸、エチレンジアミンテトラエチレンホスホン酸、エチレンジアミンテトラプロピレンホスホン酸、N,N−ビス(2−ホスホエチル)ヒドロキシアミン、N,N−ビス(2−ホスホメチル)ヒドロキシアミン、2−ヒドロキシエチルホスホン酸ジメチルエーテルの加水分解物、2−ヒドロキシホスホノ酢酸、2−ホスホノブタン−1,2,4−トリカルボン酸等の有機リン酸化合物が挙げられる。
【0042】
また、有機酸の塩としては、上記有機酸にアルカリ化合物を加えることにより形成される有機酸の塩を使用することができる。該アルカリ化合物としては、例えば、リチウム、ナトリウム、カリウム、アンモニウム等を含有する有機又は無機アルカリ化合物が挙げられる。
【0043】
有機酸又は有機酸塩としては、水に溶解性のあるものを使用することが好ましい。
【0044】
有機酸又は有機酸塩としては、特に、グリコール酸、乳酸、リンゴ酸、クエン酸、酒石酸、グルコン酸等のヒドロキシカルボン酸;1−ヒドロキシメタン−1、1−ジホスホン酸、1−ヒドロキシエタン−1、1−ジホスホン酸、1−ヒドロキシプロパン−1、1−ジホスホン酸等のヒドロキシル基含有有機亜リン酸;2−ヒドロキシホスホノ酢酸、2−ホスホノブタン−1,2,4−トリカルボン酸等のカルボキシル基含有有機亜リン酸及びこれらの塩よりなる群から選ばれる少なくとも一種の化合物を使用することが、塗布剤の貯蔵安定性、得られる塗膜の耐食性等に優れた効果を発揮することから、好ましい。
【0045】
上記金属弗化水素酸及び金属弗化水素酸塩としては、例えば、ジルコニウム弗化水素酸、チタン弗化水素酸、珪弗化水素酸、ジルコニウム弗化塩、チタン弗化塩、珪弗化塩などを挙げることができる。金属弗化水素酸の塩を形成するものとしては、例えば、ナトリウム、カリウム、リチウム、アンモニウム等が挙げられるが、中でもアンモニウムが好ましく、具体例として、ジルコニウム弗化アンモニウム、チタン弗化アンモニウム、珪弗化アンモニウムなどが挙げられる。
【0046】
上記有機塩基性化合物としては、沸点200℃以下の有機塩基性化合物で中和可能なものであれば特に制限なく用いることができる。望ましいものとしては、特に、ジメチルエタノールアミン、2−アミノ−2−メチル−1−プロパノール、トリエチルアミン、モルホリン等が挙げられる。
【0047】
有機酸、有機酸塩、金属弗化水素酸、金属弗化水素酸塩、アンモニア及び有機塩基性化合物は1種で又は2種以上混合して用いることができ、チタン含有水性液(A)及び化合物(B)の含有割合が、チタン含有水性液(A)の固形分100重量部に対して、化合物(B)が0.1〜400重量部、特に1〜200重量部の範囲内が好ましい。
【0048】
チタン系金属表面処理剤は、中性もしくは酸性領域で安定な液体となるので、特にPH1〜10、特に1〜9の範囲が好ましい。
【0049】
チタン系金属表面処理剤には、必要に応じて、例えば、メタノール、エタノール、イソプロピルアルコール、エチレングリコール、プロピレングリコール等の親水性溶剤を含んでもよい。また、本処理剤は、必要に応じて、水又は親水性溶剤を用いて、希釈して使用できる。
【0050】
チタン系金属表面処理剤には、処理剤の貯蔵安定性を向上させる目的で、必要に応じて、無機リン酸化合物を添加することができる。
【0051】
無機リン酸化合物としては、例えば、オルトリン酸、メタリン酸、亞リン酸、メタ亞リン酸、次リン酸、次亞リン酸、ピロリン酸、トリポリリン酸、テトラリン酸、ヘキサリン酸、トリメタリン酸、ピロ亞リン酸、及びリン酸誘導体等が挙げられる。これらの化合物は1種もしくは2種以上組合せて使用することができる。また、これらのリン酸化合物はアルカリ化合物と塩を形成していてもよく、該アルカリ化合物としては、例えば、リチウム、ナトリウム、カリウム、アンモニウム等を含有する有機又は無機アルカリ化合物が挙げられる。
【0052】
無機リン酸化合物としては、水に溶解性のあるものを使用することが好ましい。
【0053】
無機リン酸化合物としては、特に、オルトリン酸、ピロリン酸ナトリウム、トリポリリン酸ナトリウム、テトラリン酸ナトリウム、メタリン酸、メタリン酸アンモニウム、ヘキサメタリン酸ナトリウム等を使用することが、塗布剤の貯蔵安定性、得られた塗膜の耐食性等に優れた効果を発揮することから、好ましい。
【0054】
本発明塗布剤に、上記無機リン酸化合物を含有させる場合の含有割合は、通常、チタン含有水性液(A)の固形分100重量部に対して、1〜400重量部程度の範囲、特に10〜200重量部程度の範囲であるのが好ましい。
【0055】
チタン系金属表面処理剤には、耐酸性、耐アルカリ性を向上させる目的で、必要に応じて、例えば、上記した成分以外に、Al、Ca、Ti、V、Mn、Co、Fe、Cu、Zn、Zr、Nb、Mo、Ta、W等2価以上の金属イオンを含有することもできる。
【0056】
また、チタン系金属表面処理剤には、有機高分子化合物を含有することもできる。有機高分子化合物としては、例えば、エポキシ系樹脂、フェノール系樹脂、アクリル系樹脂、ウレタン系樹脂、オレフィン−カルボン酸系樹脂、ナイロン系樹脂、ポリビニルアルコール、ポリエチレングリコール、ポリグリセリン、カルボキシメチルセルロース、ヒドロキシメチルセルロース、ヒドロキシエチルセルロースなどが挙げられる。
【0057】
チタン系金属表面処理剤には、必要に応じて、更に、各種の添加物を含有することもできる。例えば、増粘剤、界面活性剤、防菌剤、防錆剤、潤滑剤、消泡剤、レベリング剤、酸化チタンゾル、酸化チタン粉末、着色顔料、体質顔料、防錆顔料等を挙げることができる。防錆剤としては、例えば、タンニン酸、フィチン酸、ベンゾトリアゾール、メタバナジン酸アンモニウム、炭酸ジルコニウムアンモニウム、水酸化リチウム等を挙げることができる。体質顔料としては、例えば、マイカ、タルク、シリカ、微粉シリカ、バリタ、クレー等を挙げることができる。
【0058】
チタン系金属表面処理剤による処理方法
本発明方法においては、上記で得られたチタン系金属表面処理剤を用いて自動車車体の表面処理を行う。該自動車車体が、少なくとも一部に高張力鋼板を用いて組み立てられたものであることにより、本発明の効果が発揮される。これは、本発明に用いるチタン系金属表面処理剤が高張力鋼板など従来の処理剤では化成処理性が劣る金属に対しても極めて密着性に優れるため、化成処理膜の生成不良箇所や元々化成処理膜の付きにくいエッジ部などにもチタン系金属表面処理剤による保護膜が均一に形成され、耐食性が大幅に向上することによる。
【0059】
また、自動車車体を形成する高張力鋼板以外の金属としては、鉄、亜鉛、アルミニウム、マグネシウム、これら金属の合金など特に限定されない。
【0060】
チタン系金属表面処理剤の塗膜厚は、乾燥塗膜として0.01〜10μm、特に0.1〜5μmの範囲内が好ましい。
【0061】
また、チタン系金属表面処理剤の乾燥は、例えば、通常の熱風乾燥炉などで、雰囲気温度40℃〜250℃、好ましくは50℃〜200℃で1分〜60分、特に好ましくは2分〜50分程度で加熱させるのがよい。
【0062】
上記のようにして得られた表面処理された自動車車体の上に、通常電着塗装を行なった後、焼付け、外板部に対してはさらに、必要に応じて中塗りを塗装して焼付けた後、上塗り塗装を行い焼付ける。
【0063】
上記電着塗装に用いられる電着塗料は、アニオン型及びカチオン型いずれであってもよいが、一般には、耐食性の点からカチオン型が好ましく、また基体樹脂としては、エポキシ系、アクリル系、ポリブタジエン系、アルキド系、ポリエステル系等いずれの樹脂でも使用することができるが、なかでも例えばアミン付加エポキシ樹脂に代表されるポリアミン樹脂が好ましい。また、硬化剤としては、ブロック化ポリイソシアネート化合物やアミノ樹脂等の従来から知られた硬化剤を用いることができ、特にブロック化ポリイソシアネート化合物が好ましい。
【0064】
