EP4069596B1 - Recipient du type sans couvercle et methode d'assemblage du recipient - Google Patents
Recipient du type sans couvercle et methode d'assemblage du recipient Download PDFInfo
- Publication number
- EP4069596B1 EP4069596B1 EP20828036.2A EP20828036A EP4069596B1 EP 4069596 B1 EP4069596 B1 EP 4069596B1 EP 20828036 A EP20828036 A EP 20828036A EP 4069596 B1 EP4069596 B1 EP 4069596B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- protrusions
- container
- protrusion
- opening
- une
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 5
- 238000007789 sealing Methods 0.000 claims description 82
- 239000000463 material Substances 0.000 claims description 45
- 238000005520 cutting process Methods 0.000 claims description 12
- 230000004888 barrier function Effects 0.000 claims description 7
- 210000005069 ears Anatomy 0.000 claims description 5
- 238000004806 packaging method and process Methods 0.000 claims description 4
- 230000001174 ascending effect Effects 0.000 claims description 3
- 239000001913 cellulose Substances 0.000 claims description 3
- 229920002678 cellulose Polymers 0.000 claims description 3
- 230000008569 process Effects 0.000 claims description 2
- 238000000926 separation method Methods 0.000 claims 1
- 239000000047 product Substances 0.000 description 44
- 239000000853 adhesive Substances 0.000 description 18
- 230000001070 adhesive effect Effects 0.000 description 18
- 239000011111 cardboard Substances 0.000 description 18
- 239000010410 layer Substances 0.000 description 17
- 239000011087 paperboard Substances 0.000 description 10
- 239000007788 liquid Substances 0.000 description 9
- 230000000694 effects Effects 0.000 description 8
- 238000007493 shaping process Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- 239000004698 Polyethylene Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- -1 polyéthylène Polymers 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 238000011282 treatment Methods 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 235000013305 food Nutrition 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 239000012790 adhesive layer Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 235000013365 dairy product Nutrition 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 239000006223 plastic coating Substances 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000010902 straw Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000003313 weakening effect Effects 0.000 description 2
- 241000219504 Caryophyllales Species 0.000 description 1
- 241000287107 Passer Species 0.000 description 1
- 241001080024 Telles Species 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 235000013339 cereals Nutrition 0.000 description 1
- 235000021544 chips of chocolate Nutrition 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000012611 container material Substances 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000035622 drinking Effects 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 235000013410 fast food Nutrition 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 210000003811 finger Anatomy 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 230000004807 localization Effects 0.000 description 1
- 239000008267 milk Substances 0.000 description 1
- 235000013336 milk Nutrition 0.000 description 1
- 210000004080 milk Anatomy 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000000877 morphologic effect Effects 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
- 239000012265 solid product Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 210000003813 thumb Anatomy 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 235000013618 yogurt Nutrition 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/10—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by form of integral or permanently secured end closure
- B65D3/20—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by form of integral or permanently secured end closure with end portion of body adapted to be closed, by flattening or folding operations, e.g. formed with crease lines or flaps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/742—Coating; Impregnating; Waterproofing; Decoating
- B31B50/743—Coating or impregnating edges or corners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
- B65B3/027—Making containers from separate body and end-parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/04—Methods of, or means for, filling the material into the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/04—Methods of, or means for, filling the material into the containers or receptacles
- B65B3/06—Methods of, or means for, filling the material into the containers or receptacles by gravity flow
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/18—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by collapsing mouth portion and subsequently folding-down or securing flaps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/02—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by shape
- B65D3/06—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by shape essentially conical or frusto-conical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/26—Opening arrangements or devices incorporated in, or attached to, containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
- B31B2105/001—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs made from laminated webs, e.g. including laminating the webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
- B31B2105/002—Making boxes characterised by the shape of the blanks from which they are formed
- B31B2105/0022—Making boxes from tubular webs or blanks, e.g. with separate bottoms, including tube or bottom forming operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2110/00—Shape of rigid or semi-rigid containers
- B31B2110/10—Shape of rigid or semi-rigid containers having a cross section of varying size or shape, e.g. conical or pyramidal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2110/00—Shape of rigid or semi-rigid containers
- B31B2110/20—Shape of rigid or semi-rigid containers having a curved cross section, e.g. circular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/10—Construction of rigid or semi-rigid containers provided with covers, e.g. lids
- B31B2120/102—Construction of rigid or semi-rigid containers provided with covers, e.g. lids with a hinged cover
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B50/16—Cutting webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
- B31B50/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure, e.g. by welding
Definitions
- the present invention relates to the field of packaging allowing good preservation of the product it contains, in particular dairy product which can be kept cool, and more particularly to the field of containers without loseable parts.
- the product can be solid at a refrigeration temperature, semi-liquid, liquid or in a viscous state, possibly in a form which facilitates its recovery/distribution, the product can optionally be consumed using a spoon for example.
- Containers having an integrated closure system of the type not separated from the side wall, are known.
- the document US 6164488 describes a cup made of paper or similar material that includes a flexible panel formed in its side wall. The flexible panel is folded down to close above the cup, leaving a narrow opening for drinking.
- these designs rely on creating a seal between the flexible panel and the internal wall against which it abuts.
- the document GB 2269811 provides a similar arrangement for closing a container with an integrated closure portion on one side of the side wall.
- a hinge effect makes it possible to pass the closing part (thinner than the stop region, opposite) from an externally convex conformation, corresponding to the open state of the container, to an externally convex conformation. concave corresponding to a state joined against a complementary interior face of the side wall.
- This type of container must, however, be made of plastic and is also relatively complex, in particular to obtain a bistable character of the closure part, which limits the interest of this solution.
- the document US 5352466 describes a coffee package whose easy opening system has a pair of grip tabs, capable of being pulled to separate opposite walls connected together by bellows, and thus allow the package to be opened with a spacing which remains limited.
- the document WO 01/26980 describes another configuration in which a plurality of tabs are hingedly attached to the upper edge of the side wall of the container/cup.
- the legs are each generally trapezoidal in shape with respective hook extensions that engage with each other and around a straw when the legs are bent flush with the top edge of the cup.
- the document DE1052305 B describes a container also provided with a complex closure to produce, this container making it possible to contain a liquid such as milk.
- closing cups of this type can prove problematic, for example, in the fast food sector where a large number of drinks are served in a relatively short period of time, or even in the field of high-speed packaging of products, requiring an easy closing operation. This is for example the case for filled containers that must be immediately refrigerated and transported to marketing destinations. It would also be desirable to improve the reliability of the seal (well airtight) in order to ensure that the contents of the container remain intact, the seal having to withstand transport constraints (vibrations in particular).
- the two protrusions result for example from a cut and project upwards before and after tubular shaping of the side wall, the side wall and the protrusions being formed from a sheet material, preferably a same room.
- the sheet material may be a material based on paper or cardboard, for example a laminate comprising at least one layer of paper or cardboard and possibly several layers of metal and/or plastic and/or other materials improving properties.
- barrier Sheet material may be in the form of reels or pre-cut units.
- the material to constitute the bottom can be identical to that to form the side wall and protrusions. More generally, we understand that the two protrusions cannot be lost. After emptying the container, the consumer can throw it away in one piece. This type of container is thus well suited for nomadic uses, being able to be transported in a backpack or various containers, possibly thermally insulated for the case of a fresh product contained in the container, limiting the risk of losing a lid or other loseable part.
- the container has an opening configuration (in a vertically erect state), in which a first protrusion of the two protrusions remains projecting upwardly, away from the bottom, while all or part of the other or second protrusion is turned over or folded down on an exterior face of the side wall, downwards.
- the container can therefore be placed by its base on store shelves.
- one of the protrusions can be used to form rows of containers supported by a support rod passing through an orifice included in the protrusion, or to assemble containers in a group held together by a collar, cord or fixing element common passing through this type of orifice.
- the bottom and the opening can each extend along a respective transverse plane, preferably perpendicular to the side wall.
- the opening thus forms access to the interior volume from above, which allows for example to hold the container vertically by hand when consuming the product (if necessary using a spoon or other utensil for collecting the product). It is understood that the container can minimize the parts to be thrown away and keeps the gripping areas away from the internal surfaces in contact with the product (surfaces located under the sealing zone, below the level of the opening in practice).
- the expression “the side wall extending upward (vertically) from the bottom” should be understood in the broad sense, that is, it is not necessary that the side wall or cylindrical: it must more generally be understood that the side wall has a generally vertical extension (the wall can be flared upwards having a geometry which varies according to the height level of the wall).
- tubular must be understood in the broad sense when it describes the side wall, that is to say that it is not necessary that the side wall have a symmetry of revolution: on the contrary, a tubular wall can designate here a wall which extends from a narrower annular end and/or having a first determined shape to another wider annular end and/or having a second geometric shape different from the first geometric shape.
- the two input portions are offset from each other. It is understood that the container is of the quick-opening type.
- a simple gesture is enough to obtain the opening, without tools.
- carrying out the movement of separating the gripping portions can be conditioned on unlocking or the removal of a security element (removable and/or peelable).
- At least one of the two protrusions is a protrusion having or consisting of an outward flap.
- it is a folding (fully folding) outward protrusion.
- a single part can include the side wall and each of the protrusions.
- the folding protrusion is of the folding type between a position projecting upwards relative to the level of the opening and a folded position below the level of the opening.
- the foldable protrusion may include a region forming a peelable attachment layer for forming the sealing zone. Such a region can extend for example intermediately between the upper end of the side wall and the gripping portion provided in the folding protrusion.
- the present invention it is possible to provide a container which can be aesthetically pleasing, quick to open and capable of effectively preserving the contents/product, where appropriate for a fresh product to be consumed before warming to room temperature. It is also allowed great flexibility in the geometry of the protrusions which allow hermetic sealing.
- all or part of the sealing area is part of a folded end of the container in a modified closed configuration. It can be expected that the two protrusions are in a folded state on the same lateral side of the container in the modified closed configuration. It is understood that this modification can consist of a simple folding making it possible to limit the height of the container, which is advantageous for example during transport or when presenting the container on store shelves or shelves.
- a fastening element may be provided, for example an adhesive pad, making it possible to maintain the modified closed configuration.
- the adhesive pad is for example located on one fixing side and stuck laterally both on the side wall and on an end part of at least one of the gripping portions (after having folded down the two protrusions on the holding side /fixation).
- the container can be produced with a minimum of parts that can be recycled (for example paper or cardboard) and superior sealing is allowed, at the stage of a final stage of production of the container which is easy to implement, without hindrance in relation to the product which has been poured into the interior volume (pouring of product without reaching or exceeding the level of the opening located under the sealing zone).
- the first end of the side wall is shaped in an oval manner by attaching, from the inside, to an external edge of the oval-shaped bottom.
- the part is cut and the side wall is shaped so that it has an increasing perimeter as we move away from the bottom.
- the fixing between the two protrusions is carried out by forming the sealing zone transversely to a central axis of the side wall.
- a sealing zone can for example extend between two opposite ends which, in the closed configuration of the container and in a vertically erect state of the side wall, are spaced horizontally from one another by a greater determined distance to the largest characteristic dimension of the bottom (which extends horizontally).
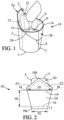
- the container 10 comprises a bottom wall 1 and is adapted to delimit an interior volume V above this bottom wall 1, by forming a side wall 2 connected (tightly) to the bottom wall 1.
- the container has an opening O, here a single opening which can be substantially as wide as the bottom 1a of the container 10 (at least as wide as a smaller dimension D2 of the bottom 1a, if necessary).
- Product P for example a food product, can be poured into the interior volume V via such an opening O, before a sealing step which is carried out by bringing together two protrusions 2a, 2b which are typically integrally formed with the side wall 2.
- the sealing obtained by fixing the two protrusions 2a, 2b against each other, makes it possible to obtain the closed state of the container 10.
- the top or top of this container 10 is thus of the closed type without a separate cover, as visible on the figures 2 And 3 .
- the container 10 can be made from two parts each made of a sheet material: one to constitute the bottom wall 1, the other to constitute the side wall 2.
- the walls 1 and 2 can be made from the same part obtained by cutting a sheet material. In other options, a larger number of coins can be used in order to obtain container 10.
- the fold LP is continuously curved and the bottom 1a may have a non-round section, for example oval with a large diameter D1 greater than the small diameter D2.
- the D2:D1 ratio can be less than or equal to 0.9.
- the external face of the tubular edge 1b can be fixed against a lower annular fixing zone of the side wall 2, called in the following first fixing part FP1.
- the lower end 10a of the container 10 can optionally extend lower than the bottom 1a.
- the top or upper end 10b of the container 10 may, in the closed configuration, include ends of the two protrusions 2a, 2b.
- the upper end 10b may include only one of the protrusions 2a, 2b, with in this case for example a lateral arrangement of the gripping portion associated with the protrusion of lower height.
- the side wall 2 is shaped like a tube, around a central axis is allowed here to produce the side wall 2 and the two protrusions 2a, 2b by a single part 200, of the type illustrated on the figure 5 or similar.
- a cut of a laminated or sheet material can for example be carried out to obtain the part 200, which is initially plane or flat before being shaped.
- the part 200 is flexible, based on a deformable material and for example of the cellulosic type.
- This cellulosic material can optionally form more than 90 or 95% of the average thickness of the container 10 (thickness which can correspond to the thickness of the side wall 2).
- the part 200 is laterally cut so as to include two side edges B1, B2.
- the two lateral edges B1, B2 diverge from one another as one approaches a zone or folding line of the folding protrusion 2b. This makes it possible to enlarge the opening O for better accessibility of the product P.
- a folding line is provided which is obtained by the addition of two deformation lines or initial striations S14a and S14b making it possible to obtain a folding line 14 of the type illustrated on the figure 1 .
- the lateral cut of the part 200 makes it possible to obtain an increasing profile of the perimeter of the side wall 2 (formed by this part 200), as one moves away from the bottom. 1a.
- the section of the container 10 is progressively larger.
- the first fixing part FP1 makes it possible to stiffen a first (lower) end of the side wall 2, by fixing it against the folded external annular face or edge 1b of the bottom wall 1. In this way the first end of the side wall 2 is stabilized and remains substantially constant/not deformed in section, without variation in geometry when passing from the closed configuration to the opening configuration of the container 10. Conversely, the second (top) end of the side wall 2 constitutes a annular end 20 of deformable section.
- the second fixing part FP2 which can be extended following a longitudinal extension as illustrated in the Figure 5 , makes it possible to maintain the tubular conformation of the side wall 2 while allowing a spacing between the two protrusions 2a, 2b which is accompanied by a rounding of the top of the side wall 2, in top view.
- the fixing/overlapping width corresponding to the second fixing part FP2 may be less than or equal to 10 mm, for example between 3 and 8 mm.
