ES2791993T3 - Cuerpo de diamante policristalino, herramienta de corte, herramienta resistente al desgaste y herramienta de rectificado - Google Patents
Cuerpo de diamante policristalino, herramienta de corte, herramienta resistente al desgaste y herramienta de rectificado Download PDFInfo
- Publication number
- ES2791993T3 ES2791993T3 ES16761363T ES16761363T ES2791993T3 ES 2791993 T3 ES2791993 T3 ES 2791993T3 ES 16761363 T ES16761363 T ES 16761363T ES 16761363 T ES16761363 T ES 16761363T ES 2791993 T3 ES2791993 T3 ES 2791993T3
- Authority
- ES
- Spain
- Prior art keywords
- diamond
- polycrystalline diamond
- particle size
- tool
- polycrystalline
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B32/00—Carbon; Compounds thereof
- C01B32/25—Diamond
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B32/00—Carbon; Compounds thereof
- C01B32/25—Diamond
- C01B32/26—Preparation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J3/00—Processes of utilising sub-atmospheric or super-atmospheric pressure to effect chemical or physical change of matter; Apparatus therefor
- B01J3/06—Processes using ultra-high pressure, e.g. for the formation of diamonds; Apparatus therefor, e.g. moulds or dies
- B01J3/065—Presses for the formation of diamonds or boronitrides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0009—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for using moulds or presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/52—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbon, e.g. graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/52—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbon, e.g. graphite
- C04B35/528—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbon, e.g. graphite obtained from carbonaceous particles with or without other non-organic components
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B29/00—Single crystals or homogeneous polycrystalline material with defined structure characterised by the material or by their shape
- C30B29/02—Elements
- C30B29/04—Diamond
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2002/00—Crystal-structural characteristics
- C01P2002/70—Crystal-structural characteristics defined by measured X-ray, neutron or electron diffraction data
- C01P2002/74—Crystal-structural characteristics defined by measured X-ray, neutron or electron diffraction data by peak-intensities or a ratio thereof only
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/64—Nanometer sized, i.e. from 1-100 nanometer
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/21—Attrition-index or crushing strength of granulates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/425—Graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/427—Diamond
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/781—Nanograined materials, i.e. having grain sizes below 100 nm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
Abstract
Un cuerpo de diamante policristalino que comprende partículas de diamante, teniendo las partículas de diamante un tamaño medio de partícula de 50 nm o menos, teniendo las partículas de diamante una relación de intensidad de difracción de rayos X I(220) en un plano (220) con respecto a una intensidad de difracción de rayos X I(111) en un plano (111) de acuerdo con la difracción de rayos X, expresada como una relación I(220)/I(111) de no menos de 0.1 y no más de 0.3, y una carga de inicio de grietas de 10 N o más medida en una prueba de resistencia a la fractura presionando un penetrador de diamante con un radio de punta de 50 μm contra una superficie del cuerpo de diamante policristalino a una velocidad de carga de 100 N/min.
Description
DESCRIPCIÓN
Cuerpo de diamante policristalino, herramienta de corte, herramienta resistente al desgaste y herramienta de rectificado.
Campo técnico
La presente invención se refiere a un cuerpo de diamante policristalino, una herramienta de corte, una herramienta resistente al desgaste y una herramienta de rectificado.
Más particularmente, la invención se refiere a un cuerpo de diamante policristalino útil como una herramienta de corte, una herramienta resistente al desgaste y una herramienta de rectificado, así como la herramienta de corte, la herramienta resistente al desgaste y la herramienta de rectificado.
Técnica anterior
Se obtiene un material de diamante sinterizado utilizado para herramientas de diamante convencionales usando un metal tal como cobalto (Co) y una cerámica tal como carburo de silicio (SiC) como coadyuvante de sinterización y un aglutinante. Además, la Patente japonesa abierta a inspección No. 4-074766 (Documento de patente 1) y la Patente japonesa abierta a inspección No. 4-114966 (Documento de patente 2), por ejemplo, divulgan un método que usa carbonatos como coadyuvantes de sinterización. De acuerdo con estos documentos, se obtiene un material de diamante sinterizado al sinterizar polvo de diamante junto con un coadyuvante de sinterización y un aglutinante en condiciones estables de alta presión y alta temperatura en las que el diamante es termodinámicamente estable (en general, una presión de 5 a 8 GPa y una temperatura de 1300 a 2200°C). También se conocen cuerpos de diamante policristalinos naturales (carbonado y ballas), y algunos de ellos se utilizan para brocas. Estos cuerpos de diamante policristalino, sin embargo, no son muy utilizados con fines industriales, ya que varían significativamente en la calidad del material, y sólo se pueden encontrar en cantidades limitadas.
Un cuerpo de diamante policristalino obtenido usando un coadyuvante de sinterización contiene el coadyuvante de sinterización, que puede actuar como un catalizador que promueve la grafitización del diamante. Como resultado, la resistencia al calor del cuerpo de diamante policristalino resultante se deteriora. Además, cuando se aplica calor al cuerpo de diamante policristalino, tienden a desarrollarse grietas finas debido a una diferencia en la expansión térmica entre el catalizador y el diamante. Como resultado, se deterioran las propiedades mecánicas del cuerpo de diamante policristalino.
También se conocen cuerpos de diamante policristalinos de los que se ha eliminado el metal presente en los límites de granos de las partículas de diamante para mejorar la resistencia al calor. Aunque este método mejora la temperatura de resistencia al calor hasta aproximadamente 1200°C, el cuerpo policristalino se vuelve poroso y, por lo tanto, tiene una reducción de resistencia adicional. Un cuerpo de diamante policristalino obtenido usando SiC como aglutinante tiene una alta resistencia al calor, sin embargo, tiene baja resistencia porque las partículas de diamante no están unidas entre sí.
También se conoce un método en el que el carbono sin diamante, como el grafito o el carbono amorfo, se convierte directamente en diamante a una presión ultra alta y alta presión, sin usar un catalizador y/o un disolvente, y sinterizado simultáneamente (conversión directa y método de sinterización). J. Chem. Phys., 38 (1963) págs. 631-643 (documento 1 no patente), Japón. J. Appl. Phys., 11 (1972), págs. 578-590 (documento 2 no patente), y Nature 259 (1976), pág.
38 (documento 3 no patente), por ejemplo, muestra que se obtiene un cuerpo de diamante policristalino usando grafito como material de partida bajo una presión ultra alta de 14 a 18 GPa y una temperatura alta de 3000 K o más.
Sin embargo, en la producción de un cuerpo de diamante policristalino de acuerdo con documentos 1, 2 y 3, no patentes se usa un método de calentamiento por paso de corriente continua en el que el carbono conductor sin diamante, como el grafito, se calienta pasando directamente la corriente a su través. El cuerpo de diamante policristalino así obtenido contiene grafito de carbono sin diamante restante y también tiene un tamaño de grano de cristal no uniforme de diamante. Como resultado, el cuerpo de diamante policristalino tiene poca dureza y resistencia.
