JP2004155019A - 硬質塩化ビニール樹脂シート - Google Patents
硬質塩化ビニール樹脂シート Download PDFInfo
- Publication number
- JP2004155019A JP2004155019A JP2002322300A JP2002322300A JP2004155019A JP 2004155019 A JP2004155019 A JP 2004155019A JP 2002322300 A JP2002322300 A JP 2002322300A JP 2002322300 A JP2002322300 A JP 2002322300A JP 2004155019 A JP2004155019 A JP 2004155019A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- chloride resin
- vinyl chloride
- shrinkage
- shrinkage ratio
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
【課題】PTP包装用として、成形条件範囲が広く、シワが発生せず、成形不良の発生しない、カールが少ない真空成形機用硬質塩化ビニール樹脂シートを提供する。
【解決手段】厚みが0.1〜0.5mmの硬質塩化ビニール樹脂シートであって、120℃〜145℃の温度範囲内で、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が、0〜2.5%を示す、真空あるいは圧空成形機用シート。
【選択図】図1
【解決手段】厚みが0.1〜0.5mmの硬質塩化ビニール樹脂シートであって、120℃〜145℃の温度範囲内で、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が、0〜2.5%を示す、真空あるいは圧空成形機用シート。
【選択図】図1
Description
【0001】
【発明の属する技術分野】
本発明は、医薬品包装の分野で、固形剤包装用として一般に用いられているPTP(プレス・ルー・パック)用途における、真空成形あるいは圧空成形機用硬質塩化ビニール樹脂シートに関するものである。
【0002】
【従来の技術】
医薬品包装の分野で、錠剤、カプセル剤等の固形剤包装用として一般に用いられているPTP包装は透明性、成形性、腰の強さ、コスト面から主に硬質ポリ塩化ビニールからなるシートを底材として用い、該底材をポケット形状に成形し、その中に固形剤(錠剤、カプセル剤など)を充填し、アルミ箔からなる蓋材で密封した包装体であり、1960年代前半に実用化され広く普及してきた。
【0003】
PTP包装が実用化し普及するにつれて、様々な成形包装設備が開発、提案されてきた。成形包装設備として、成形部が真空成形を行う為のドラム状の部位を持つもの、圧空成形を行うための平板状の部位を持つもの等がある。
【0004】
一般的なカレンダー加工による硬質塩化ビニール樹脂シートの場合、カレンダー最終加工ロールからのシートの引きはがしの際に残留する応力により、シートの流れ方向(以降「MD方向」と称す)に収縮力、シートの流れに対し垂直方向(以降「TD方向」と称す)には伸力が発生する。
これらの残留応力の大きさは、シートの位置、中央部と端部により異なり、シートの端部で成形時にシワが発生することがある。
特許文献1に記載されているようなシュリンク防止設備やエキスパンジョンロールを用い、カレンダーシートを生産すると、シートを幅方向外方に広げることにより幅縮を防止することにより、カレンダーシート内に残留応力が残る。この応力により、できたシートを医薬品包装・成形に用いると、シワが発生し、実用性がなくなる場合がある。
【0005】
【特許文献1】
特開平10−235667号公報
【0006】
【発明が解決しようとする課題】
本発明は、硬質塩化ビニール樹脂PTP用シートにおける前述の問題点を解決するため種々の検討を行った結果なされたもので、その目的とするところは、PTP包装用として、成形条件範囲が広く、シワが発生せず、成形不良の発生しない、カールが少ない真空成形機用硬質塩化ビニール樹脂シートを提供することにある。
【0007】
【課題を解決するための手段】
本発明は、厚みが0.1〜0.5mmの硬質塩化ビニール樹脂シートで、120℃〜145℃の温度範囲内で、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が、0〜2.5%を示す、真空あるいは圧空成形機用シート。
【0008】
【発明の実施の形態】
本発明の硬質塩化ビニール樹脂シートは、塩化ビニール樹脂の平均重合度、重合方法、安定剤の種類・添加量、補強剤の種類・添加量、滑剤の種類・添加量、その他、顔料、帯電防止剤、紫外線吸収剤等の機能性付与剤の種類・添加量に規定、限定されるものではない。
【0009】
本発明はシートのカレンダー最終ロール引き剥がし後から、冷却ラインに引き取られる間にライン内の速度差を利用して、シートに残る残留応力を調整し、MD、TD方向の伸縮力を制御し、PTP包装成形機に適した伸縮率を管理して得られるPTP包装用硬質塩化ビニール樹脂シートである。
【0010】
一般にカレンダーで製膜される塩化ビニール樹脂シートは、最終カレンダーロールから引き剥がされる際に、樹脂の流れ方向には収縮力、樹脂の流れと垂直方向には伸縮力が発生する。シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|は、シート中央部ではほぼ0%を示すが、シートの端に行くに従い大きくなる。これはシートの端部は、カレンダー最終ロールからのシーと引き剥がしの際に発生するネッキング現象による。
