EP4530207A1 - Vorrichtung zum aufhalten der öffnung eines beutels - Google Patents
Vorrichtung zum aufhalten der öffnung eines beutels Download PDFInfo
- Publication number
- EP4530207A1 EP4530207A1 EP24194293.7A EP24194293A EP4530207A1 EP 4530207 A1 EP4530207 A1 EP 4530207A1 EP 24194293 A EP24194293 A EP 24194293A EP 4530207 A1 EP4530207 A1 EP 4530207A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- opening
- holding
- holding elements
- coffee powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/20—Reducing volume of filled material
- B65B1/24—Reducing volume of filled material by mechanical compression
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/34—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by internal pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/46—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers
- B65B43/465—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers for bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B29/00—Packaging of materials presenting special problems
Definitions
- the invention relates to a device for holding open the opening of a bag.
- the device is particularly suitable for holding open bags in filling machines for filling coffee powder.
- Coffee powder is usually filled into bags from above by gravity, with a defined, weighed amount of coffee powder falling into the bag. Additionally, compacting the coffee powder is often useful when filling coffee powder, particularly to remove air from the bag and to ensure the coffee powder is stored in the bag with as little air as possible. Compacting is usually done with a plunger, which compresses the coffee powder already in the bag by pressing down on the coffee powder from above.
- the invention relates to a device for holding open the opening of a bag, in particular in a filling machine for filling coffee powder, the bag having a polygonal bag base surface from which a circumferential bag wall extends upwards and surrounds the opening opposite the bag base surface, the device having holding elements which can be moved from starting positions into a central region within an opening surface of the opening from above into the opening, in order to then be moved apart within the opening into deflected positions in order to open up the bag wall at corners, a direction of movement of the holding elements from the starting positions to the deflected positions being aligned at an angle of approach to both wall surface sections of the bag wall which meet in a corner of the bag.
- the described device is preferably used in a filling machine for filling coffee powder between a filling station for filling the coffee powder into the bag and a compacting station for compacting/compressing the coffee powder in the bag.
- a compacting station normally has a stamp that moves into the opening of the bag from above and with which pressure is exerted on the coffee powder contained in the bag. It is desirable to shape a stamp so that it is adapted as precisely as possible to the shape of the opening or bag, so that pressure can be exerted as evenly as possible on the surface of the coffee powder in the bag with the stamp.
- the bag wall extends upwards from a bag base, which forms the bottom of the bag.
- the bag wall is perpendicular to the base throughout.
- An opening surface of the opening preferably corresponds to the bag base and lies in a plane parallel to the bag base above the bag wall.
- An upper edge or an upper end face of the The bag wall encloses the opening or opening surface.
- deformations e.g., corrugations
- deviations between the opening surface and the base surface can occur. These deviations can vary depending on the situation and compromise process reliability. If the punch shape is precisely adapted to the shape of the opening, collisions can occur between the punch and the upper end face of the bag wall.
- the use of the device can also be advantageous for filling products into bags because the bag is held in a certain position with the device.
- the bag base is square, and the device has four retaining elements for the four corners.
- the bag base is rectangular with a longer and a shorter side.
- the bag base can also be square. In variant designs, however, the bag base can also have a different number of corners, e.g., three corners, five corners, or eight corners.
- the device then has a corresponding number of retaining elements.
- the bag is made of a monomaterial.
- a monomaterial is, in particular, a material that has a single-layer structure. The properties of the material are therefore essentially uniform across the thickness of the material. Monomaterials are particularly to be distinguished from materials that have a supporting layer and an additional have a barrier layer applied that prevents, for example, the diffusion of moisture into the bag.
- Monomaterials offer significant advantages over multi-layer materials in terms of their recycling capabilities because they do not represent mixtures of materials and therefore, in principle, no separation is required to ensure particularly good recycling.
- the monomaterial of the bag is a material based on polyethylene, which has good barrier properties.
- the bag is made from a flat starting material which is formed into a tube with a longitudinal seam.
- the bag has additional bottom seams in the area of the bag base or bottom, with which the bag is tightly closed at the bag base.
- the longitudinal seam (and preferably any other seam of the bag) is preferably created using joining methods, with thermal joining methods such as welding being used in particular.
- Heat is introduced into the bag material, which regularly creates internal stresses in the bag material.
- Such internal stresses promote the occurrence of corrugations.
- the formation of such a corrugation is also referred to as a "figure 8.”
- Such a corrugation forms particularly inwardly with monomaterials as the bag material and can therefore pose a particularly high risk of collision with a stamp for compacting/compressing the coffee powder in the bag.
- the use of the described device is particularly advantageous for a bag made of such a material.
- a corrugation created by a longitudinal seam The waviness caused by the wrinkles and their effect on the shape of the opening/opening area of the bag can be particularly effectively prevented. In particular, sections of the bag wall between the corners
- the holding elements are hook-shaped and have a holding section and a web section which are arranged at a hook angle to one another, wherein the holding sections in the deflected position rest against an inner surface of the bag wall in the corners and a holding length of the web sections specifies the deflected position of the holding sections.
- the holding section holds the bag in the deflected position.
- the holding section penetrates the bag opening to a depth corresponding to the penetration depth and rests against an inner surface of the bag wall at its corners for a length corresponding to the penetration depth.
- the holding elements are each rotatable about a rotational axis.
- the movement of the holding elements from the starting position to the deflected position is preferably a rotational movement about the rotational axis. This ensures, in particular, that the holding elements are moved from above into the central region of the opening and then subsequently outwards into the deflected position.
- the holding sections In the deflected position, the holding sections preferably run parallel to the bag wall and span the bag wall starting from its inner surface. Previously (in the starting position), the holding sections are inclined relative to the bag wall.
- the web length is the length of the holding section spaced from the rotation axis by the web section.
- the web length is the distance from the rotation axis to the deflected position projected onto a plane of the bag opening. It is also advantageous if the holding elements are designed with a transition curve between the web sections and the holding sections.
- the movement of the holding elements from the starting position to the deflected position can also be multi-part, for example with an initial (linear) movement downwards into the central area within the opening surface followed by a separate, further (linear) movement outwards.
- Combinations of linear movements and rotary movements for moving the holding elements from starting positions to deflected positions are also possible.
- the movements into the opening and the movement outwards can overlap in time and space. It is not necessary for these movements to occur completely one after the other. What is important is that the holding elements approach the inner surface of the bag wall. Therefore, a movement component of the movement into the opening preferably precedes at least partially in time a movement component of the movement outwards.
- the holding elements have a rounded cross-section at least in the area of holding sections that are in contact with the bag wall.
- the holding elements are made of a rod element which at least partially forms the holding section and the web section and which is optionally bent to form the described transition curve.
- holding elements are designed as round bars which form holding sections and web sections, wherein the holding section and web section merge into one another with a transition base.
- the rounded cross-section of the holding sections is particularly advantageous in ensuring particularly gentle contact between the holding section and the bag wall.
- the rounded cross-section prevents damage to the bag because there are no sharp edges that could cut into the material of the bag wall.
- the holding elements are each rotatably mounted on axes of rotation above a bag arranged in the device in order to be movable from the starting positions into the deflected positions with a tilting movement about the respective axis of rotation.
- holding elements are arranged in particular above the opening of the bag.
- the holding elements When the holding elements enter the opening area, the holding elements preferably enter the opening (only) through a central area located within the opening area.
- the central area and the starting positions above the opening are set up in such a way that the holding elements always have a safety distance from the bag wall when entering the opening. This ensures that when the holding elements move in a direction from the starting positions to the deflected positions, the holding elements always move towards an inner surface of the bag wall and are thus set up to clamp the bag wall starting from the inner surface at the corners when they have been moved into the deflected position.
- a direction of movement of the holding elements from the starting positions to the deflected positions is aligned at an approach angle to both wall surface sections of the bag wall that meet in a corner of the bag.
- the angle of the movement direction to each surface section of the bag wall is at least 25 degrees.
- the approach angle is the angle between a direction of movement of the retaining elements and wall sections of the stretched bag wall when the retaining elements have each been moved into the deflected positions.
- the angle between two wall surface sections of the bag that meet at the corner is preferably 90°.
- the angle of the direction of movement is then particularly preferably 45 degrees (with a tolerance of 5 degrees or less).
- the device preferably has at least one drive for moving the holding elements from the starting positions into the deflected positions, wherein the drive is designed to limit a force exerted on the bag wall by the holding elements when approaching the deflected positions.
