ES2830262T3 - Espumas de partículas conductoras de electricidad en base a elastómeros termoplásticos - Google Patents
Espumas de partículas conductoras de electricidad en base a elastómeros termoplásticos Download PDFInfo
- Publication number
- ES2830262T3 ES2830262T3 ES16707778T ES16707778T ES2830262T3 ES 2830262 T3 ES2830262 T3 ES 2830262T3 ES 16707778 T ES16707778 T ES 16707778T ES 16707778 T ES16707778 T ES 16707778T ES 2830262 T3 ES2830262 T3 ES 2830262T3
- Authority
- ES
- Spain
- Prior art keywords
- foam particles
- foam
- particles
- graphite
- electrically conductive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L75/00—Compositions of polyureas or polyurethanes; Compositions of derivatives of such polymers
- C08L75/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/224—Surface treatment
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/02—Soles; Sole-and-heel integral units characterised by the material
- A43B13/04—Plastics, rubber or vulcanised fibre
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B7/00—Footwear with health or hygienic arrangements
- A43B7/36—Footwear with health or hygienic arrangements with earthing or grounding means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3461—Making or treating expandable particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D35/00—Producing footwear
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/228—Forming foamed products
- C08J9/232—Forming foamed products by sintering expandable particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
- C08K5/101—Esters; Ether-esters of monocarboxylic acids
- C08K5/103—Esters; Ether-esters of monocarboxylic acids with polyalcohols
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0855—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using microwave
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
- B29K2021/003—Thermoplastic elastomers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2075/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/251—Particles, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0005—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/48—Wearing apparel
- B29L2031/50—Footwear, e.g. shoes or parts thereof
- B29L2031/504—Soles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/036—Use of an organic, non-polymeric compound to impregnate, bind or coat a foam, e.g. fatty acid ester
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/038—Use of an inorganic compound to impregnate, bind or coat a foam, e.g. waterglass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2205/00—Foams characterised by their properties
- C08J2205/04—Foams characterised by their properties characterised by the foam pores
- C08J2205/052—Closed cells, i.e. more than 50% of the pores are closed
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2205/00—Foams characterised by their properties
- C08J2205/06—Flexible foams
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2207/00—Foams characterised by their intended use
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/22—Thermoplastic resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/26—Elastomers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2375/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2375/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2400/00—Characterised by the use of unspecified polymers
- C08J2400/12—Polymers characterised by physical features, e.g. anisotropy, viscosity or electrical conductivity
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Toxicology (AREA)
- Electromagnetism (AREA)
- Mechanical Engineering (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Abstract
Particulas de espuma a base de elastomeros termoplasticos con un recubrimiento que contiene al menos una sustancia conductora de electricidad, en donde las particulas de espuma estan compuestas de poliuretano termoplastico; y en donde el recubrimiento consiste en grafito; y en donde la proporcion de grafito alcanza de 0,1 a 1% en peso con respecto a las particulas de espuma revestidas.
Description
DESCRIPCIÓN
Espumas de partículas conductoras de electricidad en base a elastómeros termoplásticos
La presente invención hace referencia a partículas de espuma basadas en elastómeros termoplásticos con un recubrimiento que contiene sustancias conductoras de electricidad, a procesos para su producción mediante el recubrimiento de las partículas de espuma con una emulsión de una sustancia conductora en un plastificante, así como a procesos para la producción de espumas de partículas a través de la unión térmica de las partículas de espuma mediante radiación electromagnética de alta frecuencia.
Las espumas de partículas, como las de polipropileno o poliestireno, se suelen procesar en piezas moldeadas en máquinas automáticas de moldeo mediante soldadura con vapor caliente, por ejemplo, para la industria del embalaje. Las espumas de partículas de TPU también se pueden seguir procesando además de la soldadura con vapor caliente espumando o pegando con sistemas reactivos de poliuretano. Ya que el requisito de energía para la soldadura con vapor caliente es muy alto, se están buscando otras alternativas. Una soldadura mediante aire caliente es posible en principio, pero hasta ahora no ha producido ninguna pieza moldeada satisfactoria.
Un proceso de fabricación para la producción de componentes que está muy extendido en la actualidad es la soldadura térmica de las partículas preexpandidas mediante vapor de agua. Las partículas ya espumadas se aspiran de manera aeroneumática desde un silo al dispositivo de llenado a presión de la máquina de moldeo, se comprimen con aire comprimido y se inyectan en la herramienta de moldeo. Dado que las partículas no contienen ningún agente de propelente adicional para la formación de espuma, las mismas se transportan al molde por compresión (proceso de presión dinámica). Las partículas individuales se sueldan entre sí utilizando vapor de agua como portador de calor a una presión de vapor entre 2,5 y 3,5 bar. Después de la soldadura, la pieza moldeada se enfría y la presión de la espuma se reduce hasta que se puede quitar del molde. Una descripción del procedimiento, por ejemplo, para partículas EPP se pueden encontrar en la solicitud EP 0588321 A1.
Un material agregado recientemente para las espumas de partículas es el poliuretano termoplástico expandido (E-TPU), el E-TPU se puede soldar de manera análoga a los procesos descritos anteriormente para la conformación de componentes altamente elásticos, que se pueden exponer a cargas dinámicas extremas debido a la excelente adhesión entre las partículas. Las espumas basadas en elastómeros termoplásticos y los procesos para su producción son conocidos, por ejemplo, de las solicitudes WO 2005/023920, WO 2007/082838, Wo 2013/153190 y WO 2014/198779.
En aplicaciones industriales se requieren desde hace ya bastante tiempo componentes de espumas poliméricas antiestáticas y eléctricamente conductoras para aplicaciones tales como suelas de zapatos antiestáticas/conductoras en la industria eléctrica, componentes livianos para el blindaje contra la radiación, espumas detectables o espumas que se pueden calentar eléctricamente.