Para mejorar la dureza y la resistencia, New Diamond and Frontier Carbon Technology, 14 (2004) p. 313 (Documento 4 no patente) y SEI Technical Review 165 (2004) p. 68 (documento 5 no patente) muestran un método para obtener un cuerpo de diamante policristalino denso y de alta pureza por conversión directa y método de sinterización en el que el grafito de alta pureza como materia prima se calienta indirectamente a una presión ultra alta de 12 GPa o más y una temperatura alta de 2200°C o más.
El documento US2012/258035 divulga la sinterización de polvos de carbono sin diamante con un tamaño de partícula <500 nm a 2200°C y 18 GPa. El compacto de diamante resultante se utiliza como herramienta de rectificado o herramienta de corte. DUBROVINSKAIA N ET AL: “Nanocrystalline diamond synthesized from C60”, DIAMOND AND RELATED MATERIALS, ELSEVIER SCIENCE PUBLISHERS, AMSTERDAM, NL, vol. 14, No. 1, 1 de enero de 2005 (2005-01-01), páginas 16-22, divulga materiales de diamante nanocristalinos, que se han hecho de polvo C60 o grafito a 2027°C y 20 GPa.
Lista de citas
Documentos de patente
PTD 1: Patente japonesa abierta a inspección No. 4-074766
PTD 2: Patente japonesa abierta a inspección No. 4-114966
Documentos no patente
NPD 1: J. Chem. Phys., 38 (1963) págs. 631-643
NPD 2: Japón. J. Appl. Phys., 11 (1972) págs. 578-590
NPD 3: Nature 259 (1976) pág. 38
NPD 4: New Diamond and Frontier Carbon Technology, 14 (2004) pág. 313
NPD 5: SEI Technical Review 165 (2004) pág. 68
Resumen de la invención
Problema técnico
En la producción de un cuerpo de diamante policristalino de acuerdo con New Diamond and Frontier Carbon Technology, 14 (2004) pág. 313 (documento 4 no patente) y SEI Technical Review 165 (2004) pág. 68 (documento 5 no patente), La temperatura de sinterización se reduce para obtener un cuerpo de diamante policristalino que tiene un tamaño de partícula pequeño para su uso en mecanizado de ultra precisión, por ejemplo. Como resultado, el cuerpo policristalino no se puede sinterizar lo suficiente y tiene una dureza disminuida. Además, cuando el tamaño de partícula de las partículas de diamante es pequeño, la dureza disminuye, lo que hace que la herramienta se astille fácilmente. De acuerdo con lo anterior, es un objeto de resolver los problemas mencionados anteriormente, y proporcionar un cuerpo de diamante policristalino que es duro y tiene un pequeño tamaño de partícula, una herramienta de corte, una herramienta resistente al desgaste y una herramienta de rectificado.
Solución al problema
Un cuerpo de diamante policristalino de acuerdo con la invención contiene partículas de diamante, las partículas de diamante tienen un tamaño medio de partícula de 50 nm o menos, y una carga de inicio de grietas es de 10 N o más, según lo medido en una prueba de resistencia a la fractura presionando un penetrador de diamante con un radio de punta de 50 |im contra una superficie del cuerpo de diamante policristalino a una velocidad de carga de 100 N/min. Un método para producir un cuerpo de diamante policristalino que incluye: preparar un polvo de carbono sin diamante que tiene un tamaño de partícula de 0.5 |im o menos como material de partida; y convertir el polvo de carbono sin diamante en partículas de diamante y sinterizar las partículas de diamante a una temperatura y una presión que satisfacen las condiciones: P > 0.000001886T2 - 0.01467T 37.78; T < 2300; y P < 25, donde P representa presión en GPa y T representa temperatura en °C.
Efectos ventajosos de la invención
De acuerdo con lo anterior, un cuerpo de diamante policristalino que es duro y tiene un tamaño pequeño de partícula, una herramienta de corte, una herramienta resistente al desgaste, y una herramienta de rectificado.
Breve descripción de los dibujos.
La figura 1 es una vista en sección transversal esquemática que ilustra una prueba de resistencia a la fractura de un cuerpo de diamante policristalino.
La figura 2 es una vista en planta esquemática que ilustra una forma, como se ve en la vista en planta, de una grieta generada en un cuerpo de diamante policristalino.
Descripción de las realizaciones
[Descripción de las realizaciones de la invención]
Los presentes inventores han llevado a cabo una extensa investigación para resolver los problemas mencionados anteriormente, y descubrieron que cuando el polvo de carbono sin diamante, como el grafito que tiene un tamaño de partícula de 0.5 |im o menos, se convierte directamente en partículas de diamante a una presión alta y una temperatura alta, se obtiene un cuerpo de diamante policristalino que es duro y tiene una estructura fina.
[1] Un cuerpo de diamante policristalino de acuerdo con la invención contiene partículas de diamante, las partículas de diamante tienen un tamaño medio de partícula de 50 nm o menos, y una carga de inicio de grietas es de 10 N o más, medida en una prueba de resistencia a la fractura presionando un penetrador de diamante con un radio de punta de 50 |im contra una superficie del cuerpo de diamante policristalino a una velocidad de carga de 100 N/min. Este cuerpo de diamante policristalino es duro y tiene un tamaño de partícula fino de las partículas de diamante que forman el cuerpo de diamante policristalino.
[2] Las partículas de diamante tienen preferiblemente un tamaño medio de partículas de 30 nm o menos. El tamaño de partícula medio reducido adicional hace que el cuerpo de diamante policristalino sea más adecuado para su uso en aplicaciones que requieren un tamaño de partícula pequeño.
[3] Las partículas de diamante tienen una relación de una intensidad de difracción de rayos X I(220) en un plano (220) con respecto a una intensidad de difracción de rayos X Ifm) en un plano (111) de acuerdo con difracción de rayos X, expresada como una relación I(220)/I(111), de no menos de 0.1 y no más de 0.3. Esto hace que el cuerpo policristalino sea isotrópico, de modo que cuando el cuerpo policristalino se usa para una herramienta o similar, se puede reducir el desgaste parcial.
[4] Una herramienta de corte de acuerdo con un aspecto de la invención incluye el cuerpo de diamante policristalino descrito anteriormente. Esta herramienta de corte es útil para cortar diversos materiales.
[5] Una herramienta resistente al desgaste de acuerdo con un aspecto de la invención incluye el cuerpo de diamante policristalino descrito anteriormente. Esta herramienta resistente al desgaste es útil para mecanizar diversos materiales.
[6] Una herramienta de rectificado de acuerdo con un aspecto de la invención incluye el cuerpo de diamante policristalino descrito anteriormente. Esta herramienta de rectificación es útil para moler diferentes materiales.
[7] Un método para producir un cuerpo de diamante policristalino incluye: preparar grafito que tiene un tamaño de partícula de 0.5 |im o menos como material de partida; y convertir el polvo de carbono sin diamante en partículas de diamante y sinterizar las partículas de diamante a una temperatura y presión que satisfacen las condiciones: P > 0.000001886T2 - 0.01467T 37.78; T < 2300; y P < 25, donde P representa la presión en GPa y T representa la temperatura en °C. El cuerpo de diamante policristalino obtenido por este método es duro y tiene un tamaño de partícula fino de las partículas de diamante que forman el cuerpo de diamante policristalino.
