JP2004058611A - スパークプラグ用絶縁碍子の印刷装置及び印刷方法 - Google Patents
スパークプラグ用絶縁碍子の印刷装置及び印刷方法 Download PDFInfo
- Publication number
- JP2004058611A JP2004058611A JP2002223756A JP2002223756A JP2004058611A JP 2004058611 A JP2004058611 A JP 2004058611A JP 2002223756 A JP2002223756 A JP 2002223756A JP 2002223756 A JP2002223756 A JP 2002223756A JP 2004058611 A JP2004058611 A JP 2004058611A
- Authority
- JP
- Japan
- Prior art keywords
- roller
- printing
- ink
- insulator
- marking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F17/00—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for
- B41F17/08—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for for printing on filamentary or elongated articles, or on articles with cylindrical surfaces
- B41F17/14—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for for printing on filamentary or elongated articles, or on articles with cylindrical surfaces on articles of finite length
- B41F17/20—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for for printing on filamentary or elongated articles, or on articles with cylindrical surfaces on articles of finite length on articles of uniform cross-section, e.g. pencils, rulers, resistors
- B41F17/22—Printing apparatus or machines of special types or for particular purposes, not otherwise provided for for printing on filamentary or elongated articles, or on articles with cylindrical surfaces on articles of finite length on articles of uniform cross-section, e.g. pencils, rulers, resistors by rolling contact
Landscapes
- Printing Methods (AREA)
- Rotary Presses (AREA)
- Spark Plugs (AREA)
Abstract
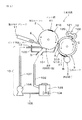
【解決手段】インク膜41を形成する印刷用凹版22を有する刻印ローラー2と,絶縁碍子5の側面に印刷模様を形成するための転写面310を有する転写ローラ3ーと,印刷用凹版22にインクを供給するためのインク供給ノズル13と,刻印ローラー2に付着したインク膜41形成に寄与しない余分のインクを掻き取るための掻き取りブレード11とを有し,印刷用凹版22を構成する凹部の深さは15〜20μmである。
【選択図】 図1
Description
【技術分野】
本発明は,スパークプラグ用絶縁碍子の側面などに意匠や文字などを印刷形成する印刷装置に関する。
【0002】
【従来技術】
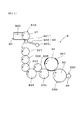
筒型のスパークプラグ用絶縁碍子99の側面990に意匠や文字などからなる印刷模様を設けるため,従来は図25に示すごとき凸版印刷装置9を用いていた。この凸版印刷装置9は回転軸(図示略)で回転可能に支持して構成する下記に示すごとき各種の円柱状のローラー91等を有する。
【0003】
すなわち,インク900を保持するインクタンク90と,側面910にインク900を保持してインク膜となし,後述する移送部92を用いてインクタンク90からインク練ローラー931へインク膜(図示略)を移送するインクローラー91と,インク膜を移送しつつ練って,インク膜の粘度や厚みを調整するためのインク練ローラー931〜936とを有する。
【0004】
インク練ローラー936からインク膜を受け取るための凸版941を備えた凸版ローラー94と,該凸版ローラー94の凸版941において形成された印刷模様と同形のインク膜を転写するための転写面950を側面に備えた転写ローラー95を有する。
【0005】
また,上記凸版ローラー94は絶縁碍子99の側面990に形成しようとする印刷模様と略同形の凸版941を備え,上述したごとく,インク練ローラー936から受け取ったインク膜を,上記凸版941において印刷模様と同形状の印刷用のインク膜となす。また上記凸版ローラー94はゴムよりなる。
【0006】
また,上記移送部92はインクローラー91,インク練ローラー931と交互に当接可能に移動するローラー921と該ローラー921を回動ローラー923に支承するための支承部922を有する。回動ローラー923を回転中心,支承部922を動径として上記ローラー921は移動する。
【0007】
【解決しようとする課題】
しかしながら,凸版による印刷で絶縁碍子に印刷模様を形成する際は,次のような問題が生じるおそれがあった。
すなわち,スパークプラグ用絶縁碍子は小径の円筒形状のセラミック製品であり,その側面は傾斜が急な円筒面よりなる。
このような側面にゴムよりなる凸版をあてると,凸版を構成する凸部の先端が碍子の側面にあたってこすれ磨耗し使用するたびに凸版の形が崩れていく。従って,絶縁碍子に転写されるインク膜も凸版の磨耗と共に形状が変化し,印刷品質低下の原因となっていた。
【0008】
本発明は,かかる従来の問題点に鑑みてなされたもので,優れた印刷品質が得られるスパークプラグ用絶縁碍子の印刷装置及び印刷方法を提供しようとするものである。
【0009】
【課題の解決手段】
第1の発明は,スパークプラグ用絶縁碍子の側面に印刷模様を形成する印刷装置であって,
該印刷装置は,
回転軸で回転可能に支持して構成すると共に側面にインクを保持することでインク膜を形成するための印刷用凹版を有する円柱状の刻印ローラーと,
回転軸で回転可能に支持して構成すると共に側面に上記刻印ローラーから上記印刷用凹版のインク膜が転写されると共に該インク膜を上記絶縁碍子の側面に更に転写して上記絶縁碍子の側面に印刷模様を形成するための転写面を有する円柱状の転写ローラーと,
上記刻印ローラーの上記印刷用凹版に上記インクを供給するためのインク供給ノズルと,
上記刻印ローラーと接触して上記刻印ローラーに付着したインク膜形成に寄与しない余分のインクを掻き取るための掻き取りブレードとを有し,