- the second fixing part FP2 defines an exterior fixing surface which is covered by a corresponding interior zone (on the rear side of the part 200 as illustrated in the Figure 5 , so that the side edge B1 and the associated side margin forming the fixing part FP2 will be hidden by the other side margin including the side edge B2.
- These side margins can be fixed one on top of the other, forming a liquid-tight barrier, for example by depositing an additional layer of coating, after fixing with overlap of edge B1 by edge B2.
- the cut sheet or part 200 thus has an overlapping region, with an overlap of the opposite edges B1, B2 of the part 200.
- the bottom wall 1 can possibly also already be joined from the inside against the first fixing part FP1 during the shaping of the side wall 2.
- a single piece 200 cut from a sheet can make it possible to produce the side wall 2, which extends from a lower edge 25 to an irregular upper cutting edge 26. While the lower edge 25 can make it possible to define an annular section corresponding to a base plane of the container 10 at its lower end 10a, in the tubular conformation of the part 200, the upper cutting edge 26 includes two or three vertices T1, T2, T3 which may be part of input portions 4, 5.
- junction line J at the level of one of the protrusions 2a, 2b, for example a longitudinal junction line passing through one of the gripping portions (here the gripping portion 5), makes it possible to extend the length of the fixing area.
- this junction line J corresponds to a maximum length of the side wall 2. This makes the container 10 more robust.
- One of the two protrusions 2a, 2b can be obtained by joining two protrusions 11, 12 initially formed in the part 200 at two opposite lateral ends, by overlapping and corresponding/coinciding, possibly at the same height level, the summits T2 and T3.
- the grip portion 4 is entirely included in the protrusion 12 and forms the vertex T3 of the part 200 before assembly, the vertex T2 not being as high as the vertex T3.
- the junction line J can stop before the input portion 4 or be offset relative to this input portion 4.
- junction line J can be provided and the examples shown are only given by way of illustration. Although two rectilinear edges B1, B2 are shown, wavy cutouts or with one or more hollowed-out regions may possibly be provided, without this preventing the side wall 2 from being shaped in a tubular manner.
- the part of the container 10 constituted by the part 200 may be devoid of a zone folded at 90° or more along a line or horizontal hinge zone (parallel to the bottom 1a).
- the container 10 can be adapted for various capacities of product P, which can be a fresh food product, for example a dairy product (yogurt-based depending on one option) and/or a compote, where appropriate a mixture of a solid product (such as Muesli, cereals, chocolate chips, etc.) in a fluid or semi-fluid base product.
- product P can be semi-liquid, solid, or contain at least partly a liquid.
- the product P is for example well suited to being consumed using a spoon and has the ability to fit the interior face F of the side wall 2.
- the interior face F of the side wall 2 and the upper face of the bottom wall 1 are contact faces made for example of a material and/or a film having low water permeability and approved for food contact.
- the material may be identical to that of the interior face F, with the possible exception of an optional layer used to obtain the sealing zone Z or Z1, Z2.
- a material and/or a covering film can be provided which optionally is not flammable.
- the oval shape of the bottom 1a can facilitate the formation of opposite panels 24, 25 constituting two main sub-parts of the side wall 2.
- the figure 2 shows, in front view, one of these panels 24 (front view in relation to the sealing zone or sealing plane SP).
- these panels 24, 25 are connected to each other via narrow sub-parts folded/curved each inwards and extending vertically between the bottom wall 1 and the level of the opening O.
- each narrow sub-part (narrow compared to the width of the panels 24, 25) has a geometric shape which is substantially triangular or frustoconical widening towards the bottom 1a. This shape is seen in side view in relation to the sealing plane SP.
- the two opposite narrow sub-parts are complementary to the panels 24, 25 and therefore complete the panels 24, 25 in the side wall 2.
- the panels 24, 25, visible in the closed configuration may have an identical or similar geometry, possibly with a difference in inclination relative to the vertical (more or less pronounced inclination, forming an angle more or less close to 90° relative to the bottom 1a which is here horizontal).
- the level H1 of filling with product P can vary slightly downwards by going from a closed state of the container 10 to an open state.
- the sealing zone Z can be substantially planar (with an ascending/vertical component), by defining a sealing plane SP, which typically implies, in this example, a coplanar extension of the protrusions 2a and 2b, at least for part.
- This has the effect of making the two main panels 24, 25 converge towards each other. in the closed configuration of the container 10, so that the folding line 14 separating the folding protrusion 2b from the first panel 24 can be adjacent to the second panel 25 in its connection zone with the protrusion 2a which extends this panel 25 upwards.
- the tightening effect between the panels 24, 25 pushes the product P upwards (this product P having a fluid or semi-fluid character), to a level H1 which is greater than the level H1' shown to the right of the Figure 7 .
- the interior face F1 of the protrusion 2a may include a self-adhesive layer or a contact fixing part, above the annular end 20 where the fold line 14 is defined.
- this layer is broken down into two regions 21, 22 which rise towards the upper end 10b, joining in a junction part close to the gripping portion 5.
- the fixing parts are distributed differently on the interior faces F1, F2 of the protrusions 2a, 2b. More generally, we understand that the arrangement of the sealing zone can be planned so that a region thereof is close to at least one of the gripping portions 4, 5.
- the sealing zone Z1, Z2 extends entirely above the annular end 20 where the fold line 14 is defined.
- the sealing zone Z1, Z2 here has an inverted “V” shape being broken down into a first sealing sub-zone Z1 and a second sealing zone which joins the first sealing sub-zone Z2 for continuity of the sealed connection contact made by the sealing zone Z1, Z2.
- the sealing zone can have any type of geometry to close (here from the top) the opening O. It can be advantageous for the sealing zone Z to locally have at least one upper cussing zone (intermediate between two parts descending sealing) and ends 3a, 3b approaching as close as possible to the upper level of the product P, for example by reaching the level of the opening O. It is understood that, in all cases, the sealing zone Z or Z1 , Z2 extends transversely to a central axis X of the tubular side wall 2.
- the sealing zone Z or Z1, Z2 extends continuously in the closed configuration between the two opposite ends 3a, 3b which are spaced horizontally from one another by a determined distance D3 greater than the largest characteristic dimension D1 of the bottom 1, as illustrated for example on the figure 2 .
- a joining edge of the side wall 2 present on the external face of this side wall 2 is covered with a plastic coating, for example deposited in the form of a jet/spray. This constitutes protection of the overlapping strip constituting the edge-to-edge junction J of the side wall 2 as shaped in a tubular manner, knowing that this junction J is located in a deformable part of the container 10.
- the material of the side wall 2 and the protrusions 2a, 2b is compatible with the formation of streaks, obtained for example by localized crushing of the fibrous and/or cellulose material integrated into the thickness of this material.
- One or more sets of grooves S14a, S14b, FL1, FL2, isolated groove or reliefs for assisting deformation and/or folding can facilitate obtaining, in the upper part of the side wall 2, a suitable geometry to the consumption of product P.
- grooves can be provided which each constitute a predetermined folding line.
- the grooves are provided exclusively in one of the two sub-parts or panels constituting the two opposite main faces of the container 10 in its closed configuration.
- An asymmetrical character of the container 10 can thus be obtained by placing horizontal grooves exclusively on the panel 24 connected to the protrusion 2b to be folded down to free and widen the opening O.
- the groove S14 placed in the plane of the opening O (this streak which may result from the combination of several streaks, for example the two streaks S14a, S14b shown on the figure 5 ) thus forms the fold line 14.
- the groove S14 can have a length substantially equal to half a perimeter of the annular end 20 bordering the opening O.
- any other local deformation or physicochemical treatment step can be used to form a folding line making it possible to form a folding protrusion 2b following a predetermined folding.
- folding lines parallel to the folding line 14, already present in the closed configuration of the container 10 are optionally formed using ridges FL1 which can be distributed on the folding protrusion 2b, while the other protrusion 2a may be smooth and free of fold lines. It is typically expected that these fold lines, here formed by ridges spaced at least 3 mm apart from each other, are shorter than the fold line 14, as visible in front view in the closed configuration.
- the folding of the flap formed by the protrusion 2b is done by quickly tilting the corresponding gripping/actuation portion (grasping portion 4 of the Figure 6 ) down.
- the reversal of orientation of the gripping portion 4 can be carried out before the protrusion 2b is folded back more than 45° around the line of folding 14, which is allowed using the small folding lines FL1.
- the end of the stroke can then consist of pulling the protrusion 2b downwards while continuing to fold and fold outwards the lowest part of the protrusion 2b, until obtaining the completely folded position of the type visible on the figure 1 , typically without significant widening of the opening O.
- the grooves FL2 can extend vertically on either side of the folding line 14 and contribute to assisting/helping the end of the stroke in the folding movement of the protrusion 2b, for example by avoiding the formation of an angle (s) blocking the movement of the flap.
- these FL2 grooves (here at least five or six in number) can provide a guiding effect, in order to round the side wall 2 more easily and avoiding the formation of a pronounced angle or V-shaped profile which would be visible in top view.
- the rounding of the fold line 14 can then be close or identical to the illustration of the figure 1 , avoiding forming a pronounced angle near the junction line J.
- a smooth surface is obtained which can make it possible to produce a print. More generally, any type of marking (possibly embossing) can be made on the surface without a fold line, such a surface being favorable to the visibility of information, for example information about the product P contained in the interior volume. V.
- the flattened appearance of the panel 25 also makes reading such information easy for a consumer observing the container 10 in a stored state on a shelf in a store or in a similar presentation situation.
- FIGS. 9A and 9B show the way in which the container 10 can be manipulated, going from a compact configuration to a deployed configuration, then to an open configuration allowing the consumption of the product P contained in the interior volume V of the side wall 2.
- Fold lines FL1 can also be provided in this embodiment to facilitate the folding of the protrusion 2b with an arcuate conformation (curved outwards) compatible with a wide opening O of the container 10. This is an optional embodiment .
- the two protrusions 2a, 2b can be folded down on the same side against the external face of the side wall 2, in a modified closing configuration with all or part of the sealing zone folded down to extend below the level of an exterior folding line 14' here provided on the protrusion 2a.
- this configuration limits the height of the container 10.
- all or part of the sealing zone can be mobile in the state sealed with the two protrusions 2a, 2b, in particular when it is desired to minimize the height of the container 10 during transport and/or storage stages.
- the container 10 has a movable end (by pivoting or folding along the line 14') so that it can be folded down into a modified closed configuration.
- the user can release and/or grasp the movable end of the container 10 to straighten it, in order to move from the modified closed configuration to the closed configuration as shown on the figure 2 , 3 And 6 .
- the gripping portions 4, 5 are folded down with the protrusions 2a, 2b and thus protected from accidental opening manipulation.
- a fastening element may be provided, for example an adhesive pad 60, making it possible to maintain the modified closed configuration.
- the adhesive pad 60 is for example located on one fixing side and stuck laterally both on the side wall 2 and on an end part of the container including at least one of the gripping portions, here the gripping portion 5 of the protrusion 2a.
- the adhesive pad 60 includes a tab 60a or a similar pull tab constituting a gripping portion for detaching part of this pad and folding it downwards.
- the gripping portions 4 and 5 can have an operational configuration allowing the opening of the container 10.
- these gripping portions 4 and 5 extend upwards relative to the rest of the corresponding protrusions. 2a and 2b, which corresponds to the deployed closed configuration. More generally, we understand that in the closed configuration deployed/allowing the opening operation, we find the folding protrusion 2b in a position projecting upwards, from the folding line 14.
- the folding protrusion 2b can be folded outwards and come into contact with part of the adhesive face of the pad 60. Indeed, as this part of the adhesive face 61 has been turned outwards, it constitutes a support for fixing/maintaining the protrusion 2b in the folded position. In the example illustrated, the gripping portion 4 comes into contact with the adhesive face 61. It should be emphasized that this embodiment avoids completely detaching the pad 60, so that it does not constitute a loose and loseable part. In fact, there remains a fixed part 62, belonging to the pellet 60, which is not detached from the side wall 2.
- the bonding of the pellet 60 can be carried out with two different adhesion forces: stronger for the part 62 which is fixed and weaker for the part 61 which is peelable.
- the pad 60 is made in one piece and may consist of a multilayer sheet material, preferably without a metal layer.
- Obtaining a wide opening O is typically obtained in the same way already described with reference for example to the Figure 7 .
- Inward pressure by the user on the side wall 2, on either side of the folded protrusion 2b, makes it possible to enlarge the section of the opening O without raising the flap formed by the protrusion 2b .
- There consumption of the product P can then be done easily, for example by a utensil U such as a spoon, a fork or any other suitable utensil(s).
- the gripping portions 4, 5 are asymmetrical and one of them has an orifice 50, 50' facilitating the support of the container in store shelves or departments.
- the gripping portions 4, 5 are typically integrated into the protrusions 2a, 2b, without folding or change of direction, by projecting upwards/extending higher respectively with respect to an edge facing the other protrusion 2a or 2b.
- the upper end of the container 10 can then include these two gripping portions 4, 5 in the closed state.
- the gripping portions 4, 5 can be aligned in a plane SP which includes the sealing zone Z; Z1, Z2.
- the gripping portions 4, 5 can be provided for different shapes, symmetrical or non-symmetrical, can be provided for the gripping portions 4, 5.
- at least one of the gripping portions 4, 5 may not reach the upper end of the container 10 in the state closed and/or can form a tab placed externally to the SP sealing plane.
- Each grip portion may extend, vertically or obliquely, from a base line to a free upper end.
- Each base line of the grip portion 4 or 5 is then aligned with a delimiting edge of the other protrusion, delimitation edge of which exceeds the grip portion considered 4 or 5.
- this base line is elongated and exceeds 25 or 30 mm for each of the protrusions 4, 5, which makes these protrusions robust and easy to grip.
- They are optionally made from laminated cardboard or similar cellulose material which is sufficiently compressed and/or protected by a coating to be resistant to tearing, so that in practice they are impossible to tear accidentally.
- the protrusions 2a, 2b can each - or at least one of them - taper upwards in the closed configuration by being delimited by two delimiting edges 41, 42 or 51, 52. It is understood that the portion input 4, 5 can correspond to a region of the protrusion towards which the two delimiting edges 41, 42 or respectively 51, 52 converge.
- Part 200 shown on the figure 5 can be obtained after a few steps including one or more cutting steps and processing steps making it possible to define the folding line 14 for folding the second folding protrusion 2b as well as other folding lines and/or weakening of material.
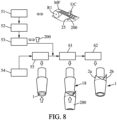
- a cutting step 51 is carried out, optionally at high speed, by a UC cutting tool in order to obtain pieces of sheet, here in a trapezoidal shape. It is understood that the part 200 can result from a cut made in one go or possibly broken down into an initial cut and a secondary cut of a piece of MF sheet material. In the example illustrated, for simplification, the protrusions have been omitted in the cutting step 51. However, it may be preferred to produce the outline of the two protrusions 2a, 2b from this initial cut made in step 51.