[Detalles de las realizaciones de la invención]
Una realización de la invención (en lo sucesivo denominada “ la presente realización”) se describirá más adelante en más detalle.
< Cuerpo de diamante policristalino >
Como se muestra en la Fig. 1, un cuerpo 10 de diamante policristalino contiene partículas de diamante, las partículas de diamante tienen un tamaño medio de partículas de 50 nm o menos, y la carga de iniciación de grietas es de 10 N o más, medida en una prueba de resistencia a la fractura presionando un penetrador de diamante D con un radio de punta Dr de 50 |im contra una superficie 10s del cuerpo 10 de diamante policristalino a una velocidad de carga F de 100 N/min. El cuerpo 10 de diamante policristalino de la presente realización es duro y tiene un tamaño de partícula fino de las partículas de diamante que forman el cuerpo de diamante policristalino.
Como se describió anteriormente, el cuerpo 10 de diamante policristalino contiene partículas de diamante. Mientras el cuerpo de diamante policristalino contiene partículas de diamante, también puede contener impurezas inevitables en una cantidad que permite que se exhiban los efectos de la presente invención. Los ejemplos de las impurezas inevitables pueden incluir nitrógeno (N), hidrógeno (H), oxígeno (O) y similares. El cuerpo policristalino está sustancialmente libre de un aglutinante, un coadyuvante de sinterización, un catalizador y similares. Esta es una de las ventajas del cuerpo de diamante policristalino, porque esto puede superar las desventajas de contener un aglutinante, un coadyuvante de sinterización, y/o un catalizador, como en los materiales de diamante sinterizado convencionales.
Se observa que, aunque el cuerpo de diamante policristalino es un material sinterizado, generalmente el término “material sinterizado” pretende significar un material sinterizado que contiene un aglutinante en la mayoría de los casos, y, por lo tanto, se usa el término “cuerpo policristalino”.
< Partículas de diamante >
Las partículas de diamante contenidas en el cuerpo 10 de diamante policristalino de la presente invención tienen un tamaño pequeño de partícula. Las partículas de diamante tienen un tamaño medio de partícula de 50 nm o menos, y preferiblemente un medio de partícula tamaño de 30 nm o menos. Dado que es preferible un tamaño medio de partícula más pequeño, no es necesario definir el límite inferior del tamaño medio de partícula. Desde el punto de vista de la producción, sin embargo, el límite inferior del tamaño medio de partícula es de 10 nm. El tamaño medio de partícula
reducido adicional de las partículas de diamante hace que el cuerpo de diamante policristalino sea más adecuado para su uso en aplicaciones que requieren un tamaño de partícula pequeño.
El tamaño de partícula de las partículas de diamante es preferiblemente uniforme, para eliminar la concentración de tensión y proporcionar una alta resistencia. La distribución del tamaño de partícula es preferiblemente una distribución normal. El tamaño medio de partícula es preferiblemente una media de la distribución normal. El “tamaño de partícula de las partículas de diamante” como se hace referencia simplemente en el presente documento representa el tamaño de partícula de los granos de cristal de las partículas de diamante que forman el cuerpo de diamante policristalino.
El tamaño medio de partícula descrito anteriormente puede determinarse mediante un método de intercepción utilizando un microscopio electrónico de barrido. Específicamente, el cuerpo de diamante policristalino se observa primero con un microscopio electrónico de barrido (SEM) con un aumento de 1000 a 100000 veces para obtener una imagen SEM.
Luego se dibuja un círculo en la imagen SEM y se dibujan ocho líneas rectas radialmente desde el centro del círculo hasta el perímetro del círculo (de modo que el ángulo de intersección entre las líneas rectas adyacentes es sustancialmente igual). En este caso, la ampliación de observación y el diámetro del círculo descrito anteriormente se establecen preferiblemente de modo que el número de partículas de diamante (granos de cristal) por línea recta sea de aproximadamente 10 a 50.
A continuación, para cada línea recta, se cuenta el número de veces que la línea recta cruza los límites de grano de las partículas de diamante, se determina una longitud de intercepción promedio dividiendo la longitud de la línea recta por el número contado de los cruces, y la longitud de intercepción promedio se multiplica por 1.128 para dar el tamaño medio de partículas. Se observa que, más preferiblemente, este tamaño medio de partícula se determina adecuadamente usando una pluralidad de imágenes SEM, determinando el tamaño medio de partícula para cada imagen de la manera descrita anteriormente, y calculando el promedio de los tamaños medios de partícula determinados.
Dado que las partículas de diamante contenidas en el cuerpo de diamante policristalino de la presente invención tienen un tamaño de partícula pequeño, el cuerpo de diamante policristalino utilizado para una herramienta o similar es aplicable a una amplia gama de aplicaciones, tales como aplicaciones de alta carga y aplicaciones de micromaquinado.
< Prueba de resistencia a la fractura >
Con respecto al cuerpo 10 de diamante policristalino de acuerdo con la presente invención como se muestra en la figura 1, una carga de inicio de grietas es de 10 N o más, medida en una prueba de resistencia a la fractura presionando el penetrador de diamante D con un radio de punta Dr de 50 |im contra una superficie del cuerpo de diamante policristalino a una velocidad de carga F de 100 N/min.
La prueba de resistencia a la fractura se realiza de la siguiente manera. Primero, el penetrador de diamante D se prepara con un radio de punta Dr de 50 |im. A continuación, el penetrador de diamante D se presiona contra la superficie 10s del cuerpo 10 de diamante policristalino a una velocidad de carga F de 100 N/min, y se mide la carga (carga de inicio de grieta) en el momento en que se genera una grieta 10c en el cuerpo 10 de diamante policristalino. La carga en el momento en que se genera la grieta 10c de se mide con un sensor AE (emisión acústica). Cuanto mayor sea la carga de iniciación de grieta mayor será la resistencia a la fractura.
Si el penetrador de diamante D tiene un radio de punta Dr inferior a 50 |im, el cuerpo 10 de diamante policristalino se deformará plásticamente antes de que se genere la grieta 10c y no se pueda medir la carga correcta de iniciación de grieta. Si el penetrador de diamante D tiene un radio de punta Dr de más de 50 |im, se puede medir la carga de inicio de la grieta, pero se requiere una mayor carga hasta que se genere una grieta 10c. De acuerdo con esto, en la prueba de resistencia a la fractura para el cuerpo 10 de diamante policristalino, se usa el penetrador de diamante D que tiene un radio de punta Dr de 50 |im.
La forma, como se ve en vista en planta, de la grieta 10c generada en el cuerpo 10 de diamante policristalino de la presente invención no está particularmente limitado. Como se muestra en las Figs. 1 y 2, en la mayoría de los casos, la grieta tiene una forma sustancialmente circular alrededor de un punto donde se presiona el penetrador de diamante D.
< Difracción de rayos X >
Las partículas de diamante contenidas en el cuerpo 10 de diamante policristalino de la presente realización tienen una relación de intensidad de difracción de rayos X I(220) en un plano (220) con respecto a una intensidad de difracción de rayos X I(m) en un plano (111) de acuerdo con la difracción de rayos X, expresado como una relación de I(200)/I(111), de no menos de 0.1 y no más de 0.3. Esto hace que el cuerpo policristalino sea isotrópico, de modo que cuando el cuerpo policristalino se usa para una herramienta o similar, se puede reducir el desgaste parcial.