- a limitation of the applied force can be achieved, for example, by a spring element in the drive.
- a rod gear for transmitting a drive force from the drive to the holding elements can, for example, have a spring section that limits the force exerted by the drive on the holding element.
- a filling machine for filling coffee powder into bags comprising at least one filling station for filling coffee powder through the opening of the bag and further comprising at least one compacting station for compacting coffee powder in the bag with a stamp which is used to compact the coffee powder in the bag from above can be moved into the opening of the bag, wherein a described device for holding the opening of the bag is arranged in front of the compacting station in order to hold the opening for carrying out the compaction.
- the stamp for compacting the coffee powder with the compacting station has recesses for the holding elements of the device in their deflected position.
- the filling machine has a forming device for forming bags from a flat starting material, wherein the forming device is designed to form a tube from the flat starting material with a longitudinal seam in order to subsequently form bags from the tube.
- the stamp can achieve particularly good coverage of the surface of the coffee powder in the bag and particularly good compaction/compression/compacting of the coffee powder can be achieved.
- the process is particularly advantageous if the bag is made of a monomaterial.
- the process is particularly advantageous if the bag is made from a flat starting material which is formed into a tube with a longitudinal seam.
- the Fig. 1 shows a described device 1 with holding elements 8 in the starting position 9.
- Fig. 2 shows the device 1 from Fig. 1 with holding elements 8 in the deflected position 12.
- a bag 3 can be seen with the opening 2 on its upper side.
- the bag 3 has a bag wall 7 which extends upwards from a bag base 6 and encloses the opening 2 of the bag 3.
- the bag base 6 corresponds to a bottom of the bag 3.
- the bag wall 7 extends essentially vertically upwards from the bag base 6 or from the bottom of the bag 3. Accordingly, the opening 2 also essentially has the shape of the bag base 6.
- the bag wall 7 can have a corrugation 33 in some areas, as a result of which the shape of the opening 2 can deviate from the shape of the bag base 6.
- the corrugation 33 can occur as a result of a longitudinal seam (not shown separately here), in particular when the bag 3 is made of a monomaterial. In principle, however, such a corrugation 33 can also occur for other reasons.
- the holding elements 8 are provided with at least one Fig. 1 and 2 schematically illustrated drive 25 around rotation axes 21 in order to move from the starting position 9 according to Fig. 1 into the deflected position 12 according to Fig. 2 According to the Fig. 1 and 2
- the drive 25 drives the holding elements 8 via rod gears 34. This is a possible design variant.
- the holding elements 8 are located above the opening 2 of the bag 3. In fact, there is even a distance between the opening surface of the opening 2 and the central area or the holding elements 8, which is set so that in the event of any possible deformation of the bag 3 or the bag wall 7, the holding elements 8 are still located within the opening surface and, when moving into the deflected position 12, are in any case moved from the inside to the bag wall 7. Because the holding elements 8 are in the starting position 9 above the opening 2 of the bag 3, the bag 3 can be moved from the side under the holding elements 8.
- the holding elements 8 When the holding elements 8 move into the deflected position 12, the holding elements 8 are moved downwards and outwards (towards the bag wall 7) into the corners of the bag wall 7. During the movement, the holding elements 8 enter the opening surface 11 of the opening 2 through a central area and always have a safety distance from the bag wall 7. After or parallel to the entry of the holding elements 8 into the opening 2 through the central area, the holding elements 8 are moved outwards and into the deflected positions 12. This opens up the bag 3 or the opening 2 of the bag 3.
- the corrugation 33 is smoothed out.
- the device 1 preferably has four holding elements 8 with which the opening 2 of a rectangular bag 3 with four corners 13 can be clamped.
- the rotation axes 21 of the individual holding elements 8 are in the Fig. 1 and 2 partially obscured and therefore not all equally recognizable.
- a single holding element 8 is used to explain the structure in Fig. 3 in a deflected position 12. It can be seen that the holding element 8 is movable about a rotation axis 21 by means of a drive 25.
- the holding element 8 consists of a round rod with a round cross-section 31.
- the holding element 8 has a holding section 15 which rests against the bag wall 7 when the holding element 8 (as in Fig. 2 shown) is brought into the deflected position 12.
- a holding element 8 designed as a round rod has the advantage that it has no edges that could damage the bag wall 7.
- the holding section 15 merges into a web section 16 of the holding element 8 in a transition curve 20.
- the web section 16 and the holding section 15 for holding the bag 3 form a hook with a hook angle 17, which is preferably 90 degrees.
- a web length 19 of the web section 16 or a web length 19 from the axis of rotation 21 to the holding section 15 defines a precise location of the holding section 15 in the deflected position 12.
- the web length 19 ensures that the holding element 8, when moving from the starting position to the deflected position 12, is moved not only outwards but also downwards, into the opening 2 of the bag 3.
- the holding element 8 When the holding element 8 is in the deflected position 12, it has penetrated into the opening 2 or the bag 3 with a penetration depth 26 and rests against the inner surface 18 of the bag wall 7 with a length corresponding to the penetration depth 26.
- the penetration depth 26 is configured such that the holding element 8 sufficiently holds the bag wall 7 and, in particular, the holding element 8 cannot slip off the bag wall, but rather the opening 2 is securely clamped by the holding elements 8.
- the penetration depth 26 is, for example, more than 5 mm [millimeters] and particularly preferably more than 10 mm.
- the Fig. 4 a schematic representation of a described filling machine 4 with a described device 1.
- the steps of the method also described here for filling coffee powder 5 into a bag 3 are assigned to individual stations of the filling machine 4.
- step a) at least one bag 3 is provided.
- This may, for example, also include the production of the bag 3 from a flat starting material by forming a tube from the starting material with a longitudinal seam. Furthermore, this may include the separation of the material for a bag 3 from the starting material, as well as the formation of a base by folds and/or further seams.
- step a) also includes the erection of the bag for subsequent filling with coffee powder 5 in a filling station 27 (step b)).
- the filling machine 4 has a described device 1 with holding elements 8, with which the opening 2 of the bag 3 can be held open. This corresponds to step c) of the described method.
- the device 1 is preferably arranged in the filling process direction downstream of a filling station 27 for filling the coffee powder 5 into the bag and upstream of a compacting station 28 for compacting the coffee powder 5.
- the device 1 can also be arranged upstream of the filling station 27 and hold the bag 3 or its opening 2 for filling.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Packages (AREA)
Abstract
Vorrichtung (1) zum Aufhalten der Öffnung (2) eines Beutels (3), insbesondere in einer Abfüllmaschine (4) zum Abfüllen von Kaffeepulver (5), wobei der Beutel (3) eine mehreckige Beutelgrundfläche (6) aufweist, von welcher ausgehend sich eine umlaufende Beutelwand (7) nach oben erstreckt und die der Beutelgrundfläche (6) gegenüberliegende Öffnung (2) umgibt, wobei die Vorrichtung (1) Halteelemente (8) aufweist, die in Ausgangspositionen (9) in einem zentralen Bereich (10) der Beutelgrundfläche (6), welcher innerhalb einer Öffnungsfläche (11) der Öffnung (2) liegt von oben in die Öffnung (2) einfahrbar sind, um anschließend innerhalb der Öffnung (2) in ausgelenkte Positionen (12) auseinander gefahren werden können, um die Beutelwand (7) an Ecken (13) aufzuspannen, wobei eine Bewegungsrichtung (22) der Halteelemente (8) von den Ausgangspositionen (9) zu den ausgelenkten Positionen (12) in einem Annäherungswinkel (23) zu beiden in einer Ecke (13) des Beutels (3) aufeinander treffenden Wandflächenabschnitten (24) der Beutelwand (7) ausgerichtet ist.
Description
- Die Erfindung betrifft eine Vorrichtung zum Aufhalten der Öffnung eines Beutels. Die Vorrichtung ist insbesondere zum Aufhalten von Beuteln in Abfüllmaschinen zum Abfüllen von Kaffeepulver geeignet.
- Die Abfüllung von Kaffeepulver in Beutel erfolgt normalerweise von oben durch den Einfluss der Schwerkraft, wobei eine definierte abgewogene Menge an Kaffeepulver in den Beutel hineinfällt. Zusätzlich ist bei der Abfüllung von Kaffeepulver häufig auch eine Kompaktierung des Kaffeepulvers sinnvoll, insbesondere um Luft aus dem Beutel zu entfernen und um eine möglichst luftfreie Lagerung des Kaffeepulvers in dem Beutel zu ermöglichen. Das Kompaktieren erfolgt üblicherweise mit einem Stempel, mit welchem das bereits in dem Beutel bereitgestellte Kaffeepulver verdichtet wird, indem der Stempel von oben auf das Kaffeepulver drückt.
