EP4122662B1 - Verfahren zum herstellen von faserplatten unter verringertem voc-ausstoss - Google Patents
Verfahren zum herstellen von faserplatten unter verringertem voc-ausstoss Download PDFInfo
- Publication number
- EP4122662B1 EP4122662B1 EP21187502.6A EP21187502A EP4122662B1 EP 4122662 B1 EP4122662 B1 EP 4122662B1 EP 21187502 A EP21187502 A EP 21187502A EP 4122662 B1 EP4122662 B1 EP 4122662B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wood chips
- vapor
- process according
- steam
- wood
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N1/00—Pretreatment of moulding material
- B27N1/003—Pretreatment of moulding material for reducing formaldehyde gas emission
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N1/00—Pretreatment of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N1/00—Pretreatment of moulding material
- B27N1/02—Mixing the material with binding agent
- B27N1/029—Feeding; Proportioning; Controlling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/04—Manufacture of substantially flat articles, e.g. boards, from particles or fibres from fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/18—Auxiliary operations, e.g. preheating, humidifying, cutting-off
Definitions
- the invention relates to a method for producing fiberboard with reduced VOC emissions, in particular for producing HDF boards or MDF boards.
- a continuous production process of wood fibers using the dry and wet method, based on lignocellulose-containing material such as wood, straw or bagasse includes, among other things, shredding the raw material into free fibers or fiber aggregates, which in subsequent steps are coated with adhesive, dried, shaped and formed into one The end product, the so-called board or wood fiber board, is pressed.
- the release of fibers from the raw material preferably takes place in a so-called thermomechanical process in one step or in a thermal and mechanical process in at least two separate steps.
- the wood chips are usually washed to remove dirt such as soil or stones.
- the thermal treatment i.e. the heating of the raw material, takes place, among other things, in a first thermal treatment device at a preferred temperature of up to approximately 100 degrees Celsius, in particular under atmospheric pressure, and then in a preferably pressurized second thermal treatment device at a temperature of, for example, approximately 150 up to 190 degrees Celsius, especially under a pressure of around 4 to 13 bar.
- the residence time of the wood chips in the thermal treatment devices can be adjusted depending on the prevailing process conditions and can be between approximately 1 and 10 minutes, for example.
- the thermal heating in the second thermal treatment device is preferably carried out using steam.
- the mechanical processing then takes place in what is also known as a defiberer Refiner.
- the residence time of the wood chip raw material in the refiner is short.
- the energy converted into mechanical energy associated with mechanical processing is converted into heat in the reduction zone and appears as exhaust gas, especially steam, in the processing system, which is generated from the moisture in the raw material.
- the wood fibers are usually transported pneumatically to a fiber dryer, where the drying process is carried out with a large amount of air and a controlled inlet air temperature of around 140 to 200 degrees Celsius, depending on the current fiber moisture.
- the fibers are mechanically separated from the drying air.
- the dried fibers are then transported further for forming, pre-pressing and finally final pressing of the board.
- the drying air is subjected to exhaust gas scrubbing. Wet washing, wet electrostatic precipitators or biofilters and biological wastewater treatment are used for this purpose.
- the wood emissions released during the release of the fibers and drying, especially in the second thermal treatment device are transported from the first thermal treatment device via the refiner together with the fiber bulk material to the dryer, where the majority is separated from the fiber and finally moist drying air from the dryer is released into the atmosphere after the exhaust gas scrubbing.
- These wood emissions mainly contain volatile organic substances, so-called volatile organic compounds (VOCs).
- VOCs there are substances whose solubility in water during wet exhaust gas scrubbing is so low that their separation efficiency is only a small percentage or even approaches zero. This particularly applies to terpenes. It is therefore known that wet deposition processes only achieve an emission reduction of 10-30%.
- the low solubility is due, on the one hand, to the inherently low solubility of the substances in water, and, on the other hand, to the strong dilution in the drying air, which extremely reduces the partial pressure and thus the thermodynamic driving force.
- the terpenes come from the resin of the wood used. These are highly volatile oils. They are also known as turpentine.
- the second thermal treatment device is equipped with an upper outlet for degassing the organic emissions released there.
- the steam is introduced in the lower part of the first thermal treatment device and the wood chips that penetrate into the upper part of the first thermal treatment device are washed in the countercurrent steam during the condensation of the steam. This is achieved by the steam moving up through the wood chip column to the colder wood chips in the upper part of the first thermal treatment device.
- the released emissions, exhaust air and steam resulting from the evaporation of moisture in the wood chips are separated and disposed of through the outlet in an appropriate device.
- the wood chips are transported from the first thermal treatment device into the refiner by means of a screw conveyor, which compresses and dewaters the wood chips during transport.
- EP 1597427 A1 A method is known in which the exhaust gases produced during compression are disposed of in a screw conveyor via an outlet arranged in the compression zone.
- the system according to this document is characterized in that an exhaust gas outlet is arranged in the compression zone for the removal of evaporated moisture, which is produced when the wood chips are compressed and contains exhaust gases containing VOCs.
- EP 2 573 258 A1 describes a method and a device for processing wood chips for the production of wood-containing pulp. With regard to washing the wood chips, it is stated that this is done by heating up to around 90°C with water heated to up to 98°C.
- US 4,925,527 describes a process for obtaining turpentine from a TMP (thermal mechanical pulp) process in which a gas stream is removed from a refiner and fed to a condenser.
- TMP thermo mechanical pulp
- EP 1 021 612 A1 describes a system for the production and treatment of wood fibers, consisting of a fiber-producing part that is connected to a wood chip preheater and a beater, which serves to free the fibers from the wood chips, and at least one dryer stage, which serves to dry the fibers.
- a steam separator part is provided, which includes a cyclone separator, the inlet of which is connected to the blower line used for the fibers and the steam obtained from the beating machine.
- the lower outlet of the cyclone separator is connected to a conveying/drying line for the fibers via a sluice gate.
- the upper outlet of the cyclone separator is connected to devices designed to separate volatile organic substances and recover heat from the steam from the cyclone separator.
- US 2012/227918 A1 describes a vapor separation system for refiners comprising a blow line for transporting a fiber material mixture from a refiner to an inlet of a vapor separator.
- the exhaust steam is discharged from the separator through an exhaust steam outlet.
- Cleaned fiber material is discharged from the separator through an outlet that prevents a significant portion of the exhaust vapor from passing through the outlet.
- a relay tube communicates with the outlet and a dryer duct and transports the cleaned fiber material between the two.
- a resin inlet communicates with and supplies resin into the relay tube. The resin is mixed with the cleaned fiber material before the cleaned fiber material is dried in the dryer channel.
- Such a process makes it possible to efficiently reduce environmentally harmful VOC emissions in the production of fiberboard in a particularly advantageous manner.
- a resource-saving process is also possible.
- VOC Volatile Organic Compounds
- VOCs described in this process are terpenes, which occur as wood oil in the wood. Examples include the following substances, which can occur in the weight percentages given in brackets based on the VOCs contained: ⁇ -pinene (20-70%), ⁇ -pinene (5-20%), limonene (1-5% ), camphene (1-5%), phenol (0.2-2%).
- Other components may include myrcene, ⁇ -, ⁇ -phellandrene, 3-carene, cymol/cymene, terpinols, ocimene.
- controlled in the sense of the present invention means, with regard to the separation of the steam, that the amount and/or the material flow of the steam to be separated is adjustable, preferably controllable.
- non-adjustable and/or non-controllable vapor emission points are not to be understood as a controlled separation of the vapor within the meaning of the invention.
- fiberboard is to be understood, in a manner known per se, as boards which have wood fibers in a matrix made of a binder.
- the fiberboards can include so-called medium-density fiberboards (MDF boards, density for example 700-800 kg/m 3 ) or low-density fiberboards (LDF, density for example ⁇ 650 kg/m 3 ).
- MDF boards medium-density fiberboards
- LDF low-density fiberboards
- HDF boards high-density fiberboards
- Such fiberboards are particularly suitable for interior house construction as sub-covering panels for roofs or external paneling for walls. The panels are also used in a variety of ways in furniture construction. It is also suitable for use as floor, ceiling or wall coverings for the interior design of rooms.
- wood chips containing wood are provided in accordance with method step a).
- any wood can be provided in this step, which is roughly chopped so that it can be provided as wood chips.
- the wood used is not fundamentally limited, for example, wood selected from pine wood, spruce wood, lark wood, birch wood, beech wood, dead oak wood, alder wood, etc. can be used, but is not limited to this.
- the raw wood can be processed into wood chips, for example, by roughly chopping the wood used as the starting material and then debarking it and cleaning it from coarse impurities, for example by removing sand components or stones.
- the size of the wood chips is not fundamentally limited, as is generally known to those skilled in the art from the production of fiberboard.
- the method includes thermally treating the wood chips in a thermal treatment device or in a plurality of thermal treatment devices.
- the wood chips can be processed in particular with steam or with hot water under pressure, for example in order to remove VOCs from the wood.
- the temperature in this process step can be at least partially in a range of above 100 ° C.
- the can thermal treatment or can the thermal treatments serve to further purify the wood chips.
- the wood chips are comminuted in a refiner.
- the previously roughly chopped wood is further chopped so that it takes on the shape that is suitable for the panels to be produced.
- This can be adjusted, for example, by adjusting the grinder or the energy thereby introduced into the wood chips and/or the duration of the treatment of the wood chips, as is generally known to those skilled in the art.
- the wood chips can be defibered in this process step.
- Gluing is understood to mean, in particular, the introduction of the wood chips into a matrix of binders that serve as glue.
- the binder or glue can be, for example, a urea-formaldehyde resin, for example reinforced with melamine or phenol.
- the glue or the binder is preferably hardenable, for example using heat, so that after hardening a stable structure is created, which can serve as a corresponding fiberboard.
- the fiberized and glued wood chips can then be pressed according to process step e) to form a fiberboard, in particular using heat and / or electromagnetic radiation.
- process step e the specific parameters to be used in this process step depend on the materials to be pressed, in particular on the glue or binder used.
- steam used or produced in the method is separated from the method in a controlled manner at at least one steam emission point, the vapor being separated in a predetermined quantity range in such a way that a lower limit and an upper limit of the quantity range of the total separated steam depends on at least one specification of the wood chips used in process step a).
- the separation of the steam can preferably take place continuously.
- a continuous separation of the steam includes, for example, an uninterrupted separation or a constant periodic separation, i.e. comprehensively definable periodically recurring breaks.
- the invention is based in particular on the fact that by separating steam from the process, VOCs can be separated from the production stream, since they accumulate in the steam. Appropriate vapor separation thus reduces the emission of VOCs, for example as exhaust gases or as vapors from the manufactured product, i.e. the fiberboard produced.
- the process described here also takes advantage of the fact that terpenes, the most important VOCs in this process, have a boiling point of over 150 ° C, but it was still found that even exhaust steam streams or steam streams in general with temperatures of below 100 ° C contain a significant amount of volatiles organic substances and in particular may contain terpenes. It is therefore advantageous in the method described here that the total amount of steam separated is taken into account, regardless of its origin or the local separation point.
- the separation of steam streams can in principle be carried out using methods from the prior art and it is advantageous that the steam is treated to collect the VOCs and is not immediately released into the environment along with the VOCs.
- the steam can be separated using excess pressure or negative pressure.
- the fiberboards produced can be further processed, particularly depending on their specific area of application.
- the fiberboards produced can be sanded, sawn into smaller plates, or further layers can be applied, for example in lamination processes.
- one or a plurality of specifications may be selected from the following specifications.
- a specification can be the amount of wood chips used in the process.
- the amount of both wood chips and steam can be the absolute amount in a batch process, or can be the amount of both wood chips and steam of steam in a continuous process can be the amount per unit of time. It is understandable that, regardless of the specific design and components of the wood chips, the amount of wood chips has a significant influence on the VOCs introduced into the process by the wood and thus also on the VOCs to be discharged, so that the amount of wood chips in the determination the amount of steam to be separated should preferably be taken into account.
- a lower limit and an upper limit of the quantitative range depend on the amount of VOCs contained in the wood chips provided in process step a), in particular the terpenes contained. In particular, it can be determined or estimated how much VOC and thus in particular how much terpenes occurring in wood are contained in the wood chips per amount of wood chips. In other words, the amount of terpenes or VOCs in weight percent, based on the amount of wood chips, that occur in the wood chips can be taken into account.
- the amount of steam to be separated can be reduced particularly reliably, since it is ensured that fluctuations in the VOCs that occur when separating the steam do not result in too little steam being separated and thus an undesirably high content of VOCs emerging.