Si la relación I(200)/I(111), está fuera del rango definido anteriormente, el cuerpo policristalino se orientará y será anisotrópico. En este caso, el cuerpo policristalino mostrará una distribución de resistencia e incluirá superficies que
varían en resistencia. Esto hace que el cuerpo policristalino no sea apto para su uso en una herramienta. Si el cuerpo policristalino se usa particularmente como una herramienta rotativa, como una fresa escariadora, tendrá una superficie resistente al desgaste o astillado y una superficie no resistente al desgaste o astillado, y está sujeto a un desgaste parcial. Para evitar este inconveniente, el cuerpo policristalino es preferiblemente isotrópico.
< Aplicaciones >
El cuerpo 10 de diamante policristalino de la presente invención es duro y tiene un tamaño de partículas finas de partículas de diamante (granos de cristal) y, por lo tanto, es adecuado para usar en una herramienta de corte, una herramienta resistente al desgaste, una herramienta de rectificado, y similares. Es decir, cada una de las herramientas de corte, la herramienta resistente al desgaste y la herramienta de rectificado de la presente invención incluye el cuerpo de diamante policristalino descrito anteriormente. La herramienta de corte, la herramienta resistente al desgaste, y la herramienta de rectificación de la presente invención son respectivamente útiles para cortar, mecanizar, y rectificar diversos materiales.
Se observa que cada una de estas herramientas puede estar completamente formada por el cuerpo de diamante policristalino, o puede estar solo parcialmente (el borde de corte en el caso de una herramienta de corte, por ejemplo, puede estar) formado por el cuerpo de diamante policristalino. Alternativamente, cada herramienta puede tener una película de recubrimiento formada en su superficie.
Los ejemplos de la herramienta de corte pueden incluir una broca, una fresa escariadora, un inserto para perforación, un inserto para escariadora, un inserto para fresar, un inserto para tornear, una sierra de metal, una herramienta para cortar engranajes, un escariador, un toque, una broca de corte, y similares.
Los ejemplos de la herramienta resistente al desgaste pueden incluir un troquel, un trazador, una rueda de trazado, una pulidora y similares.
Ejemplos de la herramienta de rectificado pueden incluir un rectificador de muelas y similares.
< Método de producción >
Un método para producir un cuerpo 10 de diamante policristalino incluye las etapas de: preparar polvo de grafito que tiene un tamaño de partícula de 0.5 |im o menos como material de partida (en lo sucesivo, también denominado “etapa de preparación”); y convertir el polvo de grafito en partículas de diamante y sinterizar las partículas de diamante a una temperatura y una presión que satisface las condiciones: P > 0.000001886T2 - 0.01467T 37.78; T < 2300; y P < 25, donde P representa la presión en GPa y T representa la temperatura en °C (en lo sucesivo, también denominado “etapa de sinterización”). El cuerpo 10 de diamante policristalino obtenido por el método para producir un cuerpo 10 de diamante policristalino es duro y tiene un tamaño de partícula fino de las partículas de diamante que forman el cuerpo de diamante policristalino.
El método descrito anteriormente permite que se produzca el cuerpo 10 de diamante policristalino descrito anteriormente. Es decir, el cuerpo 10 de diamante policristalino obtenido por este método es duro y tiene un tamaño de partícula fino (es decir, un tamaño medio de partícula de 50 nm o menos) de las partículas de diamante que forman el cuerpo de diamante policristalino.
El tamaño de partícula del polvo de grafito es preferiblemente ligeramente mayor que el tamaño medio de partícula de las partículas de diamante del cuerpo 10 de diamante policristalino que se va a obtener. Esto es porque, debido a la recombinación a través de la reorganización de los átomos durante la conversión del polvo de grafito en diamante, el tamaño de partícula del diamante se hará más pequeño que el tamaño de partícula de la materia prima. Se observa aquí que, si el tamaño de partícula de la materia prima es pequeño, aumentará el número de límites de grano donde las partículas de carbono sin diamante originales se unirán. Como resultado, el diamante después de la conversión tendrá un tamaño de partícula pequeño. Por el contrario, si el tamaño de partícula de la materia prima es grande, el diamante tendrá un gran tamaño de partícula y, por lo tanto, la dureza disminuirá.
Por lo tanto, el tamaño de partícula del polvo de grafito se establece en 0.5 o menos, y el valor límite inferior del mismo se establece en 0.05 |im por el bien de la producción. Más preferiblemente, el tamaño de partícula del polvo de grafito no es menor de 0.1 |im y no mayor de 0.5 |im.
Como se usa en este documento, el tamaño de partícula del polvo de grafito se refiere a un tamaño de partícula medio medido por el método la difracción/dispersión de láser utilizando luz láser.
Los medios para la etapa de preparación no se limitan siempre que se prepare el polvo de grafito. Ejemplos de los medios pueden incluir la producción de polvo de grafito utilizando un método de síntesis conocido convencionalmente, y la obtención del grafito en polvo de comercialmente disponible.
Además, es necesario que la presión P (GPa) y la temperatura T (°C) en la etapa de sinterización satisfagan las condiciones: P > 0.000001886T2 - 0.01467T 37.78; T < 2300; y P < 25, debido a que el problema de la durabilidad puede surgir a una presión más alta, el grafito no cubierto puede permanecer a una presión más baja, el crecimiento
del grano puede ocurrir a una temperatura más alta y un grafito no convertido puede permanecer a una temperatura más baja, lo que provoca que disminuya la dureza.
La temperatura T (°C) no está particularmente limitada siempre que se obtenga el cuerpo 10 de diamante policristalino, y no es necesario definir el límite inferior del mismo. La temperatura T (°C) es más preferiblemente de 1300 a 2300°C. De manera similar, la presión P (GPa) no está particularmente limitada siempre que se obtenga el cuerpo 10 de diamante policristalino, y no es necesario definir el límite inferior del mismo. La presión P (GPa) es más preferiblemente de 15 a 25 GPa.
Cuando se usan una temperatura y una presión dentro de los intervalos adecuados definidos anteriormente y se realiza la etapa de sinterización que satisface las expresiones relacionales definidas anteriormente, la carga de iniciación de grietas del cuerpo de diamante policristalino resultante es de 10 N o más.
Se observa que el tiempo durante el cual la temperatura y la presión se aplican en la etapa de sinterización es preferiblemente de 5 a 20 minutos. Si el tiempo es más corto que 5 minutos, la sinterización será insuficiente, e incluso si el tiempo es superior a 20 minutos, la condición de sinterización será la misma, lo que es económicamente desventajoso. El tiempo de aplicación es más preferiblemente de 10 a 20 minutos.
Esta etapa de sinterización es una etapa de convertir el grafito en polvo en partículas de diamante y sinterizar las partículas de diamante. El polvo de grafito solo se convierte directamente en partículas de diamante sin utilizar un coadyuvante de sinterización o un catalizador, y esta conversión tiene lugar generalmente de forma simultánea con la sinterización.
