JP2004113809A - 人工器官ソケットを作るための方法と装置、およびそれによって作られる人工器官ソケット - Google Patents
人工器官ソケットを作るための方法と装置、およびそれによって作られる人工器官ソケット Download PDFInfo
- Publication number
- JP2004113809A JP2004113809A JP2003385331A JP2003385331A JP2004113809A JP 2004113809 A JP2004113809 A JP 2004113809A JP 2003385331 A JP2003385331 A JP 2003385331A JP 2003385331 A JP2003385331 A JP 2003385331A JP 2004113809 A JP2004113809 A JP 2004113809A
- Authority
- JP
- Japan
- Prior art keywords
- socket
- tension
- limb
- sleeve
- remaining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
- B29C70/446—Moulding structures having an axis of symmetry or at least one channel, e.g. tubular structures, frames
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/50—Prostheses not implantable in the body
- A61F2/5044—Designing or manufacturing processes
- A61F2/5046—Designing or manufacturing processes for designing or making customized prostheses, e.g. using templates, finite-element analysis or CAD-CAM techniques
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/50—Prostheses not implantable in the body
- A61F2/78—Means for protecting prostheses or for attaching them to the body, e.g. bandages, harnesses, straps, or stockings for the limb stump
- A61F2/80—Sockets, e.g. of suction type
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/50—Prostheses not implantable in the body
- A61F2/5044—Designing or manufacturing processes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/50—Prostheses not implantable in the body
- A61F2/76—Means for assembling, fitting or testing prostheses, e.g. for measuring or balancing, e.g. alignment means
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/30—Joints
- A61F2002/30001—Additional features of subject-matter classified in A61F2/28, A61F2/30 and subgroups thereof
- A61F2002/30316—The prosthesis having different structural features at different locations within the same prosthesis; Connections between prosthetic parts; Special structural features of bone or joint prostheses not otherwise provided for
- A61F2002/30329—Connections or couplings between prosthetic parts, e.g. between modular parts; Connecting elements
- A61F2002/30518—Connections or couplings between prosthetic parts, e.g. between modular parts; Connecting elements with possibility of relative movement between the prosthetic parts
- A61F2002/3052—Connections or couplings between prosthetic parts, e.g. between modular parts; Connecting elements with possibility of relative movement between the prosthetic parts unrestrained in only one direction, e.g. moving unidirectionally
- A61F2002/30522—Connections or couplings between prosthetic parts, e.g. between modular parts; Connecting elements with possibility of relative movement between the prosthetic parts unrestrained in only one direction, e.g. moving unidirectionally releasable, e.g. using a releasable ratchet
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/50—Prostheses not implantable in the body
- A61F2/5044—Designing or manufacturing processes
- A61F2/5046—Designing or manufacturing processes for designing or making customized prostheses, e.g. using templates, finite-element analysis or CAD-CAM techniques
- A61F2002/5052—Direct moulding or reforming to the stump
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/50—Prostheses not implantable in the body
- A61F2/5044—Designing or manufacturing processes
- A61F2/5046—Designing or manufacturing processes for designing or making customized prostheses, e.g. using templates, finite-element analysis or CAD-CAM techniques
- A61F2002/5053—Designing or manufacturing processes for designing or making customized prostheses, e.g. using templates, finite-element analysis or CAD-CAM techniques using a positive or a negative model, e.g. casting model or mould
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/50—Prostheses not implantable in the body
- A61F2/5044—Designing or manufacturing processes
- A61F2002/5055—Reinforcing prostheses by embedding particles or fibres during moulding or dipping, e.g. carbon fibre composites
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/50—Prostheses not implantable in the body
- A61F2/78—Means for protecting prostheses or for attaching them to the body, e.g. bandages, harnesses, straps, or stockings for the limb stump
- A61F2/7812—Interface cushioning members placed between the limb stump and the socket, e.g. bandages or stockings for the limb stump
- A61F2002/7818—Stockings or socks for the limb stump