- the amount of steam to be separated and produced can still be safely reduced reliably and without the danger described above.
- the amount of VOCs contained in the wood chips used in process step a), in particular the terpenes contained, is determined by examining the wood chips used or is estimated based on the type of wood chips used.
- Determining the amount of VOCs by examining the wood chips can enable a particularly precise determination of the VOCs contained in the wood chips, see above that the determination of the amount of steam to be separated can also be carried out very precisely.
- the amount of VOC can be determined in a manner known per se by analyzing the components of the wood chips. This can be advantageous, for example, because the VOC content can be reduced simply due to evaporation during storage or fluctuations in the VOCs contained in the same type of wood can occur.
- An estimation of the VOCs contained in the wood chips, in particular the amount of terpenes contained, based on the type of wood chips used, i.e. in particular by considering what type of wood the wood chips are made from, can allow a particularly simple determination of the amount of VOCs, although the effort is very high can be kept low.
- This embodiment can be based in particular on the fact that different types of wood, for example birch or spruce, often have a different amount of VOC such as terpenes, but the amount of VOC contained and in particular the amount of terpene is characteristic of the type of wood. This means that the amount of VOC can be estimated in advance by knowing the wood used, without having to carry out any analysis.
- the amount of vapor separated can be determined with a definable safety factor, i.e. a definably larger amount of vapor can be separated than is necessary according to the terpene amount data used. This also allows a particularly safe and reliable reduction in the amount of VOCs discharged from the process.
- the total amount of steam separated off in process step f) is in a quantity range of 0.5 to 100 times the mass, preferably 0.5 to 50 times the mass, particularly preferably 0 .5 to 10 times the mass based on the amount of terpenes in the wood chips provided.
- This amount is significantly below the amount of steam contained in solutions from the prior art, for example in US 4,925,527 , is separated, however, is surprisingly sufficient to remove essentially the entire amount of VOCs from the process and thus significantly reduce the VOC emissions in the process for producing fiberboards described here.
- the dry mass of the wood chips provided can also be a good indicator for determining the amount of steam to be separated. It can be advantageous if the total amount of steam separated off in process step f) is in a quantity range of 0.001 to 0.2 times the mass, preferably 0.001 to 0.1 times the mass, particularly preferably 0.001 to 0.02 -fold mass based on the dry mass of the wood chips provided.
- the amount of vapor to be separated is significantly below the amount found in solutions from the prior art, for example US 4,925,527 is separated, however, is also surprisingly sufficient to remove almost the entire amount of VOCs from the process and thus significantly reduce the VOC emissions in the process for producing fiberboard described here. It has therefore been shown that, for example, even if the method described here or the amount of steam separated in the method is based on the dry mass of the wood chips provided, a surprisingly small amount of steam can be separated, which is sufficient to solve the problem according to the invention.
- the dry matter of the wood or wood chips refers in particular to absolutely dry wood (atro), as is common in wood processing.
- the dry matter of wood used can in turn be determined analytically or estimated based on known data for the type of wood used.
- the mass can be easily determined in continuous or batch processes, as an amount per unit of time or as an absolute amount, as described above.
- the steam emission point positioned upstream of the refiner may comprise a thermal treatment device or to be positioned between the refiner and a thermal treatment device, such as a digester. It has been shown that, particularly at these positions, VOCs, such as terpenes in particular, can be effectively removed from the process by vapor separation, so that the process can be carried out particularly effectively in this embodiment.
- the steam emission point can also be advantageous for the steam emission point to be a steam treatment device in front of a wood chip cooker or the wood chip cooker itself or to be located between the steam treatment device and the cooker. It has also been shown that VOCs and especially terpenes can be effectively removed from the process at these emission points.
- a vapor separation upstream of a position can be a position on the main material stream of the wood chips or a vapor return, which runs in the opposite direction to the main material flow but is still adjacent to the corresponding position of the Main material flow or due to the course of the vapor recirculation can be described as upstream.
- a vapor return from the refiner to a thermal treatment device is to be viewed as upstream of the refiner.
- the steam emission point positioned downstream of the refiner can be a steam separator positioned downstream of the refiner.
- a steam separator is to be understood as a device in which steam is to be removed from the process.
- this design can also be implemented without a lot of equipment.
- At least one vapor emission point is generated from a liquid stream.
- steam can emerge from a correspondingly hot liquid stream, which is then separated, or a cooler liquid stream, from which no steam emerges, can be heated until steam emerges in order to separate the steam streams generated in this way.
- VOCs or terpenes that have escaped from the wood do not only accumulate in the vapor but can also be found in liquid streams, at least in small quantities. By vapor emission from these liquid streams, such proportions of VOCs can then be effectively removed from the process, which can further make the reduction of VOCs as a whole more effective.
- liquid streams in which VOCs could be found include, for example, a squeezed water stream directly from a stuffing screw or a liquid stream resulting from a squeezed water stream from a stuffing screw.
- the process can not only serve to reduce VOC emissions, but the process can be carried out much more economically due to the possibility of collecting separated vapor streams and, if necessary, treating them further. This is because the materials contained in the steam stream or other properties of the steam stream, such as its heat, can be used in the process or other processes so that costs and resources can be saved.
- hydrosol is isolated for further treatment.
- hydrosol is generally understood to mean the aqueous phase obtained after condensation of the vapor, which may contain corresponding water-soluble components, such as formaldehyde.
- the separated vapor or one or more components can also be advantageous for the separated vapor or one or more components to be further treated by combustion or exposure to high temperatures, adsorption, absorption, membrane technology methods, condensation, crystallization or other suitable process engineering methods.
- Burning or exposing to high temperatures enables, for example, thermal afterburning and thereby energetic use of the VOCs contained in the separated steam stream.
- the other methods mentioned can all relate to the isolation or separation of individual substances.
- the heat of a material stream occurring in the process can also be advantageous for the heat of a material stream occurring in the process, for example a separated steam stream, to be used further energetically in the process.
- the energy inherent in the material flow can be further used in the form of heat, in particular to heat other material flows. This step can also improve economic aspects of the method according to the invention and thus save costs and resources.
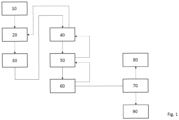
- FIG. 1 a method according to the present invention is shown schematically. Solid arrows should indicate the main material flow and dash-dotted arrows should show vapor recirculation.
- wood chips are provided. These are made from a fundamentally selectable wood and are provided by roughly reducing the size of the wood and in particular by coarsely washing it.
- the wood chips are then treated in a number of thermal treatment devices. This is realized in a first thermal treatment step 20, in a second thermal treatment step 40 and in a third thermal treatment step 50.
- VOC-containing exhaust gases have a high temperature. This means in particular a temperature greater than the boiling point of water, i.e. 100 ° C, so that this temperature can also be present at least partially during the thermal treatment.
- the first thermal treatment step 20 takes place in a so-called pre-steam vessel at a preferred temperature of up to approximately 100 ° C, in particular under atmospheric pressure.
- This is a first thermal treatment of the wood chips and is carried out using steam, preferably water vapor.
- Some of the VOCs can transfer from the wood chips to the steam.
- This VOC-containing steam can be discharged from the first thermal treatment device at a steam emission point, preferably from its upper section and, for example, via a pipeline arranged on the roof.
- the wood chips are then washed or cleaned in a cleaning step 30 before the second thermal treatment step 40.
- the wood chips are cleaned in a washing device in particular at a temperature above room temperature and less than or equal to the boiling temperature of water, in particular between 80 ° and 100 ° C. An increased temperature enables better separation of wood chips and foreign matter. This means that foreign substances that are not wood chips are filtered out and removed from the processing system.
- the wood chips are preferably cleaned with a water-containing, in particular water-based, medium.
- washing device absorbs the aforementioned VOC-containing condensate from the first thermal treatment device.
- This VOC-containing condensate can be removed from the processing system along with VOC released during washing.
- the second thermal treatment step 40 of the wood chips takes place in the second thermal treatment device, also called a pre-steam tank, which is designed to absorb and eliminate VOC-containing exhaust gases, in particular back into the first thermal treatment device.
- the second thermal treatment takes place, for example, without pressure at a temperature above room temperature, in particular at a temperature less than or equal to the boiling temperature of water, i.e. less than or equal to 100 ° C. Increased temperature allows for better release of VOCs from the wood chips.
- the VOC-containing exhaust gases are in particular removed from the second thermal treatment device and/or forwarded into the first thermal treatment device. Furthermore, VOC-containing exhaust gases from a device subsequently used to carry out the method can be fed into the second thermal treatment device in order to further heat the wood chips or to release VOCs.
- the second thermal treatment of the wood chips can take place in the second thermal treatment device using steam, preferably water vapor.
- steam preferably water vapor.
- Some of the VOCs can transfer from the wood chips to the steam.
- This VOC-containing steam can be removed from the second thermal treatment device, preferably from its upper section and, for example, via a pipeline arranged on the roof.
- some or all of the vapor can condense and release VOCs from the wood chips as condensate.
- This VOC-containing condensate can, for example, be passed on to a stuffing screw and/or a cooker and/or to a water treatment system.
- the third thermal treatment step 50 can take place in particular in a so-called cooker.
- the cooking of the wood chips in the cooker which can be designed to absorb and eliminate VOC-containing exhaust gases, takes place, for example, at a temperature above room temperature, in particular between 3 bar and 15 bar inclusive, preferably between 5 bar and 13 bar inclusive , preferably 9 bar, at a temperature greater than the boiling point of water, i.e. 100 °C, approximately 90-175 °C. Increased temperature allows for better release of VOCs from the wood chips.
- the wood chips are preferably cleaned with a water-containing, in particular water-based, medium.
- the first and second thermal treatments have heated and softened the wood chips such that VOCs contained in the wood chips are efficiently released from the digester.
- a mist separator is preferably connected downstream of the cooker.
- VOC-containing condensate can be removed from the processing system via the stuffing screw and/or via the cooker together with optional VOC released during cooking.
- the wood chips are then shredded in a shredding step 60 or defibration step in the refiner.
- the design and operation of the refiner can be adapted to the desired area of application of the plate.
- a grinding energy of 50 - 200 kWh/t of wood chips can be introduced via the grinding tools, which are part of the refiner and defibrate the wood chips.
- Lower grinding energy in the range of 50 kWh/t wood chips is suitable for floor coverings, while 150 kWh/t wood chips is suitable for high-quality furniture.
- the defiberized wood chips or the wood fibers obtained in this way are passed through a so-called blowline and a drying step 70 takes place in a dryer for drying the wood fibers coming from the refiner.
- a drying step 70 takes place in a dryer for drying the wood fibers coming from the refiner.
- This can in turn be done at elevated temperatures, whereby the resulting moist atmosphere can be removed from the wood fibers by a separation step 80.
- the exhaust air can, for example, be washed so that the final components, in particular components containing VOCs, can be washed out and, if necessary, further used or collected.
- the dried defiberized wood chips or the wood fibers obtained in this way are processed into fiberboard in a processing step 90.
- the fiberized wood chips can be glued and the glued, fiberized wood chips can be pressed into a plate.
- the panel can then be finished for the specific application.
- steam is created or additional steam is added.
- steam used or produced in the process is continuously separated from the process at at least one steam emission point, the steam being separated off in a predetermined quantity range is such that a lower limit and an upper limit of the quantitative range of the total separated steam is determined depending on at least one specification of the wood chips used in process step a).
- the separation of the steam to remove VOCs thus takes place depending on the VOCs introduced into the process by the wood chips or their wood. This can be done, for example, taking into account the amount and/or type of wood brought in or specifically the amount of VOCs entered.
- the total amount of vapor separated can be in a range from 0.5 to 100 times the mass, preferably 0.5 to 50 times the mass, particularly preferably 0.5 to 10 times the mass, based on the amount of terpene provided wood chips.
- the total amount of steam separated off can be in a quantity range from 0.001 to 0.2 times the mass, preferably 0.001 to 0.1 times the mass, particularly preferably 0.001 to 0.02 times the mass, based on the dry mass of the wood chips provided.
- a steam emission point is to be understood in particular as a point at which steam can be separated from the process.
- the following steam emission points are suitable for separating steam, namely the pre-steam container or a first thermal treatment device, the pre-steam container or a second thermal treatment device, the cooker or the third thermal treatment device or the refiner.
- transport units such as a screw or conveyor units, such as after the first thermal treatment device, between the second and third thermal treatment devices, or a transport unit, such as a screw between the third thermal treatment device and the refiner, are suitable.
- Dewatering unit such as a dewatering screw, is suitable or steam returns between individual processing units.
- At least one gas emission point can be positioned upstream of the refiner.
