JP2004179556A - セラミック基板とその溝部形成方法及びこれに用いるレーザー加工装置 - Google Patents
セラミック基板とその溝部形成方法及びこれに用いるレーザー加工装置 Download PDFInfo
- Publication number
- JP2004179556A JP2004179556A JP2002346540A JP2002346540A JP2004179556A JP 2004179556 A JP2004179556 A JP 2004179556A JP 2002346540 A JP2002346540 A JP 2002346540A JP 2002346540 A JP2002346540 A JP 2002346540A JP 2004179556 A JP2004179556 A JP 2004179556A
- Authority
- JP
- Japan
- Prior art keywords
- ceramic substrate
- laser
- groove
- forming
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
- B23K26/364—Laser etching for making a groove or trench, e.g. for scribing a break initiation groove
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
- Structure Of Printed Boards (AREA)
Abstract
【課題】ブレイクラインを備えたセラミック基板において、ブレイク後の次工程の電子部品の実装の際にも端部からの位置決め精度が向上、安定して、且つ分割指向性の強い信頼性の高い基板を提供する。
【解決手段】ブレイクラインを複数の連続する楕円状の孔で形成する。
【選択図】図2
【解決手段】ブレイクラインを複数の連続する楕円状の孔で形成する。
【選択図】図2
Description
【0001】
【発明の属する技術分野】
本発明は、ブレイクラインなどの溝部を備えたセラミック基板とその溝部形成方法及びそれに用いるレーザ加工装置に関するものである。
【0002】
【従来の技術】
電子部品用基板には電気絶縁性に優れるセラミックスが多用され、近年の高密度実装化の進展に伴い、基板の多数個取りや高精細化が図られている。このようなセラミック基板のブレイクラインの形成方法として、一般的に焼成前のグリーンシートに溝を押し付ける金型法と焼き上がりの基板にミシン目状の連続する孔をレーザー加工で形成するスクライブ法が用いられている。中でも短納期や加工精度・加工効率が優先される場合においては、一般的にレーザー加工法が用いられている。
【0003】
レーザーの種類としてはCO2レーザー又はYAGレーザーが用いられている。レーザースクライブを形成する手段としては、ワークとしてのセラミック基板をXYテーブル上に載せ、吸引固定した上でレーザービームをパルス発振しながら製品形状に合わせて動かすといったXYテーブル法が広く用いられている。
【0004】
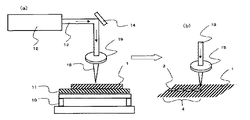
ここで、XYテーブル法とは、図4(a)に示すように、セラミック基板1を加工機のXYテーブル10上の吸引テーブル11の所定位置に置き吸引固定し、その上方に配置するレーザー装置12より出射したCO2レーザービーム13をベントミラー14で反射させて、集光レンズ15でレーザービーム13を集光16させてセラミック基板1に図4(b)の様に断続的に照射しながら製品形状に合わせてXYテーブルを移動させることによりブレイクライン4を形成する方法である。
【0005】
ところで、レーザー装置としてYAGレーザーを用いた場合、その取扱いは容易であるものの高出力が得られないため、図3に示すようなブレイクラインの孔の深さDとして理想とされている基板厚みの1/4〜1/3の深さを得ることが、0.5mm以上の厚みを有するセラミック基板においては難しいといった課題があった。一方、CO2レーザーは高出力が得られるため、0.5mm以上の比較的厚みの厚いセラミック基板1でもブレイクラインとして、図3に示す連続したミシン目状の孔3を形成することが可能である。
【0006】
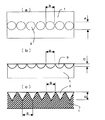
しかし、レーザー加工によるブレイクラインでは、図3(a)様にセラミック基板1に形成したブレイクラインを形成している個々の孔3が円型である為に、ブレイクした際、図3(b)の平面図に示す様に常に円の中心から半径分の大きさのノコギリ状の凹凸部として孔3が製品の端部に残ることになり、近年要求されている高密度実装化の進展に伴う、基板の多数個取りや高精細化で必要な高い生産性と共に位置精度や品質の面で高い信頼性を得る事が応出来なかった。
【0007】
【特許文献1】
特開平11−197871号公報
【特許文献2】
特開2000−45985号公報
【0008】
【発明が解決しようとする課題】
図3に示すように、レーザ加工によるブレイクラインでは、その幅A(孔3の幅)が、金型で形成したものに比べて約2倍になっている為に、加工後の寸法が不変な焼き上がりの基板にXYテーブルを用いて金型品よりも精度良くレーザー加工しても、最終的な電子部品の実装段階において基板端部からの位置決め精度が悪いという不都合があった。また、端部がノコギリ状の凹凸である為に工程中でセラミック端部が欠けて品質及び工程環境を悪化させたり、パターン印刷時に基板端の凹凸でスクリーンを痛めてしまう等の数々の問題があった。
【0009】
また、レーザー加工によるブレイクラインは金型品の連続溝と異なり、図3の様にミシン目状の円形の孔3の集合体であるため、ブレイクに対して孔3の円周360度の全方向が分割の起点と成り、特にスクライブが縦横に交差する周辺域においては、ブレイク者の意図に反して予期しない方向にブレイクされてしまうブレイク不良が生じたり、またはクラックが発生するなどの電子部品としての信頼性を損なう重大な欠点があった。
【0010】
しかし、従来からレーザー加工技術の改善方向としては、レーザー加工の孔3を高真円度化する事に躍起になっていた。特許文献1には、パルスドYAG方式のレーザーを用い、円柱状の光ファイバーの内部を反射を繰り返して軸方向に伝送する課程で、軸対称な物理的特性を有する様に成形されていくので、被加工物の加工点におけるビームプロファイルは軸対称性が高く成り、真円度の高い穴を被加工物に開ける事が可能と成ることが開示されている。しかしながら高真円度を追求したとしても最終的にブレイクした際、孔3の半径分の大きさのノコギリ状の凹凸が基板の端部に残る事や、孔ピッチを詰め重ねて配置したとしても、孔3が円である以上、円周360度の全方向がクラック不良の起点と成りうる事に変わりがない為、有効な対策とはならなかった。
【0011】
また、特許文献2にはレーザー加工によって楕円穴を形成する為の手段として、光学部品を用い楕円状に集光したり、又は集光レンズを偏心させ円形走査する技術が開示されている。しかしこの技術は、100mm/min以下の低速の加工スピードによって単一の穴を楕円加工する技術であった。
【0012】
また光学系で楕円を形成する技術については、光学系を支持するマウントの方向に楕円の方向も比例する為、例えば楕円の方向が90度異なる品種においてはマウント自体も可変する必要が有り、楕円でレンズが偏心する上にそれを支持するマウント自体も可変する必要が有り、精度及び信頼性・生産性において難しいものがあった。