【0011】
シートの中央においては、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|は、ほぼ0%を示し、収縮応力の軸は流れ方向と平行に、伸びの応力の軸はシートの流れ方向に垂直方向を示す。しかし、カレンダーシートの端部に行くに従い、収縮応力の軸は流れ方向と交差し、伸びの応力の軸もシートの流れ方向に対する垂直軸に交差し、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|は大きくなって行く。シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が大きなシートを、PTP成形機で成形する場合、成形機によりシートにかけられる応力・テンションの方向と、シートの収縮軸・伸び軸とが平行あるいは垂直方向ではなく、歪む位置関係となり、成形の際にシワとなる。
【0012】
一般に塩化ビニール樹脂シートのPTP成形は、120℃〜145℃程度の温度で行われる。そのため、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|は、120℃〜145℃の温度範囲で測定されることが好ましい。シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が2.5%を越えると、PTP成形機での成形時にシワが発生し、成形不良を伴う場合もある。この場合、成形機の成形条件を変更しても、シワの発生は改善されない。
120℃〜145℃範囲で決められた成形温度において、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が0〜2.5%を示めす場合、シワの発生等の問題は無い。シワが発生したとしても、成形条件の変更により改善が可能である。更に望ましくは、120℃〜145℃の温度範囲でシートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が0〜1.0%を示すことである。
120℃〜145℃温度範囲内で、上記事項を満たすことが望ましいが、120〜145℃の範囲のある一点の温度条件で、上記事項を満たしていても、成形温度を合わせる事により実用上問題は無くなる。
また、注意点としては、成形機の種類により、適正な伸縮率の管理が異なる。特に加熱伸縮率で流れ方向の収縮率が大きい物を要求する成形機の場合、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|の値が大きくなる可能性が高く、加熱伸縮率で流れ方向の収縮率が小さい物を要求する成形機の場合は、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率自体が小さい値をとり、この差|収縮率A−収縮率B|の値も小さくなる可能性が高い。また、成形機の加熱板がドラムタイプのものは幅方向の伸びを低く抑える必要性があるなどの考慮が必要である。加熱伸縮率の管理と、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|の値の管理を、同時に併用して行う必要性もある。
【0013】
【実施例】
下記に示す原材料主成分とする、カレンダー圧延シート・厚み0.25mmのシートを作成した。
 【0014】
【0014】
【表1】
【0015】
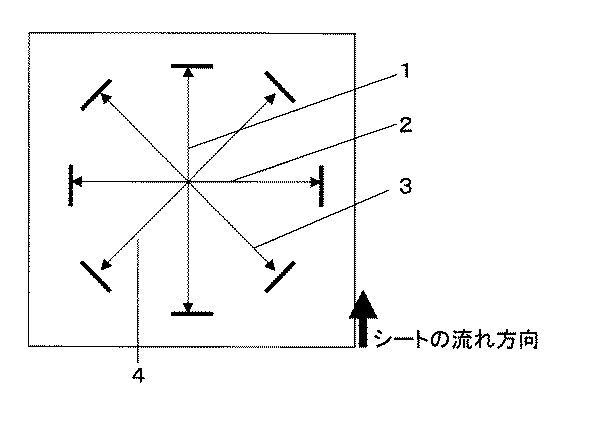
加熱伸縮率及び収縮率A、Bは、シートサンプルに10cm間隔の標線をしるし、オイルバス中、130℃で、3分間放置した後の寸法変化を測定して、測定した。各加熱収縮率の方向を図1に示した。
また、r成形テストは、CKD株式会社製FBP M−2成形機を使用して行った。成形品を採取し、シワが発生している成形品の比率で評価を行った。
【0016】
実施例1及び実施例3は、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が1.0%以下で、成形テストにおいて特に問題は認められなかった。実施例2においては、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が1.0%〜2.5%で、成形機のブロータイミングのバランスを悪くしたり、成形温度を適性温度から大きく上げたり下げたりしなければ、シワの発生は認められない。比較例1、比較例2においては、成形条件を振っても、シワの発生しない条件が見出せなかった。
【0017】
【発明の効果】
本発明はの目的とするところは、PTP包装用として、シートに要求される特性を明確にし、成形条件範囲が広く、シワが発生せず、成形不良の発生しない、安定生産が可能なPTP成形機用硬質塩化ビニール樹脂シートを提供することにあり、有用である。
【図面の簡単な説明】
【図1】本発明の各加熱収縮率の方向を示す図である。
【符号の説明】
1 加熱収縮率MD(シートの流れ方向)
2 加熱収縮率TD(シートの流れに対して垂直方向)
3 加熱収縮率A(シートの流れに対して45度の方向)
4 加熱収縮率B(シートの流れに対して45度の方向)
【発明の属する技術分野】
本発明は、医薬品包装の分野で、固形剤包装用として一般に用いられているPTP(プレス・ルー・パック)用途における、真空成形あるいは圧空成形機用硬質塩化ビニール樹脂シートに関するものである。
【0002】
【従来の技術】