- Relevant positions include, for example, a thermal treatment device or a position in a steam return between the refiner and a thermal treatment device, a steam treatment device in front of a wood chip cooker or the wood chip cooker itself, or a steam return between the steam treatment device and the cooker.
- At least one steam emission point may be positioned downstream of the refiner.
- the steam emission point positioned downstream of the refiner is a steam separator positioned downstream of the refiner.
- At least one vapor emission point is generated from a liquid stream.
- a liquid stream examples include, for example, a squeezed water stream directly from a stuffing screw or a liquid stream resulting from a squeezed water stream from a stuffing screw.
- the process described here allows a cost- and resource-saving way to reduce VOC emissions in the production of fiberboard, especially HDF or MDF boards.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Artificial Filaments (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen von Faserplatten unter verringertem VOC-Ausstoß, insbesondere zum Herstellen von HDF-Platten oder MDF-Platten.
- Ein kontinuierlicher Herstellungsprozess von Holzfasern nach der Trocken- und Nassmethode, basierend auf lignocellulosehaltigem Material wie Holz, Stroh oder Bagasse, umfasst unter anderem eine Zerkleinerung des Rohmaterials zu freien Fasern oder Faseraggregaten, die in nachfolgenden Schritten mit Klebstoff beschichtet, getrocknet, geformt und zu einem Endprodukt, der sogenannten Platte oder Holzfaserplatte, gepresst werden. Die Freisetzung von Fasern aus dem Rohstoff erfolgt heute vorzugsweise in einem sogenannten thermomechanischen Verfahren in einem Schritt oder in einem thermischen und mechanischen Verfahren in mindestens zwei getrennten Schritten.
- Vor der ersten thermischen Behandlung werden die Hackschnitzel üblicherweise gewaschen, um sie von Verschmutzungen wie Erde oder Steinen zu befreien. Das thermische Behandeln, also die Erwärmung des Rohmaterials, erfolgt unter anderem in einer ersten thermischen Behandlungsvorrichtung bei einer bevorzugten Temperatur von bis zu etwa 100 Grad Celsius, insbesondere unter Atmosphärendruck, und anschließend in einer vorzugsweise druckbeaufschlagten zweiten thermischen Behandlungsvorrichtung bei einer Temperatur von beispielhaft etwa 150 bis 190 Grad Celsius, insbesondere unter einem Druck von etwa 4 bis 13 bar. Die Verweilzeit der Hackschnitzel in den thermischen Behandlungsvorrichtungen kann je nach den vorherrschenden Prozessbedingungen angepasst werden und beispielhaft zwischen etwa 1 bis 10 Minuten liegen. Die thermische Erwärmung in der zweiten thermischen Behandlungsvorrichtung erfolgt nach Stand der Technik vorzugsweise mittels Dampfs. Die mechanische Verarbeitung erfolgt anschließend in einem auch als Zerfaserer bezeichnetem Refiner. Die Verweilzeit des Hackschnitzel-Rohmaterials im Refiner ist von geringer Dauer. Die Energie, die im Zusammenhang mit der mechanischen Verarbeitung in mechanische Energie umgewandelt wird, wandelt sich in Wärme in der Verkleinerungszone um und tritt als Abgas, insbesondere Dampf, im Verarbeitungssystem auf, der aus der Feuchtigkeit im Rohmaterial erzeugt wird.
- Üblicherweise werden die Holzfasern nach der Zerfaserung im Refiner pneumatisch zu einem Fasertrockner transportiert, wo der Trocknungsprozess mit einer großen Luftmenge und einer kontrollierten Eintrittslufttemperatur von etwa 140 bis 200 Grad Celsius, abhängig von der aktuellen Faserfeuchte, durchgeführt wird. Die Fasern werden von der Trocknungsluft mechanisch getrennt. Die getrockneten Fasern werden anschließend weiter zur Formung, zum Vorpressen und schließlich zum Fertigpressen der Platte transportiert. Die Trocknungsluft wird einer Abgaswäsche unterzogen. Dazu werden Nasswäsche, Nasselektrofilter oder Biofilter und biologische Abwasserbehandlung eingesetzt.
- Die bei der Freisetzung der Fasern und der Trocknung freigesetzten Holzemissionen, vor allem in der zweiten thermischen Behandlungsvorrichtung, werden nach dem Stand der Technik von der ersten thermischen Behandlungsvorrichtung über den Refiner zusammen mit dem Faserschüttgut bis zum Trockner transportiert, wo der Großteil von der Faser getrennt wird und schließlich feuchte Trocknungsluft aus dem Trockner nach der Abgaswäsche in die Atmosphäre geleitet wird. Diese Holzemissionen enthalten vor allem flüchtige organische Substanzen, sogenannte flüchtige organische Verbindungen (Volatile Organic Compounds, VOC).
- Innerhalb der VOC gibt es Substanzen, deren Löslichkeit in Wasser bei einer feuchten Abgaswäsche so klein ist, dass ihr Abscheidegrad nur einen geringen Prozentsatz aufweist oder sogar gegen Null geht. Das betrifft insbesondere die Terpene. Es ist daher bekannt, dass nasse Abscheideverfahren nur eine Emissionsminderungsgrad von 10-30% erreichen. Die geringe Löslichkeit liegt zum einen an der an sich geringen Löslichkeit der Substanzen in Wasser, zum anderen an der starken Verdünnung in der Trocknungsluft, was den Partialdruck und damit die thermodynamische Antriebskraft extrem herabsetzt. Die Terpene stammen aus dem Harz des eingesetzten Holzes. Es handelt sich dabei um leichtflüchtige Öle. Sie werden auch als Terpentin bezeichnet.
- Die verbleibenden Mengen, die den Trockner nicht verlassen, folgen dem Faserstrom zu den nachfolgenden Prozesseinheiten, wo sie sukzessive an die umgebende Atmosphäre abgegeben werden oder als Restprodukt im Endprodukt, der Platte, erscheinen. Somit kann auch vom Endprodukt aus eine Ableitung der Emissionen in die Atmosphäre stattfinden.
- Aus der
WO 99/10594 - Gemäß der Offenlegungsschrift
EP 1597427 A1 ist ein Verfahren bekannt, wobei die bei der Verdichtung entstehenden Abgase in einer Förderschnecke über einen in der Verdichtungszone angeordneten Auslass entsorgt werden. Die Anlage nach diesem Dokument ist dadurch gekennzeichnet, dass in der Kompressionszone ein Abgasauslass zur Ableitung von verdampfter Feuchtigkeit angeordnet ist, die beim Verdichten der Hackschnitzel entsteht und VOC-haltige Abgase enthält. -
EP 2 573 258 A1 beschreibt ein Verfahren und eine Vorrichtung zum Aufbereiten von Hackschnitzeln für die Herstellung von holzhaltigem Faserstoff. Hinsichtlich des Waschens der Hackschnitzel wird ausgeführt, dass dies unter Erhitzung bis auf rund 90°C mit auf bis zu 98°C aufgeheiztem Wasser erfolgt. -
US 4,925,527 beschreibt ein Verfahren zum Gewinnen von Terpentin aus einem TMP-Verfahren (Thermal Mechanical Pulp), bei dem ein Gasstrom aus einem Refiner entnommen und einem Kondensator zugeführt wird. -
EP 1 021 612 A1 beschreibt eine Anlage zur Herstellung und Behandlung von Holzfasern, bestehend aus einem faserproduzierenden Teil, der mit einem Hackschnitzelvorwärmer und einem Schläger ausgestattet ist, die dazu dienen, die Fasern von den Hackschnitzeln zu befreien, und aus mindestens einer Trocknerstufe, die zum Trocknen der Fasern dient. Zwischen dem faserproduzierenden Teil und der Trocknerstufe ist ein Dampfabscheiderteil vorgesehen, der einen Zyklonabscheider umfasst, dessen Einlass mit der Gebläseleitung verbunden ist, die für die Fasern und den aus der Schlagmaschine gewonnenen Dampf verwendet wird. Der untere Auslass des Zyklonabscheiders ist über einen Schleusenschieber mit einer Förder-/Trocknungsleitung für die Fasern verbunden. Der obere Auslass des Zyklonabscheiders ist mit Vorrichtungen verbunden, die zur Abscheidung flüchtiger organischer Stoffe und zur Wärmerückgewinnung aus dem Dampf des Zyklonabscheiders dienen. -
US 2012/227918 A1 beschreibt ein Dampftrennsystem für Refiner umfassend eine Blasleitung zum Transport einer Fasermaterialmischung von einem Refiner zu einem Einlass eines Dampfseparators. Der Abdampf wird aus dem Abscheider durch einen Abdampfauslass abgeleitet. Gereinigtes Fasermaterial wird aus dem Abscheider durch einen Ausgang abgeleitet, der verhindert, dass ein wesentlicher Teil des Abdampfes durch den Ausgang gelangt. Ein Relaisrohr steht mit dem Ausgang und einem Trocknerkanal in Verbindung und transportiert das gereinigte Fasermaterial zwischen diesen beiden. Ein Harzeinlass steht mit dem Relaisrohr in Verbindung und liefert Harz in dieses. Das Harz wird mit dem gereinigten Fasermaterial vermischt, bevor das gereinigte Fasermaterial im Trocknerkanal getrocknet wird. - Allerdings besteht im Sinne einer umweltfreundlichen Holzverarbeitung das Bedürfnis, die VOCs noch effizienter aus einem Verfahren zur Herstellung von Faserplatten, insbesondere zum Herstellen von HDF-Platten oder MDF-Platten, zu entfernen, wobei ferner insbesondere ein ressourcenschonendes Verfahren ermöglicht werden soll.
- Die Lösung der Aufgabe erfolgt erfindungsgemäß durch ein Verfahren zum Herstellen von Faserplatten unter verringertem VOC-Ausstoß mit den Merkmalen des Anspruchs 1. Bevorzugte Ausgestaltungen der Erfindung sind in den Unteransprüchen und der nachfolgenden Beschreibung angegeben, die jeweils einzeln oder in Kombination einen Aspekt der Erfindung darstellen können.
- Beschrieben wird ein Verfahren zum Herstellen von Faserplatten unter verringertem VOC-Ausstoß, wobei das Verfahren wenigstens die folgenden Verfahrensschritte aufweist:
- a) Bereitstellen von holzhaltigen Hackschnitzeln;
- b) Thermisches Behandeln der Hackschnitzel in einer thermischen Behandlungsvorrichtung oder in einer Mehrzahl an thermischen Behandlungsvorrichtungen;
- c) Zerkleinern, insbesondere Zerfasern der Hackschnitzel in einem Refiner;
- d) Beleimen der zerkleinerten, insbesondere zerfaserten Hackschnitzel; und
- e) Pressen der zerkleinerten, insbesondere zerfaserten und beleimten Hackschnitzel zum Ausformen der Faserplatte,
wobei - f) in dem Verfahren verwendeter oder entstehender Dampf an wenigstens einer Dampf-Emissionsstelle insbesondere kontinuierlich aus dem Verfahren kontrolliert abgetrennt wird, wobei der Dampf in einem vorgegebenen Mengenbereich abgetrennt wird derart, dass eine Untergrenze und eine Obergrenze des Mengenbereichs des gesamt abgetrennten Dampfes in Abhängigkeit wenigstens einer Spezifikation der in Verfahrensschritt a) eingesetzten Hackschnitzel erfolgt.
- Ein derartiges Verfahren erlaubt es auf besonders vorteilhafte Weise, den umweltschädlichen VOC-Ausstoß bei der Herstellung von Faserplatten effizient zu reduzieren. Dabei ist ferner ein ressourcensparendes Verfahren möglich.
- Unter dem Begriff VOC (Volatile Organic Comounds) sind im Sinne der vorliegenden Erfindung insbesondere derartige flüchtige Verbindungen zu verstehen, die in dem Holz vorliegen, welches als Ausgangsmaterial für das hier beschrieben Verfahren dient. Insbesondere sind die in diesem Verfahren beschriebenen VOCs Terpene, welche als Holzöl in dem Holz vorkommen. Beispiele umfassen etwa die folgenden Substanzen, welche in den in Klammern genannten Gewichtsprozenten bezogen auf die enthaltenen VOCs beispielhaft vorkommen können: α-Pinen (20-70%), β-Pinen, (5-20%), Limonen (1-5%), Camphen (1-5%), Phenol (0,2-2%). Weitere Bestandteile können Myrcen, α-, β- Phellandren, 3-Caren, Cymol/Cymen, Terpinole, Ocimen umfassen.