【0013】
【課題を解決するための手段】
そこで、本発明は上記課題に鑑み、表面にブレイクライン等の溝部を備えたセラミック基板であって、上記溝部が連続する複数の楕円状の孔から成ることを特徴とする。
【0014】
また、上記楕円状の孔の長径の方向を溝部の方向と一致させたことを特徴とする。
【0015】
さらに、上記楕円状の孔の短径に対する長径の比を101〜500%とし、隣接する孔の間を溝で連続したことを特徴とする。
【0016】
また、本発明は、セラミック基板にレーザ光を照射して溝部を形成する方法であって、RF励起方式のCO2レーザを用いてパルス発振し、セラミック基板上に楕円状の孔を連続的に形成することを特徴とする。
【0017】
さらに、上記レーザ光のパルス周期を400〜12000μSec、加工スピードを1000〜15000mm/min、孔のピッチを0.1〜0.2mmとすることを特徴とする。
【0018】
また、本発明は、セラミック基板にレーザ光を照射して溝部を形成するための加工装置であって、RF励起方式のCO2レーザを用い、パルス発振させる手段と、得られた発振パルスをさらに細分化し変調させる手段とを有することを特徴とする。
【0019】
【発明の実施の形態】
以下、本発明の実施形態について添付図面を用いて説明する。
【0020】
図1に示すように、本発明のセラミック基板1は、主面に溝部として縦横のブレイクライン2を備えており、基板上に各種素子等を形成した後、ブレイクライン2にそって分割することで、電子部品を製造するようになっている。
【0021】
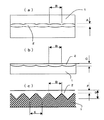
図2は、本発明のセラミック基板1におけるブレイクライン2の詳細を示しており、(a)は平面図、(b)は分割後の平面図、(c)はブレイク後の断面図を示す。溝部であるブレイクライン2は連続する複数の楕円状の孔3から成り、各孔3の長径の方向はブレイクライン2の方向と一致している。Aは孔3の短径、Bは孔3の長径、Cは孔3の短径方向の半径、Dは孔3の深さ、Fは隣の孔3と繋がっている部分の溝の深さを示す。
【0022】
本発明のセラミック基板1では、各孔3が楕円状であるため、短径Aを小さくすることができ、分割後の端部に生じる凹凸を小さくすることができる。また、の長径の方向がブレイクライン2の方向と一致しているため、分割時に各孔3のクラック発生方向とブレイクライン2の方向が一致し、分割性を向上させることができる。
【0023】
さらに上記孔3の短径Aに対する長径Bの比B/Aは101〜500%の範囲とすることが好ましい。これは上記比B/Aが101%未満では上記効果がなく、逆に500%を超えるとパルスの変調をさせても楕円化率に変化が見られないことから、ほぼ500%がパルスの変調による楕円化の限界と判断できる為である。
【0024】
特に、上記比B/Aは200〜500%とすることが好ましい。即ち、比B/Aを200%以上とすることで、図2の楕円状の孔3同士が重なっている部分を多くして連続溝の深さFを深くし、分割性をより向上させることができる。
【0025】
但し、この比B/Aによる分割性の差については、実際には孔3のピッチE等にも関係する。即ち、元々の孔3のピッチEが狭い場合には上記比B/Aが低くても隣接する孔どうしが容易に繋がる為、連続溝は深くなり分割性は向上することになる。
【0026】
次に、上記ブレイクライン2の形成方法について説明する。
【0027】
図4(a)に示すように、セラミック基板1を加工機のXYテーブル10上の吸引テーブル11の所定位置に載せ吸引固定し、その上方に配置するレーザー装置12より出射したCO2レーザービーム13をベントミラー14で反射させて、集光レンズ15でレーザービーム13を集光16させてセラミック基板1に図4(b)の様に照射しながら製品形状にならってXYテーブルを移動させることにより、複数の孔を連続して備えた図4(b)のブレイクライン4を形成する。
【0028】
レーザーの種類として、高出力のCO2レーザーを用いることで、0.5mm以上の厚みを有するセラミック基板1に、加工スピード1000〜15000mm/minの範囲下で、基板厚みの1/4〜1/3の深さの孔3を0.1mm〜0.2mmの間隔で連続して加工することができる。
【0029】
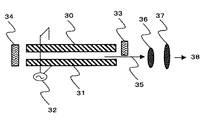
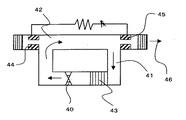
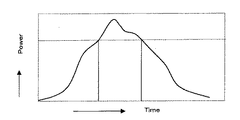
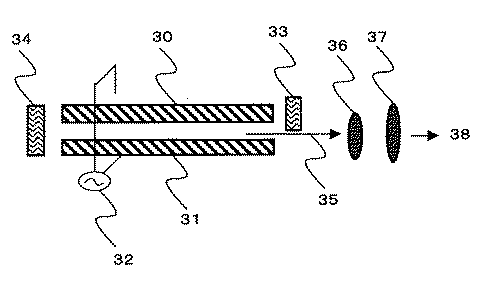
また、CO2レーザーの励起方式は、電極間が近く応答性の良いRF励起方式とする。RF励起方式のCO2レーザー発振器は、図5の様に数ミリ離れた2枚の平行平板状電極30、31間に高周波電圧32を印加し、電極間の全体で均一な放電を行い励起し、全反射鏡33、34間で増幅して雑レーザー光35を取り出し、ビーム整形レンズ36、37でレーザー光38を得るようになっている。そして、RF励起方式のCO2レーザー発振器により発振されるレーザー光38の出力波形は、図7に示すように矩形をなし、図8のDC放電方式と比較してピークパワーに達するまでの時間が約4倍速いため、セラミックス基板1にスクライブを形成するに十分に大きなエネルギー(斜線部分)を素早く得ることができ、レーザー光38が照射された領域の大部分のセラミックスを効率良く熱加工することができる。
【0030】
この様に短時間でパワーの強いレーザー光を収束できるため、RF励起方式のレーザー装置の方が図6のDC放電方式のレーザー装置と比較して本発明に最適であると言える。
【0031】
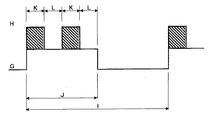
こうした一般的なRF励起方式のレーザー装置の構成は図11の通りであり、この装置が標準的に有している発振パルスの波形は図12の通りである。本発明では、これに加えて、図9に示すようにパルス変調装置57を装備させる事で、図10の様にパルス波形を更に細分化し変調させる機能を付加することができ、これによって孔3の短径Aに対する長径Bの比B/Aを101%〜500%の範囲で図2の様に楕円化させる事ができる。
【0032】
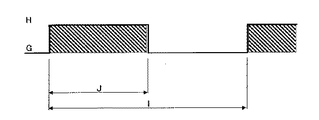
図10は本発明で細分化したパルスの状態を示す。Gは発振OFF、Hは発振ON、発振周期をI、細分化する前の本来の発振ON設定時間WIDTH1をJ、Jを細分化した後の実発振時間WIDTH2をK、Jを細分化した後の実発振OFF時間DelayをLで示す。
【0033】
レーザー発振の条件としては、パルス周期400〜12000μSec、加工スピード1000〜15000mm/min、孔3のピッチ0.1〜0.2mmの範囲とすることが好ましい。
【0034】
このようにしてブレイクライン2を形成することで、図2の様に隣接する孔3の間は溝で連続化できる。さらに、特許文献1、2に記載された光学系で楕円化したレーザ加工方法によるものと異なり、常にレーザー加工の進行方法(ブレイクライン2の方向)と楕円状の孔3の長径の方向を一致させる事ができる。その結果、分割したい方向にだけ強い指向性を持たせる事ができ、ブレイクライン2を浅くしても十分な分割性を得ることができる。
【0035】
