EP4337403B1 - Verfahren zur instandstellung eines schiebeverschlusses an einem metallschmelze enthaltenden gefäss, sowie ein schiebeverschluss - Google Patents
Verfahren zur instandstellung eines schiebeverschlusses an einem metallschmelze enthaltenden gefäss, sowie ein schiebeverschluss Download PDFInfo
- Publication number
- EP4337403B1 EP4337403B1 EP22728902.2A EP22728902A EP4337403B1 EP 4337403 B1 EP4337403 B1 EP 4337403B1 EP 22728902 A EP22728902 A EP 22728902A EP 4337403 B1 EP4337403 B1 EP 4337403B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- linear drive
- holding element
- connection line
- plugging
- electrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/22—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/22—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings
- B22D41/28—Plates therefor
- B22D41/34—Supporting, fixing or centering means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/22—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings
- B22D41/38—Means for operating the sliding gate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/22—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings
- B22D41/42—Features relating to gas injection
Definitions
- the invention relates to a method for repairing a sliding closure on a vessel containing molten metal, which has a housing, a slide unit guided longitudinally therein, a holder, a linear drive insertable therein for adjusting the slide unit, at least one electrical and/or a connecting line for a medium, such as gas or air, wherein the linear drive can preferably be inserted and/or removed by a robot, and that the connection of the at least one electrical and/or the connecting line for the medium is carried out by a plug-in process, and a sliding closure.
- a medium such as gas or air
- a well-known sliding closure according to the publication EP-A-3 424 618 is provided with a slide housing, a longitudinally guided slide unit with a push rod, a bracket and a removably mounted linear drive with a drive rod in the latter.
- This drive rod is connected to the push rod of the slide unit Can be connected by a coupling which, when the linear drive is inserted into the holder, couples against the slide unit by moving the drive rod, while it uncouples when the linear drive is removed from the holder transversely to the direction of movement of the drive rod.
- an assembly and disassembly system for repairing a sliding lock in which an assembly seat with retaining grooves and a cylinder unit that can be inserted into this are provided for adjusting a slide, whereby the cylinder unit is held by a clamping device of a robot and can be inserted into the retaining grooves of the assembly seat.
- a plug connection for connecting lines is arranged on the one hand at the back in the assembly seat and on the other hand at the front below the cylinder unit, which can be plugged together after the cylinder unit has been assembled using a pressure lever. This pressure lever is also located below the cylinder unit and is movably attached to it.
- At least one electrical cable and/or media such as gas or air, conveying connecting lines to supply sources away from the stage. This is usually done by manually plugging the connecting lines on the casting platform at the sliding closure.
- EP 2 039 445 A1 discloses a sliding device for automatically exerting surface pressure, which consists of a fixed plate which is arranged in a base frame and is firmly connected to the underside of a vessel for molten metal.
- a sliding housing with a sliding plate is arranged displaceably under the fixed plate by means of an actuator.
- no connecting lines relating to this hot water inflow are disclosed.
- the invention is based on the object of creating a method for the repair of a sliding closure, in which improved handling for the assembly of the linear drive and the connection of plug connections for at least one electrical and/or one line connection for the supply of media, such as gas or air, is made possible in a structurally simple manner, wherein this should preferably be designed for execution by means of a robot or manipulator.
- At least one electrical plug part and/or at least one valve plug part for the medium of the at least one connecting line are assigned to the linear drive and the holder in pairs, such that the plugging of the at least one connecting line takes place automatically when the linear drive is pushed into the holder and/or the release when it is removed from the holder.
- the object is achieved by a sliding closure for the method, wherein at least one electrical plug part and/or at least one valve plug part for the medium of the at least one connecting line are assigned to the linear drive and the holder in pairs, such that these are automatically inserted when the linear drive is inserted into the holder and thus cause the connection of the respective connecting line or are automatically released when the linear drive is removed from the holder.
- connection of the at least one electrical and/or the connection line for the medium by means of a plug-in process is preferably carried out with at least one supply source.
- the at least one connection line is preferably connected to an external power, gas or air pressure source.
- An electrical connection line can be used to provide a power supply for at least one consumer unit, such as a measuring and evaluation device for early slag detection or for inductive heating or the like.
- a connection line for a medium can be used to gas seal the flowing metal melt or to cool mechanical components and/or refractory parts in the sliding closure.
- This plugging of the at least one connecting cable when inserting the linear drive into the holder and/or the release when removing the same from the holder takes place automatically.
- At least one electrical plug part and/or at least one valve plug part for the medium of the at least one connecting line is assigned to the linear drive and the holder in pairs. This means that these can be automatically plugged in when the linear drive is pushed into the holder, thereby connecting the respective connecting line, and/or can be automatically released when the linear drive is removed from the holder.
- the linear drive is expediently pushed into and/or removed from the holder preferably transversely to its adjustment direction. This transverse insertion results in excellent accessibility for handling due to the space available on the casting platform.
- the connecting cables are plugged in in the same direction as the linear drive is pushed into the holder and/or the connecting cables are removed in the same direction as the linear drive is removed from the holder.
- the at least one connecting cable is plugged in and removed synchronously in opposite directions.
- the sliding closure For a sliding closure of a vessel containing molten metal, wherein the sliding closure has a housing, a sliding unit guided longitudinally therein, a holder, a linear drive insertable therein for adjusting the sliding unit, and at least one connecting line, the connecting line for an electrical Contact or a liquid or gaseous medium is provided, wherein the linear drive can preferably be inserted and/or removed by a robot for repairs, a connection of the at least one connecting line can be carried out by a plugging process, wherein this plugging of the at least one connecting line takes place automatically when the linear drive is inserted into the holder and/or the release of the at least one connecting line takes place automatically when the linear drive is removed from the holder.
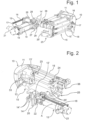
- Fig. 1 and Fig. 2 show a holder 15 and a linear drive 12 of an indicated sliding closure 10 which can be inserted laterally into this holder, with a slide housing 11 and a slide unit guided longitudinally therein, of which only a push rod 13 projecting into the holder 15 is visible.
- Such a sliding closure 10 is known in terms of its structure and operation and is therefore not described in further detail. It is preferably suitable for a ladle containing molten steel as a vessel in a continuous casting plant. In principle, however, it could also be used on the spout of other vessels, such as in a converter, a distributor or even in furnaces in the non-ferrous metal sector.
- the linear drive 12 is usually only pushed into this holder 15 and coupled after the ladle filled with molten metal has been placed on a rotating tower on a casting platform of the continuous casting plant.
- This is preferably done by a robot arranged on the casting platform, which automatically determines the exact position of the holder 15 of the sliding closure 10 using a detection system that can be mounted on it and then grasps the linear drive 12 designed as a hydraulic piston/cylinder unit from a storage location using an appropriate gripping tool, guides it to the sliding closure 10 and pushes it into the holder 15. When removing the latter, this takes place in the reverse order.
- connection line 16 is used to provide a power supply for at least one consumer unit, such as a measuring and evaluation device for early slag detection or for inductive heating or similar.
- the connection lines 17, 18 of the media are used in the usual way to provide a gas seal for the flowing molten metal or to cool the mechanical components or the refractory parts in the sliding closure. These connection lines 16, 17, 18 are connected to an external power, gas or air pressure source with associated control devices and are coupled to the sliding closure 10 for maintenance by plugging in processes on the pouring platform.