Hasta el momento, estas espumas se han producido de tal manera que se añadía una sustancia conductora directamente a la mezcla de polímeros, que debe estar presente en una concentración tan alta que las áreas o partículas conductoras individuales se toquen entre sí y permitan así el desvío de la corriente eléctrica. Las concentraciones de sustancia requeridas para esto son muy elevadas (frecuentemente > 10% en peso), lo que deteriora considerablemente las propiedades mecánicas del polímero base.
La solicitud US 4,496,627 describe partículas de espuma eléctricamente conductoras que están provistas al menos parcialmente de una capa eléctricamente conductora. La capa eléctricamente conductora se puede aplicar antes o después de la formación de la espuma. En una forma de ejecución, las partículas de espuma de polipropileno se mezclan con una dispersión de polímero de alto peso molecular que contiene hollín o grafito y se secan. Se requieren grandes cantidades de revestimiento para lograr la conductividad deseada.
La solicitud WO 2007/023091 describe partículas de espuma de poliestireno que presentan un revestimiento de polímero que contiene vidrio líquido y compuestos atérmicos tales como hollín o grafito y se sinterizan bajo presión en ausencia de vapor de agua para conformar moldes de espuma.
Un procedimiento alternativo para unir térmicamente las partículas de espuma consiste en la soldadura de alta frecuencia, que entre otras cosas se describe en la solicitud WO 2001/64414. Allí, las partículas espumadas que se deben soldar, en particular de poliestireno expandible (EPS), polipropileno expandido (EPP) o tereftalato de polietileno expandible (EPET), se rodean previamente con un medio líquido que absorbe la radiación electromagnética, por ejemplo, agua y a continuación se unen entre sí mediante la aplicación de radiación electromagnética como microondas. Debido a la absorción de agua provocada por la mayor polaridad de los polímeros termoplásticos, este proceso sólo es posible de manera limitada para partículas de espuma compuestas de elastómeros termoplásticos. Además, la temperatura que se debe alcanzar en la ebullición de agua a una presión normal de 100° C no suele ser suficiente para soldar las partículas de elastómero. Debido a la absorción de agua, el
agua penetra demasiado en las partículas y el calentamiento se produce no sólo en los puntos de contacto, sino también en el interior de las partículas. De esta manera las partículas pueden colapsar antes de la soldadura.
En la solicitud DE 102013 012 515 A1 se describe un procedimiento con un balance energético mejorado para la unión térmica de partículas de espuma, en particular, EPP o EPS, mediante calentamiento por inducción. Sin embargo, la fabricación de piezas moldeadas mediante calentamiento por inducción requiere que las partículas sean eléctricamente conductoras al menos en las superficies a conectar. Esto se puede conseguir recubriendo con rellenos conductores de electricidad como polvo metálico u hollín, nanotubos. Las partículas se pueden recubrir, por ejemplo, mediante pulverización.
El objeto de la presente invención consistía en superar las desventajas mencionadas y proporcionar partículas de espuma que se puedan procesar térmicamente en partículas de espuma mediante radiación electromagnética de alta frecuencia, en particular, radiación de microondas, y un proceso para producir las partículas de espuma. Además, deberían proporcionarse partículas de espuma que se puedan procesar en espumas de partículas conductoras con pequeñas cantidades de aditivos.
Dicho objetivo se resolvió mediante partículas de espuma a base de elastómeros termoplásticos con un revestimiento que contiene sustancias conductoras de electricidad; en donde las partículas de espuma están compuestas de poliuretano termoplástico y en donde el revestimiento está compuesto de grafito, y en donde la proporción de grafito es de 0,1 a 1,0% en peso, en referencia a las partículas de espuma revestidas.
Como elastómeros termoplásticos, resultan fundamentalmente adecuados poliuretanos termoplásticos (TPU), elastómeros de poliéster termoplásticos (por ejemplo, ésteres de poliéter y ésteres de poliéster), copoliamidas termoplásticas (por ejemplo, copoliamidas de poliéter) o copolímeros de bloques de estireno-butadieno termoplásticos. De acuerdo con la invención, se utilizan partículas de espuma basadas en poliuretano termoplástico (TPU).
Las partículas de espuma se pueden obtener mediante impregnación de gránulos de elastómero termoplástico con un agente propelente en suspensión o mediante impregnación en estado fundido de elastómero termoplástico fundido con un agente propelente y posterior granulación. Los procesos adecuados para la producción de partículas de espuma a base de elastómeros termoplásticos se describen, por ejemplo, en las solicitudes WO 2005/023920, WO 2007/082838, WO 2013/153190 y WO 2014/198779.
Los elastómeros termoplásticos usados para la producción de las partículas de espuma presentan preferentemente una dureza Shore en el rango de 30A a 82D, preferentemente en el rango de 65A a 96A, determinada de acuerdo con la norma DIN 53505. Los elastómeros termoplásticos utilizados presentan preferentemente un alargamiento de rotura superior al 50%, preferentemente en el rango de 200 a 800%, medido según la norma DIN EN ISO 527-2. El revestimiento contiene básicamente al menos una sustancia conductora de electricidad. Como sustancias eléctricamente conductoras se entienden aquellas que a 300 K presentan una conductividad de al menos 105 S/m, preferentemente en el rango de 106 a 108 S/m. Se prefiere el revestimiento como dispersión de las sustancias eléctricamente conductoras en un plastificante, que es absorbido por el elastómero termoplástico después de la aplicación, de modo que el revestimiento consiste esencialmente en la sustancia eléctricamente conductora y en particular no contiene ningún aglutinante polimérico como resinas de acrilato o polímeros en emulsión. Según la invención, el revestimiento conductor de electricidad consiste en grafito.