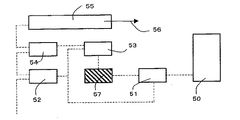
本発明のRF励起方式のCO2レーザー加工装置の構成を図9により詳細に説明する。まずレーザーパルスの発振制御をするリモートコントローラー51、一次電流の200Vから装置を動かすのに必要な電流を作るDCアンプ52、各構成部品からの情報を中継するデジィタルインターフェイス53、発振命令に応じてRFの周波数を作るRFアンプ54、RFアンプからの信号を受けて実際にレーザービームを作るレーザー発振器55、製品形状に合わせて動くXYテーブルのプログラムとレーザーの発振指令を行うNC制御装置50からなる。ここまでは図11の従来のRF励起方式のCO2レーザー加工装置と同じであるが、本発明ではリモートコントローラー51と各構成部品からの情報を中継するデジィタルインターフェイス53の間に、51から出る発振パルスを更に細分化して図10の様にパルスを変調器する装置57を付加して構成される。
【0036】
以上のような本発明のレーザー加工装置を用いてレーザー加工を行えば、基板厚みtが0.5mm〜2.0mmと比較的厚いセラミックス基板1に対して、上述した複数の楕円状の孔3を連続して形成したブレイクライン2を形成することができる。これにより、予定外ブレイク不良やクラック不良を防止でき、加えて、ブレイク後の次工程に於ける電子部品の実装の際に端部からの位置精度の高い基板を製造する事ができる。
【0037】
なお、本発明において、加工されるセラミックス基板については、サーマルヘッド用のベース基板、イメージセンサー用基板、厚膜用基板、ヒーター用基板等の様々な用途に用いることができる。
【0038】
更に、加工されるセラミックス基板1の材質については特に限定するものではなく、例えばアルミナやジルコニア等を主成分とするセラミックスを用いることができる。
【0039】
更に、本発明のレーザー加工装置の利用分野としては、上述したセラミックスに限定するものではなく、例えばプリント基板・金属板の切断等にも用いることができる。
【0040】
以上、本発明の実施形態について示したが、本発明はこれらの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で改良や変更できることは言う迄もない。
【0041】
例えば、上記実施形態ではブレイクライン2の形成について説明してきたが、ブレイクライン2に限らず、セラミック基板1上に溝部を形成するような様々な用途に本発明を適用することができる。
【0042】
【実施例】
本発明実施例として、図5に示すRF励起方式のCO2レーザーを用い、発振条件を異ならせてセラミック基板1に複数の楕円状の孔3からなるブレイクライン2を形成し、分割性の変化・クラックの発生の有無を確認する実験を行った。
【0043】
まず、アルミナ96重量%に対してシリカ、カルシア、マグネシア等の焼結助剤を4重量%を配合した原料に有機物バインダーを加えスプレードライにより顆粒を製作し、ロールコンパクション法によりそれぞれ0.73mm及び1.16mmの厚みのシートを成型した。これを所定のサイズに切断加工した後、RHK炉にて空気中1600℃、6時間焼成し、厚みがそれぞれ0.635mm及び1.0mmのアルミナからなるセラミック基板1を得た。
【0044】
そして、これらのセラミック基板1をRF励起発振方式によるCO2レーザーにて表1、表2に示す条件にて楕円状の孔3からなるブレイクライン2を形成した。
【0045】
加工条件としては、レーザーの発振波長10.6μm、集光前のビーム径φ11mm、集光距離2.5inch、アシストガス圧2.5kg/cm2、ノズルの先端径φ2.5mm、ビームのスポット径φ0.8mm、孔ピッチ0.16mm、加工スピード12000mm/minとし、NCとリモートコントローラーの間にパルス変換装置を装備した。なお、基板に形成する孔の短径Aに対する長径の比B/Aは117〜500%の範囲とした。そして、得られたセラミック基板1の分割性の変化、クラックの発生の有無を以下の方法で確認した。
【0046】
ブレイクライン2を形成後のセラミック基板1の表面をリョービ社製のS3600型サンダーに3M社のセラミックペーパー80#を貼り付け10秒間ペーバー掛けした後、マークテック(株)製、探傷液PLKに10分間浸積した後、水で洗浄し、乾燥させブレイクし、倍率50倍の金属顕微鏡にてクラック発生有無の確認を行った。クラックが発生しているものはクラック部にPLK液が浸透し着色することにより確認した。
【0047】
そして、100個の孔の周縁に外に伸びるクラックが1箇所以上発生しているものをクラック有りとし、クラック発生が一箇所もないものをクラック無しとした。
【0048】
表1に基板厚み0.635mmのアルミナ基板における実験結果を、表2に基板厚み厚み1.0mmのアルミナ基板の実験結果をそれぞれ示す。
【0049】
【表1】
 【0050】
【0050】
【表2】
【0051】
表1より判るように、基板厚み0.635mmのセラミック基板に対し、条件を振って加工した結果、分割性は変化したものの、楕円状の孔3によるブレイクラインを形成した本発明実施例(No.2〜9)の全てにおいてクラックは発生しなかった。また、本発明実施例は比較例(No.1)に比べて、孔3の深さが小さくても同程度以上の分割性を有していることがわかる。
【0052】
また、表2より判るように、基板厚み1.0mmのセラミック基板1に対しても、楕円状の孔3によるブレイクラインを形成した本発明実施例(No.12〜19)は比較例(No.11)に比べて孔3の深さが小さくても同程度以上の分割性を有していることがわかる。さらに、上記短径Aに対する長径Bの比B/Aが150%以上のものではクラックは発生せず且つ分割性にも変化は無かった。
【0053】
このように、楕円状の孔3でブレイクライン2を形成することによって、基板厚みが0.5〜1.0mmの比較的厚いセラミック基板に対しても、分割性を落す事なく且つ予定外割れやクラックを発生させない信頼性の高いブレイクラインを形成する事ができる様になる。
【0054】
【発明の効果】
以上のように、本発明によれば、セラミック基板に形成したブレイクラインなどの溝部を複数の連続した楕円状の孔で形成することによって、分割性能に優れ、分割後の端面の凹凸を小さくすることができる。
【0055】
また、上記溝部の加工方法として、RF励起方式のCO2レーザーを用いるとともに、単一のパルスを更に細分化し変調させる機能を装備させたレーザー加工装置を用いることで、短径に対する長径の比を101〜500%とした楕円状の孔を容易に形成することができる。
【0056】
その結果、0.5mm以下の薄肉のセラミック基板は勿論のこと、基板厚みが0.635mmを越える比較的厚い基板においても、近年要求されている分割後の次工程の電子部品の実装の際にも端部からの位置決め精度が向上、安定して、且つ分割方向に対してだけ強い指向性を持たせた信頼性の高い基板を提供出来る。
【図面の簡単な説明】
【図1】本発明のセラミック基板を示す斜視図である。
【図2】(a)は本発明のセラミック基板のブレイクラインを示す平面図、(b)は分割後の平面図、(c)はブレイクライン部分の断面図である。
【図3】(a)は従来のセラミック基板のブレイクラインを示す平面図、(b)は分割後の平面図、(c)はブレイクライン部分の断面図である。
【図4】(a)(b)は本発明によるレーザー加工方法を説明するための模式図である。
【図5】本発明で用いるRF励起方式のCO2レーザー発振器を示す模式図である。