- the linear drive 12 is pushed into or removed from the holder transversely to the adjustment direction A of its drive rod 12'.
- the connecting cables 16, 17, 18 are inserted in the same direction as the linear drive 12 is pushed into the holder and the connecting cables 16, 17, 18 are also released in the same direction as the linear drive is removed from the holder.
- the at least one connecting cable 16, 17, 18 is preferably inserted and released in opposite directions. When inserting the connecting cables, it is advantageous to first center them and then move them into the plugged-in position.
- the linear drive 12 and the holder 15 are expediently each provided with at least one guide means, which are designed in such a way that the linear drive 12 can be inserted transversely into the holder 15 or removed from it.
- the guide means for the linear drive 12 is arranged at the front, where its drive rod 12' is located, and that for the holder 15 is arranged at the rear at the free-standing end.
- These guide means are preferably designed as an approximately rectangular flange 22 in the linear drive 12 and as corresponding guide grooves 25' in a C-shaped receiving part 25 in the holder 15.
- This flange 22 can be pushed in and out of these guide grooves 25' of the receiving part 25, which are arranged parallel one above the other, and is held in a form-fitting manner during the casting process.
- the guide grooves 25' are arranged inclined inwards to the horizontal at a few degrees. This ensures that the linear drive remains securely in the holder without the need for an actuatable locking means.
- the flange 22 of the linear drive 12 also has a laterally extending holding element 20, which can be grasped by the gripping tool of the robot.
- the linear drive 12 can also be carried manually.
- the connecting lines 16, 17, 18 are guided at the front side of the holder 15 to the sliding lock 10 and at the back along the linear drive 12 designed as a cylinder 19.
- the holder 15 is designed on one long side with a wall 15' along which the connecting lines are guided, and on the other long side it is open so that the drive rod 12' with the coupling head 14 can be inserted into it.
- From the linear drive 12, these connecting lines are bundled and guided to these external supply sources through a sleeve 21 protruding from the rear of the cylinder 19 and at least one hose (not shown in detail). This results in a further advantage of compact, safe routing of these connecting lines 16, 17, 18.
- an electrical plug part 26, 36 and two valve plug parts 27, 28, 37, 38 for the medium of the connecting lines 16, 17, 18 are assigned to the linear drive 12 and the holder 15 in pairs, such that these are automatically plugged in when the linear drive 12 is pushed into the holder 15 and thus cause the connection of the connecting lines 16, 17, 18 or they are automatically released from the holder when the linear drive 12 is removed.
- the one electrical plug part 26 is arranged above the cylinder 19 and the corresponding plug part 36 is arranged free-standing laterally above the receiving part 25 at the holder 15, while the valve plug parts 27, 28 for the medium protrude from the front of this flange 22 and the two corresponding valve plug parts 37, 38 are fastened to the inside of the receiving part 25, so that the plug parts 26, 36 and the valve plug parts 27, 28 37, 38 are inserted into one another when the flange 22 is pushed into these guide grooves 25' in the receiving part 25.
- a centering means is provided between these valve plug parts 27, 28 on the flange 22 and on the inside of the receiving part 25 for the prior centering of the paired valve plug parts 27, 28 37, 38 when plugging.
- a protruding centering pin 29 is arranged on the flange 22 and on the other hand, a receiving sleeve 29' is arranged in the receiving part 25 as a centering means.
- the centering pin 29, which is almost pointed at the front, is longer than the valve plug parts 27, 28 so that when the flange 22 is pushed in, it enters the receiving sleeve 29' before the valve plug parts 27, 28, 37, 38 are pushed into one another.
- valve plug parts 37, 38 with the receiving sleeve 29' are advantageously held in a plate-shaped device 34 which is mounted in the holder 15 in a floating manner transversely to its longitudinal extension in order to compensate for deviations from the valve plug parts 27, 28 at the flange 22. This ensures that this plugging process can be carried out perfectly and with tolerances that conform to steelworks standards.
- the flange 22 which is also provided with bevels 22' at the front as a centering aid, is inserted into the guide grooves 25' of the receiving part 25.
- the centering pin 29 is the first to enter this receiving sleeve 29', so that when pushed in further, the valve plug parts 27, 28 37, 38 are already pre-centered relative to one another.
- the valve plug parts consist of known sleeve and closing elements with seals, which are not explained in more detail.
- Fig. 4 shows the flange 22 in the final position in the receiving part 25, in which the valve plug parts and the centering means are plugged.
- a latch lever 24 of a latch mechanism 23 is also visible, by means of which automatic transport locking is ensured.
- a plug-in stroke limiting bolt 33 is shown, which engages in a longitudinal groove in the push rod 13 in order to serve as a stop for the stroke of the latter.
- Fig. 5 and Fig. 6 The two positions of the electrical plug parts 26, 36 are illustrated when inserting the flange 22 and in the final position in the receiving part 25.
- a Socket 31 is included, while the corresponding plug pins 37 protrude from the other plug part 36. Centering via this centering pin 29 in the receiving sleeve 29 also results in centering of these plug parts 26, 36.
- one plug part 26 is mounted on the cylinder 12' in a limitedly articulated or floating manner by means of an indicated device 39, so that it can compensate for inaccuracies during the plugging process.
- a hinged cover 32 is preferably provided on the plug part 36, by means of which the opening in this plug part is closed when not plugged in, in order to prevent contamination in the same.
- the connecting lines 17, 18 are arranged laterally at the flange 22 next to the cylinder 19 on the side near the valve plug parts 27, 28 placed at the front of the flange 22, to which they are connected.
- Both these electrical plug parts 26, 36 and the valve plug parts 27, 28, 37, 38 are also designed in pairs in such a way that they each reach the plugged state before the flange 22 reaches the end position in the holder 15 and remain in the plugged state for the rest of the insertion path. This has the advantage that if the flange cannot be inserted into the end position due to contamination or similar, the electrical or media connection is still present over a certain distance of, for example, 10 to 15 millimeters before the end position.
- only one connecting line whether electrical or for a medium, or more than three of them can be provided.
- the plug parts 26, 36 for the electrical connecting line could also be arranged like the valve plug parts on the side of the flange or on the inside of the receiving part, where such a plug part and at least one valve plug part could also be provided.
- the valve plug parts could be arranged like the plug parts above the cylinder 19.
- These guide means in the linear drive 12 as flange 22 and in the holder 15 as corresponding guide grooves 25' in a C-shaped receiving part 25 could be designed differently, for example that the guide grooves would be formed in the flange 22 and the receiving part 25 would engage in them.
- a hydraulic piston/cylinder unit is usually used in the linear drive 12, but it could also be an electric drive.
- the guide means and thus the insertion direction of the linear drive 12 and the plugging process could be inserted or removed from the holder from bottom to top instead of across the adjustment direction A of its drive rod 12', for example in the adjustment direction or instead of from the side.