医薬品包装の分野で、錠剤、カプセル剤等の固形剤包装用として一般に用いられているPTP包装は透明性、成形性、腰の強さ、コスト面から主に硬質ポリ塩化ビニールからなるシートを底材として用い、該底材をポケット形状に成形し、その中に固形剤(錠剤、カプセル剤など)を充填し、アルミ箔からなる蓋材で密封した包装体であり、1960年代前半に実用化され広く普及してきた。
【0003】
PTP包装が実用化し普及するにつれて、様々な成形包装設備が開発、提案されてきた。成形包装設備として、成形部が真空成形を行う為のドラム状の部位を持つもの、圧空成形を行うための平板状の部位を持つもの等がある。
【0004】
一般的なカレンダー加工による硬質塩化ビニール樹脂シートの場合、カレンダー最終加工ロールからのシートの引きはがしの際に残留する応力により、シートの流れ方向(以降「MD方向」と称す)に収縮力、シートの流れに対し垂直方向(以降「TD方向」と称す)には伸力が発生する。
これらの残留応力の大きさは、シートの位置、中央部と端部により異なり、シートの端部で成形時にシワが発生することがある。
特許文献1に記載されているようなシュリンク防止設備やエキスパンジョンロールを用い、カレンダーシートを生産すると、シートを幅方向外方に広げることにより幅縮を防止することにより、カレンダーシート内に残留応力が残る。この応力により、できたシートを医薬品包装・成形に用いると、シワが発生し、実用性がなくなる場合がある。
【0005】
【特許文献1】
特開平10−235667号公報
【0006】
【発明が解決しようとする課題】
本発明は、硬質塩化ビニール樹脂PTP用シートにおける前述の問題点を解決するため種々の検討を行った結果なされたもので、その目的とするところは、PTP包装用として、成形条件範囲が広く、シワが発生せず、成形不良の発生しない、カールが少ない真空成形機用硬質塩化ビニール樹脂シートを提供することにある。
【0007】
【課題を解決するための手段】
本発明は、厚みが0.1〜0.5mmの硬質塩化ビニール樹脂シートで、120℃〜145℃の温度範囲内で、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が、0〜2.5%を示す、真空あるいは圧空成形機用シート。
【0008】
【発明の実施の形態】
本発明の硬質塩化ビニール樹脂シートは、塩化ビニール樹脂の平均重合度、重合方法、安定剤の種類・添加量、補強剤の種類・添加量、滑剤の種類・添加量、その他、顔料、帯電防止剤、紫外線吸収剤等の機能性付与剤の種類・添加量に規定、限定されるものではない。
【0009】
本発明はシートのカレンダー最終ロール引き剥がし後から、冷却ラインに引き取られる間にライン内の速度差を利用して、シートに残る残留応力を調整し、MD、TD方向の伸縮力を制御し、PTP包装成形機に適した伸縮率を管理して得られるPTP包装用硬質塩化ビニール樹脂シートである。
【0010】
一般にカレンダーで製膜される塩化ビニール樹脂シートは、最終カレンダーロールから引き剥がされる際に、樹脂の流れ方向には収縮力、樹脂の流れと垂直方向には伸縮力が発生する。シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|は、シート中央部ではほぼ0%を示すが、シートの端に行くに従い大きくなる。これはシートの端部は、カレンダー最終ロールからのシーと引き剥がしの際に発生するネッキング現象による。
【0011】
シートの中央においては、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|は、ほぼ0%を示し、収縮応力の軸は流れ方向と平行に、伸びの応力の軸はシートの流れ方向に垂直方向を示す。しかし、カレンダーシートの端部に行くに従い、収縮応力の軸は流れ方向と交差し、伸びの応力の軸もシートの流れ方向に対する垂直軸に交差し、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|は大きくなって行く。シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が大きなシートを、PTP成形機で成形する場合、成形機によりシートにかけられる応力・テンションの方向と、シートの収縮軸・伸び軸とが平行あるいは垂直方向ではなく、歪む位置関係となり、成形の際にシワとなる。
【0012】
一般に塩化ビニール樹脂シートのPTP成形は、120℃〜145℃程度の温度で行われる。そのため、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|は、120℃〜145℃の温度範囲で測定されることが好ましい。シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が2.5%を越えると、PTP成形機での成形時にシワが発生し、成形不良を伴う場合もある。この場合、成形機の成形条件を変更しても、シワの発生は改善されない。
120℃〜145℃範囲で決められた成形温度において、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が0〜2.5%を示めす場合、シワの発生等の問題は無い。シワが発生したとしても、成形条件の変更により改善が可能である。更に望ましくは、120℃〜145℃の温度範囲でシートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が0〜1.0%を示すことである。
120℃〜145℃温度範囲内で、上記事項を満たすことが望ましいが、120〜145℃の範囲のある一点の温度条件で、上記事項を満たしていても、成形温度を合わせる事により実用上問題は無くなる。