カチオン電着塗装は、通常、浴温15〜35℃に調整し、印加電圧100〜400Vの条件で行なうことができる。電着塗膜の膜厚は、特に制限されるものではないが、一般には、硬化塗膜に基いて10〜40μmの範囲内が好ましい。また、塗膜の焼付け硬化温度は、一般に100〜200℃の範囲内で5〜90分間が適している。
【0065】
電着塗膜には、直接上塗り塗料を塗装しても差支えないが、平滑性、鮮映性、層間付着性、耐チッピング性などを向上させるために中塗り塗料を塗装することもできる。中塗り塗料として、既知のものが使用でき、例えば、アクリル樹脂、ポリエステル樹脂、アルキド樹脂などの基体樹脂、メラミン樹脂や(ブロック)ポリイソシアネート化合物などの硬化剤、着色顔料、体質顔料などを配合してなる有機溶剤系又は水系の中塗り塗料が使用できる。中塗り塗料は車体の表裏全面に塗装しても差支えないが、必要な部分、例えば外板部のみに塗装することも可能である。塗装は、エアスプレー、エアレススプレー、静電塗装などによって行なうことができ、膜厚は硬化塗膜に基づいて10〜40μmの範囲内が好ましい。その塗膜は通常100〜170℃で10〜40分間加熱することによって硬化することができる。
【0066】
中塗り塗膜もしくは電着塗膜の上に塗られる上塗り塗料は、被塗物に美粧性を付与するものである。具体的には、仕上がり外観(鮮映性、平滑性、光沢など)、耐候性(光沢保持性、保色性、耐チョーキング性など)、耐薬品性、耐水性、耐湿性、硬化性などの優れた塗膜を形成するそれ自体すでに公知の塗料が使用でき、一例として挙げるならば、例えば、アミノ・アクリル樹脂系、アミノ・アルキド樹脂系、アミノ・ポリエステル樹脂系などをビヒクル主成分とし、これを水および(または)有機溶剤中に溶解もしくは分散せしめてなる液状塗料や粉体塗料などがあげられる。
【0067】
本発明において用いうる上塗り塗料は、上記のビヒクル主成分を用いた塗料にメタリック顔料および(または)着色顔料を配合したエナメル塗料とこれらの顔料を全くもしくはほとんど含まないクリヤー塗料に分類される。そして、これらの塗料を用いて上塗り塗膜を形成する方法としては、例えば、下記の方法が挙げられる。
【0068】
▲1▼メタリック顔料、必要に応じ着色顔料を配合してなるメタリック塗料または着色顔料を配合してなるソリッドカラー塗料を塗装し、加熱硬化する(1コート1ベーク方式によるメタリックまたはソリッドカラー仕上げ)。
【0069】
▲2▼メタリック顔料またはソリッドカラー塗料を塗装し、加熱硬化した後さらにクリヤー塗料を塗装し、再度加熱硬化する(2コート2ベーク方式によるメタリックまたはソリッドカラー仕上げ)。
【0070】
▲3▼メタリック塗料またはソリッドカラー塗料を塗装し、続いてクリヤー塗料を塗装した後、加熱して該両塗膜を同時に硬化する(2コート1ベーク方式によるメタリックまたはソリッドカラー仕上げ)。
【0071】
これらの上塗り塗料は、スプレー塗装、静電塗装などで塗装することが好ましい。また、塗装膜厚は、乾燥膜厚に基づいて、上記▲1▼では25μm〜40μm、上記▲2▼、▲3▼では、メタリック塗料ならびにソリッドカラー塗料は10μm〜30μm、クリヤー塗料は25μm〜50μmがそれぞれ好ましい。加熱条件はビヒクル成分によって任意に選択できるが、80℃〜170℃、特に120℃〜150℃で10分間〜40分間程度が好ましい。
【0072】
【発明の効果】
本発明の自動車車体の表面処理方法を用いることにより、自動車車体の少なくとも一部が高張力鋼板から構成されたものであっても素材による表面処理のバラツキがなく均一に処理することができ、また、エッジ部も十分に保護されるため、極めて防食性に優れた処理膜を形成することができ、自動車車体の表面処理方法として極めて有用なものである。
【0073】
【実施例】
以下、実施例及び比較例を挙げて本発明をさらに具体的に説明する。以下、「部」および「%」はそれぞれ「重量部」および「重量%」を意味する。本発明は以下の実施例に制限されるものではない。
【0074】
チタン含有水性液の製造
製造例1
四塩化チタン60%溶液5ccを蒸留水で500ccとした溶液にアンモニア水(1:9)を滴下し、水酸化チタンを沈殿させた。蒸留水で洗浄後、過酸化水素水30%溶液を10cc加えかき混ぜ、チタンを含む黄色半透明の粘性のある固形分2%のチタン含有水性液(T1)を得た。
【0075】
製造例2
テトラiso−プロポキシチタン10部とiso−プロパノール10部の混合物を30%過酸化水素水10部と脱イオン水100部の混合物中に20℃で1時間かけて撹拌しながら滴下した。その後25℃で2時間熟成し黄色透明の少し粘性のある固形分2%のチタン含有水性液(T2)を得た。
【0076】
製造例3
チタン含有水性液(T2)の製造例のテトラiso−プロポキシチタンの代わりにテトラn−ブトキシチタンを使用して同様の製造条件で固形分2%のチタン含有水性液(T3)を得た。
【0077】
製造例4
チタン含有水性液(T2)の製造例のテトラiso−プロポキシチタンの代わりにテトラiso−プロポキシチタンの3量体を使用して同様の製造条件で固形分2%のチタン含有水性液(T4)を得た。
【0078】
製造例5
チタン含有水性液(T2)の製造例において過酸化水素水を3倍量用い50℃で1時間かけて滴下しさらに60℃で3時間熟成し固形分2%のチタン含有水性液(T5)を得た。
【0079】
製造例6
チタン系水溶液(T3)を95℃で6時間加熱処理し、白黄色の半透明な固形分2%のチタン含有水性液(T6)を得た。
【0080】
製造例7
テトラiso−プロポキシチタン10部とiso−プロパノール10部の混合物を、TKS−203(テイカ(株)製、酸化チタンゾル)を5部(固形分)、30%過酸化水素水10部、脱イオン水100部の混合物中に10℃で1時間かけて撹拌しながら滴下した。その後10℃で24時間熟成し黄色透明の少し粘性のある固形分2%のチタン含有水性液(T7)を得た。
【0081】
アクリル樹脂の製造
製造例8
温度計、攪拌械、冷却器、滴下ロートを備えた1Lの四ツ口フラスコに、イソプロピルアルコール180部を入れ、窒素置換の後、フラスコ内の温度を85℃に調整し、エチルアクリレート140部、メチルメタクリレート68部、スチレン15部、N−n−ブトキシメチルアクリルアミド15部、2−ヒドロキシエチルアクリレート38部及びアクリル酸24部よりなる単量体混合物を、2,2′−アゾビス(2,4−ジメチルワレロニトリル)6部よりなる触媒とともに約2時間を要して滴下する。滴下終了後同温度で、さらに5時間反応を続けると重合率がほぼ100%、固形分約63%、酸価約67の無色透明な樹脂溶液が得られる。この樹脂溶液500部に対してジメチルアミノエタノール108部を混合し、加水後十分に攪拌することによって固形分30%のアクリル樹脂水分散液(C1)を得た。
【0082】
アミン変性エポキシ樹脂の製造
製造例9
攪拌装置、還流冷却器、温度計、液体滴下装置を備えた反応装置に、エピコート1009レジン(シェル化学社製エポキシ樹脂;分子量3,750)1,880g(0.5モル)とメチルイソブチルケトン/キシレン=1/1(重量比)の混合溶媒1,000gを加えた後、攪拌加熱し、均一に溶解した。その後70℃まで冷却し、液体滴下装置に分取したジ(n−プロパノール)アミン70gを30分間を要して滴下した。この間、反応温度を70℃に保持した。 滴下終了後120℃で2時間保持し、反応を完結させることにより、固形分66%のアミン変性エポキシ樹脂を得た。得られた樹脂1,000gに対して88%の蟻酸25部を混合し、加水後十分に攪拌することによって、固形分30%のアミン変性エポキシ樹脂水分散液(C2)を得た。
【0083】
チタン系金属表面処理剤の製造
製造例10〜27
下記表1に示す配合表に従って、各原料を配合し、混合、攪拌して、各チタン系金属表面処理剤を得た。
【0084】
【表1】
 【0085】
【0085】