- the guide means and the plug parts or valve plug parts would then have to be arranged accordingly, so that according to the invention, this plugging of the at least one connecting cable can take place automatically when the linear drive is pushed into the holder or the release when it is removed from the holder.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Instandstellung eines Schiebeverschlusses an einem Metallschmelze enthaltenden Gefäss, welcher ein Gehäuse, eine darin längsgeführte Schiebereinheit, eine Halterung, einen in dieser einsetzbaren Linearantrieb für das Verstellen der Schiebereinheit, mindestens eine elektrische und/oder eine Anschlussleitung für ein Medium, wie Gas oder Luft, aufweist, wobei der Linearantrieb vorzugsweise durch einen Roboter eingeschoben und/oder herausgenommen werden kann, und dass die Verbindung der mindestens einen elektrischen und/oder der Anschlussleitung für das Medium durch einen Steckvorgang erfolgt, sowie einen Schiebeverschluss.
- Ein bekannter Schiebeverschluss gemäss der Druckschrift
EP-A-3 424 618 ist mit einem Schiebergehäuse, einer darin längsgeführten Schiebereinheit mit einer Schubstange, einer Halterung sowie mit einem in letzterer wegnehmbar befestigten Linearantrieb mit einer Antriebsstange versehen. Diese Antriebsstange ist mit der Schubstange der Schiebereinheit durch eine Kupplung verbindbar, die bei dem in die Halterung eingeschobenen Linearantrieb durch ein Verschieben der Antriebsstange gegen die Schiebereinheit kuppelt, währenddem sie beim Herausnehmen des Linearantriebes aus der Halterung quer zur Verschieberichtung der Antriebsstange entkuppelt. - In der Druckschrift
CN 110394621 ist ein Montage- und Demontagesystem für die Instandstellung eines Schiebeverschlusses offenbart, bei dem ein Montagesitz mit Haltenuten und ein in diese einsetzbare Zylindereinheit für das Verstellen eines Schiebers vorgesehen ist, wobei die Zylindereinheit durch eine Spannvorrichtung eines Roboters gefasst und in die Haltenuten des Montagesitzes einsetzbar ist. Es ist ausserdem eine Steckerverbindung für Verbindungsleitungen einerseits rückseitig in dem Montagesitz und andererseits frontseitig unterhalb der Zylindereinheit angeordnet, die nach dem Montieren der Zylindereinheit durch einen Druckhebel zusammensteckbar sind. Dieser Druckhebel befindet sich ebenfalls unterhalb der Zylindereinheit und ist an ihr bewegbar befestigt. Dabei ist er von einem in der Spannvorrichtung des Roboters korrespondierenden Verstellantrieb verschiebbar. Dieses Stecken bzw. Lösen der Steckerverbindung ist aber aufwändig gelöst und ist anfällig beim Manipulieren, weil bei einem unsachlichen Bedienen dieser Druckhebel bzw. der Verstellantrieb durch ihre vorstehende Anordnung irgendwo anstossen und beschädigt werden können. - Bei einer Instandstellung des Schiebeverschlusses vor dem Abgiessen beispielsweise aus einer Pfanne auf einer Giessbühne bei einer Stranggiessanlage sind nebst dem Ankuppeln des Hydraulikzylinders als Linearantrieb mindestens eine elektrische Leitung und/oder Medien, wie Gas bzw. Luft, fördernde Anschlussleitungen mit Versorgungsquellen abseits der Bühne anzuschliessen. Dies erfolgt üblicherweise durch manuelle Steckvorgänge der Anschlussleitungen auf der Giessbühne beim Schiebeverschluss.
- In der Druckschrift
US 2005/242094 A1 sind Leitungen offenbart, die aber für den Antrieb des hydraulischen Aggregates verwendet werden und nicht steckbar sind. Die andern Leitungen sind zwar als elektrische Kabel bezeichnet, aber es ist nirgends angedeutet, dass diese durch einen Steckvorgang verbunden werden, noch dass dieses Stecken und/oder Lösen beim Einschieben bzw. Herausnehmen des Linearantriebs erfolgen soll. - In der Druckschrift
EP 2 039 445 A1 ist eine Schiebevorrichtung zur automatischen Oberflachendruckausübung offenbart, die aus einer festen Platte, die in einem Grundrahmen angeordnet ist und fest an der Unterseite eines Gefässes für geschmolzenes Metall anschliesst. Ein Schiebegehäuse mit einer Schiebeplatte ist mittels eines Stellantriebs verschiebbar unter der festen Platte angeordnet. Es sind aber keine Anschlussleitungen betreffend diesen Heisswasserzufluss offenbart. - Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren für die Instandstellung eines Schiebeverschlusses zu schaffen, bei dem auf konstruktiv einfache Weise ein verbessertes Handling für das Montieren des Linearantriebs und dem Anschliessen von Steckverbindungen für wenigstens einen elektrischen und/oder einen Leitungsanschluss für die Zufuhr von Medien, wie Gas oder Luft, ermöglicht wird, wobei dies vorzugsweise für die Ausführung mittels eines Roboters oder Manipulators ausgelegt sein soll.
- Diese Aufgabe ist erfindungsgemäss gelöst, dass dem Linearantrieb und der Halterung paarweise je wenigstens ein elektrischer Steckerteil und/oder je wenigstens ein Ventilsteckteil für das Medium der mindestens einen Anschlussleitung zugeordnet sind, derart, dass das Stecken der zumindest einen Anschlussleitung mit dem Einschieben des Linearantriebs in die Halterung und/oder das Lösen mit dem Herausnehmen desselben aus der Halterung selbsttätig erfolgt.
- Weiters wird die Aufgabe durch einen Schiebeverschluss für das Verfahren gelöst, wobei dem Linearantrieb und der Halterung paarweise je wenigstens ein elektrischer Steckerteil und/oder je wenigstens ein Ventilsteckteil für das Medium der mindestens einen Anschlussleitung zugeordnet sind, derart, dass diese beim Einschieben des Linearantriebs in die Halterung selbsttätig gesteckt werden und damit die Verbindung der jeweiligen Anschlussleitung bewirken bzw. beim Herausnehmen des Linearantriebs von der Halterung selbsttätig gelöst werden.
- Die Verbindung der mindestens einen elektrischen und/oder der Anschlussleitung für das Medium durch einen Steckvorgang erfolgt vorzugsweise mit zumindest einer Versorgungsquelle. Die zumindest eine Anschlussleitung ist vorzugsweise an eine externe Strom-, Gas- oder Luftdruckquelle angeschlossen. Einer elektrischen Anschlussleitung kann eine Stromversorgung für wenigstens eine Verbrauchereinheit, wie beispielsweise ein Mess- und Auswerteeinrichtung einer Schlackenfrüherkennung oder für eine induktive Aufheizung oder ähnliches hergestellt werden. Mit einer Anschlussleitung für ein Medium kann eine Gasdichtung der abfliessenden Metallschmelze oder ein Kühlen von Mechanik-Komponenten und/oder von Feuerfestteile im Schiebeverschluss erfolgen.
- Dieses Stecken der zumindest einen Anschlussleitung mit dem Einschieben des Linearantriebs in die Halterung und/oder das Lösen mit dem Herausnehmen desselben aus der Halterung erfolgt selbsttätig.
- Damit wird eine erhebliche Erleichterung der Handhabung insbesondere beim Instandstellen des Schiebeverschlusses mit einem Roboter erzielt und es wird gleichsam die Prozess-Stabilität und die betriebliche Sicherheit beim Abgiessen erhöht.