- A61F2002/7831—Stockings or socks for the limb stump with a rope for pulling the sock inside the socket
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/50—Prostheses not implantable in the body
- A61F2/78—Means for protecting prostheses or for attaching them to the body, e.g. bandages, harnesses, straps, or stockings for the limb stump
- A61F2002/7875—Means for protecting prostheses or for attaching them to the body, e.g. bandages, harnesses, straps, or stockings for the limb stump with releasable ratchets or pegs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2220/00—Fixations or connections for prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2220/0025—Connections or couplings between prosthetic parts, e.g. between modular parts; Connecting elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
- B29L2031/7532—Artificial members, protheses
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S264/00—Plastic and nonmetallic article shaping or treating: processes
- Y10S264/30—Use of anatomy in making a mold or using said mold
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S623/00—Prosthesis, i.e. artificial body members, parts thereof, or aids and accessories therefor
- Y10S623/901—Method of manufacturing prosthetic device
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- Cardiology (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Transplantation (AREA)
- Biomedical Technology (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Manufacturing & Machinery (AREA)
- Prostheses (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Socks And Pantyhose (AREA)
Abstract
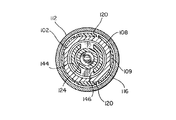
【解決手段】ソケット材料が矯正する間に、予備成型され、成型可能で、固められるソケット材料36を圧縮圧鋳造又は成型することと、遠位方向に残りの肢40に張力を適用することの組み合わせは、結果として、実質的な調整を伴わない矯正後に残りの肢に良くフィットする完全ソケットを形成する。圧抜き構造、ソケット層、及び人工器官連結装置38はソケットで同時に圧縮成型されうる。圧鋳造システムは、加圧チャンバ20、圧縮圧力適用膜22、ソケットの形成と固める工程間にソケット材料間で残りの肢中に合成の軸方向の張力を形成するための張力作用システム58、及び成型中の張力をモニタし表示するためのロードセルを含んでいる。
【選択図】図2
Description
さらにこの予備的形成ソケット材において、前記樹脂は、水によりその固められた堅い状態に活性化可能な合成樹脂を含むのが好ましい。
1,1’-メチレンビス(イソシナネートベンゼン) 59.00
PPG725(ユニオン・カーバイド(Union Carbide)製グリコール 25.03
PPG425(ユニオン・カーバイド(Union Carbide)製グリコール) 9.92
(BASFワイアンドット製)プルロニック F-108 4.00
4-2-1-メチル-2-(4-モルホリニル)エチロイエチル 1.34
・モルホリン(触媒)
2,6-DI-ター−ブチル−p−クレゾール .48
塩化ベンゾイル(安定剤) .05
樹脂は、補強材の中に含浸されるときには液体の形を取っており、予備的形成品は、水分にさらされることによって活性化される前は密封された保管内で比較的にしっかりしているが、曲げやすい状態にある。
Claims (4)
- 細長い管として構成され、負荷を受ける堅い状態まで固めることのできる成型可能な固まらない樹脂をしみこませた補強繊維のウェブと、前記管の一端に接続され実質的に近接している人工連結装置であって、樹脂が固まったときに樹脂に永久的に接着するよう接着可能な連結装置とを含む、残りの肢のための完全人工器具ソケットを成型する予備的形成ソケット材であって、
この予備的形成ソケット材は、
張力ファスナーピン受け口を持つスリーブ端取付け部品を有する吸込みスリーブを受けることができるよう寸法決めされた前記細長い管と、
管の長さに平行して連結装置を通って伸長する中心位置の開口部を含む前記人工器具連結装置と、
少なくとも、残りの肢に対して適合する吸込みスリーブに対する予備的形成ソケット材の形成中に、張力ピン要素による開口部への接続を提供するために前記開口部と位置合わせされるよう構成された前記開口部とを有することを特徴とする予備的形成ソケット材。 - 前記ウェブは、偏り網目状の炭素繊維から作られた放射状に適合した管を含むことを特徴とする請求項に1記載の予備的形成ソケット材。
- 前記樹脂は、水によって固まった堅い状態に活性化可能な合成樹脂であることを特徴とする請求項1に記載の予備的形成ソケット材。
- 前記樹脂は、ポリソシアネートプレポリマー樹脂であることを特徴とする請求項1に記載の予備的形成ソケット材。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/559,311 US5718925A (en) | 1995-11-15 | 1995-11-15 | Apparatus for making a prosthesis socket |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP9518916A Division JP2000500672A (ja) | 1995-11-15 | 1996-11-14 | 人工器官ソケットを作るための方法と装置、およびそれによって作られる人工器官ソケット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004113809A true JP2004113809A (ja) | 2004-04-15 |
Family
ID=24233113
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP9518916A Pending JP2000500672A (ja) | 1995-11-15 | 1996-11-14 | 人工器官ソケットを作るための方法と装置、およびそれによって作られる人工器官ソケット |
| JP2003385331A Pending JP2004113809A (ja) | 1995-11-15 | 2003-11-14 | 人工器官ソケットを作るための方法と装置、およびそれによって作られる人工器官ソケット |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP9518916A Pending JP2000500672A (ja) | 1995-11-15 | 1996-11-14 | 人工器官ソケットを作るための方法と装置、およびそれによって作られる人工器官ソケット |
Country Status (16)
| Country | Link |
|---|---|
| US (4) | US5718925A (ja) |
| EP (2) | EP1433447A3 (ja) |
| JP (2) | JP2000500672A (ja) |
| KR (1) | KR100445086B1 (ja) |
| CN (2) | CN1507838A (ja) |
| AT (1) | ATE286698T1 (ja) |
| AU (1) | AU727558B2 (ja) |
| BR (1) | BR9611527A (ja) |
| DE (1) | DE69633634T2 (ja) |
| ES (1) | ES2236756T3 (ja) |
| HR (1) | HRP960541A2 (ja) |
| IL (1) | IL124464A (ja) |
| IS (1) | IS4742A (ja) |
| RU (1) | RU2192208C2 (ja) |
| TW (1) | TW319692B (ja) |
| WO (1) | WO1997017917A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010115348A (ja) * | 2008-11-13 | 2010-05-27 | Kota Horie | 義肢のソケットの製造方法 |