さらに上記刻印ローラーの上記印刷用凹版を構成する凹部の深さは15〜20μmであることを特徴とするスパークプラグ用絶縁碍子の印刷装置にある(請求項1)。
【0010】
次に,第1の発明の作用効果につき説明する。
第1の発明にかかる印刷装置は,刻印ローラーに設けた印刷用凹版においてインク膜を形成し,該インク膜を転写ローラーの転写面に転写し,その後転写ローラーから絶縁碍子にインク膜を転写することで印刷を行うよう構成した装置である。
【0011】
まず,本発明にかかる印刷装置を用いた印刷において,印刷模様となるインク膜を形成する印刷用凹版は,直接絶縁碍子に対して当接しないため,印刷用凹版の劣化が生じ難い。
さらに印刷用凹版は凹部よりなるため,転写ローラーの転写面に対して印刷用凹版が直接当接することも殆どない。
【0012】
また,印刷用凹版を構成する凹部も刻印ローラーの表面から刻印ローラーの径方向に沿って図った深さが15〜20μmと適当な値の範囲内であるため,インクの乾燥を防ぐと同時に均一な膜厚のインク膜が確保でき,転写される度に新しいインクが凹部に入り込むという理由から印刷用凹版の劣化が生じ難い。
【0013】
このように劣化し難い印刷用凹版を用いてインク膜を形成し,該インク膜を転写ローラーを介して絶縁碍子に転写して印刷模様を形成することができるため,優れた印刷品質を得ることができる。
印刷用凹版を構成する凹部の深さが15μm未満である場合は,インク乾燥が進み,印刷模様のカスレやカケが生じるおそれがあり,20μmより大である場合は,インク乾燥が遅れるため,転写ローラーにインク膜が転写されず(または不完全な状態でインク膜が転写される),印刷模様のカスレやカケが生じるおそれがある。
【0014】
また,第2の発明は,請求項1〜11のいずれか1項に記載のスパークプラグ用絶縁碍子の印刷装置を用いて,絶縁碍子の側面に印刷模様を形成することを特徴とするスパークプラグ用絶縁碍子の印刷方法にある。
上記印刷装置を用いた印刷方法によれば,劣化し難い印刷用凹版を用いてインク膜を形成し,該インク膜を転写ローラーを介して絶縁碍子に転写して印刷模様を形成することができるため,優れた印刷品質を得ることができる。
【0015】
以上,本発明によれば,優れた印刷品質が得られるスパークプラグ用絶縁碍子の印刷装置及び印刷方法を提供することができる。
【0016】
【発明の実施の形態】
本発明(請求項1)の印刷装置は少なくとも2種類のローラーを備える。刻印ローラーと転写ローラーである。刻印ローラーも転写ローラーも共に回転軸で回転可能に支持して構成する。
そして,刻印ローラーとインク供給ノズルとが対面する場所で,該インク供給ノズルによって印刷用凹版にインクが供給される。インクが供給され,印刷用凹版にてインク膜が形成された後,インク膜形成に寄与しない余分のインクを掻き取ることができるように,上記インク供給ノズルの対面位置よりも刻印ローラーの回転方向に沿ってより下流側の場所で掻き取りブレードが刻印ローラーと対面するように構成する。
【0017】
そして,上記掻き取りブレードと刻印ローラーとが対面した位置よりも,刻印ローラーの回転方向に沿ってより下流側の場所で,上記転写ローラーは上記刻印ローラーと接触し,ここにおいて印刷用凹版のインク膜が転写ローラーに転写されるよう構成する(図1参照)。
【0018】
また,インク供給ノズルから印刷用凹版にインクを供給するが,印刷用凹部に保持されずに脱落したインクを回収するためのインク受け皿をインク供給ノズルや刻印ローラーよりも下方に設けることが好ましい。
また,インク受け皿に溜まったインクの沈殿を解消し,再びインク供給ノズルに戻してやるための攪拌循環機構を印刷装置に設けることが好ましい。これにより,インクの無駄を防ぐことができる。
【0019】
また,印刷装置は,上記転写ローラーの転写面に接し,転写面からインク膜を絶縁碍子に転写した後に該転写面に残留するインク膜の残りやカスを除去するためのクリーニングローラーを有することが好ましい。
これにより,残留したインク膜によって転写ローラーが汚れ,この汚れが絶縁碍子に転写されるなどして絶縁碍子の印刷品質が低下することを防止できる。
なお,上記クリーニングローラーも長時間使用すると汚れるために,適当な時間間隔などをおいて交換できるよう,交換可能に構成することが好ましい。
【0020】
また,刻印ローラーと転写ローラーとを垂直方向のテーブルに配列したいわゆる縦型の印刷装置と,刻印ローラーと転写ローラーとを平面状のテーブルに配置したいわゆる横型の印刷装置とがあり,本発明は両方ともに使用することができる。なお,後述する実施例は縦型の印刷装置である。
【0021】
次に,上記刻印ローラーは金属よりなり,上記転写ローラーは樹脂またはゴムよりなることが好ましい(請求項2)。
これによれば,転写ローラーの弾力性を利用した印圧によって,インク膜を転写することができる。
また,上記刻印ローラーの印刷用凹版のみを金属で構成することもできる。また,転写ローラーの転写面のみをゴムや樹脂で構成することもできる。
また,刻印ローラーを構成する金属としては,例えばSKD11(ダイス鋼),SKH(ハイス鋼)を使用することができる。上記転写ローラーとしては,シリコーンゴムのように離型性のよい材料より構成することが好ましい。
【0022】
また,上記刻印ローラーと上記転写ローラーとがそれぞれ周速度及び印圧が略一定で接触するよう構成したことが好ましい(請求項3)。
刻印ローラー及び転写ローラーの周速度や両者の間に作用する印圧が時間と共に変動した場合,印刷模様のズレや汚れが発生するおそれがある。周速度や印圧の時間変化を防止(ギアのバックラッシュ廃止)することで,より優れた印刷品質を得ることができる。
なお,印圧は刻印ローラーと転写ローラーとの間の接触圧力,周速度(m/分)は(刻印ローラーまたは転写ローラーの)直径(mm)×0.00314×回転数(rpm)で算出される周方向の速度である。
【0023】
また,上記掻き取りブレードは,上記刻印ローラーの側面よりも上方にあり,該刻印ローラーの回転方向と平行方向及び垂直方向に移動可能に構成し,さらに押圧力を上記刻印ローラーの側面に対し付与するよう構成することが好ましい(請求項4)。
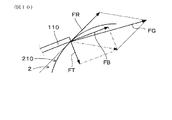
本構成の場合,後述する図10に示すごとく,回転力FR,押圧力FBの他に直力FTがかかり,これらの合成力FGが刻印ローラーの側面から余分のインクを充分に掻き落とすことができ,よって余分のインクが転写ローラーに付着することが防止され,優れた印刷品質を得ることができる。
【0024】
なお,掻き取りブレードが刻印ローラーの側面上方にある点については,後述する実施例2にかかる図4〜図8等に具体的な位置関係を記載した。本構成は,掻き取りブレードが刻印ローラーに対し上方に位置するため,いわゆる上側掻き取りとなる。
また,上記掻き取りブレードにおいて実際の掻き取りを行う掻き取り刃(図7,図8参照)などの構成を例えばボールプランジャ等の押圧部材を用いて刻印ローラーの側面に押し当てることで上記押圧力を加えることができる。
【0025】
また,上記掻き取りブレードは,上記刻印ローラーの側面よりも下方にあり,該刻印ローラーの回転方向と平行方向及び垂直方向に移動可能に構成することが好ましい(請求項5)。
これにより,掻き取りブレードの刻印ローラーへの食いつきがよくなり,刻印ローラーのひずみ,偏心といった面の状態に左右されることなく良好な追従性を得て,刻印ローラーの側面から余分のインクを充分に掻き落とすことができ,よって余分のインクが転写ローラーに付着することが防止され,優れた印刷品質を得ることができる。
【0026】
なお,掻き取りブレードが刻印ローラーの側面下方にある点については後述する実施例3にかかる図11,12などに具体的な位置関係を記載した。本構成は,掻き取りブレードが刻印ローラーに対し下方に位置するため,いわゆる下側(逆)掻き取りとなる。