El cuerpo 10 de diamante policristalino obtenido por el método descrito anteriormente tiene un tamaño de partícula fino de las partículas de diamante que forman el cuerpo de diamante policristalino, y también tiene alta resistencia y dureza. Esto hace que el cuerpo policristalino sea duro con una resistencia mejorada al astillado. El cuerpo de diamante policristalino, por lo tanto, se puede usar adecuadamente para una herramienta de corte, una herramienta resistente al desgaste, una herramienta de rectificado y similares para su uso en aplicaciones como el micromecanizado de alta velocidad con alta carga, por ejemplo.
Ejemplos
< Ejemplos 1a 6 >
Cada uno de los cuerpos de diamante policristalinos de acuerdo con los Ejemplos 1 a 6 se preparó de la manera descrita a continuación. El polvo de grafito que tiene un tamaño de partícula de 0.5 |im o menos (indicado como “polvo de grafito fino” en la columna de material de partida que se muestra en la Tabla 1 a continuación) se preparó primero (etapa de preparación).
A continuación, el polvo de grafito preparado se colocó en una cápsula hecha de un metal de alto punto de fusión que tiene un punto de fusión de 2700°C o más, y se mantuvo durante 20 minutos a la presión y la temperatura mostradas en la Tabla 1 (la columna de “condiciones de síntesis”), utilizando un aparato generador de ultra alta presión y alta temperatura. El polvo de grafito fino se convirtió así en partículas de diamante y se sinterizó (etapa de sinterización). Se obtuvo así un cuerpo de diamante policristalino.
La presión P (GPa) y la temperatura T (°C) en cada uno de los Ejemplos 1 a 6 mostrados en la Tabla 1 satisfacen las condiciones: P > 0.000001886T2 - 0.01467T 37.78, T < 2300 y P < 25.
< Ejemplos comparativos 1 a 3 >
Cada uno de los cuerpos de diamante policristalinos de acuerdo con los Ejemplos Comparativos 1a 3 se preparó de la manera que se describe a continuación. El “polvo de grafito” que tiene un tamaño de 0.5 |im o menos (indicado como “polvo de grafito fino” en la columna de material de partida que se muestra en la Tabla 1 a continuación) se preparó primero (etapa de preparación).
A continuación, el polvo de grafito preparado se colocó en una cápsula hecha de un metal de alto punto de fusión que tiene un punto de fusión de 2700°C o más, y se mantuvo durante 20 minutos a la presión y la temperatura mostradas en la Tabla 1 (la columna de “condiciones de síntesis”), utilizando un aparato generador de ultra alta presión y alta temperatura. El polvo de grafito fino se convirtió así en partículas de diamante y se sinterizó (etapa de sinterización). Se obtuvo así un cuerpo de diamante policristalino.
Presión P (GPa) y temperatura T (°C) en el Ejemplo Comparativo 1 no satisfacen la condición T<2300. Además, la presión P (GPa) y la temperatura T (°C) en cada uno de los Ejemplos Comparativos 2 y 3 no satisfacen la condición P > 0.000001886T2- 0.01467T 37.78.
< Ejemplo comparativo 4 >
Un cuerpo de diamante policristalino de acuerdo con un Ejemplo Comparativo 4 se preparó de una manera descrita a continuación. El polvo de grafito que tiene un tamaño de partícula de 5 |im o menos (referida como “polvo de grafito grueso” en la columna de material de partida que se muestra en la Tabla 1 a continuación) se preparó primero (etapa de preparación).
A continuación, el polvo de grafito preparado se coloca en una cápsula hecha de un de alto punto de fusión del metal que tiene un punto de fusión de 2400°C o más, y se mantuvo durante 20 minutos a la temperatura y la presión mostrados en la Tabla 1 (la columna de “condiciones de síntesis”), utilizando un aparato generador de ultra alta presión y alta temperatura. El polvo de grafito grueso se convirtió así en diamante y se sinterizó (etapas de sinterización). Se obtuvo así un cuerpo de diamante policristalino.
Se observa que, como las partículas de grafito grueso que tienen un tamaño de partícula de 5 |im o menos se usaron como material de partida, las condiciones descritas anteriormente no satisfacen la condición de ser polvo de carbono sin diamante que tiene un tamaño de partícula de 0.5 |im o menos.
< Ejemplo comparativo 5 >
Se preparó un material de diamante sinterizado de acuerdo con el Ejemplo Comparativo 5 de la manera descrita a continuación. Como material de partida, el polvo obtenido mezclando polvo de diamante que tiene un tamaño medio de partícula de 0.5 |im y un aglutinante basado en metal basado en cobalto (Co) en una relación de volumen de 85:15 (referido como “polvo de diamante/polvo aglutinante a base de metal” en la columna de material de partida que se muestra en la Tabla 1 a continuación) se preparó primero (etapa de preparación).
A continuación, el polvo mixto preparado se colocó en una cápsula hecha de un metal de alto punto de fusión que tenía un punto de fusión de 2700°C o más, y se mantuvo durante 20 minutos a la presión y la temperatura mostradas en la Tabla 1 (la columna de “condiciones de síntesis”), utilizando un aparato generador de ultra alta presión y alta temperatura. El polvo mezclado se sinterizó de ese modo (etapa de sinterización). Se obtuvo así un material de diamante sinterizado. Se observa que las condiciones descritas anteriormente son diferentes en términos de material de partida de aquellas de los Ejemplos 1 a 6 y los Ejemplos comparativos a 4.
< Evaluación >
Para cada uno de los cuerpos de diamante policristalinos de acuerdo con los Ejemplos 1 a 6 y los Ejemplos Comparativos 1 a 4 y el material de diamante sinterizado de acuerdo con el Ejemplo Comparativo 5 obtenido como se describió anteriormente, la composición, la difracción de rayos X, el tamaño de partícula y la carga de inicio de grietas se midieron usando los métodos que se describen a continuación.
< Composición >
Las partículas de diamante contenidas en cada uno de los cuerpos de diamante policristalinos y el material de diamante sinterizado se identificaron utilizando un difractómetro de rayos X. La fuente de rayos X del difractómetro de rayos X era radiación de Cu Ka a una longitud de onda de 1.54 angstroms.
< Difracción de rayos X >
Para las partículas de diamante contenidas en cada uno de los cuerpos de diamantes policristalinos y el material de diamante sinterizado, la relación de la intensidad de difracción de rayos X I(220) en el plano (220) con respecto a la intensidad de difracción de rayos X I(m) en el plano (111), expresada como una relación I/(220)/I(111), se determinó usando un difractómetro de rayos X. La fuente de rayos X del difractómetro de rayos X era radiación de Cu Ka a una longitud de onda de 1.54 angstroms. Los resultados se muestran en la columna de “ I/(220)/I(111)” en la Tabla 1.
< Tamaño de partícula >
El tamaño medio de partícula de las partículas de diamante contenidas en cada uno de los cuerpos de diamante policristalinos y el material de diamante sinterizado fue determinado por un método de intercepción utilizando un microscopio electrónico de barrido.
Específicamente, los cuerpos de diamante policristalinos y el material de diamante sinterizado se observaron con un microscopio electrónico de barrido (SEM) para obtener imágenes de SEM.