La densidad aparente de las partículas de espuma recubiertas se encuentra preferentemente en el rango de 30 a 250 kg/m3.
Conforme a la invención, la proporción de grafito es de 0,1 a 1% en peso en referencia a las partículas de espuma revestidas, ya que el revestimiento de las partículas de espuma y las espumas de partículas que se pueden obtener con ellas deben ser eléctricamente conductoras. En general, para la soldadura con radiación electromagnética de alta frecuencia serían suficientes proporciones incluso más pequeñas de sustancias conductoras de electricidad. En principio, las sustancias conductoras de electricidad se pueden aplicar a las partículas de espuma en forma de polvo, solución o dispersión mediante procesos de recubrimiento convencionales, tales como pulverización, inmersión o humectación, con o sin sustancias auxiliares adicionales. Para ello se pueden utilizar mezcladores, dispositivos de pulverización, dispositivos de inmersión o aparatos de tambor convencionales. Las partículas de espuma se recubren de forma especialmente preferida con una emulsión de una sustancia conductora en un plastificante. Los plastificantes consisten en sustancias químicas que se agregan a los plásticos para hacerlos elásticos, flexibles o blandos. Ejemplos de plastificantes son: Ftalatos, ésteres de ácido alquilsulfónico, poliéteres, poliéteres esterificados, poliuretanos, poliuretanos lineales, poliamidas de bajo peso molecular, ésteres de ácido cítrico, ésteres de ácido adípico, éster de diisononil de ácido 1,2-ciclohexanodicarboxílico y éster de glicerol.
En una variante especialmente preferida conforme a la invención, las partículas de espuma se recubren con una emulsión de grafito en triacetato de 1,2,3-propanotriol (triacetina).
También son posibles otros tipos de revestimientos funcionales. Por ejemplo, revestimientos de poliuretano resistentes a la abrasión o de bajo punto de fusión. Otros aditivos en el revestimiento incluyen sustancias que absorben calor o radiación IR, como el nitrito de boro y el óxido de aluminio, que pueden proporcionar una red cerrada dentro de un componente de E-TPU utilizando los procedimientos descritos. También existe la posibilidad de colorear con cantidades muy pequeñas de pigmento en el revestimiento sin tener que colorear las partículas de espuma a granel.
Además, se puede aplicar una amplia variedad de fibras (plástico, vidrio, metal) a la superficie de las partículas de espuma antes de la soldadura, las cuales después del procesamiento conforman su propia red dentro de los componentes. Esto puede significar propiedades mecánicas mejoradas.
Sorprendentemente, se ha descubierto que proporcionando a las partículas de espuma según la invención un revestimiento de grafito se consigue una absorción de microondas suficiente para la soldadura.
Por lo tanto, la presente invención también hace referencia a un procedimiento para la producción de espumas de partículas mediante la unión térmica de las partículas de espuma según la invención descritas anteriormente por medio de radiación electromagnética de alta frecuencia, en particular, por medio de microondas. Se entiende por alta frecuencia la radiación electromagnética con frecuencias de al menos 100 MHz. En general, se utiliza radiación electromagnética en el rango de frecuencia entre 100 MHz y 300 GHz. De manera preferida se utilizan microondas en el rango de frecuencia entre 0,5 y 100 GHz, de manera particularmente preferida entre 0,8 y 10 GHz, y tiempos de irradiación entre 0,1 y 15 minutos.
Un recubrimiento con sustancias conductoras de electricidad permite una soldadura de partículas de espuma en un rango de frecuencia muy amplio. Incluso en rangos de frecuencia en los cuales el agua no se excita para resonar, las partículas de espuma revestidas se calientan preferentemente en las superficies de contacto.
En una forma de ejecución preferida de la invención, las partículas de espuma se recubren primero con una fina capa de grafito en un mezclador de tambor, se colocan en un molde que no absorbe microondas y a continuación se sueldan mediante un microondas.
A causa de la polaridad, el E-TPU absorbe fácilmente plastificantes, como los que se conocen, por ejemplo, de la química del PVC. Este efecto se puede utilizar para un recubrimiento sencillo y rápido de las partículas. Al E-TPU se le aplica una mezcla pastosa de plastificante y material de revestimiento (grafito según la invención) y se agita. El material de recubrimiento se distribuye finamente sobre la superficie de las partículas de E-TPU y se adhiere bien gracias al plastificante. Durante el tratamiento o calentamiento adicional de las partículas de E-TPU, el plastificante (a diferencia de las partículas de PS, PP) se introduce en las partículas de E-TPU y no altera la adhesión entre las partículas de espuma individuales cuando se unen térmicamente para conformar partículas de espuma.
Otro objeto de presente invención también consiste en espumas de partículas que se pueden obtener mediante el procedimiento conforme a la invención descrito anteriormente.
Ya que después de la soldadura el cuerpo de espuma moldeado es atravesado por una estructura tridimensional conductora en forma de panal, el cuerpo moldeado es permanentemente conductor debido a las partículas soldadas. Este efecto no se puede lograr simplemente usando grafito u hollín como relleno, ya que en este caso los rellenos estarían distribuidos homogéneamente dentro de las partículas de espuma.
Las partículas de espuma conforme a la invención a base de poliuretano termoplástico se pueden utilizar para producir componentes eléctricamente conductores que presentan una conductividad muy alta y simultáneamente una proporción muy baja de grafito, ya que la sustancia que proporciona conductividad no se distribuye en el polímero como era habitual hasta ahora, sino que sólo está presente en forma concentrada sobre la superficie de las partículas de polímero individuales y conformando así una red, y no está presente en el interior de las partículas. La espuma de partículas conforme a la invención presenta preferentemente una resistencia volumétrica específica inferior a 106 [Q mm2/m].