【0027】
また,上記掻き取りブレードの硬度は上記刻印ローラーよりも柔らかいことが好ましい(請求項6)。
これにより,掻き取りの際に掻き取りブレードによる刻印ローラーの損傷を防止できる。
【0028】
また,上記刻印ローラーと上記転写ローラーとが接触する際の印圧は0.3〜0.8mmであることが好ましい(請求項7)。
これにより,転写ローラーの弾力性と縮み代がマッチし,きれいなインク膜の転写を行うことができる。
【0029】
印圧が0.3mm未満である場合は,刻印ローラーから転写ローラーへのインク膜の転写が困難となるおそれがあり,印圧が0.8mmより大である場合は,カスレや印刷模様の細化が生じて印刷品質の低下が発生するおそれがある。
なお,印圧とは,転写ローラーの縮み代であり,この数値によってインク膜の転写状態を管理する。本来は圧力表示となすべきであるが,本装置は刻印ローラーと転写ローラー間の距離を数値化している。これにより,印刷状態の確認及び調整を簡略化(すべてギア機構で制御)できる。
【0030】
また,上記インクの温度は20〜35℃であることが好ましい(請求項8)。低温ではインクの粘度が高くなるため印刷品質の低下が生じやすくなる。20℃以上に保持して印刷を行うことで,印刷品質を高めることができる。
インクの温度が20℃未満である場合は,粘度が高くなり転写困難または不能となる可能性がある。また,インク温度の上限は希釈剤(シンナー類)の蒸発防止から35℃とすることが好ましく,これより高温のインクを用いた場合は,転写ローラー上でのインク乾燥が発生し,うまく絶縁碍子にインク膜がのらずに,印刷模様のカケやカスレが発生すると共に転写ローラー上でインクが固化し,場合によっては印刷不能となるおそれがある。
【0031】
また,上記転写ローラーにおける転写面は上記スパークプラグ用絶縁碍子の側面形状に対応した段つき構造を備えることが好ましい(請求項9)。
これにより,絶縁碍子の側面が段差を備えていたり,凹凸を備えていたりした場合であっても,絶縁碍子の側面の形状に対応した形状の転写面からインク膜が転写され,品質の高い印刷模様を得ることができる。
【0032】
また,上記刻印ローラーの表面は硬化処理されていることが好ましく(請求項10),特に上記刻印ローラーの表面はTiN処理されていることが好ましい(請求項11)。
これにより,刻印ローラーの磨耗や傷つきを防止し,印刷用凹版の精度を維持することができるため,優れた印刷品質を得ることができる。
なお,上記硬化処理としては,熱処理によるものと,表面に保護膜を形成して硬化させる方法とがある。保護膜としてTiNを用いることで,特に耐摩耗性が上がり,刻印ローラーのキズによる汚れの転写防止効果を得ることができる。
また,TiNは物理蒸着や化学蒸着などの方法を利用して形成することができる。
【0033】
【実施例】
以下に,図面を用いて本発明の実施例について説明する。
(実施例1)
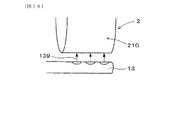
図1及び図2に示すごとく,本発明にかかるスパークプラグ用絶縁碍子5の側面に印刷模様54を形成する印刷装置1について説明する。
上記印刷装置1は,回転軸20で回転可能に支持して構成すると共に側面210にインクを保持することでインク膜41を形成するための印刷用凹版22を有する円柱状の刻印ローラー2と,回転軸30で回転可能に支持して構成すると共に側面に上記刻印ローラー2から上記印刷用凹版22のインク膜41が転写されると共に該インク膜41を上記絶縁碍子5の側面に更に転写して上記絶縁碍子5の側面に印刷模様54を形成するための転写面310を有する円柱状の転写ローラー3とを有する。
【0034】
また,上記刻印ローラー2の上記印刷用凹版22に上記インクを供給するためのインク供給ノズル13と,上記刻印ローラー2と接触して上記刻印ローラー2に付着したインク膜41の形成に寄与しない余分のインクを掻き取るための掻き取りブレード11とを有する。
さらに上記刻印ローラー2の上記印刷用凹版22を構成する凹部の深さは15〜20μmである。
【0035】
以下,詳細に説明する。
本例の印刷装置1は,図1に示すごとく,刻印ローラー2,転写ローラー3,インク供給ノズル13,掻き取りブレード11,クリーニングローラー12,攪拌循環機構10よりなる。
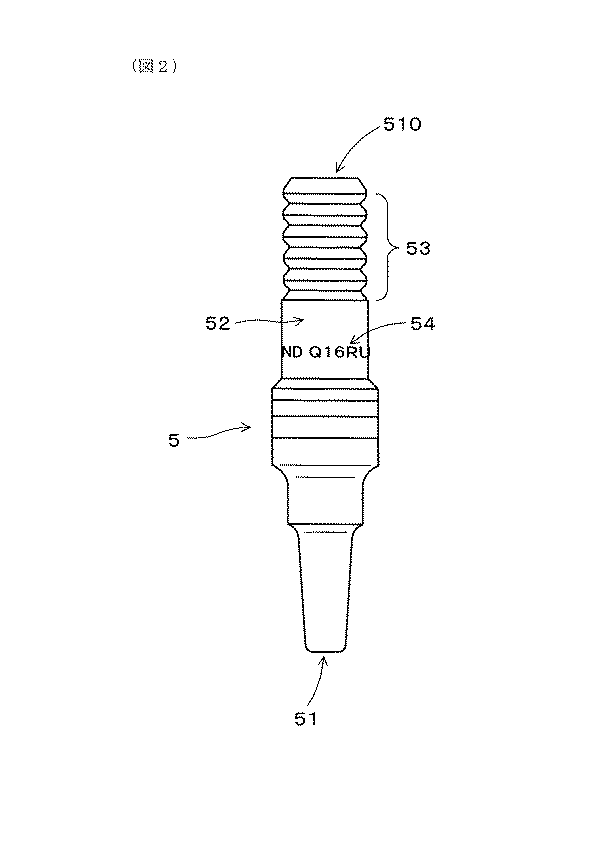
この印刷装置1を用いて,図2に示すごとき,スパークプラグ用絶縁碍子5の側面に印刷模様54を形成する。
【0036】
ここに絶縁碍子5は,有底円筒形でアルミナセラミックよりなり,先端側51と基端側510との間の各部はそれぞれ径が異なり,側面に段差を備えた状態にある。中央付近は段差のない延部52が,延部52よりも基端側は規則的な段差がならぶ段付部53である。そして,上記延部52に文字列よりなる印刷模様54を有し,この印刷模様54を本例にかかる印刷装置1を用いて設ける。
【0037】
次に,印刷装置1について説明する。
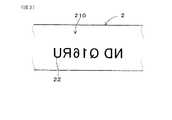
図1に示すごとく,本例の印刷装置1にかかる円柱状の刻印ローラー2は,回転軸20で回転可能に支持して構成すると共に側面210にインクを保持してインク膜41を形成するための印刷用凹版22を有する。印刷用凹版22は,図3に示すごとく,印刷模様54の鏡像となる形状の凹部よりなる。
【0038】
また,印刷用凹版22を構成する凹部の深さは15〜20μmの範囲にある。なお,凹部の深さは側面210において平均化した表面から平均化した凹部の底までを,刻印ローラー2の径方向に沿って計った距離である。
また,本例の刻印ローラー2はダイス鋼(SKD11)よりなる。このダイス鋼は硬度がHRC(焼入れ硬度)60〜62であり,寸法は直径75mm,幅は20mmである。
【0039】
次に,本例の円柱状の転写ローラー3は,回転軸30で回動可能に支持して構成する。そして側面全体が転写面310となる。
この転写面310は,上記刻印ローラー2から上記印刷用凹版22のインク膜41が転写される場所である。そして,上記転写面310から上記絶縁碍子5の延部52の側面に上記インク膜41を転写して印刷模様54を形成する。
上記転写面310は凹凸の殆ど無い滑らかな表面状態を備え,かつ転写ローラー3はシリコーンゴムよりなり,硬度は50°,寸法は直径75mm,幅が10mmである。
【0040】
また,上記印刷装置1のインク循環部10は,インク供給ノズル13から刻印ローラー2の印刷用凹版22にインクを吹き付けによって供給した残りを再利用するシステムである。
【0041】
上記攪拌循環機構10について説明する。
刻印ローラー2の下方にインク受け皿100が設置され,該インク受け皿100の底部には攪拌器104を備えた攪拌タンク103に移送パイプ102を通じて導出される導出路101が設けてある。この導出路101より刻印ローラー2の印刷用凹版22にインク供給ノズル13から吹き付けてインク膜形成に消費されなかった残りを回収する。回収されたインクは攪拌タンク103に集められるが,この攪拌タンク103は攪拌翼104を供えており,該攪拌翼104を駆動することで,タンク103内のインクを攪拌することができる。この攪拌によりインクの沈殿を解消できる。また,インクの粘度を調整できる。
【0042】
上記攪拌タンク104は移送パイプ105を経てポンプ106と接続される。またポンプ106からは別の移送パイプ107を通じてインク供給ノズル13へ接続される。
そして,攪拌タンク104で攪拌されたインクはポンプ106によって,再びインク供給ノズル13へ送られ,ここから刻印ローラー2に対して吹き付けらて再利用される。
【0043】