また、注意点としては、成形機の種類により、適正な伸縮率の管理が異なる。特に加熱伸縮率で流れ方向の収縮率が大きい物を要求する成形機の場合、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|の値が大きくなる可能性が高く、加熱伸縮率で流れ方向の収縮率が小さい物を要求する成形機の場合は、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率自体が小さい値をとり、この差|収縮率A−収縮率B|の値も小さくなる可能性が高い。また、成形機の加熱板がドラムタイプのものは幅方向の伸びを低く抑える必要性があるなどの考慮が必要である。加熱伸縮率の管理と、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|の値の管理を、同時に併用して行う必要性もある。
【0013】
【実施例】
下記に示す原材料主成分とする、カレンダー圧延シート・厚み0.25mmのシートを作成した。
【表1】
加熱伸縮率及び収縮率A、Bは、シートサンプルに10cm間隔の標線をしるし、オイルバス中、130℃で、3分間放置した後の寸法変化を測定して、測定した。各加熱収縮率の方向を図1に示した。
また、r成形テストは、CKD株式会社製FBP M−2成形機を使用して行った。成形品を採取し、シワが発生している成形品の比率で評価を行った。
【0016】
実施例1及び実施例3は、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が1.0%以下で、成形テストにおいて特に問題は認められなかった。実施例2においては、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が1.0%〜2.5%で、成形機のブロータイミングのバランスを悪くしたり、成形温度を適性温度から大きく上げたり下げたりしなければ、シワの発生は認められない。比較例1、比較例2においては、成形条件を振っても、シワの発生しない条件が見出せなかった。
【0017】
【発明の効果】
本発明はの目的とするところは、PTP包装用として、シートに要求される特性を明確にし、成形条件範囲が広く、シワが発生せず、成形不良の発生しない、安定生産が可能なPTP成形機用硬質塩化ビニール樹脂シートを提供することにあり、有用である。
【図面の簡単な説明】
【図1】本発明の各加熱収縮率の方向を示す図である。
【符号の説明】
1 加熱収縮率MD(シートの流れ方向)
2 加熱収縮率TD(シートの流れに対して垂直方向)
3 加熱収縮率A(シートの流れに対して45度の方向)
4 加熱収縮率B(シートの流れに対して45度の方向)
Claims (1)
- 厚みが0.1〜0.5mmの硬質塩化ビニール樹脂シートであって、120℃〜145℃の温度範囲内で、シートの流れ方向に対し角度が45度方向で、互いに直交する2方向における加熱収縮率の差|収縮率A−収縮率B|が、0〜2.5%を示す、真空あるいは圧空成形機用シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002322300A JP2004155019A (ja) | 2002-11-06 | 2002-11-06 | 硬質塩化ビニール樹脂シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002322300A JP2004155019A (ja) | 2002-11-06 | 2002-11-06 | 硬質塩化ビニール樹脂シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004155019A true JP2004155019A (ja) | 2004-06-03 |
Family
ID=32802524
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002322300A Pending JP2004155019A (ja) | 2002-11-06 | 2002-11-06 | 硬質塩化ビニール樹脂シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004155019A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006095190A2 (en) | 2005-03-10 | 2006-09-14 | Reckitt Benckiser N.V. | Process for the preparation of a package containing compacted composition and the package obtained with this process |
| WO2009016370A2 (en) | 2007-07-31 | 2009-02-05 | Reckitt Benckiser N.V. | Improvements in or relating to compositions |
| FR3109392A1 (fr) | 2020-04-20 | 2021-10-22 | Eurotab Operations | Ensemble de tablette détergente |
-
2002
- 2002-11-06 JP JP2002322300A patent/JP2004155019A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006095190A2 (en) | 2005-03-10 | 2006-09-14 | Reckitt Benckiser N.V. | Process for the preparation of a package containing compacted composition and the package obtained with this process |