【図6】比較例であるDC放電方式のCO2レーザー発振器を示す模式図である。
【図7】RF励起方式のレーザ発振器による出力波形を示す線図である。
【図8】DC放電方式によるレーザ発振器の出力波形を示す線図である。
【図9】本発明で用いるのRF励起方式のレーザー装置の構成を示す模式図である。
【図10】本発明で用いるRF励起方式のレーザー装置のレーザー出力のパルスON−OFFの状態を示す線図である。
【図11】従来のRF励起方式のレーザー装置の構成を示す模式図である。
【図12】従来のRF励起方式のレーザー装置のレーザー出力のパルスON−OFFの状態を示す線図である。
【符号の説明】
1:セラミック基板
2:ブレイクライン
3:孔
10:XYテーブル
11:吸着テーブル
12:レーザー発振器
13:レーザービーム
14:ベントミラー
15:集光レンズ
16:集光
30:電極
31:電極
32:高周波電圧
33:全反射鏡
34:全反射鏡
35:雑レーザー光
36:ビーム整形レンズ
37:ビーム整形レンズ
38:レーザー光
40:ファン
41:CO2ガス
42:レーザー増幅部
43:熱交換器
44:電極
45:電極
46:レーザー光
50:NC
51:リモートコントローラー
52:DCアンプ
53:デジィタルインターフェイス
54:RFアンプ
55:レーザー発振器
56:レーザー光
57:パルス変調器
【発明の属する技術分野】
本発明は、ブレイクラインなどの溝部を備えたセラミック基板とその溝部形成方法及びそれに用いるレーザ加工装置に関するものである。
【0002】
【従来の技術】
電子部品用基板には電気絶縁性に優れるセラミックスが多用され、近年の高密度実装化の進展に伴い、基板の多数個取りや高精細化が図られている。このようなセラミック基板のブレイクラインの形成方法として、一般的に焼成前のグリーンシートに溝を押し付ける金型法と焼き上がりの基板にミシン目状の連続する孔をレーザー加工で形成するスクライブ法が用いられている。中でも短納期や加工精度・加工効率が優先される場合においては、一般的にレーザー加工法が用いられている。
【0003】
レーザーの種類としてはCO2レーザー又はYAGレーザーが用いられている。レーザースクライブを形成する手段としては、ワークとしてのセラミック基板をXYテーブル上に載せ、吸引固定した上でレーザービームをパルス発振しながら製品形状に合わせて動かすといったXYテーブル法が広く用いられている。
【0004】
ここで、XYテーブル法とは、図4(a)に示すように、セラミック基板1を加工機のXYテーブル10上の吸引テーブル11の所定位置に置き吸引固定し、その上方に配置するレーザー装置12より出射したCO2レーザービーム13をベントミラー14で反射させて、集光レンズ15でレーザービーム13を集光16させてセラミック基板1に図4(b)の様に断続的に照射しながら製品形状に合わせてXYテーブルを移動させることによりブレイクライン4を形成する方法である。
【0005】
ところで、レーザー装置としてYAGレーザーを用いた場合、その取扱いは容易であるものの高出力が得られないため、図3に示すようなブレイクラインの孔の深さDとして理想とされている基板厚みの1/4〜1/3の深さを得ることが、0.5mm以上の厚みを有するセラミック基板においては難しいといった課題があった。一方、CO2レーザーは高出力が得られるため、0.5mm以上の比較的厚みの厚いセラミック基板1でもブレイクラインとして、図3に示す連続したミシン目状の孔3を形成することが可能である。
【0006】
しかし、レーザー加工によるブレイクラインでは、図3(a)様にセラミック基板1に形成したブレイクラインを形成している個々の孔3が円型である為に、ブレイクした際、図3(b)の平面図に示す様に常に円の中心から半径分の大きさのノコギリ状の凹凸部として孔3が製品の端部に残ることになり、近年要求されている高密度実装化の進展に伴う、基板の多数個取りや高精細化で必要な高い生産性と共に位置精度や品質の面で高い信頼性を得る事が応出来なかった。
【0007】
【特許文献1】
特開平11−197871号公報
【特許文献2】
特開2000−45985号公報
【0008】
【発明が解決しようとする課題】
図3に示すように、レーザ加工によるブレイクラインでは、その幅A(孔3の幅)が、金型で形成したものに比べて約2倍になっている為に、加工後の寸法が不変な焼き上がりの基板にXYテーブルを用いて金型品よりも精度良くレーザー加工しても、最終的な電子部品の実装段階において基板端部からの位置決め精度が悪いという不都合があった。また、端部がノコギリ状の凹凸である為に工程中でセラミック端部が欠けて品質及び工程環境を悪化させたり、パターン印刷時に基板端の凹凸でスクリーンを痛めてしまう等の数々の問題があった。
【0009】
また、レーザー加工によるブレイクラインは金型品の連続溝と異なり、図3の様にミシン目状の円形の孔3の集合体であるため、ブレイクに対して孔3の円周360度の全方向が分割の起点と成り、特にスクライブが縦横に交差する周辺域においては、ブレイク者の意図に反して予期しない方向にブレイクされてしまうブレイク不良が生じたり、またはクラックが発生するなどの電子部品としての信頼性を損なう重大な欠点があった。
【0010】
しかし、従来からレーザー加工技術の改善方向としては、レーザー加工の孔3を高真円度化する事に躍起になっていた。特許文献1には、パルスドYAG方式のレーザーを用い、円柱状の光ファイバーの内部を反射を繰り返して軸方向に伝送する課程で、軸対称な物理的特性を有する様に成形されていくので、被加工物の加工点におけるビームプロファイルは軸対称性が高く成り、真円度の高い穴を被加工物に開ける事が可能と成ることが開示されている。しかしながら高真円度を追求したとしても最終的にブレイクした際、孔3の半径分の大きさのノコギリ状の凹凸が基板の端部に残る事や、孔ピッチを詰め重ねて配置したとしても、孔3が円である以上、円周360度の全方向がクラック不良の起点と成りうる事に変わりがない為、有効な対策とはならなかった。
【0011】
また、特許文献2にはレーザー加工によって楕円穴を形成する為の手段として、光学部品を用い楕円状に集光したり、又は集光レンズを偏心させ円形走査する技術が開示されている。しかしこの技術は、100mm/min以下の低速の加工スピードによって単一の穴を楕円加工する技術であった。
【0012】
また光学系で楕円を形成する技術については、光学系を支持するマウントの方向に楕円の方向も比例する為、例えば楕円の方向が90度異なる品種においてはマウント自体も可変する必要が有り、楕円でレンズが偏心する上にそれを支持するマウント自体も可変する必要が有り、精度及び信頼性・生産性において難しいものがあった。
【0013】
【課題を解決するための手段】
そこで、本発明は上記課題に鑑み、表面にブレイクライン等の溝部を備えたセラミック基板であって、上記溝部が連続する複数の楕円状の孔から成ることを特徴とする。
【0014】
また、上記楕円状の孔の長径の方向を溝部の方向と一致させたことを特徴とする。
【0015】
さらに、上記楕円状の孔の短径に対する長径の比を101〜500%とし、隣接する孔の間を溝で連続したことを特徴とする。
【0016】
また、本発明は、セラミック基板にレーザ光を照射して溝部を形成する方法であって、RF励起方式のCO2レーザを用いてパルス発振し、セラミック基板上に楕円状の孔を連続的に形成することを特徴とする。
【0017】