試験塗板の作成
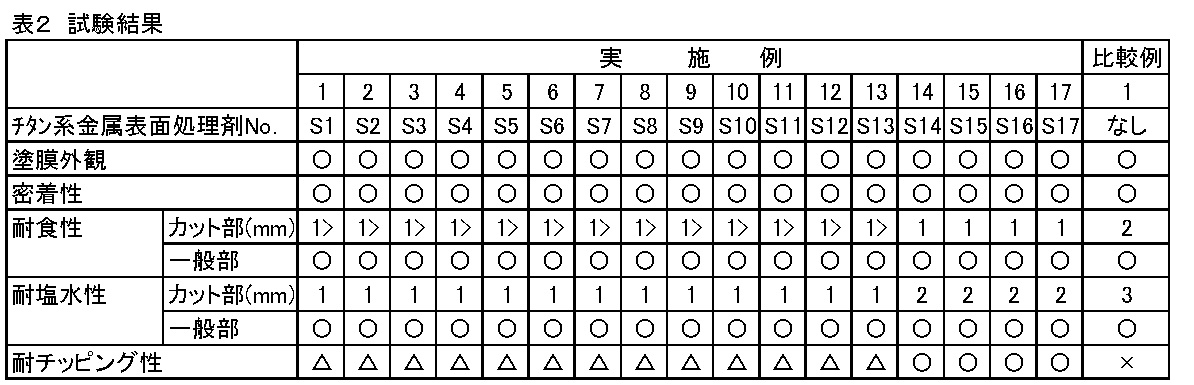
実施例1〜17
板厚0.8mmの高張力鋼板の表面をアルカリ脱脂した後、表面調整(日本パーカライジング(株)製のリン酸チタン処理「プレパレンZ」を用いた浸漬処理)を行い、さらにリン酸亜鉛処理(日本パーカライジング(株)製の「パルボンドL3020」を用いた浸漬処理)を行った後、水洗、乾燥してリン酸亜鉛処理を施した表面処理高張力鋼板を得た。該鋼板上のリン酸亜鉛処理皮膜の付着量は1.5g/m2であった。
【0086】
上記表面処理高張力鋼板の上に、上記表1に示す各チタン系金属表面処理剤を、後記表2に示す組み合わせにて、乾燥膜厚が0.3μmとなるようにバーコーターにて塗装し、最高素材到達温度100℃で3秒間かけて乾燥を行い処理膜を形成させた後、カチオン電着塗料エレクロンGT−10(関西ペイント(株)製、エポキシポリエステル系カチオン型電着塗料)を電着塗装し、170℃で30分間焼付けし、乾燥膜厚約20μmの電着塗装板を得た。この電着塗面に中塗り塗料(「TP65グレ−」、関西ペイント(株)製、有機溶剤系)を膜厚30μmになるようにスプレーにて塗装し、140℃で30分間焼付けた。その後、上塗り塗料ネオアミラック#6000ホワイト(関西ペイント(株)製、有機溶剤系)を、乾燥膜厚が約30μmとなるようにスプレーにて塗装し、140℃で20分間乾燥機にて焼付け、各試験塗板を得た。
【0087】
比較例1
上記実施例1において、チタン系金属表面処理剤を塗布して乾燥させる工程を省いた以外は、実施例1と同様にして試験塗板を作成した。
【0088】
上記実施例及び比較例で得られた各試験塗板について下記試験方法を用いて評価を行なった。得られた結果を後記表2に示す。
【0089】
試験方法
密着性:塗装板を40℃の温水に10日間浸漬した後、塗膜面にナイフを使用して約2mmの巾で縦、横それぞれ11本の切り目を入れ、その表面に24mm巾のセロハン粘着テープを密着させ、強く剥離した時のゴバン目部の密着性を下記基準で評価した。
○:全く剥離なし、
△:若干剥離あり、
×:著しい剥離あり。
【0090】
耐食性:塗装板に素地まで達するクロスカットを入れ、これをJISZ−2371に準じて720時間耐塩水噴霧試験を行った後、水洗し、一般部のサビ、フクレ等を下記基準で評価するとともに、クロスカット部にセロハン粘着テ−プを密着させ瞬時に剥がした時のクロスカット部の最大剥離幅(片側、mm)を表記した。
○:塗面にサビ、フクレ等の発生が認められない、
△:塗面にわずかにサビ又はフクレの発生が認められる、
×:塗面に著しいサビ又はフクレの発生が認められる。
【0091】
耐塩水性:塗装板に素地まで達するクロスカットを入れ、これを5%の食塩水に50℃で10日間浸漬した後、水洗し、一般部のサビ、フクレ等を下記基準で評価するとともに、クロスカット部にセロハン粘着テープを密着させ瞬時に剥がした時のクロスカット部の最大剥離幅(片側、mm)を表記した。
○:塗面にサビ、フクレ等の発生が認められない、
△:塗面にわずかにサビ又はフクレの発生が認められる、
×:塗面に著しいサビ又はフクレの発生が認められる。
【0092】
耐チッピング性:−20℃において、7号砕石100gを、3kg/cm2の圧力で、塗面に対し90度の角度から塗面に吹き付けた後、石を当てた面についてガムテープでの剥離試験を行ない以下の基準で評価した。
○:塗膜のハガレが認められない、
△:わずかに塗膜の剥離が認められる、
×:著しい塗膜の剥離が認められる。
【0093】
【表2】
【0094】
【発明の効果】
本発明の自動車車体の表面処理方法は上記した構成を持つことから、少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体上に均一に、金属素材への密着性、防食性、耐チッピング性等に優れた処理膜を形成することができ、産業上において極めて有用なものである。
【発明の属する技術分野】
本発明は、自動車車体の表面処理方法に関するものである。
【0002】
【従来の技術およびその課題】
近年、自動車車体に用いられる鋼材の種類は多様化し、従来使用されている冷延鋼板に替わって、加工性に優れる高張力鋼板(例えば特許文献1、特許文献2参照)、耐食性に優れる各種めっき鋼板、アルミニウム合金板、マグネシウム合金板などが大きく伸びてきている。
【0003】
自動車車体には、これらの材料が複数組み合わされて組み立てられるのが一般的であり、これら複数の種類の材料を同時に表面処理した場合、材料種によって処理にバラツキを生じるため、表面処理剤の選択が非常に難しくなる。
【0004】
特に、高張力鋼板はリン酸塩処理などの表面処理が比較的困難な鋼材であり、特許文献1などにあるように鋼材からの改良は続けられているものの、一般に使われる冷延鋼板とは表面処理性が大きく異なる。
【0005】
かかる高張力鋼板などの表面処理が比較的困難な素材に対してリン酸亜鉛処理を行なうと、化成処理膜の生成不良箇所が生じ、上塗り塗装後の鋼板の耐食性を著しく低下させる原因となる。
【0006】
本発明の目的は、少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体上に均一に、防食性に優れた処理膜を形成することのできる表面処理方法を提供することである。
【0007】
【特許文献1】
特開平5−271857号公報
【特許文献2】
特開平5−230595号公報
【0008】
【課題を解決するための手段】
本発明者らは上記課題を解決するため鋭意検討を行った結果、少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体をリン酸亜鉛処理した後、該リン酸亜鉛処理された車体を特定のチタン系金属表面処理剤を用いて処理することにより、防食性に優れた皮膜を形成できることを見出し、本発明を完成するに至った。
【0009】
すなわち本発明は、少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体を必要に応じて脱脂・洗浄・表面調整した後、リン酸亜鉛処理を行い、次いで
(A)加水分解性チタン化合物、加水分解性チタン化合物の低縮合物、水酸化チタン及び水酸化チタンの低縮合物よりなる群から選ばれる少なくとも1種のチタン化合物を過酸化水素水と混合して得られるチタン含有水性液、並びに
(B)有機酸、有機酸の塩、金属弗化水素酸、金属弗化水素酸塩、有機塩基性化合物及びアンモニアから選ばれる少なくとも1種の化合物を含有してなるチタン系金属表面処理剤により処理してなることを特徴とする自動車車体の表面処理方法に関する。
【0010】
また、本発明は、上記自動車車体の表面処理方法を用いて得られる表面処理自動車車体の上に電着塗膜を形成し、該自動車車体の外板部に、さらに必要に応じて中塗り塗膜及び上塗り塗膜が形成されてなることを特徴とする樹脂被覆自動車車体に関する。
【0011】
【発明の実施の形態】
本発明方法は、少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体を必要に応じて脱脂・洗浄・表面調整した後リン酸亜鉛処理を行い、次いで加水分解性チタン化合物、加水分解性チタン化合物の低縮合物、水酸化チタン及び水酸化チタンの低縮合物よりなる群から選ばれる少なくとも1種のチタン化合物を過酸化水素水と混合して得られるチタン含有水性液(A)、並びに有機酸、有機酸の塩、金属弗化水素酸、金属弗化水素酸塩、有機塩基性化合物及びアンモニアから選ばれる少なくとも1種の化合物(B)を含有してなるチタン系金属表面処理剤により処理してなるものである。まず、チタン系金属表面処理剤について詳細に説明する。
【0012】
チタン系金属表面処理剤