- Beim Einfüllen des Kaffeepulvers in den Beutel besteht ein Interesse daran, dass das Kaffeepulver möglichst vollständig in dem Beutel landet. Beim Verdichten bzw. Kompaktieren des Kaffeepulvers ist es das Ziel, das Kaffeepulver möglichst vollständig und gleichmäßig zu kompaktieren.
- Hiervon ausgehend ist es Aufgabe der vorliegenden Erfindung, eine Vorrichtung zu offenbaren, die insbesondere das Kompaktieren von Kaffeepulver in Beuteln aber auch das Einfüllen von Kaffeepulver in Beutel vereinfacht bzw. verbessert. Diese Aufgabe wird gelöst mit den Vorrichtungen und Verfahren gemäß den Merkmalen der unabhängigen Patentansprüche. Weitere vorteilhafte Ausgestaltungen sind in den abhängig formulierten Patentansprüchen sowie in der Beschreibung und insbesondere auch in der Figurenbeschreibung angegeben. Es ist darauf hinzuweisen, dass der Fachmann die einzelnen Merkmale in technologisch sinnvoller Weise miteinander kombiniert und damit zu weiteren Ausgestaltungen der Erfindung gelangt.
- Hier beschrieben werden soll eine Vorrichtung zum Aufhalten der Öffnung eines Beutels, insbesondere in einer Abfüllmaschine zum Abfüllen von Kaffeepulver, wobei der Beutel eine mehreckige Beutelgrundfläche aufweist, von welcher ausgehend sich eine umlaufende Beutelwand nach oben erstreckt und die der Beutelgrundfläche gegenüberliegende Öffnung umgibt, wobei die Vorrichtung Halteelemente aufweist, die aus Ausgangspositionen in einen zentralen Bereich innerhalb einer Öffnungsfläche der Öffnung von oben in die Öffnung einfahrbar sind, um anschließend innerhalb der Öffnung in ausgelenkte Positionen auseinander gefahren werden können, um die Beutelwand an Ecken aufzuspannen, wobei eine Bewegungsrichtung der Halteelemente von den Ausgangspositionen zu den ausgelenkten Positionen in einem Annäherungswinkel zu beiden in einer Ecke des Beutels aufeinander treffenden Wandflächenabschnitten der Beutelwand ausgerichtet ist.
- Die beschriebene Vorrichtung wird in einer Abfüllmaschine zum Abfüllen von Kaffeepulver bevorzugt zwischen einer Abfüllstation/Einfüllstation zum Einfüllen des Kaffeepulvers in den Beutel und einer Kompaktierungsstation zur Kompaktierung/Komprimierung des Kaffeepulvers in dem Beutel eingesetzt. Eine Kompaktierungsstation hat normalerweise einen Stempel, der von oben in die Öffnung des Beutels einfährt und mit welchem auf das in dem Beutel befindliche Kaffeepulver Druck ausgeübt wird. Es ist wünschenswert, einen Stempel so zu formen, dass er möglichst exakt an die Form der Öffnung bzw. des Beutels angepasst ist und damit Druck auf die Oberfläche des Kaffeepulvers in dem Beutel mit dem Stempel möglichst gleichmäßig ausgeübt werden kann.
- Die Beutelwand erstreckt sich von einer Beutelgrundfläche, welche den Boden des Beutels bildet, nach oben. Bevorzugt steht die Beutelwand überall senkrecht auf der Grundfläche. Eine Öffnungsfläche der Öffnung entspricht bevorzugt der Beutelgrundfläche und liegt in einer zur Beutelgrundfläche parallelen Ebene oberhalb der Beutelwand. Ein oberer Rand bzw. eine obere Stirnseite der Beutelwand umschließt die Öffnung bzw. die Öffnungsfläche. Aufgrund von Verformungen (bspw. Wellungen) der Beutelwand können hier allerdings Abweichungen zwischen der Öffnungsfläche und der Grundfläche auftreten, die je nach Situation unterschiedlich sein können und die die Prozesssicherheit beeinträchtigen. Bei einer an die Form der Öffnung genau angepassten Form des Stempels können Kollisionen zwischen dem Stempel und der oberen Stirnseite der Beutelwand auftreten.
- Durch den Einsatz der Vorrichtung mit den Halteelementen in der ausgelenkten Position entstehen gespannte Wandabschnitte der Wand zwischen den Ecken. Die Form der Öffnung des Beutels wird besser kontrollierbar. Die Möglichkeit zur Kompaktierung/Komprimierung von Kaffeepulver in Beuteln mit einem Stempel wird deutlich verbessert.
- Der Einsatz der Vorrichtung kann aber auch für die Einfüllung von Produkten in Beutel vorteilhaft sein, weil der Beutel mit der Vorrichtung in einer bestimmten Position gehalten wird.
- Bevorzugt ist die Beutelgrundfläche viereckig und die Vorrichtung hat vier Halteelemente für die vier Ecken. Insbesondere bevorzugt ist die Beutelgrundfläche rechteckig mit einer längeren und einer kürzeren Seite. Gegebenenfalls kann die Beutelgrundfläche auch quadratisch sein. In Ausführungsvarianten kann die Beutelgrundfläche aber auch eine andere Anzahl von Ecken haben, bspw. drei Ecken, fünf Ecken oder acht Ecken. Die Vorrichtung hat dann eine entsprechende Zahl von Halteelementen.
- Besonders vorteilhaft ist, wenn der Beutel aus einem Monomaterial gefertigt ist.
- Ein Monomaterial ist insbesondere ein Material, welches einen einschichtigen Aufbau hat. Über die Dicke des Materials sind die Eigenschaften des Materials damit im Wesentlichen einheitlich. Monomaterialen sind insbesondere abzugrenzen von Materialien, welche eine tragende Schicht und eine zusätzlich aufgebrachte Barriereschicht haben, die beispielsweise die Diffusion von Feuchtigkeit in den Beutel verhindert.
- Monomaterialien bieten hinsichtlich ihrer Recycling-Fähigkeiten erhebliche Vorteile gegenüber mehrschichtigen Materialien, weil sie keine Stoffgemische darstellen und damit grundsätzlich keine Trennung erforderlich ist, um ein besonders gutes Recycling zu gewährleisten.
- Besonders bevorzugt ist das Monomaterial des Beutels ein Material auf Basis von Polyethylen, welches gute Barriereeigenschaften aufweist.
- Außerdem vorteilhaft ist, wenn der Beutel aus einem flächigen Ausgangsmaterial gefertigt ist, welches mit einer Längsnaht zu einem Schlauch geformt ist.
- Bevorzugt weist der Beutel im Bereich der Beutelgrundfläche bzw. des Beutelbodens zusätzliche Bodennähte auf, mit denen der Beutel an der Beutelgrundfläche dicht verschlossen ist.
- Die Längsnaht (sowie bevorzugt auch jede andere Naht des Beutels) ist bevorzugt mit Hilfe von Verbindungsverfahren erzeugt worden, wobei hier insbesondere thermische Verbindungsverfahren zum Einsatz kommen, wie bspw. das Schweißen. Dabei wird Wärme in das Beutelmaterial eingebracht und hierdurch entstehen regelmäßig innere Spannungen in dem Beutelmaterial. Solche inneren Spannungen begünstigen, dass eine Wellung auftritt. Dies gilt insbesondere für die Längsnaht, die sich über die gesamte Länge der Beutelwand erstreckt, so dass eine solche Wellung sich besonders gut ausprägen kann. Die Ausbildung einer solchen Wellung wird auch als "8er" bezeichnet. Eine solche Wellung bildet sich bei Monomaterialien als Material für den Beutel insbesondere nach innen aus und kann daher ein besonders großes Risiko der Kollision mit einem Stempel zum Kompaktieren/Komprimierung des Kaffeepulvers in dem Beutel bedeuten. Aus diesem Grund ist der Einsatz der beschriebenen Vorrichtung bei einem Beutel aus einem solchen Material besonders vorteilhaft. Eine durch eine Längsnaht verursachte Wellung bzw. deren Auswirkung auf die Form der Öffnung/Öffnungsfläche des Beutels kann besonders gut verhindert werden. Insbesondere werden Wandabschnitte der Beutelwand zwischen den Ecken glatt gezogen.