- Sehr vorteilhaft ist bei einem Schiebeverschluss dem Linearantrieb und der Halterung paarweise je wenigstens ein elektrischer Steckerteil und/oder je wenigstens ein Ventilsteckteil für das Medium der mindestens einen Anschlussleitung zugeordnet. Damit können diese beim Einschieben des Linearantriebs in die Halterung selbsttätig gesteckt und damit die Verbindung der jeweiligen Anschlussleitung bewirken und/oder beim Herausnehmen des Linearantriebs von der Halterung selbsttätig gelöst werden.
- Zweckmässigerweise wird der Linearantrieb vorzugsweise quer zu seiner Verstellrichtung in die Halterung eingeschoben und/oder herausgenommen. Mit diesem queren Einschieben ergibt sich aufgrund der Platzverhältnisse auf der Giessbühne eine vorzügliche Zugänglichkeit für die Handhabung. Das Stecken der Anschlussleitungen erfolgt in dieselbe Richtung wie die Einschieberichtung des Linearantriebs in die Halterung und/oder das Lösen der Anschlussleitungen erfolgt in dieselbe Richtung wie die Richtung beim Herausnehmen des Linearantriebs aus der Halterung. Vorzugsweise erfolgt jeweils das Stecken und Lösen der zumindest einen Anschlussleitung synchron in entgegengesetzter Richtung.
- Für einen Schiebeverschlusses eines Metallschmelze enthaltenden Gefäßes, wobei der Schiebeverschluss ein Gehäuse, eine darin längsgeführte Schiebereinheit, eine Halterung, einen in dieser einsetzbaren Linearantrieb für das Verstellen der Schiebereinheit, und mindestens eine Anschlussleitung aufweist, die Anschlussleitung für einen elektrischen Kontakt oder ein flüssiges oder gasförmiges Medium vorgesehen ist, wobei der Linearantrieb vorzugsweise durch einen Roboter eingeschoben und/oder herausgenommen werden kann zur Instandsetzung eine Verbindung der mindestens einen Anschlussleitung durch einen Steckvorgang erfolgen, wobei dieses Stecken der zumindest einen Anschlussleitung mit dem Einschieben des Linearantriebs in die Halterung und/oder das Lösen der zumindest einen Anschlussleitung mit dem Herausnehmen des Linearantriebs aus der Halterung selbsttätig erfolgt.
- Die Erfindung sowie weitere Vorteile derselben sind nachfolgend anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnung näher erläutert. Es zeigt:
- Fig. 1
- eine perspektivische Ansicht einer Halterung und eines in diese aufnehmbaren Linearantriebs vor der Instandstellung des angedeuteten Schiebeverschlusses;
- Fig. 2
- die Halterung und den Linearantrieb gemäss
Fig. 1 in einer gegenüberliegenden perspektivischen Ansicht; - Fig. 3
- eine Ansicht perspektivisch bzw. einen Schnitt von Führungsmitteln beim Einschieben des Linearantriebs in die Halterung;
- Fig. 4
- die perspektivische Ansicht bzw. den Schnitt der Führungsmittel nach
Fig. 3 im eingeschobenen Zustand des Linearantriebs in die Halterung; - Fig. 5
- eine Ansicht mit einem Schnitt der elektrischen Steckerteile beim Einschieben des Linearantriebs in die Halterung; und
- Fig. 6
- die Ansicht mit dem Schnitt nach
Fig. 5 der elektrischen Steckerteile im eingeschobenen Zustand des Linearantriebs in die Halterung. -
Fig. 1 und Fig. 2 zeigen eine Halterung 15 und einen in diese seitlich einschiebbaren Linearantrieb 12 eines angedeuteten Schiebeverschlusses 10 mit einem Schiebergehäuse 11 und eine in diesem längsgeführten Schiebereinheit, von der nur eine in die Halterung 15 ragende Schubstange 13 ersichtlich ist. - Ein solcher Schiebeverschluss 10 ist im Aufbau und der Arbeitsweise an sich bekannt und daher nicht in weiteren Einzelheiten dargetan. Er eignet sich vorzugsweise für eine zum Abgiessen von Stahlschmelze enthaltende Pfanne als Gefäss einer Stranggiessanlage. Im Prinzip könnte er aber auch am Ausguss von anderen Gefässen, wie bei einem Konverter, einem Verteiler oder auch bei Öfen im Nichteisenmetallbereich eingesetzt werden.
- Insbesondere beim Vorsehen des Gefässes als Pfanne wird der Linearantrieb 12 üblicherweise erst in diese Halterung 15 eingeschoben und gekuppelt, nachdem die mit Metallschmelze gefüllte Pfanne auf einem Drehturm auf einer Giessbühne der Stranggiessanlage platziert ist. Dies erfolgt vorzugsweise durch einen auf der Giessbühne angeordneten Roboter, der automatisiert vorerst durch ein bei diesem montierbares Erkennungssystem die exakte Position der Halterung 15 des Schiebeverschlusses 10 ermittelt und anschliessend den als hydraulische Kolben/Zylindereinheit ausgebildeten Linearantrieb 12 von einer Ablagestelle mittels eines entsprechenden Greifwerkzeugs fasst, zum Schiebeverschluss 10 führt und in die Halterung 15 einschiebt. Beim Wegnehmen desselben erfolgt dies in umgekehrter Reihenfolge.
- Nach dem Einschieben des Linearantriebs 12 wird seine Antriebsstange 12' mit der Schubstange 13 der Schiebereinheit gekoppelt. Zweckmässigerweise erfolgt dies selbsttätig, indem ein zangenförmiger Kupplungskopf 14 vorderseitig bei der Antriebsstange 12' gegen die gleichachsig angeordnete Schubstange 13 der Schiebereinheit verschoben und mittels schwenkbarer Klemmbacken 14' über den Kupplungsflansch 13' endseitig bei der Schubstange 13 gestülpt und diesen form- und/oder kraftschlüssig umgreift. Ein Schiebeverschluss mit einer solchen Kupplung ist in der Druckschrift
EP 0 875 320 B1 offenbart und es sind daher nicht weitere Details dazu erläutert. - Normalerweise werden für den Betrieb beim Abgiessen wie eingangs erwähnt mindestens eine elektrische und/oder Anschlussleitungen für Medien, wie Gas, Luft oder ähnliches benötigt. Mit der wenigstens einen elektrischen Anschlussleitung 16 wird eine Stromversorgung für wenigstens eine Verbrauchereinheit, wie beispielsweise ein Mess- und Auswerteeinrichtung einer Schlackenfrüherkennung oder für eine induktive Aufheizung oder ähnliches hergestellt. Mit den Anschlussleitungen 17, 18 der Medien wird auf übliche Weise eine Gasdichtung der abfliessenden Metallschmelze oder ein Kühlen der Mechanik-Komponenten bzw. der Feuerfestteile im Schiebeverschluss bezweckt. Diese Anschlussleitungen 16, 17, 18 sind an eine externe Strom-, Gas- oder Luftdruckquelle mit zugehörigen Steuerungseinrichtungen angeschlossen und werden für das Instandstellen durch Steckvorgänge auf der Giessbühne beim Schiebeverschluss 10 gekoppelt.