チタン系金属表面処理剤は、加水分解性チタン化合物、加水分解性チタン化合物の低縮合物、水酸化チタン及び水酸化チタンの低縮合物よりなる群から選ばれる少なくとも1種のチタン化合物を過酸化水素水と混合して得られるチタン含有水性液(A)、並びに、有機酸、有機酸の塩、金属弗化水素酸、金属弗化水素酸塩、有機塩基性化合物及びアンモニアから選ばれる少なくとも1種の化合物(B)を含有するものである。
【0013】
チタン含有水性液(A)
本発明の無機膜形成用塗布剤の(A)成分である、加水分解性チタン化合物、加水分解性チタン化合物の低縮合物、水酸化チタン及び水酸化チタンの低縮合物から選ばれる少なくとも1種のチタン化合物と過酸化水素水とを混合して得られるチタン含有水性液としては、従来から公知のものを適宜選択して使用することができる。
【0014】
上記加水分解性チタン化合物は、チタン原子に直接結合する加水分解性基を有するチタン化合物であって、水、水蒸気などの水分と反応することにより水酸化チタンを生成するものである。また、加水分解性チタン化合物において、チタン原子に結合する基の全てが加水分解性基であっても、又加水分解性基の1部が加水分解された水酸基になっていてもどちらでも構わない。
【0015】
上記加水分解性基としては、水分と反応することにより水酸基を生成するものであれば特に制限されないが、例えば、低級アルコキシル基やチタン原子と塩を形成する基等が挙げられる。チタン原子と塩を形成する基としては、例えば、ハロゲン原子(塩素等)、水素原子、硫酸イオン等が挙げられる。
【0016】
加水分解性基として、チタンと塩を形成する基を有する加水分解性チタン化合物としては、塩化チタン、硫酸チタン等が代表的なものとして挙げられる。
【0017】
また、加水分解性チタン化合物の低縮合物は、上記した加水分解性チタン化合物同士の低縮合物である。該低縮合物は、チタン原子に結合する基の全てが加水分解性基であっても、又加水分解性基の一部が加水分解された水酸基となっていてもどちらでも構わない。
【0018】
水酸化チタンの低縮合物としては、例えば、塩化チタン、硫酸チタン等の水溶液とアンモニア、苛性ソーダ等のアルカリ溶液との反応により得られるオルトチタン酸(水酸化チタンゲル)等を使用できる。
【0019】
上記加水分解性チタン化合物の低縮合物又は水酸化チタンの低縮合物における縮合度は、2〜30の化合物が使用でき、特に縮合度2〜10の範囲内のものを使用することが好ましい。
【0020】
前記水性液(A)としては、上記チタン化合物と過酸化水素水とを反応させることにより得られるチタン含有水性液であれば、従来から公知のものを特に制限なしに使用することができる。具体的には、下記のものを使用できる。
【0021】
▲1▼含水酸化チタンのゲル又はゾルに過酸化水素水を添加して得られるペルオキソチタン酸水溶液(特開昭63−35419号及び特開平1−224220号公報参照)。
【0022】
▲2▼塩化チタン、硫酸チタン等の水溶液とアンモニア、苛性ソーダ等のアルカリ水溶液とを反応させてオルトチタン酸と呼ばれる水酸化チタンゲルを沈殿させ、次いでデカンテーションによって水酸化チタンゲルを分離、水洗し、これに過酸化水素水を加えることにより得られる黄色透明粘性液体である酸化チタン膜形成用水性液。
【0023】
▲3▼塩化チタン、硫酸チタン等の無機チタン化合物の水溶液に過酸化水素水を加えてぺルオキソチタン水和物を形成し、これに塩基性物質を添加し、水以外の溶解成分を除去した後に過酸化水素を作用させて得られる酸化チタン膜形成用水性液(特開2000−247638号及び特開2000−247639号公報参照)。
【0024】
チタン含有水性液(A)としては、加水分解性チタン化合物及び/又はその低縮合物を過酸化水素水と混合して得られるペルオキソチタン酸水溶液(A1)を用いるのが好ましい。
【0025】
該チタン化合物としては、特に一般式
Ti(OR)4 (1)
(式中、Rは同一もしくは異なって炭素数1〜5のアルキル基を示す)で表わされるテトラアルコキシチタンが好ましい。Rで示される炭素数1〜5のアルキル基としては、例えば、メチル基、エチル基、n−プロピル基、iso−プロピル基、n−ブチル基、iso−ブチル基、sec−ブチル基、tert−ブチル基等が挙げられる。
【0026】
また、上記チタン化合物の低縮合物としては、上記一般式(1)の化合物をお互いに縮合反応させてなる縮合度2〜30のものを使用するのが好ましく、縮合度2〜10のものを使用することがより好ましい。
【0027】
加水分解性チタン化合物及び/又はその低縮合物(以下、これらのものを単に「加水分解性チタン化合物(a)」と略す)と過酸化水素水との混合割合は、加水分解性チタン化合物(a)10重量部に対して過酸化水素水が過酸化水素換算で0.1〜100重量部、特に1〜20重量部の範囲内が好ましい。過酸化水素水が、過酸化水素換算で0.1重量部未満になるとペルオキソチタン酸の形成が十分でなく白濁沈殿が生じるので好ましくない。一方、100重量部を超えると未反応の過酸化水素が残存し易く貯蔵中に危険な活性酸素を放出するので好ましくない。
【0028】
過酸化水素水の過酸化水素濃度は特に限定されないが3〜30重量%の範囲内であることが取り扱いやすさ、塗装作業性に関係する生成液の固形分濃度等の点で好ましい。
【0029】
また、上記ペルオキソチタン酸水溶液は、通常、加水分解性チタン化合物(a)を、温度1〜70℃の範囲内で10分〜20時間程度、過酸化水素水と攪拌下に混合することにより調整できる。この混合の際、必要に応じて、例えば、メタノール、エタノール、n−プロパノール、iso−プロパノール、エチレングリコールモノブチルエーテル、プロピレングリコールモノメチルエーテル等の水可溶性溶媒を使用することもできる。
【0030】
上記ペルオキソチタン酸水溶液(A1)は、加水分解性チタン化合物(a)を過酸化水素水と混合させることにより、加水分解性チタン化合物が水で加水分解されて水酸基含有チタン化合物を生成し、次いでこの水酸基含有チタン化合物に過酸化水素が直ちに配位してペルオキソチタン酸を形成することにより得られるものと推察される。このペルオキソチタン酸水溶液は、室温域で安定性が高く、長期の保存に耐える。
【0031】
また、酸化チタンゾルの存在化で、加水分解性チタン化合物(a)を過酸化水素水と混合して得られるペルオキソチタン酸水溶液(A2)は、該水溶液の貯蔵安定性、得られる酸化チタン膜の耐食性等が向上しているので好ましい。その理由は、該水溶液の調整において、加水分解性チタン化合物(a)が酸化チタンゾル粒子に吸着され、この吸着された加水分解性チタン化合物(a)が該粒子表面に生じた水酸基と縮合反応して化学結合すると共に、該加水分解性チタン化合物自体も縮合反応して高分子化され、次いで過酸化水素水と混合されることにより、得られた該水溶液が安定化され、貯蔵中のゲル化や増粘が顕著に防止されるものと推測される。
【0032】
上記酸化チタンゾルは、無定型酸化チタン微粒子やアナターゼ型酸化チタン微粒子が水に分散したゾルである。酸化チタンゾルとしては、アナターゼ型酸化チタンの水分散液が、耐食性の点から好ましい。酸化チタンゾルは、水以外に、必要に応じて、例えば、アルコール系、アルコールエーテル系等の水性有機溶剤を含有しても構わない。
【0033】
上記酸化チタンゾルとしては、従来から公知のものを使用することができる。該酸化チタンゾルとしては、例えば、酸化チタン凝集物を水に分散した酸化チタン微粒子や、該酸化チタン凝集物を焼成してアナターゼ型酸化チタン微粒子とし、これを水に分散したものを使用することができる。無定型酸化チタンの焼成は、少なくともアナターゼの結晶化温度以上の温度、通常、200℃以上の温度で焼成すれば、無定形酸化チタンをアナターゼ型酸化チタンに変換させることができる。上記酸化チタン凝集物としては、例えば、(1)硫酸チタン、硫酸チタニル等の無機チタン化合物を加水分解して得られるもの、(2)チタンアルコキシド等の有機チタン化合物を加水分解して得られるもの、(3)四塩化チタン等のハロゲン化チタン溶液を加水分解又は中和して得られるもの等を挙げることができる。