| WO2006095190A3 (en) * | 2005-03-10 | 2006-10-26 | Reckitt Benckiser Nv | Process for the preparation of a package containing compacted composition and the package obtained with this process |
| US8438819B2 (en) | 2005-03-10 | 2013-05-14 | Reckitt Benckiser N.V. | Process for the preparation of a package containing compacted composition and the package obtained with this process |
| EP2944578A1 (en) | 2005-03-10 | 2015-11-18 | Reckitt Benckiser N.V. | Process for the preparation of a package containing compacted composition and the package obtained with this process |
| WO2009016370A2 (en) | 2007-07-31 | 2009-02-05 | Reckitt Benckiser N.V. | Improvements in or relating to compositions |
| FR3109392A1 (fr) | 2020-04-20 | 2021-10-22 | Eurotab Operations | Ensemble de tablette détergente |
| WO2021214408A1 (fr) | 2020-04-20 | 2021-10-28 | Eurotab Operations | Ensemble de tablette detergente et procédé d'emballage |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI429691B (zh) | 熱可收縮性聚酯膜 | |
| JP7363816B2 (ja) | 二軸配向ポリプロピレンフィルム | |
| JP2022118180A (ja) | 二軸配向ポリエステルフィルムロール | |
| JP2004155019A (ja) | 硬質塩化ビニール樹脂シート | |
| JPS6349702B2 (ja) | ||
| JP2016097575A (ja) | 凸部または凹部を有するフィルム | |
| EP0402043A2 (en) | Process for producing thermoformable polypropylene films and sheets | |
| JP4644885B2 (ja) | 脂肪族ポリエステル系フィルム | |
| JP7040681B1 (ja) | 二軸配向ポリプロピレンフィルム | |
| NO983793L (no) | Krympefilmer og fremgangsmÕte for fremstilling av filmer med maksimum varmekrymping | |
| JPWO2002102572A1 (ja) | ポリテトラフルオロエチレン樹脂成形品製造方法及び樹脂成形体 | |
| WO2021256348A1 (ja) | 二軸配向ポリプロピレンフィルム | |
| JP2003211530A (ja) | 真空成形機用硬質塩化ビニール樹脂シート | |
| JP7124980B2 (ja) | 二軸配向ポリプロピレンフィルム | |
| JP2004351747A (ja) | 硬質塩化ビニール樹脂シート及びその製造方法 | |
| JP2010082833A (ja) | 包装用シュリンクフィルム及びその製造方法 | |
| JP2001096678A (ja) | 熱収縮フィルム及びその製造方法 | |
| CN113388180B (zh) | 一种耐热pe单层膜及其制备方法 | |
| JP7405099B2 (ja) | 二軸配向ポリプロピレンフィルムの製造方法 | |
| JP2003103628A (ja) | 乳酸系ポリエステル二軸延伸フィルムの製造方法 | |
| JP2008081616A (ja) | 二軸延伸ポリアミドフィルム及びその製造方法 | |
| JPH075733U (ja) | 小箱集合包装用包装材 | |
| JP2022122963A (ja) | 二軸配向ポリプロピレンフィルム | |
| JPH0789298A (ja) | エンボス方法 | |
| JPS6143536A (ja) | ポリエチレンラベル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050520 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070413 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070417 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070817 |