Families Citing this family (142)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5711973A (en) * | 1996-04-24 | 1998-01-27 | Rothschild's Orthopedics | Apparatus for making a prosthetic socket |
| US6191083B1 (en) * | 1996-07-03 | 2001-02-20 | The Procter & Gamble Company | Cleansing compositions |
| US5885509A (en) * | 1996-10-30 | 1999-03-23 | Ossur Hf | Apparatus and process for forming prosthetic socket |
| US5980803A (en) * | 1996-10-30 | 1999-11-09 | Prosthetic Design, Inc. | Method for constructing a prosthetic limb socket |
| US5880964A (en) * | 1997-01-31 | 1999-03-09 | Prosthetic Design, Inc. | Method for fabricating a cosmetic cover for a prosthetic limb |
| US5824111A (en) * | 1997-01-31 | 1998-10-20 | Prosthetic Design, Inc. | Method for fabricating a prosthetic limb socket |
| DE19710230A1 (de) * | 1997-03-12 | 1998-09-17 | Biedermann Motech Gmbh | Schlauchförmiges Fasermaterial und Verfahren zur Herstellung eines Prothesenschaftes aus einem solchen Material |
| US5957980A (en) * | 1997-09-09 | 1999-09-28 | Model & Instrument Development Corporation | Reinforcement assembly for laminated structures |
| US5980576A (en) * | 1998-02-27 | 1999-11-09 | Graf; Peter M. | Method of providing prosthetic sockets and temporary prosthetic socket |
| CA2347717A1 (en) * | 1998-09-30 | 2000-04-06 | Toray Industries, Inc. | A fibre-reinforced resin structure having hollow cross section and manufacturing method thereof |
| US6440172B1 (en) * | 1999-09-16 | 2002-08-27 | Rx Textiles | Reinforced prosthetic sleeve |
| US6361569B1 (en) | 2000-01-07 | 2002-03-26 | Prosthetic Design, Inc. | Shuttle lock |
| US6709617B2 (en) * | 2000-08-03 | 2004-03-23 | Physicians Against Land Mines | Prosthetic system |
| US6923834B2 (en) | 2000-10-04 | 2005-08-02 | Ossur Hf | Artificial limb socket containing volume control pad |
| EP1322267B1 (en) * | 2000-10-04 | 2011-03-23 | Ossur HF | Artificial limb socket containing volume control pad |
| AU2002211218A1 (en) | 2000-10-04 | 2002-04-15 | Ossur Hf | Prosthetic socket and socket component assembly |
| US6589288B2 (en) | 2001-02-01 | 2003-07-08 | Prosthetic Design, Inc. | Adjustable plunger pin assembly for a prosthetic limb |
| DE10142492A1 (de) * | 2001-08-30 | 2003-04-03 | Carstens Orthopaedie Und Mediz | Prothesenschaft mit Dichtung |
| DE10142491B4 (de) * | 2001-08-30 | 2004-10-07 | össur h.f. | Dichtanordnung mit Lippen für einen Prothesenschaft |
| WO2003034904A2 (en) * | 2001-10-25 | 2003-05-01 | Taylor Douglas A | Socket preform/adapter combination for prosthetic device and method of manufacture |
| DE10164892B4 (de) * | 2001-11-05 | 2009-08-27 | össur h.f. | Strumpfförmiger Liner bzw. Liner zur Verwendung mit einem becherförmigen Prothesenschaft |
| CA2488733C (en) | 2002-07-08 | 2013-09-17 | Hilmar Br. Janusson | Socket liner incorporating sensors to monitor amputee progress |
| US20040064195A1 (en) | 2002-07-15 | 2004-04-01 | Hugh Herr | Variable-mechanical-impedance artificial legs |
| US7105122B2 (en) | 2002-10-08 | 2006-09-12 | Ossur Hf | Prosthesis socket direct casting device having multiple compression chambers |
| US6991444B1 (en) * | 2002-10-29 | 2006-01-31 | Laghi Aldo A | Apparatus for casting a prosthetic socket under vacuum |
| US9877851B2 (en) | 2002-12-20 | 2018-01-30 | Ossur Hf | Adjustable seal system, seal component and method for using the same |
| US10322016B2 (en) | 2002-12-20 | 2019-06-18 | Ossur Iceland Ehf | Adjustable seal system, seal component and method for using the same |
| US8034120B2 (en) | 2002-12-20 | 2011-10-11 | Ossur Hf | Suspension liner system with seal |
| US7909884B2 (en) * | 2002-12-20 | 2011-03-22 | Ossur Hf | Suspension liner system with seal |
| US11523917B2 (en) | 2002-12-20 | 2022-12-13 | Ossur Hf | Suspension liner system with seal |
| US7025793B2 (en) * | 2002-12-20 | 2006-04-11 | Ossur Hf | Suspension liner with seal |
| EP1590148A4 (en) * | 2003-02-07 | 2008-03-05 | Ossur Hf | METHOD AND NECESSARY FOR PREPARING A SHOE SHAPE |
| US7351367B2 (en) * | 2003-04-11 | 2008-04-01 | Bionix Prosthetic Solutions, Inc. | Adapter bracket for prostheses, method and apparatus for forming prosthetic device with transfer of proper alignment |
| US20040260402A1 (en) * | 2003-06-20 | 2004-12-23 | Baldini Steven E. | Method of manufacturing a socket portion of a prosthetic limb |
| EP1653893A4 (en) | 2003-06-20 | 2009-11-11 | Ossur Hf | PROTHETIC EMBODY WITH AUTONOMOUS VACUUM RESERVOIR |