【0034】
上記酸化チタンゾルの市販品としては、例えば、「TKS−201」(テイカ(株)製、商品名、平均粒子径6nmのアナターゼ型酸化チタン微粒子の水性ゾル)、「TKS−203」(テイカ(株)製、商品名、平均粒子径6nmのアナターゼ型酸化チタン微粒子の水性ゾル)、「TA−15」(日産化学(株)製、商品名、アナターゼ型酸化チタン微粒子の水性ゾル)、「STS−11」(石原産業(株)製、商品名、アナターゼ型酸化チタン微粒子の水性ゾル)等が挙げられる。
【0035】
加水分解性チタン化合物(a)と過酸化水素水を混合する際に、存在させる酸化チタンゾルの使用量は、通常、加水分解性チタン化合物(a)1重量部に対して、固形分で0.01〜10重量部、好ましくは0.1〜8重量部の範囲である。酸化チタンゾルの使用量が0.01重量部未満になると塗布剤の貯蔵安定性、得られる酸化チタン膜の耐食性等の向上という酸化チタンゾルを添加した効果が得られず、一方10重量部を超えると塗布剤の造膜性が劣るので好ましくない。
【0036】
チタン含有水性液(A)は、必要に応じて酸化チタンゾルの存在化で、加水分解性チタン化合物(a)を過酸化水素水と混合して得られるペルオキソチタン酸水溶液を、更に80℃以上の温度で加熱処理又はオートクレーブ処理して平均粒子径が10nm以下の酸化チタン微粒子の分散液としてから使用することもできる。この分散液の外観は、通常半透明状である。
【0037】
加熱処理又はオートクレーブ処理の温度が80℃未満では、十分に酸化チタンの結晶化が進まない。上記処理により得られる酸化チタン微粒子は、粒子径が10nm以下、好ましくは1nm〜6nmの範囲である。また、該粒子径が10nmより大きくなると造膜性が低下して、被膜の乾燥重量1g/m2以上でワレを生じるので好ましくない。
【0038】
チタン含有水性液(A)が、前記水性液(A1)である場合は、上記乾燥条件下で、通常、水酸基を若干含むアモルファス酸化チタン膜を形成する。アモルファス酸化チタン膜は、ガスバリヤー性が優れるという利点がある。また、チタン含有水性液(A2)の場合は、上記乾燥条件下で、通常、水酸基を若干含むアナターゼ型酸化チタン膜を形成する。
【0039】
化合物(B)
本発明のチタン系金属表面処理剤の(B)成分である化合物は、有機酸、有機酸塩、金属弗化水素酸、金属弗化水素酸塩、アンモニア及び有機塩基性化合物から選ばれる少なくとも1種の化合物である。
【0040】
上記チタン含有水性液(A)に化合物(B)を添加することにより、チタン系金属表面処理剤の液安定性を大幅に向上させることができる。
【0041】
上記有機酸としては、例えば、酢酸、シュウ酸、グリコール酸、乳酸、リンゴ酸、クエン酸、酒石酸、グルコン酸等の有機カルボン酸;メタンスルフォン酸、エタンスルフォン酸、p−ベンゼンスルフォン酸等の有機スルフォン酸;2−アミノ−エタンスルフィン酸、p−トルエンスルフィン酸等の有機スルフィン酸;ニトロメタン、ニトロエタン、ニトロプロピオン酸、ニトロカテコール、2−ニトロレソルシノール、ニトロ安息香酸等の有機ニトロ化合物;フェノール、カテコール、レソルシノール、ヒドロキノン、ピロガロール、サリチル酸、没食子酸、安息香酸、チオフェノール、2−アミノチオフェノール、4−エチルチオフェノール等のフェノール類;1−ヒドロキシメタン−1、1−ジホスホン酸、1−ヒドロキシエタン−1、1−ジホスホン酸、1−ヒドロキシプロパン−1、1−ジホスホン酸、ニトリロ(アミノ)トリメチレンホスホン酸、ニトリロ(アミノ)トリエチレンホスホン酸、ニトリロ(アミノ)トリプロピレンホスホン酸、エチレンジアミンテトラメチレンホスホン酸、エチレンジアミンテトラエチレンホスホン酸、エチレンジアミンテトラプロピレンホスホン酸、N,N−ビス(2−ホスホエチル)ヒドロキシアミン、N,N−ビス(2−ホスホメチル)ヒドロキシアミン、2−ヒドロキシエチルホスホン酸ジメチルエーテルの加水分解物、2−ヒドロキシホスホノ酢酸、2−ホスホノブタン−1,2,4−トリカルボン酸等の有機リン酸化合物が挙げられる。
【0042】
また、有機酸の塩としては、上記有機酸にアルカリ化合物を加えることにより形成される有機酸の塩を使用することができる。該アルカリ化合物としては、例えば、リチウム、ナトリウム、カリウム、アンモニウム等を含有する有機又は無機アルカリ化合物が挙げられる。
【0043】
有機酸又は有機酸塩としては、水に溶解性のあるものを使用することが好ましい。
【0044】
有機酸又は有機酸塩としては、特に、グリコール酸、乳酸、リンゴ酸、クエン酸、酒石酸、グルコン酸等のヒドロキシカルボン酸;1−ヒドロキシメタン−1、1−ジホスホン酸、1−ヒドロキシエタン−1、1−ジホスホン酸、1−ヒドロキシプロパン−1、1−ジホスホン酸等のヒドロキシル基含有有機亜リン酸;2−ヒドロキシホスホノ酢酸、2−ホスホノブタン−1,2,4−トリカルボン酸等のカルボキシル基含有有機亜リン酸及びこれらの塩よりなる群から選ばれる少なくとも一種の化合物を使用することが、塗布剤の貯蔵安定性、得られる塗膜の耐食性等に優れた効果を発揮することから、好ましい。
【0045】
上記金属弗化水素酸及び金属弗化水素酸塩としては、例えば、ジルコニウム弗化水素酸、チタン弗化水素酸、珪弗化水素酸、ジルコニウム弗化塩、チタン弗化塩、珪弗化塩などを挙げることができる。金属弗化水素酸の塩を形成するものとしては、例えば、ナトリウム、カリウム、リチウム、アンモニウム等が挙げられるが、中でもアンモニウムが好ましく、具体例として、ジルコニウム弗化アンモニウム、チタン弗化アンモニウム、珪弗化アンモニウムなどが挙げられる。
【0046】
上記有機塩基性化合物としては、沸点200℃以下の有機塩基性化合物で中和可能なものであれば特に制限なく用いることができる。望ましいものとしては、特に、ジメチルエタノールアミン、2−アミノ−2−メチル−1−プロパノール、トリエチルアミン、モルホリン等が挙げられる。
【0047】
有機酸、有機酸塩、金属弗化水素酸、金属弗化水素酸塩、アンモニア及び有機塩基性化合物は1種で又は2種以上混合して用いることができ、チタン含有水性液(A)及び化合物(B)の含有割合が、チタン含有水性液(A)の固形分100重量部に対して、化合物(B)が0.1〜400重量部、特に1〜200重量部の範囲内が好ましい。
【0048】
チタン系金属表面処理剤は、中性もしくは酸性領域で安定な液体となるので、特にPH1〜10、特に1〜9の範囲が好ましい。
【0049】
チタン系金属表面処理剤には、必要に応じて、例えば、メタノール、エタノール、イソプロピルアルコール、エチレングリコール、プロピレングリコール等の親水性溶剤を含んでもよい。また、本処理剤は、必要に応じて、水又は親水性溶剤を用いて、希釈して使用できる。
【0050】
チタン系金属表面処理剤には、処理剤の貯蔵安定性を向上させる目的で、必要に応じて、無機リン酸化合物を添加することができる。
【0051】
無機リン酸化合物としては、例えば、オルトリン酸、メタリン酸、亞リン酸、メタ亞リン酸、次リン酸、次亞リン酸、ピロリン酸、トリポリリン酸、テトラリン酸、ヘキサリン酸、トリメタリン酸、ピロ亞リン酸、及びリン酸誘導体等が挙げられる。これらの化合物は1種もしくは2種以上組合せて使用することができる。また、これらのリン酸化合物はアルカリ化合物と塩を形成していてもよく、該アルカリ化合物としては、例えば、リチウム、ナトリウム、カリウム、アンモニウム等を含有する有機又は無機アルカリ化合物が挙げられる。
【0052】
無機リン酸化合物としては、水に溶解性のあるものを使用することが好ましい。
【0053】
無機リン酸化合物としては、特に、オルトリン酸、ピロリン酸ナトリウム、トリポリリン酸ナトリウム、テトラリン酸ナトリウム、メタリン酸、メタリン酸アンモニウム、ヘキサメタリン酸ナトリウム等を使用することが、塗布剤の貯蔵安定性、得られた塗膜の耐食性等に優れた効果を発揮することから、好ましい。