- this cut makes it possible to define the final lower edge 25, the two sides or lateral edges B1, B2 (in a general shape which is then close to a trapezoid) and also the two protrusions 2a, 2b.
- side edges B1, B2 are provided which move away from each other as we move away from the lower edge 25 and as we approach the level of the opening O
- This type of geometry of the side edges B1, B2 is advantageous for benefiting from an increased deformation effect at the level of the opening O.
- Each part 200 is then subjected to a series of treatments for shaping. For example, we can directly heat the strip portions formed in the lateral margins of each piece (margins including the edges B1, B2) and shape the part 200 into a sleeve. A rotating impression with frustoconical geometry can form a support so that the part 200 is wrapped around this imprint, so that they form a sleeve due to the overlap of the margins or side strip portions.
- This shaping step 52 can optionally combine heating and winding of the part 200.
- an edge protection step 53 is carried out in order to cover the edge(s) B1, B2, which are involved in forming the junction part J, with a coating which improves liquid tightness.
- the junction part J of the side wall 2 is permanently waterproof (taking into account the duration of transport/storage in, store then at the consumer's, in particular if it is a product to be kept at the fresh in a refrigerator).
- the part 200 is in its final conformation and already forms the side wall 2 provided with the protrusions 2a, 2b, without however being connected to the wall of background 1.
- the groups of horizontal streaks FL1 in the protrusion 2b and/or of streaks FL2 with a vertical component on either side of the streak S14 can be produced before step 52, respectively by pressure of at least an organ with imprints/reliefs.
- This type of orifice 50, 50' can facilitate the presentation and/or assembly (for example in a row) of a set of containers linked by a cord, necklace, carabiner or similar through connecting element each orifice of the containers of the same set.
- a sachet with contents that can be associated with the product P of the container can accompany the container 10 while also being attached to the necklace cord, carabiner or similar connecting element.
- bottom walls 1 are also designed from a roll of laminated material, preferably comprising a layer of paper or cardboard, for example the same material as the side wall 2.
- a shaping step 55 is carried out to fold the peripheral annular region of the corresponding part, so as to obtain the peripheral fold LP and create the border 1b, here surrounding an assembly member 18 with a frustoconical impression.
- connection between the wall elements 1 and 2 is for example carried out by a positioning step 61 with overlapping of the fixing part FP1 on the edge 1b, at the end of which the side wall 2 is maintained in a fixed predetermined position relative to the bottom wall 1.
- the figure 8 illustrates a final step 62 consisting of a hot fixing of the bottom wall 1.
- the container 10 ready to be filled can then be obtained by carrying out heating and possibly a pressure treatment, making it possible to attach the external face in a sealed manner. from the edge 1b inside the fixing part FP1.
- one or more sealing treatments can be carried out during step 62 or after step 62.
- junction J can be sealed in an assembled state of walls 1 and 2.
- the filling as shown on the figure 1 using any type of product dose pouring system P, can then be carried out, before the final closing step by creating the sealing zone Z or Z1, Z2.
- a container 10 whose side wall 2 is made in one piece
- a side face including attached parts can be provided. It is also possible to insert into the side wall 2 all kinds of elements facilitating handling, in particular one or more textured surfaces, ribs or other comparable surface characteristics, only on the side of the protrusion 2b or elsewhere.
- a ring may be provided (possibly with an elastic return effect) or a sleeve, for example configured to surround an upper part of the external face of the side wall 2.
- a rigid cup with a section comparable to the section of the opening O of the container 10 in an open state can also form a support for the container 10.
- Such a reusable ring or cup makes it possible, for example, to pass more easily the cross section of the upper end of the side wall 2 d 'a shape elongated oval (elongated towards the respective interstices N1, N2 formed between the two protrusions 2a, 2b) to a substantially circular shape which can facilitate the consumption of the product P, if necessary using a spoon.
- the ring or cup can be used to obtain the conformation shown on the right of the Figure 7 , typically after having folded down the protrusion 2b.
- the filling with product P can be carried out in various ways, possibly from the bottom before carrying out a definitive closing step from the bottom in certain variants, the filling can then be carried out opposite the opening a provided for recover/consume the product P.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Packages (AREA)
Description
- La présente invention concerne le domaine des emballages de conditionnement permettant une bonne conservation du produit qu'il contient, notamment produit laitier se conservant au frais, et plus particulièrement le domaine des récipients sans partie perdable. Le produit peut être solide à une température de réfrigération, semi-liquide, liquide ou dans un état visqueux, éventuellement dans une forme qui facilite sa récupération/distribution, le produit pouvant être optionnellement consommé par le biais d'une cuillère par exemple.
- Des récipients ayant un système de fermeture intégré, de type non séparé de la paroi latérale, sont connus. Par exemple, le document
US 6164488 décrit un gobelet en papier ou matériau similaire qui inclut un panneau flexible formé dans sa paroi latérale. Le panneau flexible est rabattu pour se fermer au-dessus du gobelet, laissant un passage étroit d'ouverture pour boire. Cependant, pour éviter les débordements, ces conceptions reposent sur la création d'un joint entre le panneau flexible et la paroi interne contre laquelle il est en butée. De ce fait, la géométrie et la fabrication de ces types de gobelets s'avèrent complexes, ce qui en limite l'application. Le documentGB 2269811 - Le document
US 5352466 décrit un emballage de café dont le système d'ouverture facile présente une paire de languettes de saisie, aptes à être tirées pour écarter des parois opposées reliées entre elles par des soufflets, et ainsi permettre l'ouverture de l'emballage avec un écartement qui reste limité. - Le document
WO 01/26980 DE1052305 B décrit un récipient également pourvu d'une fermeture complexe à réaliser, ce récipient permettant de contenir un liquide tel que du lait. - Cependant, fermer des gobelets de ce type peut s'avérer problématique, par exemple, dans le domaine de la restauration rapide où un grand nombre de boissons sont servies dans un laps de temps relativement court, ou encore dans le domaine du conditionnement à haute cadence de produits, nécessitant une opération de fermeture aisée. C'est par exemple le cas pour des récipients remplis et devant être aussitôt réfrigérés et transportés vers des destinations de commercialisation. Il serait également souhaitable d'améliorer la fiabilité du scellage (bien hermétique) afin de s'assurer que le contenu du récipient reste intègre, le scellage devant résister aux contraintes de transport (vibrations notamment).
- Ainsi, il reste un besoin pour des récipients qui, au moins dans des modes de réalisation préférés, ont des parties de fermeture formées de manière intégrale, mais qui restent relativement simples à produire et à utiliser.
- Au regard d'un ou plusieurs des constats dressés ci-dessus, il est proposé un récipient destiné au conditionnement d'un produit, comprenant : un fond, une paroi latérale délimitant un volume intérieur, la paroi latérale s'étendant vers le haut (verticalement/de façon ascendante) à partir du fond jusqu'à une extrémité annulaire délimitant une ouverture d'accès au volume intérieur ;
- le récipient ayant une configuration fermée et comportant en outre deux protrusions (ou deux oreilles) distinctes pour obtenir la configuration fermée, dans laquelle les deux protrusions sont (en particulier simultanément) :
- en saillie à l'opposé du fond, depuis l'extrémité annulaire de la paroi latérale, et
- scellées l'une sur l'autre de manière à former une zone de scellage pour fermer hermétiquement l'ouverture,
- le récipient présentant deux portions de saisie, réparties sur les deux protrusions, chacune des deux portions de saisie étant agencée au-delà de la zone de scellage.
- Grâce à cette construction, il suffit d'écarter les deux protrusions l'une de l'autre, en saisissant les portions de saisie. L'utilisation du récipient reste simple. La fabrication du récipient peut être simple et le scellage robuste. Dans des formes de réalisation, une cuillère, une fourchette, une paille (si le produit est suffisamment liquide), des baguettes, ou une pince, peut permettre de récupérer le produit au travers de l'ouverture. Cette conception est en outre bien adaptée pour l'utilisation de papier ou carton ou laminés comprenant une couche de papier ou carton, aisé à recycler.
- Les deux protrusions résultent par exemple d'une découpe et sont en saillie vers le haut avant et après une mise en forme tubulaire de la paroi latérale, la paroi latérale et les protrusions étant formées à partir d'un matériau en feuille, de préférence une même pièce. Le matériau en feuille peut être un matériau à base de papier ou carton, par exemple un laminé comprenant au moins une couche de papier ou caton et éventuellement une plusieurs couches de métal et/ou de plastique et/ou d'autres matériaux améliorant des propriétés barrière Le matériau en feuille peut être sous forme de bobines ou d'unités prédécoupées. Le matériau pour constituer le fond peut être identique à celui pour former la paroi latérale et les protrusions. Plus généralement, on comprend que les deux protrusions sont imperdables. Après avoir vidé le récipient, le consommateur peut le jeter d'un seul tenant. Ce type de récipient est ainsi bien adapté pour des usages nomades, en pouvant être transporté dans un sac à dos ou contenant divers, éventuellement isolé thermiquement pour le cas d'un produit frais contenu dans le récipient, en limitant le risque de perdre un couvercle ou autre partie perdable.
- Dans une forme de réalisation, le récipient a une configuration d'ouverture (dans un état dressé verticalement), dans laquelle une première protrusion des deux protrusions reste en saillie vers le haut, à l'opposé du fond, tandis que tout ou partie de l'autre ou deuxième protrusion est retournée ou rabattue sur une face extérieure de la paroi latérale, vers le bas. Le récipient peut donc être disposé par sa base sur des étagères de magasin. En variante, l'une des protrusions peut servir à former des rangées de récipients supportés par une baguette de support traversant un orifice inclus dans la protrusion, ou encore à assembler des récipients en groupe maintenus entre eux par un collier, cordelette ou élément de fixation commun traversant ce type d'orifice.
- Le fond et l'ouverture peuvent chacun s'étendre suivant un plan transversal respectif, de préférence perpendiculairement à la paroi latérale. L'ouverture forme ainsi un accès au volume intérieur par le dessus, qui permet par exemple de tenir à la main verticalement le récipient lors de la consommation du produit (le cas échéant en utilisant une cuillère ou autre ustensile de récupération du produit). On comprend que le récipient peut minimiser les pièces à jeter et maintient éloigné les zones de préhension des surfaces internes de contact avec le produit (surfaces situées sous la zone de scellage, sous le niveau de l'ouverture en pratique).
- Bien entendu, l'expression « la paroi latérale s'étendant vers le haut (verticalement) à partir du fond » doit être comprise au sens large, c'est-à-dire qu'il n'est pas nécessaire que la paroi latérale soit cylindrique : il doit plus généralement être compris que la paroi latérale a une extension globalement verticale (la paroi pouvant être évasée vers le haut en ayant une géométrie qui varie selon le niveau de hauteur de la paroi).
- Le terme « tubulaire » doit être compris au sens large lorsqu'il qualifie la paroi latérale, c'est-à-dire qu'il n'est pas nécessaire que la paroi latérale ait une symétrie de révolution : au contraire, une paroi tubulaire peut désigner ici une paroi qui s'étend d'une extrémité annulaire plus étroite et/ou présentant une première forme déterminée à une autre extrémité annulaire plus large et/ou présentant une deuxième forme géométrique différente de la première forme géométrique.
- Typiquement, les deux portions de saisie sont décalées entre elles. On comprend que le récipient est du type à ouverture rapide. Avantageusement, un simple geste suffit à obtenir l'ouverture, sans outil. Dans des variantes, la réalisation du geste d'écartement des portions de saisie peut être conditionnée à un déverrouillage ou le retrait d'un élément de sécurité (amovible et/ou pelable).
- Il est par exemple prévu qu'au moins une des deux protrusions soit une protrusion ayant ou consistant en un rabat vers l'extérieur. De préférence, il s'agit d'une protrusion rabattable (entièrement rabattable) vers l'extérieur.
- Une seule et même pièce peut inclure la paroi latérale et chacune des protrusions. Optionnellement, la protrusion rabattable est du type pliable entre une position en saillie vers le haut par rapport au niveau de l'ouverture et une position rabattue en dessous du niveau de l'ouverture. La protrusion rabattable peut inclure une région formant une couche de fixation pelable permettant de former la zone de scellage. Une telle région peut s'étendre par exemple de façon intermédiaire entre l'extrémité supérieure de la paroi latérale et la portion de saisie prévue dans la protrusion rabattable.
- Dans divers modes de réalisation du récipient selon l'invention, on peut éventuellement avoir recours en outre à l'une et/ou à l'autre des dispositions suivantes :
- le fond, la paroi latérale et les protrusions sont en matériaux en feuille à base de papier ou carton, par exemple des laminés comprenant au moins une couche de papier ou carton et éventuellement une plusieurs couches de métal et/ou de plastique et/ou d'autres matériaux améliorant des propriétés barrière. Le matériau en feuille peut être sous forme de bobines ou d'unités prédécoupées.
- la paroi latérale est conformée en manchon, de façon à ce que les positions par défaut des deux protrusions soit des positions d'extension vers le haut avec une distance horizontale entre elles.
- chacune des deux protrusions a une base connectée à la paroi latérale, les deux bases formant deux moitiés d'une périphérie entourant l'ouverture du récipient.
- une des deux protrusions, de préférence une seule des deux protrusions, est raccordée à la paroi latérale par une ligne de pliage prédéterminée, une strie dans la pièce (pièce formant la paroi latérale et les deux protrusions) permettant de définir la ligne de pliage prédéterminée.
- le récipient est à base de papier ou carton, de préférence du carton laminé et/ou revêtu d'une couche protectrice, par exemple hydrophobe, pour un effet barrière aux liquides.
- on prévoit de recouvrir une zone de chevauchement (bord sur bord) de la paroi latérale, par une bande de revêtements de protection, empêchant du liquide ou substance aqueuse de migrer vers une couche interne poreuse (couche fibreuse, en papier ou en carton typiquement) constitutive de la paroi latérale.
- le périmètre de la paroi latérale augmente avec la distance par rapport au fond (cette disposition permet d'améliorer l'accessibilité au produit après l'ouverture du récipient).
- les deux protrusions sont d'un seul tenant avec la paroi latérale.
- la paroi latérale et les deux protrusions sont réalisées d'une seule pièce, de préférence une pièce se présentant sous la forme d'une découpe d'un matériau laminé ou en feuille.
- la pièce pour former la paroi latérale et les protrusions est à base d'un matériau déformable incluant un matériau cellulosique et conformée en manchon par chevauchement de deux portions de bande.
- les deux portions de bande incluent chacune un bord latéral de la paroi latérale, et sont fixées l'une sur l'autre de façon à former une barrière étanche aux liquides.