Para las espumas de partículas conforme a la invención son concebibles aplicaciones en todas las áreas donde se requiere un material particularmente elástico y al mismo tiempo ligero, por ejemplo, en los así denominados como envases protectores, es decir, para el envasado inteligente de productos altamente sensibles. Sin embargo, también son adecuados para suelos deportivos, así como para aplicaciones en la industria automotriz o en la ingeniería mecánica.
A causa de las propiedades antiestáticas y elastoméricas, las espumas de partículas conforme a la invención son adecuadas para aplicaciones en los sectores del deportes, calzado y embalaje, por ejemplo, para el calzado de seguridad o como embalaje para componentes o dispositivos electrónicos.
La conductividad térmica y eléctrica de las espumas según la invención se pueden modificar mediante estiramiento o compresión. Una espuma elástica puede mostrar un cambio en la conductividad o en la resistencia volumétrica específica cuando se comprime; esto se podría utilizar, por ejemplo, como sensor de presión.
Ejemplos
Sustancias de aplicación
E-TPU: Infinergy® 32-100 U10, partículas de espuma expandida, predominantemente de celda cerrada a base de poliuretano termoplástico, obtenidas por espumación de Elastollan® granulado de BASF Polyurethanes GmbH bajo presión y alta temperatura, densidades aparentes 110 g/l y 150 g/l.
Emulsión de grafito: Emulsión de grafito con al menos 99,5% de pureza en triacetina (triacetato de 1,2,3 propanotriol). Las partes en peso de grafito en polvo y plastificante indicadas en los ejemplos se agitaron en un vaso de vidrio utilizando una varilla de dispersión (Ultra Turrax) hasta la homogeneidad.
Emulsión de hierro: Emulsión de polvo de hierro carbonilo (polvo de hierro finamente dividido depositado de la fase gaseosa con al menos 99% de pureza y un tamaño de grano menor de 10 |jm) en triacetina (triacetato de 1,2,3-propanotriol). Las partes en peso de polvo de hierro carbonilo y plastificante especificadas en los ejemplos se agitaron en un vaso de vidrio usando una varilla de dispersión (Ultra Turrax) hasta la homogeneización.
Adhesivo: Elastopave 6550/101 de la empresa BASF Polyurethanes GmbH, sistema de poliuretano compacto de 2 componentes
Equipo:
Sistema de microondas de laboratorio del tipo MLS-Ethos plus con una potencia máxima de 2,5kW.
Métodos de medición:
Para determinar la densidad aparente, se llenó un recipiente de 200 ml con las partículas expandidas y se determinó el peso utilizando una balanza. En este caso se puede suponer una precisión de ± 5 g/l.
El peso específico de las láminas de espuma se determinó según la norma DIN EN ISO 1183-1, A.
La resistencia de compresión de las láminas de espuma se midió según la norma DIN EN ISO 3386 al 10%, 25%, 50% y 75% de compresión.
La deformación por compresión de las láminas de espuma (espuma de calzado) se midió después del acondicionamiento (6h/50°C/50%) de acuerdo con ASTM D395.
La elasticidad de rebote de las láminas de espuma se determinó según la norma DIN 53512.
El alargamiento de rotura y la resistencia a la tracción se determinaron de acuerdo con la norma DIN 53504.
La conductividad y la resistencia volumétrica específica se determinaron según la norma DIN EN 61340.
Ejemplo B1:
Se mezclaron 97 partes en peso de las partículas de espuma E-TPU con una densidad aparente de 110 g/l en un recipiente sobre una cinta de rodillo de laboratorio eléctrica junto con una emulsión de 0,4 partes en peso de grafito en 2,6 partes en peso de triacetina. En 6 horas, las partículas de espuma E-TPU estaban envueltas por una capa completa y homogénea de grafito.
Se introdujeron 52 gramos de las partículas sueltas individuales encapsuladas de esta manera en un molde de cartón con la dimensión 220 mm x 110 mm x 15 mm. A través de la tapa de cartón se aplicó una ligera presión a las partículas. Este molde lleno se colocó en posición vertical en un ángulo de 50° en el borde exterior del plato giratorio de microondas de laboratorio y se irradió durante 90 segundos con una potencia de 400 vatios. Después de un breve tiempo de enfriamiento, se pudo retirar una lámina de espuma continua.
Ejemplo B2:
Se mezclaron 97,9 partes en peso de las partículas de espuma E-TPU con una densidad aparente de 150g/l en un recipiente sobre una cinta de rodillo de laboratorio junto con una emulsión de 0,2 partes en peso de grafito en 1,9 partes en peso de triacetina. En 6 horas, las partículas de espuma E-TPU estaban envueltas por una capa completa y homogénea de grafito.
Se introdujeron 60 gramos de las partículas sueltas individuales encapsuladas de esta manera en un molde de cartón con la dimensión 220 mm x 110 mm x 15 mm. A través de la tapa de cartón se aplicó una ligera presión a las partículas. Este molde lleno se colocó en posición vertical en un ángulo de 50° en el borde exterior del plato giratorio de microondas de laboratorio y se irradió durante 120 segundos con una potencia de 400 vatios. Después de un breve tiempo de enfriamiento, se pudo retirar una lámina de espuma continua.
Ejemplo B3:
Se mezclaron 97 partes en peso de las partículas de espuma E-TPU con una densidad aparente de 150g/l en un recipiente sobre una cinta de rodillo de laboratorio eléctrica junto con una emulsión de 0,4 partes en peso de grafito en 2,6 partes en peso de triacetina. En 6 horas, las partículas de espuma E-TPU estaban envueltas por una capa completa y homogénea de grafito.
Se cargaron 48 gramos de las partículas sueltas individuales encapsuladas de esta manera en un molde de Ultrason E2010 (polietersulfona) de BASF SE con las dimensiones de 150mm x 150mm x 70mm. A través de la tapa Ultrason desplazable se aplicó una ligera presión a las partículas. El molde lleno fue colocado en el borde exterior del plato giratorio de microondas de laboratorio y se irradió durante 90 segundos con una potencia de 400 vatios. Después de un breve tiempo de enfriamiento, se pudo retirar una lámina de espuma continua.