【0054】
本発明塗布剤に、上記無機リン酸化合物を含有させる場合の含有割合は、通常、チタン含有水性液(A)の固形分100重量部に対して、1〜400重量部程度の範囲、特に10〜200重量部程度の範囲であるのが好ましい。
【0055】
チタン系金属表面処理剤には、耐酸性、耐アルカリ性を向上させる目的で、必要に応じて、例えば、上記した成分以外に、Al、Ca、Ti、V、Mn、Co、Fe、Cu、Zn、Zr、Nb、Mo、Ta、W等2価以上の金属イオンを含有することもできる。
【0056】
また、チタン系金属表面処理剤には、有機高分子化合物を含有することもできる。有機高分子化合物としては、例えば、エポキシ系樹脂、フェノール系樹脂、アクリル系樹脂、ウレタン系樹脂、オレフィン−カルボン酸系樹脂、ナイロン系樹脂、ポリビニルアルコール、ポリエチレングリコール、ポリグリセリン、カルボキシメチルセルロース、ヒドロキシメチルセルロース、ヒドロキシエチルセルロースなどが挙げられる。
【0057】
チタン系金属表面処理剤には、必要に応じて、更に、各種の添加物を含有することもできる。例えば、増粘剤、界面活性剤、防菌剤、防錆剤、潤滑剤、消泡剤、レベリング剤、酸化チタンゾル、酸化チタン粉末、着色顔料、体質顔料、防錆顔料等を挙げることができる。防錆剤としては、例えば、タンニン酸、フィチン酸、ベンゾトリアゾール、メタバナジン酸アンモニウム、炭酸ジルコニウムアンモニウム、水酸化リチウム等を挙げることができる。体質顔料としては、例えば、マイカ、タルク、シリカ、微粉シリカ、バリタ、クレー等を挙げることができる。
【0058】
チタン系金属表面処理剤による処理方法
本発明方法においては、上記で得られたチタン系金属表面処理剤を用いて自動車車体の表面処理を行う。該自動車車体が、少なくとも一部に高張力鋼板を用いて組み立てられたものであることにより、本発明の効果が発揮される。これは、本発明に用いるチタン系金属表面処理剤が高張力鋼板など従来の処理剤では化成処理性が劣る金属に対しても極めて密着性に優れるため、化成処理膜の生成不良箇所や元々化成処理膜の付きにくいエッジ部などにもチタン系金属表面処理剤による保護膜が均一に形成され、耐食性が大幅に向上することによる。
【0059】
また、自動車車体を形成する高張力鋼板以外の金属としては、鉄、亜鉛、アルミニウム、マグネシウム、これら金属の合金など特に限定されない。
【0060】
チタン系金属表面処理剤の塗膜厚は、乾燥塗膜として0.01〜10μm、特に0.1〜5μmの範囲内が好ましい。
【0061】
また、チタン系金属表面処理剤の乾燥は、例えば、通常の熱風乾燥炉などで、雰囲気温度40℃〜250℃、好ましくは50℃〜200℃で1分〜60分、特に好ましくは2分〜50分程度で加熱させるのがよい。
【0062】
上記のようにして得られた表面処理された自動車車体の上に、通常電着塗装を行なった後、焼付け、外板部に対してはさらに、必要に応じて中塗りを塗装して焼付けた後、上塗り塗装を行い焼付ける。
【0063】
上記電着塗装に用いられる電着塗料は、アニオン型及びカチオン型いずれであってもよいが、一般には、耐食性の点からカチオン型が好ましく、また基体樹脂としては、エポキシ系、アクリル系、ポリブタジエン系、アルキド系、ポリエステル系等いずれの樹脂でも使用することができるが、なかでも例えばアミン付加エポキシ樹脂に代表されるポリアミン樹脂が好ましい。また、硬化剤としては、ブロック化ポリイソシアネート化合物やアミノ樹脂等の従来から知られた硬化剤を用いることができ、特にブロック化ポリイソシアネート化合物が好ましい。
【0064】
カチオン電着塗装は、通常、浴温15〜35℃に調整し、印加電圧100〜400Vの条件で行なうことができる。電着塗膜の膜厚は、特に制限されるものではないが、一般には、硬化塗膜に基いて10〜40μmの範囲内が好ましい。また、塗膜の焼付け硬化温度は、一般に100〜200℃の範囲内で5〜90分間が適している。
【0065】
電着塗膜には、直接上塗り塗料を塗装しても差支えないが、平滑性、鮮映性、層間付着性、耐チッピング性などを向上させるために中塗り塗料を塗装することもできる。中塗り塗料として、既知のものが使用でき、例えば、アクリル樹脂、ポリエステル樹脂、アルキド樹脂などの基体樹脂、メラミン樹脂や(ブロック)ポリイソシアネート化合物などの硬化剤、着色顔料、体質顔料などを配合してなる有機溶剤系又は水系の中塗り塗料が使用できる。中塗り塗料は車体の表裏全面に塗装しても差支えないが、必要な部分、例えば外板部のみに塗装することも可能である。塗装は、エアスプレー、エアレススプレー、静電塗装などによって行なうことができ、膜厚は硬化塗膜に基づいて10〜40μmの範囲内が好ましい。その塗膜は通常100〜170℃で10〜40分間加熱することによって硬化することができる。
【0066】
中塗り塗膜もしくは電着塗膜の上に塗られる上塗り塗料は、被塗物に美粧性を付与するものである。具体的には、仕上がり外観(鮮映性、平滑性、光沢など)、耐候性(光沢保持性、保色性、耐チョーキング性など)、耐薬品性、耐水性、耐湿性、硬化性などの優れた塗膜を形成するそれ自体すでに公知の塗料が使用でき、一例として挙げるならば、例えば、アミノ・アクリル樹脂系、アミノ・アルキド樹脂系、アミノ・ポリエステル樹脂系などをビヒクル主成分とし、これを水および(または)有機溶剤中に溶解もしくは分散せしめてなる液状塗料や粉体塗料などがあげられる。
【0067】
本発明において用いうる上塗り塗料は、上記のビヒクル主成分を用いた塗料にメタリック顔料および(または)着色顔料を配合したエナメル塗料とこれらの顔料を全くもしくはほとんど含まないクリヤー塗料に分類される。そして、これらの塗料を用いて上塗り塗膜を形成する方法としては、例えば、下記の方法が挙げられる。
【0068】
▲1▼メタリック顔料、必要に応じ着色顔料を配合してなるメタリック塗料または着色顔料を配合してなるソリッドカラー塗料を塗装し、加熱硬化する(1コート1ベーク方式によるメタリックまたはソリッドカラー仕上げ)。
【0069】
▲2▼メタリック顔料またはソリッドカラー塗料を塗装し、加熱硬化した後さらにクリヤー塗料を塗装し、再度加熱硬化する(2コート2ベーク方式によるメタリックまたはソリッドカラー仕上げ)。
【0070】
▲3▼メタリック塗料またはソリッドカラー塗料を塗装し、続いてクリヤー塗料を塗装した後、加熱して該両塗膜を同時に硬化する(2コート1ベーク方式によるメタリックまたはソリッドカラー仕上げ)。
【0071】
これらの上塗り塗料は、スプレー塗装、静電塗装などで塗装することが好ましい。また、塗装膜厚は、乾燥膜厚に基づいて、上記▲1▼では25μm〜40μm、上記▲2▼、▲3▼では、メタリック塗料ならびにソリッドカラー塗料は10μm〜30μm、クリヤー塗料は25μm〜50μmがそれぞれ好ましい。加熱条件はビヒクル成分によって任意に選択できるが、80℃〜170℃、特に120℃〜150℃で10分間〜40分間程度が好ましい。
【0072】
【発明の効果】
本発明の自動車車体の表面処理方法を用いることにより、自動車車体の少なくとも一部が高張力鋼板から構成されたものであっても素材による表面処理のバラツキがなく均一に処理することができ、また、エッジ部も十分に保護されるため、極めて防食性に優れた処理膜を形成することができ、自動車車体の表面処理方法として極めて有用なものである。
【0073】
【実施例】
以下、実施例及び比較例を挙げて本発明をさらに具体的に説明する。以下、「部」および「%」はそれぞれ「重量部」および「重量%」を意味する。本発明は以下の実施例に制限されるものではない。
【0074】
チタン含有水性液の製造
製造例1
