JP2004148604A - インクジェットヘッドおよびその製造方法 - Google Patents
インクジェットヘッドおよびその製造方法 Download PDFInfo
- Publication number
- JP2004148604A JP2004148604A JP2002314780A JP2002314780A JP2004148604A JP 2004148604 A JP2004148604 A JP 2004148604A JP 2002314780 A JP2002314780 A JP 2002314780A JP 2002314780 A JP2002314780 A JP 2002314780A JP 2004148604 A JP2004148604 A JP 2004148604A
- Authority
- JP
- Japan
- Prior art keywords
- organic film
- ink
- film
- base member
- inkjet head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
【課題】インクジェットヘッドにおいて、インク室内面の電極とインクとを絶縁するための、高い信頼性を有する絶縁膜を、インクジェットヘッドの歩留まり低下を伴うことなく安定して作成する。
【解決手段】インクジェットヘッドの製造方法は、チャンネル壁3によって互いに分離された複数のチャンネル溝4を有するベース部材1と、上記複数の溝の上側を覆うカバー部材2とを備え、チャンネル壁3の表面のうち少なくとも一部は電極5に覆われているインクジェットヘッドの製造方法であって、電極5を覆うように第1有機膜201を塗布して形成する第1有機膜形成工程と、その後にベース部材1にカバー部材2を接合する接合工程と、さらにその後に複数のチャンネル溝4の内面を覆うように第2有機膜202を形成する第2有機膜形成工程とを含む。
【選択図】 図3
【解決手段】インクジェットヘッドの製造方法は、チャンネル壁3によって互いに分離された複数のチャンネル溝4を有するベース部材1と、上記複数の溝の上側を覆うカバー部材2とを備え、チャンネル壁3の表面のうち少なくとも一部は電極5に覆われているインクジェットヘッドの製造方法であって、電極5を覆うように第1有機膜201を塗布して形成する第1有機膜形成工程と、その後にベース部材1にカバー部材2を接合する接合工程と、さらにその後に複数のチャンネル溝4の内面を覆うように第2有機膜202を形成する第2有機膜形成工程とを含む。
【選択図】 図3
Description
【0001】
【発明の属する技術分野】
本発明は、インクジェットヘッドおよびその製造方法に関するものである。特にインク室内部の電極を保護する膜に関するものである。
【0002】
【従来の技術】
今日、インパクト印字装置に代わり、カラー化、多階調化に適したインクジェット方式などのノンインパクト印字装置が急速に普及している。なかでも、印字時のみに必要なインクを吐出させるドロップ・オン・デマンド型の印字装置が、印字効率の良さ、低コスト化、低ランニングコスト化に有利であるなどの点で注目されており、圧電素子を用いたカイザー方式や、サーマルジェット方式が主流となっている。
【0003】
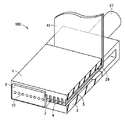
しかし、カイザー方式は、小型化が難しく、高密度化には適さないという欠点を有していた。また、サーマルジェット方式は、高密度化には適しているものの、ヒーターを加熱することで、インク内にバブル(泡)を生じさせて、そのバブルのエネルギーを吐出に使用するため、インクの耐久性に対する要求が厳しく、また、ヒーターの寿命を長くすることが困難であり、さらに、消費電力も大きくなるという問題を有していた。このような欠点を解決するものとして、圧電材料の剪断モードを利用したインクジェット方式が提案されている。この方式は、圧電材料からなるインクチャンネルの側壁(「チャンネル壁」ともいう。)に形成した電極により、圧電材料の分極方向と直交する方向に電界を加え、チャンネル壁を剪断モードで変形させて、その際に生じる圧力波変動を利用してインク滴を吐出させるものであり、ノズルの高密度化、低消費電力化、高駆動周波数化に適している。このような、剪断モードを利用したインクジェットヘッドの構造を図17を参照して説明する。図17は説明の便宜のために各部を分解して示している。
【0004】
インクジェットヘッドは、図17の上下方向に分極処理を施した圧電体に複数のチャンネル溝4が形成されたベース部材1と、インク供給口21と共通インク室22が形成されたカバー部材2と、ノズル孔10があけられたノズル板9を貼り合わせることで、インクチャンネルが形成されている。「インクチャンネル」とは、チャンネル溝4の内部の空間を圧力室として利用して形成されるインク吐出のための機構自体をいう。チャンネル壁3には、電界を印加するための電極5が形成されている。
【0005】
ところで、用いるインクが水性インクである場合、金属膜である電極5と水性インクとが接触していると、圧電体に印加する電圧によってインク中に電流が流れ、金属膜の電界腐食を引き起こす。そこで、電極5とインクとの接触を避けるために、インクチャンネルの内面には、絶縁膜(図示省略)が形成されている。インクチャンネルの後端部においては、導電性部材26がチャンネル溝4を埋めるように配置され、この導電性部材26に、たとえばフレキシブル基板のような外部電極8が異方性導電性接着剤によって接着されている。
【0006】
電極5とインクとの接触を避けるために配置された上述の絶縁膜に仮にピンホールなどの欠陥があると、電極5とインクとが接触し、気泡の発生や電極の腐食といった不具合をもたらす。この絶縁膜の信頼性を向上するためには、塗布型の有機樹脂材料とポリパラキシリレン膜とを積層する構造が効果的であることが知られていた。従来は、カバー部材とベース部材とを接合した後にインクジェットヘッド全体を塗布型の有機樹脂を含有した溶液に浸漬し、乾燥し、焼成することによってこのような膜の積層構造を得ていた。
【0007】
なお、ポリパラキシリレン膜を被覆する方法は、たとえば特許文献1に開示されている。
【0008】
【特許文献1】
特開平8−73569号公報
【0009】
【発明が解決しようとする課題】
上述のインクジェットヘッドのインクチャンネル内に塗布型の有機樹脂膜とポリパラキシリレン膜との積層構造を形成しようとする場合、有機樹脂膜を形成するために溶液に浸漬した後に乾燥、焼成する際に、インクチャンネル内にこの有機樹脂材料が多量に残留し、インクチャンネルを閉塞してしまうという問題があった。
【0010】
そこで、本発明は、かかる問題を解決するためになされたもので、インク室内面の電極とインクとを絶縁するための、高い信頼性を有する絶縁膜を、インクジェットヘッドの歩留まり低下を伴うことなく安定して作成することのできる、インクジェットヘッドの製造方法を提供することを目的とする。また、このような製造方法で製造可能なインクジェットヘッドを提供することを目的とする。
【0011】
【課題を解決するための手段】
本発明に基づくインクジェットヘッドの製造方法は、少なくとも一部が圧電部材である側壁によって互いに分離された複数の溝を有するベース部材と、上記複数の溝の上側を覆うカバー部材とを備え、上記側壁の表面のうち少なくとも一部は電極に覆われているインクジェットヘッドの製造方法である。上記目的を達成するため、このインクジェットヘッドの製造方法は、上記電極を覆うように第1有機膜を塗布して形成する第1有機膜形成工程と、上記第1有機膜形成工程の後に上記ベース部材に上記カバー部材を接合する接合工程と、上記接合工程の後に上記複数の溝の内面を覆うように第2有機膜を形成する第2有機膜形成工程とを含む。この方法を採用することにより、熱によって圧電材料の特性を劣化させることなく、インクチャンネル内を閉塞させることなく、確実に有機膜の2層構造を形成することができ、インクチャンネル内の電極は2層構造の有機膜によって完全に覆われるので、電極とインクとの間の絶縁の信頼性を向上させることができる。