- Außerdem vorteilhaft ist, wenn die Halteelemente hakenförmig ausgebildet sind und einen Halteabschnitt sowie einen Stegabschnitt aufweisen, welche in einem Hakenwinkel zueinander angeordnet sind, wobei die Halteabschnitte in der ausgelenkten Position an einer Innenfläche der Beutelwand in den Ecken anliegen und eine Haltelänge der Stegabschnitte die ausgelenkte Position der Halteabschnitte vorgibt.
- Der Halteabschnitt hält den Beutel in der ausgelenkten Position. Der Halteabschnitt ist dabei mit einer Eindringtiefe in die Öffnung des Beutels eingedrungen und liegt für eine der Eindringtiefe entsprechende Länge an einer Innenfläche der Beutelwand in deren Ecken an.
- Bevorzugt ist, dass die Halteelemente jeweils um eine Drehachse drehbar sind. Die Bewegung der Haltelemente von der Ausgangsposition in die ausgelenkte Position ist bevorzugt eine Drehbewegung um die Drehachse. Hierdurch wird insbesondere erreicht, dass die Haltelemente mit einer Bewegung von oben in den zentralen Bereich der Öffnung hinein und dann anschließend nach außen in die ausgelenkte Position bewegt werden. In der ausgelenkten Position verlaufen die Halteabschnitte bevorzugt parallel zur Beutelwand und spannen die Beutelwand ausgehend von deren Innenfläche auf. Vorher (in der Ausgangsposition) sind die Halteabschnitte gegenüber der Beutelwand schräg gestellt.
- Die Steglänge ist die Länge des durch den Stegabschnitt von der Drehachse beabstandeten Halteabschnitts. Wenn sich die Halteelemente in der ausgelenkten Position befinden, ist die Steglänge der Abstand von der Drehachse zur ausgelenkten Position projiziert auf eine Ebene der Öffnung des Beutels Außerdem vorteilhaft ist es, wenn die Halteelemente mit einem Übergangsbogen zwischen den Stegabschnitten und den Halteabschnitten ausgeführt sind.
- In Ausführungsvarianten kann die Bewegung der Haltelemente aus der Ausgangsposition in die ausgelenkte Position auch mehrteilig sein, wobei beispielsweise zunächst eine (lineare) Bewegung nach unten in den zentralen Bereich innerhalb der Öffnungsfläche und anschließend eine separate, weitere (lineare) Bewegung nach außen erfolgt. Auch Kombinationen von linearen Bewegungen und Drehbewegungen zum Bewegen der Halteelemente aus Ausgangspositionen in ausgelenkte Positionen sind möglich. Bei der Bewegung der Haltelemente von der Ausgangsposition in die ausgelenkte Position können die Bewegungen in die Öffnung hinein sowie die Bewegung nach außen sich zeitlich und räumlich überlappen. Es ist nicht erforderlich, dass diese Bewegungen komplett nacheinander erfolgen. Wichtig ist, dass die Halteelemente sich der Innenfläche der Beutelwand annähern. Daher ist eine Bewegungskomponente der Bewegung in die Öffnung hinein bevorzugt einer Bewegungskomponente der Bewegung nach außen zumindest teilweise zeitlich vorgelagert.
- Weiter vorteilhaft ist, wenn die Haltelemente zumindest im Bereich von Halteabschnitten, die mit der Beutelwand in Kontakt sind, einen abgerundeten Querschnitt aufweisen.
- Bevorzugt sind die Halteelemente aus einem Stabelement hergestellt, welches den Halteabschnitt und den Stegabschnitt zumindest teilweise ausbildet und welches ggf. zu dem beschriebenen Übergangsbogen gebogen ist.
- Besonders bevorzugt sind Halteelemente als runde Stäbe ausgeführt, welche Halteabschnitte und Stegabschnitte ausbilden, wobei Halteabschnitt und Stegabschnitt mit einem Übergangsboden ineinander übergehen.
- Der abgerundete Querschnitt der Halteabschnitte ist insbesondere vorteilhaft, um einen besonders schonenden Kontakt des Halteabschnitts mit der Beutelwand zu gewährleiten. Durch den abgerundeten Querschnitt können Beschädigungen an dem Beutel vermieden werden, weil scharfe Kanten, die in das Material der Beutelwand einschneiden könnten, nicht vorkommen.
- Darüber hinaus vorteilhaft ist es, wenn die Halteelemente jeweils oberhalb eines in der Vorrichtung angeordneten Beutels an Drehachsen drehbar gelagert sind, um mit einer Kippbewegung um die jeweilige Drehachse von den Ausgangspositionen in die ausgelenkten Positionen bewegbar zu sein.
- In der Ausgangsposition sind Halteelemente insbesondere oberhalb der Öffnung des Beutels angeordnet. Beim Eintritt der Halteelemente in die Öffnungsfläche treten die Halteelemente bevorzugt (nur) durch einen innerhalb der Öffnungsfläche liegenden zentralen Bereich in die Öffnung ein. Der zentrale Bereich und die Ausgangspositionen oberhalb der Öffnung sind so eingerichtet, dass die Halteelemente beim Eintritt in die Öffnung in jedem Fall jeweils einen Sicherheitsabstand zu der Beutelwand aufweisen. So kann sichergestellt werden, dass bei einer Bewegung der Halteelemente mit einer Bewegungsrichtung von den Ausgangspositionen zu den ausgelenkten Positionen, die Halteelemente sich immer auf eine Innenfläche der Beutelwand zu bewegen und so dazu eingerichtet sind die Beutelwand ausgehend von der Innenfläche an den Ecken aufzuspannen, wenn sie in die ausgelenkte Position bewegt wurden.
- Eine Bewegungsrichtung der Halteelemente von den Ausgangspositionen zu den ausgelenkten Positionen ist in einem Annäherungswinkel zu beiden in einer Ecke des Beutels aufeinander treffenden Wandflächenabschnitten der Beutelwand ausgerichtet.
- Durch einen solchen Annäherungswinkel wird ein zuverlässiges Aufspannen des Beutels erreicht. Bevorzugt ist der Winkel der Bewegungsrichtung zu jedem Flächenabschnitt der Beutelwand mindestens 25 Winkelgrad. Der Annäherungswinkel ist ein Winkel zwischen einer Bewegungsrichtung der Halteelemente und Wandabschnitten der aufgespannten Beutelwand, wenn die Haltelemente jeweils in die ausgelenkten Positionen bewegt wurden. Bei einem rechteckigen Beutel beträgt der Winkel zwischen zwei an der Ecke aufeinander treffenden Wandflächenabschnitten des Beutels bevorzugt 90°. Besonders bevorzugt beträgt der Winkel der Bewegungsrichtung dann 45 Winkelgrad (mit einer Toleranz von 5 Winkelgrad oder weniger).
- Außerdem bevorzugt weist die Vorrichtung mindestens einen Antrieb zur Bewegung der Halteelemente von den Ausgangspositionen in die ausgelenkten Positionen auf, wobei der Antrieb dazu eingerichtet ist, eine auf die Beutelwand von den Haltelementen beim Anfahren der ausgelenkten Positionen ausgeübte Kraft zu begrenzen.
- Eine solche Begrenzung der ausgeübten Kraft kann beispielsweise durch ein federndes Element im Antrieb erreicht werden. Ein Stangengetriebe zum Übertragen einer Antriebskraft des Antriebs auf die Halteelemente kann beispielsweise einen Federabschnitt aufweisen, welcher eine von dem Antrieb auf das Halteelement ausgeübte Kraft begrenzt.
- Gegebenenfalls kann auch eine elektronische Ansteuerung des Antriebs implementiert sein, die eine Abbremsung ausführt, wenn das Halteelement nahe an die ausgelenkte Position gelangt. Hierdurch kann erreicht werden, dass auf die Beutelwand übertragene Impulse des Haltelements beim Kontakt mit der Beutelwand nicht zu groß werden. So kann ein Reißen der Beutelwand beim Aufspannen der Öffnung verhindert werden.
