EP4377218B1 - Aufreissstreifen für eine verpackung, verfahren zum herstellen eines aufreissstreifens und verpackung - Google Patents
Aufreissstreifen für eine verpackung, verfahren zum herstellen eines aufreissstreifens und verpackung Download PDFInfo
- Publication number
- EP4377218B1 EP4377218B1 EP22760662.1A EP22760662A EP4377218B1 EP 4377218 B1 EP4377218 B1 EP 4377218B1 EP 22760662 A EP22760662 A EP 22760662A EP 4377218 B1 EP4377218 B1 EP 4377218B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- paper substrate
- tear
- adhesive layer
- layer
- open strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/22—Details
- B65D77/30—Opening or contents-removing devices added or incorporated during filling or closing of containers
- B65D77/32—Tearing-strings or like flexible elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D27/00—Envelopes or like essentially-rectangular flexible containers for postal or other purposes having no structural provision for thickness of contents
- B65D27/32—Opening devices incorporated during envelope manufacture
- B65D27/38—Tearing-strings or -strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/46—Applications of disintegrable, dissolvable or edible materials
- B65D65/466—Bio- or photodegradable packaging materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/66—Inserted or applied tearing-strings or like flexible elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1018—Container formed by a flexible material, i.e. soft-packages
- B65D85/1027—Opening devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2565/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D2565/38—Packaging materials of special type or form
- B65D2565/381—Details of packaging materials of special type or form
- B65D2565/382—Details of packaging materials of special type or form made of special paper
Definitions
- the present invention relates to a tear strip for a packaging, a method for producing such a tear strip and a packaging with such a tear strip.
- Tear strips for packaging are well known in the art and are used to make it easier to open sealed packaging.
- tear strips are currently mainly made of plastic, which is problematic for environmental and recycling reasons. There have therefore already been initial attempts to produce compostable or biodegradable tear strips based on paper.
- a further object is to provide a method for producing such a tear strip.
- a further object is to provide a packaging with such a tear strip.
- a first aspect of the invention relates to a tear strip for packaging, comprising a layer system which has a paper substrate and an adhesive layer arranged on a first side of the paper substrate.
- improved tearing behavior is achieved in that the adhesive layer has an uneven surface structure with relative elevations and relative depressions at least in some areas.
- a paper-based tear strip is provided whose adhesive layer has an uneven surface structure with relative elevations ("heights") and relative depressions (valleys, cups) in some areas or completely.
- the inventors assume that the improved tearing behavior is achieved by this uneven surface structure, since the tear strip can thus be bonded to an associated packaging with different local strengths, since the depressions or valleys lead to a local weakening of the bond, while the elevations or heights lead to a more intimate material connection and thus to a stronger bond.
- the local weakening of the adhesive bond prevents the paper-based tear strip from sticking too tightly and tearing off.
- the raised areas reliably prevent the overall bond to the associated packaging from being too weak.
- the adhesive layer preferably has between 20 and 100 raised areas per square centimeter of paper substrate. Between 40 and 60, in particular around 50 raised areas per square centimeter are particularly preferred.
- the adhesive layer can in principle consist of one or more suitable adhesives. and may contain additives.
- an adhesive based on poly(meth)acrylate, a natural or synthetic rubber and/or a sealing wax can be used.
- a is to be read as an indefinite article in the context of this disclosure, i.e., unless expressly stated otherwise, always as “at least one”. Conversely, “a” can also be understood as "only one”.
- the paper substrate is compostable and/or biodegradable. This results in an improved environmental balance.
- the paper substrate has a grammage of between 80 g/m 2 and 200 g/m 2 , in particular between 100 g/m 2 and 140 g/m 2 , in particular about 120 g/m 2 . This ensures sufficient stability of the paper substrate for most applications and embodiments and thus advantageous sealing and tearing behavior of the tear strip.
- the application amount of the adhesive per unit area of the paper substrate is particularly preferably selected as a function of the grammage of the paper substrate, with higher application amounts per unit area generally being selected for higher grammages.
- the paper substrate having a stability of at least 75 N/15 mm, preferably of at least 110 N/15 mm and/or a thickness of between 100 ⁇ m and 250 ⁇ m, in particular between 150 ⁇ m and 200 ⁇ m, in a main extension direction.
- a main extension direction is understood to be the direction of the longest extension of the tear strip, i.e. generally the extension along which the associated packaging is torn open.
- first and/or a second side of the paper substrate is embossed and/or bleached and/or colored and/or printed. This makes it particularly easy to adapt the tear strip visually and/or functionally to different requirement profiles.
- an embossed paper substrate can provide better non-stick properties for the non-adhesive second side.
- the adhesive layer is applied to the entire surface or in sections on the first side.
- the adhesive layer has an application weight between 15 g/m 2 and 60 g/m 2 , in particular between 20 g/m 2 and 30 g/m 2 .
- the adhesive layer has a regular surface structure, in particular a dot structure and/or a wave structure and/or a line structure and/or a pyramid structure and/or a truncated pyramid structure and/or a hexagonal structure and/or a line structure with cups and/or a dome structure.
- the elevations and depressions of the surface structure thus have regularly arranged structural elements, whereby only a single structural element type or two or more structural element types can be provided. In the case of several structural element types, these can generally have the same or different volumes.
- an additionally improved tearing behavior results from the fact that the surface structure of the adhesive layer has a periodic structural element at least in some areas, wherein at least one
- the extension vector of the periodicity of the structural element is preferably arranged at an angle to the main extension direction of the paper substrate.
- the extension vector of the periodicity of the structural element is not arranged parallel or coaxially, but at an angle other than 0° or 180° to the main extension direction of the paper substrate.
- a separating layer is arranged on the second side of the paper substrate over the entire surface or in sections, with an application weight of the separating layer preferably being between 0.1 g/m 2 and 2.0 g/m 2 , in particular between 0.2 g/m 2 and 1.0 g/m 2 .
- the separating layer can be silicone-based, although in principle other separating layers based on polyacrylate, carbamate, polyvinyl ether wax or other suitable compounds and mixtures thereof can also be provided.
- a separating strip on a side of the adhesive layer facing away from the paper substrate. This also represents a possibility to prevent the tear strip from blocking or sticking to itself or to undesirable areas of an associated packaging.
- the separating strip can be, for example, a separating film or a separating paper, for example a silicone paper.
- An advantageous storage or transport of the tear strip is achieved in a further embodiment by wound on a spool with preferably traversing winding and/or assembled as a flat coil.
- a second aspect of the invention relates to a method for producing a tear strip for packaging, in which a layer system is produced by applying an adhesive layer to a first side of a paper substrate. Improved tearing behavior is achieved according to the invention in that the adhesive layer is produced at least in some areas with an uneven surface structure with relative elevations and relative depressions.
- the tear strip can be wound onto spools with traversing winding, which allow a long running length of up to 40,000 m or more, typically 10,000 - 20,000 m.