【0012】
上記発明において好ましくは、上記第2有機膜はポリパラキシリレンを主成分とする。この方法を採用することにより、ポリパラキシリレンは段差被覆性が良好であるので、より確実に絶縁性を確保することができる。
【0013】
上記発明において好ましくは、上記第1有機膜の塗布は有機材料を霧状にして行なう。この方法を採用することにより、溶液の溜まりがなく、壁面や底面あるいは導電性部材表面に均一な厚さの有機絶縁膜を形成することができる。
【0014】
上記発明において好ましくは、上記第1有機膜はアミド系の樹脂を含む。この方法を採用することにより、密着力に優れた有機膜とすることができる。
【0015】
上記発明において好ましくは、上記第1有機膜を形成する際には膜厚が1μm以上になるように形成する。この方法を採用することにより、ピンホールによる電極のエッチングを防止し、絶縁信頼性を向上させることができる。
【0016】
上記発明において好ましくは、上記第2有機膜を形成する前に、上記第1有機膜の表面をプラズマ処理する工程を含む。この方法を採用することにより、第1有機膜の密着性を強化することができる。
【0017】
上記目的を達成するため、本発明に基づくインクジェットヘッドは、少なくとも一部が圧電部材である側壁によって互いに分離された複数の溝を有するベース部材と、上記複数の溝の上側を覆うカバー部材と、上記側壁の表面のうち少なくとも一部を覆う電極と、上記電極を覆うように塗布によって形成された第1有機膜と、上記複数の溝の内面を覆うように形成された第2有機膜とを備える。上記第1有機膜が上記ベース部材と上記カバー部材との接合面にも介在する。この構成を採用することにより、インクチャンネル内の電極は2層構造の有機膜によって完全に覆われているので、電極とインクとの間の絶縁の信頼性を向上させることができる。
【0018】
上記発明において好ましくは、上記第2有機膜はポリパラキシリレンを主成分とする。この構成を採用することにより、段差被覆性に優れた第2有機膜を備えているので、絶縁信頼性の高いインクジェットヘッドとすることができる。
【0019】
上記発明において好ましくは、上記第1有機膜はアミド系の樹脂を含む。この構成を採用することにより、第1有機膜の密着性が高くなるので、信頼性の高いインクジェットヘッドとすることができる。
【0020】
上記発明において好ましくは、上記第1有機膜は膜厚が1μm以上である。この構成を採用することにより、ピンホールによる電極のエッチングを防止し、絶縁信頼性の高いインクジェットヘッドとすることができる。
【0021】
【発明の実施の形態】
(実施の形態1)
(構成)
図1、図2を参照して、本発明に基づく実施の形態1におけるインクジェットヘッドについて説明する。図1は、説明の便宜のため、一部を切断して内部が見えるようにして表示している。インクジェットヘッド100は、ベース部材1と、カバー部材2と、ノズル板9と、基板41とを含んでいる。ベース部材1は、強誘電性を有するチタン酸ジルコン酸鉛(PZT)系のセラミックス材料で形成されている。図1、図2では、インクチャンネル内の膜が図示省略されているが、実際には図3に示すように、インクチャンネル内には膜が形成されている。図3は本実施の形態におけるインクジェットヘッドのインク流路方向に垂直な断面の概念図である。この図では、各膜の厚みは、誇張して表示してある。
【0022】
図3に示すように、ベース部材1は、矢印14a,14bの向きにそれぞれ分極処理が施された2つのPZTの板材を互いに分極の向きが逆向きとなるように貼り合せて形成した厚さ約1mmの板である。また、ベース部材1には、インクチャンネルとなるチャンネル溝4が複数平行に形成されている。これらチャンネル溝4の深さは約300μmであり、幅は約80μm、ピッチは160μmである。チャンネル溝4の内面、すなわち、チャンネル壁3の側面およびチャンネル溝の底面を覆うように金属膜による電極5が配置されている。
【0023】
さらに、電極5の上からチャンネル溝4の内面を覆うように、第1有機膜201が形成されている。第1有機膜201は、ベース部材1とカバー部材2との接合面にも介在している。チャンネル溝4をカバー部材2が塞ぐことで形成されたインク室の内面を全周覆うように第2有機膜202が形成されている。第2有機膜は、ベース部材1とカバー部材2との接合面には介在していない。チャンネル溝4の天井に相当する部分のカバー部材2には第2有機膜202だけが形成されている。
【0024】
(製造方法)
本実施の形態におけるインクジェットヘッドの製造方法について説明する。
【0025】
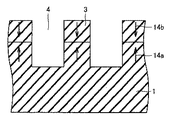
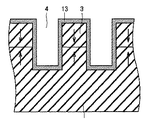
まず、ベース部材1に対してダイヤモンドカッティング円盤の回転による切削加工を行ない、図4に示すように、インク室となる複数の平行なチャンネル溝4を形成する。このベース部材1の上面に金属膜を形成する。その結果、図5に示すように、チャンネル溝4の内面およびチャンネル壁3の上面は金属膜13によって覆われる。金属膜13には、アルミニウム、ニッケル、銅、金などが用いられる。
【0026】
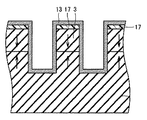
金属膜13のうちチャンネル壁3の上面に形成されていた部分を、ベース部材1の上面に対するラッピングにより除去する。あるいは、ダイヤモンドカッティング円盤による切削加工前に予めベース部材1の上面にレジスト膜17を形成しておき、図6に示すようにレジスト膜17の上から金属膜13を形成してから、このレジスト膜17をリフトオフすることによって、金属膜13のうちチャンネル壁3の上面に形成されていた部分を除去してもよい。いずれの方法によっても結果的に図7に示す構造が得られる。
【0027】
次に、ベース部材1に対して、チャンネル溝4の長手方向と垂直な方向に図示しないディスペンサを用いて導電性部材26を直線状に供給する。重力あるいは遠心力などによってチャンネル溝4の内部に導電性部材26が充填される。このときのチャンネル溝4の断面図を図8に示す。その後、ベース部材1の導電性部材26には、図示しない装置により熱が加えられ、その熱により導電性部材26は固化する。なお、導電性部材26としては、エポキシ系の樹脂成分を含有した金ペースト、銀ペースト、銅ペーストもしくはメッキ液をベースとした金メッキ、ニッケルメッキなどが用いられる。この後、研削などの方法でチャンネル壁3の上面に残留した導電性部材26zが除去され、各インクチャンネル内の電極5がそれぞれ互いに電気的に絶縁される。
【0028】
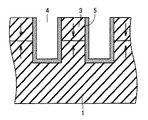
次に、図9に示すように、塗布型の有機材料が塗布され、図示しない装置によって加熱硬化され、第1有機膜201となる。ここで、上記塗布型の有機材料には溶媒成分としてNメチル2ピロリドン、ブチルセルソルブアセテートを含有するアミド系樹脂、あるいはNメチル2ピロリドン、シクロヘキサノンを含有するアミド系樹脂が用いられる。これらのアミド系樹脂は、後述するようにこれらの樹脂の上にポリパラキシリレン膜を形成したとき、これらの樹脂とポリパラキシリレン膜との密着性が良好となることから選ばれたものである。また、この塗布型の有機材料は霧状にして塗布される。これによって、スピンコートやディップコートの場合に比べ、溶液の溜まりがなく、壁面や底面あるいは導電性部材表面に均一な厚さの有機絶縁膜を形成することができる。本実施の形態においては、第1有機膜201は壁面で焼成後に1μmの厚さになるように形成した。さらに、第1有機膜201を焼成後、この第1有機膜201の表面を円筒型プラズマ処理装置でエッチングした。エッチング条件は、導入ガス:Air、圧力:0.3Torr、印加パワー密度:0.12W/cm2、時間:5分で、このときのエッチング量は75nmであった。図10は、図9の状態に対応する断面図である。この図に示すように、第1有機膜201は、電極5の表面だけでなく、チャンネル壁3の上面や、この上面と同じ高さに露出する電極5の端面をも覆うように形成されている。
