JP2004019800A - スラストワッシャ - Google Patents
スラストワッシャ Download PDFInfo
- Publication number
- JP2004019800A JP2004019800A JP2002175909A JP2002175909A JP2004019800A JP 2004019800 A JP2004019800 A JP 2004019800A JP 2002175909 A JP2002175909 A JP 2002175909A JP 2002175909 A JP2002175909 A JP 2002175909A JP 2004019800 A JP2004019800 A JP 2004019800A
- Authority
- JP
- Japan
- Prior art keywords
- thrust washer
- outer diameter
- washer
- thrust
- diameter portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Sliding-Contact Bearings (AREA)
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
Abstract
【解決手段】(1)スラストワッシャ10のハウジング径に合わせた第1の外径部13と、第1の外径部13より径が小の第2の外径部14が周方向に交互に形成されたスラストワッシャ10。(2)スラストワッシャ10は周方向に複数に分割されている。(3)スラストワッシャ10の分割部の内径部に分割部の内径を局部的に大きくする切欠き15が設けられている。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、スラストワッシャに関し、とくに、内燃機関のクランクシャフトのスラスト軸受におけるスラストワッシャに関する。
【0002】
【従来の技術】
従来のスラストワッシャを、図4、図5を参照して、説明する。
従来、スラストワッシャ1は、図4に示すように、外周全周で、ハウジング2(シリンダブロックとクランクキャップのワッシャ装着部)に支持されている。スラストワッシャ1は、シリンダブロックの何れか1つのクランクジャーナル軸受部の側部に配置されて、クランクシャフトにかかるスラスト力をシリンダブロックのクランクジャーナル軸受部で支持する。スラストワッシャ1のフリクションはクランクシャフトのトルクを低減するので、小であることが望ましい。
【0003】
【発明が解決しようとする課題】
スラストワッシャ1の材質を耐久性上向上させることにより、スラストワッシャ1の面積を縮小してスラストワッシャ1のフリクション低減をはかることができる。
しかし、従来のスラストワッシャ1は外周全周でハウジング2に支持されており、かつハウジング径を変えることは好ましくない(シリンダブロックの設計変更を伴ってコストアップになる)ため、スラストワッシャ1の外径を変えずにスラストワッシャ1の面積を縮小しなければならない。
スラストワッシャ1の外径(R1)を変えずにスラストワッシャ1の面積を縮小するには、スラストワッシャ1の内径(R2)を大にする(たとえば、図4において、R2をR3にする)ことが考えられる。しかし、内径を大にすることにより、クランクシャフトの周速が増大し、スラストワッシャ1の寿命が低下してしまう。また、内径を大にしてスラストワッシャ1の面積縮小をはかっても、図5に示すように、平板からスラストワッシャ1を打ち抜く時の材料歩留りを向上するのには限度がある。すなわち、面積縮小を材料歩留り向上に有利に利用することが難しく、図5で寸法Bを小さくするのに限度がある。
本発明の目的は、ハウジングの設計変更を伴わずに、スラストワッシャの低フリクション化を達成することができる、スラストワッシャを提供することにある。
本発明のもう一つの目的は、寿命低下、材料歩留りの向上困難という問題を伴わずに、上記低フリクション化をはかることができるスラストワッシャを提供することにある。
【0004】
【課題を解決するための手段】
上記目的を達成する本発明はつぎの通りである。
(1) スラストワッシャのハウジング径に合わせた第1の外径部と、該第1の外径部より径が小の第2の外径部が周方向に交互に形成されたスラストワッシャ。
(2) 周方向に複数に分割されている(1)記載のスラストワッシャ。
(3) スラストワッシャの分割部の内径部に分割部の内径を局部的に大きくする切欠きが設けられている(2)記載のスラストワッシャ。
【0005】