さらに、上記レーザ光のパルス周期を400〜12000μSec、加工スピードを1000〜15000mm/min、孔のピッチを0.1〜0.2mmとすることを特徴とする。
【0018】
また、本発明は、セラミック基板にレーザ光を照射して溝部を形成するための加工装置であって、RF励起方式のCO2レーザを用い、パルス発振させる手段と、得られた発振パルスをさらに細分化し変調させる手段とを有することを特徴とする。
【0019】
【発明の実施の形態】
以下、本発明の実施形態について添付図面を用いて説明する。
【0020】
図1に示すように、本発明のセラミック基板1は、主面に溝部として縦横のブレイクライン2を備えており、基板上に各種素子等を形成した後、ブレイクライン2にそって分割することで、電子部品を製造するようになっている。
【0021】
図2は、本発明のセラミック基板1におけるブレイクライン2の詳細を示しており、(a)は平面図、(b)は分割後の平面図、(c)はブレイク後の断面図を示す。溝部であるブレイクライン2は連続する複数の楕円状の孔3から成り、各孔3の長径の方向はブレイクライン2の方向と一致している。Aは孔3の短径、Bは孔3の長径、Cは孔3の短径方向の半径、Dは孔3の深さ、Fは隣の孔3と繋がっている部分の溝の深さを示す。
【0022】
本発明のセラミック基板1では、各孔3が楕円状であるため、短径Aを小さくすることができ、分割後の端部に生じる凹凸を小さくすることができる。また、の長径の方向がブレイクライン2の方向と一致しているため、分割時に各孔3のクラック発生方向とブレイクライン2の方向が一致し、分割性を向上させることができる。
【0023】
さらに上記孔3の短径Aに対する長径Bの比B/Aは101〜500%の範囲とすることが好ましい。これは上記比B/Aが101%未満では上記効果がなく、逆に500%を超えるとパルスの変調をさせても楕円化率に変化が見られないことから、ほぼ500%がパルスの変調による楕円化の限界と判断できる為である。
【0024】
特に、上記比B/Aは200〜500%とすることが好ましい。即ち、比B/Aを200%以上とすることで、図2の楕円状の孔3同士が重なっている部分を多くして連続溝の深さFを深くし、分割性をより向上させることができる。
【0025】
但し、この比B/Aによる分割性の差については、実際には孔3のピッチE等にも関係する。即ち、元々の孔3のピッチEが狭い場合には上記比B/Aが低くても隣接する孔どうしが容易に繋がる為、連続溝は深くなり分割性は向上することになる。
【0026】
次に、上記ブレイクライン2の形成方法について説明する。
【0027】
図4(a)に示すように、セラミック基板1を加工機のXYテーブル10上の吸引テーブル11の所定位置に載せ吸引固定し、その上方に配置するレーザー装置12より出射したCO2レーザービーム13をベントミラー14で反射させて、集光レンズ15でレーザービーム13を集光16させてセラミック基板1に図4(b)の様に照射しながら製品形状にならってXYテーブルを移動させることにより、複数の孔を連続して備えた図4(b)のブレイクライン4を形成する。
【0028】
レーザーの種類として、高出力のCO2レーザーを用いることで、0.5mm以上の厚みを有するセラミック基板1に、加工スピード1000〜15000mm/minの範囲下で、基板厚みの1/4〜1/3の深さの孔3を0.1mm〜0.2mmの間隔で連続して加工することができる。
【0029】
また、CO2レーザーの励起方式は、電極間が近く応答性の良いRF励起方式とする。RF励起方式のCO2レーザー発振器は、図5の様に数ミリ離れた2枚の平行平板状電極30、31間に高周波電圧32を印加し、電極間の全体で均一な放電を行い励起し、全反射鏡33、34間で増幅して雑レーザー光35を取り出し、ビーム整形レンズ36、37でレーザー光38を得るようになっている。そして、RF励起方式のCO2レーザー発振器により発振されるレーザー光38の出力波形は、図7に示すように矩形をなし、図8のDC放電方式と比較してピークパワーに達するまでの時間が約4倍速いため、セラミックス基板1にスクライブを形成するに十分に大きなエネルギー(斜線部分)を素早く得ることができ、レーザー光38が照射された領域の大部分のセラミックスを効率良く熱加工することができる。
【0030】
この様に短時間でパワーの強いレーザー光を収束できるため、RF励起方式のレーザー装置の方が図6のDC放電方式のレーザー装置と比較して本発明に最適であると言える。
【0031】
こうした一般的なRF励起方式のレーザー装置の構成は図11の通りであり、この装置が標準的に有している発振パルスの波形は図12の通りである。本発明では、これに加えて、図9に示すようにパルス変調装置57を装備させる事で、図10の様にパルス波形を更に細分化し変調させる機能を付加することができ、これによって孔3の短径Aに対する長径Bの比B/Aを101%〜500%の範囲で図2の様に楕円化させる事ができる。
【0032】
図10は本発明で細分化したパルスの状態を示す。Gは発振OFF、Hは発振ON、発振周期をI、細分化する前の本来の発振ON設定時間WIDTH1をJ、Jを細分化した後の実発振時間WIDTH2をK、Jを細分化した後の実発振OFF時間DelayをLで示す。
【0033】
レーザー発振の条件としては、パルス周期400〜12000μSec、加工スピード1000〜15000mm/min、孔3のピッチ0.1〜0.2mmの範囲とすることが好ましい。
【0034】
このようにしてブレイクライン2を形成することで、図2の様に隣接する孔3の間は溝で連続化できる。さらに、特許文献1、2に記載された光学系で楕円化したレーザ加工方法によるものと異なり、常にレーザー加工の進行方法(ブレイクライン2の方向)と楕円状の孔3の長径の方向を一致させる事ができる。その結果、分割したい方向にだけ強い指向性を持たせる事ができ、ブレイクライン2を浅くしても十分な分割性を得ることができる。
【0035】
本発明のRF励起方式のCO2レーザー加工装置の構成を図9により詳細に説明する。まずレーザーパルスの発振制御をするリモートコントローラー51、一次電流の200Vから装置を動かすのに必要な電流を作るDCアンプ52、各構成部品からの情報を中継するデジィタルインターフェイス53、発振命令に応じてRFの周波数を作るRFアンプ54、RFアンプからの信号を受けて実際にレーザービームを作るレーザー発振器55、製品形状に合わせて動くXYテーブルのプログラムとレーザーの発振指令を行うNC制御装置50からなる。ここまでは図11の従来のRF励起方式のCO2レーザー加工装置と同じであるが、本発明ではリモートコントローラー51と各構成部品からの情報を中継するデジィタルインターフェイス53の間に、51から出る発振パルスを更に細分化して図10の様にパルスを変調器する装置57を付加して構成される。
【0036】
以上のような本発明のレーザー加工装置を用いてレーザー加工を行えば、基板厚みtが0.5mm〜2.0mmと比較的厚いセラミックス基板1に対して、上述した複数の楕円状の孔3を連続して形成したブレイクライン2を形成することができる。これにより、予定外ブレイク不良やクラック不良を防止でき、加えて、ブレイク後の次工程に於ける電子部品の実装の際に端部からの位置精度の高い基板を製造する事ができる。
【0037】
なお、本発明において、加工されるセラミックス基板については、サーマルヘッド用のベース基板、イメージセンサー用基板、厚膜用基板、ヒーター用基板等の様々な用途に用いることができる。
【0038】