- Mit dem erfindungsgemässen Verfahren dieser Instandstellung des Schiebeverschlusses 10 für das nachfolgende Abgiessen der Schmelze aus der Pfanne erfolgt dieser Steckvorgang der Anschlussleitungen 16, 17, 18 mit dem Einschieben des Linearantriebs 12 in die Halterung 15 bzw. beim Lösen mit dem Herausnehmen desselben aus der Halterung 15 selbsttätig. Damit wird diese erhebliche Erleichterung der Handhabung insbesondere beim Instandstellen des Schiebeverschlusses 10 mit einem Roboter erzielt und es wird mit diesem Verfahren gleichsam die Prozess-Stabilität für ein automatisiertes Abgiessen erhöht.
- Der Linearantrieb 12 wird dabei quer zur Verstellrichtung A seiner Antriebsstange 12' in die Halterung eingeschoben bzw. herausgenommen. Das Stecken der Anschlussleitungen 16, 17, 18 erfolgt in dieselbe Richtung wie die Einschieberichtung des Linearantriebs 12 in die Halterung und ebenso erfolgt das Lösen der Anschlussleitungen 16, 17, 18 in dieselbe Richtung wie die Richtung des Linearantriebs beim Herausnehmen aus der Halterung. Das Stecken und Lösen der zumindest der einen Anschlussleitung 16, 17, 18 erfolgt vorzugsweise in entgegengesetzte Richtungen. Vorteilhaft erfolgt beim Steckvorgang der Anschlussleitungen vorerst ein Zentrieren und anschliessend ein Übergehen in die Steckposition.
- Zweckmässigerweise sind der Linearantrieb 12 und die Halterung 15 mit je wenigstens einem Führungsmittel versehen, die derart ausgebildet sind, dass der Linearantrieb 12 quer in die Halterung 15 einschiebbar bzw. von dieser herausnehmbar ist. Das Führungsmittel beim Linearantrieb 12 ist vorderseitig, bei der sich seine Antriebsstange 12' befindet, und dasjenige bei der Halterung 15 rückseitig beim freistehenden Ende angeordnet.
- Vorzugsweise sind diese Führungsmittel beim Linearantrieb 12 als annähernd rechteckiger Flansch 22 und bei der Halterung 15 als korrespondierende Führungsnuten 25' in einem C-förmigen Aufnahmeteil 25 ausgebildet. Dieser Flansch 22 kann dabei in diese parallel übereinander angeordneten Führungsnuten 25' des Aufnahmeteils 25 ein- und herausgeschoben werden und ist während des Giessvorgangs formschlüssig gehalten. Zu diesem Zwecke sind die Führungsnuten 25' zur Horizontalen gegen innen mit einigen Winkelgraden geneigt angeordnet. Dies bewirkt ein sicherer Verbleib des Linearantriebs in der Halterung, ohne dass ein betätigbares Arretiermittel verwendet werden muss. Ferner weist der Flansch 22 des Linearantriebs 12 noch ein seitlich verlängerndes Halteelement 20 auf, welches vom Greifwerkzeug des Roboters gefasst werden kann. Der Linearantrieb 12 kann aber damit auch manuell getragen werden.
- Die Anschlussleitungen 16, 17, 18 sind vorne seitlich bei der Halterung 15 zum Schiebeverschluss 10 hin und rückseitig bei dem als Zylinder 19 ausgebildeten Linearantrieb 12 entlang geführt. Die Halterung 15 ist auf der einen Längsseite mit einer Wandung 15', entlang der die Anschlussleitungen geführt sind, und auf der andern Längsseite offen ausgestaltet, damit die Antriebsstange 12' mit dem Kupplungskopf 14 darin einschiebbar ist. Vom Linearantrieb 12 werden diese Anschlussleitungen gebündelt durch eine beim Zylinder 19 rückseitig wegragende Muffe 21 und wenigstens einen nicht näher gezeigten Schlauch zu diesen externen Versorgungsquellen geleitet. Damit ergibt sich als weiterer Vorteil eine kompakte sichere Führung dieser Anschlussleitungen 16, 17, 18.
- Wie aus
Fig. 3 bis Fig. 6 hervorgeht, sind erfindungsgemäss dem Linearantrieb 12 und der Halterung 15 paarweise je ein elektrischer Steckerteil 26, 36 und je zwei Ventilsteckteile 27, 28 37, 38 für das Medium der Anschlussleitungen 16, 17, 18 zugeordnet, derart, dass diese beim Einschieben des Linearantriebs 12 in die Halterung 15 selbsttätig gesteckt und damit die Verbindung der Anschlussleitungen 16, 17, 18 bewirken bzw. dieselben beim Herausnehmen des Linearantriebs 12 von der Halterung selbsttätig gelöst werden. - Der eine elektrische Steckerteil 26 ist oberhalb des Zylinders 19 und der korrespondierende Steckerteil 36 ist seitlich oberhalb des Aufnahmeteils 25 bei der Halterung 15 freistehend angeordnet, während die Ventilsteckteile 27, 28 für das Medium stirnseitig bei diesem Flansch 22 vorstehend und die zwei korrespondierenden Ventilsteckteile 37, 38 innenseitig im Aufnahmeteil 25 befestigt sind, so dass die Steckerteile 26, 36 bzw. die Ventilsteckteile 27, 28 37, 38 beim Einschieben des Flansches 22 in diese Führungsnuten 25' im Aufnahmeteil 25 ineinander gesteckt werden.
- Vorzugsweise sind zwischen diesen Ventilsteckteilen 27, 28 beim Flansch 22 und innenseitig beim Aufnahmeteil 25 je ein Zentriermittel für das vorgängige Zentrieren der paarweise korrespondierenden Ventilsteckteile 27, 28 37, 38 beim Stecken vorgesehen. Zum einen ist beim Flansch 22 ein vorstehender Zentrierstift 29 und zum andern im Aufnahmeteil 25 eine Aufnahmehülse 29` als Zentriermittel angeordnet. Der vorne annähernd spitzig ausgebildete Zentrierstift 29 ist länger als die Ventilsteckteile 27, 28 dimensioniert, so dass er beim Einschieben des Flansches 22 in die Aufnahmehülse 29` gelangt, bevor die Ventilsteckteile 27, 28, 37, 38 ineinander geschoben werden. Die Ventilsteckteile 37, 38 mit der Aufnahmehülse 29' sind vorteilhaft in einer in der Halterung 15 quer zu ihrer Längserstreckung schwimmend gelagerten plattenförmigen Einrichtung 34 gehalten, um Abweichungen zu den Ventilsteckteilen 27, 28 beim Flansch 22 zu kompensieren. Damit ist sichergestellt, dass dieser Steckvorgang einwandfrei und bei stahlwerkskonformen Toleranzen ausgeführt werden kann.
- Gemäss
Fig. 3 ist der Flansch 22, der vorne seitlich ebenfalls mit Schrägen 22' als Zentrierhilfe versehen ist, in die Führungsnuten 25' des Aufnahmeteils 25 eingeschoben. Als erstes gelangt der Zentrierstift 29 in diese Aufnahmehülse 29', so dass beim weiteren Einschieben die Ventilsteckteile 27, 28 37, 38 zueinander bereits vorzentriert sind. Die Ventilsteckteile bestehen aus bekannten Hülsen- und Schliesselementen mit Dichtungen, die nicht näher erläutert sind. -
Fig. 4 zeigt den Flansch 22 folglich in der Endposition im Aufnahmeteil 25, bei dem die Ventilsteckteile und die Zentriermittel gesteckt sind. - Es ist ferner noch ein Klinkhebel 24 eines Klinkmechanismus 23 ersichtlich, mittels dem eine automatische Transportsicherung gewährleistet ist. Zudem ist ein steckbarer Hubbegrenzungsbolzen 33 gezeigt, welcher in eine Längsnut in der Schubstange 13 eingreift, um als Anschlag für den Hub von letzterer zu dienen.