- Der Begriff "kontrolliert" im Sinne der vorliegenden Erfindung bedeutet hinsichtlich des Abtrennens des Dampfes, dass die Menge und/oder der Stoffstrom des abzutrennenden Dampfes einstellbar, vorzugsweise regelbar ist. Insoweit sind nicht einstellbare und/oder nicht regelbare Emissionsstellen des Dampfes nicht als ein kontrolliertes Abtrennen des Dampfes im Sinne der Erfindung zu verstehen.
- Das hier beschriebene Verfahren dient dazu, Faserplatten herzustellen. Unter Faserplatten im Sinne der vorliegenden Erfindung sind in an sich bekannter Weise Platten zu verstehen, welche Holzfasern in einer Matrix aus einem Binder aufweisen. Beispielsweise können die Faserplatten sogenannte mitteldichte Faserplatten (MDF-Platten, Dichte beispielsweise 700-800 kg/m3) oder niederdichte Faserplatten (LDF, Dichte beispielsweise < 650 kg/m3) umfassen. Ferner können mit dem beschriebenen Verfahren sogenannte hochverdichtete Faserplatten (HDF-Platten, Dichte beispielsweise > 800 kg/m3) hergestellt werden. Besonders bevorzugt können durch das beschrieben verfahren MDF-Platten oder HDF-Platten hergestellt werden. Derartige Faserplatten eignen sich besonders für den Innenhausbau als Unterdeckplatten von Dächern oder Außenbeplankung von Wänden. Auch im Möbelbau kommen die Platten vielseitig zum Einsatz. Ebenfalls ist eine Anwendung als Fußboden-, Decken oder Wandbeläge für den Innenausbau von Räumen geeignet.
- Zunächst erfolgt bei dem hier beschriebenen Verfahren gemäß Verfahrensschritt a) das Bereitstellen von holzhaltigen Hackschnitzeln. In diesem Schritt kann somit grundsätzlich ein beliebiges Holz bereitgestellt werden, welches grob zerkleinert wird, so dass es als Holzschnitzel bereitgestellt werden kann.
- Das verwendete Holz ist nicht grundsätzlich beschränkt, beispielsweise kann Holz verwendet werden, das ausgewählt ist aus Kiefernholz, Fichtenholz, Lerchenholz, Birkenholz, Buchenholz, Toteichenholz, Erlenholz, usw., ohne jedoch hierauf beschränkt zu sein.
- Das Rohholz kann etwa in Hackschnitzel verarbeitet werden, indem das als Ausgangsmaterial verwendete Holz grob zerhackt und ferner entrindet und von groben Verunreinigungen gereinigt wird, also beispielsweise von Sandbestandteilen oder Steinen befreit wird. Die Größe der Hackschnitzel ist dabei nicht grundsätzlich beschränkt, wie dies dem Fachmann aus der Herstellung von Faserplatten grundsätzlich bekannt ist.
- Gemäß Verfahrensschritt b) umfasst das Verfahren ein thermisches Behandeln der Hackschnitzel in einer thermischen Behandlungsvorrichtung oder in einer Mehrzahl an thermischen Behandlungsvorrichtungen. In diesem Verfahrensschritt können die Hackschnitzel insbesondere mit Dampf oder mit heißem Wasser unter Druck bearbeitet werden, etwa um so bereits VOCs aus dem Holz zu entfernen. Entsprechend kann die Temperatur in diesem Verfahrensschritt zumindest zum Teil in einem Bereich von oberhalb von 100°C liegen. Darüber hinaus kann die thermische Behandlung oder können die thermischen Behandlungen dem weiteren Aufreinigen der Hackschnitzel dienen.
- Gemäß Verfahrensschritt c) erfolgt ein Zerkleinern der Hackschnitzel in einem Refiner. In diesem Verfahrensschritt wird somit das zuvor grob zerkleinerte Holz weiter zerkleinert so dass es die Form annimmt, wie sie in den herzustellenden Platten geeignet ist. Dies kann beispielsweise über eine Anpassung des Mahlwerks beziehungsweise der hierdurch in die Holzschnitzel eingetragene Energie und/oder Dauer der Behandlung der Holzschnitzel angepasst werden, wie dies dem Fachmann grundsätzlich bekannt ist. Insbesondere kann in diesem Verfahrensschritt ein Zerfasern der Holzschnitzel erfolgen.
- Die nach dem Verfahrensschritt c) erhaltenen zerkleinerten beziehungsweise zerfaserten Hackschnitzel werden anschließend gemäß Verfahrensschritt d) beleimt. Unter einem Beleimen ist insbesondere ein Einbringen der Hackschnitzel in eine Matrix aus als Leim dienenden Binder zu verstehen. Der Binder beziehungsweise der Leim kann beispielsweise ein Harnstoff-Formaldehyd-Harz sein, etwa mit Melamin oder Phenol verstärkt. Darüber hinaus ist der Leim beziehungsweise ist der Binder vorzugsweise härtbar, beispielsweise unter Anwendung von Wärme, so dass nach Aushärtung ein stabiles Gebilde entsteht, welche als entsprechende Faserplatte dienen kann.
- Entsprechend können die zerfaserten und beleimten Hackschnitzel anschließend gemäß Verfahrensschritt e) unter Ausformung einer Faserplatte gepresst werden, insbesondere unter Anwendung von Wärme und/oder elektromagnetischer Strahlung. In verständlicher Weise sind die spezifisch anzuwendenden Parameter in diesem Verfahrensschritt abhängig von den zu verpressenden Materialien, insbesondere von dem verwendeten Leim beziehungsweise Binder.
- Bei dem hier beschriebenen Verfahren ist es weiter vorgesehen, dass gemäß Verfahrensschritt f) in dem Verfahren verwendeter oder entstehender Dampf an wenigstens einer Dampf-Emissionsstelle aus dem Verfahren kontrolliert abgetrennt wird, wobei der Dampf in einem vorgegebenen Mengenbereich abgetrennt wird derart, dass eine Untergrenze und eine Obergrenze des Mengenbereichs des gesamt abgetrennten Dampfes in Abhängigkeit wenigstens einer Spezifikation der in Verfahrensschritt a) eingesetzten Hackschnitzel erfolgt. Das Abtrennen des Dampfes kann dabei bevorzugt kontinuierlich erfolgen. Dabei umfasst ein kontinuierliches Abtrennen des Dampfes beispielsweise ein unterbrechungsfreies Abtrennen oder auch ein stetiges periodisches Abtrennen, also umfassend definierbare periodisch wiederkehrende Pausen.
- Insbesondere dadurch, dass in dem Verfahren verwendeter oder entstehender Dampf an wenigstens einer Dampf-Emissionsstelle aus dem Verfahren kontrolliert abgetrennt wird, wobei der Dampf in einem vorgegebenen Mengenbereich abgetrennt wird derart, dass eine Untergrenze und eine Obergrenze des Mengenbereichs des gesamt abgetrennten Dampfes in Abhängigkeit wenigstens einer Spezifikation der in Verfahrensschritt a) eingesetzten Hackschnitzel erfolgt, können gegenüber den Lösungen aus dem Stand der Technik deutliche Vorteile erzielt werden.
- Die Erfindung basiert dabei insbesondere darauf, dass durch das Abtrennen von Dampf aus dem Verfahren VOCs aus dem Produktionsstrom abgetrennt werden können, da sich diese in dem Dampf anreichern. Somit erfolgt durch eine entsprechende Dampfabtrennung eine Reduzierung des Ausstoßes an VOCs etwa als Abgase oder auch als Ausdünstungen des hergestellten Produkts, also der erzeugten Faserplatte.
- In überraschender Weise hat es sich gezeigt, dass es nicht notwendig ist, stetig große Dampfmengen aus dem Verfahren abzutrennen, um eine signifikante Reduzierung des VOC-Ausstoßes zu bewirken. Es wurde vielmehr gefunden, dass schon durch die Emission von vergleichsweise kleinen Dampfmengen fast die gesamte Menge an VOCs, insbesondere an Terpenen, ausgeschleust werden kann. Dadurch kann die ausgeschleuste und damit beispielsweise die weiterzuverarbeitende Menge an Dampf signifikant reduziert werden. Dadurch kann der Aufwand und können gleichermaßen Kosten bei dem Gesamtprozess reduziert werden.
- Darüber hinaus ist es bei der Herstellung von Faserplatten oftmals notwendig, dass zusätzlich zu dem während des Prozesses ohnehin entstehendem Dampf weiterer Dampf erzeugt werden muss, um eine ausreichende Dampfmenge für die entsprechenden Bearbeitungsschritte zu erhalten. Die Erzeugung von Dampf ist dabei jedoch ebenfalls mit Aufwand und Kosten verbunden, welche erfindungsgemäß deutlich reduziert werden können.
- Bei dem hier beschriebenen Verfahren wird ferner ausgenutzt, dass Terpene als in diesem Verfahren wichtigstes VOCs zwar einen Siedepunkt von über 150°C haben aber dennoch gefunden werden konnte, dass selbst Abdampfströme oder allgemein Dampfströme mit Temperaturen von unter 100°C ganz erhebliche Menge an flüchtigen organischen Substanzen und insbesondere Terpenen enthalten können. Daher ist es bei dem hier beschriebenen Verfahren vorteilhaft, dass auf die gesamt abgetrennte Dampfmenge abgestellt wird, unabhängig von deren Entstehung beziehungsweise des lokalen Abtrennungspunktes.
- Die Abtrennung von Dampfströmen kann dabei grundsätzlich nach Methoden aus dem Stand der Technik erfolgen und es ist vorteilhaft, dass der Dampf zum Sammeln der VOCs behandelt und nicht unmittelbar mitsamt der VOCs in die Umwelt entlassen wird. Beispielsweise kann der Dampf mittels Überdruck oder Unterdruck abgetrennt werden.
- Dass der Dampf in einem vorgegebenen Mengenbereich abgetrennt wird derart, dass eine Untergrenze und eine Obergrenze des Mengenbereichs des gesamt abgetrennten Dampfes in Abhängigkeit wenigstens einer Spezifikation der in Verfahrensschritt a) eingesetzten Hackschnitzel erfolgt, kann dabei umsetzbar sein auf verschiedenste Weise, wie dies nachfolgend in größerem Detail beschrieben ist.
- Im Anschluss an das hier beschriebene Verfahren können die erzeugten Faserplatten insbesondere in Abhängigkeit ihres spezifischen Anwendungsgebiets noch weiterverarbeitet werden. Beispielsweise können die erzeugten Faserplatten geschliffen werden, in kleinere Platten zersägt werden, oder es können noch weitere Schichten aufgebracht werden, beispielsweise in Laminierprozessen. Weiterhin ist es möglich, bestimmte Strukturen in die Platten einzubringen, die etwa einer Befestigung aneinander oder an anderen Substraten dienen können. Dadurch kann die Faserplatte in vorteilhafter Weise der gewünschten Anwendung zugeführt werden.
- Hinsichtlich der wenigstens einen Spezifikation der Hackschnitzel sei erwähnt, dass nur eine Spezifikation als Basis für die Ermittlung der abzutrennenden Dampfmenge dienen kann, oder dass bevorzugt eine Mehrzahl an Spezifikationen als Basis für die Ermittlung der abzutrennenden Dampfmenge dienen kann.
- Beispielsweise kann eine Spezifikation oder kann eine Mehrzahl an Spezifikationen ausgewählt sein aus den folgenden Spezifikationen.
- Insbesondere kann eine Spezifikation die Menge an in dem Prozess eingesetzten Hackschnitzeln sein. Dabei kann die Menge sowohl der Hackschnitzel als auch des Dampfes etwa bei einem Batch-Prozess die absolute Menge sein, oder kann die Menge sowohl der Hackschnitzel als auch des Dampfes bei einem kontinuierlichen Prozess die Menge pro Zeiteinheit sein. Es ist verständlich, dass unabhängig von der jeweiligen konkreten Ausgestaltung und den Bestandteilen der Hackschnitzel die Menge der Hackschnitzel einen signifikanten Einfluss auf die durch das Holz in den Prozess eingetragenen und damit gleichermaßen auf die auszutragenden VOCs hat, so dass der Menge der Hackschnitzel bei der Ermittlung der abzutrennenden Dampfmenge vorzugsweise beachtet werden sollte.
- Alternativ oder vorzugsweise zusätzlich zu der Menge der eingesetzten Hackschnitzel kann es bevorzugt sein, dass eine Untergrenze und eine Obergrenze des Mengenbereichs in Abhängigkeit der Menge der in den Verfahrensschritt a) bereitgestellten Hackschnitzeln enthaltenen VOCs, insbesondere der enthaltenen Terpene erfolgt. Somit kann insbesondere ermittelt oder abgeschätzt werden, wieviel VOC und damit insbesondere wieviel in Holz vorkommende Terpene pro Menge an Hackschnitzeln in den Hackschnitzeln erhalten sind. In anderen Worten kann die Menge an Terpenen beziehungsweise an VOCs in Gewichtsprozent, bezogen auf die Menge an Hackschnitzeln, in Betracht gezogen werden, die in den Hackschnitzeln vorkommen.