更に、加工されるセラミックス基板1の材質については特に限定するものではなく、例えばアルミナやジルコニア等を主成分とするセラミックスを用いることができる。
【0039】
更に、本発明のレーザー加工装置の利用分野としては、上述したセラミックスに限定するものではなく、例えばプリント基板・金属板の切断等にも用いることができる。
【0040】
以上、本発明の実施形態について示したが、本発明はこれらの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で改良や変更できることは言う迄もない。
【0041】
例えば、上記実施形態ではブレイクライン2の形成について説明してきたが、ブレイクライン2に限らず、セラミック基板1上に溝部を形成するような様々な用途に本発明を適用することができる。
【0042】
【実施例】
本発明実施例として、図5に示すRF励起方式のCO2レーザーを用い、発振条件を異ならせてセラミック基板1に複数の楕円状の孔3からなるブレイクライン2を形成し、分割性の変化・クラックの発生の有無を確認する実験を行った。
【0043】
まず、アルミナ96重量%に対してシリカ、カルシア、マグネシア等の焼結助剤を4重量%を配合した原料に有機物バインダーを加えスプレードライにより顆粒を製作し、ロールコンパクション法によりそれぞれ0.73mm及び1.16mmの厚みのシートを成型した。これを所定のサイズに切断加工した後、RHK炉にて空気中1600℃、6時間焼成し、厚みがそれぞれ0.635mm及び1.0mmのアルミナからなるセラミック基板1を得た。
【0044】
そして、これらのセラミック基板1をRF励起発振方式によるCO2レーザーにて表1、表2に示す条件にて楕円状の孔3からなるブレイクライン2を形成した。
【0045】
加工条件としては、レーザーの発振波長10.6μm、集光前のビーム径φ11mm、集光距離2.5inch、アシストガス圧2.5kg/cm2、ノズルの先端径φ2.5mm、ビームのスポット径φ0.8mm、孔ピッチ0.16mm、加工スピード12000mm/minとし、NCとリモートコントローラーの間にパルス変換装置を装備した。なお、基板に形成する孔の短径Aに対する長径の比B/Aは117〜500%の範囲とした。そして、得られたセラミック基板1の分割性の変化、クラックの発生の有無を以下の方法で確認した。
【0046】
ブレイクライン2を形成後のセラミック基板1の表面をリョービ社製のS3600型サンダーに3M社のセラミックペーパー80#を貼り付け10秒間ペーバー掛けした後、マークテック(株)製、探傷液PLKに10分間浸積した後、水で洗浄し、乾燥させブレイクし、倍率50倍の金属顕微鏡にてクラック発生有無の確認を行った。クラックが発生しているものはクラック部にPLK液が浸透し着色することにより確認した。
【0047】
そして、100個の孔の周縁に外に伸びるクラックが1箇所以上発生しているものをクラック有りとし、クラック発生が一箇所もないものをクラック無しとした。
【0048】
表1に基板厚み0.635mmのアルミナ基板における実験結果を、表2に基板厚み厚み1.0mmのアルミナ基板の実験結果をそれぞれ示す。
【0049】
【表1】
【表2】
表1より判るように、基板厚み0.635mmのセラミック基板に対し、条件を振って加工した結果、分割性は変化したものの、楕円状の孔3によるブレイクラインを形成した本発明実施例(No.2〜9)の全てにおいてクラックは発生しなかった。また、本発明実施例は比較例(No.1)に比べて、孔3の深さが小さくても同程度以上の分割性を有していることがわかる。
【0052】
また、表2より判るように、基板厚み1.0mmのセラミック基板1に対しても、楕円状の孔3によるブレイクラインを形成した本発明実施例(No.12〜19)は比較例(No.11)に比べて孔3の深さが小さくても同程度以上の分割性を有していることがわかる。さらに、上記短径Aに対する長径Bの比B/Aが150%以上のものではクラックは発生せず且つ分割性にも変化は無かった。
【0053】
このように、楕円状の孔3でブレイクライン2を形成することによって、基板厚みが0.5〜1.0mmの比較的厚いセラミック基板に対しても、分割性を落す事なく且つ予定外割れやクラックを発生させない信頼性の高いブレイクラインを形成する事ができる様になる。
【0054】
【発明の効果】
以上のように、本発明によれば、セラミック基板に形成したブレイクラインなどの溝部を複数の連続した楕円状の孔で形成することによって、分割性能に優れ、分割後の端面の凹凸を小さくすることができる。
【0055】
また、上記溝部の加工方法として、RF励起方式のCO2レーザーを用いるとともに、単一のパルスを更に細分化し変調させる機能を装備させたレーザー加工装置を用いることで、短径に対する長径の比を101〜500%とした楕円状の孔を容易に形成することができる。
【0056】
その結果、0.5mm以下の薄肉のセラミック基板は勿論のこと、基板厚みが0.635mmを越える比較的厚い基板においても、近年要求されている分割後の次工程の電子部品の実装の際にも端部からの位置決め精度が向上、安定して、且つ分割方向に対してだけ強い指向性を持たせた信頼性の高い基板を提供出来る。
【図面の簡単な説明】
【図1】本発明のセラミック基板を示す斜視図である。
【図2】(a)は本発明のセラミック基板のブレイクラインを示す平面図、(b)は分割後の平面図、(c)はブレイクライン部分の断面図である。
【図3】(a)は従来のセラミック基板のブレイクラインを示す平面図、(b)は分割後の平面図、(c)はブレイクライン部分の断面図である。
【図4】(a)(b)は本発明によるレーザー加工方法を説明するための模式図である。
【図5】本発明で用いるRF励起方式のCO2レーザー発振器を示す模式図である。
【図6】比較例であるDC放電方式のCO2レーザー発振器を示す模式図である。
【図7】RF励起方式のレーザ発振器による出力波形を示す線図である。
【図8】DC放電方式によるレーザ発振器の出力波形を示す線図である。
【図9】本発明で用いるのRF励起方式のレーザー装置の構成を示す模式図である。
【図10】本発明で用いるRF励起方式のレーザー装置のレーザー出力のパルスON−OFFの状態を示す線図である。
【図11】従来のRF励起方式のレーザー装置の構成を示す模式図である。
【図12】従来のRF励起方式のレーザー装置のレーザー出力のパルスON−OFFの状態を示す線図である。
【符号の説明】
1:セラミック基板
2:ブレイクライン
3:孔
10:XYテーブル
11:吸着テーブル
12:レーザー発振器
13:レーザービーム
14:ベントミラー
15:集光レンズ
16:集光
30:電極
31:電極
32:高周波電圧
33:全反射鏡
34:全反射鏡
35:雑レーザー光
36:ビーム整形レンズ
37:ビーム整形レンズ
38:レーザー光
40:ファン
41:CO2ガス
42:レーザー増幅部
43:熱交換器
44:電極
45:電極
46:レーザー光
50:NC
51:リモートコントローラー
52:DCアンプ
53:デジィタルインターフェイス
54:RFアンプ
55:レーザー発振器
56:レーザー光
57:パルス変調器
Claims (8)
- 表面に溝部を備えたセラミック基板において、上記溝部は連続した複数の楕円状の孔から成ることを特徴とするセラミック基板。
- 上記楕円状の孔の長径方向が溝部の方向と一致していることを特徴とする請求項1記載のセラミック基板。