- Hier auch beschrieben werden soll eine Abfüllmaschine zum Abfüllen von Kaffeepulver in Beutel, aufweisend zumindest eine Abfüllstation zum Einfüllen von Kaffeepulver durch die Öffnung des Beutels und weiter aufweisend zumindest eine Kompaktierungsstation zum Kompaktieren von Kaffeepulver in dem Beutel mit einem Stempel, der zum Kompaktieren des Kaffeepulvers in dem Beutel von oben in die Öffnung des Beutels einfahrbar ist, wobei eine beschriebene Vorrichtung zum Aufhalten der Öffnung des Beutels vor der Kompaktierungsstation angeordnet ist, um die Öffnung für die Durchführung der Kompaktierung aufzuhalten.
- Durch die Verwendung der beschriebenen Vorrichtung in einer Abfüllmaschine können Kollisionen der Beutelwand des Beutels mit dem Stempel beim Kompaktieren/Komprimieren wirksam verhindert werden.
- Besonders vorteilhaft ist es, wenn der Stempel zum Kompaktieren des Kaffeepulvers mit der Kompaktierungsstation Aussparungen für die Halteelemente der Vorrichtung in ihrer ausgelenkten Position aufweist.
- Besonders vorteilhaft ist es außerdem, wenn die Abfüllmaschine eine Formvorrichtung zum Formen von Beuteln aus einem flächigen Ausgangsmaterial aufweist, wobei die Formvorrichtung dazu eingerichtet ist aus dem flächigen Ausgangsmaterial mit einer Längsnaht einen Schlauch zu formen, um anschließend aus dem Schlauch Beutel auszubilden.
- So kann eine besonders gute Abdeckung der Oberfläche des Kaffeepulvers im Beutel durch den Stempel erreicht werden und eine besonders gute Verdichtung/Komprimierung/Kompaktierung des Kaffeepulvers erreicht werden.
- Hier soll auch ein Verfahren zur Abfüllung von Kaffeepulver in Beutel mit einer beschriebenen Abfüllmaschine und/oder mit einer Abfüllmaschine aufweisend eine beschriebene Vorrichtung zum Aufhalten der Öffnung eines Beutels beschrieben werden, aufweisend die folgenden Schritte:
- a) Bereitstellen mindestens eines Beutels;
- b) Befüllen des mindestens einen Beutels mit Kaffeepulver in einer Abfüllstation;
- c) Aufhalten der Öffnung des mindestens einen Beutels mit der Vorrichtung zum Aufhalten der Öffnung; und
- d) Kompaktieren des Kaffeepulvers in dem mindestens einen Beutel in einer Kompaktierungsstation.
- Es soll darauf hingewiesen werden, dass die im Zusammenhang mit der vorstehend beschriebenen Vorrichtung und der vorstehend beschriebenen Abfüllmaschine geschilderten besonderen Vorteile und Ausgestaltungsmerkmale auch für das im Folgenden beschriebene Verfahren anwendbar und übertragbar sind.
- Besonders vorteilhaft ist das Verfahren, wenn der Beutel aus einem Monomaterial gefertigt ist.
- Darüber hinaus besonders vorteilhaft ist das Verfahren, wenn der Beutel aus einem flächigen Ausgangsmaterial gefertigt ist, welches mit einer Längsnaht zu einem Schlauch geformt ist.
- Die Erfindung sowie das technische Umfeld der Erfindung werden nachfolgend anhand der Figuren näher erläutert. Die Figuren zeigen bevorzugte Ausführungsbeispiele, auf welche die Erfindung nicht beschränkt ist. Es ist insbesondere darauf hinzuweisen, dass die Figuren und insbesondere die in den Figuren dargestellten Größenverhältnisse nur schematisch sind. Es zeigen:
-
Fig. 1 : eine beschriebene Vorrichtung mit Halteelement in der Ausgangsposition; -
Fig. 2 : die Vorrichtung ausFig. 1 mit den Halteelementen in der ausgelenkten Position; -
Fig. 3 : eine Funktionsdarstellung eines Halteelements für eine beschriebene Vorrichtung; -
Fig. 4 : eine schematische Darstellung einer beschriebenen Abfüllmaschine; -
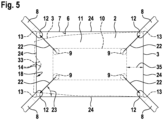
Fig. 5 : eine Darstellung der Vorgänge beim Aufhalten des Beutels in einer Ansicht auf den Beutel von oben; -
Fig. 6 : eine Ausführungsvariante der beschriebenen Vorrichtung. - Die
Fig. 1 zeigt eine beschriebene Vorrichtung 1 mit Halteelementen 8 in der Ausgangsposition 9.Fig. 2 zeigt die Vorrichtung 1 ausFig. 1 mit Halteelementen 8 in der ausgelenkten Position 12. Zu erkennen ist jeweils ein Beutel 3 mit der Öffnung 2 an dessen Oberseite. Der Beutel 3 hat jeweils eine Beutelwand 7, die sich ausgehend von einer Beutelgrundfläche 6 nach oben erstreckt und die Öffnung 2 des Beutels 3 umfasst. Die Beutelgrundfläche 6 entspricht einem Boden des Beutels 3. Die Beutelwand 7 erstreckt sich von der Beutelgrundfläche 6 bzw. von dem Boden des Beutels 3 ausgehend im Wesentlichen senkrecht nach oben. Demzufolge hat auch die Öffnung 2 im Wesentlichen die Form der Beutelgrundfläche 6. Die Beutelwand 7 kann bereichsweise eine Wellung 33 aufweisen, durch welche die Form der Öffnung 2 von der Form der Beutelgrundfläche 6 abweichen kann. Die Wellung 33 kann in Folge einer (hier nicht separat dargestellten) Längsnaht auftreten, insbesondere dann, wenn der Beutel 3 aus einem Monomaterial gebildet ist. Grundsätzlich kann eine solche Wellung 33 aber auch aus anderen Gründen auftreten. - Die Halteelemente 8 sind mit mindestens einem in den
Fig. 1 und2 schematisch dargestellten Antrieb 25 um Drehachsen 21 herum bewegbar, um von der Ausgangsposition 9 gemäßFig. 1 in die ausgelenkte Position 12 gemäßFig. 2 gebracht zu werden. Gemäß denFig. 1 und2 treibt der Antrieb 25 die Halteelemente 8 über Stangengetriebe 34 an. Dies ist eine mögliche Ausführungsvariante. - In der Ausgangsposition 9 befinden sich die Halteelemente 8 oberhalb der Öffnung 2 des Beutels 3. Vielmehr existiert sogar ein Abstand zwischen der Öffnungsfläche der Öffnung 2 und dem zentralen Bereich bzw. den Halteelementen 8, der so eingestellt ist, dass bei allen möglicherweise auftretenden Verformungen des Beutels 3 bzw. der Beutelwand 7 die Halteelemente 8 noch innerhalb der Öffnungsfläche liegen und bei einer Bewegung in die ausgelenkte Position 12 in jedem Fall von innen an die Beutelwand 7 bewegt werden. Dadurch, dass die Halteelement 8 sich in der Ausgangsposition 9 oberhalb der Öffnung 2 des Beutels 3 befinden, kann der Beutel 3 von der Seite aus unter die Halteelemente 8 gefahren werden.
- Bei der Bewegung der Halteelemente 8 in die ausgelenkte Position 12 werden die Halteelemente 8 nach unten und nach außen (hin zur Beutelwand 7) in die Ecken der Beutelwand 7 bewegt. Bei der Bewegung treten Halteelemente 8 durch einen zentralen Bereich in die Öffnungsfläche 11 der Öffnung 2 ein und haben dabei immer einen Sicherheitsabstand zu der Beutelwand 7. Nach bzw. parallel zu dem Eintritt der Haltelemente 8 in die Öffnung 2 durch den zentralen Bereich werden die Haltelemente 8 nach außen bewegt und in die ausgelenkten Positionen 12 bewegt. Dadurch wird der Beutel 3 bzw. die Öffnung 2 des Beutels 3 aufgespannt. Die Wellung 33 wird glatt gezogen. Durch die Halteelemente 8 in der ausgelenkten Position 12 wird bevorzugt erreicht, dass die Form der Öffnungsfläche 11 bzw. der Öffnung 2 genauer der Beutelgrundfläche 6 entspricht als dies ohne die Halteelemente 8 der Fall wäre.