- Diese Spezifikation kann insbesondere von Vorteil sein, da es sich gezeigt hat, dass unterschiedliche Holzarten auch eine unterschiedliche Menge an Terpenen aufweisen. Entsprechend kann die Menge an in einer bestimmten Menge an Hackschnitzeln vorliegenden VOCs abhängig sein von der spezifisch eingesetzten Holzart.
- Insbesondere unter Auswahl derartiger Spezifikationen kann die Menge an abzutrennendem Dampf besonders verlässlich reduziert werden, da sichergestellt ist, dass nicht durch Schwankungen in den auftretenden VOCs bei der Abtrennung des Dampfes zu wenig Dampf abgetrennt und somit ein unerwünscht hoher Gehalt an VOCs austritt. Darüber hinaus kann dennoch verlässlich und ohne die vorbeschriebene Gefahr die Menge an abzutrennendem und etwa zu produzierendem Dampf sicher reduziert werden.
- Es kann weiter vorteilhaft sein, wenn die Menge der in den Verfahrensschritt a) eingesetzten Hackschnitzeln enthaltenen VOCs, insbesondere der enthaltenen Terpene durch Untersuchung der eingesetzten Hackschnitzel bestimmt wird oder anhand der Art der eingesetzten Hackschnitzel abgeschätzt wird.
- Eine Bestimmung der Menge an VOCs durch Untersuchung der Hackschnitzel kann eine besonders exakte Bestimmung der in den Hackschnitzeln enthaltenen VOCs ermöglichen, so dass die Bestimmung der abzutrennenden Dampfmenge ebenfalls sehr exakt durchführbar ist. Eine Bestimmung der VOC-Menge kann dabei in an sich bekannter Weise durch Analyse der Bestandteile der Hackschnitzel erfolgen. Dies kann beispielsweise vorteilhaft sein, da sich der Gehalt an VOCs schlicht durch Ausdünstungen bei der Lagerung Reduzieren kann oder auch Schwankungen der enthaltenen VOCs in der gleichen Holzart auftreten können.
- Eine Abschätzung der in den Hackschnitzeln enthaltenen VOCs, insbesondere der enthaltenen Terpenmenge anhand der Art der eingesetzten Hackschnitzel, also insbesondere unter Betrachtung, aus welcher Art von Holz die Hackschnitzel geformt sind, kann eine besonders einfache Bestimmung der VOC-Menge erlauben, wobei der Aufwand sehr gering gehalten werden kann. Diese Ausgestaltung kann insbesondere darauf basieren, dass unterschiedliche Holzarten, also beispielsweise Birke oder Fichte, oftmals eine unterschiedliche Menge an VOC wie z.B. Terpenen aufweisen, die enthaltene VOC-Menge und insbesondere Terpenmenge jedoch für die Art des Holzes charakteristisch ist. Somit kann unter Kenntnis des eingesetzten Holzes im Vorfeld die VOC-Menge abgeschätzt werden, ohne dass eine Analytik durchgeführt werden müsste.
- Damit potentiell auftretende Ungenauigkeiten der VOC-Menge in dem jeweiligen Holz unkritisch sind, kann die Menge an abgetrenntem Damp mit einem definierbaren Sicherheitsfaktor bestimmt werden, also etwa eine definierbar größere Menge an Dampf abgetrennt werden, als laut verwendeten Daten der Terpenmenge notwendig. Dies erlaubt ebenfalls eine besonders sichere und verlässliche Reduzierung der Menge an aus dem Prozess ausgeschleusten VOCs.
- Es hat sich herausgestellt, dass es bereits ausreichend ist, wenn die in Verfahrensschritt f) gesamt abgetrennte Dampfmenge in einem Mengenbereich liegt von der 0,5 bis 100-fachen Masse, bevorzugt der 0,5 bis 50-fachen Masse, besonders bevorzugt der 0,5 bis 10-fachen Masse bezogen auf die Terpenmenge der bereitgestellten Hackschnitzel. Diese Menge liegt deutlich unterhalb der Dampfmenge, die in Lösungen aus dem Stand der Technik, beispielsweise in
US 4,925,527 , abgetrennt wird, reicht jedoch in überraschender Weise aus, um im Wesentlichen die Gesamtmenge an VOCs aus dem Verfahren auszuschleusen und somit den VOC-Ausstoß bei dem hier beschriebenen Verfahren zur Herstellung von Faserplatten deutlich zu reduzieren. Somit hat sich gezeigt, dass beispielsweise dann, wenn das hier beschriebene Verfahren beziehungsweise die in dem Verfahren abgetrennte Dampfmenge auf der Menge der durch die Hackschnitzel in den Prozess eingetragenen VOCs wie z.B. Terpene basiert, eine überraschend geringe Dampfmenge abgetrennt werden kann, die ausreicht, um die erfindungsgemäße Aufgabe zu lösen. - Alternativ oder zusätzlich kann auch die Trockenmasse der bereitgestellten Hackschnitzel ein guter Indikator für die Bestimmung der abzutrennenden Dampfmenge sein. So kann es von Vorteil sein, wenn die in Verfahrensschritt f) gesamt abgetrennte Dampfmenge in einem Mengenbereich liegt von der 0,001 bis 0,2-fachen Masse, bevorzugt der 0,001 bis 0,1-fachen Masse, besonders bevorzugt der 0,001 bis 0,02-fachen Masse bezogen auf die Trockenmasse der bereitgestellten Hackschnitzel.
- Auch bei einer derartigen Korrelation liegt die Menge an abzutrennendem Dampf deutlich unterhalb der Menge, die in Lösungen aus dem Stand der Technik, beispielsweise in
US 4,925,527 abgetrennt wird, reicht jedoch ebenfalls in überraschender Weise aus, um fast die Gesamtmenge an VOCs aus dem Verfahren auszuschleusen und somit den VOC-Ausstoß bei dem hier beschriebenen Verfahren zur Herstellung von Faserplatten deutlich zu reduzieren. Somit hat sich gezeigt, dass beispielsweise auch dann, wenn das hier beschriebene Verfahren beziehungsweise die in dem Verfahren abgetrennte Dampfmenge auf der Trockenmasse der bereitgestellten Hackschnitzel, basiert, eine überraschend geringe Dampfmenge abgetrennt werden kann die ausreicht, um die erfindungsgemäße Aufgabe zu lösen. - Dabei bezieht sich die Trockenmasse des Holzes beziehungsweise der Hackschnitzel insbesondere auf absolut trockenes Holz (atro), wie dies in der Holzverarbeitung an sich üblich ist. Die Trockenmasse von verwendetem Holz kann wiederum analytisch bestimmt oder anhand bekannter Daten für die Art des verwendeten Holzes abgeschätzt werden. Darüber ist die Masse wiederum bei kontinuierlichen oder Batch-Verfahren problemlos bestimmbar, als Menge pro Zeiteinheit oder als absolute Menge, wie vorstehend beschrieben.
- Es hat sich ferner gezeigt, dass es von Vorteil ist, dass wenigstens eine Dampf-Emissionsstelle stromaufwärts, also prozesstechnisch vor dem Refiner, positioniert ist. Es hat sich gezeigt, dass bereits vor dem Refiner eine signifikante Menge von VOCs aus dem Holz ausgetragen wird und es somit von Vorteil ist, die VOCs bereits vor dem Refiner durch Dampfabtrennung aus dem Verfahren auszuschleusen. Dadurch kann zum Einen eine effektive VOC-Entfernung realisiert werden. Darüber hinaus kann verhindert werden, dass die VOCs in dem Verfahren mitgeschleppt werden, was eine Entfernung gegebenenfalls schwieriger gestalten kann.
- Hinsichtlich der Positionierung stromaufwärts des Refiners kann es von besonderem Vorteil sein, die stromaufwärts des Refiners positionierte Dampf-Emissionsstelle eine thermischen Behandlungsvorrichtung umfasst oder zwischen dem Refiner und einer thermischen Behandlungsvorrichtung, wie etwa einem Kocher, positioniert ist. Es hat sich gezeigt, dass insbesondere an diesen Positionen effektiv VOCs wie insbesondere Terpene durch Dampfabtrennung aus dem Prozess entfernt werden können, so dass das Verfahren in dieser Ausgestaltung besonders effektiv ausführbar sein kann.
- Entsprechend kann es ebenfalls von Vorteil sein, dass die Dampf-Emissionsstelle eine Dampfbehandlungsvorrichtung vor einem Hackschnitzelkocher oder der Hackschnitzelkocher selbst ist oder zwischen der Dampfbehandlungsvorrichtung und dem Kocher liegt. Auch an diesen Emissionsstellen hat sich gezeigt, dass VOCs und insbesondere Terpene effektiv aus dem Prozesslauf entfernt werden können.
- Eine Dampfabtrennung stromaufwärts einer Position, wie etwa des Refiners, kann dabei eine Position an dem Haupt-Stoffstrom der Hackschnitzel sein oder auch eine Dampfrückführung, welche zwar in zu dem Haupt-Stoffstrom umgekehrter Richtung verläuft aber dennoch aufgrund der Position benachbart zu der entsprechenden Position des Haupt-Stoffstromes beziehungsweise aufgrund des Verlaufs der Dampfrückführung als stromaufwärts zu bezeichnen ist. Somit ist beispielsweise eine Dampfrückführung von dem Refiner zu einer thermischen Behandlungsvorrichtung als stromaufwärts des Refiners anzusehen.
- Wie vorstehend beschrieben kann es sehr effektiv sein, den Dampf an einer oder mehreren Dampf-Emissionsstellen stromaufwärts des Refiners abzutrennen. Insbesondere, da das hier beschrieben Verfahren sich jedoch dadurch auszeichnet, dass nur eine sehr reduzierte Menge an Dampf abgetrennt wird, kann es, um eine besonders effektive Dampfabtrennung zu ermöglichen und die VOCs möglich vollständig aus dem Prozess zu entfernen, von Vorteil sein, wenn wenigstens eine Dampf-Emissionsstelle stromabwärts des Refiners positioniert ist. Diese Ausgestaltung ermöglicht es somit selbst dann, wenn stromaufwärts des Refiners nicht sämtliche Terpene entfernt werden, diese stromabwärts des Refiners aus dem Prozess auszutreiben.
- Insbesondere in dieser Ausgestaltung kann somit eine Reduzierung des VOC-Ausstoßes besonders effektiv reduziert werden.
- Dabei kann es hinsichtlich einer effektiven Reduzierung des VOC-Ausstoßes besonders vorteilhaft sein, dass die stromabwärts des Refiners positionierte Dampf-Emissionsstelle ein stromabwärts des Refiners positionierter Dampfabtrenner ist. Unter einem Dampfabtrenner ist dabei eine derartige Vorrichtung zu verstehen, bei der Dampf aus dem Verfahren entfernt werden soll. Neben einer effektiven VOC-Reduzierung kann diese Ausgestaltung somit auch ohne großen apparativen Aufwand umgesetzt werden.
- Es kann weiterhin bevorzugt sein, dass wenigstens eine Dampf-Emissionsstelle aus einem Flüssigkeitsstrom erzeugt wird. In dieser Ausgestaltung kann somit aus einem entsprechend heißen Flüssigkeitsstrom Dampf austreten, welcher dann abgetrennt wird, oder ein kühlerer Flüssigkeitsstrom, aus dem kein Dampf austritt, kann bis zum Dampfaustreten erhitzt werden, um die so erzeugten Dampfströme abzutrennen.
- In dieser Ausgestaltung kann dem Rechnung getragen werden, dass VOCs beziehungsweise Terpene, welche aus dem Holz ausgetreten sind, sich nicht ausschließlich im Dampf anreichern sondern zusätzlich zumindest in geringen Mengen in Flüssigkeitsströmen anzufinden sind. Durch eine Dampfemission aus diesen Flüssigkeitsströmen können dann effektiv auch derartige Anteile an VOCs aus dem Verfahren ausgetragen werden, was die Reduzierung der VOCs als Ganzes weiter effektiv gestalten kann.
- Beispiele für Flüssigkeitsströme, in welchen VOCs gefunden werden konnten, umfassen etwa einen Quetschwasserstrom unmittelbar aus einer Stopfschnecke oder einen aus einem Quetschwasserstrom aus einer Stopfschnecke entstehenden Flüssigkeitsstrom.