- un effet barrière étanche au gaz peut être réalisé, dans une zone/ligne de jonction de maintien en forme annulaire/tubulaire de la paroi latérale, en particulier à l'aide d'un revêtement extérieur sur une zone de chevauchement des deux portions de bande.
- au moins une des deux protrusions est une protrusion rabattable vers l'extérieur.
- l'ouverture est en partie délimitée par une ligne de pliage permettant de rabattre la protrusion rabattable, de préférence de façon à ce que la protrusion rabattable s'étende vers le bas depuis la ligne de pliage.
- la protrusion rabattable est déplaçable entre une première position pour fermer le récipient et une deuxième position ; cette protrusion est typiquement accolée contre la face intérieure de l'autre des deux protrusions dans la première position (la protrusion rabattable s'étendant vers le haut depuis une ligne de pliage parallèle au fond), tandis que dans une deuxième position, le récipient est ouvert grâce au pliage de la protrusion rabattable, ce pliage étant réalisé vers l'extérieur à l'opposé de l'autre protrusion (qui reste de préférence en saillie vers le haut).
- la protrusion rabattable inclut une partie d'actionnement formée par l'une des deux portions de saisie.
- dans la configuration fermée, la partie d'actionnement de la protrusion rabattable fait saillie vers le haut depuis/par rapport à un bord supérieur de l'autre protrusion, de sorte que la partie d'actionnement est une partie d'extrémité libre de la protrusion rabattable.
- l'autre protrusion comprend une des portions de saisie, qui est décalée par rapport à la partie d'actionnement, et en saillie axialement vers le haut par rapport à un bord supérieur de la protrusion rabattable, de façon à former une partie d'extrémité libre de l'autre protrusion.
- deux régions d'actionnement sont formées typiquement dans deux portions de saisie décalées, en étant librement accessibles par le haut du récipient (haut du récipient qui peut constituer des moyens de fermeture/ouverture, en particulier des moyens d'ouverture par traction pour ouvrir le récipient).
- les moyens d'ouverture du récipient peuvent être plats dans la configuration fermée plate des deux protrusions.
- pour obtenir le scellage, il peut être prévu l'adjonction d'un matériau adhésif sur au moins une des protrusions (sur une zone interne), de préférence les deux protrusions, ou l'intégration d'un matériau adhésif, pour un scellage à au moins une partie d'au moins une des protrusions (cette disposition étant de préférence réalisée pour l'ensemble de la zone de scellage).
- l'adhésion dans la zone de scellage est activée par simple mise en contact et/ou par action spécifique impliquant une pression et/ou un chauffage, par exemple par thermoscellage ; les(s) matériau(x) adhésif(s) sont typiquement choisis de manière à pouvoir être activés.
- l'adhésion et les matériaux sont tels que le scellage est détruit après ouverture (par exemple en rendant impossible une re-fermeture dans cette zone de scellage) ; ou l'adhésion et les matériaux sont tels qu'un scellage peut être de nouveau obtenu (avec par exemple un matériau adhésif rendant les protrusions repositionnables), le cas échéant moins fort, après ouverture, le récipient étant re-scellable.
- la zone de scellage s'étend transversalement à un axe central de la paroi latérale qui est tubulaire et/ou évasée.
- la zone de scellage s'étend entre deux extrémités opposées qui, dans la configuration fermée et dans un état dressé verticalement de la paroi latérale, sont espacées horizontalement l'une de l'autre d'une distance déterminée supérieure à la plus grande dimension caractéristique du fond (qui s'étend horizontalement).
- la paroi latérale est obtenue à partir d'une découpe ayant deux bords latéraux qui s'éloignent l'un de l'autre en s'approchant de la ligne de pliage qui est typiquement horizontale.
- la paroi latérale peut définir à elle seule la hauteur du récipient.
- dans une configuration à plat, la pièce formant la paroi latérale et les protrusions est plus large (entre les deux bords latéraux) que haute, tandis que dans la conformation en manchon, la paroi latérale a une largeur maximale inférieure à la hauteur totale du récipient.
- une extrémité de la zone de scellage peut être adjacente à une première région de créneau ou interstice bordée par le bas par l'extrémité annulaire et séparant les deux protrusions ; l'autre extrémité de la zone de scellage peut être adjacente à une deuxième région de créneau ou interstice bordée par le bas par l'extrémité annulaire et séparant les deux protrusions.
- les interstices correspondent à des entailles qui peuvent être décalées par rapport à la zone de scellage, optionnellement en s'étendant plus haut que les extrémités opposées de la zone de scellage.
- la zone de scellage s'étend linéairement ou suivant deux dimensions et définit un plan de scellage.
- les deux protrusions sont accolées au moins en partie l'une à l'autre pour s'étendre parallèlement à ce plan de scellage.
- le fond présente un bord externe par exemple de forme circulaire, ovale, polygonale, régulière ou non, à sommets de préférence arrondis; par exemple triangulaire, carrée, ou rectangulaire, de préférence à sommets ou coins arrondis.
- le fond est de forme non circulaire.
- le fond est allongé suivant une direction générale, de préférence horizontale, parallèle au plan de scellage ; dans tout ce qui suit, on parle de plan de scellage lorsque les protrusions s'étendent vers le haut, dans une configuration fermée du récipient avec accès par le haut aux portions de saisie.
- le fond s'étend horizontalement.
- dans la configuration fermée du récipient, la paroi latérale présente sous le niveau de l'ouverture, une forme (première forme géométrique) qui est trapézoïdale en s'élargissant vers l'ouverture, cette forme étant perçue en vue de face par rapport au plan de scellage.
- dans la configuration fermée du récipient, la paroi latérale présente sous le niveau de l'ouverture, une forme (deuxième forme géométrique) qui est sensiblement triangulaire ou tronconique en s'élargissant vers le fond, cette forme étant perçue en vue de côté par rapport au plan de scellage.
- l'extension horizontale maximale du premier profil ou première forme géométrique peut être supérieure à l'extension horizontale maximale du deuxième profil ou deuxième forme géométrique et, typiquement l'extension horizontale minimale de la première forme (trapézoïdale) est supérieure à l'extension horizontale maximale de la deuxième forme (la dimension horizontale étant bien entendu considérée à l'état dressé du récipient, avec la paroi de fond en bas).
- en vue de face par rapport au plan de scellage, les deux protrusions se rétrécissent vers le haut, de préférence en se rétrécissant de façon moins progressive que la paroi latérale.
- en vue de face par rapport au plan de scellage, l'angle d'inclinaison par rapport à la verticale de chaque bord latéral des protrusions (qui peut être un bord rectiligne ou non) peut être supérieur ou égal à 30°, par exemple supérieur ou égal à 45°, tandis que en vue en coupe longitudinale/verticale, l'angle d'inclinaison de la paroi latérale par rapport à la verticale est plus petit et typiquement compris entre 5 et 30°.
- les deux protrusions sont raccordées à la paroi latérale au niveau d'une région annulaire définissant un plan de l'ouverture qui est parallèle au fond.
- les deux protrusions sont les deux seules parties saillantes par rapport à l'extrémité annulaire de la paroi annulaire.
- les deux protrusions comprennent ou consistent en une première oreille, ayant une face intérieure s'étendant dans le prolongement vertical d'une face interne de la paroi latérale, et une deuxième oreille, ayant une face intérieure s'étendant dans le prolongement vertical de la face interne de la paroi latérale.
- les première et deuxième oreilles sont en contact l'une contre l'autre dans la configuration fermée par leurs faces intérieures.
- l'une au moins des deux protrusions se rétrécit vers le haut dans la configuration fermée en étant délimitée par deux bords de délimitation et présente une portion de saisie vers laquelle convergent les deux bords de délimitation.
- une des deux protrusions, de préférence une seule des deux protrusions, est raccordée à la paroi latérale par une ligne de pliage prédéterminée, une strie dans la pièce formant la paroi latérale et les deux protrusions permettant de définir la ligne de pliage prédéterminée.
- l'une au moins des deux protrusions, qui est rabattable vers l'extérieur, présente des stries formées parallèlement à l'ouverture.
- les stries d'une protrusion rabattable constituent chacune une ligne de pliage prédéterminé, l'ensemble de ces stries, qui sont parallèles, assistant et guidant le pliage vers l'extérieur et vers le bas de la protrusion (il est ainsi permis de rabattre rapidement la protrusion dans un premier temps, sans trop élargir l'ouverture ; puis dans un second temps, à l'état abaissé de la protrusion rabattable, il est aisé d'élargir l'ouverture sans déplier la protrusion ainsi le rabattue).
- la protrusion rabattable, à l'état ouvert du récipient, s'étend vers le bas depuis la ligne de pliage, par exemple en longeant et en étant en contact avec une face extérieure de la paroi latérale.
- la ligne de pliage permettant de rabattre la protrusion est par exemple rectiligne à l'état fermé du récipient (ligne horizontale) ; cette ligne de pliage peut éventuellement être courbée, de façon à augmenter la taille d'ouverture, à l'état ouvert du récipient dans la configuration rabattue de la protrusion rabattable.
- le fond a un bord externe annulaire de forme ovale, de façon à présenter un plus grand diamètre ou diamètre maximal et un plus petit diamètre (cette disposition confère aussi une stabilité accrue par rapport à un fond circulaire).
- la paroi latérale est configurée pour élargir, par écartement entre les deux protrusions dans un état ouvert du récipient, une dimension de l'ouverture suivant une direction d'élargissement parallèle à la direction du plus petit diamètre.
- la zone de scellage a une forme de « V » inversé et/ou présente localement au moins une zone supérieure (ou point) de rebroussement ; cette disposition permet de rehausser localement la zone de scellage, pour faciliter la déconnexion (déconnexion par simple traction de portions de saisie éloignées de l'extrémité supérieure de la paroi latérale et pouvant être intégrées dans les protrusions, tout en permettant une fermeture hermétique).
- la zone de scellage se décompose en ou inclut une première bande adhésive solidaire et inséparable d'une des protrusions et une deuxième bande adhésive solidaire et inséparable de l'autre des protrusions, la deuxième bande adhésive ayant une extrémité en chevauchement sur la première bande adhésive, ces deux bandes adhésives ayant par exemple des directions d'extension différentes.
- le détachement l'une de l'autre des protrusions est permis par le caractère pelable d'une ou plusieurs couches autocollantes prévues dans la zone de scellage.
- le récipient ne comprend pas de partie séparable. Cette caractéristique évite à l'utilisateur d'avoir à manipuler différentes parties, et évite que certaines parties soient perdues et/ou non recyclées. L'ouverture est typiquement réalisée sans déchirure, rupture ou coupe dans les parois du récipient.
- Selon la présente invention, il est possible de proposer un récipient qui peut être esthétique, rapide à ouvrir et capable de préserver efficacement le contenu/produit, le cas échéant pour un produit frais à consommer avant réchauffement à température ambiante. Il est permis en outre une grande flexibilité dans la géométrie des protrusions qui permettent le scellage hermétique.
- Dans une option, tout ou partie de la zone de scellage fait partie d'une extrémité rabattue du récipient dans une configuration fermée modifiée. On peut prévoir que les deux protrusions soient dans un état plié d'un même côté latéral du récipient dans la configuration fermée modifiée. On comprend que cette modification peut consister en un simple pliage permettant de limiter l'encombrement en hauteur du récipient, ce qui est avantageux par exemple lors du transport ou lors de la présentation du récipient dans des rayons ou étagères de magasins.
- Eventuellement, il peut être prévu un élément d'attache, par exemple une pastille adhésive, permettant de maintenir la configuration fermée modifiée. La pastille adhésive est par exemple située sur un côté de fixation et collée latéralement à la fois sur la paroi latérale et sur une partie d'extrémité d'une au moins des portions de saisie (après avoir rabattu les deux protrusions sur le côté de maintien/fixation).
- Selon un autre aspect, il est proposé un procédé d'assemblage pour obtenir le récipient conforme à l'invention, en délimitant axialement le volume intérieur entre le fond délimitant un bas du récipient et une partie de fermeture axiale recouvrant l'ouverture d'accès par le haut au volume intérieur, le procédé comprenant successivement les étapes consistant essentiellement à :
- fournir une pièce initialement plane résultant d'une découpe d'un matériau en feuille, présentant deux protrusions ou oreilles distinctes en saillie par rapport à une partie de formation d'une paroi latérale du récipient,
- conformer de façon tubulaire la pièce pour obtenir la paroi latérale délimitant le volume intérieur,
- connecter à une première extrémité de la paroi latérale une paroi de fond pour constituer le fond, l'ouverture étant située à une deuxième extrémité (formant l'extrémité annulaire supérieure de la paroi latérale) opposée à la première extrémité, de sorte qu'à l'état verticalement dressé du récipient, la paroi latérale s'étend verticalement (ou de façon ascendante) à partir du fond jusqu'à une extrémité annulaire délimitant l'ouverture,
- remplir le volume intérieur en produit au travers de l'ouverture, et
- fermer l'ouverture de façon hermétique en rapprochant et en fixant entre elles les deux protrusions, de façon à ce que, dans un état fermé du récipient les deux protrusions soient simultanément en saillie à l'opposé du fond, depuis l'extrémité annulaire de la paroi latérale, et scellées l'une sur l'autre, de préférence par leur face intérieures respectives, en formant une zone de scellage permettant de fermer hermétiquement l'ouverture,
- Grâce à ce type d'assemblage, le récipient peut être réalisé avec un minimum de pièces pouvant être recyclées (par exemple papier ou carton) et un scellage supérieur est permis, au stade d'une étape finale de réalisation du récipient qui est aisée à mettre oeuvre, sans entrave par rapport au produit qui a été versé dans le volume intérieur (versement de produit sans atteindre ou dépasser le niveau de l'ouverture situé sous la zone de scellage).
- Selon une particularité, la première extrémité de la paroi latérale est conformée de façon ovale en se fixant, par l'intérieur, à un bord externe du fond de forme ovale.
- Typiquement, on découpe la pièce et on conforme la paroi latérale de façon à ce que celle-ci présente un périmètre croissant au fur et à mesure qu'on s'éloigne du fond. Optionnellement, la fixation entre les deux protrusions est réalisée en formant la zone de scellage transversalement à un axe central de la paroi latérale. Une telle zone de scellage peut par exemple s'étendre entre deux extrémités opposées qui, dans la configuration fermée du récipient et dans un état dressé verticalement de la paroi latérale, sont espacées horizontalement l'une de l'autre d'une distance déterminée supérieure à la plus grande dimension caractéristique du fond (qui s'étend horizontalement).