上記(1)のスラストワッシャでは、ハウジング径に合わせた第1の外径部を周方向に一部に有するため、ハウジング径を小さくすることなくスラストワッシャをハウジングに固定でき、第2の外径部を有するため、スラストワッシャのスラスト受圧面積を小にできる。その結果、フリクションが低下する。
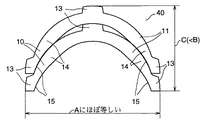
また、第2の外径部はハウジング径より小さいため、スラストワッシャの外周全周を変えない場合(従来)に比べて、平板からのプレス打ち抜き時に、隣接するスラストワッシャに詰めることができ、材料歩留りを向上できる(図3の寸法Cを図5の寸法Bより小さくすることができる)。
また、第2の外径部はハウジング径より小さいため(外径を小さくしているため)、スラストワッシャがクランクシャフトと摺接する部位でのクランクシャフトに対する相対速度を遅くすることができる。そのため、スラストワッシャの寿命を長くすることができる。
上記(2)のスラストワッシャでは、スラストワッシャが周方向に複数に分割されているので、平板からのプレス打ち抜き時の材料歩留りを向上できる。分割しない場合のスラストワッシャの内周部分をつぎのスラストワッシャの材料として利用できる。
上記(3)のスラストワッシャでは、スラストワッシャの分割部の内径部に分割部の内径を局部的に大きくする切欠きが設けられているので、切欠きが設けられていない場合に比べて、つぎのスラストワッシャを詰めて配置でき、平板からのプレス打ち抜き時の材料歩留りを上記(2)よりもさらに向上できる。
【0006】
【発明の実施の形態】
以下に、本発明実施例のスラストワッシャを図1〜図3を参照して、説明する。
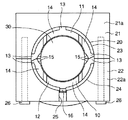
本発明実施例のスラストワッシャ10は、図1に示すように、ハウジング20に支持されている。ここで、ハウジング20とは、シリンダブロック21とクランクキャップ22とに形成される、ワッシャ装着部23、24(シリンダブロック21に形成されたワッシャ装着部23、クランクキャップ22に形成されたワッシャ装着部24)である。
ワッシャ装着部23、24は、シリンダブロック21の何れか1つのクランクジャーナル軸受部21aと、クランクジャーナル軸受部21aにボルト26で締結されるクランクキャップ22aとの両方の、ジャーナルボア周縁に形成されている。ワッシャ装着部23、24は、機械加工により形成される。ワッシャ装着部23、24の加工は、クランクキャップ22をシリンダブロック21にボルト26で締結した状態で行われる。ワッシャ装着部23の径と、ワッシャ装着部24の径とは、同径である。
【0007】
シリンダブロック21とクランクキャップ22の一方には、爪溝25が形成されている(本発明実施例では、爪溝25がクランクキャップ22に形成される場合を説明し、図示例では、爪溝25がクランクキャップ22に形成される場合を示す)。
爪溝25は、ワッシャ装着部24の外周から外方に延出するように形成されている。爪溝25は、機械加工、または鋳抜きにより形成される。
【0008】
つぎに、スラストワッシャ10について、説明する。
スラストワッシャ10は、金属製でたとえばアルミ製、または、樹脂製である。スラストワッシャ10は、ワッシャ装着部23、24に配置され、クランクシャフト30にかかるスラスト力をシリンダブロック21のクランクジャーナル軸受部21aで支持する。
スラストワッシャ10は、周方向に複数に分割されている(図示例では、2分割されている場合を示している)。以下、本発明実施例では、スラストワッシャ10が周方向に2分割されている場合を例にとって説明する。
スラストワッシャ10は、シリンダブロック21のクランクジャーナル軸受部21aのワッシャ装着部23に配置されるスラストワッシャアッパ11と、クランクキャップ22のワッシャ装着部24に配置されるスラストワッシャロア12と、からなる。スラストワッシャアッパ11の周方向端は、スラストワッシャロア12の周方向端に隙間なく接触している。スラストワッシャアッパ11の両端と、スラストワッシャロア12の両端は、誤組み付け防止のために、斜めに切られている。すなわち、スラストワッシャアッパ11とスラストワッシャロア12との組合せが、たとえばアッパ11、アッパ11となると、両端が干渉して組付けできなくなり、誤組付けを防止できる。
【0009】
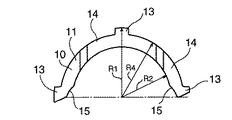
スラストワッシャアッパ11とスラストワッシャロア12は、スラストワッシャ10のハウジング径(ワッシャ装着部23、24の径(たとえば、図2のR1))に合わせた第1の外径部13と、第1の外径部13より径が小(たとえば、図2のR4)の第2の外径部14を有する。スラストワッシャアッパ11とスラストワッシャロア12は、スラストワッシャアッパ11とスラストワッシャロア12の両端近傍の内径部に、スラストワッシャ10の内径(図2のR2)を局部的に大きくした斜めの切欠き15を有する。