また,本例の印刷装置1は,上記刻印ローラー2と接触して上記刻印ローラー2に付着したインク膜41の形成に寄与しない余分のインクを掻き取るための掻き取りブレード11を有する。
【0044】
この掻き取りブレード11は,掻き取りを行う掻き取り刃と該掻き取り刃を支える支持部とよりなり,詳細は実施例2の図4〜6などに示す。
また,掻き取りブレード11の位置は刻印ローラー2の側面上方(実施例2参照)と反対に側面下方(実施例3参照)とがある。図1は側面下方に位置する場合について記載した図面である。
【0045】
また,上記転写ローラー3と当接して,転写面310からインク膜41を絶縁碍子5に転写した後に該転写面310に残留するインク膜の残りやインクカスを除去するためのクリーニングローラー12を上記印刷装置1は有する。
このクリーニングローラー12は二つのローラー部121,122にかかる回転軸(図示略)をベルト120で連結した構成である。
なお,クリーニングローラー12はカスなどが付着して使用時間の増大と共に汚れていくため,適当な時間ごとに交換する必要がある。そのため,クリーニングローラー12は交換容易な構造を採用すると共に,ローラー表面に紙テープをまいて,カスインクと共に簡単に捨てられる方法を採用している。
【0046】
本例の印刷装置1において,刻印ローラー2は時計回りに,転写ローラー3は反対の反時計回りに回動するよう構成され,両者は当接する。この当接場所Aより転写ローラー3の回転方向に転写面310と絶縁碍子5との当接場所Bが,さらに回転方向にクリーニングローラー12と転写面310の当接場所Cがある。また,当接場所Bがインク膜41が絶縁碍子5に転写されて印刷模様54が形成される場所となる。
【0047】
また,刻印ローラー2は当接場所Aより刻印ローラー2の回転方向(時計回り方向)にインク供給ノズル13によるインクの吹き付け場所Dが,ここよりもさらに刻印ローラー2の回転方向に掻き取りブレード11による掻き取り場所Eがある。
【0048】
また,上記刻印ローラー2と転写ローラー3は常に同じ場所で接触した状態となるよう固定されるが,両者が当接する際の印圧は略一定であり,また刻印ローラー2と転写ローラー3の周速度も略一定となるように制御される。
なお,上記刻印及び転写ローラー2,3の回転速度は12rpmであり,それぞれの周速度は約47.1mm/秒である。
【0049】
また,本例の印刷装置1で用いた印刷用のインクは,無機系の着色顔料が45〜65重量%,アルキッド樹脂(モシロール系)20〜40重量%,ガラスフリット(融点350℃)2〜5重量%,芳香族炭化水素系溶剤7〜13重量%よりなる(全体で100重量%となる)。
また,このインクは,比重1.5〜1.9,発火点480℃,沸点140℃である。このインクを粘度20〜40ポアズ,温度を20〜35℃として印刷に使用した。
【0050】
この印刷装置1を用いた絶縁碍子5に対する印刷模様54の印刷について説明すると,インク供給ノズル13から回転する刻印ローラー2に対してインクを吹き付ける。この吹き付けは刻印ローラー2の側面に設けた印刷用凹版22がインク供給ノズル13の対面する位置に達した状態で行われる。この吹き付けで印刷用凹版22を構成する凹部にインクが充填され,インク膜41が形成される。あまったインクは落下してインク受け皿100に溜まる。溜まったインクは攪拌循環機構10を通じて再びインク供給ノズル13に向かう。
【0051】
上記インクの吹き付けによってインク膜41が形成されると共に,吹き付けられたインクによって刻印ローラー2に余分のインクからなる汚れが生じる。この汚れは掻き取り場所Eにおいて掻き取りブレード11によって掻き取られ,除去される。
ついで,刻印ローラー2の印刷用凹版22が転写ローラー3と当接場所Aにおいて接触し,インク膜41が転写ローラー3に転写され,印刷用凹版22の内部はからになる。
【0052】
インク膜41は転写ローラー3の回転によって当接場所Bに到達し,ここで絶縁碍子5の側面に転写され,印刷模様54を形成する。なお,絶縁碍子5は印刷模様54が形成された後は未印刷のものと交換される。
インク膜41のなくなった転写面310は,インクカスなどの汚れが残っているが,これはクリーニングローラー12で清掃されるため,当接場所Aでは汚れていない転写面310が刻印ローラー2に当接する。
【0053】
本例の作用効果について説明する。
上記印刷装置1は,刻印ローラー2に設けた印刷用凹版22においてインク膜41を形成し,該インク膜41を転写ローラー3の転写面310に転写し,その後転写ローラー3から絶縁碍子5にインク膜41を転写することで印刷を行うよう構成した装置である。
【0054】
まず,この印刷装置1を用いた印刷において,印刷模様54となるインク膜41を形成する印刷用凹版22は,直接絶縁碍子5に対して当接しないため,印刷用凹版22の劣化が生じ難い。
【0055】
さらに印刷用凹版22は凹部よりなるため,転写ローラー3の転写面310に対して印刷用凹版22が直接当接することも殆どない。また,印刷用凹版22を構成する凹部も刻印ローラー2の表面から刻印ローラー2の径方向に沿って図った深さが15〜20μmと適当な値の範囲内であるため,インク乾燥によって引き起こされる印刷模様のカスレ,カケ,にじみ等,印刷用凹版の不具合が生じ難い。
以上,本例によれば,優れた印刷品質が得られるスパークプラグ用絶縁碍子の印刷装置を提供することができる。
【0056】
(実施例2)
本例では,刻印ローラーの上側に位置する掻き取りブレードとその構成等について説明する。
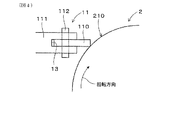
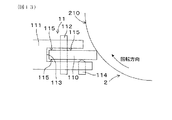
図4〜図6に示す掻き取りブレード11は,掻き取りを行う掻き取り刃110と該掻き取り刃110を支える支持部111とよりなる。支持部111は図4に示すごとく,刻印ローラー2と対面する側の側面から内部に向かう切り込み113を備え,該切り込み113に掻き取り刃110の根元が挿入され,支持部111の上面から下面に貫通するピン112によって,支持部111に対し掻き取り刃110が固定される。
なお,図5及び図6は共に掻き取り刃110と刻印ローラー2との接触状態を示す説明図である。
【0057】
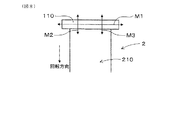
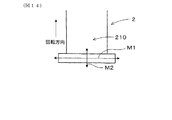
そして,掻き取り刃110は,下側面の先端において刻印ローラー2と接触し,両者の接触部分において余分なインクの掻き取りを行う。また,図5に,掻き取りブレード11の移動可能な方向を矢線で記載したが,同図に示すようにこの掻き取りブレード11の掻き取り刃110の幅は刻印ローラー2よりも広く,刻印ローラー2の回転方向に対して垂直な方向M1,つまり刻印ローラー2の幅方向に移動可能となるよう構成する。
【0058】
また,上記と異なる構成の掻き取りブレード11として,図7,図8にかかる,掻き取り刃110を上方から押圧するボールプランジャ114と,掻き取り刃110を切り込み113内で支持する支持突起115を備えた構成がある。なお,図7からは1つしか見えないが,ボールプランジャ114は掻き取り刃110の幅方向に2個設けてあり,一つのポールブランジャ114は約3kg/fの直力を掻き取り刃110に付与し,掻き取り刃110が刻印ローラー2の側面に押し付けられ,掻き取りにあたって掻き取りブレードがブレないように構成した。
【0059】
また,掻き取り刃110の移動可能な方向は,図5と同様に,刻印ローラー2の回転方向に対し垂直な方向M1である。また,刻印ローラー2がうねった場合でも追随できる様,M2,M3といった回転方向に対し垂直な方向(この場合,刻印ローラー2の両端に追随)にも移動可能に構成した。
【0060】
