JP2004155196A - 個々の弁開閉制御を伴う密着配置されたノズル - Google Patents
個々の弁開閉制御を伴う密着配置されたノズル Download PDFInfo
- Publication number
- JP2004155196A JP2004155196A JP2003375910A JP2003375910A JP2004155196A JP 2004155196 A JP2004155196 A JP 2004155196A JP 2003375910 A JP2003375910 A JP 2003375910A JP 2003375910 A JP2003375910 A JP 2003375910A JP 2004155196 A JP2004155196 A JP 2004155196A
- Authority
- JP
- Japan
- Prior art keywords
- melt passage
- valve opening
- closing member
- valve
- melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001746 injection moulding Methods 0.000 claims abstract description 20
- 230000007246 mechanism Effects 0.000 claims description 32
- 239000000463 material Substances 0.000 claims description 23
- 239000000155 melt Substances 0.000 claims description 23
- 238000002347 injection Methods 0.000 claims description 13
- 239000007924 injection Substances 0.000 claims description 13
- 239000012530 fluid Substances 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 8
- 238000004891 communication Methods 0.000 claims description 5
- 238000000465 moulding Methods 0.000 claims description 5
- 239000012768 molten material Substances 0.000 claims 9
- 239000000243 solution Substances 0.000 abstract 1
- 238000010438 heat treatment Methods 0.000 description 4
- 239000003086 colorant Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1603—Multi-way nozzles specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
- B29C45/2806—Closure devices therefor consisting of needle valve systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C2045/2683—Plurality of independent mould cavities in a single mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C2045/2683—Plurality of independent mould cavities in a single mould
- B29C2045/2685—Plurality of independent mould cavities in a single mould filled with different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C2045/2779—Nozzles with a plurality of outlets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/56—Stoppers or lids for bottles, jars, or the like, e.g. closures
- B29L2031/565—Stoppers or lids for bottles, jars, or the like, e.g. closures for containers
Abstract
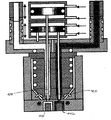
【選択図】 図1
Description
Claims (19)
- 第1溶融物通路と第2溶融物通路とを有し、第1溶融物通路は第2溶融物通路からオフセットされたノズル本体と、
第1ゲートを選択的に開くための第1バルブ開閉部材と、
第2ゲートを選択的に開くための第2バルブ開閉部材と、
第1バルブ開閉部材に連結された第1作動機構と、
第2バルブ開閉部材に連結された第2作動機構と、
前記第1バルブ開閉機構および前記第2バルブ開閉機構を相対的に移動させるため、前記第1作動機構および前記第2作動機構を独立して駆動させる手段と、
を備えたことを特徴とする射出ノズル。 - 第1ゲートは第1溶融物通路を第1型穴に連結し、第2ゲートは第2溶融物通路を第2型穴に連結することを特徴とする請求項1記載の射出ノズル。
- 第1ゲートは第1溶融物通路を型穴に連結し、第2ゲートは第2溶融物通路を同一の型穴に連結することを特徴とする請求項1記載の射出ノズル。
- 第1溶融物通路と第2溶融物通路とを有するノズル本体と、
第1軸に沿って移動することができる、第1ゲートを選択的に開くための第1バルブ開閉部材と、
第2軸に沿って、第1バルブ開閉部材から独立して移動することができる、第2ゲートを選択的に開くための第2バルブ開閉部材と、を備え、