- In
Fig. 5 und Fig. 6 sind die beiden Positionen der elektrischen Steckerteile 26, 36 beim Einschieben des Flansches 22 und in der Endposition im Aufnahmeteil 25 veranschaulicht. Beim einen Steckerteil 26 ist eine Steckdose 31 enthalten, während beim andern Steckerteil 36 die korrespondierenden Steckstifte 37 vorstehen. Mit dem Zentrieren via diesen Zentrierstift 29 in die Aufnahmehülse 29 erfolgt ebenso ein Zentrieren dieser Steckerteile 26, 36. Vorteilhaft ist aber der eine Steckerteil 26 mittels einer angedeuteten Einrichtung 39 beschränkt gelenkig bzw. schwimmend am Zylinder 12' gelagert, so dass er beim Steckvorgang Ungenauigkeiten ausgleichen kann. Es ist ferner beim Steckerteil 36 vorzugsweise ein klappbarer Deckel 32 vorgesehen, mittels dem die Öffnung bei diesem Steckerteil im ungesteckten Zustand geschlossen ist, um Verschmutzung in demselben zu verhindern. - Die Anschlussleitungen 17, 18 sind als weiterer Vorteil seitlich beim Flansch 22 neben dem Zylinder 19 auf der Seite bei den stirnseitig beim Flansch 22 platzierten Ventilsteckteile 27, 28 angeordnet, mit denen sie verbunden sind.
- Sowohl diese elektrischen Steckerteile 26, 36 als auch die Ventilsteckteile 27, 28 37, 38 sind ausserdem paarweise so zueinander ausgestaltet, dass sie jeweils den gesteckten Zustand bereits vor der erreichten Endposition des Flansches 22 in der Halterung 15 erreichen und über den restlichen Einschiebeweg im gesteckten Zustand sind. Dies hat den Vorteil, dass wenn der Flansch wegen Verunreinigungen oder ähnlichem nicht bis in die Endposition einführbar ist, dass dann die elektrische bzw. die Medien-Verbindung über eine gewisse Distanz von beispielsweise 10 bis 15 Millimetern vor der Endposition trotzdem bereits gegeben ist.
- Die Erfindung ist mit den oben erläuterten Ausführungsbeispielen ausreichend dargetan. Sie könnte aber noch durch weitere Varianten erläutert sein.
- Je nach Bedarf kann nur eine Anschlussleitung sei es elektrisch oder für ein Medium oder auch mehr als drei von denen vorgesehen sein. Die Steckerteile 26, 36 für die elektrische Anschlussleitung könnten auch wie die Ventilsteckteile seitlich beim Flansch bzw. innenseitig beim Aufnahmeteil angeordnet sein, bei dem ebenso eine solche und wenigstens ein Ventilsteckteil vorgesehen sein könnte. Umgekehrt könnten die Ventilsteckteile wie die Steckerteile oberhalb des Zylinders 19 angeordnet sein.
- Diese Führungsmittel beim Linearantrieb 12 als Flansch 22 und bei der Halterung 15 als korrespondierende Führungsnuten 25' in einem C-förmigen Aufnahmeteil 25 könnten unterschiedlich ausgebildet sein, wie zum Beispiel, dass die Führungsnuten im Flansch 22 ausgebildet wären und der Aufnahmeteil 25 in diese eingreifen würde. Beim Linearantrieb 12 ist üblicherweise wie erwähnt eine hydraulische Kolben/Zylindereinheit verwendet, aber es könnte sich auch um einen elektrischen Antrieb handeln.
- Theoretisch könnten die Führungsmittel und damit die Einschieberichtung des Linearantriebs 12 und der Steckvorgang statt quer zur Verstellrichtung A seiner Antriebsstange 12' zum Beispiel in Verstellrichtung oder statt von der Seite von unten nach oben in die Halterung eingeschoben bzw. herausgenommen werden. Die Führungsmittel und die Steckerteile bzw. Ventilsteckteile müssten dann entsprechend angeordnet sein, so dass erfindungsgemäss dieses Stecken der zumindest einen Anschlussleitung mit dem Einschieben des Linearantriebs in die Halterung bzw. das Lösen mit dem Herausnehmen desselben aus der Halterung selbsttätig erfolgen kann.
Claims (14)
- Verfahren zur Instandstellung eines Schiebeverschlusses (10) eines Metallschmelze enthaltenden Gefässes, welcher ein Gehäuse (11), eine darin längsgeführte Schiebereinheit, eine Halterung (15), einen in dieser einsetzbaren Linearantrieb (12) für das Verstellen der Schiebereinheit, mindestens eine elektrische und/oder eine Anschlussleitung (16, 17, 18) für ein Medium, wie Gas oder Luft, aufweist, wobei der Linearantrieb (12) vorzugsweise durch einen Roboter eingeschoben und/oder herausgenommen werden kann, wobei eine Verbindung der mindestens einen elektrischen und/oder der Anschlussleitung (16, 17, 18) für das Medium durch einen Steckvorgang erfolgt, wobei dem Linearantrieb (12) und der Halterung (15) paarweise je wenigstens ein elektrischer Steckerteil (26, 36) und/oder je wenigstens ein Ventilsteckteil (27, 28, 37, 38) für das Medium der mindestens einen Anschlussleitung (16, 17, 18) zugeordnet sind, dadurch gekennzeichnet, dass das Stecken der zumindest einen Anschlussleitung (16, 17, 18) mit dem Einschieben des Linearantriebs (12) in die Halterung (15) und/oder das Lösen der zumindest einen Anschlussleitung (16, 17, 18) mit dem Herausnehmen des Linearantriebs (12) aus der Halterung (15) selbsttätig erfolgt.
- Verfahren nach Anspruch 1, wobei der Linearantrieb (12) quer zu seiner Verstellrichtung in die Halterung (15) eingeschoben und/oder aus der Halterung (15) herausgenommen werden kann.
- Verfahren nach Anspruch 1 oder 2, wobei das Stecken der Anschlussleitungen (16, 17, 18) in dieselbe Richtung wie die Einschieberichtung des Linearantriebs (12) in die Halterung und/oder das Lösen der Anschlussleitungen (16, 17, 18) in dieselbe Richtung wie die Richtung beim Herausnehmen des Linearantriebs (12) aus der Halterung erfolgt.
- Verfahren nach einem der Ansprüche 1 bis 3, wobei jeweils das Stecken und das Lösen der zumindest einen Anschlussleitung (16, 17, 18) in entgegengesetzter Richtung erfolgt.
- Verfahren nach einem der Ansprüche 1 bis 4, wobei beim Steckvorgang der mindestens einen elektrischen und/oder der Anschlussleitung (16, 17, 18) für das Medium vorerst ein Zentrieren und anschliessend das Stecken bis in die Endposition erfolgt.