- Die Vorrichtung 1 hat bevorzugt vier Halteelemente 8 mit denen die Öffnung 2 eines rechteckigen Beutels 3 mit vier Ecken 13 aufgespannt werden kann. Die Drehachsen 21 der einzelnen Halteelemente 8 sind in den
Fig. 1 und2 teilweise verdeckt und dadurch nicht alle gleichermaßen erkennbar. Zum besseren Verständnis wird hier auch auf die folgenden Figuren und insbesondere auf dieFig. 6 und 7 verwiesen, in der die Drehachsen 21 aller Halteelemente 8 erkennbar sind. - Ein einzelnes Halteelement 8 wird zur Erläuterung des Aufbaus in
Fig. 3 in einer ausgelenkten Position 12 dargestellt. Zu erkennen ist, dass das Haltelement 8 um eine Drehachse 21 mit einem Antrieb 25 bewegbar ist. Das Halteelement 8 besteht aus einem runden Stab mit einem runden Querschnitt 31. Das Halteelement 8 hat einen Halteabschnitt 15, der an der Beutelwand 7 anliegt, wenn das Halteelement 8 (wie inFig. 2 dargestellt) in die ausgelenkte Position 12 gebracht ist. Ein als runder Stab ausgeführtes Halteelement 8 hat den Vorteil, dass es keine Kanten hat, welche die Beutelwand 7 beschädigen könnten. Der Halteabschnitt 15 geht in einem Übergangsbogen 20 in einen Stegabschnitt 16 des Halteelements 8 über. - Der Stegabschnitt 16 und der Halteabschnitt 15 zum Halten des Beutels 3 bilden einen Haken mit einem Hakenwinkel 17, welcher bevorzugt 90 Winkelgrad beträgt. Durch eine Steglänge 19 des Stegabschnitt 16 bzw. durch eine Steglänge 19 von der Drehachse 21 bis zu dem Halteabschnitt 15 wird ein genauer Ort des Halteabschnitts 15 in der ausgelenkten Position 12 definiert. Außerdem wird durch die Steglänge 19 erreicht, dass das Halteelement 8 bei der Bewegung aus der Ausgangsposition in die ausgelenkte Position 12 nicht nur nach außen, sondern auch nach unten, in die Öffnung 2 des Beutels 3 hinein bewegt wird. Wenn sich das Halteelement 8 in der ausgelenkten Position 12 befindet, dann ist es mit einer Eindringtiefe 26 in die Öffnung 2 bzw. den Beutel 3 hinein eingedrungen und liegt mit einer der Eindringtiefe 26 entsprechenden Länge an der Innenfläche 18 der Beutelwand 7 an. Die Eindringtiefe 26 ist so eingerichtet, dass ein ausreichender Halt der Beutelwand 7 durch das Halteelement 8 erreicht wird und das Haltelement 8 insbesondere nicht an der Beutelwand abrutschen kann, sondern die Öffnung 2 mit den Halteelementen 8 sicher aufgespannt wird. Die Eindringtiefe 26 beträgt bspw. mehr als 5 mm [Millimeter] und besonders bevorzugt mehr als 10 mm.
- Die
Fig. 4 eine schematische Darstellung einer beschriebenen Abfüllmaschine 4 mit einer beschriebenen Vorrichtung 1. Die Schritte des hier ebenfalls beschriebenen Verfahrens zur Abfüllung von Kaffeepulver 5 in einen Beutel 3 sind hier einzelnen Stationen der Abfüllmaschine 4 jeweils zugeordnet. - In Schritt a) erfolgt das Bereitstellen mindestens eines Beutels 3. Dies kann beispielsweise auch die Herstellung des Beutels 3 aus einem flächigen Ausgangsmaterial durch das Bilden eines Schlauchs aus dem Ausgangsmaterial mit einer Längsnaht umfassen. Darüber hinaus kann dies die Abtrennung des Materials für einen Beutel 3 von dem Ausgangsmaterial, sowie die Ausbildung eines Bodens durch Faltungen und/oder weitere Nähte umfassen. Bevorzugt umfasst Schritt a) auch das Aufrichten des Beutels für die anschließende Befüllung mit Kaffeepulver 5 in einer Abfüllstation 27 (Schritt b)).
- Insbesondere zur Vorbereitung der Verdichtung des Kaffeepulvers 5 in dem Beutel 3 weist die Abfüllmaschine 4 eine beschriebene Vorrichtung 1 mit Halteelementen 8 auf, mit welcher die Öffnung 2 des Beutels 3 aufgehalten werden kann. Dies entspricht Schritt c) des beschriebenen Verfahrens. Die Vorrichtung 1 ist bei der hier beschriebenen Abfüllmaschine 4 bevorzugt in Prozessrichtung der Abfüllung hinter einer Abfüllstation 27 zur Einfüllung des Kaffeepulvers 5 in den Beutel und vor einer Kompaktierungsstation 28 zur Verdichtung des Kaffeepulvers 5 angeordnet. Optional kann die Vorrichtung 1 jedoch auch vor der Abfüllstation 27 angeordnet sein und den Beutel 3 bzw. dessen Öffnung 2 auch schon für die Abfüllung aufhalten.
- Der Beutel 3 hat (bevor die Vorrichtung 1 mit den Halteelementen 8 in die Öffnung 2 des Beutels 3 eingreift) regelmäßig eine Wellung 33, welche bspw. in Folge einer Längsnaht 14 auftritt, insbesondere, wenn der Beutel 3 aus einem Monomaterial gefertigt ist. Durch die Vorrichtung 1 bzw. die Haltelemente 8 wird diese Wellung 33 gespreizt, so dass die Öffnungsfläche der Öffnung 2 im Wesentlichen der Beutelgrundfläche 6 entspricht und insbesondere von der genauen Ausprägung der Wellung 33 unabhängig ist.
- Das Spreizen der Wellung 33 bzw. die Gewährleistung einer einheitlichen Öffnungsfläche 11 der Öffnung 2 entsprechend der Beutelgrundfläche 6, unabhängig von der genauen Ausprägung der Wellung 33 mit der beschriebenen Vorrichtung 1, ist insbesondere für die Verdichtung des Kaffeepulvers 5 in der Kompaktierungsstation 28 vorteilhaft. In der Kompaktierungsstation 28 wird Schritt d) des beschriebenen Verfahrens durchgeführt, nämlich die Kompaktierung bzw. Verdichtung des Kaffeepulvers 5 mit einem Stempel 29, der das Kaffeepulver 5 in dem Beutel 3 von oben bedrückt. Die Kompaktierungsstation 28 hat bevorzugt einen Stempel 29, der in die Öffnung 2 hinein gefahren wird, um auf in dem Beutel 3 befindliches Kaffeepulver 5 einen Druck auszuüben und das Kaffeepulver 5 zu verdichten. Die Form und die Größe des Stempels 29 bzw. die Form und die Größe einer Stempelfläche des Stempels 29, die mit dem Kaffeepulver 5 in dem Beutel 3 in Kontakt gelangt, ist etwas kleiner als die Form und Größe der Öffnung 2. Durch das Aufhalten der Öffnung 2 mit der Vorrichtung 1 kann die Form und die Größe des Stempels 29 viel genauer an die Öffnungsfläche 11 der Öffnung 2 angepasst werden als dies ohne die Anwendung der Vorrichtung 1 möglich wäre. Beispielhaft sind hier noch Aussparungen 30 des Stempels 29 für die Halteelemente 8 dargestellt, welche eine exaktere Anpassung der Form und der Größe des Stempels 29 an die Öffnung 2 bzw. deren Öffnungsfläche 11 mit darin angeordneten Halteelementen 8 in der ausgelenkten Position ermöglichen.
- Zum verbesserten Verständnisse sind die Vorgänge bei der Anwendung der Vorrichtung 1 zum Aufhalten des Beutels 3 in
Fig. 5 in einer Ansicht auf den Beutel von oben dargestellt. Hierbei wird von Halteelemente 8 ausgegangen, die zunächst gerade von oben in den zentralen Bereich 10 der Öffnungsfläche 11 der Öffnung 2 hinein und dann nach außen bewegt werden. Mit Bezug auf hakenförmige Halteelemente 8, die um Drehachsen 21 drehbar sind, kann die Darstellung inFig. 5 auf das untere Ende der jeweiligen Halteelemente 8 übertragen werden. - Zu erkennen ist der Beutel 3 bzw. die Öffnung 2 des Beutels 3 einmal (mit einer gestrichelten Linie) in einer Situation, in der die Halteelemente 8 der Vorrichtung 1 noch nicht in der ausgelenkten Position 12 sind und einmal (mit einer durchgezogenen Linie) in einer Situation, in der die Halteelemente 8 der Vorrichtung 1 sich in der ausgelenkten Position 12 befinden. Zu erkennen ist, dass der Beutel 3 mit den Halteelementen 8 in der ausgelenkten Position 12 an seinen Ecken 13 aufgespannt ist, so dass zwischen den Ecken 13 jeweils gespannte Wandflächenabschnitte 24 entstehen. Die Form der Öffnung 2 des Beutels 3 ist im Wesentlichen rechteckig. Demgegenüber ist die Form der Öffnung 2 des Beutels 3 ohne die Halteelemente 8 in den ausgelenkten Positionen 12 unregelmäßig bzw. teilweise auch undefiniert. Dies ist (wie beschrieben) insbesondere durch die Längsnaht 14 des Beutels 3 bedingt, welche zumindest eine Wellung 33 der Beutelwand 7 hervorruft.