| US8075633B2 (en) | 2003-09-25 | 2011-12-13 | Massachusetts Institute Of Technology | Active ankle foot orthosis |
| FR2865383B1 (fr) * | 2004-01-23 | 2007-01-05 | Michel Calmettes | Procede et dispositf de calage d'un corps ou d'une partie du corps a des fins de moulage orthopedique |
| US7240414B2 (en) * | 2004-02-06 | 2007-07-10 | Taylor Sr Matthew T | Prosthetic interior casting process and product |
| US7097799B1 (en) | 2004-02-23 | 2006-08-29 | Burton Russell F | Prosthetic socket and method of making the same |
| US20080234836A1 (en) * | 2004-06-21 | 2008-09-25 | Douglas Taylor | Socket preform/adapter combination for prosthetic device and method of manufacture |
| US20100036505A1 (en) * | 2004-12-22 | 2010-02-11 | Oped Ag | Prosthetic device |
| US8512415B2 (en) | 2005-03-31 | 2013-08-20 | Massachusetts Institute Of Technology | Powered ankle-foot prothesis |
| US11278433B2 (en) | 2005-03-31 | 2022-03-22 | Massachusetts Institute Of Technology | Powered ankle-foot prosthesis |
| US20060249315A1 (en) | 2005-03-31 | 2006-11-09 | Massachusetts Institute Of Technology | Artificial human limbs and joints employing actuators, springs, and variable-damper elements |
| US8500823B2 (en) * | 2005-03-31 | 2013-08-06 | Massachusetts Institute Of Technology | Powered artificial knee with agonist-antagonist actuation |
| US20070123997A1 (en) * | 2005-03-31 | 2007-05-31 | Massachusetts Institute Of Technology | Exoskeletons for running and walking |
| US8864846B2 (en) * | 2005-03-31 | 2014-10-21 | Massachusetts Institute Of Technology | Model-based neuromechanical controller for a robotic leg |
| US10307272B2 (en) | 2005-03-31 | 2019-06-04 | Massachusetts Institute Of Technology | Method for using a model-based controller for a robotic leg |
| US20070043449A1 (en) | 2005-03-31 | 2007-02-22 | Massachusetts Institute Of Technology | Artificial ankle-foot system with spring, variable-damping, and series-elastic actuator components |
| US20070162152A1 (en) * | 2005-03-31 | 2007-07-12 | Massachusetts Institute Of Technology | Artificial joints using agonist-antagonist actuators |
| US10080672B2 (en) * | 2005-03-31 | 2018-09-25 | Bionx Medical Technologies, Inc. | Hybrid terrain-adaptive lower-extremity systems |
| US8097042B2 (en) * | 2006-01-05 | 2012-01-17 | Prosthetic Design, Inc. | Double-wall prosthetic limb assembly |
| US20070296107A1 (en) * | 2006-04-13 | 2007-12-27 | Physicians Against Land Mines | Casting system and method |
| DE102006021857A1 (de) * | 2006-05-09 | 2007-11-15 | Otto Bock Healthcare Ip Gmbh & Co. Kg | Verfahren zum Gießen eines Prothesenschaftes |
| US7438843B2 (en) * | 2006-06-30 | 2008-10-21 | Ossur Hf | Method and kit for making prosthetic socket |
| US7662191B2 (en) * | 2006-06-30 | 2010-02-16 | össur hf | Liner donning and doffing device |
| DE102007005648A1 (de) * | 2007-01-31 | 2008-08-14 | Bernhard Sacherer | Vorrichtung und Verfahren zur Herstellung eines orthopädischen Hilfsmittels sowie entsprechendes Hilfsmittel |
| US20080188948A1 (en) * | 2007-02-05 | 2008-08-07 | Flatt Terry J | Liner system and liner for prosthetics and method for using and making |
| WO2008116025A2 (en) * | 2007-03-19 | 2008-09-25 | Qfix Systems, Llc | Direct contact moldable low temperature thermoplastic prosthetic devices and method of making same |
| EP2170229A2 (en) | 2007-08-02 | 2010-04-07 | Össur HF | Liner for prosthetic and orthopedic systems |
| US10842653B2 (en) | 2007-09-19 | 2020-11-24 | Ability Dynamics, Llc | Vacuum system for a prosthetic foot |
| KR100959648B1 (ko) * | 2007-09-20 | 2010-05-26 | 이병준 | 일체형 라이너 및 그의 제조 방법 |
| KR100900003B1 (ko) | 2007-11-14 | 2009-05-28 | 허정용 | 의지용 맞춤형 실리콘 소켓의 제조방법 및 위 제조방법에의해 제조된 의지용 실리콘 소켓 |
| US8622109B2 (en) * | 2007-12-14 | 2014-01-07 | The Boeing Company | Pressure debulking system and method |
| US8656918B1 (en) * | 2008-03-04 | 2014-02-25 | Randall D. Alley | Method, system, and tool for affixing compression stabilized prosthetic socket interface |
| US8323353B1 (en) | 2008-03-04 | 2012-12-04 | Randall D. Alley | Method for use of a compression stabilized prosthetic socket interface |
| US9066820B2 (en) * | 2008-07-18 | 2015-06-30 | Evolution Industries, Inc. | Flexion enhancement member for prosthetic or orthotic liner or sleeve and associated methods |
| KR20110074520A (ko) * | 2008-09-04 | 2011-06-30 | 아이워크, 아이엔씨. | 하이브리드 지형-적응형 의족 시스템 |
| US20110082566A1 (en) | 2008-09-04 | 2011-04-07 | Herr Hugh M | Implementing a stand-up sequence using a lower-extremity prosthesis or orthosis |