Luego se dibujó un círculo en cada una de las imágenes SEM, y se dibujaron ocho líneas rectas radialmente desde el centro del círculo hasta el perímetro del círculo (de modo que el ángulo de intersección entre las líneas rectas adyacentes era sustancialmente igual). En este caso, la ampliación de observación y el diámetro del círculo descrito anteriormente se establecieron de manera tal que el número de partículas de diamante por línea recta fuera de aproximadamente 10 a 50.
A continuación, para cada línea recta, el número de veces que la línea recta cruzó se contaron los límites de grano de las partículas de diamante, se determinó una longitud de intercepción promedio dividiendo la longitud de la línea recta
por el número contado de los cruces, y la longitud de intercepción promedio se multiplicó por 1128 para dar el tamaño medio de partícula.
Cabe señalar que las imágenes SEM se ampliaron en 30000 veces. Con un aumento inferior a 30000 veces, el número de partículas dentro del círculo será grande, lo que hace que los límites de grano sean difíciles de observar y provoque un error de conteo. Además, es probable que la estructura en forma de placa se incluya al dibujar líneas. Por el contrario, con un aumento de más de 30000 veces, el número de partículas dentro del círculo será demasiado pequeño y no se puede calcular un tamaño de partícula medio exacto. En cada uno de los Ejemplos Comparativos 1 y 5, el aumento se ajustó a 3000 veces porque el tamaño de partículas era demasiado grande.
Para cada uno de los Ejemplos y los Ejemplos Comparativos, se utilizaron tres imágenes SEM tomadas de diferentes lugares para una sola muestra. Se determinó un tamaño medio de partícula para cada una de las imágenes SEM mediante el método descrito anteriormente, y se determinó un valor medio de los tres tamaños medios de partícula obtenidos como el tamaño medio de partícula. Los resultados se muestran en la columna de “tamaño medio de partícula” en la Tabla 1.
< Carga de inicio de grietas >
Para cada uno de los cuerpos de diamante policristalinos y el material de diamante sinterizado, se realizó una prueba de resistencia a la fractura en las siguientes condiciones para medir la carga de inicio de grietas.
Específicamente, como se muestra en la Fig. 1, un penetrador de diamante D con un radio de punta Dr de 50 |im y un ángulo de punta Da de 120°C se preparó un penetrador, el penetrador de diamante D se presionó a una velocidad de carga F de 100 N/min, contra una superficie del cuerpo de diamante policristalino a 23°C ± 5°C, y la carga se mantuvo aplicada hasta que se generó una grieta. Esta medida se realizó tres veces. La carga de inicio de grietas de cada muestra se determinó promediando los tres valores obtenidos por la medición realizada tres veces como se describió anteriormente. Los resultados se muestran en la columna de “carga de inicio de grietas” en la Tabla 1. Además, como se muestra en la Fig. 2, en cada uno de los Ejemplos 1 a 6 y en los Ejemplos Comparativos 1 a 5, la forma, como se ve en la vista en planta, de la grieta 10c generada en la superficie de los cuerpos de diamante policristalinos y el material de diamante sinterizado era sustancialmente circular alrededor del punto contra el cual se presionó el penetrador de diamante.

Como se muestra en la Tabla 1, el tamaño medio de partícula de las partículas de diamante en cada uno de los Ejemplos 1 a 6 fue de 13 a 38 nm. En este caso, la carga de iniciación de grietas en cada uno de los Ejemplos 1 a 6 fue de 11 a 20 N.
En contraste, el tamaño medio de partícula de las partículas de diamante en el Ejemplo Comparativo 1 fue de 250 nm, que era mayor que el de cada uno de los Ejemplos 1 a 6. Además, la carga de inicio de grietas en el Ejemplo comparativo 1 era 6 N, que era menor que el valor de la carga de inicio de grietas en cada uno de los Ejemplos 1 a 6, y aparentemente la resistencia también era menor que la de cada Ejemplo 1 a 6.
En cada uno de los Ejemplos Comparativos 2 y 3, el grafito no convertido estaba contenido en el cuerpo policristalino. Además, la carga de inicio de grietas en cada uno de los ejemplos comparativos 2 y 3 fue 5 N, que era menor que el valor de la carga de inicio de grietas en cada uno de los ejemplos 1 a 6, y aparentemente la resistencia también fue menor que la de cada uno de los ejemplos 1 a 6.
En el Ejemplo comparativo 4, el tamaño medio de la partícula de las partículas de diamante fue de 60 nm, que era mayor que el de cada uno de los Ejemplos 1 a 6. Además, la carga de iniciación de grietas en el Ejemplo Comparativo 4 fue de 7 N, que fue menor que el valor de la carga de iniciación de grietas en cada uno de los ejemplos 1 a 6, y aparentemente la resistencia también fue menor que la de cada uno de los ejemplos 1 a 6.
En el Ejemplo Comparativo 5 en el que el polvo de diamante y el polvo de aglutinante se usaron como materiales de partida, el tamaño medio de partícula fue de 500 nm, que fue mayor que el de cada uno de los Ejemplos 1 a 6. En este caso, la carga de inicio de grietas fue de 3 N, que fue menor que el valor de la carga de inicio de grietas en cada uno de los ejemplos 1a 6, y aparentemente la resistencia también fue más pequeña que el de cada uno de los Ejemplos 1 a 6.
Además, cada uno de los cuerpos de diamante policristalinos y el material de diamante sinterizado de acuerdo con los Ejemplos y los Ejemplos Comparativos se unió a la punta de un molino de bolas con un diámetro de punta de 0,5 mm, y se evaluó el rendimiento de corte. El carburo cementado que contenía 12% en masa de cobalto (Co) se preparó como una pieza de trabajo, y se realizó un corte de 24 m bajo las condiciones de una velocidad de rotación de 40000 rpm, una velocidad de corte de 120 mm/min, una profundidad de corte de 5 |im y una tasa de alimentación de 5 |im. La Tabla 2 muestra las cantidades de desgaste de las herramientas después de que se completó el corte en términos de la relación relativa de la cantidad de desgaste en cada uno de los Ejemplos y los Ejemplos Comparativos con respecto a la cantidad de desgaste en el Ejemplo 1 (en adelante, la relación relativa de desgaste de la herramienta).