Ejemplo B4 (no en el marco de esta invención)
Se mezclaron en un recipiente 91,2 partes en peso de las partículas de espuma E-TPU con una densidad aparente de 150 g/l en una cinta de rodillo de laboratorio eléctrica junto con una emulsión de 6 partes en peso de polvo de hierro carbonilo con un tamaño de grano de < 10 mm en 2,8 partes en peso de triacetina. En 6 horas, las partículas de espuma E-TPU estaban envueltas por una capa completa y homogénea de grafito.
Se cargaron 56 gramos de las partículas sueltas individuales encapsuladas de esta manera en un molde de Ultrason E2010 (polietersulfona) de BASF SE con las dimensiones de 150mm x 150mm x 70mm. A través de la tapa Ultrason desplazable se aplicó una ligera presión a las partículas. El molde lleno fue colocado en el borde exterior del plato giratorio de microondas de laboratorio y se irradió durante 110 segundos con una potencia de 400 vatios. Después de un breve tiempo de enfriamiento, se pudo retirar una lámina de espuma continua.
Experimento comparativo V1:
Se soldaron con vapor 60 g de partículas de espuma E-TPU sin revestir con una densidad de 110 g/l para conformar moldes de espuma.
Experimento comparativo V2:
Se unieron 60 g de partículas de espuma E-TPU sin revestir con una densidad de 110 g/l con un 9% en peso de un adhesivo para conformar moldes de espuma.
Experimento comparativo V3:
Se unieron 60 g de partículas de espuma E-TPU sin revestir con una densidad de 110 g/l con un 23% en peso de un adhesivo para conformar moldes de espuma.
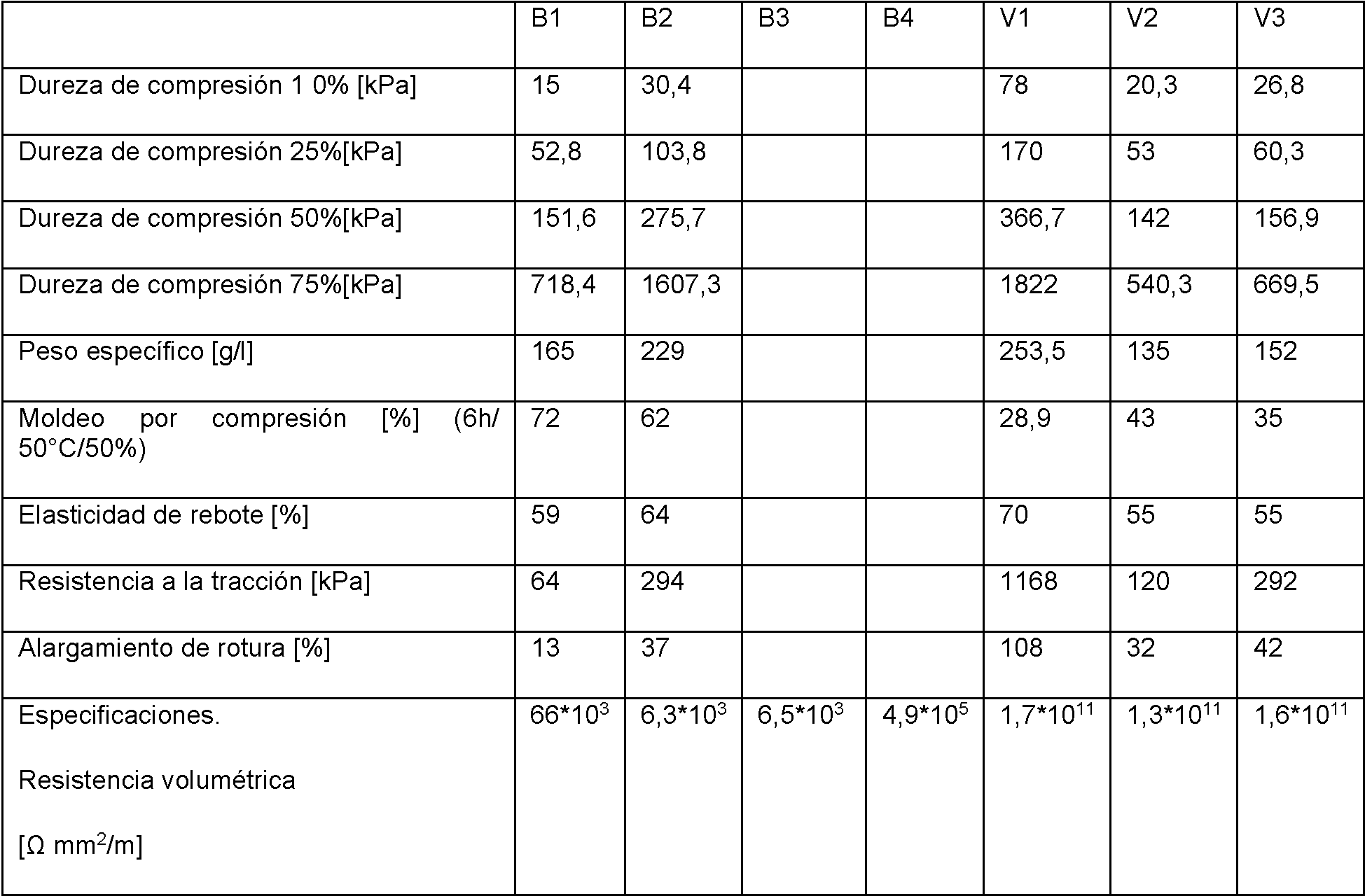
Las propiedades de las láminas de espuma de los ejemplos B1-B4 y de los experimentos comparativos V1- V3 están recopiladas en la tabla 1.