第1軸は第2軸からオフセットされていることを特徴とする射出ノズル。 - 第1ゲートは第1溶融物通路を第1型穴に連結し、第2ゲートは第2溶融物通路を第2型穴に連結することを特徴とする請求項4記載の射出ノズル。
- 第1ゲートは第1溶融物通路を型穴に連結し、第2ゲートは第2溶融物通路を同一の型穴に連結することを特徴とする請求項4記載の射出ノズル。
- 成形可能材料からなる第1溶融物の流れを受けるための第1マニホールド溶融物通路と、成形可能材料からなる第2溶融物の流れを受けるための第2マニホールド溶融物通路と、を有するマニホールドと、
第1溶融物の流れを受けるための第1溶融物通路と第2溶融物の流れを受けるための第2溶融物通路とを有し、第1溶融物通路は第2溶融物通路から軸方向にオフセットされたノズルと、
第1溶融物を型穴内に流し込むために、第1ゲートを選択的に開く第1バルブ開閉部材と、
第2溶融物を型穴内に流し込むために、第2ゲートを選択的に開く第2バルブ開閉部材と、を備え、
第2バルブ開閉部材は、第1バルブ開閉部材から独立して作動することができることを特徴とする射出成形装置。 - マニホールドとノズルとの間に設けられ、第1連結部溶融物通路と第2連結部溶融物通路とを有する溶融物通路コネクタをさらに備え、
第1連結部溶融物通路は第1マニホールド溶融物通路と第1ノズル溶融物通路とに流体連通し、第2連結部溶融物通路は第2マニホールド溶融物通路と第2ノズル溶融物通路とに流体連通することを特徴とする請求項7記載の射出成形装置。 - 溶融物通路コネクタは第1バルブ開閉部材と第2バルブ開閉部材を受けるためのブッシングであることを特徴とする請求項8記載の射出成形装置。
- 第1バルブ開閉部材に連結された第1作動機構と、第2バルブ開閉部材に連結された第2作動機構と、をさらに備えたことを特徴とする請求項8記載の射出成形装置。
- 第2作動機構は第1作動機構とノズルとの間に配置されていることを特徴とする請求項10記載の射出成形装置。
- 第1バルブ開閉部材は第2作動機構を貫通して延在することを特徴とする請求項11記載の射出成形装置。
- 第1バルブ開閉部材を囲み、第2作動機構内をスライドするブッシングをさらに備えたことを特徴とする請求項11記載の射出成形装置。
- 第1作動機構は第1バルブ開閉部材に連結された第1ピストンを含み、第2作動機構は第2バルブ開閉部材に連結された第2ピストンを含むことを特徴とする請求項11記載の射出成形装置。
- 第1バルブ開閉部材はブッシングによって囲まれ、ブッシングは第2ピストン内をスライドできるように構成されていることを特徴とする請求項14記載の射出成形装置。
- 第1ノズル溶融物通路と第2ノズル溶融物通路とを有するノズル本体と、
第1バルブ開閉部材と、
第2バルブ開閉部材と、
第1バルブ開閉部材に連結された第1作動機構と、
第2バルブ開閉部材に連結され、第1作動機構とノズル本体との間に配置され、第1バルブ開閉部材が規制されることなく貫通するように構成された第2作動機構と、
第1バルブ開閉機構および第2バルブ開閉機構を相対的に移動させるため、第1作動機構および第2作動機構を独立して駆動させる手段と、
を備えたことを特徴とする射出ノズル。 - 第1溶融材料および第2溶融材料を第1バルブゲートおよび第2バルブゲートに導くためにマニホールド溶融物通路に流体連通する第1溶融物通路および第2溶融物通路を有するノズル本体と、
少なくとも1つの型穴への第1溶融材料および第2溶融材料の流れを制御することができる、独立して駆動される第1バルブ開閉部材および第2バルブ開閉部材と、
を備えたことを特徴とする射出成形装置。 - 第1溶融材料と第2溶融材料は異なることを特徴とする請求項17記載の射出成形装置。
- a) 独立した作動手段により各々駆動される横方向にずらされた第1開閉部材および第2開閉部材によってそれぞれ制御される第1バルブゲートおよび第2バルブゲートを経由し、第1溶融材料および第2溶融材料を送り込むための第1溶融物通路と第2溶融物通路とを有する射出ノズルを準備する工程と、
b) 第2バルブゲートを閉めた状態で第1バルブゲートを開くことにより、第1溶融材料が射出される第1型穴を準備する工程と、
c) 第2バルブゲートを開くことにより、第2溶融材料が射出される第2型穴を準備する工程と、
を備えたことを特徴とする2つの異なる材料からなる物品を成形する方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US42358502P | 2002-11-05 | 2002-11-05 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004155196A true JP2004155196A (ja) | 2004-06-03 |
| JP2004155196A5 JP2004155196A5 (ja) | 2005-12-22 |
| JP4489407B2 JP4489407B2 (ja) | 2010-06-23 |
Family
ID=32108166
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003375910A Expired - Lifetime JP4489407B2 (ja) | 2002-11-05 | 2003-11-05 | 個々の弁開閉制御を伴う密着配置されたノズル |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7192270B2 (ja) |
| EP (1) | EP1418034B1 (ja) |
| JP (1) | JP4489407B2 (ja) |
| CN (1) | CN100408303C (ja) |
| CA (1) | CA2448129C (ja) |
| DE (1) | DE60311940T2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013173311A (ja) * | 2012-02-27 | 2013-09-05 | Fuiisa Kk | 射出成形装置の射出装置 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7648669B2 (en) * | 2004-11-30 | 2010-01-19 | Bemis Manufacturing Company | Injection-molding system and method |