このような構成にかかる掻き取りブレード11を,図1にかかる印刷装置1に取り付けて絶縁碍子5に対する印刷を行った結果,いずれの掻き取りブレード11を用いた場合でも,印刷模様にゴミやヨゴレ,カスレが少ない(または,まったくない),優れた印刷品質を得ることができた。
【0061】
ただし,図4〜図6にかかる掻き取りブレード11よりも,図7,図8にかかる掻き取りブレード11のほうが,ボールプランジャ114を設けた分,掻き取り刃110を均一に刻印ローラー2に押し付けることができるため,掻き取り刃110のブレが少なくなり,優れた掻き取り効率を得ることができる。
また,余分のインクを充分掻き取ることが可能な掻き取り寿命も長くなることが分かった。
掻き取り寿命が長いと段取の調整時間が短縮できると共に,インク汚れの不良の絶縁碍子の発生率も低減可能である。
【0062】
図4〜図6にかかる掻き取りブレード11の場合,図9に示すごとく,刻印ローラー2の側面210と掻き取り刃110との接触場所における接線方向に作用する刻印ローラー2の回転力FRと,掻き取り刃110が刻印ローラー2を押す押圧力FBとの合成力FGが発生する。この合成力FGが刻印ローラー2の側面から余分のインクを掻き落とす力となる。
【0063】
また,図7,図8にかかる掻き取りブレード11の場合,図10に示すごとく,回転力FR,掻き取り刃110の押圧力FBの他にボールプランジャ114による直力FTがかかり,これらの合成力FGが刻印ローラー2の側面から余分のインクを掻き落とす力となる。
【0064】
図9と図10に示された合成力FGは,図10のほうがより刻印ローラー2の内部に向かう方向に作用しており,よって,ボールプランジャ114を設けて掻き取り刃110に直力を作用させる構成の図7,図8にかかる掻き取りブレード11のほうが,より掻き取り刃110を刻印ローラー2に対して追従させることができ,掻き取りの効率が高くなる。
【0065】
(実施例3)
本例では,刻印ローラー2の下側に位置する掻き取りブレード11とその構成等について説明する。
図11,図12にかかる掻き取りブレード11は,掻き取りを行う掻き取り刃110と該掻き取り刃110を支える支持部118,119とよりなる。支持部118,119は,図11(a)に示すごとく,掻き取り刃110を上下から挟持し,支持部118から支持部117を貫通するピン112によって固定する。
図11(a)のA方向から見た要部断面斜視図を図11(b)に示すが,本例の掻き取りブレード11はこのように断面が十字になっており,刻印ローラー2との接触状態は,図11(c),図12に示す状態となる。
【0066】
そして,掻き取り刃110は,上側面の先端において刻印ローラー2と接触し,両者の接触部分において余分なインクの掻き取りを行う。また,図12に,掻き取りブレード11の移動可能な方向を矢線で記載したが,同図に示すようにこの掻き取りブレード11の掻き取り刃110の幅は刻印ローラー2よりも広く,刻印ローラー2の回転方向に対して垂直な方向M1,つまり刻印ローラー2の幅方向に移動可能となるよう構成する。また,刻印ローラー2の回転方向に対して平行な方向M2に対して移動可能となるよう構成する。
【0067】
また,図13,図14にかかる掻き取りブレード11は,図7,図8にかかる掻き取りブレード11と同じ構成である。ただし,刻印ローラー2の下側に掻き取りブレード11を配置して,掻き取り刃111の上側を刻印ローラー2にあてて掻き取りを行う構成とした。
これらの構成にかかる掻き取りブレード11を用いることで,刻印ローラー2の面の振れに対し追従でき,インク掻き取りの不具合防止を図ることができる。
また,掻き取り寿命を長くすることができ,よって段取の調整時間が短縮できると共に,インク汚れの不良の絶縁碍子の発生率も低減可能である。
【0068】
(実施例4)
本例は,刻印ローラーに設けた印刷用凹版の全体にメッシュを設けたもの,全体の1/3程度の面積にメッシュを設けたもの,まったく設けていないものをそれぞれ準備して,同じ印刷装置(実施例1参照)に取り付けて,絶縁碍子に印刷を行って,それぞれの印刷品質について比較した。なお,メッシュを設けることで,凹版を構成する凹部が網目状のメッシュとなる。
【0069】
その結果,1/3程度の面積にメッシュを設けた印刷用凹版とした場合,掻き取りブレードにビビリも生じなく,また非常に優れた印刷品質を得ることができた。
なお,本例において,余分のインクを刻印ローラ2の側面210から除去するには,掻き取りブレード11を側面210に当ててインクを掻き取っている。つまり,金属片の線接触を利用して掻き取りを行っているため,側面210と印刷用凹版を構成する凹部との段差において,掻き取りブレード11が一時的にはねる現象が生じる。これがビビリという現象で,インクが線状に何段も重なって転写されてしまい,好ましくない。
【0070】
メッシュを設けない場合,印刷品質の状態は良好であるが,例えば幅の広い印刷模様,例えば太字,面積の広い模様などでインクビビリが若干発生した。
さらに全体にメッシュを設けた場合,印刷品質の状態は良好であるが,例えば幅の狭い印刷模様,例えば細字,面積の狭い,細かい模様などが若干不鮮明になることもあった。
このように,ある程度面積の広い文字や印刷面積が広くなる印刷模様を構成する印刷用凹版にメッシュを設けることで,印刷模様の印刷品質を高めることができる。
【0071】
(実施例5)
本例は,インク供給ノズル13のノズル先端形状について説明する。
図15,図16に示すごとく,筒状の先端を斜に切断し,楕円形の噴出口130を備えたインク供給ノズル13がある。この噴出口130より矢線139に示すごとく刻印ローラー2にインクを吹き付けることで,印刷用凹版22にインクを充填してインク膜41を形成する。
【0072】
また,図17,図18に示すごとく,小穴をノズル側面に3個設けて噴出口131を形成するインク供給ノズル13がある。この噴出口130より矢線139に示すごとく刻印ローラー2に吹き付けることで,印刷用凹版に対しインクを充填してインク膜を形成する。なお,小穴はいくつ設けてもよいが,刻印ローラー2の印刷用凹版の全体にインクを吹き付けることができる数とするほうがよい。
【0073】
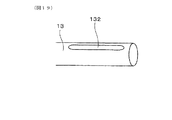
また,図19,図20に示すごとく,筒状の側面に軸方向に沿って設けた長穴より噴出口132を形成するインク供給ノズル13がある。この噴出口130より矢線139に示すごとく刻印ローラー2に吹き付けることで,印刷用凹版にインクを充填してインク膜を形成する。
【0074】
このようなインク供給ノズル13を実施例1に記載した印刷装置1に設け,絶縁碍子に対する印刷品質について調べた結果,図19,図20にかかるインク供給ノズルが最も優れた印刷品質を得ることができた。
これは,図19,図20にかかるインク供給ノズル13は印刷用凹版の全体に均一にインクを吹き付けることができるためである。他のインク供給ノズル13は,若干インクの吹き付けにむらが生じ,古いインクが付着し乾いた状態となりやすい部分があり,若干刻印ローラーの汚れが生じやすくなる。しかし印刷品質は充分優れていた。
【0075】
(実施例6)
本例は刻印ローラーと転写ローラーとの間の印圧と印刷品質との関係について説明する。
本例において印圧は,転写ローラーの縮み代であり,この数値によってインク膜の転写状態を管理することができる。単位はmmである。
そして,印圧がマイナスである場合とは,きれいにインク膜が転写される状態よりも転写ローラーの縮み代が小さい状態にある。
【0076】
そして,表1に記載したように,実施例1と図1に記載した印刷装置1で印圧を−0.3mm〜1.8mmまで変化させたところ,−0.3mmでは,インク膜を転写ローラーにきれいにのせるための弾力性が不足しているため,刻印ローラーから転写ローラーへのインク膜の転写が行われず,よって転写ローラーによる絶縁碍子に対する印刷もできなかった。