【0010】
スラストワッシャアッパ11に形成される第1の外径部13の外径と、スラストワッシャロア12に形成される第1の外径部13の外径は、同径である。スラストワッシャアッパ11に形成される第2の外径部14の外径と、スラストワッシャロア12に形成される第2の外径部14の外径は、同径である。
スラストワッシャアッパ11とスラストワッシャロア12とを組合せて円周状にしたときに、第1の外径部13(アッパ11の両端部の第1の外径部13とロア12の両端部の第1の外径部13とは組み合わされて1つの第1の外径部13を形成している)と第2の外径部14は、周方向に交互に形成されている。
【0011】
第1の外径部13は、スラストワッシャアッパ11およびスラストワッシャロア12の周方向両端部に形成されている。第1の外径部13は、さらに、スラストワッシャアッパ11およびスラストワッシャロア12の周方向中間部に、0個または1個または複数個形成されていてもよい(図示例では、スラストワッシャアッパ11の周方向中間部に1個のみ形成されている場合を示している)。
【0012】
スラストワッシャロア12側には、回り止め用爪16が設けられている。ただし、回り止め用爪16はスラストワッシャアッパ11側に設けられていてもよい。回り止め用爪16は、スラストワッシャ10全周で1個設けられている。回り止め用爪16は、爪溝25に挿入される。回り止め用爪16が爪溝25に挿入されることにより、回り止め用爪16が爪溝25により周方向に押さえられ、スラストワッシャ10の回り止めがはかられる。
【0013】
つぎに、本発明実施例の作用を説明する。
ハウジング径に合わせた第1の外径部13を周方向に一部に有するため、ハウジング径を小さくすることなくスラストワッシャ10をシリンダブロック21に固定でき、第2の外径部14を有するため、スラストワッシャ10のスラスト受圧面積を小にできる。その結果、フリクションが低下する。
第2の外径部14の外径はハウジング径より小さいため、図3に示すように、スラストワッシャの外周全周を変えない場合(従来(図5))に比べて、平板からのプレス打ち抜き時に、隣接するスラストワッシャに詰めることができ、材料歩留りを向上できる(図3の寸法Cを図5の寸法Bより小さくすることができる)。
【0014】
図1に示すように、第2の外径部14の外径はハウジング径より小さいため(外径を小さくしているため)、スラストワッシャ10の、クランクシャフト30との摺接部でのクランクシャフト30に対する相対速度を遅くすることができる。そのため、クランクシャフト30との摺接部の摩耗を抑えることができ、スラストワッシャ10の寿命を長くすることができる。
スラストワッシャ10が周方向に複数に分割されているので、図3に示すように、平板40からのプレス打ち抜き時の材料歩留りを向上できる。すなわち、分割しない場合のスラストワッシャの内周部分を、つぎのスラストワッシャの材料として利用できる。
スラストワッシャ10の分割部の内径部に、分割部の内径を局部的に大きくする切欠き15が設けられているので、切欠き15が設けられていない場合に比べて、つぎのスラストワッシャ10を詰めて配置でき、平板40からのプレス打抜き時の材料歩留りをさらに向上できる。
【0015】
第1の外径部13がスラストワッシャアッパ11およびスラストワッシャロア12の周方向両端部に形成されていて両端部の面積が増大しているので、両端に切欠き15が設けられていても、スラストワッシャアッパ11とスラストワッシャロア12の合わさる部分の接触面積を従来と同程度に確保することができる。また、第1の外径部13は、スラストワッシャアッパ11およびスラストワッシャロア12の周方向中間部に形成されるので、平板40からのプレス打抜き時に本来すき間となるべきスペースに位置し、材料歩留りの妨げとならない。
【0016】
図1に示すように、スラストワッシャ10はハウジング径に合わせた第1の外径部13を周方向に有するため、ハウジング径の設計変更は不要である。そのため、スラストワッシャ10を、従来のシリンダブロックおよびクランクキャップにそのまま装着できる。従来のシリンダブロックおよびクランクキャップをそのまま利用できる。したがって、スラストワッシャ10の設計変更に伴う投資額は小である。
スラストワッシャ10の外径を従来に比べて小さくしているので、スラストワッシャ10に摺接するクランクシャフト30のスラスト径も小さくできる。そのため、クランクシャフト30の軽量化がはかられる。
【0017】
【発明の効果】