- the tear strip can also be made up as a flat spool.
- the paper substrate is provided with an uneven surface structure before the adhesive layer is applied and/or that the uneven surface structure is created in the adhesive layer.
- the uneven surface structure of the adhesive layer can be achieved by applying the adhesive layer itself in a correspondingly uneven manner to a paper substrate with a surface that is at least partially uniform.
- the paper substrate is initially provided with an uneven surface at least partially, after which the adhesive layer is applied evenly or unevenly to the paper substrate.
- the first side and/or the second side of the paper substrate have an uneven surface.
- a smooth paper substrate is generally easier to coat than a rough or structured one.
- the adhesive layer is applied to the paper substrate using a screen roller, in particular a hash roller.
- a screen roller in particular a hash roller.
- the adhesive layer can be applied to the paper substrate with a defined local dosage of the adhesive and thus to produce a defined surface structure with predetermined elevations and depressions.
- the local application volume of the adhesive layer can also be precisely controlled by a suitable choice of the cells or elevations of the screen roller.
- the paper substrate being provided with a printing layer and/or a separating layer on a second side.
- the printing layer can be used to adjust the visual appearance of the tear strip.
- the tear strip can also be provided with symbols or instructions for use.
- Printing can generally be done using gravure printing, flexographic printing, offset printing, laser printing, inkjet printing or another suitable printing process.
- the printing ink can be based on nitrocellulose (NC), polyurethane (PU), polyvinyl chloride (PVC), polyvinyl butyral (PVB) or other binding agents.
- the separating layer prevents the tear strip from sticking to itself, for example.
- the width of the tear strip can be adapted to different applications, whereby the tear strip can initially be produced with a multiple of this width, which facilitates the coating process(es) for forming the layer system.
- the tear strip preferably has a width of between 2 mm and 15 mm, in particular between 4 mm and 8 mm.
- a third aspect of the invention relates to a packaging which comprises at least one tear strip which is designed according to the first aspect of the invention and/or produced by means of a method according to the second aspect of the invention.
- the advantages resulting from this can be found in the descriptions of the first and second aspects of the invention, with advantageous embodiments of the first and second aspects of the invention being regarded as advantageous embodiments of the third aspect of the invention.
- advantageous embodiments of the third aspect of the invention are also to be regarded as advantageous embodiments of the first and second aspects of the invention.
- the packaging can preferably be designed to be completely compostable or biodegradable.
- the packaging can comprise two or more tear strips.
- Fig. 1 shows a schematic cross section through a tear strip 10 according to the invention.
- the tear strip 10 comprises a layer system 12, which in the present case has a paper substrate 14, an adhesive layer 16 arranged on a first side of the paper substrate 14 and a basically optional separating layer 18 arranged on the second side of the paper substrate 14. It can be seen in the cross section that the adhesive layer 16 has an uneven surface structure with a wave-like structure of relative elevations 20 and relative depressions 22.
- the tear strip 10 shown is compostable and/or biodegradable.
- the paper substrate 14 is generally made of cellulose. However, other types of paper, such as paper based on PET fibers, can also be used.
- the grammage of the paper substrate 14 is between 90 and 200 g/m 2 , for example 120 g/m 2 .
- the paper substrate 14 can be white or bleached or unbleached or colored. It can also be provided that the paper substrate 14 is printed on one or both sides.
- the paper substrate 14 has a high mechanical stability in the main direction of extension H (see. Fig. 2 ) or running direction of at least 75 N/15 mm, in particular of at least 110 N/15 mm or more. How to Fig.
- the paper substrate 14 is smooth in order to enable good coatability. In principle, however, it can also be provided that the paper substrate 14 has a structured surface on its first and/or second side, to which the adhesive layer 16 and/or the separating layer 18 is applied. By embossing the paper substrate 14, a better non-stick property of the non-adhesive, second side can often be achieved.
- the adhesive layer 16 is applied over the entire surface of the first side of the paper substrate 14, although in principle it can also be applied only in certain areas.
- Fig. 2 which shows a schematic and partial view of the tear strip 10 according to the invention during the application of the adhesive layer 16
- the structured surface of the adhesive layer 16 has a regular line or wave structure, which is formed by the lines or waves formed by the elevations 20 as structural elements.
- the wave or line structure shown can be produced, for example, by means of a corresponding engraving of a coating cylinder, for example by means of a hashuren roller.
- the line structure with the elevations 20 and depressions 22 is regularly formed, since the lines repeat periodically on the surface of the paper substrate 14.
- a Extension vector V of the periodicity of the line structure element is arranged obliquely to the main extension direction H of the paper substrate 14.
- the lines or elevations 20 do not run perpendicularly or parallel to the main extension direction H, but rather run diagonally.
- other regular or irregular surface structures can also be created instead of line or wave-shaped surface structures.
- An adhesive based on polyacrylate, a natural or synthetic rubber or a sealing wax can be used for the adhesive layer 16.
- the adhesive application is typically in the range between 15 and 60 g/m 2 , in particular 20 to 30 g/m 2 .
- the separating layer 18 can also be applied over the entire surface or only to certain surface areas of the paper substrate 14.
- the separating layer 18 is typically silicone-based, but other separating agents, for example based on polyacrylate, carbamate or polyvinyl ether wax, can generally also be used.
- the application weight of the separating layer 18 is normally in the range between 0.1 and 2.0 g/m 2 , in particular between 0.2 and 1.0 g/m 2 .
- the separating layer 18 can be omitted and instead the adhesive layer 16 can be covered with a separating film (not shown) or a separating paper, for example a silicone paper.
- the paper substrate 14 can be printed, in particular on the non-adhesive side. If a release layer 18 is provided, the printing is preferably carried out directly on the paper substrate 14 before coating with the release layer 18.
- the printing can be carried out by gravure printing, flexographic printing, offset printing or another printing process.
- the printing ink can be based on NC, PU, PVC, PVB or other binders.
- a choice can be made between the An additional lacquer coating (not shown) can be applied between the printing layer and the separating layer 18.
- the layer structure of the layer system 12 in this case would be adhesive layer 16-paper substrate 14-printing layer-lacquer layer-separating layer 18.
- Fig. 3 shows a schematic perspective view of a tear strip spool 26.
- the tear strip 10 is wound onto a core 24.
- the tear strip 10 is preferably wound using a traversing winding, which enables a long running length of up to 40,000 m, typically 10,000 to 20,000 m.
- the tear strip 10 can also be made up as a flat spool.
- the tear strip 10 can be cut into narrower strips.
- the typical strip width for the most common packaging 28 is approximately 2 to 15 mm, in particular 4 to 8 mm. Cutting is typically done using scissor cutting, but other cutting or separating methods are also possible.
- Fig. 4 shows a plan view of an unfolded package 28, on which a further embodiment of the tear strip 10 according to the invention is arranged.