- 上記楕円状の孔の短径に対する長径の比が101〜500%であり、隣接する孔の間は溝で連続していることを特徴とする請求項1または2記載のセラミック基板。
- セラミック基板にレーザ光を照射して溝部を形成する方法であって、RF励起方式のCO2レーザを用いてパルス発振し、セラミック基板上に楕円状の孔を連続的に形成することを特徴とするセラミック基板の溝部形成方法。
- 上記楕円状の孔の長径方向が溝部の方向と一致するように加工することを特徴とする請求項4記載のセラミック基板の溝部形成方法。
- 上記楕円状の孔の短径に対する長径の比が101〜500%であり、隣接する孔の間が溝で連続するように加工することを特徴とする請求項4または5記載のセラミック基板の溝部形成方法。
- 上記レーザ光のパルス周期を400〜12000μSec、加工スピードを1000〜15000mm/min、孔のピッチを0.1〜0.2mmとすることを特徴とする請求項4〜6のいずれかに記載のセラミック基板の溝部形成方法。
- セラミック基板にレーザ光を照射して溝部を形成するための加工装置であって、RF励起方式のCO2レーザを用い、パルス発振させる手段と、得られた発振パルスをさらに細分化し変調させる手段とを有することを特徴とするレーザ加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002346540A JP2004179556A (ja) | 2002-11-28 | 2002-11-28 | セラミック基板とその溝部形成方法及びこれに用いるレーザー加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002346540A JP2004179556A (ja) | 2002-11-28 | 2002-11-28 | セラミック基板とその溝部形成方法及びこれに用いるレーザー加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004179556A true JP2004179556A (ja) | 2004-06-24 |
Family
ID=32707381
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002346540A Pending JP2004179556A (ja) | 2002-11-28 | 2002-11-28 | セラミック基板とその溝部形成方法及びこれに用いるレーザー加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004179556A (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006289388A (ja) * | 2005-04-06 | 2006-10-26 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| JP2010278172A (ja) * | 2009-05-28 | 2010-12-09 | Denki Kagaku Kogyo Kk | 多数個取り回路基板、回路基板、及びそれを用いたモジュール |
| JP2011092970A (ja) * | 2009-10-29 | 2011-05-12 | Mitsuboshi Diamond Industrial Co Ltd | レーザー加工方法、被加工物の分割方法およびレーザー加工装置 |
| JP2012074532A (ja) * | 2010-09-29 | 2012-04-12 | Dowa Metaltech Kk | 金属−セラミックス接合基板の製造方法 |
| JP2012121071A (ja) * | 2012-03-23 | 2012-06-28 | Mitsuboshi Diamond Industrial Co Ltd | レーザー加工方法、被加工物の分割方法およびレーザー加工装置 |
| JP2013051246A (ja) * | 2011-08-30 | 2013-03-14 | Mitsuboshi Diamond Industrial Co Ltd | Ledパターン付き基板の加工方法 |
| JP5216017B2 (ja) * | 2007-11-02 | 2013-06-19 | 三星ダイヤモンド工業株式会社 | 脆性材料基板の分断方法 |
| KR101323078B1 (ko) * | 2005-08-06 | 2013-10-29 | 예놉틱 아우토마티지어룽스테히닉 게엠베하 | 미리 만들어 놓은 트레이스를 따라 레이저 빔에 의해 취성평판 물질들을 절단하는 방법 |
| JP2014069211A (ja) * | 2012-09-28 | 2014-04-21 | Koa Corp | セラミックス材の加工装置、セラミックス材の加工方法 |
| JP2014072375A (ja) * | 2012-09-28 | 2014-04-21 | Koa Corp | セラミックス材の加工装置、セラミックス材の加工評価方法 |
| KR101587762B1 (ko) * | 2015-05-27 | 2016-01-21 | 주식회사 영진전기 | 전자파 차폐용 실드 |
| US20170371281A1 (en) * | 2016-06-24 | 2017-12-28 | Toshiba Lighting & Technology Corporation | Heater, image forming apparatus, and manufacturing method of heater |
| JPWO2020189526A1 (ja) * | 2019-03-15 | 2020-09-24 | ||
| CN116917076A (zh) * | 2021-03-03 | 2023-10-20 | 罗杰斯德国有限公司 | 用于加工金属陶瓷基板的方法和金属陶瓷基板 |
-
2002
- 2002-11-28 JP JP2002346540A patent/JP2004179556A/ja active Pending
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006289388A (ja) * | 2005-04-06 | 2006-10-26 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| KR101323078B1 (ko) * | 2005-08-06 | 2013-10-29 | 예놉틱 아우토마티지어룽스테히닉 게엠베하 | 미리 만들어 놓은 트레이스를 따라 레이저 빔에 의해 취성평판 물질들을 절단하는 방법 |
| JP5216017B2 (ja) * | 2007-11-02 | 2013-06-19 | 三星ダイヤモンド工業株式会社 | 脆性材料基板の分断方法 |
| JP2010278172A (ja) * | 2009-05-28 | 2010-12-09 | Denki Kagaku Kogyo Kk | 多数個取り回路基板、回路基板、及びそれを用いたモジュール |
| CN102069300A (zh) * | 2009-10-29 | 2011-05-25 | 三星钻石工业股份有限公司 | 雷射加工方法、被加工物的分割方法及雷射加工装置 |