Las láminas de espuma de los ejemplos B1 y B2 presentan una mayor elasticidad de rebote que las láminas de espuma adheridas de los experimentos comparativos V2 y V3. También resulta ventajoso que la soldadura por microondas (ejemplos B1 y B2) permita pesos de componentes más reducidos que la soldadura por vapor (experimento comparativo V1). Se considera ventajoso un aumento de la elasticidad al rebote, así como una reducción del peso específico. Además, la alta conductividad eléctrica de las láminas de espuma de los ejemplos B1 a B4 es particularmente ventajosa en comparación con las láminas de espuma soldadas con vapor según el estándar (experimento comparativo V1) y las láminas de espuma adheridas (V2, V3).
Tabla 1: Propiedades de las láminas de espuma de los ejemplos B1 y B2 y los experimentos comparativos C1-C3
Claims (8)
1. Partículas de espuma a base de elastómeros termoplásticos con un recubrimiento que contiene al menos una sustancia conductora de electricidad,
en donde las partículas de espuma están compuestas de poliuretano termoplástico; y
en donde el recubrimiento consiste en grafito; y
en donde la proporción de grafito alcanza de 0,1 a 1% en peso con respecto a las partículas de espuma revestidas.
2. Partículas de espuma según la reivindicación 1, caracterizadas porque presentan una densidad aparente en el rango de 30 a 250 kg/m3.
3. Procedimiento para la producción de partículas de espuma según una de las reivindicaciones 1 ó 2, caracterizado porque las partículas de espuma se recubren con una emulsión de una sustancia conductora en un plastificante seleccionado entre ftalatos, ésteres de ácido alquilsulfónico, poliéteres, poliéteres esterificados, poliuretanos, poliuretanos lineales, poliamidas de bajo peso molecular, ésteres de ácido cítrico, éster de ácido adípico, éster diisononílico de ácido 1,2-ciclohexanodicarboxílico y éster de glicerol.
4. Procedimiento según la reivindicación 3, caracterizado porque las partículas de espuma de poliuretano termoplástico se recubren con una emulsión de grafito en triacetato de 1,2,3-propanotriol.
5. Procedimiento para la producción de espumas de partículas por unión térmica de partículas de espuma según una de las reivindicaciones 1 ó 2 mediante radiación electromagnética de alta frecuencia.
6. Procedimiento según la reivindicación 5, caracterizado porque las partículas de espuma se unen térmicamente mediante microondas en el rango de frecuencia entre 100 MHz y 300 GHz.
7. Espuma de partículas, que se puede obtener mediante el procedimiento según la reivindicación 5 ó 6, caracterizada porque presenta una resistencia volumétrica específica inferior a 106 [Q mm2/m], determinada en base a la norma DIN EN 61340.
8. Uso de la espuma de partículas según la reivindicación 7 para embalaje o calzado.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15159048 | 2015-03-13 | ||
| PCT/EP2016/054536 WO2016146395A1 (de) | 2015-03-13 | 2016-03-03 | Elektrisch leitfähige partikelschaumstoffe auf basis von thermoplastischen elastomeren |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2830262T3 true ES2830262T3 (es) | 2021-06-03 |
Family
ID=52648948
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES16707778T Active ES2830262T3 (es) | 2015-03-13 | 2016-03-03 | Espumas de partículas conductoras de electricidad en base a elastómeros termoplásticos |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10597531B2 (es) |
| EP (1) | EP3268421B1 (es) |
| JP (1) | JP2018510958A (es) |
| KR (1) | KR20170129204A (es) |
| CN (1) | CN107428984B (es) |
| BR (1) | BR112017019511A2 (es) |
| ES (1) | ES2830262T3 (es) |
| MX (1) | MX2017011810A (es) |
| PL (1) | PL3268421T3 (es) |
| RU (1) | RU2709350C2 (es) |
| WO (1) | WO2016146395A1 (es) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6759106B2 (ja) | 2014-04-30 | 2020-09-23 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | ポリウレタンコーティングを有するポリウレタンビーズフォーム |
| US11248151B2 (en) | 2016-05-04 | 2022-02-15 | Basf Se | Self-cooling foam-containing composite materials |
| JP6817041B2 (ja) * | 2016-11-24 | 2021-01-20 | Eneos株式会社 | 導電性熱可塑性エラストマー組成物 |
| EP3683262B1 (en) | 2017-09-11 | 2022-08-03 | Sekisui Plastics Co., Ltd. | Thermoplastic elastomer composition, foam particle, and foam molded body |