- Il est aussi proposé une utilisation du récipient selon l'invention, dans laquelle pour ouvrir le récipient, les deux protrusions sont successivement :
- dressées à l'opposé du fond, dans la configuration fermée (configuration fermée compatible avec une ouverture),
- séparées l'une de l'autre en écartant les deux portions de saisie jusqu'à rabattre sélectivement une des deux protrusions vers l'extérieur,
- On obtient ainsi un geste d'ouverture simple, qui peut être compatible avec un récipient simple de conception, éventuellement compact dans la mesure où la zone de scellage peut être mobile avec les protrusions, qui sont par exemple rabattables. Aucune rupture, déchirure de matériau de paroi constitutif de la paroi d'enveloppement du produit n'est requise, ni aucune rupture ou déchirure d'une quelconque partie d'extrémité couvrant tout ou partie de l'ouverture.
- D'autres caractéristiques et avantages de l'invention ressortent de la description donnée ci-dessous, en référence aux dessins annexés, qui représentent, à titre d'exemples non limitatifs, des formes de réalisation et de mise en oeuvre de l'objet de l'invention. Sur ces dessins :
- La
figure 1 est une vue en perspective d'un récipient avant sa fermeture, lors d'une phase de remplissage en produit, dont une portion peut être abattue pour permettre ensuite le scellage de l'ouverture du récipient ; - La
figure 2 est une vue de face d'un récipient conforme à l'invention, montrant par transparence une localisation possible d'une zone de scellage, lafigure 2 correspondant à une vue de face par rapport à un plan de scellage ; - La
figure 3 illustre par une vue de côté un récipient identique ou similaire à celui de lafigure 2 , dont les portions supérieures en saillie (oreilles ou protrusions) sont accolées l'une contre l'autre en délimitant une zone de scellage située plus haut qu'une ligne de pliage d'une des protrusions, lafigure 3 correspondant à une vue de côté par rapport au plan de scellage ; - La
figure 4 montre un exemple de fond pouvant se connecter à une paroi latérale du récipient ; - La
figure 5 montre un exemple de pièce permettant de constituer la paroi latérale du récipient, lorsqu'elle est à plat avant sa mise en forme tubulaire, dans un exemple de réalisation qui prévoit une ligne de jonction passant par l'une des protrusions ; - La
figure 6 est une vue similaire à celle de lafigure 2 , illustrant un récipient selon un mode de réalisation de l'invention ; - La
figure 7 illustre schématiquement un exemple de dépliage de la protrusion fonctionnant comme un rabat, avec la possibilité de déformer la section transversale de la paroi latérale, typiquement en agrandissant une dimension de l'ouverture du récipient mesurée suivant une direction perpendiculaire à la ligne de pliage du rabat ; - La
figure 8 est un logigramme d'étapes permettant, suivant un mode de réalisation, de fabriquer un récipient conforme à l'invention à partir d'un matériau en feuille, par exemple à base de papier ou de carton laminé. - La
figure 9A illustre des étapes de manipulation d'un récipient conforme à l'invention dans un état fermé, afin d'obtenir la configuration fermée telle que montrées sur lesfigures 2 ,3 et6 en partant d'une configuration fermée modifiée, non opérationnelle pour permettre l'ouverture et dans laquelle les deux protrusions scellées sont rabattues. - La
figure 9B montre des étapes de manipulation permises après avoir redressé les protrusions du récipient illustré sur lafigure 9A , pour passer de la configuration fermée opérationnelle à un état ouvert stable permettant de consommer le produit contenu par le récipient. - Sur les différentes figures, les mêmes références numériques désignent des éléments analogues des différents exemples de réalisation représentés et décrits.
- Tel que représenté sur les
figures 1, 2 et3 , le récipient 10 comprend une paroi de fond 1 et est adapté pour délimiter un volume intérieur V au-dessus de cette paroi de fond 1, en formant une paroi latérale 2 connectée (de façon étanche) à la paroi de fond 1. Le récipient présente une ouverture O, ici une ouverture unique qui peut être sensiblement aussi large que le fond 1a du récipient 10 (au moins aussi large qu'une plus petite dimension D2 du fond 1a, le cas échéant). Du produit P, par exemple un produit alimentaire, peut être versé dans le volume intérieur V via une telle ouverture O, avant une étape de scellage qui est réalisée en rapprochant deux protrusions 2a, 2b qui sont typiquement intégralement formées avec la paroi latérale 2. Le scellage, obtenu par une fixation l'une contre l'autre des deux protrusions 2a, 2b, permet d'obtenir l'état fermé du récipient 10. Le sommet ou dessus de ce récipient 10 est ainsi du type obturé sans couvercle séparé, comme visible sur lesfigures 2 et3 . - Le récipient 10 peut être réalisé à partir de deux pièces constituées chacune d'un matériau de feuille : l'une pour constituer la paroi de fond 1, l'autre pour constituer la paroi latérale 2. Dans des variantes de réalisation, les parois 1 et 2 peuvent être réalisées à partir d'une même pièce obtenue par découpe d'un matériau en feuille. Dans d'autres options, un plus grand nombre de pièces peut être utilisé afin d'obtenir le récipient 10.
- La paroi de fond 1 est conformée de façon à être peu déformable et assurer une stabilité du récipient 10 dans un état dressé verticalement. À titre d'exemple non limitatif, comme illustré sur la
figure 4 , la pièce formant la paroi de fond 1 peut présenter une pliure LP périphérique, correspondant à une ligne de jonction entre : - un fond 1a sensiblement plan destiné à être en contact avec le produit P ; et
- une bordure tubulaire 1b qui s'étend vers le bas depuis la pliure LP (ligne de pliure annulaire).
- La pliure LP est continûment courbée et le fond 1a peut présenter une section non ronde, par exemple ovale avec un grand diamètre D1 supérieur au petit diamètre D2. Le ratio D2 : D1 peut être inférieur ou égal à 0,9. La face externe de la bordure tubulaire 1b peut être fixée contre une zone inférieure annulaire de fixation de la paroi latérale 2, appelée dans ce qui suit première partie de fixation FP1. Sur la
figure 2 , on peut voir que l'extrémité inférieure 10a du récipient 10 peut s'étendre optionnellement plus bas que le fond 1a. Le dessus ou extrémité supérieure 10b du récipient 10 peut, dans la configuration fermée, inclure des extrémités des deux protrusions 2a, 2b. Dans la configuration ouverte en revanche, une seule des protrusions, ici la protrusion 2a dans le cas de lafigure 1 , reste dressée en saillie vers le haut pour constituer ce qui reste de l'extrémité supérieure 10b. Dans d'autres options, l'extrémité supérieure 10b peut inclure une seule des protrusions 2a, 2b, avec dans ce cas par exemple un agencement latéral de la portion de saisie associée à la protrusion de moindre hauteur. - La paroi latérale 2 est conformée en tube, autour d'un axe central X, et les deux protrusions 2a, 2b consistent en deux oreilles axialement saillantes du tube, donc en saillie par rapport à une extrémité annulaire 20 de la paroi latérale 2. Il est permis ici de réaliser la paroi latérale 2 et les deux protrusions 2a, 2b par une seule et même pièce 200, du genre illustré sur la
figure 5 ou similaire. Une découpe d'un matériau laminé ou en feuille peut par exemple être réalisée pour obtenir la pièce 200, qui est initialement plane ou plate avant sa mise en forme. - Dans les exemples illustrés, la pièce 200 est flexible, à base d'un matériau déformable et par exemple de type cellulosique. Ce matériau cellulosique peut optionnellement former plus de 90 ou 95% de l'épaisseur moyenne du récipient 10 (épaisseur qui peut correspondre à l'épaisseur de la paroi latérale 2). La pièce 200 est latéralement découpée de façon à inclure deux bords latéraux B1, B2. Dans l'exemple illustré, les deux bords latéraux B1, B2 divergent l'un de l'autre au fur et à mesure qu'on s'approche d'une zone ou ligne de pliage de la protrusion 2b rabattable. Ceci permet d'agrandir l'ouverture O pour une meilleure accessibilité du produit P.
- Dans l'option de la
figure 5 , il est prévu une ligne de pliage qui est obtenue par l'addition de deux lignes de déformation ou stries initiales S14a et S14b permettant d'obtenir une ligne de pliage 14 du genre illustré sur lafigure 1 . Plus généralement, il peut être prévu que la découpe latérale de la pièce 200 permette d'obtenir un profil croissant du périmètre de la paroi latérale 2 (formée par cette pièce 200), au fur et à mesure qu'on s'éloigne du fond 1a. Autrement dit, en s'approchant de l'extrémité annulaire 20 de la paroi annulaire 2, et ainsi d'une ligne de pliage 14 permettant de rabattre l'une au moins des protrusions pour la configuration ouverte du récipient 10, la section du récipient 10 est progressivement plus grande. - Ceci est avantageux pour des gestes de récupération du produit P à la cuillère, et également pour réduire la hauteur du volume de remplissage. On peut en effet abaisser une telle hauteur, par comparaison à une paroi latérale 2 ayant un périmètre constant, tout en facilitant la préhension du côté du bas de la paroi latérale 2, où le périmètre est plus petit et où la rigidité est plus grande en raison de la connexion à l'élément de paroi 1. De plus, une forme évasée vers le bas est plus simple à tenir en une seule main pour des raisons morphologiques.
- La première partie de fixation FP1 permet de rigidifier une première extrémité (basse) de la paroi latérale 2, par sa fixation contre la face annulaire externe pliée ou bordure 1b de la paroi de fond 1. De cette façon la première extrémité de la paroi latérale 2 est stabilisée et reste sensiblement constante/non déformée en section, sans variation de géométrie lors du passage de la configuration fermée à la configuration ouverture du récipient 10. A l'inverse, la deuxième extrémité (haute) de la paroi latérale 2 constitue une extrémité annulaire 20 de section déformable.
- La deuxième partie de fixation FP2, qui peut être allongée suivant une extension longitudinale comme illustré sur la
figure 5 , permet de maintenir la conformation tubulaire de la paroi latérale 2 tout en autorisant un écartement entre les deux protrusions 2a, 2b qui s'accompagne d'un arrondissement du haut de la paroi latérale 2, en vue de dessus. La largeur de fixation/chevauchement correspondant à la deuxième partie de fixation FP2 peut être inférieure ou égale à 10 mm, par exemple comprise entre 3 et 8 mm. La deuxième partie de fixation FP2 définit une surface de fixation extérieure qui est recouverte par une zone correspondante intérieure (du côté arrière de la pièce 200 telle qu'illustrée sur lafigure 5 , de sorte que le bord latéral B1 et la marge latérale associée formant la partie de fixation FP2 seront cachés par l'autre marge latérale incluant le bord latéral B2. Ces marges latérales peuvent être fixées l'une sur l'autre en formant une barrière étanche aux liquides, par exemple en déposant une couche de revêtement additionnel, après la fixation avec recouvrement du bord B1 par le bord B2. - Pour passer de la conformation à plat, montrée sur la
figure 5 , à la conformation tubulaire, la feuille découpée ou pièce 200 présente ainsi une région de recouvrement, avec un chevauchement des bords opposés B1, B2 de la pièce 200. On obtient ainsi une jonction ou ligne de jonction J permettant à la paroi latérale 2 de former une paroi tubulaire de délimitation du volume intérieur V. La paroi de fond 1 peut éventuellement être aussi déjà accolée par l'intérieur contre la première partie de fixation FP1 lors de la mise en forme de la paroi latérale 2. - En référence à la
figure 5 , une unique pièce 200 découpée à partir d'une feuille peut permettre de réaliser la paroi latérale 2, qui s'étend depuis un bord inférieur 25 jusqu'à un bord de découpe supérieur 26 irrégulier. Tandis que le bord inférieur 25 peut permettre de définir une section annulaire correspondant à un plan de base du récipient 10 à son extrémité inférieure 10a, dans la conformation tubulaire de la pièce 200, le bord de découpe supérieur 26 inclut deux ou trois sommets T1, T2, T3 pouvant faire partie des portions de saisie 4, 5. - Dans cet exemple de la
figure 5 , le fait de prévoir la ligne de jonction J au niveau d'une des protrusions 2a, 2b, par exemple une ligne de jonction longitudinale passant par une des portions de saisie (ici la portion de saisie 5), permet d'allonger la longueur de la zone de fixation. Optionnellement cette ligne de jonction J correspond à un maximum de longueur de la paroi latérale 2. Ceci rend le récipient 10 plus robuste. - L'une des deux protrusions 2a, 2b, peut être obtenue par réunion de deux protrusions 11, 12 initialement formées dans la pièce 200 à deux extrémités latérales opposées, en faisant chevaucher et correspondre/coïncider, éventuellement à un même niveau de hauteur, les sommets T2 et T3. Ici, on peut obtenir une unique portion de saisie 4 après avoir formé la ligne de jonction J (comme visible sur la
figure 1 par exemple). Dans ce cas non limitatif, la portion de saisie 4 est entièrement inclue dans la protrusion 12 et forme le sommet T3 de la pièce 200 avant l'assemblage, le sommet T2 n'étant pas aussi haut que le sommet T3. Autrement dit, la ligne de jonction J peut s'arrêter avant la portion de saisie 4 ou être décalée par rapport à cette portion de saisie 4. - Plus généralement, on peut prévoir différentes formes de réalisation de la ligne de jonction J et les exemples représentés sont seulement donnés à titre d'illustration. Bien qu'il soit montré deux bords rectilignes B1, B2, des découpes ondulées ou avec une ou plusieurs régions évidées peuvent éventuellement être prévues, sans que cela empêche de conformer la paroi latérale 2 de façon tubulaire.
- En référence à la
figure 3 , dans la configuration fermée du récipient 10, la partie du récipient 10 constituée par la pièce 200 peut être dépourvue de zone pliée à 90° ou plus suivant une ligne ou zone de charnière horizontale (parallèlement au fond 1a). - Le récipient 10 peut être adapté pour diverses contenance en produit P, qui peut être un produit frais alimentaire, par exemple un produit laitier (à base de yaourt selon une option) et/ou une compote, le cas échéant un mélange d'un produit solide (type Muesli, céréales, pépites chocolat, etc.) dans un produit de base fluide ou semi-fluide. Le produit P peut être semi-liquide, solide, ou contenir au moins en partie un liquide. Le produit P est par exemple bien adapté pour être consommé à l'aide d'une cuillère et présente une aptitude à épouser la face intérieure F de la paroi latérale 2.
- La face intérieure F de la paroi latérale 2 et la face supérieure de la paroi de fond 1 sont des faces de contact réalisées par exemple en un matériau et/ou un film ayant une faible perméabilité à l'eau et approuvé pour le contact alimentaire. Au niveau des faces intérieures F1, F2 des protrusions 2a, 2b, le matériau peut être identique à celui de la face intérieure F, à l'exception éventuelle d'une couche optionnelle utilisée pour obtenir la zone de scellage Z ou Z1, Z2.
- Du côté externe, il peut être prévu un matériau et/ou un film de revêtement qui optionnellement n'est pas inflammable.