| KR101241936B1 (ko) * | 2009-10-29 | 2013-03-11 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | 레이저 가공 방법, 피가공물의 분할 방법 및 레이저 가공 장치 |
| CN104028900A (zh) * | 2009-10-29 | 2014-09-10 | 三星钻石工业股份有限公司 | 雷射加工方法、被加工物的分割方法及雷射加工装置 |
| JP2011092970A (ja) * | 2009-10-29 | 2011-05-12 | Mitsuboshi Diamond Industrial Co Ltd | レーザー加工方法、被加工物の分割方法およびレーザー加工装置 |
| CN102069300B (zh) * | 2009-10-29 | 2014-12-10 | 三星钻石工业股份有限公司 | 雷射加工方法、被加工物的分割方法及雷射加工装置 |
| CN104028899A (zh) * | 2009-10-29 | 2014-09-10 | 三星钻石工业股份有限公司 | 雷射加工方法、被加工物的分割方法及雷射加工装置 |
| JP2012074532A (ja) * | 2010-09-29 | 2012-04-12 | Dowa Metaltech Kk | 金属−セラミックス接合基板の製造方法 |
| JP2013051246A (ja) * | 2011-08-30 | 2013-03-14 | Mitsuboshi Diamond Industrial Co Ltd | Ledパターン付き基板の加工方法 |
| JP2012121071A (ja) * | 2012-03-23 | 2012-06-28 | Mitsuboshi Diamond Industrial Co Ltd | レーザー加工方法、被加工物の分割方法およびレーザー加工装置 |
| JP2014069211A (ja) * | 2012-09-28 | 2014-04-21 | Koa Corp | セラミックス材の加工装置、セラミックス材の加工方法 |
| JP2014072375A (ja) * | 2012-09-28 | 2014-04-21 | Koa Corp | セラミックス材の加工装置、セラミックス材の加工評価方法 |
| KR101587762B1 (ko) * | 2015-05-27 | 2016-01-21 | 주식회사 영진전기 | 전자파 차폐용 실드 |
| US20170371281A1 (en) * | 2016-06-24 | 2017-12-28 | Toshiba Lighting & Technology Corporation | Heater, image forming apparatus, and manufacturing method of heater |
| JP2017228504A (ja) * | 2016-06-24 | 2017-12-28 | 東芝ライテック株式会社 | ヒータ、画像形成装置及びヒータの製造方法 |
| US10627753B2 (en) * | 2016-06-24 | 2020-04-21 | Toshiba Lighting & Technology Corporation | Heater, image forming apparatus, and manufacturing method of heater |
| JPWO2020189526A1 (ja) * | 2019-03-15 | 2020-09-24 | ||
| CN116917076A (zh) * | 2021-03-03 | 2023-10-20 | 罗杰斯德国有限公司 | 用于加工金属陶瓷基板的方法和金属陶瓷基板 |
| JP2024513154A (ja) * | 2021-03-03 | 2024-03-22 | ロジャーズ ジャーマニー ゲーエムベーハー | 金属セラミック基板を機械加工するための方法及び金属セラミック基板 |
| JP7564380B2 (ja) | 2021-03-03 | 2024-10-08 | ロジャーズ ジャーマニー ゲーエムベーハー | 金属セラミック基板を機械加工するための方法及び金属セラミック基板 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004179556A (ja) | セラミック基板とその溝部形成方法及びこれに用いるレーザー加工装置 | |
| JP5539625B2 (ja) | レーザ加工方法 | |
| CN113199160B (zh) | 一种激光同步扫描加工群孔系统及扫描方法 | |
| EP1341638B1 (en) | Laser machining of semiconductor materials | |
| US5484980A (en) | Apparatus and method for smoothing and densifying a coating on a workpiece | |
| JP4731082B2 (ja) | 脆い材料から作られた平らな加工物を切断するための方法及び装置 | |
| CN110919193B (zh) | 一种基于加工轨迹优化的陶瓷表面孔纳秒激光加工方法 | |
| CN102132635A (zh) | 陶瓷集合基板及其制造方法,陶瓷基板和陶瓷电路基板 | |
| CN104668785A (zh) | 激光快速打孔的装置及其方法 | |
| JP2004512690A (ja) | レーザ加工の制御 | |
| CN105689898B (zh) | 一种超声辅助激光等离子体背部湿刻法刻蚀石英玻璃的加工方法 | |
| CN114749812B (zh) | 一种碳纤维复合材料低损伤激光切孔扫描路径规划方法及系统 | |
| CN104384727A (zh) | 光纤激光加工氧化铝陶瓷的装置及其方法 | |
| US20210205931A1 (en) | Method for processing brittle-hard materials | |
| CN113787267B (zh) | 金手指激光切割系统及切割方法 | |
| CN117548861B (zh) | 一种在透光材料上加工槽孔的方法及加工系统 | |
| JP5189988B2 (ja) | セラミック部材および電子部品用基板 | |
| CN107570876A (zh) | 一种激光诱导koh化学反应刻蚀和切割蓝宝石的加工方法 | |
| JP2010173316A (ja) | スクライブ加工装置及びスクライブ加工方法 | |
| CN113510393A (zh) | 陶瓷工件激光钻孔的方法 | |
| CN116571895B (zh) | 一种生瓷板的无碳化激光切割装置及工艺方法 | |
| JP2013125855A (ja) | セラミック基板、電子デバイス及び電子機器と、電子デバイスの製造方法及びセラミック基板の製造方法 | |
| MX2008005663A (es) | Metodo para la separacion termica inducida por laser de material de placa de ceramica u otro material de placa quebradizo. | |
| CN1658995A (zh) | 复合元件的制造方法 | |
| CN114473216A (zh) | 激光磨削加工装置及磨削加工的方法、陶瓷件和壳体组件 |