| JP2021500460A (ja) * | 2017-10-26 | 2021-01-07 | ビーエイエスエフ・ソシエタス・エウロパエアBasf Se | エラストマー粒子フォームの染色方法 |
| CN107698976A (zh) * | 2017-10-31 | 2018-02-16 | 四川大学 | 制备高性能多功能聚合物泡沫材料和制品的珠粒发泡方法 |
| CN109148047B (zh) * | 2018-09-10 | 2020-02-21 | 南京波平电子科技有限公司 | 一种聚苯乙烯泡沫小球表面涂炭的阻值调试方法 |
| US20220151335A1 (en) * | 2018-11-15 | 2022-05-19 | N-Ion Sports Technology Limited | Grounding footwear with a blade portion |
| JP7428716B2 (ja) | 2019-01-16 | 2024-02-06 | エボニック オペレーションズ ゲーエムベーハー | 発泡材料を製造するための新規の発泡法 |
| US20220126490A1 (en) * | 2019-01-16 | 2022-04-28 | Evonik Operations Gmbh | Foaming of blowing agent containing polymers through the use of microwaves |
| CN110158395A (zh) * | 2019-05-31 | 2019-08-23 | 成都中大长城市政工程有限公司 | 一种聚氨酯碎石透水路面施工方法 |
| CN110684232B (zh) * | 2019-10-10 | 2022-07-08 | 上海玉城高分子材料股份有限公司 | 一种表面涂层导电的tpu发泡珠粒及其制备方法和应用 |
| CN110643063B (zh) * | 2019-10-10 | 2022-07-08 | 上海玉城高分子材料股份有限公司 | 一种含薄层石墨烯永久抗静电浅灰色涂层的tpu发泡珠粒及其制备方法和应用 |
| CN110643062B (zh) * | 2019-10-10 | 2022-07-08 | 上海玉城高分子材料股份有限公司 | 一种着色tpu发泡珠粒及其制备方法和应用 |
| CN110606977B (zh) * | 2019-10-10 | 2022-07-08 | 上海玉城高分子材料股份有限公司 | 一种抗菌tpu复合发泡珠粒及其制备方法和应用 |
| CN111117206A (zh) * | 2019-12-20 | 2020-05-08 | 美瑞新材料股份有限公司 | 一种导电发泡热塑性聚氨酯弹性体珠粒及其制备方法和应用 |
| CN113316401B (zh) * | 2019-12-20 | 2023-07-21 | 株式会社爱世克私 | 鞋面的制造方法、鞋面以及鞋子 |
| CN111592684B (zh) * | 2020-05-29 | 2022-08-23 | 陕西科技大学 | 隔离型热塑性弹性体复合微孔电磁屏蔽材料的制备方法 |
| CN116457399A (zh) * | 2020-12-02 | 2023-07-18 | 赢创运营有限公司 | 基于聚酰亚胺或聚丙烯酸酯的含发泡剂的粒子的粘合 |
| KR102562964B1 (ko) * | 2020-12-09 | 2023-08-03 | 한화첨단소재 주식회사 | 마이크로 웨이브 발포성 비드, 비드폼 복합재 및 이의 제조방법 |
| US11597862B2 (en) * | 2021-03-10 | 2023-03-07 | L&P Property Management Company | Thermally conductive nanomaterial coatings on flexible foam or fabrics |
| CN114456577B (zh) * | 2021-12-22 | 2023-09-05 | 厦门凯纳石墨烯技术股份有限公司 | 一种抗静电e-tpu材料及其制备方法 |
| CN115466507B (zh) * | 2022-09-19 | 2024-04-16 | 黄河三角洲京博化工研究院有限公司 | 一种低成本的尼龙弹性体发泡鞋底及其制备方法 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2617698A1 (de) * | 1976-04-23 | 1977-11-10 | Reuter Technologie Gmbh | Elektrisch leitfaehige schaumstoff- formkoerper |
| GB1588314A (en) * | 1978-03-20 | 1981-04-23 | Secr Defence | Processes for producing material by bonding expanded plastics granules |
| JPS5892540A (ja) * | 1981-11-30 | 1983-06-01 | Fujimori Kogyo Kk | 導電性発泡成型体及びその製造方法 |
| US4496627A (en) * | 1981-11-25 | 1985-01-29 | Fujimori Kogyo Co., Ltd. | Electrical conductive foam beads and molded electrical conductive foamed articles obtained therefrom |
| JPS60141732A (ja) * | 1983-12-28 | 1985-07-26 | Kanegafuchi Chem Ind Co Ltd | 導電性スチレン系樹脂発泡性粒子、それからなる発泡体及びその製造法 |
| IT1255364B (it) | 1992-09-15 | 1995-10-31 | Himont Inc | Processo per la preparazione di manufatti in polipropilene espanso mediante produzione di granuli pre-espansi e termoformatura per sinterizzazione degli stessi |
| DE4447521A1 (de) * | 1994-10-07 | 1996-04-11 | Fraunhofer Ges Forschung | Verfahren zur Herstellung von Filtermaterial aus partikelförmigen, thermoplastischen Polymeren |
| JPH1041674A (ja) * | 1996-07-24 | 1998-02-13 | Mitsubishi Cable Ind Ltd | 電波吸収体およびその製造方法 |
| DE19860611C1 (de) | 1998-12-29 | 2000-03-23 | Fraunhofer Ges Forschung | Verfahren zur Herstellung von Formkörpern aus Polymer-Schaumpartikeln |
| DE10009665C1 (de) | 2000-02-29 | 2002-01-24 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zum thermischen Verbinden von Polymerschaumpartikeln |
| JP3638889B2 (ja) * | 2000-07-27 | 2005-04-13 | 大塚化学ホールディングス株式会社 | 誘電性樹脂発泡体及びそれを用いた電波レンズ |
| DE20307608U1 (de) * | 2003-01-20 | 2003-08-28 | Deutsche Amphibolin-Werke von Robert Murjahn Stiftung & Co KG, 64372 Ober-Ramstadt | Dämmender geschäumter Werkstoff |
| DE10340539A1 (de) | 2003-09-01 | 2005-03-24 | Basf Ag | Verfahren zur Herstellung von expandierten thermoplastischen Elastomeren |
| WO2007013791A1 (en) * | 2005-07-26 | 2007-02-01 | Ertecee B.V. | Method for manufacturing a fire retardant composite and composite thus obtained |
| BRPI0614160A2 (pt) * | 2005-07-26 | 2016-11-22 | Ineos Silicas Ltd | composição aquosa formadora de gel, sistema de aplicação para formar uma composição de revestimento e aplicar a composição de revestimento assim formada em um substrato, substrato, filme de aluminossilicato, e, métodos de preparar uma composição de revestimento e de revestir, impregnar ou diferentemente aplicar em um substrato |