それ以外の場合はインク膜を絶縁碍子に転写して印刷を行うことができた。
【0077】
そして,特に印圧が0.1〜1.2mmの間である場合に,カスレが殆ど発生せず特に優れた印刷品質を得ることができた。
その他の印圧の場合はおおむね優れた印刷品質を得ることができたが,若干カスレや印刷模様の細化などが発生することもあった。
【0078】
【表1】
(実施例7)
本例はインクを希釈するシンナーの種類と印刷品質との関係について説明する。
本例にかかるインクは,実施例1と同様に,無機系の着色顔料が45〜65重量%,アルキッド樹脂(モシロール系)20〜40重量%,ガラスフリット(融点350℃)2〜5重量%,芳香族炭化水素系溶剤7〜13重量%よりなる。
そして,上記インクに対し表2に示す2種類のシンナーのいずれかを添加して希釈し,粘度を調整した。
【0080】
【表2】
各粘度にかかるインクを用い,実施例1の印刷装置を用いた絶縁碍子への印刷を行った。なお,掻き取りブレードは図11にかかる構成を,インク供給ノズルは図19にかかるものを使用した。
そして各粘度にかかるインクを用いた場合の印字品質について表3に記載した。ここで△とは若干ニジミやカスレがあるが印字品質に影響がない程度,○はニジミやカスレらしきものがあると判別できる程度,◎はニジミやカスミが殆どなく,最良の印字品質が得られた状態である。
表3より明らかであるが,20〜70ポアズに粘度を調整することで最も優れた印字品質が得られることがわかった。
【0082】
【表3】
(実施例8)
本例は印刷用インクと転写性との関係について測定した結果について説明する。すなわち,本例では,刻印ローラーから転写ローラーへのインク膜の転写の状態と転写ローラーから絶縁碍子に対するインク膜の転写の状態がいずれも優れたインクについて調べた。
【0084】
表4に示すごとく,印刷用インクと,該印刷用インクを速乾性シンナー,遅乾性シンナー(表2参照)を用いてそれぞれ2wt%希釈したものを準備し,さらに温度も適宜変更して,実施例1の印刷装置を用いた絶縁碍子への印刷を行った。なお,掻き取りブレードは図11にかかる構成を,インク供給ノズルは図19にかかるものを使用した。
また,インクは実施例1と同様に,無機系の着色顔料が45〜65重量%,アルキッド樹脂(モシロール系)20〜40重量%,ガラスフリット(融点350℃)2〜5重量%,芳香族炭化水素系溶剤7〜13重量%よりなる。
【0085】
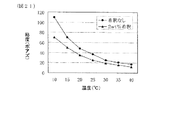
この結果は表4に示したが,同表に示すごとく,インク温度が5℃である場合は,僅かにカケが印刷模様に発生した(よって評価を△とした)。温度が13℃となると改善され,印刷の細い部分などに若干カスレが認められる程度となった(よって評価を○とした)。また,温度が充分高くなる20℃,24℃となると,印刷品質はカスレやカケもなく優れた結果を得ることができた。
【0086】
【表4】
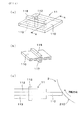
なお,図21に希釈なしのインクと2wt%の希釈を上記速乾性シンナーで行ったインクの温度による粘度の違いを記載した。
温度が高くなるにつれてインクの粘度も低くなることが分かった。
これにより,印刷にふさわしい粘度のインクを得るための方法としては,上述したようなシンナーで希釈する方法の他に,印刷時のインクの温度を調整する方法を採用できることがわかった。
【0088】
(実施例9)
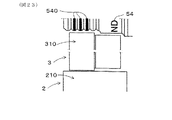
図22にかかる絶縁碍子5は,延部52及び段付部53に文字列からなる印刷模様54,3本の帯状のマークからなる印刷模様540を有し,この絶縁碍子5の印刷模様54,540を印刷するための印刷装置に設ける転写ローラー3について説明する。
【0089】
この転写ローラー3は,図23に示すごとく,絶縁碍子5において径細の段付部53にインク膜を転写する箇所をより径大に,絶縁碍子5において径大の延部52にインク膜を転写する箇所をより径細に構成する。
また,刻印ローラー2の印圧は0.3〜0.8mmと幅広くして,印刷模様54,540を構成するインク膜を一度に刻印ローラー2から転写ローラー3に転写することができる。このとき,文字列からなる印刷模様54よりも,3本の帯状のマークからなる印刷模様540のほうが転写ローラー2に対する印圧は高い。また,転写ローラー3の径大なる部分と径細なる部分との間の段差は0.1〜0.3mmとする。
【0090】
これにより,転写面310の絶縁碍子5に対する印圧をコントロールでき,より鮮明で,つぶれや細すぎる転写を防止して,優れた印刷品質を得ることができる。
なお,文字列からなる印刷模様54と3本の帯状のマークからなる印刷模様540とは,別々のステーションにわけ,2工程で印刷することもできる。
【0091】
(実施例10)
本例は表面を硬化処理した刻印ローラーについて説明する。
この刻印ローラーの形状は実施例1と同様であるが,表面で発生する傷や,磨耗による印刷用凹版の劣化を防止するために表面に硬化処理を施してある。
硬化処理としては,刻印ローラーに熱処理を施して硬化させると共に,表面にコーティング皮膜を設けてさらに硬化させる。
【0092】
以下,詳細について説明する。
材質の異なる刻印ローラーに熱処理を施した状態での掻き取り性能について比較した。
表5に示すごとく,各刻印ローラーは熱処理(焼入れ=QT)を行い,HRC(焼入れ硬度)60〜64とする。材料はビッカース硬度で650度以上必要である。また,表中の刻印ローラーの材質を示す符合はJIS規格による。
【0093】
本例において用いた各刻印ローラーは掻き取り性に優れており,つまり掻き取りブレードによる余分のインクの掻き取りを行っても刻印ローラーに傷が発生し難いため,印刷用凹版が劣化し難い。よって優れた印刷品質を得ることができる。
【0094】
【表5】
次に,刻印ローラーにTiN処理した場合の耐久性能について測定した。
図24に示すように,PVD(物理蒸着)の一種であるイオンプレーティング法を利用して刻印ローラーの表面全体,特に印刷用凹版を中心にTiNの皮膜を設ける。
処理槽6の中に,Tiのバルク体61を配置し,処理槽6の内部を真空排気すると共に外部から窒素ガスを導入する。処理槽6の上方からワークである未処理の刻印ローラー63を吊り下げ,外部電源64に電気的に接続する。
【0096】
この状態で処理槽6を加熱し,未処理の刻印ローラー63に通電する。これにより未処理の刻印ローラー63はマイナスに帯電する。また,Tiのバルク体61が溶解し,揮発してTi蒸気610が発生する。このTi蒸気610を構成するTiイオンを未処理の刻印ローラー63に打ち込んでやることで,TiNを生成して,刻印ローラー63の表面をTiNの皮膜で覆う。
なお,処理槽6内の温度は200℃から500℃とした。
【0097】
TiN処理を施した刻印ローラーはTiN処理をしていない場合と比較して,4倍以上の耐久寿命を得ることができた。なお,この耐久寿命を越えて使用すると,刻印ローラーの側面などに傷が目立ってくるため,印刷品質が低下するおそれがある。
【図面の簡単な説明】
【図1】実施例1における,印刷装置の全体構成を示す説明図。
【図2】実施例1における,スパークプラグ用絶縁碍子の説明図。
【図3】実施例1における,刻印ローラーの側面に設けた印刷用凹版の説明図。
【図4】実施例2における,掻き取りブレードの構成と刻印ローラーに対する接触状態を示す説明図。
【図5】図4にかかる掻き取り刃の刻印ローラーの側面に対する接触状態を示す説明図。
【図6】図4にかかる掻き取り刃の刻印ローラーの側面に対する接触状態を示す説明図。