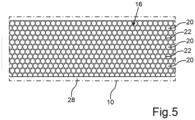
- Fig. 4 is viewed in conjunction with Fig. 5 which shows an enlarged view of detail V.
- the adhesive layer 16 in the present case has a regular dot pattern of point-shaped elevations 20 and corresponding depressions 22.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biodiversity & Conservation Biology (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Packages (AREA)
Description
- Die vorliegende Erfindung betrifft einen Aufreißstreifen für eine Verpackung, ein Verfahren zum Herstellen eines solchen Aufreißstreifens sowie eine Verpackung mit einem derartigen Aufreißstreifen.
- Aufreißstreifen für Verpackungen sind aus dem Stand der Technik bekannt und dienen dazu, das Öffnen versiegelter Verpackungen zu erleichtern. Aufreißstreifen bestehen derzeit aber überwiegend aus Kunststoff, was aus Umweltschutz- und Recyclinggründen problematisch ist. Es gab daher bereits erste Versuche, kompostierbare bzw. biologisch abbaubare Aufreißstreifen auf Papierbasis herzustellen.
- Im Stand der Technik wird in der
US 1 943 538 A ein Aufreißstreifen auf Papierbasis offenbart. - Nachteilig an diesen papierbasierten Aufreißstreifen ist aber der Umstand anzusehen, dass diese ein wesentlich schlechteres Aufreißverhalten als die bisherigen kunststoffbasierten Aufreißstreifen zeigen, da die papierbasierten Aufreißstreifen beim Aufreißen häufig abreißen und die Verpackung nicht oder nur teilweise öffnen.
- Es ist daher Aufgabe der vorliegenden Erfindung, einen papierbasierten Aufreißstreifen mit verbessertem Aufreißverhalten zu schaffen. Eine weitere Aufgabe ist es, ein Verfahren zum Herstellen eines solchen Aufreißstreifens zu schaffen. Schließlich besteht eine weitere Aufgabe darin, eine Verpackung mit einem derartigen Aufreißstreifen zu schaffen.
- Die Aufgaben werden erfindungsgemäß durch einen Aufreißstreifen mit den Merkmalen des Anspruchs 1, ein Verfahren zum Herstellen eines solchen Aufreißstreifens mit den Merkmalen des Anspruchs 9 sowie durch eine Verpackung gemäß Anspruch 15 gelöst. Vorteilhafte Ausgestaltungen mit zweckmäßigen Weiterbildungen sind in den Unteransprüchen beschrieben, wobei vorteilhafte Ausgestaltungen jedes Erfindungsaspekts als vorteilhafte Ausgestaltungen der jeweils anderen Erfindungsaspekte anzusehen sind.
- Ein erster Aspekt der Erfindung betrifft einen Aufreißstreifen für eine Verpackung, umfassend ein Schichtsystem, welches ein Papiersubstrat und eine auf einer ersten Seite des Papiersubstrats angeordnete Kleberschicht aufweist. Ein verbessertes Aufreißverhalten wird erfindungsgemäß dadurch erreicht, dass die Kleberschicht zumindest bereichsweise eine unebene Oberflächenstruktur mit relativen Erhebungen und relativen Vertiefungen aufweist. Mit anderen Worten ist erfindungsgemäß ein papierbasierter Aufreißstreifen vorgesehen, dessen Kleberschicht bereichsweise oder vollständig eine unebene Oberflächenstruktur mit relativen Erhebungen ("Höhen") und relativen Vertiefungen (Täler, Näpfchen) besitzt. Ohne an diese Theorie gebunden werden zu wollen, gehen die Erfinder davon aus, dass das verbesserte Abreißverhalten durch diese unebene Oberflächenstruktur erreicht wird, da der Aufreißstreifen damit lokal unterschiedlich stark mit einer zugeordneten Verpackung verklebt werden kann, da die Vertiefungen oder Täler zu einer lokalen Schwächung der Verklebung führen, während die Erhebungen oder Höhen zu einer innigeren stoffschlüssigen Verbindung und damit zu einer festeren Verklebung führen. Beim Aufreißen der Verpackung wird dann durch die lokalen Schwächungen der Klebeverbindung verhindert, dass der papierbasierte Aufreißstreifen zu fest klebt und abreißt. Durch die Erhebungen wird aber gleichzeitig zuverlässig verhindert, dass es zu einer insgesamt zu schwachen Verklebung mit der zugeordneten Verpackung käme. Vorzugsweise weist die Kleberschicht zwischen 20 und 100 Erhebungen pro Quadratzentimeter Papiersubstrat auf. Besonders bevorzugt sind zwischen 40 und 60, insbesondere etwa 50 Erhebungen pro Quadratzentimeter. Die Kleberschicht kann grundsätzlich aus einem oder mehreren geeigneten Klebern bestehen und gegebenenfalls Zusatzstoffe enthalten. Beispielsweise kann ein Kleber auf Basis von Poly(meth)acrylat, ein Natur- oder Synthesekautschuk und/oder ein Siegellack eingesetzt werden. Generell sind "ein/eine" im Rahmen dieser Offenbarung als unbestimmte Artikel zu lesen, also ohne ausdrücklich gegenteilige Angabe immer auch als "mindestens ein/mindestens eine". Umgekehrt können "ein/eine" auch als "nur ein/nur eine" verstanden werden.
- In einer vorteilhaften Ausgestaltung der Erfindung ist vorgesehen, dass das Papiersubstrat kompostierbar und/oder biologisch abbaubar ist. Hierdurch wird eine verbesserte Umweltbilanz realisiert. Alternativ oder zusätzlich ist es vorgesehen, dass das Papiersubstrat eine Grammatur zwischen 80 g/m2 und 200 g/m2, insbesondere zwischen 100 g/m2 und 140 g/m2, insbesondere etwa 120 g/m2 besitzt. Hierdurch sind für die meisten Anwendungsfälle und Ausführungsformen eine ausreichende Stabilität des Papiersubstrats und damit ein vorteilhaftes Versiegelungs- und Aufreißverhalten des Aufreißstreifens gewährleistet. Besonders bevorzugt wird die Auftragsmenge des Klebstoffs pro Flächeneinheit des Papiersubstrats in Abhängigkeit bzw. als Funktion der Grammatur des Papiersubstrats gewählt, wobei für höhere Grammaturen generell höhere Auftragsmengen pro Flächeneinheit gewählt werden. Hierdurch kann einerseits ein zuverlässiges Verschließen einer Verpackung und andererseits ein zuverlässiges Aufreißverhalten ohne vorzeitiges Ab- oder Einreißen des Abreißstreifens sichergestellt werden. Alternativ oder zusätzlich ist ein vorteilhaftes Versiegelungs- und Aufreißverhalten des Aufreißstreifens gewährleistet, indem das Papiersubstrat in einer Haupterstreckungsrichtung eine Stabilität von mindestens 75 N/15 mm, bevorzugt von mindestens 110 N/15 mm und/oder eine Dicke zwischen 100 µm und 250 µm, insbesondere zwischen 150 µm und 200 µm besitzt. Unter einer Haupterstreckungsrichtung wird die Richtung der längsten Erstreckung des Aufreißstreifens verstanden, das heißt in der Regel die Erstreckung, entlang welcher das Aufreißen der zugeordneten Verpackung erfolgt.