| CN101248122B (zh) * | 2005-08-23 | 2012-07-04 | 巴斯夫欧洲公司 | 生产泡沫板的方法 |
| DE102005039976A1 (de) | 2005-08-23 | 2007-03-08 | Basf Ag | Partikel aus expandierbarem Polystyrol und daraus erhältliche Formteile mit verbessertem Brandverhalten |
| EP1979401B1 (de) | 2006-01-18 | 2010-09-29 | Basf Se | Schaumstoffe auf basis thermoplastischer polyurethane |
| WO2008148642A1 (de) * | 2007-06-04 | 2008-12-11 | Basf Se | Verfahren zur metallbeschichtung von thermoplastischen partikeln |
| CL2008002346A1 (es) * | 2007-08-09 | 2009-10-23 | Basf Se | Composicion de agente de revestimiento para particulas de polimerizado de estireno expandible que comprende entre 10 a 90% en peso de un triestearilester y entre 10 a 90% en peso de un triglicerido de un acido hidroxi-oleico c16-c18; y particulas de polimerizado de estireno expandible. |
| BRPI0816797A2 (pt) * | 2007-09-14 | 2015-03-24 | Basf Se | Composição de revestimento, partículas de espuma, e, processo para produzir corpo moldado de espuma |
| JP5717198B2 (ja) * | 2012-03-05 | 2015-05-13 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子及びポリプロピレン系樹脂発泡粒子成形体 |
| WO2013153190A1 (de) | 2012-04-13 | 2013-10-17 | Basf Se | Verfahren zur herstellung von expandiertem granulat |
| RU2502768C1 (ru) * | 2012-10-17 | 2013-12-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Российский химико-технологический университет им. Д.И. Менделеева" (РХТУ им. Д.И. Менделеева) | Электропроводящий термопластичный материал для гальванопластики |
| CN104098795B (zh) * | 2013-04-12 | 2016-09-21 | 中国石油化工股份有限公司 | 一种导电热塑性弹性体及其制备方法 |
| WO2014198779A1 (de) | 2013-06-13 | 2014-12-18 | Basf Se | Verfahren zur herstellung von expandiertem granulat |
| DE102013012515A1 (de) | 2013-07-27 | 2014-03-27 | Daimler Ag | Verfahren zum Herstellen eines Bauteils aus Schaumpartikeln |
| KR101489087B1 (ko) * | 2013-08-27 | 2015-02-04 | 주식회사 에스에이치에너지화학 | 단열성 발포성 폴리스티렌 입자 및 단열성 발포성 폴리스티렌 입자의 제조방법 |
-
2016
- 2016-03-03 US US15/557,671 patent/US10597531B2/en active Active
- 2016-03-03 BR BR112017019511-9A patent/BR112017019511A2/pt not_active IP Right Cessation
- 2016-03-03 WO PCT/EP2016/054536 patent/WO2016146395A1/de active Application Filing
- 2016-03-03 ES ES16707778T patent/ES2830262T3/es active Active
- 2016-03-03 PL PL16707778.3T patent/PL3268421T3/pl unknown
- 2016-03-03 MX MX2017011810A patent/MX2017011810A/es unknown
- 2016-03-03 RU RU2017136174A patent/RU2709350C2/ru not_active IP Right Cessation
- 2016-03-03 JP JP2017566196A patent/JP2018510958A/ja not_active Ceased
- 2016-03-03 EP EP16707778.3A patent/EP3268421B1/de active Active
- 2016-03-03 KR KR1020177029594A patent/KR20170129204A/ko not_active Application Discontinuation
- 2016-03-03 CN CN201680014910.2A patent/CN107428984B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3268421A1 (de) | 2018-01-17 |
| JP2018510958A (ja) | 2018-04-19 |
| KR20170129204A (ko) | 2017-11-24 |
| RU2709350C2 (ru) | 2019-12-17 |
| EP3268421B1 (de) | 2020-08-12 |
| MX2017011810A (es) | 2017-12-07 |
| US10597531B2 (en) | 2020-03-24 |
| US20180051171A1 (en) | 2018-02-22 |
| RU2017136174A3 (es) | 2019-07-17 |
| WO2016146395A1 (de) | 2016-09-22 |
| RU2017136174A (ru) | 2019-04-15 |
| PL3268421T3 (pl) | 2021-02-22 |
| CN107428984A (zh) | 2017-12-01 |
| CN107428984B (zh) | 2021-05-18 |
| BR112017019511A2 (pt) | 2018-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2830262T3 (es) | Espumas de partículas conductoras de electricidad en base a elastómeros termoplásticos | |
| KR102449529B1 (ko) | 마이크로파를 이용한 열적 접합에 의해 열가소성 엘라스토머를 기초로 하는 입자 폼을 제조하는 방법 | |
| CN113214528B (zh) | 膨胀聚酰胺粒料及使用其制造模制部件的方法 | |
| BR112020006291A2 (pt) | processo para produzir partículas, partículas coloridas e uso de partículas | |
| TW202033590A (zh) | 具有高韌性之發泡熱塑性聚胺甲酸酯(eTPU) | |
| US8785508B2 (en) | Pre-expanded polypropylene resin beads and process for producing same | |
| TW201938347A (zh) | 依高頻輻射的方法經由熱塑性彈性體鍵結固態主體 | |
| JP6971471B2 (ja) | 成形型、成形体の製造方法、および成形方法 | |
| KR102235854B1 (ko) | 기능성 코팅층을 포함하는 발포 성형체 및 이의 제조방법 | |
| JP6978812B2 (ja) | 被覆発泡性樹脂ビーズ、及びそれを用いた発泡成形体 | |
| JP2015067787A (ja) | 衝撃吸収シート及びその製造方法 | |
| KR20170019852A (ko) | 기능성 코팅층을 포함하는 발포 성형체 및 이의 제조방법 | |
| KR20170024178A (ko) | 기능성 첨가제가 분산된 영역을 포함하는 발포수지 접합체 |