- Es kann weiterhin vorteilhaft sein, der gemäß Verfahrensschritt g) entfernte VOC enthaltende Dampf gesammelt und gegebenenfalls ein oder mehr Bestandteile weiterbehandelt werden. In dieser Ausgestaltung kann das Verfahren somit nicht nur dazu dienen, den VOC-Ausstoß zu reduzieren, sondern das Verfahren kann aufgrund der Möglichkeit, abgetrennte Dampfströme zu sammeln und gegebenenfalls weiter zu behandeln, deutlich ökonomischer durchgeführt werden. Denn die in dem Dampfstrom enthaltenen Materialien oder andere Eigenschaften des Dampfstroms, wie etwa dessen Wärme, können bei dem Verfahren oder anderen Verfahren verwendet werden, so dass Kosten und Ressourcen geschont werden können.
- Beispielsweise kann es von Vorteil sein, dass als Weiterbehandlung ein Gemisch aus Terpenen oder Terpentinöl isoliert wird. Derartige Substanzen sollten zwar als Ausstoß des Verfahrens zum Herstellen von Faserplatten reduziert werden, um ein Freisetzen in die Umwelt zu verhindern, jedoch können diese Substanzen für andere Prozesse oder Anwendungen wertvolle Produkte sein. Somit kann diese Ausgestaltung besonders vorteilhaft hinsichtlich der Ökonomie des hier beschriebenen Verfahrens und hinsichtlich der Wertschöpfung des eingesetzten Holzes sein. Gleiches gilt, wenn etwa ein Hydrolat als Weiterbehandlung isoliert wird. Als Hydrolat wir dabei im Sinne der Erfindung allgemein die nach Kondensation des Dampfes erhaltene wässrige Phase verstanden, in der entsprechend wasserlösliche Bestandteile enthalten seien können, wie beispielsweise Formaldehyd.
- Es kann weiterhin vorteilhaft sein, dass der abgetrennte Dampf oder ein oder mehr Bestandteile weiterbehandelt werden durch Verbrennung bzw. Aussetzen von hohen Temperaturen, Adsorption, Absorption, Methoden der Membrantechnik, Kondensation, Kristallisation oder anderen geeigneten verfahrenstechnischen Methoden.
- Das Verbrennen beziehungsweise das Aussetzen hoher Temperaturen ermöglicht beispielsweise eine thermische Nachverbrennung und dabei etwa energetische Nutzung der in dem abgetrennten Dampfstrom enthaltenen VOCs. Die weiteren genannten Methoden können sich allesamt auf die Isolierung beziehungsweise Abtrennung einzelner Substanzen beziehen.
- Es kann weiterhin vorteilhaft sein, dass die Wärme eines in dem Verfahren auftretenden Stoffstroms, beispielsweise eines abgetrennten Dampfstroms, energetisch in dem Verfahren weiterverwendet wird. In dieser Ausgestaltung kann somit die dem Stoffstrom innewohnende Energie in Form von Wärme weiterverwendet werden, insbesondere, um andere Stoffströme zu erhitzen. Auch dieser Schritt kann ökonomische Aspekte des Verfahrens gemäß der Erfindung verbessern und somit Kosten und Ressourcen schonen.
- Nachfolgend wird die Erfindung unter Bezugnahme auf die anliegenden Zeichnungen anhand bevorzugter Ausführungsbeispiele exemplarisch erläutert, wobei die nachfolgend dargestellten Merkmale sowohl jeweils einzeln als auch in Kombination einen Aspekt der Erfindung darstellen können. Es zeigt:
- Fig. 1
- eine schematische Darstellung eines Verfahrens gemäß der vorliegenden Erfindung.
- In
Figur 1 ist ein Verfahren gemäß der vorliegenden Erfindung schematisch gezeigt. Dabei sollen Vollpfeile den Haupt-Stoffstrom anzeigen und strichpunktierte Pfeile sollen eine Dampfrückführung zeigen. - An dem Schritt 10 werden Hackschnitzel bereitgestellt. Diese sind aus einem grundsätzlich wählbaren Holz ausgebildet und durch grobe Verkleinerung des Holzes und insbesondere durch eine Grobwäsche bereitgestellt.
- Anschließend werden die Hackschnitzel in einer Mehrzahl an thermischen Behandlungsvorrichtungen behandelt. Dies wird in einem ersten thermischen Behandlungsschritt 20, in einem zweiten thermischen Behandlungsschritt 40 und in einem dritten thermischen Behandlungsschritt 50 realisiert.
- Grundsätzlich ist im Sinne der Erfindung vorgesehen, dass VOC-haltige Abgase eine hohe Temperatur aufweisen. Dies bedeutet insbesondere eine Temperatur größer der Siedetemperatur von Wasser, also 100 °C, so dass diese Temperatur zumindest teilweise auch bei der thermischen Behandlung anliegen kann.
- Der erste thermische Behandlungsschritt 20 erfolgt ein einem sogenannten VorVordampfbehälter bei einer bevorzugten Temperatur von bis zu etwa 100 °C, insbesondere unter Atmosphärendruck. Dies ist ein erstes thermisches Behandeln der Hackschnitzel und erfolgt mittels Dampf, vorzugsweise Wasserdampf. Dabei kann ein Teil der VOCs von den Hackschnitzeln auf den Dampf übergehen. Dieser VOC-haltige Dampf kann an einer Dampf-Emissionsstelle aus der ersten thermischen Behandlungsvorrichtung abgeführt werden, vorzugsweise aus deren oberem Abschnitt und beispielsweise über eine am Dach angeordnete Rohrleitung.
- Anschließend erfolgt vor dem zweiten thermischen Behandlungsschritt 40 ein Waschen beziehungsweise Reinigen der Hackschnitzel in einem Reinigungsschritt 30. Das Reinigen der Hackschnitzel in einer Waschvorrichtung erfolgt insbesondere bei einer Temperatur über Raumtemperatur und kleiner gleich der Siedetemperatur von Wasser, insbesondere zwischen 80° und 100 °C. Eine erhöhte Temperatur ermöglicht ein besseres Trennen von Hackschnitzeln und Fremdstoffen. Somit werden Fremdstoffe, die keine Hackschnitzel sind, aus dem Verarbeitungssystem herausgefiltert und abgeführt. Vorzugsweise erfolgt das Reinigen der Hackschnitzel mit einem wasserhaltigen, insbesondere wasserbasierten Medium.
- Es ist eine vorteilhafte Option, dass die Waschvorrichtung das vorgenannte VOC-haltige Kondensat aus der ersten thermischen Behandlungsvorrichtung aufnimmt. Dieses VOC-haltige Kondensat kann gemeinsam mit während des Waschens freigesetztem VOC aus dem Verarbeitungssystem abgeführt werden.
- Der zweite thermische Behandlungsschritt 40 der Hackschnitzel erfolgt in der zweiten thermischen Behandlungsvorrichtung, auch Vordampfbehälter genannt, die etwa ausgebildet ist, VOC-haltige Abgase aufzunehmen und auszuscheiden, insbesondere zurück in die erste thermische Behandlungsvorrichtung. Das zweite thermische Behandeln erfolgt beispielsweise druckfrei bei einer Temperatur über Raumtemperatur, insbesondere bei einer Temperatur kleiner gleich der Siedetemperatur von Wasser, also kleiner gleich 100 °C. Eine erhöhte Temperatur ermöglicht ein besseres Freisetzen von VOCs aus den Hackschnitzeln. Die VOC-haltigen Abgase werden insbesondere aus der zweiten thermischen Behandlungsvorrichtung abgeführt und/oder in die erste thermische Behandlungsvorrichtung weitergeleitet. Weiterhin können VOC-haltige Abgase aus einer anschließend verwendeten Vorrichtung zur Durchführung des Verfahrens in die zweite thermische Behandlungsvorrichtung eingespeist werden, um die Hackschnitzel weiter aufzuheizen beziehungsweise um VOCs freizusetzen.
- Beispielhaft und unabhängig anderer Merkmale ist es möglich, dass das zweite thermische Behandeln der Hackschnitzel in der zweiten thermischen Behandlungsvorrichtung mittels Dampf, vorzugsweise Wasserdampf, erfolgt. Dabei kann ein Teil der VOCs von den Hackschnitzeln auf den Dampf übergehen. Dieser VOC-haltige Dampf kann aus der zweiten thermischen Behandlungsvorrichtung abgeführt werden, vorzugsweise aus deren oberem Abschnitt und beispielsweise über eine am Dach angeordnete Rohrleitung. Alternativ oder zusätzlich zum Ausscheiden des VOC-haltigen Dampfes kann ein Teil des Dampfes oder der gesamte Dampf kondensieren und als Kondensat VOCs aus den Hackschnitzel freisetzen. Dieses VOC-haltige Kondensat kann zum Beispiel in eine Stopfschnecke und/oder einen Kocher und/oder in eine Wasseraufbereitungsanlage weitergeleitet werden.
- Der dritte thermische Behandlungsschritt 50 kann insbesondere in einem sogenannten Kocher erfolgen. Das Kochen der Hackschnitzel in dem Kocher, der ausgebildet sein kann, VOC-haltige Abgase aufzunehmen und auszuscheiden, erfolgt beispielsweise bei einer Temperatur über Raumtemperatur, insbesondere zwischen einschließlich zwischen einschließlich 3 bar bis einschließlich 15 bar, bevorzugt zwischen einschließlich 5 bar bis einschließlich 13 bar, vorzugsweise 9 bar, bei einer Temperatur größer der Siedetemperatur von Wasser, also 100 °C, etwa bei 90-175 °C. Eine erhöhte Temperatur ermöglicht ein besseres Freisetzen von VOCs aus den Hackschnitzeln. Vorzugsweise erfolgt das Reinigen der Hackschnitzel mit einem wasserhaltigen, insbesondere wasserbasierten Medium. Das erste und zweite thermische Behandeln hat die Hackschnitzel derart erwärmt und aufgeweicht, dass in den Hackschnitzeln enthaltene VOCs in effizienter Weise aus dem Kocher freigesetzt werden. Vorzugsweise ist dem Kocher ein Tropfenabscheider nachgeschaltet.
- Es ist eine vorteilhafte Option, dass eine dem Kocher vorgeschaltete Stopfschnecke und/oder der Kocher das vorgenannte VOC-haltige Kondensat aus der zweiten thermischen Behandlungsvorrichtung aufnimmt. Dieses VOC-haltige Kondensat kann über die Stopfschnecke und/oder über den Kocher gemeinsam mit optional während des Kochens freigesetztem VOC aus dem Verarbeitungssystem abgeführt werden.
- Anschließend erfolgt das Zerkleinern der Hackschnitzel in einer Zerkleinerungssschritt 60 beziehungsweise Zerfaserungsschritt in dem Refiner. Die Ausgestaltung und die Fahrweise des Refiners kann anpassbar sein an das gewünschte Anwendungsgebiet der Platte. Grundsätzlich kann über die Mahlwerkzeuge, welche Bestandteil des Refiners sind und die Hackschnitzel zerfasern, eine Mahlenergie von 50 - 200 kWh/t Hackschnitzel eingebracht werden. Geringere Mahlenergie etwa in einem Bereich von 50 kWh/t Hackschnitzel eignet sich etwa für Bodenbeläge, 150 kWh/t Hackschnitzel für hochwertige Möbel.
- Ausgehend von dem Refiner werden die zerfaserten Hackschnitzel bzw. die so erhaltenen Holzfasern durch eine sogenannte Blowline geleitet und es erfolgt in einem Trockner ein Trocknungsschritt 70 zum Trocknen der aus dem Refiner kommenden Holzfasern. Dies kann wiederum bei erhöhten Temperaturen erfolgen, wobei die so entstehende feuchte Atmosphäre durch einen Abtrennungsschritt 80 von den Holzfasern entfernt werden kann. Dabei kann die Abluft beispielsweise gewaschen werden, so dass letzte Bestandteile, insbesondere VOC-haltige Bestandteile, ausgewaschen und gegebenenfalls weiterverwendet oder gesammelt werden können.
- Die getrockneten zerfaserten Hackschnitzel bzw. die so erhaltenen Holzfasern werden in einem Verarbeitungsschritt 90 zu Faserplatten verarbeitet. Hierzu können die zerfaserten Hackschnitzel beleimt und die beleimten zerfaserten Hackschnitzel können zu einer Platte gepresst werden. Anschließend kann die Platte für die spezifische Anwendung endverarbeitet werden.