| WO2010036370A1 (en) | 2008-09-26 | 2010-04-01 | Craig Mackenzie | Mounting plate system, vacuum reservoir plate and electronic pump system for prosthetic socket |
| US8679194B2 (en) * | 2009-01-21 | 2014-03-25 | Evolution Industries, Inc. | Expulsion liner for prosthetic or orthotic devices and associated methods |
| WO2010085336A1 (en) | 2009-01-21 | 2010-07-29 | Craig Mackenzie | Sealing sheath for prosthetic liner and related methods |
| US8623092B2 (en) * | 2009-10-10 | 2014-01-07 | Simplicity Orthopedics, Inc. | Method and apparatus for restoring a joint, including the provision and use of a longitudinally-adjustable and rotationally-adjustable joint prosthesis |
| US9028558B2 (en) | 2009-11-17 | 2015-05-12 | Ossur Hf | Suspension liner having multiple component system |
| WO2011062619A1 (en) * | 2009-11-17 | 2011-05-26 | Ossur Hf | Suspension liner having multiple component system |
| EP2555716A2 (en) | 2010-04-05 | 2013-02-13 | Iwalk, Inc. | Controlling torque in a prosthesis or orthosis |
| US8337568B2 (en) | 2010-07-14 | 2012-12-25 | Charles Colin Macduff | Mechanical prosthetic finger device |
| FR2964339B1 (fr) * | 2010-09-06 | 2014-01-31 | Messier Dowty Sa | Procede de fabrication de pieces en materiaux composites, avec revetement tresse |
| EP2629705B1 (en) | 2010-10-22 | 2018-10-10 | Össur HF | Adjustable socket system |
| US8690962B2 (en) * | 2010-12-15 | 2014-04-08 | Mentis Sciences, Inc. | Braided prosthetic sockets with attachment plates and methods of manufacture |
| WO2012096956A1 (en) | 2011-01-10 | 2012-07-19 | Iwalk, Inc. | Powered joint orthosis |
| WO2012097156A2 (en) | 2011-01-12 | 2012-07-19 | Iwalk, Inc. | Controlling powered human augmentation devices |
| US8940057B2 (en) | 2011-01-13 | 2015-01-27 | Ossur Hf | Casting liner, and method and kit for using the same |
| US9687377B2 (en) | 2011-01-21 | 2017-06-27 | Bionx Medical Technologies, Inc. | Terrain adaptive powered joint orthosis |
| US9060883B2 (en) | 2011-03-11 | 2015-06-23 | Iwalk, Inc. | Biomimetic joint actuators |
| US20130103166A1 (en) * | 2011-04-13 | 2013-04-25 | The Quality of Life Plus (QL+) Program | Prosthetic Attachment Techniques |
| US8956422B2 (en) | 2011-08-22 | 2015-02-17 | Ossur Hf | Suspension liner with seal component |
| WO2013067407A1 (en) | 2011-11-02 | 2013-05-10 | Iwalk, Inc. | Biomimetic transfemoral prosthesis |
| AU2012334971A1 (en) | 2011-11-12 | 2014-05-29 | Lim Innovations, Inc. | Modular prosthetic sockets and methods for making same |
| US9032635B2 (en) | 2011-12-15 | 2015-05-19 | Massachusetts Institute Of Technology | Physiological measurement device or wearable device interface simulator and method of use |
| ITTO20120217A1 (it) * | 2012-03-13 | 2013-09-14 | Silvio Galfione | Macchina per la formatura di un calco di un tratto terminale di un arto amputato |
| US9221177B2 (en) | 2012-04-18 | 2015-12-29 | Massachusetts Institute Of Technology | Neuromuscular model-based sensing and control paradigm for a robotic leg |
| CA2876187C (en) | 2012-06-12 | 2021-01-26 | Iwalk, Inc. | Prosthetic, orthotic or exoskeleton device |
| WO2014005071A1 (en) | 2012-06-28 | 2014-01-03 | Ossur Hf | Adjustable prosthetic limb system |
| WO2014089331A1 (en) | 2012-12-06 | 2014-06-12 | Ossur Hf | Electrical stimulation for orthopedic devices |
| GB201303341D0 (en) * | 2013-02-26 | 2013-04-10 | Brown Geoffrey | Prosthetic attachment lock |
| US9468542B2 (en) | 2013-06-21 | 2016-10-18 | Lim Innovations, Inc. | Prosthetic socket and socket liner with moisture management capability |
| DK2853384T3 (en) * | 2013-09-27 | 2017-02-20 | Skulle Implants Oy | METHOD OF COATING AND COATING SURFACE |
| WO2015095232A1 (en) | 2013-12-16 | 2015-06-25 | Lim Innovations, Inc. | Method and system for assembly of a modular prosthetic socket based on residual limb metrics |
| US9474633B2 (en) | 2014-05-05 | 2016-10-25 | Lim Innovations, Inc. | Alignable coupling assembly for connecting two prosthetic limb components |
| WO2015179332A1 (en) | 2014-05-19 | 2015-11-26 | Ossur Hf | Adjustable prosthetic device |
| US10245775B2 (en) * | 2014-06-04 | 2019-04-02 | Lim Innovations, Inc. | Method and apparatus for transferring a digital profile of a residual limb to a prosthetic socket strut |
| US20160074178A1 (en) * | 2014-09-17 | 2016-03-17 | Van Phillips | METHODS FOR PREPARING PRECISELY FITTED CASTS for PROSTHETICS |
| US10099404B2 (en) * | 2014-11-15 | 2018-10-16 | Rick Daniels | Penis casting method and kit |