- In
Fig. 5 ebenfalls dargestellt sind die Ausgangspositionen 9 der Halteelemente 8 in einem zentralen Bereich 10, welcher innerhalb eines zentralen Bereiches 10 oberhalb der Öffnung 2 des Beutel 3 liegen. Der zentrale Bereich 10 bzw. die Ausgangspositionen 9 haben bevorzugt zu der Beutelwand 7 einen Sicherheitsabstand 35, der so gewählt ist, dass unabhängig von der genauen Form der Wellung 33 die Halteelemente 8 auf jeden Fall innerhalb der Öffnungsfläche 11 liegen. - Von den Ausgangspositionen 9 ausgehend werden die Halteelemente 8 entlang einer Bewegungsrichtung 22 in den Ecken 13 der Beutelwand 7 bzw. des Beutels 3 an die Innenfläche 18 der Beutelwand 7 heran geführt, so dass die zwischen den Ecken 13 gespannten Wandflächenabschnitte 24 entstehen. Die Bewegungsrichtung 22 ist bevorzugt jeweils in einem Annäherungswinkel 23 zu den Wandflächenabschnitten 24 ausgerichtet, welcher bevorzugt immer mehr als 25 Winkelgrad und insbesondere jeweils circa 45 Winkelgrad +/- 5 Winkelgrad beträgt.
- Die
Fig. 6 zeigt eine Ausführungsvariante der beschriebenen Vorrichtung 1, einmal in einer Ansicht von oben und einmal in einer dreidimensionalen Ansicht. Die Vorrichtung 1 ist hier als Doppelstation ausgeführt, in welcher zwei Beutel 3 parallel zueinander aufgespannt werden können. Jeweils gezeigt sind die Halteelemente 8, die um die Drehachsen 21 drehbar sind, um von der Ausgangsposition 9 in die ausgelenkte Position 12 gebracht zu werden. DieFig. 6 zeigt die Halteelemente 8 jeweils in der ausgelenkten Position 12. Zur Veranschaulichung ist inFig. 6 an einem der Halteelemente 8 die Steglänge 19 des Stegabschnitts 16 dargestellt, die sich bei allen Halteelementen 8 so ergibt. Als weitere Besonderheit hat das Halteelemente 8 hier eine zusätzliche Verschiebung 32 in Richtung der Drehachse 21, die durch einen Abschnitt des Halteelementes 8 und einen zusätzlichen Übergangsbogen 36 im Halteelement 8 ausgeführt ist. Hierdurch wird eine bessere Positionierung des Halteelements 8 relativ zu dem Beutel 3 bei einer gegebenen Konstruktion der Vorrichtung 1 möglich. InFig. 6 und 7 ist auch zu erkennen, dass eine solche Verschiebung 32 nicht bei allen Halteelementen 8 einer Vorrichtung 1 vorhanden sein braucht. Die linken Halteelemente 8 der linken Station der in denFig. 6 dargestellten Vorrichtung 1 haben solche Verschiebungen 32 nicht. -
- 1 Vorrichtung
- 2 Öffnung
- 3 Beutel
- 4 Abfüllmaschine
- 5 Kaffeepulver
- 6 Beutelgrundfläche
- 7 Beutelwand
- 8 Halteelement
- 9 Ausgangsposition
- 10 zentraler Bereich
- 11 Öffnungsfläche
- 12 ausgelenkte Position
- 13 Ecken
- 14 Längsnaht
- 15 Halteabschnitt
- 16 Stegabschnitt
- 17 Hakenwinkel
- 18 Innenfläche
- 19 Steglänge
- 20 Übergangsbogen
- 21 Drehachse
- 22 Bewegungsrichtung
- 23 Annäherungswinkel
- 24 Wandflächenabschnitt
- 25 Antrieb
- 26 Eindringtiefe
- 27 Abfüllstation
- 28 Kompaktierungsstation
- 29 Stempel
- 30 Aussparung
- 31 Querschnitt
- 32 Verschiebung
- 33 Wellung
- 34 Stangengetriebe
- 35 Sicherheitsabstand
- 36 zusätzlicher Übergangsbogen
Claims (12)
- Vorrichtung (1) zum Aufhalten der Öffnung (2) eines Beutels (3), insbesondere in einer Abfüllmaschine (4) zum Abfüllen von Kaffeepulver (5), wobei der Beutel (3) eine mehreckige Beutelgrundfläche (6) aufweist, von welcher ausgehend sich eine umlaufende Beutelwand (7) nach oben erstreckt und die der Beutelgrundfläche (6) gegenüberliegende Öffnung (2) umgibt, wobei die Vorrichtung (1) Halteelemente (8) aufweist, die aus Ausgangspositionen (9) in einen zentralen Bereich (10) innerhalb einer Öffnungsfläche (11) der Öffnung (2) von oben in die Öffnung (2) einfahrbar sind, um anschließend innerhalb der Öffnung (2) in ausgelenkte Positionen (12) auseinander gefahren werden können, um die Beutelwand (7) an Ecken (13) aufzuspannen, wobei eine Bewegungsrichtung (22) der Halteelemente (8) von den Ausgangspositionen (9) zu den ausgelenkten Positionen (12) in einem Annäherungswinkel (23) zu beiden in einer Ecke (13) des Beutels (3) aufeinander treffenden Wandflächenabschnitten (24) der Beutelwand (7) ausgerichtet ist.
- Vorrichtung (1) nach Anspruch 1, wobei die Halteelemente (8) hakenförmig ausgebildet sind und einen Halteabschnitt (15) sowie einen Stegabschnitt (16) aufweisen, welche in einem Hakenwinkel (17) zueinander angeordnet sind, wobei die Halteabschnitte (15) in der ausgelenkten Position (12) an einer Innenfläche (18) der Beutelwand (7) in den Ecken (13) anliegen und eine Steglänge (19) der Stegabschnitte (16) die ausgelenkte Position (12) der Halteabschnitte (15) vorgibt.
- Vorrichtung (1) nach Anspruch 2, wobei die Halteelemente (8) mit einem Übergangsbogen (20) zwischen den Stegabschnitten (16) und den Halteabschnitten (15) ausgeführt sind.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, wobei die Haltelemente (8) zumindest im Bereich von Halteabschnitten (15), die mit der Beutelwand (7) in Kontakt sind, einen abgerundeten Querschnitt (31) aufweisen.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, wobei die Halteelemente (8) jeweils oberhalb eines in der Vorrichtung (1) angeordneten Beutels (3) an Drehachsen (21) drehbar gelagert sind, um mit einer Kippbewegung um die jeweiligen Drehachsen (21) von den Ausgangspositionen (9) in die ausgelenkten Positionen (12) bewegbar zu sein.
- Vorrichtung (1) nach einem der vorhergehenden Ansprüche, aufweisend mindestens einen Antrieb (25) zur Bewegung der Halteelemente (8) von den Ausgangspositionen (9) in die ausgelenkten Positionen (12), wobei der Antrieb (25) dazu eingerichtet ist, eine auf die Beutelwand (7) von den Haltelementen (8) beim Anfahren der ausgelenkten Positionen (12) ausgeübten Kräfte zu begrenzen.
- Abfüllmaschine (4) zum Abfüllen von Kaffeepulver (5) in Beutel (3), aufweisend zumindest eine Abfüllstation (27) zum Einfüllen von Kaffeepulver (5) in die Öffnung (2) des Beutels (3) und weiter aufweisend zumindest eine Kompaktierungsstation (28) zum Kompaktieren von Kaffeepulver (5) in dem Beutel (3) mit einem Stempel (29), der zum Kompaktieren des Kaffeepulvers (5) in dem Beutel (3) von oben in die Öffnung (2) des Beutels (3) einfahrbar ist, wobei eine Vorrichtung (1) zum Aufhalten der Öffnung (2) des Beutels (3) nach einem der vorhergehenden Ansprüche vor der Kompaktierungsstation (28) angeordnet ist, um die Öffnung (2) während der Durchführung der Kompaktierung aufzuhalten.