【0029】
次に、図11に示すように、ベース部材1のチャンネル溝4を設けた側(図中上側)の面にカバー部材2がエポキシ系等の接着剤によって接着される。その後、図12に示すように、カバー部材2とベース部材1とを重ねた状態のまま、端部を切断して所望の大きさに揃える。
【0030】
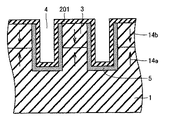
図13に示すように、各インクチャンネルの位置に対応した位置に導電層パターンが形成されている基板41をベース部材1の端部に形成された導電性部材26に接続する。基板41の導電層パターンと導電性部材26とは、異方導電性接着剤を用いて接着してもよい。あるいは導電層パターン上にバンプ(図示せず)を形成し、このバンプを導電性部材26内に挿入することによって接続してもよい。
【0031】
次に、図14に示すように、この構造体のインクチャンネル内面を含む全表面にパリレンからなる第2有機膜202を4μmの厚さで形成する。第2有機膜202はCVD(Chemical Vapor Deposition)法によって形成する。こうして、インクチャンネルの断面は図3に示した状態となる。第2有機膜202はベース部材1、カバー部材2の外面だけでなく、インク室の内面にも均一に形成されている。
【0032】
各インクチャンネルの位置に対応した位置にノズル孔10を設けたノズル板9を、この構造体の導電性部材26が配置されているのと反対側(図中左側)の端面に接着する。導電性部材26が配置されている側(図中右側)の端面に、基板41を挟みこむようにしてマニホールド27を接合する。このとき、接合部分からインクの漏れのないよう樹脂で封止すれば信頼性が増すので好ましい。
【0033】
こうして、図1、図2に示したインクジェットヘッド100を得ることができる。
【0034】
(作用・効果)
本実施の形態におけるインクジェットヘッド100の構成では、基板41から導電性部材26にインク吐出のための電気信号が入力されると、導電性部材26を通してチャンネル溝4の両側面の電極5に電圧が同時に印加される。すると、チャンネル溝4の両側面であるチャンネル壁3が同時にチャンネル溝4の内向きに変形するのでインク滴がノズル板9のノズル孔10から吐出される。
【0035】
さらに、インクジェットヘッド100においては、インクチャンネル内の電極5は2層構造の有機膜によって完全に覆われるので、電極5とインクとの間の絶縁の信頼性を向上させることができる。
【0036】
本実施の形態におけるインクジェットヘッドの製造方法では、有機膜としてのパリレン膜をCVD法によって形成しているが、パリレン膜であれば対象物を加熱することなく室温で成膜することができるため、チャンネル壁3を構成する圧電材料の分極特性が熱で低下するおそれがない。また、パリレン膜は段差被覆性が良好であるため、インクチャンネルとなるべき通路を多数有するインクジェットヘッドのように、複雑な表面形状を有する部材において絶縁性を確保する上では非常に有用である。
【0037】
なお、本実施の形態におけるインクジェットヘッドにおいては、インクチャンネル内における第2有機膜202の膜厚は3.5μm以上である。また、第2有機膜202は基板41を接続した後に形成されるので、基板41の接合を異方性導電性接着剤によって行なった場合であっても、図14に示すように接合箇所も第2有機膜202としてのパリレン膜によって包み込まれ、インクから隔離されることとなる。したがって、異方性導電性接着剤を介して電流がインク中へリークする危険を低減することができ、インクジェットヘッド自体の信頼性を向上することができる。本実施の形態では、第2有機膜202となるパリレン膜にポリモノクロロパラキシリレンを用いた。
【0038】
(比較実験)
本実施の形態における製造方法によるインクジェットヘッドと比較するために、比較例#1、比較例#2の2通りのインクジェットヘッドのサンプルを作成した。比較例#1は、ベース部材1とカバー部材2とを接合後、ディップコートで第1有機膜201を形成し、さらに第2有機膜202を成膜したインクジェットヘッドである。比較例#2は、ベース部材1とカバー部材2とを接合する前にディップコートでベース部材1に第1有機膜201を形成し、カバー部材2を接合した後、第2有機膜202を成膜したインクジェットヘッドである。本実施の形態における製造方法によるインクジェットヘッドと、これら2つのサンプルとの合計3通りの間で、不吐出ノズルの数を比較した。なお、全ノズル孔の数は140である。
【0039】
(比較実験の結果)
本実施の形態における製造方法によるインクジェットヘッドでは、全てのノズル穴からインクを吐出することができたが、比較例#1では136ノズルが不吐出であった。また、比較例#2では約半数の60ノズルが不吐出であった。
【0040】
この結果から、本発明に基づくインクジェットの製造方法では、ベース部材にカバー部材を接合する前に第1有機膜となる塗布型の有機材料を霧状にして塗布するので、インクチャンネルを有機材料で閉塞する危険性がなく、吐出信頼性が高く、かつ絶縁信頼性の高いインクジェットヘッドを製造することができるといえる。
【0041】
(連続吐出試験)
次に、本実施の形態における製造方法によるインクジェットヘッドを用いて、連続吐出試験を行なった。2×1010個のインク滴を吐出させた後に、8m/秒の吐出速度を得るための電圧は、初期値に比べて2%増加した。この増加量は非常に微少であり、インクジェットヘッド特性上全く問題のないものであった。また、このインクジェットヘッドを分解し、電極となっている金属膜を観察したが、電界腐食が発生した痕跡は認められなかった。このことから、本発明によれば、非常に信頼性の高いヘッドを作成することができるといえる。
【0042】
【表1】
 【0043】
【0043】
表1に、各種塗布型有機材料とこの上に成膜したポリパラキシリレン膜との間の密着性評価結果を示す。それぞれの塗布型有機材料は大気中で120℃、2時間の焼成を行なって形成したものである。また、表1の中でプラズマ処理の欄に「あり」と記したサンプルは、導入ガス:Air、圧力:0.3Torr、印加パワー密度:0.12W/cm2、時間:5分の条件でこの塗布型有機膜の表面を処理したものである。評価は、塗布型有機膜とポリパラキシリレン膜とを積層した後、カッターナイフで1mm×1mmの碁盤の目状(10×10の100マス)に切断し、粘着テープを用いて面に垂直な方向に引き剥がして、剥離あるいは浮き上がりの生じた数をカウントすることで行なった。
【0044】
表1に示す評価結果から、アミドイミド系の樹脂に比べてアミド系の樹脂の方が密着力に優れていることがわかった。また、アミド系、アミドイミド系のいずれのタイプの樹脂においても表面をプラズマ処理することによって、密着力を向上できることがわかった。特に、アミド系の樹脂においては、プラズマ処理することによって、剥離のないきわめて良好な密着性が得られることがわかった。
【0045】
したがって、本発明では、第1有機膜としては、アミド系の樹脂を用いることが好ましい。特にこの第1有機膜の表面にプラズマ処理を施すことによって、さらに密着性が向上するため、好ましい。
【0046】
【表2】
【0047】
(膜厚に関する実験)
表2は、第1有機膜201となる塗布型有機材料の膜厚を変化させる一方で、第1有機膜上に形成する第2有機膜202の膜厚を4μmに固定して、2層構造の有機膜を形成したときの、各々の条件における絶縁信頼性を比較したものである。評価は以下の要領で行なった。
【0048】
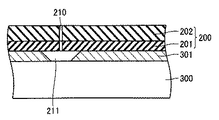
図15は、保護膜の評価方法を説明する図である。ガラス基板300上に0.5μmのCu/Tiの2層構造の金属膜301を形成したものを用意し、この金属膜301を覆うように、第1有機膜201と第2有機膜202からなる2層構造の複合保護膜200を形成し、サンプルとした。ここで第1有機膜201としては、アミド系の樹脂を含有する塗布型樹脂(日立化成製 HIMAL H1200)を用い、金属膜301上への塗布方法としてはスピンコートを用いた。第1有機膜201の膜厚制御は、スピンコート塗布時の回転数を調整することと、塗布型樹脂の粘度を調整することの双方で行なった。また、この実験では、第1有機膜201の焼成は120℃で2時間の条件で行なった。