| US9707101B2 (en) | 2015-02-03 | 2017-07-18 | Rcm Enterprise Llc | Bio-mechanical prosthetic finger with Y-shaped rocker |
| EP3244840B1 (en) | 2015-02-03 | 2019-12-11 | RCM Enterprise, LLC | Bio-mechanical prosthetic finger with h-shaped rocker |
| WO2016126739A1 (en) | 2015-02-03 | 2016-08-11 | RCM Enterprise, LLC | Biomechanical finger brace assembly |
| WO2016130567A1 (en) | 2015-02-11 | 2016-08-18 | Randall Alley | Skeletal stabilization liner system |
| US11090171B2 (en) * | 2015-02-26 | 2021-08-17 | Romedis Gmbh | Apparatus, set and method for creating a plaster impression of a limb stump of a patient for manufacturing a prosthesis shaft and adaptor |
| GB201504110D0 (en) | 2015-03-11 | 2015-04-22 | Univ Strathclyde | Prosthesis casting device |
| US9757905B2 (en) * | 2015-05-11 | 2017-09-12 | Covestro Llc | Filament winding processes using polyurethane resins and systems for making composites |
| EP3527175B1 (en) | 2015-05-13 | 2021-12-08 | Ossur Iceland EHF | Adjustable socket system |
| US9707103B2 (en) | 2015-05-15 | 2017-07-18 | Rcm Enterprise Llc | Bidirectional biomechanical prosthetic full finger configured for abduction and adduction with MCP pivot |
| WO2016187133A1 (en) | 2015-05-15 | 2016-11-24 | RCM Enterprise, LLC | Bidirectional biomechanical prosthetic full finger configured for abduction and adduction with mcp pivot and multiple-finger ring |
| US10206795B2 (en) | 2015-07-27 | 2019-02-19 | Lim Innovations, Inc. | Prosthetic support socket for an osseointegrated femoral abutment |
| WO2017035387A1 (en) | 2015-08-25 | 2017-03-02 | RCM Enterprise, LLC | Bio-mechanical prosthetic thumb |
| EP3824851A1 (en) | 2015-10-15 | 2021-05-26 | Össur Iceland EHF | Adjustable seal system |
| US10179056B2 (en) | 2015-11-25 | 2019-01-15 | Lim Innovations, Inc. | Transfemoral prosthetic socket with a textile-based cover and intra-frame force applicators |
| DE202016001130U1 (de) * | 2016-02-23 | 2017-05-26 | Lüder Mosler | Abformhilfe für Prothesenstümpfe |
| EP3238667B1 (de) | 2016-04-25 | 2018-10-10 | Össur Iceland EHF | Liner zum überziehen über einen gliedmassenstumpf |
| US11419740B2 (en) | 2017-02-06 | 2022-08-23 | Ossur Iceland Ehf | Adjustable socket system |
| US10940028B2 (en) | 2017-02-06 | 2021-03-09 | Ossur Iceland Ehf | Adjustable socket system |
| US10993819B2 (en) | 2017-02-06 | 2021-05-04 | Ossur Iceland Ehf | Adjustable socket system |
| EP3630022B1 (en) | 2017-05-22 | 2021-06-30 | Össur Iceland EHF | Prosthetic attachment system |
| US11793657B2 (en) | 2017-11-01 | 2023-10-24 | Ossur Iceland Ehf | Prosthetic socket system |
| WO2019108460A1 (en) | 2017-11-28 | 2019-06-06 | Ossur Iceland Ehf | Adjustable seal system, seal component and method for using the same |
| US20190290457A1 (en) * | 2018-03-26 | 2019-09-26 | Kyle Edward Trivisonno | Prosthetic Devices and Methods of Manufacturing the Same |
| CN109481103B (zh) * | 2018-09-29 | 2021-06-22 | 湖南海弘医疗科技有限公司 | 一种假肢阴模取型装置 |
| CN109394397B (zh) * | 2018-09-30 | 2020-06-19 | 浙江大学 | 一种连续碳纤维智能假肢的制造方法 |
| EP3890661A1 (en) | 2018-12-05 | 2021-10-13 | Össur Iceland EHF | Prosthetic liner and method for making the same |
| EP3908232B1 (en) | 2019-01-10 | 2024-01-03 | Össur Iceland EHF | Prosthetic attachment system and corresponding lock assembly |
| WO2020154485A1 (en) * | 2019-01-25 | 2020-07-30 | Ballas Gary Joseph | Modular adjustable prosthetic volume compensation system |
| CN110406107A (zh) * | 2019-06-05 | 2019-11-05 | 广州市康义博假肢矫形技术有限公司 | 一种基于3d打印的义肢接受腔设计方法、系统、电子设备及存储介质 |
| CN110897767A (zh) * | 2019-12-19 | 2020-03-24 | 方霞 | 一种假肢石膏阴型调型的方法 |
| CN111513897B (zh) * | 2020-05-08 | 2024-10-15 | 四川大学华西医院 | 一种适用于记忆合金骨科内植物的微创植入工具 |
| WO2021252328A1 (en) * | 2020-06-12 | 2021-12-16 | Pc3 Innovations, Llc. | Prosthetic socket system for taking a 3d impression, or forming a prosthetic socket about a residual limb |
| WO2022051251A1 (en) | 2020-09-04 | 2022-03-10 | Ossur Iceland Ehf | Interchangeable distal end for a prosthetic socket system |
| US12029665B2 (en) | 2020-11-06 | 2024-07-09 | Ossur Iceland Ehf | Ventilated prosthetic socket and kit for making the same |
| CN113171215B (zh) * | 2021-03-30 | 2023-07-25 | 北京星辰之翼科技有限公司 | 一种加强型残肢弹性保护硅胶套及其加工工艺 |
| GB202111233D0 (en) * | 2021-08-04 | 2021-09-15 | Koalaa Ltd | Limb prosthesis |
| DE102022105269A1 (de) | 2022-03-07 | 2023-09-07 | Romedis Gmbh | Set mit einer Vorrichtung zum Erstellen eines Prothesenschafts aus UV-Licht aushärtendem Harzmaterial und Verfahren |