| CA2540532A1 (en) * | 2005-04-25 | 2006-10-25 | Sulzer Chemtech Ag | An apparatus with a needle shut-off nozzle for an injection moulding machine |
| US7559762B2 (en) * | 2006-06-16 | 2009-07-14 | Mold-Masters (2007) Limited | Open loop pressure control for injection molding |
| US7527490B2 (en) * | 2006-10-13 | 2009-05-05 | Mold-Masters (2007) Limited | Coinjection molding apparatus and related hot-runner nozzle |
| US7731489B2 (en) * | 2006-12-21 | 2010-06-08 | Mold-Masters (2007) Limited | Valve for co-injection molding apparatus |
| US7658606B2 (en) * | 2006-12-22 | 2010-02-09 | Mold-Masters (2007) Limited | Edge gated injection molding apparatus |
| GB201021271D0 (en) * | 2010-12-15 | 2011-01-26 | Pilkington Group Ltd | Process and apparatus for moulding a glazing profile onto a glazing |
| KR101578276B1 (ko) * | 2011-05-20 | 2015-12-16 | 임플럭스 인코포레이티드 | 사출 성형 장치를 위한 비-자연적으로 균형화된 공급 시스템 |
| CN102529024B (zh) * | 2012-01-09 | 2014-04-30 | 东莞市凯昶德电子科技股份有限公司 | 注塑机用自锁射嘴 |
| WO2015107178A1 (en) * | 2014-01-16 | 2015-07-23 | Otto Männer Innovation GmbH | Side gating hot runner nozzle and associated floating manifold seals |
| KR101936986B1 (ko) * | 2015-01-28 | 2019-03-28 | 인글라스 에스피에이 | 플라스틱 재료를 인젝션 몰딩하기 위한 시스템 및 방법 |
| CN105500633B (zh) * | 2016-01-27 | 2018-02-13 | 上海缔翊模具有限公司 | 多种材料混合注塑头及多种材料混合注塑成型模具 |
| US11780132B2 (en) | 2017-07-14 | 2023-10-10 | Otto Männer GmbH | Injection molding device |
| KR102037356B1 (ko) * | 2018-05-28 | 2019-10-28 | 허남욱 | 밸브작동식 핫러너 사출금형의 이중 피스톤기구 |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2418856A (en) * | 1939-06-20 | 1947-04-15 | French Oil Mill Machinery | Method of and apparatus for injection molding |
| CH566207A5 (ja) * | 1972-12-07 | 1975-09-15 | Siemag Siegener Masch Bau | |
| DE2346135C2 (de) | 1973-09-13 | 1982-11-04 | Battenfeld Maschinenfabriken Gmbh, 5882 Meinerzhagen | Verfahren und Vorrichtung zum Spritzgießen von Kunststofformkörpern, die aus einer Füllschicht aus einem thermoplastischen Kunststoff und aus einer diese einschließenden Deckschicht aus einem anderen thermoplastischen Kunststoff bestehen |
| US4279582A (en) | 1979-04-02 | 1981-07-21 | Incoe Corporation | Method and apparatus for individual control of injection mold shut-off bushings |
| CA1174820A (en) | 1982-02-24 | 1984-09-25 | William J. Wiles | Injection molding valve pin direct pneumatic actuator |
| US4803031A (en) | 1982-06-03 | 1989-02-07 | Anchor Hocking Corporation | Method and apparatus for molding a closure cap |
| DE3245571C2 (de) | 1982-12-09 | 1985-04-11 | Männer, Otto, 7836 Bahlingen | Nadelverschluß-Düse für Spritzgießformen |
| US5523045A (en) * | 1983-04-13 | 1996-06-04 | American National Can Company | Methods for injection molding and blow-molding multi-layer plastic articles |