- Verfahren nach nach einem der Ansprüche 1 bis 5, wobei die wenigstens eine elektrische Anschlussleitung (16) für die Stromversorgung wenigstens einer Verbrauchereinheit, wie zum Beispiel eine Mess- und Auswerteeinrichtung für eine Schlackenfrüherkennung oder eine induktive Aufheizung, und die wenigstens eine Anschlussleitung (17, 18) für das Medium, wie Gas oder Luft, für eine Gasdichtung oder zum Kühlen oder ähnlichem dient, wobei die jeweilige Anschlussleitung (16, 17, 18) an eine externe Strom-, Gas- oder Luftdruckquelle angeschlossen ist.
- Schiebeverschluss für ein Metallschmelze enthaltendes Gefäss, aufweisend ein Gehäuse (11), eine darin längsgeführte Schiebereinheit, eine Halterung (15), einen in dieser einsetzbaren Linearantrieb (12) für das Verstellen der Schiebereinheit, mindestens eine elektrische und/oder eine Anschlussleitung (16, 17, 18) für ein Medium, wie Gas oder Luft, aufweist, wobei der Linearantrieb (12) vorzugsweise durch einen Roboter eingeschoben und/oder herausgenommen werden kann, und dass die Verbindung der mindestens einen elektrischen und/oder der Anschlussleitung (16, 17, 18) für das Medium durch einen Steckvorgang erfolgt, wobei dem Linearantrieb (12) und der Halterung (15) paarweise je wenigstens ein elektrischer Steckerteil (26, 36) und/oder je wenigstens ein Ventilsteckteil (27, 28, 37, 38) für das Medium der mindestens einen Anschlussleitung (16, 17, 18) zugeordnet sind, dadurch gekennzeichnet, dass diese beim Einschieben des Linearantriebs (12) in die Halterung (15) selbsttätig gesteckt werden und damit die Verbindung der jeweiligen Anschlussleitung (16, 17, 18) bewirken und/oder beim Herausnehmen des Linearantriebs (12) von der Halterung (15) selbsttätig gelöst werden und damit das Lösen der jeweiligen Anschlussleitung (16, 17, 18) bewirken.
- Schiebeverschluss nach Anspruch 7, wobei der Linearantrieb (12) und die Halterung (15) mit je wenigstens einem Führungsmittel versehen sind, die derart zusammenwirken, dass der Linearantrieb (12) vorzugsweise quer in die Halterung (15) einschiebbar bzw. von dieser herausnehmbar ist, wobei das Führungsmittel beim Linearantrieb (12) vorderseitig, bei der seine Antriebsstange (12') vorsteht, und dasjenige bei der Halterung (15) rückseitig bei ihrem freistehenden Ende angeordnet ist.
- Schiebeverschluss nach Anspruch 8, wobei das Führungsmittel beim Linearantrieb (12) als Flansch (22) ausgebildet ist und sich der wenigstens eine Ventilsteckteil (27, 28) für das Medium seitlich bei diesem Flansch (22) in Einschieberichtung erstreckt, während das Führungsmittel bei der Halterung (15) als Führungsnuten (25') ausgebildet ist und der wenigstens eine Ventilsteckteil (27, 28) zwischen diesen vorstehend verläuft, so dass die paarweise korrespondierenden Ventilsteckteile (27, 28, 37, 38) beim Einschieben des Flansches (22) in diese Führungsnuten (25') ineinander gesteckt werden.
- Schiebeverschluss nach Anspruch 9, wobei zwei dem Flansch (22) bzw. zwei der Halterung (15) parallel zueinander verlaufende Ventilsteckteile (27, 28, 37, 38) zugeordnet sind, die jeweils paarweise steckbar sind, wobei vorzugsweise zwischen diesen Ventilsteckteilen (27, 28, 37, 38) ein Zentriermittel für das vorgängige Zentrieren der Ventilsteckteile beim Stecken vorgesehen ist.
- Schiebeverschluss nach Anspruch 9 oder 10, wobei die Führungsnuten (25') in einem C-förmigen Aufnahmeteil (25) der Halterung (15) ausgebildet sind, in dem innenseitig die Ventilsteckteile (37, 38) und das Zentriermittel befestigt sind.
- Schiebeverschluss nach einem der Ansprüche 8 bis 11, wobei der wenigstens eine elektrische Steckerteil (26) oberhalb des Linearantriebs (12) und der korrespondierende Steckerteil (36) seitlich oberhalb des Aufnahmeteils (25) bei der Halterung (15) angeordnet sind, so dass diese beiden Steckerteile (26, 36) beim Einschieben des Linearantriebs (12) in die Halterung (15) zusammengesteckt werden.
- Schiebeverschluss nach einem der Ansprüche 8 bis 12, wobei die wenigstens einen Ventilsteckteile (37, 38) und/oder der eine elektrische Steckerteil (26) jeweils in einer in der Halterung (15) bzw. beim Linearantrieb (12) quer zur Längserstreckung schwimmend bzw. gelenkig gelagerten Einrichtung (34, 39) gehalten sind, um Abweichungen zu den korrespondierenden Ventilsteckteilen (27, 28) und/oder dem Steckerteil (36) zu kompensieren.
- Schiebeverschluss nach einem der Ansprüche 8 bis 13, wobei die zumindest eine Anschlussleitung (16, 17, 18) seitlich bei der Halterung (15) zum Schiebeverschluss (10) hin und rückseitig beim Linearantrieb (12) entlang geführt sind, wobei sie gebündelt durch wenigstens eine beim Linearantrieb (12) rückseitig wegragende Muffe (21) und wenigstens einen Schlauch zu diesen externen Strom-, Gas- oder Luftdruckquellen geleitet sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21173829.9A EP4088837A1 (de) | 2021-05-14 | 2021-05-14 | Verfahren insbesondere zur instandstellung eines schiebeverschlusses an einem metallschmelze enthaltenden gefäss, sowie ein schiebeverschluss |
| PCT/EP2022/063048 WO2022238564A1 (de) | 2021-05-14 | 2022-05-13 | Verfahren zur instandstellung eines schiebeverschlusses an einem metallschmelze enthaltenden gefäss, sowie ein schiebeverschluss |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4337403A1 EP4337403A1 (de) | 2024-03-20 |
| EP4337403B1 true EP4337403B1 (de) | 2025-01-29 |
| EP4337403C0 EP4337403C0 (de) | 2025-01-29 |
Family
ID=75936715
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21173829.9A Withdrawn EP4088837A1 (de) | 2021-05-14 | 2021-05-14 | Verfahren insbesondere zur instandstellung eines schiebeverschlusses an einem metallschmelze enthaltenden gefäss, sowie ein schiebeverschluss |
| EP22728902.2A Active EP4337403B1 (de) | 2021-05-14 | 2022-05-13 | Verfahren zur instandstellung eines schiebeverschlusses an einem metallschmelze enthaltenden gefäss, sowie ein schiebeverschluss |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21173829.9A Withdrawn EP4088837A1 (de) | 2021-05-14 | 2021-05-14 | Verfahren insbesondere zur instandstellung eines schiebeverschlusses an einem metallschmelze enthaltenden gefäss, sowie ein schiebeverschluss |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US20240253112A1 (de) |
| EP (2) | EP4088837A1 (de) |
| KR (1) | KR20240007910A (de) |
| CN (1) | CN117295570A (de) |
| AR (1) | AR125873A1 (de) |
| AU (1) | AU2022274311A1 (de) |
| BR (1) | BR112023021505A2 (de) |
| CA (1) | CA3216528A1 (de) |