| WO2024163345A1 (en) | 2023-01-30 | 2024-08-08 | Ossur Iceland Ehf | Brim for prosthetic socket |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US980457A (en) * | 1910-01-13 | 1911-01-03 | Justin Kay Toles | Artificial limb. |
| US2424278A (en) * | 1945-10-08 | 1947-07-22 | Paul W Kunkel | Method of forming sockets for artificial limbs |
| US3393407A (en) * | 1965-12-16 | 1968-07-23 | Edward J. Kandel | Artificial limb with end-bearing socket and method of making |
| US3601819A (en) * | 1970-02-04 | 1971-08-31 | Harry H Herrmann | Sheath device for aiding placement of prosthetic limbs |
| US4411262A (en) * | 1978-04-21 | 1983-10-25 | Bayer Aktiengesellschaft | Constructional material |
| US4502479A (en) * | 1979-09-04 | 1985-03-05 | Minnesota Mining And Manufacturing Company | Water-activated casting material |
| SE420048B (sv) * | 1980-01-28 | 1981-09-14 | Ossur Kristinsson | Anordning for anbringning av en ben- eller armprotes pa en amputationsstump |
| SU1109150A1 (ru) * | 1980-06-21 | 1984-08-23 | Московское Протезно-Ортопедическое Предприятие | Способ получени несущих гильз протезов конечностей и устройства дл его осуществлени |
| GB2085351B (en) * | 1980-09-26 | 1985-02-20 | Blatchford Chas A And Sons Ltd | A method of making an artificial limb component |
| SU1018633A1 (ru) * | 1982-02-03 | 1983-05-23 | Украинский Научно-Исследовательский Институт Протезирования,Протезостроения,Экспертизы И Восстановления Трудоспособности Инвалидов | Устройство дл распределени нагрузки в гильзе протеза нижней конечности |
| GB2149309B (en) * | 1982-03-02 | 1985-11-20 | Blatchford & Sons Ltd | Making artificial limbs |
| SU1195996A1 (ru) * | 1984-07-23 | 1985-12-07 | Украинский Научно-Исследовательский Институт Протезирования,Протезостроения,Экспертизы И Восстановления Трудоспособности Инвалидов | Способ получени анатомических моделей |
| US4635626A (en) * | 1984-11-16 | 1987-01-13 | Max Lerman | Prosthetic stockings |
| US4683877A (en) * | 1985-10-04 | 1987-08-04 | Minnesota Mining And Manufacturing Company | Orthopedic casting article and method |
| US4888225A (en) * | 1985-10-04 | 1989-12-19 | Minnesota Mining And Manufacturing Company | Resin-impregnated foam materials and methods |
| US4667661A (en) * | 1985-10-04 | 1987-05-26 | Minnesota Mining And Manufacturing Company | Curable resin coated sheet having reduced tack |
| SE454943B (sv) * | 1986-06-26 | 1988-06-13 | Ossur Hf | Hylselement, speciellt for amputationsstump |
| US4813090A (en) * | 1987-02-09 | 1989-03-21 | Ibrahim Nabil A | Method of forming a custom orthotic device |
| US5228164A (en) * | 1987-12-24 | 1993-07-20 | Minnesota Mining And Manufacturing Company | Last for preparing custom footwear |
| US5007937A (en) * | 1988-03-31 | 1991-04-16 | New York University Medical Center | Structure for enhanced retention of artificial limbs and method of fabrication |
| SU1586703A1 (ru) * | 1988-08-18 | 1990-08-23 | Алтайский политехнический институт им.И.И.Ползунова | Устройство дл изготовлени анатомической модели культи конечности |
| CA1334640C (en) * | 1988-09-09 | 1995-03-07 | Smith And Nephew Plc | Conformable bandage |
| US5133777A (en) * | 1990-04-20 | 1992-07-28 | Ohio Willow Wood Company | Adjustable lower limb prosthesis and apparatus and method for the adjustment thereof |
| US5376127A (en) * | 1991-07-01 | 1994-12-27 | Swanson; Vern M. | Prosthesis cover and method of producing |
| US5163965A (en) * | 1991-07-29 | 1992-11-17 | Becker Orthopedic Appliance Company | Prosthetic attachment device and method |
| US5263990A (en) * | 1991-12-04 | 1993-11-23 | Handal Jady G | Prosthetic with bar reinforced shell |
| US5258036A (en) * | 1992-01-15 | 1993-11-02 | Carapace, Inc. | Body part mold and method of making |
| US5468140A (en) * | 1992-04-01 | 1995-11-21 | Bridgestone/Firestone, Inc. | Tapered airsleeve curing press |
| US5226918A (en) * | 1992-07-13 | 1993-07-13 | Howard Silagy | Prosthesis with adjustable fitting clearance |
| US5354259A (en) * | 1993-01-25 | 1994-10-11 | Minnesota Mining And Manufacturing Company | Microfiber fillers for orthopedic casting tapes |
| US5507834A (en) * | 1994-05-17 | 1996-04-16 | Laghi; Aldo A. | Transparent silicone suction socket |
| US5503543A (en) * | 1994-09-29 | 1996-04-02 | Laghi; Aldo A. | Prosthetic casting machine |
| US5593454A (en) * | 1995-01-12 | 1997-01-14 | Helmy; Nashat N. | Artificial limb mounting apparatus |
| US5511262A (en) | 1995-05-31 | 1996-04-30 | Horng; Huey-Tsair | Multi-functional stationery assembly |
| US5885509A (en) * | 1996-10-30 | 1999-03-23 | Ossur Hf | Apparatus and process for forming prosthetic socket |