- Bei dem hier beschriebenen Verfahren entsteht Dampf oder es wird weiterer Dampf zugeführt. Um die aus dem Rohholz im Laufe des Verfahrens austretenden VOCs vorteilhaft aus dem Prozess zu entfernen ist es vorgesehen, dass in dem Verfahren verwendeter oder entstehender Dampf an wenigstens einer Dampf-Emissionsstelle kontinuierlich aus dem Verfahren abgetrennt wird, wobei der Dampf in einem vorgegebenen Mengenbereich abgetrennt wird derart, dass eine Untergrenze und eine Obergrenze des Mengenbereichs des gesamt abgetrennten Dampfes in Abhängigkeit wenigstens einer Spezifikation der in Verfahrensschritt a) eingesetzten Hackschnitzel erfolgt.
- Somit erfolgt die Abtrennung des Dampfes zur Ausschleusung von VOCs in Abhängigkeit der durch die Hackschnitzel beziehungsweise deren Holz in das Verfahren eingebrachten VOCs. Dies kann beispielsweise erfolgen unter Berücksichtigung der Menge und/oder Art an eingebrachtem Holz oder auch konkret über die eingetragene VOC-Menge. Insbesondere kann die gesamt abgetrennte Dampfmenge in einem Mengenbereich liegen von der 0,5 bis 100-fachen Masse, bevorzugt der 0,5 bis 50-fachen Masse, besonders bevorzugt der 0,5 bis 10-fachen Masse, bezogen auf die Terpenmenge der bereitgestellten Hackschnitzel. Alternativ oder zusätzlich kann die gesamt abgetrennte Dampfmenge in einem Mengenbereich liegt von der 0,001 bis 0,2-fachen Masse, bevorzugt der 0,001 bis 0,1-fachen Masse, besonders bevorzugt der 0,001 bis 0,02-fachen Masse, bezogen auf die Trockenmasse der bereitgestellten Hackschnitzel.
- Zum Abtrennen des Dampfes und damit zur Ausschleusung der VOCs können verschiedene Dampf-Emissionsstellen Verwendung finden. Dabei ist unter einer Dampf-Emissionsstelle insbesondere eine derartige Stelle zu verstehen, bei der Dampf aus dem Verfahren abgetrennt werden kann.
- Beispielsweise eignen sich die folgenden Dampf-Emissionsstellen zum Abtrennen von Dampf, nämlich der Vorvordampfbehälter beziehungsweise eine erste thermische Behandlungsvorrichtung, der Vordampfbehälter beziehungsweise eine zweite thermische Behandlungsvorrichtung, der Kocher beziehungsweise die dritte thermische Behandlungsvorrichtung oder auch der Refiner. Weiterhin eignen sich Transporteinheiten wie etwa eine Schnecke oder Förderaggregate, wie etwa nach der ersten thermischen Behandlungsvorrichtung, zwischen der zweiten und dritten thermischen Behandlungsvorrichtung, oder eine Transporteinheit, wie etwa eine Schnecke zwischen der dritten thermischen Behandlungsvorrichtung und dem Refiner. Weiterhin ist auch eine Entwässerungseinheit, wie etwa eine Entwässerungsschnecke, geeignet oder Dampfrückführungen zwischen einzelnen Bearbeitungseinheiten.
- Es hat sich jedoch herausgestellt, dass die folgenden Gas-Emissionsstellen besonders geeignet sind.
- Beispielsweise kann wenigstens eine Gas-Emissionsstelle stromaufwärts des Refiners positioniert sein. Diesbezügliche Positionen umfassen beispielsweise eine thermische Behandlungsvorrichtung oder eine Position in einer Dampfrückführung zwischen dem Refiner und einer thermischen Behandlungsvorrichtung, eine Dampfbehandlungsvorrichtung vor einem Hackschnitzelkocher oder der Hackschnitzelkocher selbst oder eine Dampfrückführung zwischen der Dampfbehandlungsvorrichtung und dem Kocher.
- Alternativ oder zusätzlich kann es vorteilhaft sein, dass wenigstens eine Dampf-Emissionsstelle stromabwärts des Refiners positioniert ist. Diesbezüglich ist es von Vorteil, dass die stromabwärts des Refiners positionierte Dampf-Emissionsstelle ein stromabwärts des Refiners positionierter Dampfabtrenner ist.
- Ferner kann es besonders bevorzugt sein, dass wenigstens eine Dampf-Emissionsstelle aus einem Flüssigkeitsstrom erzeugt wird. Beispiele umfassen etwa einen Quetschwasserstrom unmittelbar aus einer Stopfschnecke oder ein aus einem Quetschwasserstrom aus einer Stopfschnecke entstehender Flüssigkeitsstrom.
- Das hier beschrieben Verfahren erlaubt eine kosten- und ressourcensparende Möglichkeit, um den VOC-Ausstoß bei der Herstellung von Faserplatten, insbesondere von HDF- oder MDF-Platten zu reduzieren.
-
- 10
- Schritt des Bereitstellens der Hackschnitzel
- 20
- erster thermischer Behandlungsschritt
- 30
- Reinigungsschritt
- 40
- zweiter thermischer Behandlungsschritt
- 50
- dritter thermischer Behandlungsschritt
- 60
- Zerkleinerungsschritt
- 70
- Trocknungsschritt
- 80
- Abtrennungsschritt
- 90
- Verarbeitungsschritt
Claims (20)
- Verfahren zum Herstellen von Faserplatten unter verringertem VOC-Ausstoß, wobei das Verfahren wenigstens die folgenden Verfahrensschritte aufweist:a) Bereitstellen von holzhaltigen Hackschnitzeln;b) Thermisches Behandeln der Hackschnitzel in einer thermischen Behandlungsvorrichtung oder in einer Mehrzahl an thermischen Behandlungsvorrichtungen;c) Zerkleinern der Hackschnitzel in einem Refiner;d) Beleimen der Hackschnitzel; unde) Pressen der beleimten Hackschnitzel zum Ausformen der Faserplatte, wobeif) in dem Verfahren verwendeter oder entstehender Dampf an wenigstens einer Dampf-Emissionsstelle kontinuierlich aus dem Verfahren kontrolliert abgetrennt wird, wobei der Dampf in einem vorgegebenen Mengenbereich abgetrennt wird derart, dass eine Untergrenze und eine Obergrenze des Mengenbereichs des gesamt abgetrennten Dampfes in Abhängigkeit wenigstens einer Spezifikation der in Verfahrensschritt a) eingesetzten Hackschnitzel erfolgt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass eine Untergrenze und eine Obergrenze des Mengenbereichs des abgetrennten Dampfes in Abhängigkeit der Menge der in Verfahrensschritt a) bereitgestellten Hackschnitzel erfolgt.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass eine Untergrenze und eine Obergrenze des Mengenbereichs des abgetrennten Dampfes in Abhängigkeit der Menge der in den in Verfahrensschritt a) bereitgestellten Hackschnitzeln enthaltenen VOCs, insbesondere Terpene, erfolgt.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass die Menge der in den in Verfahrensschritt a) eingesetzten Hackschnitzeln enthaltenen VOCs, insbesondere Terpene, durch Untersuchung der eingesetzten Hackschnitzel bestimmt wird oder anhand der Art der eingesetzten Hackschnitzel abgeschätzt wird.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die in Verfahrensschritt f) gesamt abgetrennte Dampfmenge in einem Mengenbereich liegt von der 0,5 bis 100-fachen Masse, bevorzugt der 0,5 bis 50-fachen Masse, besonders bevorzugt der 0,5 bis 10-fachen Masse, bezogen auf die VOC-Menge der bereitgestellten Hackschnitzel.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die in Verfahrensschritt f) gesamt abgetrennte Dampfmenge in einem Mengenbereich liegt von der 0,001 bis 0,2-fachen Masse, bevorzugt der 0,001 bis 0,1-fachen Masse, besonders bevorzugt der 0,001 bis 0,02-fachen Masse, bezogen auf die Trockenmasse der bereitgestellten Hackschnitzel.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass wenigstens eine Dampf-Emissionsstelle stromaufwärts des Refiners positioniert ist.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass die stromaufwärts des Refiners positionierte Dampf-Emissionsstelle eine thermischen Behandlungsvorrichtung umfasst oder zwischen dem Refiner und einer thermischen Behandlungsvorrichtung positioniert ist.
- Verfahren nach Anspruch 7 oder 8, dadurch gekennzeichnet, dass die stromaufwärts des Refiners positionierte Dampf-Emissionsstelle eine Dampfbehandlungsvorrichtung vor einem Hackschnitzelkocher oder der Hackschnitzelkocher selbst ist oder zwischen der Dampfbehandlungsvorrichtung und dem Kocher liegt.
- Verfahren nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass wenigstens eine Dampf-Emissionsstelle stromabwärts des Refiners positioniert ist.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass die stromabwärts des Refiners positionierte Dampf-Emissionsstelle ein stromabwärts des Refiners positionierter Dampfabtrenner ist.
- Verfahren nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass wenigstens eine Dampf-Emissionsstelle aus einem Flüssigkeitsstrom erzeugt wird.
- Verfahren nach Anspruch 12, dadurch gekennzeichnet, dass der Flüssigkeitsstrom ein Quetschwasserstrom unmittelbar aus einer Stopfschnecke oder ein aus einem Quetschwasserstrom aus einer Stopfschnecke entstehender Flüssigkeitsstrom ist.
- Verfahren nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass der gemäß Verfahrensschritt f) entfernte VOC enthaltende Dampf gesammelt und gegebenenfalls ein oder mehr Bestandteile weiterbehandelt werden.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass als Weiterbehandlung ein Gemisch aus Terpenen oder Terpentinöl isoliert wird.
- Verfahren nach Anspruch 14 oder 15, dadurch gekennzeichnet, dass als Weiterbehandlung ein Hydrolat isoliert wird.
- Verfahren nach einem der Ansprüche 14 bis 16, dadurch gekennzeichnet, dass der abgetrennte Dampf oder ein oder mehr Bestandteile weiterbehandelt werden durch Verbrennung oder Aussetzen von hohen Temperaturen, Adsorption, Absorption, Methoden der Membrantechnik, Kondensation, Kristallisation oder anderen geeigneten verfahrenstechnischen Methoden.
- Verfahren nach einem der Ansprüche 1 bis 17, dadurch gekennzeichnet, dass die Wärme eines in dem Verfahren auftretenden Stoffstroms energetisch in dem Verfahren weiterverwendet wird.
- Verfahren nach einem der Ansprüche 1 bis 18, dadurch gekennzeichnet, dass die Wärme eines abgetrennten Dampfstroms energetisch in dem Verfahren weiterverwendet wird.
- Verfahren nach einem der Ansprüche 1 bis 19, dadurch gekennzeichnet, dass das Verfahren ein thermomechanisches Verfahren ist und dabei MDF-Platten oder HDF-Platten hergestellt werden.