【図7】実施例2における,ボールプランジャで掻き取り刃に直力を加えた掻き取りブレードの構成と刻印ローラーに対する接触状態を示す説明図。
【図8】図7にかかる掻き取り刃の刻印ローラーの側面に対する接触状態を示す説明図。
【図9】図4〜図6にかかる掻き取りブレードによる合成力を示す説明図。
【図10】図7,図8にかかる掻き取りブレードによる合成力を示す説明図。
【図11】実施例3における,掻き取りブレードの構成と刻印ローラーに対する接触状態を示す説明図。
【図12】図11にかかる掻き取り刃の刻印ローラーの側面に対する接触状態を示す説明図。
【図13】実施例3における,ボールプランジャで掻き取り刃に直力を加えた掻き取りブレードの構成と刻印ローラーに対する接触状態を示す説明図。
【図14】図13にかかる掻き取り刃の刻印ローラーの側面に対する接触状態を示す説明図。
【図15】実施例5にかかるインク供給ノズルの要部説明図。
【図16】図15にかかるインク供給ノズルによる刻印ローラーに対するインクの吹き付け状態の説明図。
【図17】実施例5にかかる,複数の小穴で構成した噴出口を備えるインク供給ノズルの要部説明図。
【図18】図17にかかるインク供給ノズルによる刻印ローラーに対するインクの吹き付け状態の説明図。
【図19】実施例5にかかる,長穴で構成した噴出口を備えるインク供給ノズルの要部説明図。
【図20】図19にかかるインク供給ノズルによる刻印ローラーに対するインクの吹き付け状態の説明図。
【図21】実施例8にかかる,インクの温度と粘度との関係を示す線図。
【図22】実施例9にかかる,絶縁碍子に設けた印刷模様の説明図。
【図23】実施例9にかかる,絶縁碍子と転写ローラーとの説明図。
【図24】実施例10にかかる,刻印ローラーに対するTiN処理の説明図。
【図25】従来の印刷装置の全体構成を示す説明図。
【符号の説明】
1...印刷装置,
11...掻き取りブレード,
13...インク供給ノズル,
2...刻印ローラー,
3...転写ローラー,
Claims (12)
- スパークプラグ用絶縁碍子の側面に印刷模様を形成する印刷装置であって,
該印刷装置は,
回転軸で回転可能に支持して構成すると共に側面にインクを保持することでインク膜を形成するための印刷用凹版を有する円柱状の刻印ローラーと,
回転軸で回転可能に支持して構成すると共に側面に上記刻印ローラーから上記印刷用凹版のインク膜が転写されると共に該インク膜を上記絶縁碍子の側面に更に転写して上記絶縁碍子の側面に印刷模様を形成するための転写面を有する円柱状の転写ローラーと,
上記刻印ローラーの上記印刷用凹版に上記インクを供給するためのインク供給ノズルと,
上記刻印ローラーと接触して上記刻印ローラーに付着したインク膜形成に寄与しない余分のインクを掻き取るための掻き取りブレードとを有し,
さらに上記刻印ローラーの上記印刷用凹版を構成する凹部の深さは15〜20μmであることを特徴とするスパークプラグ用絶縁碍子の印刷装置。 - 請求項1において,上記刻印ローラーは金属よりなり,上記転写ローラーは樹脂またはゴムよりなることを特徴とするスパークプラグ用絶縁碍子の印刷装置。
- 請求項1又は2において,上記刻印ローラーと上記転写ローラーとがそれぞれ周速度及び印圧が略一定で接触するよう構成したことを特徴とするスパークプラグ用絶縁碍子の印刷装置。
- 請求項1〜3のいずれか1項において,上記掻き取りブレードは,上記刻印ローラーの側面よりも上方にあり,該刻印ローラーの回転方向と平行方向及び垂直方向に移動可能に構成し,さらに押圧力を上記刻印ローラーの側面に対し付与するよう構成することを特徴とするスパークプラグ用絶縁碍子の印刷装置。
- 請求項1〜3のいずれか1項において,上記掻き取りブレードは,上記刻印ローラーの側面よりも下方にあり,該刻印ローラーの回転方向と平行方向及び垂直方向に移動可能に構成することを特徴とするスパークプラグ用絶縁碍子の印刷装置。
- 請求項1〜5のいずれか1項において,上記掻き取りブレードの硬度は上記刻印ローラーよりも柔らかいことを特徴とするスパークプラグ用絶縁碍子の印刷装置。
- 請求項1〜6のいずれか1項において,上記刻印ローラーと上記転写ローラーとが接触する際の印圧は0.3〜0.8mmであることを特徴とするスパークプラグ用絶縁碍子の印刷装置。
- 請求項1〜7のいずれか1項において,上記インクの温度は20〜35℃であることを特徴とするスパークプラグ用絶縁碍子の印刷装置。
- 請求項1〜8のいずれか1項において,上記転写ローラーにおける転写面は上記スパークプラグ用絶縁碍子の側面形状に対応した段つき構造を備えることを特徴とするスパークプラグ用絶縁碍子の印刷装置。
- 請求項1〜9のいずれか1項において,上記刻印ローラーの表面は硬化処理されていることを特徴とするスパークプラグ用絶縁碍子の印刷装置。
- 請求項1〜10のいずれか1項において,上記刻印ローラーの表面はTiN処理されていることを特徴とするスパークプラグ用絶縁碍子の印刷装置。
- 請求項1〜11のいずれか1項に記載のスパークプラグ用絶縁碍子の印刷装置を用いて,絶縁碍子の側面に印刷模様を形成することを特徴とするスパークプラグ用絶縁碍子の印刷方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002223756A JP2004058611A (ja) | 2002-07-31 | 2002-07-31 | スパークプラグ用絶縁碍子の印刷装置及び印刷方法 |
| US10/621,498 US6915759B2 (en) | 2002-07-31 | 2003-07-18 | Printing apparatus and method for spark plug insulator |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002223756A JP2004058611A (ja) | 2002-07-31 | 2002-07-31 | スパークプラグ用絶縁碍子の印刷装置及び印刷方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004058611A true JP2004058611A (ja) | 2004-02-26 |
Family
ID=31184980
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002223756A Pending JP2004058611A (ja) | 2002-07-31 | 2002-07-31 | スパークプラグ用絶縁碍子の印刷装置及び印刷方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US6915759B2 (ja) |
| JP (1) | JP2004058611A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016131073A (ja) * | 2015-01-13 | 2016-07-21 | 株式会社デンソー | 絶縁碍子の製造方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040024450A1 (en) * | 2002-04-24 | 2004-02-05 | Sun Biomedical, Ltd. | Drug-delivery endovascular stent and method for treating restenosis |
| EP2059392B1 (en) * | 2006-08-29 | 2010-06-09 | Daetwyler Swisstec Ag | Doctor blade |