【0049】
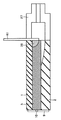
上述のサンプルを1つの条件のものにつき2枚ずつ作成し、電気伝導度が20mS/mのインク302中に5mmの距離で複合保護膜200のある面を内側にして互いに対向させて浸漬した。次にこれら2枚のサンプルの金属膜301にフレキシブル基板などの配線を利用して交流電源303を接続し、実効値で90V、60Hzの交流電圧を印加した。こうして、複合保護膜のピンホールに起因する金属膜301のエッチング(腐食)箇所の発生状況を調べた。図16にエッチング箇所の発生例を示す。複合保護膜200にピンホール210があいていることによって、インクが入りこみ、金属膜301がエッチングされている。エッチングによって金属膜301に生じた穴211はピンホール210よりはるかに大きく形成される。この穴211の存在を光学顕微鏡で観察することによってエッチング箇所の数をカウントした。
【0050】
表2に示すように、サンプル#1は第1有機膜201の膜厚を0.5μmに設定したサンプルであり、24時間経過後にはピンホールによるエッチング箇所が2つ観察された。サンプル#2は第1有機膜201の膜厚を1μmに設定したサンプルで、125時間経過後にピンホールによるエッチング箇所が1つ観察された。サンプル#3は第1有機膜201の膜厚を1.5μmに設定したサンプルで、150時間経過後にピンホールによるエッチング箇所が1つ観察された。サンプル#4は第1有機膜201の膜厚を3μmに設定したサンプルで、424時間経過後でもピンホールによるエッチング箇所は全く観察されなかった。
【0051】
この実験結果を整理すると以下のことがいえる。すなわち、第1有機膜と第2有機膜とを積層することによって、絶縁信頼性は向上するが、信頼性をさらに向上させるためには第1有機膜を1μm以上の膜厚で形成することが好ましい。
【0052】
なお、今回開示した上記実施の形態はすべての点で例示であって制限的なものではない。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更を含むものである。
【0053】
【発明の効果】
本発明によれば、ベース部材とカバー部材とを貼り合せる前に第1有機膜を形成し、両者を貼り合せてから第2有機膜を形成するので、熱によって圧電材料の特性を劣化させることなく、かつインクチャンネル内を閉塞させることなく、確実に有機膜の2層構造を形成することができる。こうすることでインクチャンネル内の電極は2層構造の有機膜によって完全に覆われるので、電極とインクとの間の絶縁の信頼性を向上させることができる。
【図面の簡単な説明】
【図1】本発明に基づく実施の形態1におけるインクジェットヘッドの斜視図である。
【図2】本発明に基づく実施の形態1におけるインクジェットヘッドの断面図である。
【図3】本発明に基づく実施の形態1におけるインクジェットヘッドの部分断面図である。
【図4】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第1の工程の説明図である。
【図5】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第2の工程の説明図である。
【図6】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第2の工程の他の例の説明図である。
【図7】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第3の工程の説明図である。
【図8】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第4の工程の説明図である。
【図9】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第5の工程の説明図である。
【図10】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第6の工程の説明図である。
【図11】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第7の工程の説明図である。
【図12】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第8の工程の説明図である。
【図13】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第9の工程の説明図である。
【図14】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第10の工程の説明図である。
【図15】保護膜の評価方法の説明図である。
【図16】エッチング箇所の断面図である。
【図17】従来技術に基づくインクジェットヘッドの分解斜視図である。
【符号の説明】
1 ベース部材、2 カバー部材、3 チャンネル壁、5 電極、8 外部電極、9 ノズル板、10 ノズル孔、13 (電極の材料となる)金属膜、14a,14b 矢印、26,26z 導電性部材、27 マニホールド、41 基板、100 インクジェットヘッド、200 複合保護膜、201 第1有機膜、202 第2有機膜、210 ピンホール、211 穴、300 ガラス基板、301 (実験用の)金属膜、302 インク、303 交流電源。
【発明の属する技術分野】
本発明は、インクジェットヘッドおよびその製造方法に関するものである。特にインク室内部の電極を保護する膜に関するものである。
【0002】
【従来の技術】
今日、インパクト印字装置に代わり、カラー化、多階調化に適したインクジェット方式などのノンインパクト印字装置が急速に普及している。なかでも、印字時のみに必要なインクを吐出させるドロップ・オン・デマンド型の印字装置が、印字効率の良さ、低コスト化、低ランニングコスト化に有利であるなどの点で注目されており、圧電素子を用いたカイザー方式や、サーマルジェット方式が主流となっている。
【0003】
しかし、カイザー方式は、小型化が難しく、高密度化には適さないという欠点を有していた。また、サーマルジェット方式は、高密度化には適しているものの、ヒーターを加熱することで、インク内にバブル(泡)を生じさせて、そのバブルのエネルギーを吐出に使用するため、インクの耐久性に対する要求が厳しく、また、ヒーターの寿命を長くすることが困難であり、さらに、消費電力も大きくなるという問題を有していた。このような欠点を解決するものとして、圧電材料の剪断モードを利用したインクジェット方式が提案されている。この方式は、圧電材料からなるインクチャンネルの側壁(「チャンネル壁」ともいう。)に形成した電極により、圧電材料の分極方向と直交する方向に電界を加え、チャンネル壁を剪断モードで変形させて、その際に生じる圧力波変動を利用してインク滴を吐出させるものであり、ノズルの高密度化、低消費電力化、高駆動周波数化に適している。このような、剪断モードを利用したインクジェットヘッドの構造を図17を参照して説明する。図17は説明の便宜のために各部を分解して示している。
【0004】
インクジェットヘッドは、図17の上下方向に分極処理を施した圧電体に複数のチャンネル溝4が形成されたベース部材1と、インク供給口21と共通インク室22が形成されたカバー部材2と、ノズル孔10があけられたノズル板9を貼り合わせることで、インクチャンネルが形成されている。「インクチャンネル」とは、チャンネル溝4の内部の空間を圧力室として利用して形成されるインク吐出のための機構自体をいう。チャンネル壁3には、電界を印加するための電極5が形成されている。
【0005】