Priority Applications (17)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL21187502.6T PL4122662T3 (pl) | 2021-07-23 | 2021-07-23 | Sposób wytwarzania płyt pilśniowych o zmniejszonej emisji voc |
| ES21187502T ES2985196T3 (es) | 2021-07-23 | 2021-07-23 | Procedimiento para producir tableros de fibra con emisiones reducidas de COV |
| EP21187502.6A EP4122662B1 (de) | 2021-07-23 | 2021-07-23 | Verfahren zum herstellen von faserplatten unter verringertem voc-ausstoss |
| PT211875026T PT4122662T (pt) | 2021-07-23 | 2021-07-23 | Método para a produção de painéis de fibras com emissões reduzidas de cov |
| PL22754075.4T PL4373647T3 (pl) | 2021-07-23 | 2022-07-21 | Sposób produkcji płyt pilśniowych przy zmniejszonej emisji lzo |
| KR1020247005173A KR20240036043A (ko) | 2021-07-23 | 2022-07-21 | 감소된 voc 배출을 갖는 섬유 보드의 제조 공정 |
| CN202280051578.2A CN117940259A (zh) | 2021-07-23 | 2022-07-21 | 用于制造具有减少的voc排放物的纤维板的方法 |
| EP22754075.4A EP4373647B1 (de) | 2021-07-23 | 2022-07-21 | Verfahren zum herstellen von faserplatten unter verringertem voc-ausstoss |
| ES22754075T ES3039637T3 (en) | 2021-07-23 | 2022-07-21 | Method for producing fibreboard with reduced voc emissions |
| PCT/EP2022/070535 WO2023001978A1 (de) | 2021-07-23 | 2022-07-21 | VERFAHREN ZUM HERSTELLEN VON FASERPLATTEN UNTER VERRINGERTEM VOC-AUSSTOß |
| CA3226813A CA3226813A1 (en) | 2021-07-23 | 2022-07-21 | Process for manufacturing fiber boards with reduced voc emissions |
| PT227540754T PT4373647T (pt) | 2021-07-23 | 2022-07-21 | Processo para produzir painel de fibra com emissões voc reduzidas |
| US18/290,881 US20250100181A1 (en) | 2021-07-23 | 2022-07-21 | Process for manufacturing fiber boards with reduced voc emissions |
| AU2022314224A AU2022314224B2 (en) | 2021-07-23 | 2022-07-21 | Process for manufacturing fiber boards with reduced voc emissions |
| JP2024504156A JP7671407B2 (ja) | 2021-07-23 | 2022-07-21 | Voc排出量を減少した繊維板を製造するためのプロセス |
| MX2024001063A MX2024001063A (es) | 2021-07-23 | 2022-07-21 | Proceso para fabricar tableros de fibra con emisiones reducidas de voc. |
| CL2024000188A CL2024000188A1 (es) | 2021-07-23 | 2024-01-22 | Proceso para fabricar tableros de fibra con emisiones reducidas de voc. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21187502.6A EP4122662B1 (de) | 2021-07-23 | 2021-07-23 | Verfahren zum herstellen von faserplatten unter verringertem voc-ausstoss |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4122662A1 EP4122662A1 (de) | 2023-01-25 |
| EP4122662B1 true EP4122662B1 (de) | 2024-02-28 |
Family
ID=77050825
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21187502.6A Active EP4122662B1 (de) | 2021-07-23 | 2021-07-23 | Verfahren zum herstellen von faserplatten unter verringertem voc-ausstoss |
| EP22754075.4A Active EP4373647B1 (de) | 2021-07-23 | 2022-07-21 | Verfahren zum herstellen von faserplatten unter verringertem voc-ausstoss |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22754075.4A Active EP4373647B1 (de) | 2021-07-23 | 2022-07-21 | Verfahren zum herstellen von faserplatten unter verringertem voc-ausstoss |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US20250100181A1 (de) |
| EP (2) | EP4122662B1 (de) |
| JP (1) | JP7671407B2 (de) |
| KR (1) | KR20240036043A (de) |
| CN (1) | CN117940259A (de) |
| AU (1) | AU2022314224B2 (de) |
| CA (1) | CA3226813A1 (de) |
| CL (1) | CL2024000188A1 (de) |
| ES (2) | ES2985196T3 (de) |
| MX (1) | MX2024001063A (de) |
| PL (2) | PL4122662T3 (de) |
| PT (2) | PT4122662T (de) |
| WO (1) | WO2023001978A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4538452A1 (de) * | 2023-10-10 | 2025-04-16 | Kronotec AG | Verfahren zum herstellen eines holzfaserstoffs und holzfaserstoff-herstellvorrichtung |
| CN119159659A (zh) * | 2024-09-20 | 2024-12-20 | 大亚人造板集团有限公司 | 一种低气味纤维板的生产工艺 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE413784B (sv) * | 1976-08-06 | 1980-06-23 | Isel Sa | Sett och anordning for att utnyttja i defibreringszonen utvecklat verme for att minimera angforbrukningen vid framstellning av massa for fiberskivor |
| SE428813B (sv) * | 1981-10-28 | 1983-07-25 | Sunds Defibrator | Sett for framstellning av fiberskivor enligt den vata metoden |
| CA1277530C (en) * | 1985-03-11 | 1990-12-11 | Bengt Henry Nilsson | Heat recovery with differentiated multi-flash during production of high yield pulp |
| US4925527A (en) | 1989-02-22 | 1990-05-15 | Ahlstromforetagen Svenska Ab | Method for the recovery of turpentine and heat in a refiner pulping process |
| SE504639C2 (sv) * | 1995-07-27 | 1997-03-24 | Sunds Defibrator Ind Ab | Förfarande vid kontinuerlig framställning av lignocellulosahaltiga skivor |
| SE521593C2 (sv) * | 1997-08-25 | 2003-11-18 | Valmet Fibertech Ab | Anläggning för framställning och behandlling av träfiber |
| US20020046655A1 (en) * | 2000-05-16 | 2002-04-25 | Hsu Wu-Hsiung Ernest | Method and system for recovering VOC emissions |
| SE524788C2 (sv) | 2003-02-11 | 2004-10-05 | Metso Paper Sundsvall Ab | Förfarande och anordning för framställning och behandling av träfiber |
| US7368037B2 (en) * | 2003-05-21 | 2008-05-06 | Masonite Corporation | Refiner steam separation system for reduction of dryer emissions |
| DE102006020612B4 (de) * | 2006-05-02 | 2019-03-14 | SWISS KRONO Tec AG | Verfahren zur Herstellung von Holzwerkstoffen mit verringerter Emission an flüchtigen organischen Verbindungen, damit erhältliche Holzwerkstoffe sowie die Verwendung bestimmter Additive zur Verminderung der Freisetzung von flüchtigen organischen Verbindungen aus Holzwerkstoffen und Holzzerkleinerungsprodukten von Lignocellulosen |
| SE0702644L (sv) | 2007-11-30 | 2008-08-26 | Metso Fiber Karlstad Ab | Anordning och förfarande för kontinuerlig basning av flis vid tillverkning av cellulosamassa |
| EP2573258B1 (de) | 2011-09-23 | 2014-04-30 | Kronotec AG | Verfahren und Vorrichtung zum Aufbereiten von Hackschnitzeln für die Herstellung von holzhaltigem Faserstoff |
| PL3178622T3 (pl) | 2015-12-07 | 2018-12-31 | SWISS KRONO Tec AG | Sposób wytwarzania płyty drewnopochodnej o obniżonej emisji lotnych związków organicznych (voc) |
| SE539572C2 (en) | 2016-05-17 | 2017-10-17 | Valmet Oy | Method for generation of clean steam in a continuous digester system |
| AT522983B1 (de) * | 2019-09-30 | 2022-12-15 | Andritz Ag Maschf | Anlage und verfahren zur aufbringung von leim auf einen faserstoff |
-
2021
- 2021-07-23 EP EP21187502.6A patent/EP4122662B1/de active Active
- 2021-07-23 ES ES21187502T patent/ES2985196T3/es active Active
- 2021-07-23 PT PT211875026T patent/PT4122662T/pt unknown
- 2021-07-23 PL PL21187502.6T patent/PL4122662T3/pl unknown
-
2022
- 2022-07-21 WO PCT/EP2022/070535 patent/WO2023001978A1/de not_active Ceased
- 2022-07-21 PL PL22754075.4T patent/PL4373647T3/pl unknown
- 2022-07-21 ES ES22754075T patent/ES3039637T3/es active Active
- 2022-07-21 CA CA3226813A patent/CA3226813A1/en active Pending
- 2022-07-21 EP EP22754075.4A patent/EP4373647B1/de active Active
- 2022-07-21 JP JP2024504156A patent/JP7671407B2/ja active Active
- 2022-07-21 US US18/290,881 patent/US20250100181A1/en active Pending
- 2022-07-21 CN CN202280051578.2A patent/CN117940259A/zh active Pending
- 2022-07-21 PT PT227540754T patent/PT4373647T/pt unknown
- 2022-07-21 AU AU2022314224A patent/AU2022314224B2/en active Active
- 2022-07-21 MX MX2024001063A patent/MX2024001063A/es unknown
- 2022-07-21 KR KR1020247005173A patent/KR20240036043A/ko active Pending
-
2024
- 2024-01-22 CL CL2024000188A patent/CL2024000188A1/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN117940259A (zh) | 2024-04-26 |
| PL4122662T3 (pl) | 2024-07-15 |
| AU2022314224B2 (en) | 2025-10-23 |
| ES3039637T3 (en) | 2025-10-23 |
| EP4122662A1 (de) | 2023-01-25 |
| JP2024524756A (ja) | 2024-07-05 |
| EP4373647A1 (de) | 2024-05-29 |
| MX2024001063A (es) | 2024-03-27 |
| PT4122662T (pt) | 2024-05-27 |
| PL4373647T3 (pl) | 2025-09-22 |
| AU2022314224A1 (en) | 2024-03-07 |
| ES2985196T3 (es) | 2024-11-04 |
| KR20240036043A (ko) | 2024-03-19 |
| JP7671407B2 (ja) | 2025-05-01 |
| PT4373647T (pt) | 2025-08-11 |
| CA3226813A1 (en) | 2023-01-26 |
| WO2023001978A1 (de) | 2023-01-26 |
| EP4373647B1 (de) | 2025-06-18 |
| CL2024000188A1 (es) | 2024-08-09 |
| US20250100181A1 (en) | 2025-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3178622B1 (de) | Verfahren zur herstellung einer holzwerkstoffplatte mit reduzierter emission an flüchtigen organischen verbindungen (vocs) | |
| DE60009165T2 (de) | Herstellung von hochwertigen produkten aus abfällen | |
| DE112021000435T5 (de) | Verfahren zur herstellung einer spanplatte oder holzfaserplatte | |
| EP4373647B1 (de) | Verfahren zum herstellen von faserplatten unter verringertem voc-ausstoss | |
| DE1291504B (de) | Trockenverfahren zur Herstellung von Holzfasern | |
| EP1519818A1 (de) | Mdf-presstechnologie | |
| EP3615288B1 (de) | Verfahren zur herstellung von osb-holzwerkstoffplatten mit reduzierter emission an flüchtigen organischen verbindungen (vocs) | |
| EP2094456B1 (de) | Faserplatte und verfahren zu deren herstellung | |
| EP2974841B1 (de) | Verfahren zur herstellung einer faserplatte | |
| DE10116686C2 (de) | Verfahren zur Aufbereitung von Stroh und anderen Einjahrespflanzen für die Herstellung von Faser-, Span- und Dämmplatten sowie Wandelementen und anderen Formteilen und Verfahren zur Herstellung von Faser-, Span- und Dämmplatten sowie Wandelementen und anderen Formteilen | |
| WO2003013809A1 (de) | Umweltfreundlich hergestellte platte aus einem holzwerkstoff | |
| EP3268190B1 (de) | Verfahren zur herstellung eines holzspanwerkstoffs und darin verwendete härter für aminoplaste | |
| WO2021170779A1 (de) | Verfahren und verarbeitungsystem zum reduzieren von flüchtigen organischen verbindungen aus hackschnitzeln | |
| DE19606262C1 (de) | Verfahren und Vorrichtung zur Herstellung einer mitteldichten Faserplatte | |
| EP1414629B8 (de) | Umweltfreundlich hergestellte platte aus einem holzwerkstoff | |
| EP3192626B1 (de) | Verfahren zur behandlung von holzstaub und anlage hierfür | |
| EP4311993A1 (de) | Verfahren zum trocknen von holzprodukten zum erzeugen von holzprodukten mit reduzierter voc-emission | |
| DE102023109083A1 (de) | Verfahren zum Trocknen von Holzprodukten zum Erzeugen von Holzprodukten mit reduzierter VOC-Emission | |
| WO2024022754A1 (de) | Verfahren zum trocknen von holzprodukten zum erzeugen von holzprodukten mit reduzierter voc-emission | |
| DE102015111431A1 (de) | Trocknungs- und Beleimungsvorrichtung für lignocellulose-haltiges Material | |
| DE202015103701U1 (de) | Trocknungs- und Beleimungsvorrichtung für lignocellulose-haltiges Material | |
| DE10024946A1 (de) | Verfahren zur Herstellung einer Bindemittelflotte aus Abfallstoffen der Holzindustrie | |
| DE19859847A1 (de) | Verfahren zur Herstellung von mitteldichten Faserplatten (MDF) aus bindemittelhaltigen gebrauchten Span- und Faserplatten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230526 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230725 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20231018 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502021002811 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE Ref country code: PT Ref legal event code: SC4A Ref document number: 4122662 Country of ref document: PT Date of ref document: 20240527 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20240520 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240529 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240528 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240528 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240528 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240628 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240529 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2985196 Country of ref document: ES Kind code of ref document: T3 Effective date: 20241104 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502021002811 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20241129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250619 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240723 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20250721 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250827 Year of fee payment: 5 Ref country code: PT Payment date: 20250710 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250728 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250724 Year of fee payment: 5 Ref country code: TR Payment date: 20250716 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BG Payment date: 20250722 Year of fee payment: 5 Ref country code: BE Payment date: 20250718 Year of fee payment: 5 Ref country code: GB Payment date: 20250724 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250725 Year of fee payment: 5 Ref country code: AT Payment date: 20251020 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250801 Year of fee payment: 5 Ref country code: SE Payment date: 20250722 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250715 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20250716 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20210723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20210723 |