- Abfüllmaschine (4) nach Anspruch 7, wobei der Stempel (29) zum Kompaktieren des Kaffeepulvers (5) mit der Kompaktierungsstation (28) Aussparungen (30) für die Halteelemente (8) der Vorrichtung (1) in ihrer ausgelenkten Position (12) aufweist.
- Abfüllmaschine (4) nach einem der Ansprüche 7 oder 8, aufweisend eine Formvorrichtung zum Formen von Beuteln (3) aus einem flächigen Ausgangsmaterial, wobei die Formvorrichtung dazu eingerichtet ist aus dem flächigen Ausgangsmaterial mit einer Längsnaht (14) einen Schlauch zu formen, um anschließend aus dem Schlauch Beutel (3) auszubilden.
- Verfahren zur Abfüllung von Kaffeepulver (5) in Beutel (3) mit einer Abfüllmaschine (4) nach einem der Ansprüche 7 bis 9 und/oder mit einer Abfüllstation (27) aufweisend eine Vorrichtung (1) zum Aufhalten der Öffnung (2) eines Beutels (3) nach einem der Ansprüche 1 bis 6, aufweisend die folgenden Schritte:a) Bereitstellen mindestens eines Beutels (3);b) Befüllen des mindestens einen Beutels (3) mit Kaffeepulver (5) in einer Abfüllstation (27);c) Aufhalten der Öffnung (2) des mindestens einen Beutels (3) mit der Vorrichtung (1) zum Aufhalten der Öffnung (2); undd) Kompaktieren des Kaffeepulvers (5) in dem mindestens einen Beutel (3) in einer Kompaktierungsstation (28).
- Verfahren nach Anspruch 10, wobei der Beutel (3) aus einem Monomaterial gefertigt ist.
- Verfahren nach Anspruch 10 oder 11, wobei der Beutel (3) aus einem flächigen Ausgangsmaterial gefertigt ist, welches mit einer Längsnaht (14) zu einem Schlauch geformt ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102023122623.1A DE102023122623A1 (de) | 2023-08-23 | 2023-08-23 | Vorrichtung zum Aufhalten der Öffnung eines Beutels |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4530207A1 true EP4530207A1 (de) | 2025-04-02 |
Family
ID=92409134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24194293.7A Pending EP4530207A1 (de) | 2023-08-23 | 2024-08-13 | Vorrichtung zum aufhalten der öffnung eines beutels |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP4530207A1 (de) |
| DE (1) | DE102023122623A1 (de) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3748819A (en) * | 1970-11-23 | 1973-07-31 | Christenssons Maskiner | Arrangement for filling and closing packages, comprising an outer package and an inner package loosely applied therein |
| US3903677A (en) * | 1974-06-28 | 1975-09-09 | Us Agriculture | Opening and gripping mechanism for automatic produce-bagging machine that uses factory-roll polyethylene net tubing |
| US20060196152A1 (en) * | 2005-03-04 | 2006-09-07 | Hans-Peter Wild | Device and method for filling foil bags with food |
| US20120144779A1 (en) * | 2010-12-08 | 2012-06-14 | Sealed Air (New Zealand) | Apparatus and Method for Shaping and Holding a Bag in an Open Condition |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE232162C (de) * | ||||
| CH574806A5 (de) * | 1974-02-13 | 1976-04-30 | Sig Schweiz Industrieges | |
| JPH01111622A (ja) * | 1987-10-14 | 1989-04-28 | Toyama Sanki Kk | 袋状物開口装置 |
| DE19505300C2 (de) * | 1995-02-16 | 1998-02-19 | Ips Int Packaging Syst | Standfeste Tüte |
| US10836525B1 (en) * | 2017-03-07 | 2020-11-17 | Amazon Technologies, Inc. | Robotic gripper for bagging items |
| CN109229580A (zh) * | 2018-10-12 | 2019-01-18 | 安徽永成电子机械技术有限公司 | 一种物料袋撑袋机构 |
| US12291367B2 (en) * | 2021-12-13 | 2025-05-06 | Wacker Chemie Ag | Method and system for automatically packaging comminuted silicon |
-
2023
- 2023-08-23 DE DE102023122623.1A patent/DE102023122623A1/de active Pending
-
2024
- 2024-08-13 EP EP24194293.7A patent/EP4530207A1/de active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3748819A (en) * | 1970-11-23 | 1973-07-31 | Christenssons Maskiner | Arrangement for filling and closing packages, comprising an outer package and an inner package loosely applied therein |
| US3903677A (en) * | 1974-06-28 | 1975-09-09 | Us Agriculture | Opening and gripping mechanism for automatic produce-bagging machine that uses factory-roll polyethylene net tubing |
| US20060196152A1 (en) * | 2005-03-04 | 2006-09-07 | Hans-Peter Wild | Device and method for filling foil bags with food |
| US20120144779A1 (en) * | 2010-12-08 | 2012-06-14 | Sealed Air (New Zealand) | Apparatus and Method for Shaping and Holding a Bag in an Open Condition |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102023122623A1 (de) | 2025-02-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0145832B1 (de) | Verfahren und Vorrichtung zum Herstellen eines kaschierten Formteils | |
| EP1269608B1 (de) | Vorrichtung zur herstellung von aus blechteilen bestehenden paketen | |
| WO2017174347A1 (de) | Vorrichtung und verfahren zum formen von geschlossenen verpackungen | |
| EP3401227A1 (de) | Verfahren zum dreidimensionalen umformen von flächigem material | |
| EP0162119B1 (de) | Vorrichtung zum Herstellen eines Behälters aus einem flachen Zuschnitt | |
| DE69104183T2 (de) | Wirbelbettvorrichtung und Verfahren zu ihrer Herstellung. | |
| DE60005453T2 (de) | Beutel mit durch einen schieber betätigten verschlussprofilen und verfahren zu seiner herstellung | |
| CH659962A5 (de) | Maschine zum herstellen eines abstandhaltenden innenrahmens fuer eine isolierglasscheibe. | |
| DE1142574B (de) | Vorrichtung zum Herstellen von Verpackungsbehaeltern | |
| DE3226879C2 (de) | ||
| DE69101039T2 (de) | Vorrichtung zum Siegeln der offenen Enden von bereits mit Flüssigkeit oder pastösen Lösungen gefüllten Einzeldosenbehältern. | |
| EP1117497B1 (de) | Fügevorrichtung, durchsetzfügeverfahren und durchsetzfügeverbindung | |
| DE2942883C2 (de) | Vorrichtung zum Verschließen des Bodens einer rechteckigen aufgerichteten Faltschachtel | |
| EP1097802A2 (de) | Verfahren und Vorrichtung zum Verschliessen einer Faltschachtel | |
| EP4530207A1 (de) | Vorrichtung zum aufhalten der öffnung eines beutels | |
| DE102022117737A1 (de) | Verfahren zur Herstellung mindestens eines Verpackungselements | |
| DE2852022A1 (de) | Fuellstation fuer seitenfaltensaecke | |
| WO2001095413A1 (de) | Ärmelseparator und vorrichtung zu dessen herstellung | |
| CH673604A5 (de) | ||
| DE2654000B2 (de) | Maschine zum Ausbrechen von Nutzen | |
| DE4339962A1 (de) | Vorrichtung und Verfahren zur Herstellung von Sickenblechen mit planparallelen Außenkantenflächen | |
| EP3831726B1 (de) | Verpackungsmaschine und verfahren mit umfaltfunktion | |
| EP3912918A1 (de) | Verpackungsvorrichtung für kleinstückgüter und verfahren zum herstellen eines mehrere blisterbeutel umfassenden blisterschlauches | |
| EP0630809B1 (de) | Fülleinrichtung für Verpackungen, insbesondere Papierbeutel oder Papiersäcke | |
| DE3238553C2 (de) | Verfahren zum Herstellen eines Behälters für Schüttgut aus einem flachgelegten Kunststoffschlauch und Vorrichtung zur Durchführung des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20250924 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SYNTEGON TECHNOLOGY GMBH |