| US4657496A (en) * | 1984-06-04 | 1987-04-14 | Gifu Husky Co., Ltd. | Hot-runner mold for injection molding |
| DE3733363A1 (de) | 1987-10-02 | 1989-04-13 | Horst Prinz | Heisskanalnadelverschlussduese zur verarbeitung thermoplastischer massen |
| US5078589A (en) * | 1990-06-15 | 1992-01-07 | Osuna Diaz J M | Multicavity injection molding apparatus having precision adjustment and shut off of injection flow to individual mold cavities |
| US5223275A (en) * | 1990-10-12 | 1993-06-29 | Gellert Jobst U | Multi-cavity injection moulding system |
| WO1992013700A1 (en) * | 1991-02-12 | 1992-08-20 | Seiki Corporation | Improved hot runner mold arrangement and use thereof |
| DE4206319C2 (de) | 1992-02-29 | 1994-04-28 | Otto Maenner | Nadelverschlußdüse mit Kolbenantrieb |
| DE4206318C2 (de) * | 1992-02-29 | 1994-06-16 | Otto Maenner | Mehrfach-Nadelverschluß-Düse für Spritzgießformen |
| CA2068543C (en) * | 1992-05-11 | 1999-11-09 | Jobst Ulrich Gellert | Coinjection molding apparatus having rotary axial actuating mechanism |
| JP3372979B2 (ja) | 1992-12-03 | 2003-02-04 | 東洋機械金属株式会社 | 複合成形機の制御方法 |
| US5372496A (en) * | 1993-02-18 | 1994-12-13 | Taniyama; Yoshihiko | Ejector valve plastic molding apparatus |
| EP0614744B1 (en) | 1993-02-25 | 1998-11-04 | Sony Electronics Inc. | Molding devices |
| DE4324275C2 (de) | 1993-07-20 | 1996-05-02 | Incoe Corp | Pneumatische Steuervorrichtung für Heißkanalnadelventile für Spritzgießwerkzeuge |
| US5650178A (en) * | 1994-11-23 | 1997-07-22 | Bemis Manufacturing Company | Co-injection manifold for injection molding |
| CA2175634C (en) | 1996-05-02 | 2007-08-21 | Klaus Bauer | Injection molding valve member with head and neck portions |
| US5935621A (en) | 1997-01-24 | 1999-08-10 | Mold-Masters Limited | Injection molding apparatus having a cooled core |
| US5972258A (en) | 1997-10-20 | 1999-10-26 | Husky Injection Molding Systems Ltd. | Method of using a multiple gating nozzle |
| CA2219235C (en) * | 1997-10-23 | 2006-12-12 | Mold-Masters Limited | Five layer injection molding apparatus having four position valve member actuating mechanism |
| JP3225914B2 (ja) | 1998-02-13 | 2001-11-05 | 三菱マテリアル株式会社 | バルブゲート装置及びこのバルブゲート装置を備えた射出成形金型 |
| JP2000025072A (ja) | 1998-07-13 | 2000-01-25 | Mitsubishi Materials Corp | 射出成形金型におけるバルブゲート装置のピン駆動機構 |
| JP4062382B2 (ja) | 1998-07-16 | 2008-03-19 | 株式会社Ipm | バルブゲート装置 |
| CA2264224A1 (en) | 1999-02-26 | 2000-08-26 | Denis Babin | Multi-cavity injection molding apparatus splitting melt near nozzle front |
| JP4024436B2 (ja) | 1999-10-13 | 2007-12-19 | 柳道実業株式会社 | 一つのピストンで多数のバルブピンを作動する射出成形機の樹脂注入装置 |
| JP2002036310A (ja) | 2000-07-25 | 2002-02-05 | Mitsubishi Materials Corp | マイクロリレー用部材の成形方法およびこの方法に用いるバルブゲート装置 |