ところで、用いるインクが水性インクである場合、金属膜である電極5と水性インクとが接触していると、圧電体に印加する電圧によってインク中に電流が流れ、金属膜の電界腐食を引き起こす。そこで、電極5とインクとの接触を避けるために、インクチャンネルの内面には、絶縁膜(図示省略)が形成されている。インクチャンネルの後端部においては、導電性部材26がチャンネル溝4を埋めるように配置され、この導電性部材26に、たとえばフレキシブル基板のような外部電極8が異方性導電性接着剤によって接着されている。
【0006】
電極5とインクとの接触を避けるために配置された上述の絶縁膜に仮にピンホールなどの欠陥があると、電極5とインクとが接触し、気泡の発生や電極の腐食といった不具合をもたらす。この絶縁膜の信頼性を向上するためには、塗布型の有機樹脂材料とポリパラキシリレン膜とを積層する構造が効果的であることが知られていた。従来は、カバー部材とベース部材とを接合した後にインクジェットヘッド全体を塗布型の有機樹脂を含有した溶液に浸漬し、乾燥し、焼成することによってこのような膜の積層構造を得ていた。
【0007】
なお、ポリパラキシリレン膜を被覆する方法は、たとえば特許文献1に開示されている。
【0008】
【特許文献1】
特開平8−73569号公報
【0009】
【発明が解決しようとする課題】
上述のインクジェットヘッドのインクチャンネル内に塗布型の有機樹脂膜とポリパラキシリレン膜との積層構造を形成しようとする場合、有機樹脂膜を形成するために溶液に浸漬した後に乾燥、焼成する際に、インクチャンネル内にこの有機樹脂材料が多量に残留し、インクチャンネルを閉塞してしまうという問題があった。
【0010】
そこで、本発明は、かかる問題を解決するためになされたもので、インク室内面の電極とインクとを絶縁するための、高い信頼性を有する絶縁膜を、インクジェットヘッドの歩留まり低下を伴うことなく安定して作成することのできる、インクジェットヘッドの製造方法を提供することを目的とする。また、このような製造方法で製造可能なインクジェットヘッドを提供することを目的とする。
【0011】
【課題を解決するための手段】
本発明に基づくインクジェットヘッドの製造方法は、少なくとも一部が圧電部材である側壁によって互いに分離された複数の溝を有するベース部材と、上記複数の溝の上側を覆うカバー部材とを備え、上記側壁の表面のうち少なくとも一部は電極に覆われているインクジェットヘッドの製造方法である。上記目的を達成するため、このインクジェットヘッドの製造方法は、上記電極を覆うように第1有機膜を塗布して形成する第1有機膜形成工程と、上記第1有機膜形成工程の後に上記ベース部材に上記カバー部材を接合する接合工程と、上記接合工程の後に上記複数の溝の内面を覆うように第2有機膜を形成する第2有機膜形成工程とを含む。この方法を採用することにより、熱によって圧電材料の特性を劣化させることなく、インクチャンネル内を閉塞させることなく、確実に有機膜の2層構造を形成することができ、インクチャンネル内の電極は2層構造の有機膜によって完全に覆われるので、電極とインクとの間の絶縁の信頼性を向上させることができる。
【0012】
上記発明において好ましくは、上記第2有機膜はポリパラキシリレンを主成分とする。この方法を採用することにより、ポリパラキシリレンは段差被覆性が良好であるので、より確実に絶縁性を確保することができる。
【0013】
上記発明において好ましくは、上記第1有機膜の塗布は有機材料を霧状にして行なう。この方法を採用することにより、溶液の溜まりがなく、壁面や底面あるいは導電性部材表面に均一な厚さの有機絶縁膜を形成することができる。
【0014】
上記発明において好ましくは、上記第1有機膜はアミド系の樹脂を含む。この方法を採用することにより、密着力に優れた有機膜とすることができる。
【0015】
上記発明において好ましくは、上記第1有機膜を形成する際には膜厚が1μm以上になるように形成する。この方法を採用することにより、ピンホールによる電極のエッチングを防止し、絶縁信頼性を向上させることができる。
【0016】
上記発明において好ましくは、上記第2有機膜を形成する前に、上記第1有機膜の表面をプラズマ処理する工程を含む。この方法を採用することにより、第1有機膜の密着性を強化することができる。
【0017】
上記目的を達成するため、本発明に基づくインクジェットヘッドは、少なくとも一部が圧電部材である側壁によって互いに分離された複数の溝を有するベース部材と、上記複数の溝の上側を覆うカバー部材と、上記側壁の表面のうち少なくとも一部を覆う電極と、上記電極を覆うように塗布によって形成された第1有機膜と、上記複数の溝の内面を覆うように形成された第2有機膜とを備える。上記第1有機膜が上記ベース部材と上記カバー部材との接合面にも介在する。この構成を採用することにより、インクチャンネル内の電極は2層構造の有機膜によって完全に覆われているので、電極とインクとの間の絶縁の信頼性を向上させることができる。
【0018】
上記発明において好ましくは、上記第2有機膜はポリパラキシリレンを主成分とする。この構成を採用することにより、段差被覆性に優れた第2有機膜を備えているので、絶縁信頼性の高いインクジェットヘッドとすることができる。
【0019】
上記発明において好ましくは、上記第1有機膜はアミド系の樹脂を含む。この構成を採用することにより、第1有機膜の密着性が高くなるので、信頼性の高いインクジェットヘッドとすることができる。
【0020】
上記発明において好ましくは、上記第1有機膜は膜厚が1μm以上である。この構成を採用することにより、ピンホールによる電極のエッチングを防止し、絶縁信頼性の高いインクジェットヘッドとすることができる。
【0021】
【発明の実施の形態】
(実施の形態1)
(構成)
図1、図2を参照して、本発明に基づく実施の形態1におけるインクジェットヘッドについて説明する。図1は、説明の便宜のため、一部を切断して内部が見えるようにして表示している。インクジェットヘッド100は、ベース部材1と、カバー部材2と、ノズル板9と、基板41とを含んでいる。ベース部材1は、強誘電性を有するチタン酸ジルコン酸鉛(PZT)系のセラミックス材料で形成されている。図1、図2では、インクチャンネル内の膜が図示省略されているが、実際には図3に示すように、インクチャンネル内には膜が形成されている。図3は本実施の形態におけるインクジェットヘッドのインク流路方向に垂直な断面の概念図である。この図では、各膜の厚みは、誇張して表示してある。
【0022】
図3に示すように、ベース部材1は、矢印14a,14bの向きにそれぞれ分極処理が施された2つのPZTの板材を互いに分極の向きが逆向きとなるように貼り合せて形成した厚さ約1mmの板である。また、ベース部材1には、インクチャンネルとなるチャンネル溝4が複数平行に形成されている。これらチャンネル溝4の深さは約300μmであり、幅は約80μm、ピッチは160μmである。チャンネル溝4の内面、すなわち、チャンネル壁3の側面およびチャンネル溝の底面を覆うように金属膜による電極5が配置されている。
【0023】
さらに、電極5の上からチャンネル溝4の内面を覆うように、第1有機膜201が形成されている。第1有機膜201は、ベース部材1とカバー部材2との接合面にも介在している。チャンネル溝4をカバー部材2が塞ぐことで形成されたインク室の内面を全周覆うように第2有機膜202が形成されている。第2有機膜は、ベース部材1とカバー部材2との接合面には介在していない。チャンネル溝4の天井に相当する部分のカバー部材2には第2有機膜202だけが形成されている。
【0024】
(製造方法)
本実施の形態におけるインクジェットヘッドの製造方法について説明する。
【0025】
まず、ベース部材1に対してダイヤモンドカッティング円盤の回転による切削加工を行ない、図4に示すように、インク室となる複数の平行なチャンネル溝4を形成する。このベース部材1の上面に金属膜を形成する。その結果、図5に示すように、チャンネル溝4の内面およびチャンネル壁3の上面は金属膜13によって覆われる。金属膜13には、アルミニウム、ニッケル、銅、金などが用いられる。
【0026】