-
1995
- 1995-11-15 US US08/559,311 patent/US5718925A/en not_active Expired - Lifetime
-
1996
- 1996-11-14 DE DE69633634T patent/DE69633634T2/de not_active Expired - Lifetime
- 1996-11-14 IL IL12446496A patent/IL124464A/en not_active IP Right Cessation
- 1996-11-14 BR BR9611527-0A patent/BR9611527A/pt not_active IP Right Cessation
- 1996-11-14 WO PCT/US1996/017777 patent/WO1997017917A1/en active IP Right Grant
- 1996-11-14 CN CNA2003101233782A patent/CN1507838A/zh active Pending
- 1996-11-14 EP EP03028701A patent/EP1433447A3/en not_active Withdrawn
- 1996-11-14 CN CNB961995335A patent/CN1168423C/zh not_active Expired - Fee Related
- 1996-11-14 JP JP9518916A patent/JP2000500672A/ja active Pending
- 1996-11-14 ES ES96940760T patent/ES2236756T3/es not_active Expired - Lifetime
- 1996-11-14 KR KR10-1998-0703607A patent/KR100445086B1/ko not_active IP Right Cessation
- 1996-11-14 AT AT96940760T patent/ATE286698T1/de not_active IP Right Cessation
- 1996-11-14 EP EP96940760A patent/EP0868158B1/en not_active Expired - Lifetime
- 1996-11-14 RU RU98111488/14A patent/RU2192208C2/ru not_active IP Right Cessation
- 1996-11-14 AU AU10738/97A patent/AU727558B2/en not_active Ceased
- 1996-11-15 HR HR08/559,311A patent/HRP960541A2/xx not_active IP Right Cessation
-
1997
- 1997-02-27 TW TW086102629A patent/TW319692B/zh active
-
1998
- 1998-02-17 US US09/025,446 patent/US5972036A/en not_active Expired - Lifetime
- 1998-02-17 US US09/025,447 patent/US5971729A/en not_active Expired - Lifetime
- 1998-05-14 IS IS4742A patent/IS4742A/is unknown
-
1999
- 1999-09-21 US US09/399,756 patent/US6416703B1/en not_active Expired - Lifetime
-
2003
- 2003-11-14 JP JP2003385331A patent/JP2004113809A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010115348A (ja) * | 2008-11-13 | 2010-05-27 | Kota Horie | 義肢のソケットの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1433447A3 (en) | 2009-04-22 |
| IL124464A (en) | 2002-02-10 |
| RU2192208C2 (ru) | 2002-11-10 |
| IL124464A0 (en) | 1998-12-06 |
| TW319692B (ja) | 1997-11-11 |
| EP0868158A4 (en) | 2001-02-14 |
| CN1507838A (zh) | 2004-06-30 |
| KR19990067583A (ko) | 1999-08-25 |
| AU1073897A (en) | 1997-06-05 |
| AU727558B2 (en) | 2000-12-14 |
| ATE286698T1 (de) | 2005-01-15 |
| CN1207030A (zh) | 1999-02-03 |
| US5971729A (en) | 1999-10-26 |
| HRP960541B1 (ja) | 2002-02-28 |
| BR9611527A (pt) | 1999-12-28 |
| ES2236756T3 (es) | 2005-07-16 |
| US5718925A (en) | 1998-02-17 |
| HRP960541A2 (en) | 1998-04-30 |
| US6416703B1 (en) | 2002-07-09 |
| DE69633634T2 (de) | 2006-06-01 |
| WO1997017917A1 (en) | 1997-05-22 |
| US5972036A (en) | 1999-10-26 |
| DE69633634D1 (de) | 2005-12-15 |
| EP0868158A1 (en) | 1998-10-07 |
| CN1168423C (zh) | 2004-09-29 |
| EP0868158B1 (en) | 2005-01-12 |
| IS4742A (is) | 1998-05-14 |
| JP2000500672A (ja) | 2000-01-25 |
| KR100445086B1 (ko) | 2005-08-04 |
| EP1433447A2 (en) | 2004-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004113809A (ja) | 人工器官ソケットを作るための方法と装置、およびそれによって作られる人工器官ソケット | |
| RU2155562C1 (ru) | Устройство и способ формования протезного гнезда | |
| EP2040650B1 (en) | Method and kit for making prosthetic socket | |
| CA1332261C (en) | Structure for enhanced retention of artificial limbs and method of fabrication | |
| US7344567B2 (en) | Immediate postoperative prosthesis | |
| RU98111488A (ru) | Способ и устройство для изготовления вкладыша протеза и вкладыш протеза, изготовленный таким образом | |
| JPH0824696B2 (ja) | 医療用包帯製品および医療用包帯製品を構成する方法 | |
| US5980576A (en) | Method of providing prosthetic sockets and temporary prosthetic socket | |
| CA2237880C (en) | Process and apparatus for making prosthesis socket | |
| US20160074178A1 (en) | METHODS FOR PREPARING PRECISELY FITTED CASTS for PROSTHETICS | |
| GB2116432A (en) | Improved method and apparatus for manufacturing an artificial limb | |
| MXPA99004100A (en) | Apparatus and process for forming prosthesis socket | |
| Subih | Developing and Testing an Interface Pressure Control System in 3D Printed Transtibial Prosthetic Socket | |
| CH675066A5 (en) | Medical or multiple purpose bandage - matches shape of body and is hollow, containing spheres, and connected to suction source |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060307 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20060607 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20060612 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060906 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20061010 |