請求項1記載のスラストワッシャによれば、ハウジング径に合わせた第1の外径部を周方向に一部に有するため、ハウジング径を小さくすることなくスラストワッシャをハウジングに固定でき、第2の外径部を有するため、スラストワッシャのスラスト受圧面積を小にできる。その結果、フリクションが低下する。
また、第2の外径部はハウジング径より小さいため、スラストワッシャの外周全周を変えない場合(従来)に比べて、平板からのプレス打ち抜き時に、隣接するスラストワッシャに詰めることができ、材料歩留りを向上できる(図3の寸法Cを図5の寸法Bより小さくすることができる)。
また、第2の外径部はハウジング径より小さいため(外径を小さくしているため)、スラストワッシャがクランクシャフトと摺接する部位でのクランクシャフトに対する相対速度を遅くすることができる。そのため、スラストワッシャの寿命を長くすることができる。
請求項2記載のスラストワッシャによれば、スラストワッシャが周方向に複数に分割されているので、平板からのプレス打ち抜き時の材料歩留りを向上できる。分割しない場合のスラストワッシャの内周部分をつぎのスラストワッシャの材料として利用できる。
請求項3記載のスラストワッシャによれば、スラストワッシャの分割部の内径部に分割部の内径を局部的に大きくする切欠きが設けられているので、切欠きが設けられていない場合に比べて、つぎのスラストワッシャを詰めて配置でき、平板からのプレス打ち抜き時の材料歩留りを請求項2記載のスラストワッシャよりもさらに向上できる。
【図面の簡単な説明】
【図1】本発明実施例のスラストワッシャおよびその近傍を示す正面図である。
【図2】本発明実施例のスラストワッシャアッパの平面図である。
【図3】本発明実施例のスラストワッシャアッパの材料取りの平面図である。
【図4】従来のスラストワッシャのアッパ側のみを示す平面図である。
【図5】従来のスラストワッシャのアッパ側の材料取りの平面図である。
【符号の説明】
10 スラストワッシャ
11 スラストワッシャアッパ
12 スラストワッシャロア
13 第1の外径部
14 第2の外径部
15 切欠き
16 回り止め用爪
20 ハウジング
21 シリンダブロック
21a シリンダブロックのクランクジャーナル軸受部
22 クランクキャップ
23、24 ワッシャ装着部
25 爪溝
26 ボルト
30 クランクシャフト
40 平板
Claims (3)
- スラストワッシャのハウジング径に合わせた第1の外径部と、該第1の外径部より径が小の第2の外径部が周方向に交互に形成されたスラストワッシャ。
- 周方向に複数に分割されている請求項1記載のスラストワッシャ。
- スラストワッシャの分割部の内径部に分割部の内径を局部的に大きくする切欠きが設けられている請求項2記載のスラストワッシャ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002175909A JP2004019800A (ja) | 2002-06-17 | 2002-06-17 | スラストワッシャ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002175909A JP2004019800A (ja) | 2002-06-17 | 2002-06-17 | スラストワッシャ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004019800A true JP2004019800A (ja) | 2004-01-22 |
Family
ID=31174427
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002175909A Pending JP2004019800A (ja) | 2002-06-17 | 2002-06-17 | スラストワッシャ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004019800A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011247345A (ja) * | 2010-05-26 | 2011-12-08 | Jtekt Corp | クランク軸受装置 |
| JP2015021585A (ja) * | 2013-07-22 | 2015-02-02 | 株式会社椿本チエイン | チェーンガイド |
| JP2016109211A (ja) * | 2014-12-05 | 2016-06-20 | 大豊工業株式会社 | ワッシャ |
| JP2017003077A (ja) * | 2015-06-15 | 2017-01-05 | 大豊工業株式会社 | ワッシャ及びワッシャの製造方法 |