金属膜13のうちチャンネル壁3の上面に形成されていた部分を、ベース部材1の上面に対するラッピングにより除去する。あるいは、ダイヤモンドカッティング円盤による切削加工前に予めベース部材1の上面にレジスト膜17を形成しておき、図6に示すようにレジスト膜17の上から金属膜13を形成してから、このレジスト膜17をリフトオフすることによって、金属膜13のうちチャンネル壁3の上面に形成されていた部分を除去してもよい。いずれの方法によっても結果的に図7に示す構造が得られる。
【0027】
次に、ベース部材1に対して、チャンネル溝4の長手方向と垂直な方向に図示しないディスペンサを用いて導電性部材26を直線状に供給する。重力あるいは遠心力などによってチャンネル溝4の内部に導電性部材26が充填される。このときのチャンネル溝4の断面図を図8に示す。その後、ベース部材1の導電性部材26には、図示しない装置により熱が加えられ、その熱により導電性部材26は固化する。なお、導電性部材26としては、エポキシ系の樹脂成分を含有した金ペースト、銀ペースト、銅ペーストもしくはメッキ液をベースとした金メッキ、ニッケルメッキなどが用いられる。この後、研削などの方法でチャンネル壁3の上面に残留した導電性部材26zが除去され、各インクチャンネル内の電極5がそれぞれ互いに電気的に絶縁される。
【0028】
次に、図9に示すように、塗布型の有機材料が塗布され、図示しない装置によって加熱硬化され、第1有機膜201となる。ここで、上記塗布型の有機材料には溶媒成分としてNメチル2ピロリドン、ブチルセルソルブアセテートを含有するアミド系樹脂、あるいはNメチル2ピロリドン、シクロヘキサノンを含有するアミド系樹脂が用いられる。これらのアミド系樹脂は、後述するようにこれらの樹脂の上にポリパラキシリレン膜を形成したとき、これらの樹脂とポリパラキシリレン膜との密着性が良好となることから選ばれたものである。また、この塗布型の有機材料は霧状にして塗布される。これによって、スピンコートやディップコートの場合に比べ、溶液の溜まりがなく、壁面や底面あるいは導電性部材表面に均一な厚さの有機絶縁膜を形成することができる。本実施の形態においては、第1有機膜201は壁面で焼成後に1μmの厚さになるように形成した。さらに、第1有機膜201を焼成後、この第1有機膜201の表面を円筒型プラズマ処理装置でエッチングした。エッチング条件は、導入ガス:Air、圧力:0.3Torr、印加パワー密度:0.12W/cm2、時間:5分で、このときのエッチング量は75nmであった。図10は、図9の状態に対応する断面図である。この図に示すように、第1有機膜201は、電極5の表面だけでなく、チャンネル壁3の上面や、この上面と同じ高さに露出する電極5の端面をも覆うように形成されている。
【0029】
次に、図11に示すように、ベース部材1のチャンネル溝4を設けた側(図中上側)の面にカバー部材2がエポキシ系等の接着剤によって接着される。その後、図12に示すように、カバー部材2とベース部材1とを重ねた状態のまま、端部を切断して所望の大きさに揃える。
【0030】
図13に示すように、各インクチャンネルの位置に対応した位置に導電層パターンが形成されている基板41をベース部材1の端部に形成された導電性部材26に接続する。基板41の導電層パターンと導電性部材26とは、異方導電性接着剤を用いて接着してもよい。あるいは導電層パターン上にバンプ(図示せず)を形成し、このバンプを導電性部材26内に挿入することによって接続してもよい。
【0031】
次に、図14に示すように、この構造体のインクチャンネル内面を含む全表面にパリレンからなる第2有機膜202を4μmの厚さで形成する。第2有機膜202はCVD(Chemical Vapor Deposition)法によって形成する。こうして、インクチャンネルの断面は図3に示した状態となる。第2有機膜202はベース部材1、カバー部材2の外面だけでなく、インク室の内面にも均一に形成されている。
【0032】
各インクチャンネルの位置に対応した位置にノズル孔10を設けたノズル板9を、この構造体の導電性部材26が配置されているのと反対側(図中左側)の端面に接着する。導電性部材26が配置されている側(図中右側)の端面に、基板41を挟みこむようにしてマニホールド27を接合する。このとき、接合部分からインクの漏れのないよう樹脂で封止すれば信頼性が増すので好ましい。
【0033】
こうして、図1、図2に示したインクジェットヘッド100を得ることができる。
【0034】
(作用・効果)
本実施の形態におけるインクジェットヘッド100の構成では、基板41から導電性部材26にインク吐出のための電気信号が入力されると、導電性部材26を通してチャンネル溝4の両側面の電極5に電圧が同時に印加される。すると、チャンネル溝4の両側面であるチャンネル壁3が同時にチャンネル溝4の内向きに変形するのでインク滴がノズル板9のノズル孔10から吐出される。
【0035】
さらに、インクジェットヘッド100においては、インクチャンネル内の電極5は2層構造の有機膜によって完全に覆われるので、電極5とインクとの間の絶縁の信頼性を向上させることができる。
【0036】
本実施の形態におけるインクジェットヘッドの製造方法では、有機膜としてのパリレン膜をCVD法によって形成しているが、パリレン膜であれば対象物を加熱することなく室温で成膜することができるため、チャンネル壁3を構成する圧電材料の分極特性が熱で低下するおそれがない。また、パリレン膜は段差被覆性が良好であるため、インクチャンネルとなるべき通路を多数有するインクジェットヘッドのように、複雑な表面形状を有する部材において絶縁性を確保する上では非常に有用である。
【0037】
なお、本実施の形態におけるインクジェットヘッドにおいては、インクチャンネル内における第2有機膜202の膜厚は3.5μm以上である。また、第2有機膜202は基板41を接続した後に形成されるので、基板41の接合を異方性導電性接着剤によって行なった場合であっても、図14に示すように接合箇所も第2有機膜202としてのパリレン膜によって包み込まれ、インクから隔離されることとなる。したがって、異方性導電性接着剤を介して電流がインク中へリークする危険を低減することができ、インクジェットヘッド自体の信頼性を向上することができる。本実施の形態では、第2有機膜202となるパリレン膜にポリモノクロロパラキシリレンを用いた。
【0038】
(比較実験)
本実施の形態における製造方法によるインクジェットヘッドと比較するために、比較例#1、比較例#2の2通りのインクジェットヘッドのサンプルを作成した。比較例#1は、ベース部材1とカバー部材2とを接合後、ディップコートで第1有機膜201を形成し、さらに第2有機膜202を成膜したインクジェットヘッドである。比較例#2は、ベース部材1とカバー部材2とを接合する前にディップコートでベース部材1に第1有機膜201を形成し、カバー部材2を接合した後、第2有機膜202を成膜したインクジェットヘッドである。本実施の形態における製造方法によるインクジェットヘッドと、これら2つのサンプルとの合計3通りの間で、不吐出ノズルの数を比較した。なお、全ノズル孔の数は140である。
【0039】
(比較実験の結果)
本実施の形態における製造方法によるインクジェットヘッドでは、全てのノズル穴からインクを吐出することができたが、比較例#1では136ノズルが不吐出であった。また、比較例#2では約半数の60ノズルが不吐出であった。
【0040】
この結果から、本発明に基づくインクジェットの製造方法では、ベース部材にカバー部材を接合する前に第1有機膜となる塗布型の有機材料を霧状にして塗布するので、インクチャンネルを有機材料で閉塞する危険性がなく、吐出信頼性が高く、かつ絶縁信頼性の高いインクジェットヘッドを製造することができるといえる。
【0041】
(連続吐出試験)
次に、本実施の形態における製造方法によるインクジェットヘッドを用いて、連続吐出試験を行なった。2×1010個のインク滴を吐出させた後に、8m/秒の吐出速度を得るための電圧は、初期値に比べて2%増加した。この増加量は非常に微少であり、インクジェットヘッド特性上全く問題のないものであった。また、このインクジェットヘッドを分解し、電極となっている金属膜を観察したが、電界腐食が発生した痕跡は認められなかった。このことから、本発明によれば、非常に信頼性の高いヘッドを作成することができるといえる。