- Weitere Vorteile ergeben sich dadurch, dass die erste und/oder eine zweite Seite des Papiersubstrats geprägt und/oder gebleicht und/oder gefärbt und/oder bedruckt ist bzw. sind. Hierdurch kann der Aufreißstreifen besonders einfach optisch und/oder funktional an unterschiedliche Anforderungsprofile angepasst werden. Beispielsweise kann ein geprägtes Papiersubstrat eine bessere Antihafteigenschaft der nicht klebenden zweiten Seite bewirken.
- In einer weiteren vorteilhaften Ausgestaltung der Erfindung ist vorgesehen, dass die Kleberschicht vollflächig oder abschnittsweise auf die erste Seite aufgebracht ist. Mit anderen Worten ist es vorgesehen, dass entweder die gesamte Oberfläche des Papiersubstrats mit der Kleberschicht versehen ist, oder nur ein oder mehrere Oberflächenbereiche. Hierdurch können das Klebeund Aufreißverhalten gesteuert werden. Ein vorteilhaftes Aufreißverhalten wird alternativ oder zusätzlich dadurch erreicht, dass die Kleberschicht ein Auftragsgewicht zwischen 15 g/m2 und 60 g/m2, insbesondere zwischen 20 g/m2 und 30 g/m2 besitzt. Ein besonders gleichmäßiges Aufreißverhalten wird in weiterer Ausgestaltung dadurch erreicht, dass die Kleberschicht eine regelmäßige Oberflächenstruktur, insbesondere eine Punktstruktur und/oder eine Wellenstruktur und/oder eine Linienstruktur und/oder eine Pyramidenstruktur und/oder eine Stumpfpyramidenstruktur und/oder eine hexagonale Struktur und/ oder eine Linienstruktur mit Näpfchen und/oder eine Kalottenstruktur, aufweist. Die Erhebungen und Vertiefungen der Oberflächenstruktur weisen damit regelmäßig angeordnete Strukturelemente auf, wobei nur ein einzelner Strukturelementtyp oder zwei oder mehr Strukturelementtypen vorgesehen sein können. Im Fall mehrerer Strukturelementtypen können diese generell gleiche oder unterschiedliche Volumina besitzen.
- Ein zusätzlich verbessertes Aufreißverhalten ergibt sich dadurch, dass die Oberflächenstruktur der Kleberschicht zumindest bereichsweise ein periodisches Strukturelement aufweist, wobei wenigstens ein Erstreckungsvektor der Periodizität des Strukturelements vorzugsweise schräg zur Haupterstreckungsrichtung des Papiersubstrats angeordnet ist. Mit anderen Worten ist es vorgesehen, dass der Erstreckungsvektor der Periodizität des Strukturelements nicht parallel bzw. koaxial, sondern in einer Winkellage ungleich 0° bzw. 180° zur Haupterstreckungsrichtung des Papiersubstrats angeordnet ist. Beim Aufreißen des Aufreißstreifens werden dabei auftretende Kräfte vorteilhaft abgelenkt und besser verteilt, wodurch ein Abreißen des Aufreißstreifens besonders zuverlässig verhindert wird.
- In einer weiteren vorteilhaften Ausgestaltung der Erfindung ist vorgesehen, dass auf der zweiten Seite des Papiersubstrats vollflächig oder abschnittsweise eine Trennschicht angeordnet ist, wobei ein Auftragsgewicht der Trennschicht vorzugsweise zwischen 0,1 g/m2 und 2,0 g/m2, insbesondere zwischen 0,2 g/m2 und 1,0 g/m2 beträgt. Hierdurch kann ein Verblocken bzw. Verkleben des Aufreißstreifens mit sich selbst, beispielsweise beim Aufwickeln, zuverlässig verhindert werden. Die Trennschicht kann silikonbasiert ausgebildet sein, wobei grundsätzlich auch andere Trennschichten auf Basis von Polyacrylat, Carbamat, Polyvinyletherwachs oder sonstigen geeigneten Verbindungen sowie Gemische hieraus vorgesehen sein können.
- Alternativ oder zusätzlich hat es sich als vorteilhaft gezeigt, dass auf einer dem Papiersubstrat abgewandten Seite der Kleberschicht ein Trennstreifen angeordnet ist. Auch dies stellt eine Möglichkeit dar, um ein Verblocken bzw. Verkleben des Aufreißstreifens mit sich selbst oder unerwünschten Bereichen einer zugeordneten Verpackung zu verhindern. Der Trennstreifen kann beispielsweise eine Trennfolie oder ein Trennpapier sein, beispielsweise ein Silikonpapier.
- Eine vorteilhafte Aufbewahrung bzw. ein vorteilhafter Transport des Aufreißstreifens wird in weiterer Ausgestaltung dadurch erreicht, dass dieser auf einer Spule mit vorzugsweise traversierender Wicklung aufgerollt und/oder als Flachspule konfektioniert ist.
- Ein zweiter Aspekt der Erfindung betrifft ein Verfahren zum Herstellen eines Aufreißstreifens für eine Verpackung, bei welchem ein Schichtsystem hergestellt wird, indem eine Kleberschicht auf eine erste Seite eines Papiersubstrats aufgebracht wird. Ein verbessertes Aufreißverhalten wird erfindungsgemäß dadurch erreicht, dass die Kleberschicht zumindest bereichsweise mit einer unebenen Oberflächenstruktur mit relativen Erhebungen und relativen Vertiefungen hergestellt wird. Die sich hieraus ergebenden Vorteile sind den Beschreibungen des ersten Erfindungsaspekts zu entnehmen, wobei vorteilhafte Ausgestaltungen des ersten Erfindungsaspekts als vorteilhafte Ausgestaltung des zweiten Erfindungsaspekts anzusehen sind. Umgekehrt sind auch vorteilhafte Ausgestaltungen des zweiten Erfindungsaspekts als vorteilhafte Ausgestaltung des ersten Erfindungsaspekts anzusehen. Der Aufreißstreifen kann nach seiner Herstellung auf Spulen mit traversierender Wicklung gespult werden, welche eine große Lauflänge von bis zu 40.000 m oder mehr, typischerweise 10.000 - 20.000 m erlauben. Alternativ kann der Aufreißstreifen auch als Flachspule konfektioniert werden.