| JP2017009064A (ja) * | 2015-06-24 | 2017-01-12 | 大豊工業株式会社 | ワッシャ及びワッシャの製造方法 |
-
2002
- 2002-06-17 JP JP2002175909A patent/JP2004019800A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011247345A (ja) * | 2010-05-26 | 2011-12-08 | Jtekt Corp | クランク軸受装置 |
| JP2015021585A (ja) * | 2013-07-22 | 2015-02-02 | 株式会社椿本チエイン | チェーンガイド |
| JP2016109211A (ja) * | 2014-12-05 | 2016-06-20 | 大豊工業株式会社 | ワッシャ |
| JP2017003077A (ja) * | 2015-06-15 | 2017-01-05 | 大豊工業株式会社 | ワッシャ及びワッシャの製造方法 |
| JP2017009064A (ja) * | 2015-06-24 | 2017-01-12 | 大豊工業株式会社 | ワッシャ及びワッシャの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2206909B1 (en) | Piston device for internal combustion engines | |
| CN101137853B (zh) | 滚针轴承 | |
| JPS63158316A (ja) | スラスト軸受 | |
| JP2005090696A (ja) | ころ軸受及び内燃機関 | |
| JP4590795B2 (ja) | プーリユニット | |
| US5846001A (en) | Thrust bearing washer | |
| JP2007247814A (ja) | 分割型転がり軸受 | |
| US6920969B2 (en) | One-way clutch | |
| JP2004019800A (ja) | スラストワッシャ | |
| JP5545553B2 (ja) | スラスト軸受 | |
| BRPI0614384A2 (pt) | anel recolhedor de óleo de duas partes para motores de combustão interna | |
| US8770062B2 (en) | Pulser plate mounting structure | |
| JP7050818B2 (ja) | 流体力学的な軸方向固定手段を有する滑り軸受 | |
| US20130287325A1 (en) | Bearing Arrangement For A Crankshaft Of An Internal Combustion Engine | |
| US7597079B2 (en) | Starting device of engine | |
| JP2004340210A (ja) | ウォータポンプ用軸受シール装置 | |
| US20060027193A1 (en) | Switchable valve drive element of an internal combustion engine | |
| JP5689603B2 (ja) | 支持軸受 | |
| JP3846250B2 (ja) | ロッカーアーム | |
| JP2006194262A (ja) | ダンパ機能を備えたプーリ | |
| JP2018112280A (ja) | 半割スラスト軸受 | |
| JP2004270774A (ja) | 軸受付プーリ | |
| JP2003239938A (ja) | 軸受構造 | |
| JP3876136B2 (ja) | エンジンの伝動装置 | |
| JP4174962B2 (ja) | 立軸回転電機のスラスト軸受装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20050204 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071130 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20071204 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080201 |
|
| A02 | Decision of refusal |
Effective date: 20080924 Free format text: JAPANESE INTERMEDIATE CODE: A02 |