[Tabla 2]
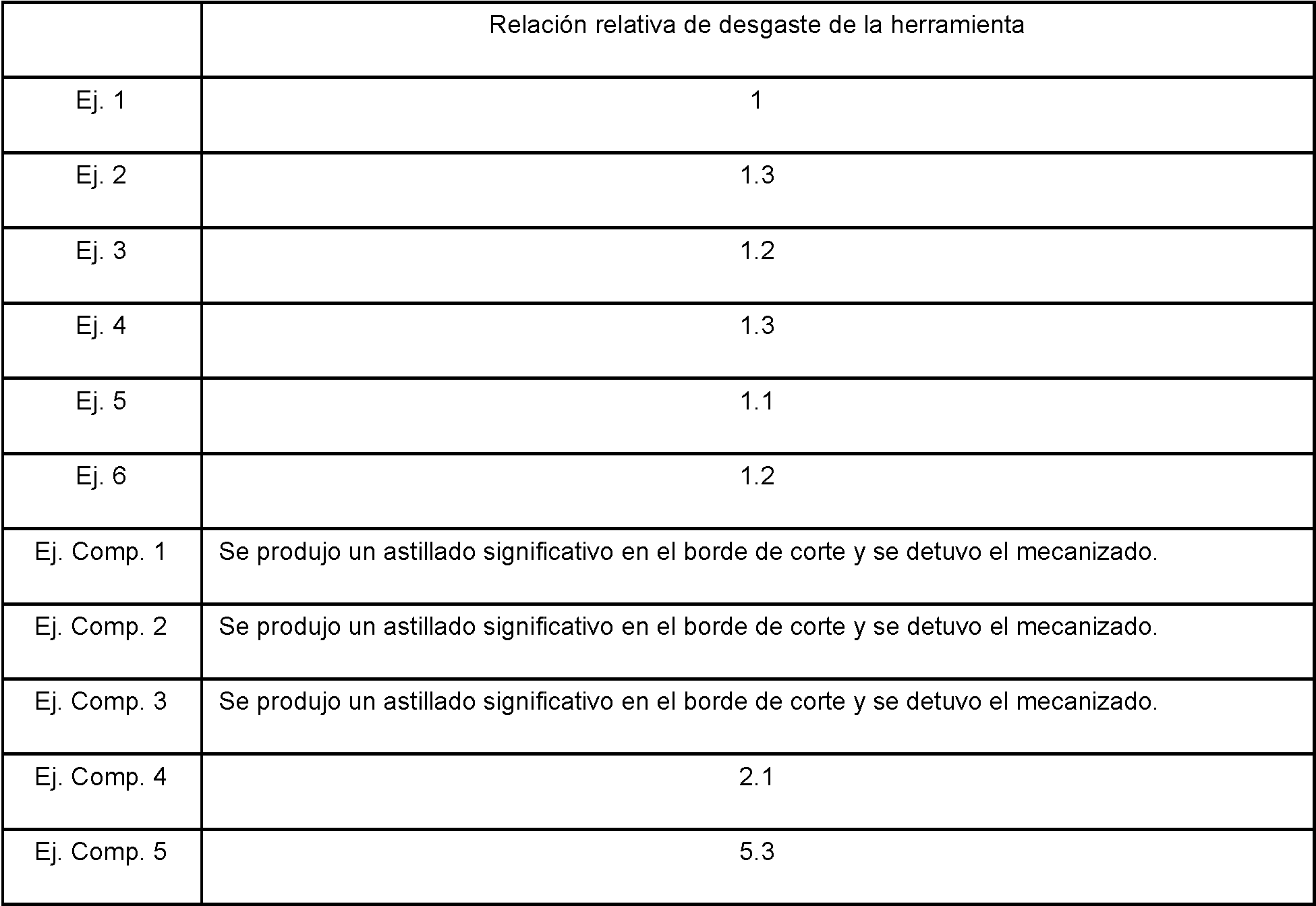
Como se muestra en la Tabla 2, la relación relativa del desgaste de la herramienta en los Ejemplos fue de 1a 1.3, con respecto al Ejemplo 1 con la menor cantidad de desgaste. En contraste, en cada uno de los ejemplos comparativos 1 a 3, se produjo un astillado significativo a una longitud de corte de 12 m, 13 m y 15 m, respectivamente, donde se detuvo el mecanizado. La relación relativa de desgaste de la herramienta en cada uno de los Ejemplos comparativos 4 y 5 fue 2.1 y 5.3, respectivamente, que fueron significativamente más altos que en cada uno de los Ejemplos 1 a 6. Por lo tanto, se confirmó que los cuerpos de diamante policristalinos en los Ejemplos eran más duros que los cuerpos de diamante policristalinos y el material de diamante sinterizado en los Ejemplos comparativos.
Lista de signos de referencia
10 Cuerpo de diamante policristalino; 10c Grieta; 10s Superficie; D Penetrador de diamante; Da ángulo de punta; Dr radio de punta; F tasa de carga
Claims (5)
1. Un cuerpo de diamante policristalino que comprende partículas de diamante,
teniendo las partículas de diamante un tamaño medio de partícula de 50 nm o menos,
teniendo las partículas de diamante una relación de intensidad de difracción de rayos X I(220) en un plano (220) con respecto a una intensidad de difracción de rayos X I(m) en un plano (111) de acuerdo con la difracción de rayos X, expresada como una relación I(220)/I(111) de no menos de 0.1 y no más de 0.3, y
una carga de inicio de grietas de 10 N o más medida en una prueba de resistencia a la fractura presionando un penetrador de diamante con un radio de punta de 50 |im contra una superficie del cuerpo de diamante policristalino a una velocidad de carga de 100 N/min.
2. El cuerpo de diamante policristalino de acuerdo la reivindicación 1, en el que
las partículas de diamante tienen un tamaño medio de partícula de 30 nm o menos.
3. Una herramienta de corte que comprende el cuerpo de diamante policristalino de acuerdo con la reivindicación 1 o 2.
4. Una herramienta resistente al desgaste que comprende el cuerpo de diamante policristalino de acuerdo con la reivindicación 1 o 2.
5. Una herramienta de rectificado que comprende el cuerpo de diamante policristalino de acuerdo con la reivindicación 1 o 2.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015044438A JP6458559B2 (ja) | 2015-03-06 | 2015-03-06 | ダイヤモンド多結晶体、切削工具、耐摩工具、および研削工具 |
| PCT/JP2016/051501 WO2016143391A1 (ja) | 2015-03-06 | 2016-01-20 | ダイヤモンド多結晶体、切削工具、耐摩工具、研削工具、およびダイヤモンド多結晶体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2791993T3 true ES2791993T3 (es) | 2020-11-06 |
Family
ID=56876031
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES16761363T Active ES2791993T3 (es) | 2015-03-06 | 2016-01-20 | Cuerpo de diamante policristalino, herramienta de corte, herramienta resistente al desgaste y herramienta de rectificado |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10421129B2 (es) |
| EP (1) | EP3266756B1 (es) |
| JP (1) | JP6458559B2 (es) |
| CN (2) | CN107406334B (es) |
| ES (1) | ES2791993T3 (es) |
| PL (1) | PL3266756T3 (es) |
| WO (1) | WO2016143391A1 (es) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7001059B2 (ja) | 2017-08-10 | 2022-01-19 | 住友電気工業株式会社 | 多結晶ダイヤモンドからなる圧子、それを用いた亀裂発生荷重の評価方法及びその評価装置 |
| JPWO2019077888A1 (ja) * | 2017-10-20 | 2020-11-05 | 住友電気工業株式会社 | 合成単結晶ダイヤモンド、工具、及び、合成単結晶ダイヤモンドの製造方法 |
| ES2940124T3 (es) * | 2017-11-17 | 2023-05-03 | Sumitomo Electric Industries | Policristal de diamante y método para la producción del mismo |
| CN110318032A (zh) * | 2018-03-29 | 2019-10-11 | 中国科学院宁波材料技术与工程研究所 | 一种超细纳米晶金刚石精密刀具及其制造方法 |
| GB201919158D0 (en) * | 2019-12-23 | 2020-02-05 | Element Six Tech Ltd | Non-planner diamond body |
| CN111635231B (zh) * | 2020-06-05 | 2021-12-17 | 四川大学 | 一种多晶金刚石透明陶瓷的制备方法 |
| CN113352237B (zh) * | 2021-02-08 | 2022-05-06 | 长沙理工大学 | 一种在线检测并实时修正槽型的砂轮开槽装置 |
| CN113319750B (zh) * | 2021-02-08 | 2022-05-24 | 长沙理工大学 | 一种在线检测并实时修正槽型的砂轮开槽方法 |