- In einer vorteilhaften Ausgestaltung der Erfindung ist vorgesehen, dass das Papiersubstrat vor dem Aufbringen der Kleberschicht mit einer unebenen Oberflächenstruktur versehen wird und/oder dass die unebene Oberflächenstruktur in der Kleberschicht erzeugt wird. Generell kann also die unebene Oberflächenstruktur der Kleberschicht dadurch erreicht werden, dass die Kleberschicht selbst entsprechend ungleichmäßig auf ein Papiersubstrat mit einer zumindest bereichsweise gleichmäßigen Oberfläche aufgetragen wird. Alternativ oder zusätzlich kann aber auch vorgesehen sein, dass das Papiersubstrat zunächst zumindest bereichsweise mit einer ungleichmäßigen Oberfläche versehen wird, wonach die Kleberschicht gleichmäßig oder ungleichmäßig auf das Papiersubstrat aufgebracht wird. Grundsätzlich kann dabei die erste Seite und/oder die zweite Seite des Papiersubstrats eine ungleichmäßige Oberfläche aufweisen. Ein glattes Papiersubstrat bietet dabei in der Regel eine einfachere Beschichtbarkeit als ein raues bzw. strukturiertes.
- In einer weiteren vorteilhaften Ausgestaltung der Erfindung ist vorgesehen, dass die Kleberschicht mittels einer Rasterwalze, insbesondere einer Haschurenwalze, auf das Papiersubstrat aufgebracht wird. Dies erlaubt es, die Kleberschicht mit einer definierten lokalen Dosierung des Klebers auf das Papiersubstrat aufzubringen und damit eine definierte Oberflächenstruktur mit vorbestimmten Erhebungen und Vertiefungen zu erzeugen. Neben der Geometrie des oder der Strukturelemente, die die Oberflächenstruktur bilden, kann durch geeignete Wahl der Näpfchen bzw. Erhebungen der Rasterwalze auch das lokale Auftragsvolumen der Kleberschicht präzise gesteuert werden.
- Weitere Vorteile ergeben sich dadurch, dass das Papiersubstrat auf einer zweiten Seite mit einer Druckschicht und/oder mit einer Trennschicht versehen wird. Mit Hilfe der Druckschicht kann die optische Anmutung des Aufreißstreifens angepasst werden. Weiterhin kann der Aufreißstreifen hierdurch mit Symbolen oder Benutzungshinweisen versehen werden. Der Druck kann generell im Tiefdruck, Flexodruck, Offsetdruck, Laserdruck, Tintenstrahldruck oder einem anderen geeigneten Druckverfahren erfolgen. Die Druckfarbe kann auf Nitrocellulose (NC), Polyurethan (PU), Polyvinylchlorid (PVC), Polyvinylbutyral (PVB) oder anderen Bindemitteln basieren. Die Trennschicht verhindert ein unerwünschtes Verkleben des Aufreißstreifens beispielsweise mit sich selbst.
- Dabei hat es sich weiterhin als vorteilhaft gezeigt, wenn zwischen der Druckschicht und der Trennschicht eine Lackschicht aufgetragen wird, da die Druckschicht auf diese Weise besonders einfach vor Beschädigung geschützt und gegebenenfalls mit einer zusätzlich verbesserten optischen Anmutung versehen werden kann.
- Indem der Aufreißstreifen, vorzugsweise mittels Scherenschnitt, in mehrere Streifen geschnitten wird, kann die Breite des Aufreißstreifens an unterschiedliche Anwendungszwecke angepasst werden, wobei die Herstellung des Aufreißstreifens zunächst mit einem Vielfachen dieser Breite erfolgen kann, was den oder die Beschichtungsprozesse zum Ausbilden des Schichtsystems erleichtert. Vorzugsweise besitzt der Aufreißstreifen nach dem Schneiden eine Breite zwischen 2 mm und 15 mm, insbesondere zwischen 4 mm und 8 mm.
- Ein dritter Aspekt der Erfindung betrifft eine Verpackung, welche wenigstens einen Aufreißstreifen umfasst, welcher gemäß dem ersten Erfindungsaspekt ausgebildet und/oder mittels eines Verfahrens gemäß dem zweiten Erfindungsaspekt hergestellt ist. Die sich hieraus ergebenden Vorteile sind den Beschreibungen des ersten und zweiten Erfindungsaspekts zu entnehmen, wobei vorteilhafte Ausgestaltungen des ersten und zweiten Erfindungsaspekts als vorteilhafte Ausgestaltung des dritten Erfindungsaspekts anzusehen sind. Umgekehrt sind auch vorteilhafte Ausgestaltungen des dritten Erfindungsaspekts als vorteilhafte Ausgestaltung des ersten und zweiten Erfindungsaspekts anzusehen. Die Verpackung kann vorzugsweise vollständig kompostierbar bzw. biologisch abbaubar ausgebildet sein. Weiterhin kann die Verpackung zwei oder mehr Aufreißstreifen umfassen.
- Dabei zeigt:
- Fig. 1
- einen schematischen Querschnitt durch einen erfindungsgemäßen Aufreißstreifen;
- Fig. 2
- eine schematische und ausschnittsweise Aufsicht auf den erfindungsgemäßen Aufreißstreifen während des Aufbringens einer Kleberschicht;
- Fig. 3
- eine schematische Perspektivansicht einer Aufreißstreifenspule;
- Fig. 4
- eine Aufsicht einer Verpackung, auf welcher der Aufreißstreifen angeordnet ist; und
- Fig. 5
- eine vergrößerte Darstellung des in
Fig. 4 gezeigten Details V. -
Fig. 1 zeigt einen schematischen Querschnitt durch einen erfindungsgemäßen Aufreißstreifen 10. Der Aufreißstreifen 10 umfasst ein Schichtsystem 12, welches im vorliegenden Fall ein Papiersubstrat 14, eine auf einer ersten Seite des Papiersubstrats 14 angeordnete Kleberschicht 16 sowie eine grundsätzlich optionale, auf der zweiten Seite des Papiersubstrats 14 angeordnete Trennschicht 18 aufweist. Man erkennt im Querschnitt, dass die Kleberschicht 16 eine unebene Oberflächenstruktur mit einer wellenartigen Struktur aus relativen Erhebungen 20 und relativen Vertiefungen 22 aufweist. - Der gezeigte Aufreißstreifen 10 ist kompostierbar und/oder biologisch abbaubar. Generell ist das Papiersubstrat 14 auf Cellulosebasis ausgebildet. Es können aber auch andere Papierarten, beispielsweise Papier auf Basis von PET-Fasern vorgesehen sein. Die Grammatur des Papiersubstrats 14 beträgt zwischen 90 und 200 g/m2, beispielsweise 120 g/m2. Das Papiersubstrat 14 kann weiß bzw. gebleicht oder ungebleicht bzw. gefärbt sein. Ebenfalls kann es vorgesehen sein, dass das Papiersubstrat 14 einseitig oder doppelseitig bedruckt ist. Das Papiersubstrat 14 weist eine hohe mechanische Stabilität in Haupterstreckungsrichtung H (s.