| DE102015219649A1 (de) * | 2015-10-09 | 2017-04-13 | Robert Bosch Gmbh | Markierung keramischer Sensorelemente |
| US11476643B2 (en) * | 2018-11-08 | 2022-10-18 | Ngk Spark Plug Co., Ltd. | Internal combustion engine component and method of manufacturing internal combustion engine component |
| WO2021136664A1 (fr) | 2019-12-31 | 2021-07-08 | Cerinnov Group | Procédé d'encrage de pièces de révolution |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59179347A (ja) | 1983-03-31 | 1984-10-11 | Matsushita Electric Ind Co Ltd | 配線基板印刷用凹版印刷機 |
| GB8414295D0 (en) * | 1984-06-05 | 1984-07-11 | Smiths Industries Plc | Printing apparatus |
| JPS644275A (en) | 1987-06-26 | 1989-01-09 | Nissha Printing | Coating film forming device |
| US4885992A (en) * | 1988-08-24 | 1989-12-12 | General Motors Corporation | Vertical rotary indirect printer |
| DE4137337A1 (de) * | 1991-11-13 | 1993-05-19 | Sengewald Karl H Gmbh | Hochdruckverfahren und auftragsvorrichtung zu seiner durchfuehrung |
| GB9310056D0 (en) * | 1993-05-15 | 1993-06-30 | Smiths Industries Plc | Spark plug printing machine |
| US6111345A (en) * | 1996-08-29 | 2000-08-29 | Denso Corporation | Spark plug for apparatus for detecting ion current without generating spike-like noise on the ion current |
| JP3726468B2 (ja) | 1997-08-06 | 2005-12-14 | 株式会社デンソー | スパークプラグの皮膜形成方法 |
| JP4689034B2 (ja) | 2000-12-13 | 2011-05-25 | 大日本印刷株式会社 | 印刷装置 |
-
2002
- 2002-07-31 JP JP2002223756A patent/JP2004058611A/ja active Pending
-
2003
- 2003-07-18 US US10/621,498 patent/US6915759B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016131073A (ja) * | 2015-01-13 | 2016-07-21 | 株式会社デンソー | 絶縁碍子の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20040020380A1 (en) | 2004-02-05 |
| US6915759B2 (en) | 2005-07-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5540143B2 (ja) | 凹版印刷機用インキ供給システム | |
| KR100941590B1 (ko) | 음각 인쇄에 의한 미세패턴 인쇄방법 | |
| JP3834049B2 (ja) | インクジェット式記録装置、インクジェットヘッド部のクリーニング装置および、インクジェットヘッド部のクリーニング方法 | |
| US20030167948A1 (en) | Method and apparatus for steam cleaning anilox inking rollers | |
| TW201408493A (zh) | 可變資料平版印刷系統中之潤版流體回收 | |
| JP2004058611A (ja) | スパークプラグ用絶縁碍子の印刷装置及び印刷方法 | |
| US6997108B2 (en) | Plate-making type printing press, multi-color printing press and plate-making type printing method | |
| JP5277502B2 (ja) | 凹版印刷機のワイピング装置 | |
| US20090266249A1 (en) | Intaglio Plate Wiping System | |
| US20090320700A1 (en) | Stochastically lasered film roller | |
| JP2002177848A (ja) | 塗布用ダイの清掃装置および清掃方法並びにこれを用いたカラーフィルターの製造装置および製造方法 | |
| JP2008302533A (ja) | インクジェット装置用ワイピング機構のワイパーブレード | |
| JP2013123836A (ja) | 凸版印刷装置 | |
| JPH05229101A (ja) | インキ装置 | |
| CN110475668A (zh) | 用于给凹版印刷机的凹版印刷滚筒上墨的上墨系统、包括该上墨系统的凹版印刷机以及给该凹版印刷滚筒上墨的工艺 | |
| CN101265127B (zh) | 瓷砖印刷机 | |
| JP5502333B2 (ja) | 洗浄装置が付属しているアニロックス式インキ装置を備えている印刷機 | |
| EP3230804B1 (en) | A cleaning system for cleaning a photoconductive surface | |
| JP5838576B2 (ja) | 凸版印刷装置および印刷物の製造方法 | |
| JP2007069125A (ja) | 塗布装置及び塗布方法 | |
| JPH10230583A (ja) | グラビア印刷機 | |
| JP2011173266A (ja) | 凸版印刷装置およびその製造方法 | |
| JP4957958B2 (ja) | ブランケットシリンダ除塵装置 | |
| JP2014180767A (ja) | 凸版印刷装置 | |
| JPH09123399A (ja) | 缶胴ブランクのオフセット印刷方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050726 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060822 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061012 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20061031 |