- En référence aux
figures 3 et 4 , la forme ovale du fond 1a peut faciliter la formation de panneaux opposés 24, 25 constituant deux sous-parties principales de la paroi latérale 2. Lafigure 2 montre, en vue de face, un de ces panneaux 24 (vue de face par rapport à la zone de scellage ou plan de scellage SP). Dans la configuration fermée du récipient 10, ces panneaux 24, 25 sont connectés entre eux par l'intermédiaire de sous-parties étroites pliées/courbées chacune vers l'intérieur et s'étendant verticalement entre la paroi de fond 1 et le niveau de l'ouverture O. En vue de côté du récipient 10 comme montré sur lafigure 3 , on peut voir que chaque sous-partie étroite (étroite par rapport à la largeur des panneaux 24, 25) a une forme géométrique qui est sensiblement triangulaire ou tronconique en s'élargissant vers le fond 1a. Cette forme est perçue en vue de côté par rapport au plan de scellage SP. Les deux sous-parties étroites opposées sont complémentaires des panneaux 24, 25 et donc complètent les panneaux 24, 25 dans la paroi latérale 2. - Les panneaux 24, 25, visibles dans la configuration fermée, peuvent présenter une géométrie identique ou similaire, éventuellement avec une différence d'inclinaison par rapport à la verticale (inclinaison plus ou moins prononcée, en formant un angle plus ou moins proche de 90° par rapport au fond 1a qui est ici horizontal). Ces panneaux 24, 25, tels que vus en face comme sur la
figure 2 par exemple pour le panneau 24, présentent chacun un contour ou forme géométrique qui est trapézoïdale en s'élargissant vers l'ouverture O. - En référence à la
figure 3 , le niveau H1 de remplissage en produit P peut varier légèrement à la baisse en passant d'un état fermé du récipient 10 à un état ouvert. En effet, la zone de scellage Z peut être sensiblement plane (avec une composante ascendante/verticale), en définissant un plan de scellage SP, ce qui implique typiquement, dans cet exemple, une extension coplanaire des protrusions 2a et 2b, au moins pour partie. Cela a pour effet de faire converger l'un vers l'autre les deux panneaux principaux 24, 25 dans la configuration fermée du récipient 10, de sorte que la ligne de pliage 14 séparant la protrusion rabattable 2b du premier panneau 24 peut être adjacente au deuxième panneau 25 dans sa zone de liaison avec la protrusion 2a qui prolonge vers le haut ce panneau 25. L'effet de resserrement entre les panneaux 24, 25 pousse le produit P vers le haut (ce produit P ayant un caractère fluide ou semi-fluide), à un niveau H1 qui est supérieur au niveau H1' montré à droite de lafigure 7 . - En effet, lorsque l'ouverture O a été agrandie et que le récipient 10 présente une configuration/conformation évasée même en vue de côté (avec une surface dans le plan d'ouverture dépassant la surface du fond), comme montré à droite de la
figure 7 , le produit P est un peu redescendu. Cette configuration évasée facilite la récupération et consommation du produit P. Ces niveaux peuvent vérifier la relation suivante : H1' < H1 < H2
où H2 désigne la hauteur du volume intérieur V, mesurée verticalement depuis le fond 1a jusqu'à l'extrémité annulaire supérieure 20 où est formée la ligne de pliage 14. - En référence aux
figures 1 et7 , la face intérieure F1 de la protrusion 2a peut inclure une couche autocollante ou une partie de fixation par contact, au-dessus de l'extrémité annulaire 20 où est définie la ligne de pliage 14. Dans l'exemple non limitatif de lafigure 1 , cette couche se décompose en deux régions 21, 22 qui remontent vers l'extrémité supérieure 10b en se rejoignant dans une partie de jonction proche de la portion de saisie 5. Lors du détachement des deux protrusions 2a, 2b qui sera décrit plus en détail plus loin, ce type de disposition permet d'initier le détachement dès le début de la manipulation d'écartement des portions de saisie 4, 5 respectives associées aux protrusions 2a, 2b. Dans des options de réalisation, les parties de fixation sont réparties autrement sur les faces intérieures F1, F2 des protrusions 2a, 2b. Plus généralement, on comprend que la disposition de la zone de scellage peut être prévue pour qu'une région de celle-ci soit voisine d'au moins une des portions de saisie 4, 5. - En référence à la
figure 2 , on peut voir que la zone de scellage Z1, Z2 s'étend entièrement au-dessus de l'extrémité annulaire 20 où est définie la ligne de pliage 14. La zone de scellage Z1, Z2 a ici une forme de « V » inversé se décomposant en une première sous-zone de scellage Z1 et une deuxième zone de scellage qui rejoint la première sous-zone de scellage Z2 pour une continuité du contact de liaison étanche réalisée par la zone de scellage Z1, Z2. Plus généralement, la zone de scellage peut présenter tout genre de géométrie pour fermer (ici par le haut) l'ouverture O. Il peut être avantageux que la zone de scellage Z présente localement au moins une zone supérieure de rebroussement (intermédiaire entre deux parties de scellage descendantes) et des extrémités 3a, 3b se rapprochant au plus près du niveau supérieur du produit P, par exemple en atteignant le niveau de l'ouverture O. On comprend que, dans tous les cas, la zone de scellage Z ou Z1, Z2 s'étend transversalement à un axe central X de la paroi latérale 2 tubulaire. - Typiquement, la zone de scellage Z ou Z1, Z2 s'étend continûment dans la configuration fermée entre les deux extrémités opposées 3a, 3b qui sont espacées horizontalement l'une de l'autre d'une distance déterminée D3 supérieure à la plus grande dimension caractéristique D1 du fond 1, comme illustré par exemple sur la
figure 2 . - Dans des formes de réalisation préférées, le récipient 10 comprend du papier ou une matière fibreuse similaire (d'origine naturelle de préférence) permettant de former le corps du récipient 10 qui délimite le volume intérieur V. La paroi de fond 1 et la paroi latérale 2 sont par exemple réalisées dans un matériau à base de carton en ayant une épaisseur réduite, par exemple une épaisseur inférieure ou égale à 2 mm, de préférence strictement inférieure à 1,5 mm. Chaque feuille de carton peut être obtenue en étant co-extrudée avec un certain nombre de couches de revêtement plastique. Optionnellement, la structure multicouche (structure typiquement laminée) de l'un et/ou l'autre parmi la paroi de fond 1 et la paroi latérale 2 comprend :
- une couche de polyéthylène ;
- une couche de carton ;
- une couche de polyéthylène.
- Il est permis également d'utiliser le polymère PLA ou autre polymère bien adapté pour des soudures ou fixations à chaud, en substitution du polyéthylène pour au moins l'une des couches de revêtement. Dans des formes de réalisation préférées, un bord de jonction de la paroi latérale 2 présent sur la face externe de cette paroi latérale 2 est recouvert d'un revêtement plastique, par exemple déposé sous la forme d'un jet/spray. Ceci constitue une protection de la bande en chevauchement constituant la jonction J bord à bord de la paroi latérale 2 telle que conformée de façon tubulaire, sachant que cette jonction J se situe dans une partie déformable du récipient 10.
- En référence aux
figures 6 et 7 , on comprend que le récipient 10 initialement fermé peut être aisément saisi respectivement par la portion de saisie 4 et la portion de saisie 5, le consommateur pinçant ces portions 4, 5 entre son pouce et son index puis écartant les portions de saisie 4, 5, de façon à ainsi écarter les protrusions 2a et 2b dans une vue de côté par rapport au plan de scellage. Lafigure 7 montre la possibilité de faire évoluer l'écartement des protrusions 2a, 2b lors de l'actionnement, en particulier en maintenant la portion de saisie 5 dans une position dressée (avec la protrusion 2a sensiblement verticale ici) tout en continuant de déplacer la portion de saisie 4 prévue dans la protrusion rabattable 2b. - Le matériau de la paroi latérale 2 et des protrusions 2a, 2b est compatible avec la formation de stries, obtenues par exemple par écrasement localisé du matériau fibreux et/ou cellulosique intégré dans l'épaisseur de ce matériau. Un ou plusieurs ensembles de stries S14a, S14b, FL1, FL2, strie isolée ou reliefs d'assistance à la déformation et /ou au pliage peuvent faciliter l'obtention, dans la partie supérieure de la paroi latérale 2, d'une géométrie adaptée à la consommation du produit P.
- Au moins dans la protrusion rabattable 2b, il peut être prévu des stries qui constituent chacune une ligne de pliage prédéterminé. En référence aux
figures 5 et6 , les stries sont prévues exclusivement dans une des deux sous-parties ou panneaux constituant les deux faces principales opposées du récipient 10 dans sa configuration fermée. Un caractère asymétrique du récipient 10 peut ainsi être obtenu en plaçant des stries horizontales exclusivement sur le panneau 24 relié à la protrusion 2b à rabattre pour libérer et élargir l'ouverture O. La strie S14 placée dans le plan de l'ouverture O (cette strie pouvant résulter de la combinaison de plusieurs stries, par exemple les deux stries S14a, S14b montrées sur lafigure 5 ) forme ainsi la ligne de pliage 14. La strie S14 peut présenter une longueur sensiblement égale à un demi-périmètre de l'extrémité annulaire 20 bordant l'ouverture O. Bien entendu, toute autre déformation locale ou étape de traitement physico-chimique peut être utilisée pour former une ligne de pliage permettant de former une protrusion rabattable 2b suivant un pliage prédéterminé. - D'autres lignes de pliage parallèles à la ligne de pliage 14, déjà présentes dans la configuration fermée du récipient 10, sont optionnellement formées à l'aide de stries FL1 qui peuvent être réparties sur la protrusion rabattable 2b, tandis que l'autre protrusion 2a peut être lisse et dépourvue de lignes de pliage. Il est typiquement prévu que ces lignes de pli, ici formées par des stries espacées d'au moins 3 mm l'une de l'autre soient plus courtes que la ligne de pliage 14, comme visible en vue de face dans la configuration fermée.
- En référence à la
figure 7 , le pliage du rabat formé par la protrusion 2b se fait en basculant vite la portion de saisie/actionnement correspondante (portion de saisie 4 de lafigure 6 ) vers le bas. En décomposant le mouvement de la protrusion 2b, qui peut être réalisée en une seconde par exemple, l'inversion d'orientation de la portion de saisie 4 peut être réalisée avant que la protrusion 2b soit rabattue à plus de 45° autour de la ligne de pliage 14, ce qui est permis à l'aide des petites lignes de pliage FL1. La fin de la course peut alors consister à tirer vers le bas la protrusion 2b en continuant de plier et rabattre vers l'extérieur la partie la plus basse de la protrusion 2b, jusqu'à obtenir la position complètement rabattue du type visible sur lafigure 1 , typiquement sans élargissement important de l'ouverture O. Ainsi, à supposer que le consommateur utilise sa main droite pour tirer la portion de saisie 4, il peut en un seul geste rabattre la protrusion 2b. Ensuite, en utilisant sa main gauche pour saisir le récipient 10 par la périphérie de la paroi latérale 2, un geste additionnel de pression par les côtés par sa main gauche, en exerçant une pression comme illustré sur la droite de lafigure 7 par les deux flèches en sens opposés, suffit à élargir l'ouverture O en écartant davantage les bases respectives des protrusions 2a et 2b. - Plus généralement, on comprend que l'ensemble de ces stries 14, FL1, qui sont parallèles, assiste et guide le pliage vers l'extérieur et vers le bas de la protrusion 2b. Il est ainsi permis de rabattre rapidement la protrusion 2b dans un premier temps, sans trop élargir l'ouverture O. Puis dans un second temps, à l'état abaissé de la protrusion rabattable, il est aisé d'élargir l'ouverture O sans déplier la protrusion 2b qui reste ainsi rabattue. Autrement dit, la présence d'une série de stries FL1, par exemple au moins trois stries parallèles, permet de privilégier l'action de rabattement vis-à-vis de l'action d'élargissement d'ouverture O, lorsque que les protrusions 2a, 2b sont écartées l'une de l'autre par une traction en sens opposé au niveau des portions de saisie 4, 5.
- Dans certaines options, on prévoit de former, par exemple de façon asymétrique et seulement sur le panneau 24, du même côté que la protrusion rabattable 2b, des stries FL2 ou reliefs similaires à extension verticale, comme visible notamment sur les
figures 5 et6 . Les stries FL2 peuvent s'étendre verticalement de part et d'autre de la ligne de pliage 14 et contribuent à assister/aider la fin de la course dans le mouvement de pliage de la protrusion 2b, par exemple en évitant la formation d'angle(s) bloquant la course du rabat. - En pratique, ces stries FL2 (ici au nombre d'au moins cinq ou six) peuvent procurer un effet de guidage, afin d'arrondir plus aisément la paroi latérale 2 et en évitant la formation d'un angle prononcé ou profil en V qui serait visible en vue de dessus. L'arrondi de ligne de pliage 14 peut alors être proche ou identique de l'illustration de la
figure 1 , en évitant de former un angle prononcé à proximité de la ligne de jonction J. - Dans certaines formes de réalisation, du côté du panneau 25 où aucun pli, amorce de pli ou strie n'est prévu (la protrusion 2a n'étant pas rabattue), on obtient une surface lisse qui peut permettre de réaliser une impression. Plus généralement, on peut réaliser tout type de marquage (éventuellement un gaufrage) sur la surface sans ligne de pliage, une telle surface étant favorable à la visibilité d'informations, par exemple d'informations à propos du produit P contenu dans le volume intérieur V. L'aspect aplati du panneau 25 rend en outre la lecture de telles informations aisée pour un consommateur observant le récipient 10 dans un état entreposé sur une étagère d'un magasin ou dans une situation de présentation analogue.