Fig. 2 ) bzw. Laufrichtung von mindestens 75 N/15 mm, insbesondere von mindestens 110 N/15 mm oder mehr auf. Wie man inFig. 1 sieht, ist das Papiersubstrat 14 glatt, um eine gute Beschichtbarkeit zu ermöglichen. Grundsätzlich kann es aber auch vorgesehen sein, dass das Papiersubstrat 14 auf seiner ersten und/oder zweiten Seite eine strukturierte Oberfläche besitzt, auf welche die Kleberschicht 16 und/oder die Trennschicht 18 aufgebracht wird. Durch eine Prägung des Papiersubstrats 14 kann häufig eine bessere Antihafteigenschaft der nicht klebenden, zweiten Seite erreicht werden. - Die Kleberschicht 16 ist im vorliegenden Fall vollflächig auf die erste Seite des Papiersubstrats 14 aufgebracht, wobei grundsätzlich auch nur ein bereichsweiser Auftrag vorgesehen sein kann. Wie man in
Fig. 2 erkennt, welche eine schematische und ausschnittsweise Aufsicht auf den erfindungsgemäßen Aufreißstreifen 10 während des Aufbringens der Kleberschicht 16 zeigt, besitzt die strukturierte Oberfläche der Kleberschicht 16 eine regelmäßige Linien- bzw. Wellenstruktur, welche durch die Erhebungen 20 gebildete Linien bzw. Wellen als Strukturelemente gebildet wird. Die gezeigte Wellen- bzw. Linienstruktur kann beispielsweise mittels einer entsprechenden Gravur eines Beschichtungszylinders, zum Beispiel mittels einer Haschurenwalze erzeugt werden. Man sieht inFig. 2 weiterhin, dass die Linienstruktur mit den Erhebungen 20 und Vertiefungen 22 regelmäßig ausgebildet ist, da sich die Linien periodisch auf der Oberfläche des Papiersubstrats 14 wiederholen. Zusätzlich ist ein Erstreckungsvektor V der Periodizität des Linien-Strukturelements schräg zur Haupterstreckungsrichtung H des Papiersubstrats 14 angeordnet. Mit anderen Worten verlaufen die Linien bzw. Erhebungen 20 nicht senkrecht oder parallel zur Haupterstreckungsrichtung H, sondern verläuft diagonal. Grundsätzlich können anstelle von linien- bzw. wellenförmigen Oberflächenstrukturen aber auch andere regelmäßige oder unregelmäßige Oberflächenstrukturen (Muster) erzeugt werden. - Für die Kleberschicht 16 kann ein Kleber auf Basis von Polyacrylat, ein Naturoder Synthesekautschuk oder ein Siegellack eingesetzt werden. Der Kleberauftrag liegt typischerweise im Bereich zwischen 15 und 60 g/m2, insbesondere bei 20 bis 30 g/m2.
- Die Trennschicht 18 kann ebenfalls vollflächig oder nur auf bestimmte Oberflächenbereiche des Papiersubstrats 14 aufgebracht werden. Die Trennschicht 18 ist typischerweise silikonbasiert, generell können aber auch andere Trennmittel, beispielsweise auf Basis von Polyacrylat, Carbamat oder Polyvinyletherwachs verwendet werden. Das Auftragsgewicht der Trennschicht 18 liegt normalerweise im Bereich zwischen 0,1 und 2,0 g/m2, insbesondere zwischen 0,2 und 1,0 g/m2.
- Alternativ kann auf die Trennschicht 18 verzichtet werden und stattdessen die Kleberschicht 16 mit einer Trennfolie (nicht gezeigt) bzw. einem Trennpapier, beispielsweise einem Silikonpapier, abgedeckt werden.
- Optional kann das Papiersubstrat 14 bedruckt sein, insbesondere auf der nichtklebenden Seite. Wenn eine Trennschicht 18 vorgesehen ist, erfolgt der Druck vorzugsweise direkt auf dem Papiersubstrat 14 vor der Beschichtung mit der Trennschicht 18. Der Druck kann im Tiefdruck, Flexodruck, Offsetdruck oder einem anderen Druckverfahren erfolgen. Die Druckfarbe kann auf NC, PU, PVC, PVB oder anderen Bindemitteln basieren. Optional kann zwischen der Druckschicht und der Trennschicht 18 eine zusätzliche Lackbeschichtung (nicht gezeigt) aufgetragen werden. Der Schichtaufbau des Schichtsystems 12 wäre in diesem Fall Kleberschicht 16-Papiersubstrat 14-Druckschicht-Lackschicht-Trennschicht 18.
-
Fig. 3 zeigt eine schematische Perspektivansicht einer Aufreißstreifenspule 26. Der Aufreißstreifen 10 ist hierzu auf einen Kern 24 aufgewickelt. Vorzugsweise wird der Aufreißstreifen 10 dabei mit traversierender Wicklung gespult, wodurch eine große Lauflänge bis zu 40.000 m, typischerweise 10.000 bis 20.000 m ermöglicht ist. Alternativ kann der Aufreißstreifen 10 auch als Flachspule konfektioniert werden. Der Aufreißstreifen 10 kann in schmalere Streifen geschnitten werden. Die typische Streifenbreite für die gängigsten Verpackungen 28 beträgt etwa 2 bis 15 mm, insbesondere 4 bis 8 mm. Das Schneiden erfolgt typischerweise im Scherenschnitt, andere Schneide- bzw. Trennarten sind aber ebenfalls möglich. -
Fig. 4 zeigt eine Aufsicht einer ungefalteten Verpackung 28, auf welcher ein weiteres Ausführungsbeispiel des erfindungsgemäßen Aufreißstreifens 10 angeordnet ist.Fig. 4 wird in Zusammenschau mitFig. 5 erläutert, welche eine vergrößerte Darstellung des Details V zeigt. Man erkennt insbesondere inFig. 5 , dass die Kleberschicht 16 im vorliegenden Fall ein regelmäßiges Punktmuster aus punktförmigen Erhebungen 20 und entsprechenden Vertiefungen 22 besitzt. - Die in den Unterlagen angegebenen Parameterwerte zur Definition von Prozessund Messbedingungen für die Charakterisierung von spezifischen Eigenschaften des Erfindungsgegenstands sind auch im Rahmen von Abweichungen - beispielsweise aufgrund von Messfehlern, Systemfehlern, Einwaagefehlern, DIN-Toleranzen und dergleichen - als vom Rahmen der Erfindung mitumfasst anzusehen.