| ES (1) | ES3014474T3 (de) |
| MX (1) | MX2023011711A (de) |
| PL (1) | PL4337403T3 (de) |
| TW (1) | TW202302246A (de) |
| WO (1) | WO2022238564A1 (de) |
| ZA (1) | ZA202310876B (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4275813A1 (de) * | 2022-05-13 | 2023-11-15 | Refractory Intellectual Property GmbH & Co. KG | Schiebeverschluss für einen metallschmelze enthaltenden behälter |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE59810610D1 (de) | 1997-04-30 | 2004-02-26 | Stopinc Ag Huenenberg | Schiebeverschluss für ein Metallschmelze enthaltendes Gefäss |
| ATE450331T1 (de) * | 2002-03-25 | 2009-12-15 | Stopinc Ag | Verfahren zum betrieb eines schiebeverschlusses sowie schiebeverschluss |
| JP4757714B2 (ja) * | 2006-06-07 | 2011-08-24 | 品川リフラクトリーズ株式会社 | 自動面圧負荷スライドバルブ装置 |
| EP3424618B1 (de) | 2017-07-05 | 2021-03-10 | Refractory Intellectual Property GmbH & Co. KG | Schiebeverschluss für ein metallschmelze enthaltendes gefäss |
| CN110394621B (zh) * | 2019-07-31 | 2020-08-04 | 湖南镭目科技有限公司 | 一种滑板油缸组件自动装拆系统 |
-
2021
- 2021-05-14 EP EP21173829.9A patent/EP4088837A1/de not_active Withdrawn
-
2022
- 2022-05-13 MX MX2023011711A patent/MX2023011711A/es unknown
- 2022-05-13 WO PCT/EP2022/063048 patent/WO2022238564A1/de not_active Ceased
- 2022-05-13 AU AU2022274311A patent/AU2022274311A1/en active Pending
- 2022-05-13 BR BR112023021505A patent/BR112023021505A2/pt unknown
- 2022-05-13 US US18/560,531 patent/US20240253112A1/en active Pending
- 2022-05-13 AR ARP220101283A patent/AR125873A1/es unknown
- 2022-05-13 CN CN202280034868.6A patent/CN117295570A/zh active Pending
- 2022-05-13 PL PL22728902.2T patent/PL4337403T3/pl unknown
- 2022-05-13 KR KR1020237038982A patent/KR20240007910A/ko active Pending
- 2022-05-13 EP EP22728902.2A patent/EP4337403B1/de active Active
- 2022-05-13 ES ES22728902T patent/ES3014474T3/es active Active
- 2022-05-13 CA CA3216528A patent/CA3216528A1/en active Pending
- 2022-05-13 TW TW111118044A patent/TW202302246A/zh unknown
-
2023
- 2023-11-24 ZA ZA2023/10876A patent/ZA202310876B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN117295570A (zh) | 2023-12-26 |
| EP4088837A1 (de) | 2022-11-16 |
| AR125873A1 (es) | 2023-08-23 |
| MX2023011711A (es) | 2023-10-12 |
| US20240253112A1 (en) | 2024-08-01 |
| BR112023021505A2 (pt) | 2023-12-19 |
| ZA202310876B (en) | 2025-03-26 |
| KR20240007910A (ko) | 2024-01-17 |
| PL4337403T3 (pl) | 2025-05-19 |
| EP4337403C0 (de) | 2025-01-29 |
| TW202302246A (zh) | 2023-01-16 |
| CA3216528A1 (en) | 2022-11-17 |
| EP4337403A1 (de) | 2024-03-20 |
| ES3014474T3 (en) | 2025-04-22 |
| WO2022238564A1 (de) | 2022-11-17 |
| AU2022274311A1 (en) | 2023-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2826106C2 (de) | Anordnung für den Transport einer Positioniervorrichtung im Inneren eines Dampferzeugers | |
| DE102018128883B4 (de) | Palettengreifer und zugehöriges Betriebsverfahren | |
| DE2338617B2 (de) | Elektrische Widerstandsschweißvorrichtung mit programmgesteuerter drehbarer Schweißeinheit | |
| DE8132660U1 (de) | Plasma-Schneidbrenner | |
| DE102005035915B3 (de) | Punktschweißkappenwechsler | |
| EP2159333B1 (de) | Energieträgerkupplung, sowie Kupplung mit Energieträgerkupplung | |
| EP4337403B1 (de) | Verfahren zur instandstellung eines schiebeverschlusses an einem metallschmelze enthaltenden gefäss, sowie ein schiebeverschluss | |
| AT506190B1 (de) | Vorrichtung zum auswechselbaren anschliessen eines giessrohres an einen ausguss eines schmelzenbehälters | |
| EP2281166A1 (de) | Ofenanlage | |
| EP0819488A2 (de) | Schiebeverschluss für einen Metallschmelze enthaltenden Behälter | |
| DE2838686B2 (de) | Einrichtung zum selbsttätigen Aufspannen von Werkstückpaletten auf dem Arbeitstisch einer Werkzeugmaschine | |
| EP2540613B1 (de) | Anschlussvorrichtung für eine Versorgungsleitung | |
| CH647702A5 (de) | Schieberverschluss fuer den abstichkanal eines metallurgischen ofens oder gefaesses. | |
| DE2753161A1 (de) | Verfahren und vorrichtung zum wechseln von mess- und/oder probennahmesonden fuer stahlschmelzen | |
| DE102014011000A1 (de) | Adapter, Plattenstrecker und Betriebsverfahren für einen Plattenstrecker | |
| EP0113653B1 (de) | Vorrichtung zum Wechseln von Mess- und/oder Probenahmesonden | |
| DE3416435A1 (de) | Kupplungseinrichtung zum selbsttaetigen an- und abkuppeln eines in ein aufbewahrungsmagazin innerhalb des arbeitsbereichs eines industrieroboters in definierter ruhelage ablegbaren bzw. daraus entnehmbaren werkzeuges an den arbeitsarm des roboters | |
| EP3846954B1 (de) | Verfahren zur wartung eines schiebeverschlusses am ausguss eines metallurgischen gefässes sowie ein schiebeverschluss | |
| DE19547885C1 (de) | Lanzenmanipulator mit Pneumatik-Lanzenhalter | |
| EP0271474B1 (de) | Vorrichtung zum Ausbau von in die Abstichöffnung metallurgischer Gefässe eingesetzten Lochsteinen | |
| DE8703229U1 (de) | Roboter | |
| DE19957903B4 (de) | Bohr- und Ankersetzgerät mit als Führungen ausgebildeten Grippern | |
| DE3400527A1 (de) | Industrieroboter | |
| EP4522361A1 (de) | Schiebeverschluss für einen metallschmelze enthaltenden behälter | |
| AT395173B (de) | Einrichtung zur medienversorgung einer blaslanze |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20231004 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20241021 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502022002808 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20250130 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20250206 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 3014474 Country of ref document: ES Kind code of ref document: T3 Effective date: 20250422 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 46141 Country of ref document: SK |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 4 Effective date: 20250528 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250529 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250430 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250601 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20250506 Year of fee payment: 4 Ref country code: SK Payment date: 20250505 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250129 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250630 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250423 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250129 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20251030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250513 |