- Les
figures 9A et 9B montrent la façon dont le récipient 10 peut être manipulé, en passant d'une configuration compacte à une configuration déployée, puis à une configuration ouverte permettant la consommation du produit P contenu dans le volume intérieur V de la paroi latérale 2. Des lignes de pli FL1 peuvent aussi être prévues dans ce mode de réalisation pour faciliter le pliage de la protrusion 2b avec une conformation arquée (bombée vers l'extérieur) compatible avec une large ouverture O du récipient 10. Il s'agit d'un mode de réalisation optionnel. - Comme visible sur la
figure 9A , les deux protrusions 2a, 2b peuvent être rabattues d'un même côté contre la face externe de la paroi latérale 2, dans une configuration de fermeture modifiée avec tout ou partie de la zone de scellage rabattue pour s'étendre sous le niveau d'une ligne de pliage 14' extérieure ici prévue sur la protrusion 2a. On comprend que cette configuration limite l'encombrement en hauteur du récipient 10. - Plus généralement, tout ou partie de la zone de scellage peut être mobile à l'état scellé des deux protrusions 2a, 2b, en particulier lorsque l'on souhaite minimiser la hauteur du récipient 10 lors d'étapes de transport et/ou de stockage. Autrement dit, le récipient 10 possède une extrémité mobile (par pivotement ou pliage suivant la ligne 14') pour pouvoir être rabattue dans une configuration fermée modifiée. Comme montré la
figure 9A , l'utilisateur peut libérer et/ou saisir l'extrémité mobile du récipient 10 pour la redresser, afin de passer de la configuration fermée modifiée à la configuration fermée telle que montrée sur lesfigures 2 ,3 et6 . Dans la configuration fermée modifiée, les portions de saisie 4, 5 sont rabattues avec les protrusions 2a, 2b et ainsi protégées d'une manipulation d'ouverture accidentelle. Eventuellement, il peut être prévu un élément d'attache, par exemple une pastille adhésive 60, permettant de maintenir la configuration fermée modifiée. La pastille adhésive 60 est par exemple située sur un côté de fixation et collée latéralement à la fois sur la paroi latérale 2 et sur une partie d'extrémité du récipient incluant au moins une des portions de saisie, ici la portion de saisie 5 de la protrusion 2a. - La pastille adhésive 60 comporte une languette 60a ou une tirette analogue constituant une portion de saisie pour décoller une partie de cette pastille et la replier vers le bas. En pratique, après avoir décollé cette partie supérieure de la pastille adhésive 60, l'utilisateur libère l'extrémité mobile qui peut se redresser vers le haut. De cette façon, les portions de saisie 4 et 5 peuvent présenter une configuration opérationnelle permettant l'ouverture du récipient 10. Dans cet exemple non limitatif, ces portions de saisie 4 et 5 s'étendent vers le haut par rapport au reste des protrusions correspondantes 2a et 2b, ce qui correspond à la configuration fermée déployée. Plus généralement, on comprend que dans la configuration fermée déployée/permettant l'opération d'ouverture, on retrouve la protrusion rabattable 2b en position saillante vers le haut, depuis la ligne de pliage 14.
- En référence à présent à la
figure 9B , la protrusion rabattable 2b peut-être pliée vers l'extérieur et venir en contact avec une partie de la face adhésive de la pastille 60. En effet, comme cette partie de la face adhésive 61 a été retournée vers l'extérieur, elle constitue un support de fixation/maintien en position rabattue de la protrusion 2b. Dans l'exemple illustré, la portion de saisie 4 vient en contact contre la face adhésive 61. Il faut souligner que ce mode de réalisation évite de décoller entièrement la pastille 60, afin qu'elle ne constitue pas une pièce détachée et perdable. En effet il reste une partie fixe 62, appartenant à la pastille 60, qui n'est pas décollée de la paroi latérale 2. - Le collage de la pastille 60 peut être réalisé avec deux forces d'adhésion différentes : plus forte pour la partie 62 qui est fixe et plus faible pour la partie 61 qui est pelable. La pastille 60 est réalisée d'un seul tenant et peut consister en un matériau de feuille multicouche, de préférence sans couche métallique.
- L'obtention d'une large ouverture O s'obtient typiquement de la même façon déjà décrite en référence par exemple à la
figure 7 . Une pression vers l'intérieur par l'utilisateur sur la paroi latérale 2, de part et d'autre de la protrusion 2b rabattue, permet d'agrandir la section de l'ouverture O sans pour autant relever le rabat formé par la protrusion 2b. La consommation du produit P peut alors se faire aisément, par exemple par un ustensile U tel qu'une cuillère, une fourchette ou tout autre ustensile(s) adapté(s). - Dans les modes de réalisation illustrés, les portions de saisie 4, 5 sont asymétriques et l'une d'elles présentes un orifice 50, 50' facilitant le support du récipient dans des étagères ou rayons de magasins. Les portions de saisie 4, 5 sont typiquement intégrées dans les protrusions 2a, 2b, sans pliage ou changement de direction, en faisant saillie vers le haut/s'étendant plus haut respectivement par rapport à un bord en vis-à-vis de l'autre protrusion 2a ou 2b. L'extrémité supérieure du récipient 10 peut alors inclure ces deux portions de saisie 4, 5 à l'état fermé. Ainsi, les portions de saisie 4, 5 peuvent être alignées dans un plan SP qui inclut la zone de scellage Z ; Z1, Z2.
- Alternativement, différentes formes, symétriques ou non symétriques, peuvent être prévues pour les portions de saisie 4, 5. Par exemple, au moins une des portions de saisie 4, 5 peut ne pas atteindre l'extrémité supérieure du récipient 10 à l'état fermé et/ou peut former une languette placée extérieurement au plan de scellage SP.
- Chaque portion de saisie peut s'étendre, verticalement ou en biais, depuis une ligne de base jusqu'une extrémité supérieure libre. Chaque ligne de base de la portion de saisie 4 ou 5 est alors alignée avec un bord de délimitation de l'autre protrusion, bord de délimitation duquel dépasse la portion de saisie considérée 4 ou 5. Typiquement, celle ligne de base est allongée et dépasse 25 ou 30 mm pour chacune des protrusions 4, 5, ce qui rend ces protrusions robustes et aisées à saisir. Elles sont réalisées optionnellement à base de carton laminé ou matière cellulosique analogue suffisamment compressée et/ou protégée par un revêtement pour être résistante à la déchirure, de sorte qu'elles sont en pratique impossibles à déchirer accidentellement.
- En référence à la
figure 5 , les protrusions 2a, 2b peuvent chacune - ou au moins l'une d'entre elles - se rétrécir vers le haut dans la configuration fermée en étant délimitée par deux bords de délimitation 41, 42 ou 51, 52. On comprend que la portion de saisie 4, 5 peut correspondre à une région de la protrusion vers laquelle convergent les deux bords de délimitation 41, 42 ou respectivement 51, 52. - En référence à présent aux
figures 4, 5 et8 , on décrit un exemple non limitatif de fabrication d'un récipient 10, par utilisation de matériaux en feuille tels que du carton laminé. - La pièce 200 illustrée sur la
figure 5 peut être obtenue après quelques étapes dont une ou plusieurs étapes de découpe et des étapes de traitement permettant de définir la ligne de pliage 14 pour replier la deuxième protrusion 2b rabattable ainsi que d'autres lignes de pliage et/ou d'affaiblissement de matière. - Comme visible sur la
figure 8 , on peut prévoir de dévider un rouleau R1 constitué d'un matériau en feuille ayant la structure multicouche adaptée (telle que décrite ci-dessus, par exemple PE/carton/PE). Une étape 51 de découpe est réalisée, optionnellement à haute cadence, par un outil de découpe UC afin d'obtenir des morceaux de feuille, ici de forme trapézoïdale. On comprend que la pièce 200 peut résulter d'une découpe faite en une seule fois ou éventuellement se décomposant en une découpe initiale et une découpe secondaire d'un morceau de matériau en feuille MF. Dans l'exemple illustré, à titre de simplification, les protrusions ont été omises dans l'étape 51 de découpe. Cependant, il peut être préféré de réaliser le contour des deux protrusions 2a, 2b dès cette découpe initiale réalisée à l'étape 51. Autrement dit, cette découpe permet de définir le bord inférieur 25 final, les deux côtés ou bords latéraux B1, B2 (dans une forme générale qui est alors proche d'un trapèze) et aussi les deux protrusions 2a, 2b. On obtient donc la pièce 200. Comme montré sur lafigure 5 , il est prévu des bords latéraux B1, B2 qui s'éloignent l'un de l'autre au fur et à mesure qu'on s'éloigne du bord inférieur 25 et qu'on s'approche du niveau de l'ouverture O. Ce type de géométrie des bords latéraux B1, B2 est avantageux pour bénéficier d'un effet de déformation accru au niveau de l'ouverture O. - Chaque pièce 200 est ensuite soumise à une série de traitements pour une mise en forme. Par exemple, on peut directement chauffer les portions de bande formée dans les marges latérales de chaque morceau (marges incluant les bords B1, B2) et conformer en manchon la pièce 200. Une empreinte tournante à géométrie tronconique peut former un support pour que la pièce 200 soit enroulée autour de cette empreinte, de sorte qu'elles forment un manchon en raison du chevauchement des marges ou portions de bande latérales. Cette étape 52 de mise en forme peut optionnellement combiner le chauffage et l'enroulement de la pièce 200.
- Typiquement, une étape 53 de protection de bord est réalisée afin de recouvrir le ou les bords B1, B2, qui interviennent pour former la partie de jonction J, d'un revêtement qui améliore l'étanchéité aux liquides. De cette façon, la partie de jonction J de la paroi latérale 2 est durablement étanche (compte tenu de la durée de transport/conservation en, magasin puis chez le consommateur, en particulier s'il s'agit d'un produit à conserver au frais dans un réfrigérateur). A l'issue de l'étape 52 de mise en forme et de cette étape 53 optionnelle, la pièce 200 est dans sa conformation finale et forme déjà la paroi latérale 2 pourvue des protrusions 2a, 2b, sans toutefois être connectée à la paroi de fond 1.
- Ainsi, on peut réaliser une strie S14 ou affaiblissement similaire pour former la ligne de pliage 14 avant l'étape 52 de mise en forme. De la même façon, les groupes de stries horizontales FL1 dans la protrusion 2b et/ou de stries FL2 à composante verticale de part et d'autre de la strie S14 peuvent être réalisés avant l'étape 52, respectivement par pression d'au moins un organe à empreintes/reliefs.
- L'orifice 50, 50' illustré comme formé dans une des protrusions 2a, 2b, ici dans la partie de saisie 5 de la protrusion 2a dans l'exemple non limitatif des
figures 2 et6 , peut aussi être percé avant l'étape 52 de mise en forme. Ce type d'orifice 50, 50' peut faciliter la présentation et/ou le rassemblement (par exemple en rangée) d'un ensemble de récipients liés par une cordelette, collier, mousqueton ou élément similaire de liaison traversant chaque orifice des récipients du même ensemble. Eventuellement un sachet d'un contenu pouvant être associé au produit P du récipient peut accompagner le récipient 10 en étant aussi attaché à la cordelette collier, mousqueton ou élément similaire de liaison. - Parallèlement à la production des pièces 200 formant les parois latérales 2, des parois de fond 1 sont conçues aussi à partir d'une bobine matériau laminé, de préférence comprenant une couche de papier ou de carton, par exemple le même matériau que la paroi latérale 2. Après une étape de découpe 54 pouvant utiliser un équipement similaire à celui de l'étape 51, hormis pour le type de contour de découpe (qui peut être une découpe ovale), une étape 55 de mise en forme est réalisée pour plier la région annulaire périphérique de la pièce correspondante, de façon à obtenir la pliure périphérique LP et créer la bordure 1b, ici entourant un organe d'assemblage 18 à empreinte tronconique.
- La connexion entre les éléments de paroi 1 et 2 est par exemple réalisée par une étape 61 de positionnement avec chevauchement de la partie de fixation FP1 sur la bordure 1b, à l'issue de laquelle la paroi latérale 2 est maintenue dans une position prédéterminée fixe par rapport à la paroi de fond 1. La
figure 8 illustre une dernière étape 62 consistant en une fixation à chaud de la paroi de fond 1. Le récipient 10 prêt à être rempli peut alors être obtenu en réalisant un chauffage et éventuellement un traitement en pression, permettant d'attacher de façon étanche la face externe de la bordure 1b à l'intérieur de la partie de fixation FP1. - Dans certaines options, un ou des traitements d'étanchéité peuvent être réalisés au cours de l'étape 62 ou après l'étape 62. Par exemple, on peut étanchéifier la jonction J dans un état assemblé des parois 1 et 2.
- Le remplissage tel que montré sur la
figure 1 , utilisant tout type de système verseur de doses en produit P, peut être effectué ensuite, avant l'étape finale de fermeture en réalisant la zone de scellage Z ou Z1, Z2. - Il doit être évident pour les personnes versées dans l'art que la présente invention permet des modes de réalisation sous de nombreuses autres formes spécifiques sans l'éloigner du domaine d'application de l'invention comme revendiqué.
- Ainsi, bien que les figures montrent un récipient 10 dont la paroi latérale 2 est réalisée une seule pièce, une face latérale incluant des parties rapportées peut être prévue. On peut aussi insérer dans la paroi latérale 2 toutes sortes d'éléments facilitant la prise en main, en particulier une ou plusieurs surfaces texturées, des nervures ou autres caractéristiques de surface comparables, seulement du côté de la protrusion 2b ou ailleurs. Dans certaines utilisations, il peut être prévu un anneau (éventuellement à effet de rappel élastique) ou un manchon, par exemple configuré pour entourer une partie supérieure de la face externe de la paroi latérale 2. Un gobelet rigide à section comparable à la section de l'ouverture O du récipient 10 dans un état ouvert peut aussi former un support du récipient 10. Un tel anneau ou gobelet, réutilisable, permet par exemple de faire passer plus facilement la section transversale de l'extrémité haute de la paroi latérale 2 d'une forme ovale allongée (allongée en direction des interstices N1, N2 respectifs formés entre les deux protrusions 2a, 2b) à une forme sensiblement circulaire qui peut faciliter la consommation du produit P, le cas échéant à l'aide d'une cuillère. L'anneau ou gobelet peut servir pour obtenir la conformation montrée sur la droite de la
figure 7 , typiquement après avoir rabattu la protrusion 2b. - Par ailleurs, bien qu'un remplissage par le haut soit préféré comme illustré sur la
figure 1 , le remplissage en produit P peut être réalisé de diverses façons, éventuellement par le bas avant de réaliser une étape de fermeture définitive par le bas dans certaines variantes, le remplissage pouvant s'effectuer alors à l'opposé de l'ouverture a prévue pour récupérer/consommer le produit P.
Claims (16)
- Récipient (10) destiné au conditionnement d'un produit, comprenant :- un fond (1a) ;- une paroi latérale (2) délimitant un volume intérieur (V), la paroi latérale (2) s'étendant vers le haut à partir du fond (1a) jusqu'à une extrémité annulaire (20) délimitant une ouverture (O) d'accès au volume intérieur (V) ;le récipient (10) ayant une configuration fermée et étant caractérisé en ce qu'il comporte en outre deux protrusions distinctes (2a, 2b) pour obtenir la configuration fermée, dans laquelle les deux protrusions (2a, 2b) sont simultanément :- en saillie à l'opposé du fond (1a), depuis l'extrémité annulaire (20) de la paroi latérale (2), et- scellées l'une sur l'autre de manière à former une zone de scellage (Z ; Z1, Z2) pour fermer hermétiquement ladite ouverture (O),le récipient (10) présentant deux portions de saisie (4, 5), réparties sur les deux protrusions (2a, 2b), chacune des deux portions de saisie (4, 5) étant agencée au-delà de la zone de scellage (Z ; Z1, Z2).