四塩化チタン60%溶液5ccを蒸留水で500ccとした溶液にアンモニア水(1:9)を滴下し、水酸化チタンを沈殿させた。蒸留水で洗浄後、過酸化水素水30%溶液を10cc加えかき混ぜ、チタンを含む黄色半透明の粘性のある固形分2%のチタン含有水性液(T1)を得た。
【0075】
製造例2
テトラiso−プロポキシチタン10部とiso−プロパノール10部の混合物を30%過酸化水素水10部と脱イオン水100部の混合物中に20℃で1時間かけて撹拌しながら滴下した。その後25℃で2時間熟成し黄色透明の少し粘性のある固形分2%のチタン含有水性液(T2)を得た。
【0076】
製造例3
チタン含有水性液(T2)の製造例のテトラiso−プロポキシチタンの代わりにテトラn−ブトキシチタンを使用して同様の製造条件で固形分2%のチタン含有水性液(T3)を得た。
【0077】
製造例4
チタン含有水性液(T2)の製造例のテトラiso−プロポキシチタンの代わりにテトラiso−プロポキシチタンの3量体を使用して同様の製造条件で固形分2%のチタン含有水性液(T4)を得た。
【0078】
製造例5
チタン含有水性液(T2)の製造例において過酸化水素水を3倍量用い50℃で1時間かけて滴下しさらに60℃で3時間熟成し固形分2%のチタン含有水性液(T5)を得た。
【0079】
製造例6
チタン系水溶液(T3)を95℃で6時間加熱処理し、白黄色の半透明な固形分2%のチタン含有水性液(T6)を得た。
【0080】
製造例7
テトラiso−プロポキシチタン10部とiso−プロパノール10部の混合物を、TKS−203(テイカ(株)製、酸化チタンゾル)を5部(固形分)、30%過酸化水素水10部、脱イオン水100部の混合物中に10℃で1時間かけて撹拌しながら滴下した。その後10℃で24時間熟成し黄色透明の少し粘性のある固形分2%のチタン含有水性液(T7)を得た。
【0081】
アクリル樹脂の製造
製造例8
温度計、攪拌械、冷却器、滴下ロートを備えた1Lの四ツ口フラスコに、イソプロピルアルコール180部を入れ、窒素置換の後、フラスコ内の温度を85℃に調整し、エチルアクリレート140部、メチルメタクリレート68部、スチレン15部、N−n−ブトキシメチルアクリルアミド15部、2−ヒドロキシエチルアクリレート38部及びアクリル酸24部よりなる単量体混合物を、2,2′−アゾビス(2,4−ジメチルワレロニトリル)6部よりなる触媒とともに約2時間を要して滴下する。滴下終了後同温度で、さらに5時間反応を続けると重合率がほぼ100%、固形分約63%、酸価約67の無色透明な樹脂溶液が得られる。この樹脂溶液500部に対してジメチルアミノエタノール108部を混合し、加水後十分に攪拌することによって固形分30%のアクリル樹脂水分散液(C1)を得た。
【0082】
アミン変性エポキシ樹脂の製造
製造例9
攪拌装置、還流冷却器、温度計、液体滴下装置を備えた反応装置に、エピコート1009レジン(シェル化学社製エポキシ樹脂;分子量3,750)1,880g(0.5モル)とメチルイソブチルケトン/キシレン=1/1(重量比)の混合溶媒1,000gを加えた後、攪拌加熱し、均一に溶解した。その後70℃まで冷却し、液体滴下装置に分取したジ(n−プロパノール)アミン70gを30分間を要して滴下した。この間、反応温度を70℃に保持した。 滴下終了後120℃で2時間保持し、反応を完結させることにより、固形分66%のアミン変性エポキシ樹脂を得た。得られた樹脂1,000gに対して88%の蟻酸25部を混合し、加水後十分に攪拌することによって、固形分30%のアミン変性エポキシ樹脂水分散液(C2)を得た。
【0083】
チタン系金属表面処理剤の製造
製造例10〜27
下記表1に示す配合表に従って、各原料を配合し、混合、攪拌して、各チタン系金属表面処理剤を得た。
【0084】
【表1】
試験塗板の作成
実施例1〜17
板厚0.8mmの高張力鋼板の表面をアルカリ脱脂した後、表面調整(日本パーカライジング(株)製のリン酸チタン処理「プレパレンZ」を用いた浸漬処理)を行い、さらにリン酸亜鉛処理(日本パーカライジング(株)製の「パルボンドL3020」を用いた浸漬処理)を行った後、水洗、乾燥してリン酸亜鉛処理を施した表面処理高張力鋼板を得た。該鋼板上のリン酸亜鉛処理皮膜の付着量は1.5g/m2であった。
【0086】
上記表面処理高張力鋼板の上に、上記表1に示す各チタン系金属表面処理剤を、後記表2に示す組み合わせにて、乾燥膜厚が0.3μmとなるようにバーコーターにて塗装し、最高素材到達温度100℃で3秒間かけて乾燥を行い処理膜を形成させた後、カチオン電着塗料エレクロンGT−10(関西ペイント(株)製、エポキシポリエステル系カチオン型電着塗料)を電着塗装し、170℃で30分間焼付けし、乾燥膜厚約20μmの電着塗装板を得た。この電着塗面に中塗り塗料(「TP65グレ−」、関西ペイント(株)製、有機溶剤系)を膜厚30μmになるようにスプレーにて塗装し、140℃で30分間焼付けた。その後、上塗り塗料ネオアミラック#6000ホワイト(関西ペイント(株)製、有機溶剤系)を、乾燥膜厚が約30μmとなるようにスプレーにて塗装し、140℃で20分間乾燥機にて焼付け、各試験塗板を得た。
【0087】
比較例1
上記実施例1において、チタン系金属表面処理剤を塗布して乾燥させる工程を省いた以外は、実施例1と同様にして試験塗板を作成した。
【0088】
上記実施例及び比較例で得られた各試験塗板について下記試験方法を用いて評価を行なった。得られた結果を後記表2に示す。
【0089】
試験方法
密着性:塗装板を40℃の温水に10日間浸漬した後、塗膜面にナイフを使用して約2mmの巾で縦、横それぞれ11本の切り目を入れ、その表面に24mm巾のセロハン粘着テープを密着させ、強く剥離した時のゴバン目部の密着性を下記基準で評価した。
○:全く剥離なし、
△:若干剥離あり、
×:著しい剥離あり。
【0090】
耐食性:塗装板に素地まで達するクロスカットを入れ、これをJISZ−2371に準じて720時間耐塩水噴霧試験を行った後、水洗し、一般部のサビ、フクレ等を下記基準で評価するとともに、クロスカット部にセロハン粘着テ−プを密着させ瞬時に剥がした時のクロスカット部の最大剥離幅(片側、mm)を表記した。
○:塗面にサビ、フクレ等の発生が認められない、
△:塗面にわずかにサビ又はフクレの発生が認められる、
×:塗面に著しいサビ又はフクレの発生が認められる。
【0091】
耐塩水性:塗装板に素地まで達するクロスカットを入れ、これを5%の食塩水に50℃で10日間浸漬した後、水洗し、一般部のサビ、フクレ等を下記基準で評価するとともに、クロスカット部にセロハン粘着テープを密着させ瞬時に剥がした時のクロスカット部の最大剥離幅(片側、mm)を表記した。
○:塗面にサビ、フクレ等の発生が認められない、
△:塗面にわずかにサビ又はフクレの発生が認められる、
×:塗面に著しいサビ又はフクレの発生が認められる。
【0092】
耐チッピング性:−20℃において、7号砕石100gを、3kg/cm2の圧力で、塗面に対し90度の角度から塗面に吹き付けた後、石を当てた面についてガムテープでの剥離試験を行ない以下の基準で評価した。
○:塗膜のハガレが認められない、
△:わずかに塗膜の剥離が認められる、
×:著しい塗膜の剥離が認められる。
【0093】
【表2】
【発明の効果】
本発明の自動車車体の表面処理方法は上記した構成を持つことから、少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体上に均一に、金属素材への密着性、防食性、耐チッピング性等に優れた処理膜を形成することができ、産業上において極めて有用なものである。
Claims (4)
- 少なくとも一部に高張力鋼板を用いて組み立てられた自動車車体を必要に応じて脱脂・洗浄・表面調整した後、リン酸亜鉛処理を行い、次いで(A)加水分解性チタン化合物、加水分解性チタン化合物の低縮合物、水酸化チタン及び水酸化チタンの低縮合物よりなる群から選ばれる少なくとも1種のチタン化合物を過酸化水素水と混合して得られるチタン含有水性液、並びに