-
- 10
- Aufreißstreifen
- 12
- Schichtsystem
- 14
- Papiersubstrat
- 16
- Kleberschicht
- 18
- Trennschicht
- 20
- Erhebungen
- 22
- Vertiefungen
- 24
- Kern
- 26
- Aufreißstreifenspule
- 28
- Verpackung
- H
- Haupterstreckungsrichtung
- V
- Erstreckungsvektor
Claims (15)
- Aufreißstreifen (10) für eine Verpackung (28), umfassend ein Schichtsystem (12), welches ein Papiersubstrat (14) und eine auf einer ersten Seite des Papiersubstrats (14) angeordnete Kleberschicht (16) aufweist,
dadurch gekennzeichnet,
dass die Kleberschicht (16) zumindest bereichsweise eine unebene Oberflächenstruktur mit relativen Erhebungen (20) und relativen Vertiefungen (22) aufweist. - Aufreißstreifen (10) nach Anspruch 1,
dadurch gekennzeichnet,
dass das Papiersubstrat (14) kompostierbar und/oder biologisch abbaubar ist und/oder dass das Papiersubstrat (14) eine Grammatur zwischen 80 g/m2 und 200 g/m2, insbesondere zwischen 100 g/m2 und 140 g/m2 besitzt, und/oder dass das Papiersubstrat (14) in einer Haupterstreckungsrichtung (H) eine Stabilität von mindestens 75 N/15 mm, bevorzugt von mindestens 110 N/15 mm und/oder eine Dicke zwischen 100 µm und 250 µm, insbesondere zwischen 150 µm und 200 µm besitzt. - Aufreißstreifen (10) nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
dass die erste und/oder eine zweite Seite des Papiersubstrats (14) geprägt und/oder gebleicht und/oder gefärbt und/oder bedruckt ist. - Aufreißstreifen (10) nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet,
dass die Kleberschicht (16) vollflächig oder abschnittsweise auf die erste Seite aufgebracht ist und/oder dass die Kleberschicht (16) ein Auftragsgewicht zwischen 15 g/m2 und 60 g/m2, insbesondere zwischen 20 g/m2 und 30 g/m2 besitzt und/oder dass die Kleberschicht (16) eine regelmäßige Oberflächenstruktur, insbesondere eine Punktstruktur und/oder eine Wellenstruktur und/oder eine Linienstruktur und/oder eine Pyramidenstruktur und/oder eine Stumpfpyramidenstruktur und/oder eine hexagonale Struktur und/ oder eine Linienstruktur mit Näpfchen und/oder eine Kalottenstruktur, aufweist. - Aufreißstreifen (10) nach Anspruch 4,
dadurch gekennzeichnet,
dass die Oberflächenstruktur der Kleberschicht (16) zumindest bereichsweise ein periodisches Strukturelement aufweist, wobei wenigstens ein Erstreckungsvektor (V) der Periodizität des Strukturelements vorzugsweise schräg zur Haupterstreckungsrichtung (H) des Papiersubstrats (14) angeordnet ist. - Aufreißstreifen (10) nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet,
dass auf der zweiten Seite des Papiersubstrats (14) vollflächig oder abschnittsweise eine Trennschicht (18) angeordnet ist, wobei ein Auftragsgewicht der Trennschicht (18) vorzugsweise zwischen 0,1 g/m2 und 2,0 g/m2, insbesondere zwischen 0,2 g/m2 und 1,0 g/m2 beträgt. - Aufreißstreifen (10) nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet,
dass auf einer dem Papiersubstrat (14) abgewandten Seite der Kleberschicht (16) ein Trennstreifen angeordnet ist. - Aufreißstreifen (10) nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet,
dass dieser auf einer Spule (26) mit vorzugsweise traversierender Wicklung aufgerollt und/oder als Flachspule konfektioniert ist. - Verfahren zum Herstellen eines Aufreißstreifens (10) für eine Verpackung (28), bei welchem ein Schichtsystem (12) hergestellt wird, indem eine Kleberschicht (16) auf eine erste Seite eines Papiersubstrats (14) aufgebracht wird,
dadurch gekennzeichnet,
dass die Kleberschicht (16) zumindest bereichsweise mit einer unebenen Oberflächenstruktur mit relativen Erhebungen (20) und relativen Vertiefungen (22) hergestellt wird. - Verfahren nach Anspruch 9,
dadurch gekennzeichnet,
dass das Papiersubstrat (14) vor dem Aufbringen der Kleberschicht (16) mit einer unebenen Oberflächenstruktur versehen wird und/oder dass die unebene Oberflächenstruktur in der Kleberschicht (16) erzeugt wird. - Verfahren nach Anspruch 9 oder 10,
dadurch gekennzeichnet,
dass die Kleberschicht (16) mittels einer Rasterwalze, insbesondere einer Haschurenwalze, auf das Papiersubstrat (14) aufgebracht wird. - Verfahren nach einem der Ansprüche 9 bis 11,
dadurch gekennzeichnet,
dass das Papiersubstrat (14) auf einer zweiten Seite mit einer Druckschicht und/oder mit einer Trennschicht (18) versehen wird. - Verfahren nach Anspruch 12,
dadurch gekennzeichnet,
dass zwischen der Druckschicht und der Trennschicht (18) eine Lackschicht aufgetragen wird. - Verfahren nach einem der Ansprüche 9 bis 13,
dadurch gekennzeichnet,
dass der Aufreißstreifen (10), vorzugsweise mittels Scherenschnitt, in mehrere Streifen geschnitten wird, wobei die Streifen vorzugsweise eine Breite zwischen 2 mm und 15 mm, insbesondere zwischen 4 mm und 8 mm, besitzen. - Verpackung (28), umfassend wenigstens einen Aufreißstreifen (10), welcher gemäß einem der Ansprüche 1 bis 8 ausgebildet und/oder mittels eines Verfahrens gemäß einem der Ansprüche 9 bis 14 hergestellt ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102021119281.1A DE102021119281A1 (de) | 2021-07-26 | 2021-07-26 | Aufreißstreifen für eine Verpackung und Verfahren zum Herstellen eines Aufreißstreifens |
| PCT/EP2022/071009 WO2023006786A1 (de) | 2021-07-26 | 2022-07-26 | AUFREIßSTREIFEN FÜR EINE VERPACKUNG UND VERFAHREN ZUM HERSTELLEN EINES AUFREIßSTREIFENS |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4377218A1 EP4377218A1 (de) | 2024-06-05 |
| EP4377218B1 true EP4377218B1 (de) | 2024-12-18 |
Family
ID=83081988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22760662.1A Active EP4377218B1 (de) | 2021-07-26 | 2022-07-26 | Aufreissstreifen für eine verpackung, verfahren zum herstellen eines aufreissstreifens und verpackung |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20250091785A1 (de) |
| EP (1) | EP4377218B1 (de) |
| JP (1) | JP2024527942A (de) |
| KR (1) | KR20240040763A (de) |
| CN (1) | CN118055887A (de) |
| CA (1) | CA3227170A1 (de) |
| DE (1) | DE102021119281A1 (de) |
| ES (1) | ES3014034T3 (de) |
| FI (1) | FI4377218T3 (de) |
| PL (1) | PL4377218T3 (de) |
| WO (1) | WO2023006786A1 (de) |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1943538A (en) * | 1932-12-05 | 1934-01-16 | Capital Paper Company | Package opener |
| US3069066A (en) | 1960-12-19 | 1962-12-18 | Nat Biscuit Co | Closure means |