【0042】
【表1】
表1に、各種塗布型有機材料とこの上に成膜したポリパラキシリレン膜との間の密着性評価結果を示す。それぞれの塗布型有機材料は大気中で120℃、2時間の焼成を行なって形成したものである。また、表1の中でプラズマ処理の欄に「あり」と記したサンプルは、導入ガス:Air、圧力:0.3Torr、印加パワー密度:0.12W/cm2、時間:5分の条件でこの塗布型有機膜の表面を処理したものである。評価は、塗布型有機膜とポリパラキシリレン膜とを積層した後、カッターナイフで1mm×1mmの碁盤の目状(10×10の100マス)に切断し、粘着テープを用いて面に垂直な方向に引き剥がして、剥離あるいは浮き上がりの生じた数をカウントすることで行なった。
【0044】
表1に示す評価結果から、アミドイミド系の樹脂に比べてアミド系の樹脂の方が密着力に優れていることがわかった。また、アミド系、アミドイミド系のいずれのタイプの樹脂においても表面をプラズマ処理することによって、密着力を向上できることがわかった。特に、アミド系の樹脂においては、プラズマ処理することによって、剥離のないきわめて良好な密着性が得られることがわかった。
【0045】
したがって、本発明では、第1有機膜としては、アミド系の樹脂を用いることが好ましい。特にこの第1有機膜の表面にプラズマ処理を施すことによって、さらに密着性が向上するため、好ましい。
【0046】
【表2】
(膜厚に関する実験)
表2は、第1有機膜201となる塗布型有機材料の膜厚を変化させる一方で、第1有機膜上に形成する第2有機膜202の膜厚を4μmに固定して、2層構造の有機膜を形成したときの、各々の条件における絶縁信頼性を比較したものである。評価は以下の要領で行なった。
【0048】
図15は、保護膜の評価方法を説明する図である。ガラス基板300上に0.5μmのCu/Tiの2層構造の金属膜301を形成したものを用意し、この金属膜301を覆うように、第1有機膜201と第2有機膜202からなる2層構造の複合保護膜200を形成し、サンプルとした。ここで第1有機膜201としては、アミド系の樹脂を含有する塗布型樹脂(日立化成製 HIMAL H1200)を用い、金属膜301上への塗布方法としてはスピンコートを用いた。第1有機膜201の膜厚制御は、スピンコート塗布時の回転数を調整することと、塗布型樹脂の粘度を調整することの双方で行なった。また、この実験では、第1有機膜201の焼成は120℃で2時間の条件で行なった。
【0049】
上述のサンプルを1つの条件のものにつき2枚ずつ作成し、電気伝導度が20mS/mのインク302中に5mmの距離で複合保護膜200のある面を内側にして互いに対向させて浸漬した。次にこれら2枚のサンプルの金属膜301にフレキシブル基板などの配線を利用して交流電源303を接続し、実効値で90V、60Hzの交流電圧を印加した。こうして、複合保護膜のピンホールに起因する金属膜301のエッチング(腐食)箇所の発生状況を調べた。図16にエッチング箇所の発生例を示す。複合保護膜200にピンホール210があいていることによって、インクが入りこみ、金属膜301がエッチングされている。エッチングによって金属膜301に生じた穴211はピンホール210よりはるかに大きく形成される。この穴211の存在を光学顕微鏡で観察することによってエッチング箇所の数をカウントした。
【0050】
表2に示すように、サンプル#1は第1有機膜201の膜厚を0.5μmに設定したサンプルであり、24時間経過後にはピンホールによるエッチング箇所が2つ観察された。サンプル#2は第1有機膜201の膜厚を1μmに設定したサンプルで、125時間経過後にピンホールによるエッチング箇所が1つ観察された。サンプル#3は第1有機膜201の膜厚を1.5μmに設定したサンプルで、150時間経過後にピンホールによるエッチング箇所が1つ観察された。サンプル#4は第1有機膜201の膜厚を3μmに設定したサンプルで、424時間経過後でもピンホールによるエッチング箇所は全く観察されなかった。
【0051】
この実験結果を整理すると以下のことがいえる。すなわち、第1有機膜と第2有機膜とを積層することによって、絶縁信頼性は向上するが、信頼性をさらに向上させるためには第1有機膜を1μm以上の膜厚で形成することが好ましい。
【0052】
なお、今回開示した上記実施の形態はすべての点で例示であって制限的なものではない。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更を含むものである。
【0053】
【発明の効果】
本発明によれば、ベース部材とカバー部材とを貼り合せる前に第1有機膜を形成し、両者を貼り合せてから第2有機膜を形成するので、熱によって圧電材料の特性を劣化させることなく、かつインクチャンネル内を閉塞させることなく、確実に有機膜の2層構造を形成することができる。こうすることでインクチャンネル内の電極は2層構造の有機膜によって完全に覆われるので、電極とインクとの間の絶縁の信頼性を向上させることができる。
【図面の簡単な説明】
【図1】本発明に基づく実施の形態1におけるインクジェットヘッドの斜視図である。
【図2】本発明に基づく実施の形態1におけるインクジェットヘッドの断面図である。
【図3】本発明に基づく実施の形態1におけるインクジェットヘッドの部分断面図である。
【図4】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第1の工程の説明図である。
【図5】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第2の工程の説明図である。
【図6】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第2の工程の他の例の説明図である。
【図7】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第3の工程の説明図である。
【図8】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第4の工程の説明図である。
【図9】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第5の工程の説明図である。
【図10】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第6の工程の説明図である。
【図11】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第7の工程の説明図である。
【図12】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第8の工程の説明図である。
【図13】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第9の工程の説明図である。
【図14】本発明に基づく実施の形態1におけるインクジェットヘッドの製造方法の第10の工程の説明図である。
【図15】保護膜の評価方法の説明図である。
【図16】エッチング箇所の断面図である。
【図17】従来技術に基づくインクジェットヘッドの分解斜視図である。
【符号の説明】
1 ベース部材、2 カバー部材、3 チャンネル壁、5 電極、8 外部電極、9 ノズル板、10 ノズル孔、13 (電極の材料となる)金属膜、14a,14b 矢印、26,26z 導電性部材、27 マニホールド、41 基板、100 インクジェットヘッド、200 複合保護膜、201 第1有機膜、202 第2有機膜、210 ピンホール、211 穴、300 ガラス基板、301 (実験用の)金属膜、302 インク、303 交流電源。
Claims (10)
- 少なくとも一部が圧電部材である側壁によって互いに分離された複数の溝を有するベース部材と、