(B)有機酸、有機酸の塩、金属弗化水素酸、金属弗化水素酸塩、有機塩基性化合物及びアンモニアから選ばれる少なくとも1種の化合物を含有してなるチタン系金属表面処理剤により処理してなることを特徴とする自動車車体の表面処理方法。 - チタン含有水性液(A)のチタン化合物と過酸化水素水との混合割合が、チタン化合物10重量部に対して過酸化水素が0.1〜100重量部であることを特徴とする請求項1に記載の自動車車体の表面処理方法。
- 化合物(B)の配合割合が、チタン含有水性液(A)の固形分100重量部に対して1〜400重量部であることを特徴とする請求項1又は2に記載の自動車車体の表面処理方法。
- 請求項1〜3のいずれか1項に記載の自動車車体の表面処理方法を用いて得られる表面処理自動車車体の上に電着塗膜を形成し、該自動車車体の外板部に、さらに必要に応じて中塗り塗膜及び上塗り塗膜が形成されてなることを特徴とする樹脂被覆自動車車体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002357151A JP2004190071A (ja) | 2002-12-09 | 2002-12-09 | 自動車車体の表面処理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002357151A JP2004190071A (ja) | 2002-12-09 | 2002-12-09 | 自動車車体の表面処理方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004190071A true JP2004190071A (ja) | 2004-07-08 |
Family
ID=32757280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002357151A Pending JP2004190071A (ja) | 2002-12-09 | 2002-12-09 | 自動車車体の表面処理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004190071A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008050640A (ja) * | 2006-08-23 | 2008-03-06 | Jfe Steel Kk | 表面処理金属板およびその製造方法、ならびに樹脂被覆金属板、金属缶および缶蓋 |
| JP2008208410A (ja) * | 2007-02-26 | 2008-09-11 | Jfe Steel Kk | 表面処理鋼板及び有機樹脂被覆鋼板 |
| JP2008208408A (ja) * | 2007-02-26 | 2008-09-11 | Jfe Steel Kk | 表面処理鋼板及び有機樹脂被覆鋼板 |
| JP2009132952A (ja) * | 2007-11-29 | 2009-06-18 | Jfe Steel Corp | 表面処理溶融Zn−Al系合金めっき鋼板 |
| JP2009185366A (ja) * | 2008-02-08 | 2009-08-20 | Nippon Paint Co Ltd | 水系表面処理組成物 |
-
2002
- 2002-12-09 JP JP2002357151A patent/JP2004190071A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008050640A (ja) * | 2006-08-23 | 2008-03-06 | Jfe Steel Kk | 表面処理金属板およびその製造方法、ならびに樹脂被覆金属板、金属缶および缶蓋 |
| JP2008208410A (ja) * | 2007-02-26 | 2008-09-11 | Jfe Steel Kk | 表面処理鋼板及び有機樹脂被覆鋼板 |
| JP2008208408A (ja) * | 2007-02-26 | 2008-09-11 | Jfe Steel Kk | 表面処理鋼板及び有機樹脂被覆鋼板 |
| JP2009132952A (ja) * | 2007-11-29 | 2009-06-18 | Jfe Steel Corp | 表面処理溶融Zn−Al系合金めっき鋼板 |
| JP2009185366A (ja) * | 2008-02-08 | 2009-08-20 | Nippon Paint Co Ltd | 水系表面処理組成物 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4154466B2 (ja) | 酸化チタン膜形成用塗布剤、酸化チタン膜形成方法及び酸化チタン膜で被覆された金属基材 | |
| JP5555179B2 (ja) | 亜鉛めっき鋼板用表面処理剤、亜鉛めっき鋼板の表面処理方法および亜鉛めっき鋼板 | |
| JP4575047B2 (ja) | 金属表面処理組成物および金属表面処理鋼板 | |
| JP4683582B2 (ja) | 水系金属材料表面処理剤、表面処理方法及び表面処理金属材料 | |
| JP5554531B2 (ja) | 金属材料の塗装方法 | |
| JP2006213958A (ja) | 金属材料表面処理用組成物及び処理方法 | |
| JP2001240977A (ja) | 金属表面処理方法 | |
| JP2004238638A (ja) | 表面処理組成物および表面処理金属板 | |
| JP4510196B2 (ja) | 防錆コーティング剤用水性樹脂組成物の製造方法 | |
| JP2008231418A (ja) | チタン・ジルコニウム膜形成用塗布剤、チタン・ジルコニウム膜形成方法及びチタン・ジルコニウム膜で被覆された金属基材 | |
| JP2006022370A (ja) | 表面処理鋼板 | |
| JP2002275650A (ja) | 親水化処理された熱交換器アルミニウムフィン材 | |
| JP4190686B2 (ja) | 防錆コーティング剤および防錆処理方法 | |
| JP2004190071A (ja) | 自動車車体の表面処理方法 | |
| JP2003193088A (ja) | 金属材料用表面処理組成物 | |
| JP2004052056A (ja) | 亜鉛又は亜鉛系合金メッキ材の表面処理方法 | |
| JP2003193255A (ja) | 金属材料用表面処理組成物 | |
| JP2003213457A (ja) | 樹脂被覆金属燃料タンク | |
| JP2002275653A (ja) | 金属表面処理鋼板 | |
| JP2004052057A (ja) | 金属の表面処理方法 | |
| JP2013060646A (ja) | スプレー塗布表面処理用組成物、表面処理溶融亜鉛めっき鋼板の製造方法、および表面処理溶融亜鉛めっき鋼板 | |
| JP2002275691A (ja) | 自動車車体塗装方法 | |
| JP5489961B2 (ja) | 金属表面処理用組成物、及び表面処理皮膜を有する金属基材 | |
| JP2003213456A (ja) | 樹脂被覆金属管材およびその製造方法 | |
| JP2002275642A (ja) | 耐食性に優れた塗装鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070702 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070717 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071120 |