| US3170619A (en) * | 1961-10-05 | 1965-02-23 | Dow Chemical Co | Tear strip packaging |
| US3207417A (en) | 1963-06-11 | 1965-09-21 | Waldorf Paper Prod Co | Tear strip carton |
| FR1543620A (fr) * | 1966-10-27 | 1968-10-25 | Focke Pfuhl Verpack Automat | Habillage d'emballage pour une enveloppe déchirable |
| DE1611678A1 (de) * | 1967-11-18 | 1972-02-03 | Hans Paal | Verbindungselement zur Herstellung von Klebeverbindungen |
| US4411644A (en) | 1980-01-16 | 1983-10-25 | Bedford Industries, Inc. | Method and apparatus for forming reclosable packages |
| JPH0312267A (ja) | 1989-06-09 | 1991-01-21 | Nordson Kk | ホットメルト型粘着剤のパターンコーティング法 |
| US5837383A (en) * | 1993-05-10 | 1998-11-17 | International Paper Company | Recyclable and compostable coated paper stocks and related methods of manufacture |
| EP1685206B1 (de) * | 2003-11-21 | 2012-09-05 | 3M Innovative Properties Company | Strukturiertes papier als trennschicht, rückseitig mit klebstoffaufschlaggegenstandverbund und herstellungsverfahren dafür |
| US20160227835A1 (en) * | 2015-02-06 | 2016-08-11 | R.J. Reynolds Tobacco Company | Container with tamper evident portion |
| GB201917174D0 (en) * | 2019-11-26 | 2020-01-08 | Rolls Royce Plc | Gas turbine engine |
-
2021
- 2021-07-26 DE DE102021119281.1A patent/DE102021119281A1/de active Pending
-
2022
- 2022-07-26 JP JP2024504841A patent/JP2024527942A/ja active Pending
- 2022-07-26 CN CN202280057775.5A patent/CN118055887A/zh active Pending
- 2022-07-26 US US18/291,725 patent/US20250091785A1/en active Pending
- 2022-07-26 WO PCT/EP2022/071009 patent/WO2023006786A1/de not_active Ceased
- 2022-07-26 FI FIEP22760662.1T patent/FI4377218T3/fi active
- 2022-07-26 KR KR1020247005454A patent/KR20240040763A/ko active Pending
- 2022-07-26 CA CA3227170A patent/CA3227170A1/en active Pending
- 2022-07-26 ES ES22760662T patent/ES3014034T3/es active Active
- 2022-07-26 PL PL22760662.1T patent/PL4377218T3/pl unknown
- 2022-07-26 EP EP22760662.1A patent/EP4377218B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP4377218A1 (de) | 2024-06-05 |
| DE102021119281A1 (de) | 2023-01-26 |
| ES3014034T3 (en) | 2025-04-16 |
| PL4377218T3 (pl) | 2025-03-31 |
| FI4377218T3 (fi) | 2025-03-17 |
| KR20240040763A (ko) | 2024-03-28 |
| US20250091785A1 (en) | 2025-03-20 |
| CN118055887A (zh) | 2024-05-17 |
| WO2023006786A1 (de) | 2023-02-02 |
| CA3227170A1 (en) | 2023-02-02 |
| JP2024527942A (ja) | 2024-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2130887B1 (de) | Klebeband für den fliegenden Rollenwechsel | |
| DE29521764U1 (de) | Trägermaterial für ein Formular mit heraustrennbarer Karte | |
| WO1985004368A1 (fr) | Procede de fabrication de feuilles ou feuillets avec etiquette autocollante detachable | |
| EP2130889B1 (de) | Klebeband für den fliegenden Rollenwechsel | |
| EP2130886B1 (de) | Klebeband für den fliegenden Rollenwechsel | |
| EP2130888A2 (de) | Klebeband für den fliegenden Rollenwechsel | |
| EP4377218B1 (de) | Aufreissstreifen für eine verpackung, verfahren zum herstellen eines aufreissstreifens und verpackung | |
| DE4442748C2 (de) | Auf- bzw. Unterlage (Pad) | |
| DE102008018031B4 (de) | Mehrlagiges Papierband und Verfahren zur Herstellung desselben | |
| DE2330904A1 (de) | Lagerungsfaehiger klebstofftraeger und verfahren zu dessen herstellung | |
| EP3037494B1 (de) | Doppelseitiges klebeband aus papier | |
| DE112021004646T5 (de) | Gekrümmte lichtlenkungsstrukturen | |
| DE102015213057A1 (de) | Farbübertragungsmedium | |
| DE10235218A1 (de) | Gegen Klebstoff-Ausbluten gesicherte Etiketten | |
| DE102014000151A1 (de) | Einbettung von Folien in Papier | |
| EP2674465A1 (de) | Klebeband für einen fliegenden Rollenwechsel | |
| EP2639182A1 (de) | Verfahren zum Herstellen einer Verpackung und Verpackung | |
| DE2059108A1 (de) | Klebeplakette | |
| DE102007025973A1 (de) | Lagerstabile Laminatabschnitte | |
| DE1560067B1 (de) | Blatt- oder bandfoermiger Traeger mit Selbstklebe-Etiketten | |
| DE1223244B (de) | Selbstklebeetikett | |
| EP3172287A1 (de) | Verfahren zur herstellung eines klebebandes | |
| EP2189392A1 (de) | Kantenschutzprofil | |
| WO2022058042A1 (de) | Sicherheitselement-transfermaterial zur registerhaltigen übertragung von sicherheitselementen auf wertdokumente | |
| DE102008013704A1 (de) | Etikettenanordnung mit erhöhter Weiterreißfestigkeit sowie Verfahren zur Herstellung derselben |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20240214 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20240725 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Free format text: CASE NUMBER: APP_61421/2024 Effective date: 20241115 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502022002454 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: FGE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241218 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 3014034 Country of ref document: ES Kind code of ref document: T3 Effective date: 20250416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241218 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250319 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241218 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20250723 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241218 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502022002454 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250819 Year of fee payment: 4 Ref country code: FI Payment date: 20250722 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241218 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250724 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250731 Year of fee payment: 4 Ref country code: TR Payment date: 20250722 Year of fee payment: 4 Ref country code: PL Payment date: 20250710 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BG Payment date: 20250718 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250723 Year of fee payment: 4 Ref country code: AT Payment date: 20251020 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250801 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250711 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20250717 Year of fee payment: 4 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20250919 |