- Récipient selon la revendication 1, dans lequel les deux portions de saisie (4, 5) sont décalées entre elles.
- Récipient selon la revendication 1 ou 2, dans lequel au moins une des deux protrusions est une protrusion (2b) comprenant un rabat vers l'extérieur.
- Récipient selon la revendication 1 ou 2, dans lequel au moins une des deux protrusions est une protrusion (2b) rabattable vers l'extérieur,
et dans lequel l'ouverture (O) est en partie délimitée par une ligne de pliage (14) permettant de rabattre ladite protrusion rabattable (2b), de préférence de façon à ce que la protrusion rabattable (2b) s'étende vers le bas depuis la ligne de pliage (14). - Récipient selon la revendication 4, dans lequel la protrusion rabattable (2b) est déplaçable entre :- une première position pour fermer le récipient (10) en étant accolée contre la face intérieure de l'autre des deux protrusions (2a), la protrusion rabattable (2b) s'étendant vers le haut depuis la ligne de pliage (14) qui est parallèle au fond (1a), et- une deuxième position, dans laquelle le récipient (10) est ouvert grâce au pliage de la protrusion rabattable (2b), ce pliage étant réalisé vers l'extérieur à l'opposé de l'autre protrusion (2a) qui reste de préférence en saillie vers le haut.
- Récipient selon l'une quelconque des revendications précédentes, dans lequel la zone de scellage s'étend transversalement à un axe central (X) de la paroi latérale (2) , la zone de scellage (Z ; Z1, Z2) s'étendant entre deux extrémités opposées (3a, 3b) qui, dans la configuration fermée et dans un état dressé verticalement de la paroi latérale (2), sont espacées horizontalement l'une de l'autre d'une distance déterminée (D3) supérieure à la plus grande dimension caractéristique (D1) du fond (1a) qui s'étend horizontalement.
- Récipient selon l'une quelconque des revendications précédentes, dans lequel la paroi latérale (2) et les deux protrusions (2a, 2b) sont réalisées d'une seule pièce, de préférence une pièce (200) se présentant sous la forme d'une découpe d'un matériau laminé ou en feuille.
- Récipient selon la revendication 7, dans lequel ladite pièce (200) est à base d'un matériau déformable incluant un matériau cellulosique et conformée en manchon par chevauchement de deux portions de bande qui :- incluent chacune un bord latéral (B1, B2) de la paroi latérale (2) ; et- sont fixées l'une sur l'autre de façon à former une barrière étanche aux liquides.
- Récipient selon l'une quelconque des revendications précédentes, dans lequel la zone de scellage (Z ; Z1, Z2) s'étend linéairement ou suivant deux dimensions et définit un plan de scellage (SP), les deux protrusions (2a, 2b) étant accolées au moins en partie l'une à l'autre pour s'étendre parallèlement à ce plan de scellage (SP).
- Récipient selon l'une quelconque des revendications précédentes, dans lequel le périmètre de la paroi latérale (2) augmente avec la distance par rapport au fond (1a).
- Récipient selon l'une quelconque des revendications précédentes, dans lequel l'une au moins des deux protrusions (2a, 2b) se rétrécit vers le haut dans la configuration fermée en étant délimitée par deux bords de délimitation (41, 42 ; 51, 52) et présente une portion de saisie (4, 5), qui est l'une parmi lesdites deux portions de saisie, vers laquelle convergent les deux bords de délimitation (41, 42 ; 51, 52).
- Récipient selon l'une quelconque des revendications précédentes, dans lequel le fond (1a) a un bord externe de forme ovale ou polygonale, de préférence de forme ovale, de façon à présenter un plus grand diamètre (D1) ou diamètre maximal et un plus petit diamètre (D2), la paroi latérale (2) étant configurée pour élargir, par écartement entre les deux protrusions (2a, 2b) dans un état ouvert du récipient (10), une dimension de l'ouverture (O) suivant une direction d'élargissement parallèle à la direction du plus petit diamètre (D2).
- Récipient selon l'une quelconque des revendications précédentes, dans lequel la zone de scellage (Z1, Z2) a une forme de « V » inversé et/ou présente localement au moins une zone supérieure de rebroussement.
- Récipient selon l'une quelconque des revendications précédentes, dans lequel tout ou partie de la zone de scellage (Z ; Z1, Z2) fait partie d'une extrémité rabattue du récipient (10) dans une configuration fermée modifiée, les deux protrusions (2a, 2b) étant dans un état plié d'un même côté latéral du récipient dans la configuration fermée modifiée.
- Procédé d'assemblage pour obtenir le récipient (10) selon l'une quelconque des revendications précédentes, en délimitant axialement le volume intérieur (V) entre un fond (1a) délimitant un bas du récipient et une partie de fermeture axiale recouvrant une ouverture (O) d'accès par le haut au volume intérieur (V), le procédé comprenant successivement les étapes consistant essentiellement à :- fournir une pièce (200) initialement plane résultant d'une découpe d'un matériau en feuille, présentant deux protrusions ou oreilles distinctes (2a, 2b) en saillie par rapport à une partie de formation d'une paroi latérale (2) du récipient (10),- conformer de façon annulaire la pièce (200) pour obtenir la paroi latérale (2) délimitant le volume intérieur (V),- connecter à une première extrémité de la paroi latérale (2) une paroi de fond (1) pour constituer le fond (1a), l'ouverture (O) étant située à une deuxième extrémité opposée à la première extrémité, de sorte qu'à l'état verticalement dressé du récipient (10), la paroi latérale (2) s'étend de manière ascendante à partir du fond (1a) jusqu'à une extrémité annulaire (20) délimitant l'ouverture (O),- remplir le volume intérieur (V) en produit (P) au travers de l'ouverture (O), et- fermer l'ouverture (O) de façon hermétique en rapprochant et en fixant entre elles les deux protrusions (2a, 2b), de façon à ce que, dans un état fermé du récipient (10) les deux protrusions (2a, 2b) sont simultanément en saillie à l'opposé du fond (1a), depuis l'extrémité annulaire (20) de la paroi latérale (2), et scellées l'une sur l'autre en formant une zone de scellage (Z ; Z1, Z2) permettant de fermer hermétiquement ladite ouverture (O),et dans lequel deux portions de saisie (4, 5) sont réparties sur les deux protrusions (2a, 2b), chacune des deux portions de saisie (4, 5) étant agencée au-delà de la zone de scellage (Z ; Z1, Z2).
- Utilisation du récipient (10) selon l'une quelconque des revendications 1 à 14, dans laquelle pour ouvrir le récipient (10), les deux protrusions (2a, 2b) sont successivement :- dressées à l'opposé du fond (1a), dans ladite configuration fermée,- séparées l'une de l'autre en écartant les deux portions de saisie (4, 5) jusqu'à rabattre sélectivement une des deux protrusions (2b) vers l'extérieur,ce grâce à quoi le récipient (10) est ouvert en rompant une jonction de scellage réalisée entre les faces internes respectives des deux protrusions (2a, 2b) sans séparer l'une quelconque des deux protrusions (2a, 2b) de la paroi latérale (2).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1913727A FR3104142B1 (fr) | 2019-12-04 | 2019-12-04 | Recipient du type sans couvercle et methode d’assemblage du recipient |
| PCT/FR2020/052256 WO2021111080A1 (fr) | 2019-12-04 | 2020-12-03 | Recipient du type sans couvercle et methode d'assemblage du recipient |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4069596A1 EP4069596A1 (fr) | 2022-10-12 |
| EP4069596B1 true EP4069596B1 (fr) | 2023-11-15 |
Family
ID=70008685
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20828036.2A Active EP4069596B1 (fr) | 2019-12-04 | 2020-12-03 | Recipient du type sans couvercle et methode d'assemblage du recipient |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230002103A1 (fr) |
| EP (1) | EP4069596B1 (fr) |
| FR (1) | FR3104142B1 (fr) |
| WO (1) | WO2021111080A1 (fr) |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2074824A (en) * | 1935-03-16 | 1937-03-23 | Karlsson-Ygger Albert | Container |
| DE1052305B (de) * | 1955-02-15 | 1959-03-05 | Jagenberg Werke Ag | Fluessigkeitsdichter Papier- oder Kartonbehaelter mit Faltverschluss und Ausgusstuelle |
| US2949370A (en) * | 1957-09-23 | 1960-08-16 | Ree Ceel Corp | Package |
| US3419137A (en) * | 1967-11-14 | 1968-12-31 | Bard Inc C R | Closed-end peel package |
| US4332577A (en) * | 1978-10-13 | 1982-06-01 | Novus Corp. N.V. | Packaging |
| US5018646A (en) * | 1988-11-23 | 1991-05-28 | S. C. Johnson & Son, Inc. | Squeezable fluid container |
| US5352466A (en) * | 1991-10-15 | 1994-10-04 | Kraft General Foods, Inc. | Tabbed easy-open brick coffee package |
| GB9217932D0 (en) | 1992-08-22 | 1992-10-07 | Weston Terence E | Snap action closure |
| US5655707A (en) * | 1996-05-30 | 1997-08-12 | International Paper | Paperboard carton with cohesive closure |
| US6200028B1 (en) * | 1997-09-22 | 2001-03-13 | Technical Developers, Inc. | Convertible package and bowl type container |
| US5960987A (en) | 1998-04-16 | 1999-10-05 | Flip Cup Company, Llc | Self sealing drinking dispenser |
| ES1044375Y (es) | 1999-10-14 | 2000-10-16 | Polarcup S A | Vaso desechable mejorado. |
| US20060188180A1 (en) * | 2005-02-24 | 2006-08-24 | Hirofusa Otsubo | Plastic bags with gripping tabs |
| US20070102317A1 (en) * | 2005-11-08 | 2007-05-10 | Colgate-Palmolive Company | Easy open thermoformed package |
| US20070202284A1 (en) * | 2006-02-24 | 2007-08-30 | The Quaker Oats Company | Cost-effective, sanitary, high-barrier microwavable wrapper |
| US9751655B2 (en) * | 2009-06-12 | 2017-09-05 | Compleat Llc | Vessel with folded dam |
| US8678651B2 (en) * | 2010-07-19 | 2014-03-25 | S.C. Johnson & Son, Inc. | Disposable storage bags |
| US20140193102A1 (en) * | 2011-08-31 | 2014-07-10 | Angela Weir | Easy Open Storage Bag Container |
| US8746545B2 (en) * | 2012-08-09 | 2014-06-10 | Russell E. Houck | Drink cup for road running races |
| US9114914B2 (en) * | 2012-09-28 | 2015-08-25 | S.C. Johnson & Son, Inc. | Storage bag with textured area on lips to facilitate closing process |
| US20200102111A1 (en) * | 2018-09-28 | 2020-04-02 | Robin Thurgood | Recyclable Cup |
| CA3155057A1 (fr) * | 2019-10-17 | 2021-04-22 | Cyril Michel DROUET | Gobelet, ebauche de gobelet et procede de formation d'un gobelet |
| WO2021117158A1 (fr) * | 2019-12-11 | 2021-06-17 | 北越パッケージ株式会社 | Contenant en papier |
-
2019
- 2019-12-04 FR FR1913727A patent/FR3104142B1/fr active Active
-
2020
- 2020-12-03 US US17/782,455 patent/US20230002103A1/en active Pending
- 2020-12-03 EP EP20828036.2A patent/EP4069596B1/fr active Active
- 2020-12-03 WO PCT/FR2020/052256 patent/WO2021111080A1/fr unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US20230002103A1 (en) | 2023-01-05 |
| FR3104142A1 (fr) | 2021-06-11 |
| FR3104142B1 (fr) | 2021-12-17 |
| EP4069596A1 (fr) | 2022-10-12 |
| WO2021111080A1 (fr) | 2021-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR1450445A (fr) | Becs verseurs pour récipients et procédé pour leur fabrication | |
| EP2221258B1 (fr) | Récipient notamment pour produits solides ou pâteux, son procédé de fabrication et conditionnement comportant ce récipient et un container le recevant | |
| FR2772011A1 (fr) | Etui pour produits, et article obtenu | |
| FR1278952A (fr) | Perfectionnements aux récipients d'emballage et à leurs procédés de fabrication | |
| FR2929597A1 (fr) | Ensemble de decoupes en carton, boite et procede de formation de boite avec de telles decoupes | |
| CA2780296C (fr) | Emballage d'un produit alimentaire portionnable | |
| EP0290356B1 (fr) | Gobelet pliable avec dispositif d'inviolabilité | |
| EP4069596B1 (fr) | Recipient du type sans couvercle et methode d'assemblage du recipient | |
| FR3002209A1 (fr) | Emballage, notamment pour un produit alimentaire, et contenant correspondant | |
| FR2772009A1 (fr) | Etui pour produits, et article obtenu | |
| FR3013039A1 (fr) | Emballage de carton decoupable integrant un coupon detachable | |
| FR2966447A1 (fr) | Ensemble de conditionnement de produits a texture pateuse ou semi-liquide, et procede de fabrication correspondant | |
| EP3144238B1 (fr) | Emballage et flan pour emballage avec dispositif d'ouverture perfectionné | |
| EP2354031B1 (fr) | Contenant operculé | |
| EP3445671A1 (fr) | Sac de transport d'article | |
| FR2614873A1 (fr) | Gobelet pliable avec dispositif d'inviolabilite | |
| WO2017211568A1 (fr) | Procede de fabrication d'un gobelet comportant un flanc pince et colle dans sa partie superieure, et gobelet issue du procede | |
| WO2013001197A1 (fr) | Ensemble alimentaire et son procédé de fabrication et gabarit pour la mise en œuvre dudit procédé | |
| FR3065148A1 (fr) | Ensemble comprenant un produit de boulangerie et un recipient dudit produit et procede de conditionnement d’un produit de boulangerie pour l’obtention d’un tel ensemble | |
| EP2544966B1 (fr) | Emballage d'un produit alimentaire portionnable | |
| FR2986785A1 (fr) | Ensemble de conditionnement de produits a texture pateuse ou semi-liquide. | |
| FR2943639A1 (fr) | Boite de section triangulaire pour le conditionnement et la distribution de produits et flan permettant de realiser une telle boite. | |
| WO1995030600A1 (fr) | Dispositif d'ouverture facile et controlee d'un sachet souple et sachet ainsi obtenu | |
| BE525690A (fr) | ||
| FR2845311A1 (fr) | Gobelet et son procede de fabrication |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20220608 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20230612 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602020021236 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20231121 Year of fee payment: 4 Ref country code: DE Payment date: 20231208 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20231115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1631566 Country of ref document: AT Kind code of ref document: T Effective date: 20231115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240315 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240216 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240215 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240315 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240102 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240215 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602020021236 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20231231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231115 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231203 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231231 |