前記複数の溝の上側を覆うカバー部材とを備え、
前記側壁の表面のうち少なくとも一部は電極に覆われているインクジェットヘッドの製造方法であって、
前記電極を覆うように第1有機膜を塗布して形成する第1有機膜形成工程と、
前記第1有機膜形成工程の後に前記ベース部材に前記カバー部材を接合する接合工程と、
前記接合工程の後に前記複数の溝の内面を覆うように第2有機膜を形成する第2有機膜形成工程とを含む、
インクジェットヘッドの製造方法。 - 前記第2有機膜はポリパラキシリレンを主成分とする、請求項1に記載のインクジェットヘッドの製造方法。
- 前記第1有機膜の塗布は有機材料を霧状にして行なう、請求項1に記載のインクジェットヘッドの製造方法。
- 前記第1有機膜はアミド系の樹脂を含む、請求項1に記載のインクジェットヘッドの製造方法。
- 前記第1有機膜を形成する際には膜厚が1μm以上になるように形成する、請求項1に記載のインクジェットヘッドの製造方法。
- 前記第2有機膜を形成する前に、前記第1有機膜の表面をプラズマ処理する工程を含む、請求項1に記載のインクジェットヘッドの製造方法。
- 少なくとも一部が圧電部材である側壁によって互いに分離された複数の溝を有するベース部材と、
前記複数の溝の上側を覆うカバー部材と、
前記側壁の表面のうち少なくとも一部を覆う電極と、
前記電極を覆うように塗布によって形成された第1有機膜と、
前記複数の溝の内面を覆うように形成された第2有機膜とを備え、
前記第1有機膜が前記ベース部材と前記カバー部材との接合面にも介在する、インクジェットヘッド。 - 前記第2有機膜はポリパラキシリレンを主成分とする、請求項7に記載のインクジェットヘッド。
- 前記第1有機膜はアミド系の樹脂を含む、請求項7に記載のインクジェットヘッド。
- 前記第1有機膜は膜厚が1μm以上である、請求項7に記載のインクジェットヘッド。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002314780A JP2004148604A (ja) | 2002-10-29 | 2002-10-29 | インクジェットヘッドおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002314780A JP2004148604A (ja) | 2002-10-29 | 2002-10-29 | インクジェットヘッドおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004148604A true JP2004148604A (ja) | 2004-05-27 |
Family
ID=32459004
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002314780A Withdrawn JP2004148604A (ja) | 2002-10-29 | 2002-10-29 | インクジェットヘッドおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004148604A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013188954A (ja) * | 2012-03-14 | 2013-09-26 | Toshiba Tec Corp | インクジェットヘッド及びインクジェットヘッドの製造方法 |
| US8622497B2 (en) | 2010-12-13 | 2014-01-07 | Toshiba Tec Kabushiki Kaisha | Liquid ejection apparatus, drive circuit thereof, and drive method thereof |
| JP2014083694A (ja) * | 2012-10-19 | 2014-05-12 | Toshiba Corp | インクジェットヘッドおよびインクジェットヘッド製造方法 |
-
2002
- 2002-10-29 JP JP2002314780A patent/JP2004148604A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8622497B2 (en) | 2010-12-13 | 2014-01-07 | Toshiba Tec Kabushiki Kaisha | Liquid ejection apparatus, drive circuit thereof, and drive method thereof |
| JP2013188954A (ja) * | 2012-03-14 | 2013-09-26 | Toshiba Tec Corp | インクジェットヘッド及びインクジェットヘッドの製造方法 |
| JP2014083694A (ja) * | 2012-10-19 | 2014-05-12 | Toshiba Corp | インクジェットヘッドおよびインクジェットヘッド製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3120638B2 (ja) | インク噴射装置 | |
| JP4223247B2 (ja) | 有機絶縁膜の製造方法及びインクジェットヘッド | |
| JP2009233927A (ja) | インクジェットヘッドの製造方法 | |
| JP2008284781A (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| KR20130012107A (ko) | 가요성 판을 사용하여 간극 중합체 평면화를 위한 방법 | |
| JP2004148604A (ja) | インクジェットヘッドおよびその製造方法 | |
| JP6921091B2 (ja) | 液滴堆積ヘッド | |
| JP3729244B2 (ja) | インクジェットヘッド及びインクジェットヘッドプリンタ並びにインクジェットヘッドの製造方法 | |
| JP2005153510A (ja) | インクジェットヘッド及びその製造方法 | |
| CN202463171U (zh) | 一种液体喷头 | |
| JP2003326710A (ja) | 保護膜形成方法およびこれを用いたインクジェットヘッド | |
| JP3838094B2 (ja) | シェヤーモードインクジェットヘッドの製造方法 | |
| JP2004106396A (ja) | インクジェットヘッドの製造方法およびインクジェットヘッド | |
| JP2000168082A (ja) | インクジェットヘッド及びインクジェットヘッドの製造方法 | |
| JP3123300B2 (ja) | インクジェットプリンタヘッドの製造方法 | |
| JP4284913B2 (ja) | インクジェットヘッドおよびその製造方法ならびにインクジェット式記録装置 | |
| JP2010069799A (ja) | インクジェットヘッド、インクジェットヘッドの製造方法 | |
| JP2002264328A (ja) | インクジェットヘッドおよびその製造方法 | |
| JP3795360B2 (ja) | インクジェットヘッドおよびその製造方法 | |
| JP2002307692A (ja) | インクジェットヘッド及びその製造方法 | |
| JP2002001955A (ja) | インクジェットプリンタヘッドおよびその製造方法 | |
| JPH06143588A (ja) | インクジェット記録ヘッドの製造方法 | |
| JP2002292882A (ja) | インクジェットヘッドの製造方法 | |
| JP2003154653A (ja) | インクジェットヘッドおよびその製造方法 | |
| JPH06143568A (ja) | インクジェットヘッド及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20060110 |