| CN114199610A (zh) * | 2021-12-13 | 2022-03-18 | 郑州磨料磨具磨削研究所有限公司 | 一种金刚石强度测试装置和方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4923490A (en) * | 1988-12-16 | 1990-05-08 | General Electric Company | Novel grinding wheels utilizing polycrystalline diamond or cubic boron nitride grit |
| JP2795738B2 (ja) | 1990-07-13 | 1998-09-10 | 科学技術庁無機材質研究所長 | ダイヤモンド基焼結材料 |
| JP2839674B2 (ja) | 1990-08-31 | 1998-12-16 | 科学技術庁無機材質研究所長 | 耐摩耗性にすぐれたダイヤモンド基焼結材料の製造方法 |
| JP4275896B2 (ja) * | 2002-04-01 | 2009-06-10 | 株式会社テクノネットワーク四国 | ダイヤモンド多結晶体およびその製造方法 |
| CN1735716A (zh) * | 2003-05-26 | 2006-02-15 | 住友电气工业株式会社 | 金刚石涂敷的电极及其制备方法 |
| DE102004026976A1 (de) * | 2004-06-02 | 2006-03-16 | Universität Bayreuth | Verfahren zur Herstellung von nanokristallinem stäbchenförmigem Diamant und Anwendungen dafür |
| JP5013156B2 (ja) * | 2005-07-21 | 2012-08-29 | 住友電気工業株式会社 | 高硬度ダイヤモンド多結晶体およびその製造方法 |
| CN101532970B (zh) * | 2008-03-11 | 2011-07-20 | 宝山钢铁股份有限公司 | 多晶体中各组成晶粒的晶体取向和微观力学性能测定方法 |
| JP5263500B2 (ja) * | 2008-07-22 | 2013-08-14 | 三菱マテリアル株式会社 | 複層構造ダイヤモンド基焼結体、ダイヤモンド工具及びその製造方法 |
| JP5416507B2 (ja) * | 2009-08-07 | 2014-02-12 | 住友電気工業株式会社 | 回転切削工具 |
| JP5534181B2 (ja) * | 2010-03-12 | 2014-06-25 | 住友電気工業株式会社 | ダイヤモンド多結晶体 |
| DE202011111028U1 (de) * | 2010-08-19 | 2018-07-03 | Sumitomo Electric Industries, Ltd. | Polykristalliner Diamant |
| WO2012141171A1 (ja) * | 2011-04-11 | 2012-10-18 | 住友電気工業株式会社 | 切削工具およびその製造方法 |
| CN102784917A (zh) * | 2011-05-18 | 2012-11-21 | 中国石油化工集团公司 | 直接合成金刚石磨块的制造方法 |
| US9254554B1 (en) * | 2012-02-16 | 2016-02-09 | Us Synthetic Corporation | Polycrystalline diamond compact including substantially single-phase polycrystalline diamond body, methods of making same, and applications therefor |
| JP6015325B2 (ja) * | 2012-10-09 | 2016-10-26 | 住友電気工業株式会社 | ダイヤモンド多結晶体およびその製造方法、ならびに工具 |
| JP6007732B2 (ja) * | 2012-11-06 | 2016-10-12 | 住友電気工業株式会社 | ダイヤモンド多結晶体およびその製造方法 |
| JP2014129218A (ja) * | 2012-11-30 | 2014-07-10 | Sumitomo Electric Ind Ltd | ダイヤモンド多結晶体およびその製造方法、ならびに工具 |
-
2015
- 2015-03-06 JP JP2015044438A patent/JP6458559B2/ja active Active
-
2016
- 2016-01-20 EP EP16761363.7A patent/EP3266756B1/en active Active
- 2016-01-20 PL PL16761363T patent/PL3266756T3/pl unknown
- 2016-01-20 ES ES16761363T patent/ES2791993T3/es active Active
- 2016-01-20 WO PCT/JP2016/051501 patent/WO2016143391A1/ja active Application Filing
- 2016-01-20 CN CN201680014181.0A patent/CN107406334B/zh active Active
- 2016-01-20 US US15/555,764 patent/US10421129B2/en active Active
- 2016-01-20 CN CN202011260632.3A patent/CN112340727B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP6458559B2 (ja) | 2019-01-30 |
| US10421129B2 (en) | 2019-09-24 |
| CN112340727A (zh) | 2021-02-09 |
| EP3266756A1 (en) | 2018-01-10 |
| CN107406334B (zh) | 2020-11-27 |
| US20180079010A1 (en) | 2018-03-22 |
| CN112340727B (zh) | 2023-08-29 |
| EP3266756B1 (en) | 2020-05-13 |
| CN107406334A (zh) | 2017-11-28 |
| PL3266756T3 (pl) | 2020-11-02 |
| JP2016164102A (ja) | 2016-09-08 |
| WO2016143391A1 (ja) | 2016-09-15 |
| EP3266756A4 (en) | 2018-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2791993T3 (es) | Cuerpo de diamante policristalino, herramienta de corte, herramienta resistente al desgaste y herramienta de rectificado | |
| JP6447197B2 (ja) | 立方晶窒化ホウ素多結晶体、切削工具、耐摩工具、研削工具、および立方晶窒化ホウ素多結晶体の製造方法 | |
| ES2689682T3 (es) | Proceso para producción de diamante policristalino | |
| JP6387897B2 (ja) | ダイヤモンド多結晶体、切削工具、耐摩工具、および研削工具 | |
| ES2837037T3 (es) | Método de producción de diamante policristalino y diamante policristalino | |
| ES2628317T3 (es) | Hilera de trefilado | |
| WO2016129328A1 (ja) | 立方晶窒化ホウ素多結晶体、切削工具、耐摩工具、研削工具、および立方晶窒化ホウ素多結晶体の製造方法 | |
| JP6291995B2 (ja) | 立方晶窒化ホウ素多結晶体、切削工具、耐摩工具、研削工具、および立方晶窒化ホウ素多結晶体の製造方法 | |
| JP6741016B2 (ja) | 複合多結晶体 | |
| JP6112177B1 (ja) | 複合多結晶体およびその製造方法 | |
| TW202012309A (zh) | 鑽石多晶體及具備其之工具 | |
| JP6741017B2 (ja) | 複合多結晶体 | |
| TWI690488B (zh) | 鑽石多晶體及具備其之工具 | |
| JP6724928B2 (ja) | 複合多結晶体 | |
| WO2020070776A1 (ja) | ダイヤモンド多結晶体、ダイヤモンド多結晶体を備える工具及びダイヤモンド多結晶体の製造方法 | |
| JP2020011887A (ja) | ダイヤモンド多結晶体及びそれを備えた工具 | |
| JP2020011886A (ja) | ダイヤモンド多結晶体及びそれを備えた工具 |