| ATE376488T1 (de) * | 2002-12-03 | 2007-11-15 | Mold Masters Ltd | Heisskanal koinjektions-düse |
-
2003
- 2003-11-05 US US10/700,521 patent/US7192270B2/en not_active Expired - Lifetime
- 2003-11-05 JP JP2003375910A patent/JP4489407B2/ja not_active Expired - Lifetime
- 2003-11-05 EP EP03025448A patent/EP1418034B1/en not_active Expired - Lifetime
- 2003-11-05 CA CA2448129A patent/CA2448129C/en not_active Expired - Lifetime
- 2003-11-05 DE DE60311940T patent/DE60311940T2/de not_active Expired - Lifetime
- 2003-11-05 CN CNB2003101198153A patent/CN100408303C/zh not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013173311A (ja) * | 2012-02-27 | 2013-09-05 | Fuiisa Kk | 射出成形装置の射出装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1418034A1 (en) | 2004-05-12 |
| US20040091569A1 (en) | 2004-05-13 |
| CN100408303C (zh) | 2008-08-06 |
| JP4489407B2 (ja) | 2010-06-23 |
| EP1418034B1 (en) | 2007-02-21 |
| DE60311940T2 (de) | 2007-06-14 |
| DE60311940D1 (de) | 2007-04-05 |
| CA2448129A1 (en) | 2004-05-05 |
| US7192270B2 (en) | 2007-03-20 |
| CN1526538A (zh) | 2004-09-08 |
| CA2448129C (en) | 2012-01-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4489407B2 (ja) | 個々の弁開閉制御を伴う密着配置されたノズル | |
| CA2878559C (en) | Coinjection molding apparatus and related hot-runner nozzle | |
| US6575731B1 (en) | Apparatus for distributing melt in a multi-level stack mold | |
| USRE41648E1 (en) | Valve-gated injection molding system with side-mounted actuator | |
| JP2005132079A (ja) | 加熱ランナ共押出しノズル | |
| JP4889862B2 (ja) | 多層射出成形装置及び方法 | |
| JP4927880B2 (ja) | 共射出ノズルアセンブリ装置 | |
| CN101234522A (zh) | 侧缘浇口的注射成型装置 | |
| JP2008504146A (ja) | 一体型逆止弁を備える射出成形機シューティングポット | |
| US7029269B2 (en) | In-line valve gated nozzle | |
| CN108454011A (zh) | 用于注射模制装置的热流道注射喷嘴和致动器 | |
| JP2002127202A (ja) | 射出成形用弁ゲート組立体 | |
| KR101543596B1 (ko) | 이중 사출을 위한 핫러너 장치 | |
| JP3046629B2 (ja) | ホットランナ金型におけるパージ装置 | |
| JP2003245949A (ja) | バルブゲート式金型装置 | |
| CN111958927A (zh) | 具有热流道的注射成型设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051102 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051102 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080529 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080603 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080903 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080908 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081003 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20081010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100302 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100331 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130409 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4489407 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140409 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |