EP4023358A1 - Trennmittelfreier aluminiumbandguss - Google Patents
Trennmittelfreier aluminiumbandguss Download PDFInfo
- Publication number
- EP4023358A1 EP4023358A1 EP21150174.7A EP21150174A EP4023358A1 EP 4023358 A1 EP4023358 A1 EP 4023358A1 EP 21150174 A EP21150174 A EP 21150174A EP 4023358 A1 EP4023358 A1 EP 4023358A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- casting
- strip
- chain
- aluminum alloy
- melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0665—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating
- B22D11/0674—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating for machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0605—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by two belts, e.g. Hazelett-process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
- B22D11/003—Aluminium alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0622—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by two casting wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0648—Casting surfaces
- B22D11/0651—Casting wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0648—Casting surfaces
- B22D11/0654—Casting belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0665—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0665—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating
- B22D11/0668—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating for dressing, coating or lubricating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0697—Accessories therefor for casting in a protected atmosphere
Definitions
- the invention relates to a casting roll or chain for a traveling mold of a strip casting plant for the production of an aluminum alloy strip; and a strip casting plant for producing an aluminum alloy strip, comprising at least one traveling mold with a casting gap. Furthermore, the invention relates to a method for producing an aluminum alloy strip using a strip casting plant.
- Strip casting using strip casting machines is an economical and energy-efficient alternative to the conventional production of metal strips using ingot casting, reheating and hot rolling.
- strip casting a near-net-shape hot strip is produced directly from molten metal.
- the molten metal is cast in a strip casting plant in which the casting area or solidification area in which the cast strip is formed is delimited on at least one longitudinal side by a barrier that is continuously moved and cooled during the casting process. This barrier runs along with the solidifying strip, so that a so-called traveling mold is provided. Revolving molds allow a high casting and solidification speed.
- TRC Twin Roll Casting
- the molten metal is introduced into an internally cooled pair of rolls or rollers and first solidifies in the casting gap between the two rolls, is then formed, drawn off as a strip and, for example, wound up.
- a strip casting plant is, for example, from WO 2004-000487 known.
- the mostly horizontally operated two-chain process TBC
- TBC twin belt casting or Hazelett process
- the rotating mold is formed by opposite sides of two cooled (daming block) chains, between which a casting gap is formed, in which the molten metal solidifies.
- traveling molds in the form of caterpillar molds (block casting) are also used, in which cooling blocks are arranged on chain segments.
- the sticking of the strip to the surface of the mold is problematic in the production of aluminum strips using the strip casting process.
- the melt comes into contact with the mold.
- Solidification nuclei form at the contact points.
- the solidification nuclei grow into solidification lenses, which later combine to form continuously growing band shells.
- the resulting two continuously growing strip shells are then joined to form a strip in a reshaping process.
- the contact of the melt or the hot strip surface with the moving mold under high pressure in this process leads to the welding of the two strip shells on the one hand, but also to undesirable adhesions or welding of the strip surface to the moving mold on the other. This can lead to hot cracks on the strip surface or inhomogeneities in the strip structure and thus disadvantageous material properties of the strip. In the worst case, the buildup can lead to strip breaks and thus to process aborts.
- a release agent is therefore applied to avoid adhesion, in the case of the horizontal TRC in particular, usually a graphite suspension.
- a release agent is also applied to the circulating chain.
- smooth ground casting rolls are generally used.
- release agent is a significant limiting factor in the productivity of the strip casting process and can lead to quality restrictions.
- the use of a release agent can lead to undesirable deposits on the strips produced.
- the present invention has therefore set itself the task of providing a casting roll or chain with which on the one hand sticking to the casting roll or chain is avoided and on the other hand a low-segregation and crack-free aluminum alloy strip can be produced, particularly under industrial conditions. Furthermore, the present invention has set itself the task of providing a corresponding strip casting system and a corresponding method for strip casting.
- this object is achieved with a casting roller or chain according to the invention in that the surface of the casting roller or chain has a roughness value Sa of more than 5 ⁇ m and an average number of peaks RPc(0.5 ⁇ m) of less than 42 cm -1 having.
- the surface of the casting roller or chain refers here to that surface which comes into contact with the melt or an oxide layer surrounding it during strip casting, ie typically the peripheral surface of the roller or chain.
- the surface of the chain is therefore to be understood as the corresponding surface of the cooling blocks.
- a shot peening process can be used to structure the surface of the casting roll or chain.
- "Shot Blasting Texturing" SBT
- the surface structure of the casting roll or chain is preferably produced by shot peening.
- the surface is treated with a blasting agent using a blast wheel or compressed air at pressures of 2-7 bar.
- Steel, glass or plastic balls, for example, are used as the blasting medium, for example with a diameter in the range from 1 to 5 mm.
- a further advantage of this process is that the surface is reshaped and hardening is thereby introduced, which contributes to the surface becoming more wear-resistant in use.
- ground casting rolls are conventionally used.
- a conventional casting roll that has been ground in this way only has an average roughness in the range of up to a few micrometers.
- the use of a rough surface can have advantages in terms of avoiding adhesions.
- an oxide layer formed on the melt which can form very quickly in the case of aluminum melts in particular, can be used to significantly reduce adhesion of the melt, the strip shells or the strip to the casting roller or chain. Sticking to the casting roller or chain can be avoided even with a roughness value Sa of more than 5 ⁇ m and an average number of peaks RPc(0.5 ⁇ m) of less than 42 cm -1 , since the contact surface with the melt is reduced.
- the surface of the casting roller or chain has a roughness value Sa of more than 15 ⁇ m and/or an average number of peaks RPc(0.5 ⁇ m) of less than 35 cm -1 .
- the average number of peaks RPc(0.5 ⁇ m) is preferably at least 9 or preferably at least 10 cm -1 in order to achieve a preferred peak spacing and to prevent the melt or the oxide skin on the melt from coming into contact with the rolling base as far as possible.
- the peaks are preferably distributed stochastically and preferably have a height of at least 10 ⁇ m. Sa in turn is at most 70 ⁇ m, for example.
- a rougher surface and/or fewer peaks allow better use of the surface tension of the aluminum alloy melt so that the melt or the oxide layer surrounding it comes into contact with the casting roll or chain only at roughness peaks and thus adheres to the casting roll or chain better avoided.
- the first contact of the melt with a moving mold e.g. the surface of a casting roller or chain, occurs at the roughness peaks, on which the first solidification nuclei are consequently located form.
- the heat is dissipated directly via the roughness peaks when the melt solidifies.
- the solidification of the strip shells can be homogenized and the quality of an aluminum strip produced with it can thus be improved.
- An appropriately structured surface has deep pockets, ie void volumes, so that the contact area between the melt and the casting roller or chain is reduced.
- gas can be trapped in the empty volume between the melt and the surface of the casting roller or chain, which contributes to the stabilization of the oxide layer, so that the heat dissipation in the strip growth phase is reduced and homogenized.
- an oxygen-containing gas mixture such as air, which is in the boundary layer for a constant oxidation of the surface of the melt. This can bring about a stabilization of the oxide layer on the strip shell surface, which prevents adhesion.
- the surface of the casting roller or casting chain has a closed void area aclm of at least 30%.
- a surface is usually measured optically in three dimensions. Planar areas, which extend parallel to the measured surface, are introduced into the measured three-dimensional height profile of the surface at a height c, where c is preferably determined as the distance from the zero level of the measured surface. The area of the intersection of the level surfaces introduced with the measured surface at height c is determined and divided by the total measurement area in order to obtain the proportion of the intersection of the total measurement area. This area proportion is determined for different heights c. The cut surface height is then plotted as a function of area fraction, resulting in the Abbott-Firestone curve. This thus describes the material content of the surface depending on the height of a section through the surface.
- a constant contact surface between the melt and the casting roll or chain can be made possible until a stable strip shell is formed, since the oxide layer surrounding the melt only touches the casting roller or chain directly at roughness peaks due to the surface tension of the melt and these contact surfaces are retained during the formation of the solidification lenses and the band shells.
- the surface of the casting roller or chain has a roughness value Sa of 5 to 40 ⁇ m, preferably 15 to 30 ⁇ m, more preferably 20 to 25 ⁇ m. These areas provide for improvement the roughness properties of the casting roll surface with regard to the properties already mentioned for avoiding melt adhesions.
- the surface of the casting roll or chain is essentially isotropic with regard to the number of tips.
- the isotropy in terms of the number of peaks can be determined from the ratio of the number of peaks in the X and Y directions.
- the X and Y directions are determined by the two sides of the rectangular measurement area.
- the surface is preferably isotropic with regard to Sa and RPc, particularly preferably the surface is essentially isotropic, i.e. with regard to all relevant parameters.
- the surface of the casting roller or chain was ground after the structuring with a removal of up to 45 ⁇ m, preferably between 30 and 40 ⁇ m, particularly preferably from 33 to 37 ⁇ m, in particular 35 ⁇ m .
- the surface of the casting roller or chain is abraded. This leads to an improvement in the wear resistance of the surface.
- the tips are slightly ground off, so that plateaus are formed which can support the melt particularly well, while at the same time the advantageous properties mentioned are retained.
- the support portions form an isotropic net-like structure
- At least the surface of the casting roller or chain has a material with a thermal conductivity of more than 100 W/(m * K), in particular more than 200 W/(m * K), preferably of more than 300 W/(m ⁇ K).
- the temperature of the melt or strip shell in the area of direct contact can be lowered very quickly and adhesion or welding can thus be avoided even better.
- a copper alloy is suitable as the material.
- the casting roll or chain has this material from the surface to the internal cooling channels.
- the casting roller or chain essentially consists of a corresponding copper alloy.
- a strip casting system for producing an aluminum alloy strip comprising at least one moving mold with two moving barriers between which a casting gap is formed, with at least one moving barrier being provided by a casting roller or chain, in particular, that the surface of at least one traveling barrier has a roughness value Sa greater than 5 ⁇ m and a mean peak count RPc(0.5 ⁇ m) less than 42 cm -1 .
- a structured surface can be viewed as a means for transporting an oxide layer, in particular from the surface of a melt pool formed in front of the revolving mold, into the casting gap.
- the at least one traveling mold of the strip casting plant has in particular at least one casting roller or casting chain according to the invention.
- an oxide layer formed on the surface of the melt pool can be used to produce aluminum alloy strip without the use of a release agent.
- a substantially unbroken oxide layer can be controlled from the surface of the melt pool and continuously drawn into the casting gap.
- the drawn-in oxide layer then advantageously forms a separating layer between the mold wall, for example a roller, and the aluminum melt.
- the surface of the at least one moving barrier has a roughness value Sa of more than 15 ⁇ m and/or an average number of peaks RPc(0.5 ⁇ m) of less than 35 cm -1 .
- the surface of the at least one moving barrier has a surface structure which, in an Abbott-Firestone curve (measured on it) with a surface area S mr of 10%, has a height value c of at least 20 ⁇ m above the zero level , where the zero level is defined as the height value at 50% area fraction. Due to the low contact area with a high profile height, a stabilization or continuous renewal of the oxide layer on the melt surface in the boundary layer of melt and moving mold can be achieved, for example by introducing an oxygen-containing gas mixture into this boundary layer. As a result, a stationary state can be formed between the replicating oxide layer and the drawn-in oxide layer. In particular, it can be advantageous to even actively control the formation of the oxide layer by supplying oxygen.
- the barrier preferably has a closed empty area proportion of at least 30%.
- the heat dissipation can be homogenized by stabilizing a gas layer, for example air in the boundary layer.
- the surface of the at least one traveling barrier is essentially isotropic with respect to the top count. This leads to advantageous properties for the quality of an aluminum alloy strip produced, which have already been described.
- the surface of the at least one moving barrier has an area-related roughness value Sa of 5 to 40 ⁇ m, preferably 15 to 30 ⁇ m, more preferably 20 to 25 ⁇ m.
- the strip casting plant has means for adjusting the composition of an atmosphere on the surface of the mold running in the middle.
- a certain gas mixture can be introduced into the intermediate layer between the melt and the moving mold.
- An oxygen-containing gas for example air or a gas mixture with an increased oxygen content, is preferably used in order to support the constant reproduction or stabilization of an oxide layer.
- the surface of the melt pool can be exposed to a gas mixture via a nozzle.
- a gas mixture can also be introduced into the contact area between the melt and the traveling barrier by means of a nozzle, so that it can be enclosed in the empty volume between the melt and the surface of the casting roller or chain.
- the proportion of oxygen in the gas mixture can be adjusted in order to control the formation of an oxide layer on the surface of the melt or strip.
- the strip casting plant preferably has means for setting a specific surface load when joining strip shells from 10 to 800 kN/m, preferably from 20 to 400 kN/m, more preferably from 100 to 200 kN/m.
- the strip casting plant is a vertical or horizontal strip casting plant. It has been found that the surface structure provided according to the invention can be used particularly advantageously for vertically or horizontally aligned strip casting plants, in particular TRC plants.
- the strip casting plant comprises means for feeding an aluminum alloy melt into a melt pool formed in front of the casting gap, via which the aluminum alloy melt can be fed to the melt pool below the surface of the melt pool.
- the strip casting plant has a casting area arranged in front of the casting gap and comprises means for feeding an aluminum alloy melt into the casting area, via which an aluminum alloy melt can be fed to the casting area below the surface of a melt pool formed in the casting area.
- the casting area is arranged in front of the moving mold and is usually limited by the moving mold.
- the casting area can be designed as a casting gusset, with the casting area or the casting gusset being formed by the moving mold and at least one side dam, preferably two side dams, which are attached oppositely on both sides of the moving mold.
- a melt pool is formed in the casting area, from which the aluminum alloy melt flows and/or is drawn into the roll gap.
- the casting area or casting wedge is arranged essentially above the casting gap and is delimited by the upper area of the moving mold.
- the surface of the melt pool can be kept particularly still. Breaking through of the surface of the melt pool, for example due to turbulence of the surface, is avoided here, so that an uncontrolled reproduction of oxides or an intermixing of oxides can be effectively prevented. It can also be avoided that an oxide layer that has formed is drawn into the casting gap and mixed in in an uncontrolled manner. Instead, an unbroken oxide layer of uniform thickness can be provided on the surface of the melt pool will. This unbroken oxide layer of the melt pool can then be monitored and continuously drawn into the casting gap, for example via a casting roll with a surface structure already described. The drawn-in oxide layer then already advantageously forms a separating layer between the mold wall, for example a roller or a cooling belt, and the aluminum alloy melt.
- a high-quality aluminum alloy strip for example from an AA8xxx alloy, in particular from an AA8111 alloy, can advantageously be produced without a release agent.
- a low specific surface load by setting a low specific surface load, tearing open of the oxide layer and uncontrolled mixing of oxides into the melt can also be avoided.
- sticking of the melt to the casting roll or chain can be prevented even better.
- defects in the aluminum strip produced can be avoided, which could result from uncontrolled mixing in of oxides during strip casting.
- the strip casting plant 1 shows a strip casting plant 1 for the production of an aluminum alloy strip 6 comprising a moving mold 2 with two moving barriers between which a casting gap 21 is formed, the moving barriers each being provided by a casting roll 22, ie the strip casting plant 1 comprises a moving mold 2 with a Casting gap 21, the revolving mold 2 having two casting rolls 22.
- the surface 23 of the casting roll 22 has a roughness value Sa of more than 15 ⁇ m and a peak count RPc (0.5 ⁇ m) of less than 35 cm -1 .
- the surface 23 of the casting roll 22 can also have a roughness value Sa of 5 to 40 ⁇ m, preferably 15 to 30 ⁇ m.
- the casting roll 22 consists of a copper alloy which has a thermal conductivity of more than 300 W/(m * K), which is effective from the surface to the internal cooling channels. After the corresponding structuring, the surface 23 of the casting roll 22 can be subjected to a grind with a removal of 35 ⁇ m.
- the strip casting plant 1 also has means 4 for adjusting the composition of an atmosphere on the surface of the mold 2 running along with it and/or the surface 31 of the melt pool 3 .
- the means 4 allow a controlled application of an oxygen-containing gas mixture, for example air, to the corresponding surfaces.
- a casting furnace is connected here to the casting gap by a pipe system, which includes heatable ceramic pipes 5 . Furthermore, the casting gusset has two side dams.
- the aluminum alloy melt is fed into the casting gap from above through a feed pipe 51 .
- the feed pipe 51 can be designed as a means for feeding the aluminum alloy melt into the casting gap, via which the Aluminum alloy melt can be supplied to the casting area below the surface of the melt pool 3 formed in the casting area.
- the outflow opening of the feed tube 51 may be below the surface of the melt pool.
- the unbroken oxide layer formed on the surface 31 of the melt pool 3 can be controlled and drawn continuously into the casting gap 21 .
- the drawn-in oxide layer 32 then advantageously forms a separating layer between the mold wall and the melt or the stripped aluminum alloy strip 6.
- this oxide layer can be drawn into the casting gap 21 undamaged and can thus serve as a separating layer between the melt and the casting roller or casting roller, thereby avoiding abrasion and a uniform and clean surface of the produced aluminum alloy strip 6 after strip casting can be achieved.
- the parameters mentioned and the Abbott-Firestone curve are usually determined via an optical measurement of the 3D surface structure.
- the surface is optically recorded, for example, over an area using interferometry or, preferably, confocal microscopy.
- the measuring area must be large enough to ensure a statistically representative measurement of the surface.
- a preferably square measuring surface with a side length of 7 mm can be used in the present roughness range.
- the lateral measuring point distance must be selected in such a way that there is sufficient resolution of the individual surface features, e.g. B. 1.6 ⁇ m.
- the roll curvature contained in the raw data of the measurement is removed using an F operator (polynomial of the 2nd order).
- the determination of the roughness value Sa and the areal material proportion Smr based on the Abbott-Firestone curve is carried out according to DIN-EN-ISO 25178-2:2012.
- the number of peaks RPc can also be determined from the optical measurement of the 3D surface structure by evaluating the profile along a line, for example along or parallel to one of the sides of the measuring surface, and starting from these line profiles average peak number RPc of the surface is determined according to DIN EN 10049:2005 (application group 1 - however without further removal of the waviness and fine roughness components).
- DIN EN 10049:2005 application group 1 - however without further removal of the waviness and fine roughness components.
- the use of RPc as a parameter has proven advantageous for the topographies presented here.
- a ripple filter is not used because, given the very high roughness, it would require impractically large measuring surfaces.
- the long waves are insignificant for the contact conditions of the aluminum melt on a casting roller or chain.
- the measurement and evaluation are usually carried out with
- the casting roll had a copper surface.
- the zero level is defined as the height value at 50% area fraction and that an area fraction S mr of 10% has a height value c at least 20 ⁇ m above the zero level, where the zero level is defined as the height value is defined at an area percentage of 50%.
- the result was an average roughness Ra of 26.4( ⁇ 5.1) ⁇ m, a mean square mean roughness value Rq of 32.1( ⁇ 5.5) ⁇ m, an average peak-to-valley height Rz of 104.1( ⁇ 13.0) ⁇ m and a peak count RPc(0.5 ⁇ m) of 17.0( ⁇ 5.1) per cm.
- the mean roughness Ra was 26.4( ⁇ 2.9) ⁇ m
- the mean square mean roughness value Rq was 32.4( ⁇ 3.2) ⁇ m
- the mean peak-to-valley height Rz was 104.8( ⁇ 9, 8) ⁇ m and a peak count RPc(0.5 ⁇ m) of 17.4( ⁇ 4.4) per cm.
- Ra along the x-direction is equal to Ra along the y-direction and, due to isotropy, in particular equal to the roughness value Sa of 26.4( ⁇ 2.9) ⁇ m.
- the ratio RPc (in X-direction) / RPc ( in Y direction) 0.98.
- the surface is isotropic with respect to RPc, Ra and Rz.
- Figure 3b the associated Abbott-Firestone curve S mr (c) of this further exemplary embodiment is plotted.
- the Abbott-Firestone curve of the Figure 3b shows a height value c of at least 20 ⁇ m above the zero level with an area proportion S mr of 10%.
- the optical 3D measurement of the surface carried out to determine the Abbott-Firestone curve also resulted in the exemplary embodiment of FIG Figure 2a / b determined sizes determined.
- the mean roughness Ra was 23.8( ⁇ 3.5) ⁇ m
- the mean square mean roughness value Rq was 28.9( ⁇ 4.2) ⁇ m
- the mean peak-to-valley height Rz was 92.7( ⁇ 14 .3) ⁇ m
- the result was a roughness value Sa of 23.6( ⁇ 2.3) ⁇ m. Even when strip casting an AA8111 alloy with a casting roll that uses the Figures 3a and 3b had surface characteristics shown, good tape formation properties could be obtained.
- Figure 4a shows a square area with an edge length of 7 mm of the surface of a further exemplary embodiment of a casting roll according to the invention.
- Figure 4b the associated Abbott-Firestone curve S mr (c) is plotted.
- the surface of the casting roll whose Abbott-Firestone curve in Figure 2b is shown, subjected to a cut with a removal of 35 microns. Due to the abrasion, the Abbott-Firestone curve shows a flatter progression towards small Smr values.
- the Abbott-Firestone curve also shows the Figure 4b with a surface area S mr of 10%, a height value c of at least 20 ⁇ m above the zero level.
- the mean roughness Ra was 25.6( ⁇ 2.8) ⁇ m
- the mean square mean roughness value Rq was 31.1( ⁇ 3.1) ⁇ m
- the mean peak-to-valley height Rz was 93.6( ⁇ 8 .8) ⁇ m
- a peak count RPc(0.5 ⁇ m) of 17.4( ⁇ 4.5) per cm.
- the result was a roughness value Sa of 25.6( ⁇ 2.8) ⁇ m.
- strip was cast from an AA8111 alloy using a copper surfaced casting roll not according to the invention.
- Figure 5a a representation of a square measurement area with an edge length of 7 mm of the surface of the casting roll not according to the invention is again shown.
- Figure 5b the associated Abbott-Firestone curve is plotted.
- the surface is non-isotropic with a transverse roughness of only 0.21( ⁇ 0.01) ⁇ m and a roughness in the longitudinal direction of 0.16( ⁇ 0.08) ⁇ m and a peak density RPc of 10.3( ⁇ 3, 3) per cm across the grinding direction and 0.0( ⁇ 0.2) per cm along the grinding direction.
- the mean square mean roughness value Rq was 0.2( ⁇ 0.1) ⁇ m along and 0.3( ⁇ 0.0) ⁇ m across the grinding direction; the mean peak-to-valley height Rz is 0.2( ⁇ 0.1) ⁇ m along and 1.4( ⁇ 0.1) ⁇ m across to the grinding direction. How out Figure 5b there is also an area proportion Smr of 10% with a height value c of significantly less than 20 ⁇ m. In a comparative test with this casting roll, which is not according to the invention, poor strip-forming properties were found.
- the described exemplary embodiments of the casting rolls according to the invention make it possible to produce an aluminum alloy strip by means of strip casting without the use of a release agent.
- this eliminates a barrier to the flow of heat from the melt or strip shell into the moving mold. This therefore has a direct effect on the possible productivity of the casting plant.
- the use of a release agent mostly in the form of a graphite suspension, can be undesirable Lead coverings on the generated bands. This is avoided according to the invention. Nevertheless, the disadvantages of sticking can be effectively avoided with the means described.
- a high-quality aluminum alloy strip can thus be provided particularly productively.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
Die Erfindung betrifft eine Gießwalze oder -kette für eine mitlaufende Kokille einer Bandgussanlage zur Herstellung eines Aluminiumlegierungsbands; sowie Bandgussanlage zur Herstellung eines Aluminiumlegierungsbands umfassend mindestens eine mitlaufende Kokille mit einem Gießspalt. Ferner betrifft die Erfindung ein Verfahren zur Herstellung eines Aluminiumlegierungsbands mittels einer Bandgussanlage. Die Aufgabe, eine Gießwalze oder -kette bzw. eine Bandgussanlage bereitzustellen, mit der beim Bandguss einerseits ein Anhaften an der Gießwalze oder - kette vermieden wird und andererseits ein seigerungsarmes und rissfreies Aluminiumlegierungsband insbesondere unter industriellen Bedingungen erzeugt werden kann, wird durch eine spezifische Oberflächenstruktur gelöst, indem die Oberfläche der Gießwalze oder -kette eine Rauheitswert Sa von mehr als 5 µm und eine mittlere Spitzenanzahl RPc(0,5 µm) von weniger als 42 cm<sup>-1</sup> aufweist.
Description
- Die Erfindung betrifft eine Gießwalze oder -kette für eine mitlaufende Kokille einer Bandgussanlage zur Herstellung eines Aluminiumlegierungsbands; sowie eine Bandgussanlage zur Herstellung eines Aluminiumlegierungsbands umfassend mindestens eine mitlaufende Kokille mit einem Gießspalt. Ferner betrifft die Erfindung ein Verfahren zur Herstellung eines Aluminiumlegierungsbands mittels einer Bandgussanlage.
- Der Bandguss mittels Bandgussanlagen ist eine wirtschaftliche und energieeffiziente Alternative zur herkömmlichen Fertigung von Metallbändern über Barrenguss, Wiederaufwärmen und Warmwalzen. Beim Bandguss wird ein Warmband endabmessungsnah direkt aus einer Metallschmelze erzeugt. Hierzu wird die Metallschmelze in einer Bandgussanlage vergossen, bei der der Gießbereich bzw. Erstarrungsbereich, in dem das gegossene Band geformt wird, an mindestens einer Längsseite durch eine während des Gießvorgangs kontinuierlich fortbewegte und gekühlte Barriere begrenzt ist. Diese Barriere läuft dabei mit dem erstarrenden Band mit, sodass hierdurch eine sogenannte mitlaufende Kokille bereitgestellt wird. Mitlaufende Kokillen erlauben eine hohe Gieß- und Erstarrungsgeschwindigkeit. Aufgrund der benötigten Breiten von Metallbändern und weiteren Effizienzverbesserungen hat sich in der Aluminiumindustrie einerseits das Gießwalzen mittels eines Zwei-Rollen Verfahrens (Twin Roll Casting; TRC) etabliert. Bei diesem wird die Metallschmelze insbesondere in ein innengekühltes Walzen- bzw. Rollenpaar eingeführt und erstarrt im Gießspalt zwischen den beiden Walzen zunächst, wird dann umgeformt, als Band abgezogen und beispielsweise aufgewickelt. Eine solche Bandgussanlage ist beispielsweise aus der
WO 2004-000487 bekannt. Andererseits hat sich das zumeist horizontal betriebene Zwei-Ketten-Verfahren (Twin Belt Casting bzw. Hazelett Verfahren; TBC) etabliert, bei dem die mitlaufende Kokille durch gegenüberliegende Seiten zweier gekühlter (Dämmblock-)Ketten gebildet wird, zwischen denen ein Gießspalt ausgebildet ist, in dem die Metallschmelze erstarrt. Unter den Kettenverfahren finden auch mitlaufende Kokillen in Form von Raupenkokillen (Blockcasting) Anwendung, bei dem Kühlblöcke auf Kettensegmenten angeordnet sind. - Problematisch bei der Herstellung von Aluminiumbändern über Bandgussverfahren ist das Anhaften des Bandes auf der Kokillenoberfläche. Zu Beginn des Bandbildungsprozesses kommt die Schmelze mit der Kokille in Kontakt. An den Kontaktpunkten bilden sich Erstarrungskeime. Die Erstarrungskeime wachsen zu Erstarrungslinsen, welche sich im weiteren Verlauf zu stetig anwachsenden Bandschalen verbinden. Die dabei entstehenden beiden stetig anwachsenden Bandschalen werden nachfolgend in einer Umformung zu einem Band gefügt. Der in diesem Prozess vorliegende Kontakt der Schmelze bzw. der heißen Bandoberfläche mit der mitlaufenden Kokille unter hohem Druck führt einerseits zur Verschweißung der beiden Bandschalen, aber andererseits auch zu unerwünschten Anhaftungen oder Verschweißungen der Bandoberfläche mit der mitlaufenden Kokille. Dies kann zu Heißrissen an der Bandoberfläche oder Inhomogenitäten im Bandgefüge und damit nachteiligen Materialeigenschaften des Bandes führen. Im schlechtesten Fall können die Anhaftungen zu Bandabrissen und damit zu Prozessabbrüchen führen.
- In TRC und TBC Verfahren wird deshalb zur Vermeidung der Anhaftung ein Trennmittel aufgetragen, im Fall des insbesondere horizontalen TRC zumeist eine Graphit-Suspension. Beim TBC Verfahren werden zusätzlich Permanentbeschichtungen auf die umlaufende Kette gebracht. Beim TRC Verfahren wiederum werden in der Regel glatt geschliffene Gießwalzen verwendet.
- Die Nutzung eines Trennmittels ist ein wesentlicher limitierender Faktor der Produktivität der Bandgussverfahren und kann zu Qualitätseinschränkungen führen. Beispielsweise kann der Einsatz eines Trennmittels zu unerwünschten Belägen auf den erzeugten Bändern führen.
- Die vorliegende Erfindung hat sich daher zur Aufgabe gemacht, eine Gießwalze oder - kette bereitzustellen, mit der einerseits ein Anhaften an der Gießwalze oder -kette vermieden wird und andererseits ein seigerungsarmes und rissfreies Aluminiumlegierungsband insbesondere unter industriellen Bedingungen erzeugt werden kann. Ferner hat die vorliegende Erfindung sich die Bereitstellung einer entsprechenden Bandgussanlage und eines entsprechenden Verfahrens zum Bandguss zur Aufgabe gemacht.
- Gemäß einer ersten Lehre wird diese Aufgabe bei einer erfindungsgemäßen Gießwalze oder -kette dadurch gelöst, dass die Oberfläche der Gießwalze oder -kette einen Rauheitswert Sa von mehr als 5 µm und eine mittlere Spitzenanzahl RPc(0,5µm) von weniger als 42 cm-1 aufweist.
- Die Oberfläche der Gießwalze oder -kette bezeichnet hier diejenige Oberfläche, welche beim Bandguss mit der Schmelze bzw. einer diese umgebenden Oxidschicht in Kontakt kommt, typischerweise also die Umfangfläche der Walze bzw. Kette. Im Falle einer Gießkette in Form einer Raupenkokille ist die Oberfläche der Kette daher als die entsprechende Oberfläche der Kühlblöcke zu verstehen.
- Zur Strukturierung der Oberfläche der Gießwalze oder -kette kann ein Kugelstrahlverfahren, engl. "Shot Blasting Texturing" (SBT), verwendet werden. Bevorzugt wird die Oberflächenstruktur der Gießwalze oder -kette durch ein Kugelstrahlen erzeugt. Dabei wird die Oberfläche mit einem Strahlmittel über ein Schleuderrad oder über Druckluft bei Drücken von 2-7 bar beaufschlagt. Als Strahlmittel kommen beispielsweise Stahl-, Glas- oder Kunstoffkugeln zum Einsatz, beispielsweise mit einem Durchmesser im Bereich von 1 bis 5 mm. Ein weiterer Vorteil dieses Verfahrens ist, dass die Oberfläche umgeformt wird und dadurch eine Verfestigung eingebracht wird, die dazu beiträgt, dass die Oberfläche im Einsatz verschleißresistenter wird.
- Konventionell werden wie bereits beschrieben geschliffene Gießwalzen eingesetzt. Typischerweise hat eine derart geschliffene konventionelle Gießwalze lediglich eine Mittenrauheit im Bereich von bis zu wenigen Mikrometern. Die Erfinder haben allerdings erkannt, dass überraschenderweise gerade der Einsatz einer rauen Oberfläche Vorteile in Bezug auf die Vermeidung von Anhaftungen bergen kann. Insbesondere kann auch eine auf der Schmelze gebildete Oxidschicht, die gerade bei Aluminiumschmelzen sehr schnell entstehen kann, genutzt werden, um ein Anhaften der Schmelze, der Bandschalen oder des Bandes an der Gießwalze oder -kette deutlich zu vermindern. Bereits bei einem Rauheitswert Sa von mehr als 5 µm und einer mittleren Spitzenanzahl RPc(0,5 µm) von weniger als 42 cm-1 kann ein Anhaftens an der Gießwalze oder -kette vermieden werden, da durch entsprechend fein ausgebildete Spitzen die Kontaktfläche mit der Schmelze verringert wird.
- In einer nächsten Ausgestaltung der Gießwalze oder -kette weist die Oberfläche der Gießwalze oder -kette einen Rauheitswert Sa von mehr als 15 µm und/oder eine mittlere Spitzenanzahl RPc(0,5 µm) von weniger als 35 cm-1 auf. Vorzugsweise ist die mittlere Spitzenanzahl RPc(0,5 µm) mindestens 9 oder bevorzugt mindestens 10 cm-1, um einen bevorzugten Spitzenabstand zu erzielen und einen Kontakt der Schmelze oder der Oxidhaut auf der Schmelze mit dem Walzgrund weitestgehend zu verhindern. Die Spitzen sind dabei vorzugsweise stochastisch verteilt und weisen bevorzugt einer Höhe von mindestens 10 µm auf. Sa wiederum ist beispielsweise höchstens 70 µm.
- Durch eine rauere Oberfläche und/oder eine geringere Spitzenanzahl kann die Oberflächenspannung der Aluminiumlegierungsschmelze besser genutzt werden, damit ein Kontakt der Schmelze bzw. der sie umgebende Oxidschicht mit der Gießwalze oder -kette nur an Rauheitsspitzen erfolgt und so ein Anhaften an der Gießwalze oder -kette noch besser vermieden wird. So erfolgt der erste Kontakt der Schmelze mit einer mitlaufenden Kokille bspw. der Oberfläche einer Gießwalze oder - kette an den Rauheitsspitzen, an welchen sich folglich die ersten Erstarrungskeime bilden. Ein optimales Zusammenspiel von Rauheit und mittlere Spitzenanzahl ermöglicht, dass statistisch genügend Kontaktpunkte zur Verfügung stehen, damit die Oberflächenspannung der Schmelze ausreicht, um einen Kontakt lediglich an den Rauheitsspitzen zu bewirken. Da auf Trennmittel und damit eine zusätzliche Barriere für den Wärmestrom verzichtet werden kann, erfolgt die Wärmeabfuhr beim Erstarren der Schmelze direkt über die Rauheitsspitzen. Durch das Ausnutzen dieser stabilisierenden Funktion der Oxidschicht kann die Erstarrung der Bandschalen homogenisiert werden und so die Qualität eines damit erzeugten Aluminiumbandes verbessert werden.
- In einer weiteren Ausgestaltung der Gießwalze oder -kette weist die Oberfläche der Gießwalze oder -kette eine Oberflächenstruktur auf, welche in einer (daran gemessenen) Abbott-Firestone Kurve bei einem Flächenanteil Smr von 10 % einen Höhenwert c von mindestens 20 µm über dem Null-Niveau aufweist, wobei das Null-Niveau als der Höhenwert bei einem Flächenanteil von 50 % definiert ist, d. h. c(10%) ≥ 20 µm, wenn c(50%) := 0 µm.Bevorzugt weist die Oberfläche der Gießwalze oder - kette eine Oberflächenstruktur auf, welche in einer (daran gemessenen) Abbott-Firestone Kurve bei einem Flächenanteil Smr von 10 % einen Höhenwert c von mindestens 25 µm über dem Null-Niveau aufweist, wobei das Null-Niveau als der Höhenwert bei einem Flächenanteil von 50 % definiert ist, d. h. c(10%) ≥ 25 µm, wenn c(50%) := 0 µm.
- Diese Eigenschaften führen zu einem geringen Traganteil bei hoher Profilhöhe. Eine entsprechend strukturierte Oberfläche verfügt über tiefe Taschen, d.h. Leervolumina, sodass die Kontaktfläche zwischen Schmelze und Gießwalze oder -kette verkleinert wird. Ferner kann in dem Leervolumen zwischen Schmelze und der Oberfläche der Gießwalze oder -kette Gas eingeschlossen werden, welches zur Stabilisierung der Oxidschicht beiträgt, sodass die Wärmeabfuhr in der Bandwachstumsphase vermindert und homogenisiert wird. Hierzu eignet sich beispielsweise ein sauerstoffhaltiges Gasgemisch wie Luft, welches in der Grenzschicht für eine konstante Oxidation der Oberfläche der Schmelze sorgen kann. Hierdurch kann eine Stabilisation der Oxidschicht auf der Bandschalenoberfläche bewirkt werden, welche ein Anhaften verhindert. Vorteilhafterweise weist die Oberfläche der Gießwalze oder -kette einen geschlossenen Leerflächenanteil aclm von mindestens 30 % auf.
- Um die Abbott-Firestone-Kurve zu erhalten, wird eine Oberfläche üblicherweise optisch dreidimensional vermessen. In das gemessene dreidimensionale Höhenprofil der Oberfläche werden ebene Flächen, die sich parallel zur gemessenen Oberfläche erstrecken, in einer Höhe c eingebracht, wobei c vorzugsweise als Distanz zum Null-Niveau der vermessenen Oberfläche bestimmt wird. Der Flächeninhalt der Schnittfläche der eingebrachten ebenen Flächen mit der gemessenen Oberfläche in der Höhe c wird ermittelt und mit der gesamten Messfläche dividiert, um den Flächenanteil der Schnittfläche an der Gesamtmessfläche zu erhalten. Dieser Flächenanteil wird für verschiedene Höhen c bestimmt. Die Schnittflächenhöhe wird dann als Funktion des Flächenanteils dargestellt, woraus sich die Abbott-Firestone-Kurve ergibt. Diese beschreibt somit den Materialanteil der Oberfläche abhängig von der Höhe einer Schnittfläche durch die Oberfläche.
- Insbesondere in Verbindung mit einem Rauheitswert Sa von mehr als 15 µm und einer Spitzenanzahl RPc(0,5 µm) von weniger als 35 cm-1 kann eine konstante Kontaktfläche zwischen Schmelze und Gießwalze oder -kette bis zur Ausbildung einer stabilen Bandschale ermöglicht werden, da die die Schmelze umgebende Oxidschicht die Gießwalze oder -kette aufgrund der Oberflächenspannung der Schmelze nur an Rauheitspitzen direkt berührt und diese Kontaktflächen bei der Bildung der Erstarrungslinsen und der Bandschalen erhalten bleibt.
- In einer weiteren Ausgestaltung der Gießwalze oder -kette weist die Oberfläche der Gießwalze oder -kette einen Rauheitswert Sa von 5 bis 40 µm, bevorzugt 15 bis 30 µm, weiter bevorzugt 20 bis 25 µm auf. Diese Bereiche sorgen für eine Verbesserung der Rauheitseigenschaften der Gießwalzenoberfläche in Hinblick auf die bereits genannten Eigenschaften zur Vermeidung von Schmelzeanhaftungen.
- In einer weiteren Ausgestaltung der Gießwalze oder -kette ist die Oberfläche der Gießwalze oder -kette im Wesentlichen isotrop hinsichtlich der Spitzenanzahl.
- Die Isotropie hinsichtlich der Spitzenanzahl kann über das Verhältnis der Spitzenanzahl in X- und Y-Richtung bestimmt werden. Die X- und Y-Richtungen werden durch die beiden Seiten der rechteckigen Messfläche bestimmt. Der Ausdruck im Wesentlichen isotrop bedeutet, dass eine Abweichung von 5 % zugelassen wird, d.h. dass das Verhältnis RPc (in X-Richtg.) / RPc (in Y-Richtg.) = 1(±5%) ist.
- Bevorzugt ist die Oberfläche isotrop hinsichtlich Sa und RPc, besonders bevorzugt ist die Oberfläche im Wesentlichen isotrop, d.h. hinsichtlich aller relevanten Parameter.
- Durch die in dieser Weise isotrope Oberfläche kann eine besonders vorteilhafte homogene Erstarrung der Schmelze und damit ein qualitativ besonders hochwertiges Aluminiumlegierungsband hergestellt werden.
- In einer weiteren Ausgestaltung der Gießwalze oder -kette wurde die Oberfläche der Gießwalze oder -kette nach der Strukturierung einem Schliff mit einem Abtrag von bis zu 45 µm, bevorzugt zwischen 30 und 40 µm, besonders bevorzugt von 33 bis 37 µm, insbesondere 35 µm unterzogen. Hierbei wird nach der oben genannten vorteilhaften Strukturierung ein Abschliff der Oberfläche der Gießwalze oder -kette durchgeführt. Dies führt zu einer Verbesserung der Verschleißresistenz der Oberfläche. Die Spitzen werden dabei etwas abgeschliffen, sodass Plateaus entstehen, welche die Schmelze besonders gut abstützen können, wobei gleichzeitig die genannten vorteilhaften Eigenschaften erhalten bleiben. Vorteilhafterweise bilden die Traganteile eine isotrope netzförmige Struktur aus
- In einer weiteren Ausgestaltung der Gießwalze oder -kette weist zumindest die Oberfläche der Gießwalze oder -kette ein Material mit einer Wärmeleitfähigkeit von mehr als 100 W/(m∗K), insbesondere von mehr als 200 W/(m∗K), bevorzugt von mehr als 300 W/(m∗K) auf.
- Durch die Verwendung eines solchen Materials kann die Temperatur der Schmelze bzw. Bandschale im Bereich des direkten Kontaktes sehr rasch abgesenkt und somit Anhaftungen bzw. Verschweißungen noch besser vermieden werden. Beispielsweise eignet sich als Material eine Kupferlegierung. Vorteilhafterweise weist die Gießwalze oder -kette dieses Material von der Oberfläche bis zu innen liegenden Kühlkanälen auf. Insbesondere besteht die Gießwalze oder -kette im Wesentlichen aus einer entsprechenden Kupferlegierung.
- Gemäß einer zweiten Lehre wird die Aufgabe auch durch eine Bandgussanlage zur Herstellung eines Aluminiumlegierungsbands umfassend mindestens eine mitlaufende Kokille mit zwei mitlaufenden Barrieren, zwischen denen ein Gießspalt ausgebildet ist, wobei insbesondere mindestens eine mitlaufende Barriere durch eine Gießwalze oder -kette bereitgestellt wird, dadurch gelöst, dass die Oberfläche mindestens einer mitlaufenden Barriere einen Rauheitswert Sa von mehr als 5 µm und eine mittlere Spitzenanzahl RPc(0,5 µm) von weniger als 42 cm-1 aufweist. Eine derart strukturierte Oberfläche kann als Mittel zum Transportieren einer Oxidschicht, insbesondere von der Oberfläche eines vor der mitlaufenden Kokille gebildeten Schmelzepools in den Gießspalt angesehen werden. Somit weist die mindestens eine mitlaufende Kokille der Bandgussanlage insbesondere mindestens eine erfindungsgemäße Gießwalze oder -kette auf.
- Hierdurch können bereits beschriebene vorteilhafte Eigenschaften realisiert werden. Beispielsweise kann eine auf der Oberfläche des Schmelzepools gebildete Oxidschicht zur trennmittelfreien Herstellung von Aluminiumlegierungsband genutzt werden.
- Insbesondere kann eine im Wesentlichen ungebrochene Oxidschicht von der Oberfläche des Schmelzepools kontrolliert und kontinuierlich in den Gießspalt hineingezogen werden. Die hineingezogene Oxidschicht bildet dann vorteilhaft eine Trennschicht zwischen Kokillenwand, beispielsweise einer Walze, und der Aluminiumschmelze.
- Gemäß einer weiteren Ausgestaltung der Bandgussanlage weist die Oberfläche der mindestens einen mitlaufenden Barriere einen Rauheitswert Sa von mehr als 15 µm und/oder eine mittlere Spitzenanzahl RPc(0,5 µm) von weniger als 35 cm-1 auf.
- Gemäß einer weiteren Ausgestaltung der Bandgussanlage weist die Oberfläche der mindestens einen mitlaufenden Barriere eine Oberflächenstruktur auf, welche in einer (daran gemessenen) Abbott-Firestone Kurve bei einem Flächenanteil Smr von 10 % einen Höhenwert c von mindestens 20 µm über dem Null-Niveau aufweist, wobei das Null-Niveau als der Höhenwert bei einem Flächenanteil von 50 % definiert ist. Durch den geringen Traganteil bei hoher Profilhöhe kann eine Stabilisierung bzw. kontinuierliche Erneuerung der Oxidschicht auf der Schmelzeoberfläche in der Grenzschicht von Schmelze und mitlaufender Kokille erzielt werden, beispielsweise durch Einbringen eines sauerstoffhaltigen Gasgemischs in diese Grenzschicht. Hierdurch kann ein stationärer Zustand zwischen nachbildender Oxidschicht und hineingezogener Oxidschicht ausgebildet werden. Insbesondere kann es vorteilhaft sein, die Bildung der Oxidschicht sogar aktiv durch Sauerstoffzufuhr zu steuern.
- Bevorzugt weist die Barriere einen geschlossen Leerflächenanteil von mindestens 30 % auf. Hierdurch kann die Wärmeabfuhr durch Stabilisierung einer Gasschicht bspw. Luft in der Grenzschicht homogenisiert werden.
- Gemäß einer weiteren Ausgestaltung der Bandgussanlage ist die Oberfläche der mindestens einen mitlaufenden Barriere im Wesentlichen isotrop hinsichtlich der Spitzenanzahl. Dies führt zu bereits beschriebenen vorteilhaften Eigenschaften für die Qualität eines hergestellten Aluminiumlegierungsbands.
- Gemäß einer weiteren Ausgestaltung der Bandgussanlage weist die Oberfläche der mindestens einen mitlaufenden Barriere einen flächenbezogenen Rauheitswert Sa von 5 bis 40 µm, bevorzugt 15 bis 30 µm, weiter bevorzugt 20 bis 25 µm auf.
- In einer nächsten Ausgestaltung der Bandgussanlage weist die Bandgussanlage Mittel zum Einstellen der Zusammensetzung einer Atmosphäre an der Oberfläche der mittlaufenden Kokille auf. So kann beispielsweise ein bestimmtes Gasgemisch in die Zwischenschicht zwischen Schmelze und mitlaufende Kokille eingebracht werden. Bevorzugt wird ein sauerstoffhaltiges Gas, beispielsweise Luft oder ein Gasgemisch mit einem erhöhten Sauerstoffanteil eingesetzt, um so die konstante Nachbildung bzw. Stabilisierung einer Oxidschicht zu unterstützen. So kann beispielsweise die Oberfläche des Schmelzepools mit einem Gasgemisch über eine Düse beaufschlagt werden. Auch kann ein Gasgemisch mittels einer Düse gezielt in den Kontaktbereich zwischen Schmelze und mitlaufende Barriere eingebracht werden, sodass dieses in dem Leervolumen zwischen Schmelze und der Oberfläche der Gießwalze oder -kette eingeschlossen werden kann. Beispielsweise kann der Sauerstoffanteil im Gasgemisch eingestellt werden, um so die Bildung einer Oxidschicht auf der Oberfläche der Schmelze bzw. des Bandes zu kontrollieren.
- Vorzugsweise weist die Bandgussanlage Mittel zum Einstellen einer spezifischen Flächenlast beim Fügen von Bandschalen von 10 bis 800 kN/m, bevorzugt von 20 bis 400 kN/m, weiter bevorzugt von 100 bis 200 kN/m auf.
- In einer nächsten Ausgestaltung der Bandgussanlage ist die Bandgussanlage eine vertikale oder horizontale Bandgussanlage. Es hat sich herausgestellt, dass die erfindungsgemäß vorgesehene Oberflächenstruktur besonders vorteilhaft für vertikal oder horizontal ausgerichtete Bandgussanlagen, insbesondere TRC-Anlagen eingesetzt werden kann.
- In einer weiteren Ausgestaltung der Bandgussanlage umfasst die Bandgussanlage Mittel zum Zuführen einer Aluminiumlegierungsschmelze in einen vor dem Gießspalt ausgebildeten Schmelzepool, über welche die Aluminiumlegierungsschmelze dem Schmelzepool unterhalb der Oberfläche des Schmelzepools zugeführt werden kann. Beispielsweise weist die Bandgussanlage einen vor dem Gießspalt angeordneten Gießbereich auf und umfasst Mittel zum Zuführen einer Aluminiumlegierungsschmelze in den Gießbereich, über welche eine Aluminiumlegierungsschmelze dem Gießbereich unterhalb der Oberfläche eines im Gießbereich ausgebildeten Schmelzepools zugeführt werden kann.
- Der Gießbereich ist vor der mitlaufenden Kokille angeordnet und wird in der Regel durch die mitlaufende Kokille begrenzt. Der Gießbereich kann als Gießzwickel ausgebildet sein, wobei der Gießbereich bzw. der Gießzwickel durch die mitlaufende Kokille und mindestens einen Seitendamm gebildet wird, bevorzugt zwei Seitendämme, die gegenüberliegend zu beiden Seiten der mitlaufenden Kokille angebracht sind. Im Gießbereich wird bei der Herstellung eines Metallbandes ein Schmelzepool ausgebildet, von dem Aluminiumlegierungsschmelze in den Walzspalt strömt und/oder gezogen wird. Bei vertikalen Bandgussanlagen ist der Gießbereich bzw. Gießzwickel im Wesentlichen oberhalb des Gießspaltes angeordnet und durch den oberen Bereich der mitlaufenden Kokille begrenzt. Sind Mittel zum Zuführen der Metallschmelze in den Gießbereich derart ausgestaltet, dass die Aluminiumlegierungsschmelze dem Gießbereich unterhalb der Oberfläche eines Schmelzepools zugeführt werden kann, kann die Oberfläche des Schmelzepools besonders ruhig gehalten werden. Ein Durchbrechen der Oberfläche des Schmelzepools, beispielsweise durch Verwirbelungen der Oberfläche, wird hierbei vermieden, sodass eine ungeregelte Nachbildung von Oxiden oder eine Untermischung von Oxiden effektiv unterbunden werden können. Auch kann vermieden werden, dass eine gebildete Oxidschicht unkontrolliert in den Gießspalt eingezogen und untergemischt wird. Stattdessen kann auf der Oberfläche des Schmelzepools eine ungebrochene Oxidschicht gleichmäßiger Dicke bereitgestellt werden. Beispielsweise über eine Gießwalze mit einer bereits beschrieben Oberflächenstruktur, kann dann diese ungebrochene Oxidschicht des Schmelzepools kontrolliert und kontinuierlich in den Gießspalt hineingezogen werden. Die hineingezogene Oxidschicht bildet dann bereits vorteilhaft eine Trennschicht zwischen Kokillenwand, beispielsweise einer Walze oder einem Kühlband, und der Aluminiumlegierungsschmelze.
- Gemäß einer dritten Lehre wird die Aufgabe durch ein Verfahren zur Herstellung eines Aluminiumlegierungsbands mittels einer erfindungsgemäßen Bandgussanlage gelöst, welches die folgenden Schritte umfasst:
- Ausbilden eines Schmelzepools aus einer Aluminiumlegierungsschmelze in einem Gießbereich vor der mitlaufenden Kokille;
- Stabilisieren einer Oxidschicht auf der Oberfläche des Schmelzepools durch Beaufschlagen der Schmelze mit einem sauerstoffhaltigen Gasgemisch, beispielsweise Luft;
- Einziehen der Oxidschicht in den Gießspalt;
- vorzugsweise Einstellen einer spezifischen Flächenlast beim Fügen der beim Erstarren der Schmelze entstehenden Bandschalen von 10 bis 800 kN/m, bevorzugt von 20 bis 400 kN/m, weiter bevorzugt von 100 bis 200 kN/m.
- Hierdurch kann wie bereits beschrieben vorteilhaft ein qualitativ hochwertiges Aluminiumlegierungsband, beispielsweise aus einer AA8xxx Legierung, insbesondere aus einer AA8111 Legierung trennmittelfrei hergestellt werden. Insbesondere durch die Einstellung einer geringen spezifischen Flächenlast kann zudem ein Aufreißen der Oxidschicht und ein ungeregeltes Untermischen von Oxiden in die Schmelze vermieden werden. Einerseits kann so ein Anhaften der Schmelze an der Gießwalze oder -kette noch besser unterbunden werden. Andererseits können Defekten des hergestellten Aluminiumbandes vermieden werden, die durch ein ungeregeltes Untermischen von Oxiden während des Bandgusses entstehen könnten.
- Weitere Ausgestaltungen und Vorteile der Erfindung sind der folgenden detaillierten Beschreibung einiger beispielhafter Ausführungsformen der vorliegenden Erfindung, insbesondere in Verbindung mit der Zeichnung, zu entnehmen. Die Zeichnung zeigt in
-
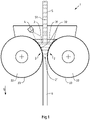
Fig. 1 eine schematische Schnittansicht eines Ausführungsbeispiels einer erfindungsgemäßen vertikalen Bandgussanlage, -
Fig. 2a Oberflächenabschnitt eines Ausführungsbeispiels einer erfindungsgemäßen Gießwalze, -
Fig. 2b eine Abbott-Firestone-Kurve der Oberfläche eines Ausführungsbeispiels einer erfindungsgemäßen Gießwalze, -
Fig. 3a Oberflächenabschnitt eines Ausführungsbeispiels einer erfindungsgemäßen Gießwalze, -
Fig. 3b eine die Abbott-Firestone-Kurve der Oberfläche eines Ausführungsbeispiels einer erfindungsgemäßen Gießwalze, -
Fig. 4a Oberflächenabschnitt eines Ausführungsbeispiels einer erfindungsgemäßen Gießwalze, -
Fig. 4b eine Abbott-Firestone-Kurve der Oberfläche eines Ausführungsbeispiels einer erfindungsgemäßen Gießwalze, -
Fig. 5a Oberflächenabschnitt eines Vergleichsbeispiels einer nicht erfindungsgemäßen Gießwalze, -
Fig. 5b eine Abbott-Firestone-Kurve der Oberfläche eines Vergleichsbeispiels einer nicht erfindungsgemäßen Gießwalze. -
Fig. 1 zeigt eine Bandgussanlage 1 zur Herstellung eines Aluminiumlegierungsbands 6 umfassend eine mitlaufende Kokille 2 mit zwei mitlaufenden Barrieren, zwischen denen ein Gießspalt 21 ausgebildet ist, wobei die mitlaufenden Barrieren jeweils durch eine Gießwalze 22 bereitgestellt werden, d. h. die Bandgussanlage 1 umfasst eine mitlaufende Kokille 2 mit einem Gießspalt 21, wobei die mitlaufende Kokille 2 zwei Gießwalzen 22 aufweist. Die Oberfläche 23 der Gießwalze 22 weist einen Rauheitswert Sa von mehr als 15 µm und eine Spitzenanzahl RPc(0,5 µm) von weniger als 35 cm-1 auf. Zudem weist die Oberfläche 23 der Gießwalze 22 eine Oberflächenstruktur auf, welche in einer (daran gemessenen) Abbott-Firestone Kurve bei einem Flächenanteil Smr von 10 % einen Höhenwert c von mindestens 20 µm über dem Null-Niveau aufweist, wobei das Null-Niveau als der Höhenwert bei einem Flächenanteil von 50 % definiert ist, d. h. c(50%) := 0 µm und c(10%) ≥ 20 µm . Die Oberfläche 23 der Gießwalze 22 kann zudem einen Rauheitswert Sa von 5 bis 40 µm, bevorzugt 15 bis 30 µm aufweisen. Die Oberfläche 23 der Gießwalze 22 ist im wesentlichen isotrop hinsichtlich der Spitzenanzahl mit einem Verhältnis von Rpc (in X-Richtg.) / Rpc (in Y-Richtg.) = 1(±5%). Die Gießwalze 22 besteht aus einer Kupferlegierung, die eine Wärmeleitfähigkeit von mehr als 300 W/(m∗K) aufweist, welche von der Oberfläche bis zu innen liegenden Kühlkanälen wirksam ist. Nach der entsprechenden Strukturierung kann die Oberfläche 23 der Gießwalze 22 einem Schliff mit 35 µm Abtrag unterzogen werden. Die Bandgussanlage 1 weist zudem Mittel 4 zum Einstellen der Zusammensetzung einer Atmosphäre an der Oberfläche der mittlaufenden Kokille 2 und/oder der Oberfläche 31 des Schmelzepools 3 auf. Die Mittel 4 erlauben hierbei eine kontrollierte Beaufschlagung der entsprechenden Oberflächen mit einem sauerstoffhaltigen Gasgemisch, beispielsweise Luft. - Ein Gießofen ist hier mit dem Gießzwickel durch ein Rohrsystem verbunden, welches beheizbare Keramikrohre 5 umfasst. Ferner weist der Gießzwickel zwei Seitendämme auf. Durch ein Zufuhrrohr 51 wird die Aluminiumlegierungsschmelze von oben in den Gießzwickel geführt. Das Zufuhrrohr 51 kann dabei als Mittel zum Zuführen der Aluminiumlegierungsschmelze in den Gießzwickel ausgeführt sein, über welche die Aluminiumlegierungsschmelze dem Gießbereich unterhalb der Oberfläche des im Gießbereich ausgebildeten Schmelzepools 3 zugeführt werden kann. Beispielsweise kann die Ausflussöffnung des Zufuhrrohrs 51 unter der Oberfläche des Schmelzepools liegen.
- Hierdurch kann die auf der Oberfläche 31 des Schmelzepools 3 gebildete ungebrochene Oxidschicht kontrolliert und kontinuierlich in den Gießspalt 21 eingezogen werden. Die hineingezogene Oxidschicht 32 bildet dann vorteilhaft eine Trennschicht zwischen Kokillenwand und der Schmelze bzw. dem abgezogenen Aluminiumlegierungsband 6. Vorteilhaft kann diese Oxidschicht unbeschädigt in den Gießspalt 21 eingezogen werden und kann so als Trennschicht zwischen Schmelze und Gießwalze bzw. Gießrolle dienen, wodurch Abrieb vermieden wird und sich eine gleichförmige und saubere Oberfläche des produzierten Aluminiumlegierungsbands 6 nach dem Bandgießen erreichen lässt.
- Die genannten Parameter sowie die Abbott-Firestone-Kurve werden üblicherweise über eine optische Messung der 3D-Oberflächenstruktur bestimmt. Die optische Erfassung der Oberfläche erfolgt beispielsweise flächenhaft über Interferometrie oder bevorzugt konfokale Mikroskopie. Die Messfläche muss dabei ausreichend groß gewählt werden, um eine statistisch repräsentative Messung der Oberfläche zu gewährleisten. Beispielsweise kann im vorliegenden Rauheitsbereich eine vorzugsweise quadratische Messfläche mit einer Seitenlänge von jeweils 7 mm verwendet werden. Der laterale Messpunktabstand muss so gewählt werden, dass eine ausreichende Auflösung der einzelnen Oberflächenmerkmale gegeben ist, z. B. 1,6 µm.Die in den Rohdaten der Messung enthaltene Walzenkrümmung wird mittels eines F-Operators (Polynom 2. Ordnung) entfernt. Die Bestimmung des Rauheitswerts Sa und des flächenhaften Materialanteils Smr basierend auf der Abbott-Firestone-Kurve erfolgt gemäß DIN-EN-ISO 25178-2:2012. Aus der optischen Messung der 3D-Oberflächenstruktur kann ebenfalls die Spitzenzahl RPc ermittelt werden, indem jeweils das Profil entlang einer Linie, beispielsweise entlang oder parallel zu einer der Seiten der Messfläche ausgewertet wird und von diesen Linienprofilen ausgehend die mittlere Spitzenzahl RPc der Oberfläche DIN EN 10049:2005 (Anwendungsgruppe 1 - allerdings ohne weiteres Entfernen der Welligkeits- und Feinstrauheitsanteile) folgend bestimmt wird. Die Verwendung von RPc als Kennwert hat sich bei den hier vorliegenden Topographien als vorteilhaft erwiesen. Auf einen Welligkeitsfilter wird verzichtet, da er bei den sehr hohen Rauheiten zum einen impraktikabel große Messflächen voraussetzen würde. Zum anderen sind die langen Wellen für die Kontaktbedingungen der Aluminiumschmelze auf einer Gießrolle oder -kette unbedeutend.
Die Messung und Auswertung erfolgen üblicherweise mit entsprechender normkonformer Software. - In
Fig. 2a ist eine Darstellung eines quadratischen Messbereich von x = 7 mm und y = 7 mm gezeigt, die an der Oberfläche eines Ausführungsbeispiels einer erfindungsgemäßen Gießwalze mittels optischer 3D-Messung ermittelt wurde. Die Gießwalze wies dabei eine Kupferoberfläche auf. - In
Fig. 2b ist die zugehörige, an der Oberfläche dieses Ausführungsbeispiels einer erfindungsgemäßen Gießwalze gemessene Abbott-Firestone-Kurve Smr(c) aufgetragen. Bei dieser Kurve handelt es sich um die kumulative Wahrscheinlichkeitsdichtefunktion des Oberflächenhöhenprofils S(c). Sie liefert zu einem prozentualen Wert Smr (Flächenanteil) zwischen 0 und 100 % (aufgetragen auf der Abszisse) diejenige Profilhöhe c (Schnittflächenlage), über der sich der entsprechende prozentuale Anteil der Oberfläche befindet. Sie beschreibt also den Materialanteil der Oberfläche abhängig von der Höhe c einer Schnittfläche durch die Oberfläche. - Aus der Abbott-Firestone-Kurve der
Fig. 2b ist deutlich zu sehen, dass das Null-Niveau als der Höhenwert bei einem Flächenanteil von 50 % definiert ist und das ein Flächenanteil Smr von 10 % einen Höhenwert c von mindestens 20 µm über dem Null-Niveau aufweist, wobei das Null-Niveau als der Höhenwert bei einem Flächenanteil von 50 % definiert ist. - Aus der zur Ermittlung der Abbott-Firestone-Kurve durchgeführten optischen 3D-Messung der Oberfläche an einem quadratischen Messbereich von x = 7 mm und y = 7 mm wurde zudem jeweils entlang der x- und der y-Richtung eine 2D-Auswertung zur Ermittlung der Größe der Mittenrauheit Ra, der Spitzenanzahl RPc (0,5 µm), des quadratischen Mittenrauwerts Rq und der mittleren Rautiefe Rz durchgeführt. Dies geschah automatisiert entlang einer großen Anzahl von Linien jeweils parallel zu den Seiten des Messbereichs. Es ergab sich entlang der x-Richtung eine Mittenrauheit Ra von 26,4(±5,1) µm, ein mittlerer quadratischer Mittenrauwert Rq von 32,1(±5,5) µm, eine mittlere Rautiefe Rz von 104,1(±13,0) µm und eine Spitzenanzahl RPc(0,5 µm) von17,0(±5,1) pro cm. Entlang der y-Richtung ergab sich ein Mittenrauheit Ra von 26,4(±2,9) µm, ein mittlerer quadratischer Mittenrauwert Rq von 32,4(±3,2) µm, eine mittlere Rautiefe Rz 104,8(±9,8) µm und eine Spitzenanzahl RPc(0,5 µm) von 17,4(±4,4) pro cm. Insbesondere ist Ra entlang der x-Richtung gleich zu Ra entlang der y-Richtung und aufgrund der Isotropie insbesondere gleich zum Rauheitswert Sa von 26,4(±2,9) µm.Das Verhältnis RPc (in X-Richtg.) / RPc (in Y-Richtg.) = 0,98. Die Oberfläche ist insbesondere isotrop hinsichtlich RPc, Ra und Rz.
- Beim Bandguss einer AA8111 Legierung mit einer Gießwalze, welche die in
Fig. 2a und 2b dargestellte Oberflächencharakteristik aufwies, konnten gute Bandbildungseigenschaften erzielt werden. - Die Kupferoberfläche eines weiteren Ausführungsbeispiels einer erfindungsgemäßen Gießwalze ist in
Fig. 3a durch eine Darstellung eines quadratischen Messbereich von x = 7 mm und y = 7 mm beispielhaft wiedergegeben. InFig. 3b ist die zugehörige Abbott-Firestone-Kurve Smr(c) dieses weiteren Ausführungsbeispiels aufgetragen. Auch die Abbott-Firestone-Kurve derFig. 3b zeigt bei einem Flächenanteil Smr von 10 % einen Höhenwert c von mindestens 20 µm über dem Null-Niveau. Aus der zur Ermittlung der Abbott-Firestone-Kurve durchgeführten optischen 3D-Messung der Oberfläche wurden zudem die auch zum Ausführungsbeispiel derFig. 2a /b ermittelten Größen bestimmt. Es ergab sich entlang der x-Richtung ein Mittenrauheit Ra von 23,5(±2,9) µm, ein mittlerer quadratischer Mittenrauwert Rq von 28,6(±3,5) µm, eine mittlere Rautiefe Rz von 92,6(±11,2) µm und eine Spitzenanzahl RPc(0,5 µm) von 16,1(±5,1) pro cm. Entlang der y-Richtung ergab sich ein Mittenrauheit Ra von 23,8(±3,5) µm, ein mittlerer quadratischer Mittenrauwert Rq von 28,9(±4,2) µm, eine mittlere Rautiefe Rz von 92,7(±14,3) µm und eine Spitzenanzahl RPc(0,5 µm) von 16,1(±4,0) pro cm. Es ergab sich ein Rauhheitswert Sa von 23,6(±2,3) µm.Auch beim Bandguss einer AA8111 Legierung mit einer Gießwalze, welche die inFig. 3a und 3b dargestellte Oberflächencharakteristik aufwies, konnten gute Bandbildungseigenschaften erzielt werden. -
Fig. 4a zeigt einen quadratischen Bereich mit 7 mm Kantenlänge der Oberfläche eines weiteren Ausführungsbeispiels einer erfindungsgemäßen Gießwalze. InFig. 4b ist die zugehörige Abbott-Firestone-Kurve Smr(c) aufgetragen. Für dieses Ausführungsbeispiel wurde die Oberfläche der Gießwalze, deren Abbott-Firestone Kurve inFig. 2b dargestellt ist, einem Schliff mit einem Abtrag von 35 µm unterzogen. Durch den Abschliff zeigt die Abbott-Firestone-Kurve hin zu kleinen Smr Werten einen flacheren Verlauf. Trotz des Abschliffs zeigt auch die Abbott-Firestone-Kurve derFig. 4b bei einem Flächenanteil Smr von 10 % einen Höhenwert c von mindestens 20 µm über dem Null-Niveau. Es wurden zudem wiederum die zum Ausführungsbeispiel derFig. 2a /b ermittelten Größen bestimmt. Es ergab sich entlang der x-Richtung ein Mittenrauheit Ra von 25,6(±4,8) µm, ein mittlerer quadratischer Mittenrauwert Rq von 30,8(±5,1) µm, eine mittlere Rautiefe Rz von 92,7(±11,0) µm und eine Spitzenanzahl RPc(0,5 µm) von 16,8(±5,1) pro cm. Entlang der y-Richtung ergab sich ein Mittenrauheit Ra von 25,6(±2,8) µm, ein mittlerer quadratischer Mittenrauwert Rq von 31,1(±3,1) µm, eine mittlere Rautiefe Rz von 93,6(±8,8) µm und eine Spitzenanzahl RPc(0,5 µm) von 17,4(±4,5) pro cm. Es ergab sich ein Rauhheitswert Sa von 25,6(±2,8) µm. - Durch den Abschliff sind solche Oberflächen verschleißresistenter und bilden ein Plateau, das die Schmelze gut abstützt. Gleichzeitig bleiben die wesentlichen Struktureigenschaften erhalten, sodass die Oberfläche insbesondere über tiefe Taschen verfügt, die die Kontaktfläche verkleinern. Die Spitzenanzahl RPc und der Rauheitswert Sa bleiben im Rahmen der Messunsicherheiten trotz des Abschliffs im Wesentlichen unverändert. Die tragenden Anteile bilden eine isotrope netzförmige Struktur aus, wie aus den 3D-Oberflächenmessungen hervorgeht und durch die nur geringen Abweichungen von RPc in x- und y-Richtung indiziert wird.
- Für einen Vergleichsversuch wurde ein Band aus einer AA8111 Legierung unter Verwendung einer nicht erfindungsgemäßen Gießwalze mit Kupferoberfläche gegossen. In
Fig. 5a ist wiederum eine Darstellung eines quadratischen Messbereichs mit 7 mm Kantenlänge der Oberfläche der nicht-erfindungsgemäßen Gießwalze gezeigt. InFig. 5b ist die zugehörige Abbott-Firestone Kurve aufgetragen. Die Oberfläche ist nicht isotrop mit einer Rauheit quer zur Schleifrichtung von nur 0,21(±0,01) µm und längs zur Schleifrichtung von 0,16(±0,08) µm sowie einer Spitzendichte RPc von 10,3(±3,3) pro cm quer zur Schleifrichtung und 0,0(±0,2) pro cm längs zur Schleifrichtung. Der mittlere quadratische Mittenrauwert Rq ergab sich zu 0,2(±0,1) µm längs und zu 0,3(±0,0) µm quer zur Schleifrichtung; die mittlere Rautiefe Rz zu 0,2(±0,1) µm längs und zu 1,4(±0,1) µm quer zur Schleifrichtung. Wie ausFig. 5b ersichtlich liegt zudem ein Flächenanteil Smr von 10 % bei einen Höhenwert c von deutlich unter 20 µm vor. Im Vergleichsversuch mit dieser nicht erfindungsgemäßen Gießwalze zeigten sich schlechte Bandbildungseigenschaften. - Durch die beschriebenen Ausführungsbeispiele der erfindungsgemäßen Gießwalzen lässt sich eine trennmittelfreie Herstellung eines Aluminiumlegierungsbandes mittels Bandguss realisieren. Hierdurch wird insbesondere eine Barriere des Wärmestroms von der Schmelze bzw. Bandschale in die mitlaufende Kokille eliminiert. Dies wirkt sich somit direkt auf die mögliche Produktivität der Gießanlage aus. Des weiteren kann der Einsatz eines Trennmittels, meist als Graphitsuspension zu unerwünschten Belägen auf den erzeugten Bändern führen. Dies wird erfindungsgemäß vermieden. Trotzdem können die Nachteile eines Anhaftens mit den beschriebenen Mitteln effektiv vermieden werden. Somit kann ein qualitativ hochwertiges Aluminiumlegierungsband besonders produktiv bereitgestellt werden.
Claims (14)
- Gießwalze (22) oder -kette für eine mitlaufende Kokille (2) einer Bandgussanlage (1) zur Herstellung eines Aluminiumlegierungsbands (6),
dadurch gekennzeichnet, dass
die Oberfläche (23) der Gießwalze (22) oder -kette ein Rauheitswert Sa von mehr als 5 µm und eine mittlere Spitzenanzahl RPc(0,5 µm) von weniger als 42 cm-1 aufweist. - Gießwalze (22) oder -kette nach Anspruch 1,
dadurch gekennzeichnet, dass
die Oberfläche (23) der Gießwalze (22) oder -kette ein Rauheitswert Sa von mehr als 15 µm und/oder eine mittlere Spitzenanzahl RPc(0,5 µm) von weniger als 35 cm-1aufweist. - Gießwalze (22) oder -kette nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass
die Oberfläche (23) der Gießwalze (22) oder -kette eine Oberflächenstruktur aufweist, welche in einer Abbott-Firestone Kurve bei einem Flächenanteil Smr von 10 % einen Höhenwert c von mindestens 20 µm über dem Null-Niveau aufweist, wobei das Null-Niveau als der Höhenwert bei einem Flächenanteil von 50 % definiert ist. - Gießwalze (22) oder -kette nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, dass
die Oberfläche (23) der Gießwalze (22) oder -kette einen Rauheitswert Sa von 5 bis 40 µm, bevorzugt 15 bis 30 µm, weiter bevorzugt 20 bis 25 µm aufweist. - Gießwalze (22) oder -kette nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass
die Oberfläche (23) der Gießwalze oder -kette im Wesentlichen isotrop hinsichtlich der Spitzenanzahl ist. - Gießwalze (22) oder -kette nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass
die Oberfläche (23) der Gießwalze (22) oder -kette nach der Strukturierung einem Schliff mit einem Abtrag bis zu 45 µm, bevorzugt zwischen 30 und 40 µm unterzogen wurde. - Gießwalze (22) oder -kette nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, dass
zumindest die Oberfläche (23) der Gießwalze (22) oder -kette ein Material mit einer Wärmeleitfähigkeit von mehr als 100 W/(m∗K), bevorzugt von mehr als 200 W/(m∗K), besonders bevorzugt von mehr als 300 W/(m∗K) aufweist. - Bandgussanlage (1) zur Herstellung eines Aluminiumlegierungsbands umfassend mindestens eine mitlaufende Kokille (2) mit einem Gießspalt (21),
dadurch gekennzeichnet, dass
die mindestens eine mitlaufende Kokille (2) mindestens eine Gießwalze (22) oder -kette nach einem der Ansprüche 1 bis 7 aufweist. - Bandgussanlage (1) nach Anspruch 8,
dadurch gekennzeichnet, dass
die Bandgussanlage (1) Mittel (4) zum Einstellen der Zusammensetzung einer Atmosphäre an der Oberfläche der mittlaufenden Kokille (2) aufweist. - Bandgussanlage (1) nach Anspruch 8 oder 9,
dadurch gekennzeichnet, dass
die Bandgussanlage (1) eine vertikale oder horizontale Bandgussanlage (1) ist. - Bandgussanlage (1) nach einem der Ansprüche 8 bis 10,
dadurch gekennzeichnet, dass
die Bandgussanlage (1) Mittel zum Zuführen einer Aluminiumlegierungsschmelze in einen vor dem Gießspalt (21) ausgebildeten Schmelzepool (3) umfasst, über welche die Aluminiumlegierungsschmelze dem Schmelzepool (3) unterhalb der Oberfläche des Schmelzepools (3) zugeführt werden kann. - Verfahren zur Herstellung eines Aluminiumlegierungsbands mittels einer Bandgussanlage nach einem der Ansprüche 8 bis 11, welches die folgenden Schritte umfasst:- Ausbilden eines Schmelzepools (3) aus einer Aluminiumlegierungsschmelze in einem Gießbereich vor der mitlaufenden Kokille (2);- Stabilisieren einer Oxidschicht (31) auf der Oberfläche des Schmelzepools (3) durch Beaufschlagen der Aluminiumlegierungsschmelze mit einem sauerstoffhaltigen Gasgemisch, beispielsweise Luft;- Einziehen der Oxidschicht (31) in den Gießspalt (21);
- Verfahren nach Anspruch 12, umfassend:- Einstellen einer spezifischen Flächenlast beim Fügen der beim Erstarren der Aluminiumlegierungsschmelze entstehenden Bandschalen von 10 bis 800 kN/m, bevorzugt von 20 bis 400 kN/m, weiter bevorzugt von 100 bis 200 kN/m.
- Verfahren nach Anspruch 12 oder 13, umfassend:- Zuführen der Aluminiumlegierungsschmelze in den Schmelzepool (3) unterhalb der Oberfläche des Schmelzepools (3).
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21150174.7A EP4023358A1 (de) | 2021-01-05 | 2021-01-05 | Trennmittelfreier aluminiumbandguss |
| EP21839201.7A EP4274694B1 (de) | 2021-01-05 | 2021-12-17 | Trennmittelfreier aluminiumbandguss |
| CN202180089329.8A CN116710217A (zh) | 2021-01-05 | 2021-12-17 | 无分离剂的铝带铸造 |
| PCT/EP2021/086408 WO2022148636A1 (de) | 2021-01-05 | 2021-12-17 | Trennmittelfreier aluminiumbandguss |
| US18/344,140 US20230339014A1 (en) | 2021-01-05 | 2023-06-29 | Release Agent-Free Aluminium Strip Casting |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21150174.7A EP4023358A1 (de) | 2021-01-05 | 2021-01-05 | Trennmittelfreier aluminiumbandguss |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4023358A1 true EP4023358A1 (de) | 2022-07-06 |
Family
ID=74103934
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21150174.7A Withdrawn EP4023358A1 (de) | 2021-01-05 | 2021-01-05 | Trennmittelfreier aluminiumbandguss |
| EP21839201.7A Active EP4274694B1 (de) | 2021-01-05 | 2021-12-17 | Trennmittelfreier aluminiumbandguss |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21839201.7A Active EP4274694B1 (de) | 2021-01-05 | 2021-12-17 | Trennmittelfreier aluminiumbandguss |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230339014A1 (de) |
| EP (2) | EP4023358A1 (de) |
| CN (1) | CN116710217A (de) |
| WO (1) | WO2022148636A1 (de) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0736350A1 (de) * | 1995-04-07 | 1996-10-09 | USINOR SACILOR Société Anonyme | Verfahren und Vorrichtung zu Regelung der Balligkeit von Zylindern in eine Metallbandgiessvorrichtung |
| WO2004000487A1 (de) | 2002-06-25 | 2003-12-31 | Voest-Alpine Industrieanlagenbau Gmbh & Co | Verfahren zur erzeugung eines metallbandes mit einer zweiwalzengiesseinrichtung |
| KR100928768B1 (ko) * | 2002-12-24 | 2009-11-25 | 주식회사 포스코 | 쌍롤형 박판 주조기에서 비철금속의 박판제조방법 |
| US20100300643A1 (en) * | 2007-01-24 | 2010-12-02 | Thyssenkrupp Nirosta Gmbh | Casting roll for a two-roll casting device and two-roll casting device |
| CN104002203A (zh) * | 2014-05-30 | 2014-08-27 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊可调可控高粗糙度毛化表面制备方法 |
| CN104002202A (zh) * | 2014-05-30 | 2014-08-27 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊高清洁度无缺陷毛化表面制备方法 |
| CN106272087A (zh) * | 2015-05-29 | 2017-01-04 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊毛化表面特定形貌制备方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4054173A (en) * | 1974-12-23 | 1977-10-18 | Hunter Engineering Co., Inc. | Apparatus for producing completely recrystallized metal sheet |
| AT408198B (de) * | 1998-03-25 | 2001-09-25 | Voest Alpine Ind Anlagen | Verfahren zum stranggiessen eines dünnen bandes sowie vorrichtung zur durchführung des verfahrens |
| FR2791286B1 (fr) * | 1999-03-26 | 2001-05-04 | Lorraine Laminage | Procede de fabrication de bandes en acier au carbone par coulee continue entre deux cylindres |
| WO2012082391A1 (en) * | 2010-12-14 | 2012-06-21 | 3M Innovative Properties Company | Images and method of making the same |
| KR20160020500A (ko) * | 2013-07-30 | 2016-02-23 | 제이에프이 스틸 가부시키가이샤 | 철계 비정질 합금 박대 |
| DE102015101580B3 (de) * | 2015-02-04 | 2016-06-02 | Hydro Aluminium Rolled Products Gmbh | Verfahren und Vorrichtung zum Prägewalzen eines Bandes |
| JP2017177142A (ja) * | 2016-03-29 | 2017-10-05 | 株式会社Uacj | アルミニウム合金材の製造方法 |
-
2021
- 2021-01-05 EP EP21150174.7A patent/EP4023358A1/de not_active Withdrawn
- 2021-12-17 CN CN202180089329.8A patent/CN116710217A/zh active Pending
- 2021-12-17 WO PCT/EP2021/086408 patent/WO2022148636A1/de active Application Filing
- 2021-12-17 EP EP21839201.7A patent/EP4274694B1/de active Active
-
2023
- 2023-06-29 US US18/344,140 patent/US20230339014A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0736350A1 (de) * | 1995-04-07 | 1996-10-09 | USINOR SACILOR Société Anonyme | Verfahren und Vorrichtung zu Regelung der Balligkeit von Zylindern in eine Metallbandgiessvorrichtung |
| WO2004000487A1 (de) | 2002-06-25 | 2003-12-31 | Voest-Alpine Industrieanlagenbau Gmbh & Co | Verfahren zur erzeugung eines metallbandes mit einer zweiwalzengiesseinrichtung |
| KR100928768B1 (ko) * | 2002-12-24 | 2009-11-25 | 주식회사 포스코 | 쌍롤형 박판 주조기에서 비철금속의 박판제조방법 |
| US20100300643A1 (en) * | 2007-01-24 | 2010-12-02 | Thyssenkrupp Nirosta Gmbh | Casting roll for a two-roll casting device and two-roll casting device |
| CN104002203A (zh) * | 2014-05-30 | 2014-08-27 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊可调可控高粗糙度毛化表面制备方法 |
| CN104002202A (zh) * | 2014-05-30 | 2014-08-27 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊高清洁度无缺陷毛化表面制备方法 |
| CN106272087A (zh) * | 2015-05-29 | 2017-01-04 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊毛化表面特定形貌制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116710217A (zh) | 2023-09-05 |
| EP4274694A1 (de) | 2023-11-15 |
| US20230339014A1 (en) | 2023-10-26 |
| WO2022148636A1 (de) | 2022-07-14 |
| EP4274694C0 (de) | 2024-07-03 |
| EP4274694B1 (de) | 2024-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69320322T2 (de) | Giessform zum Stranggiessen von dünnen Brammen | |
| DE69004365T2 (de) | Verfahren und Vorrichtung zum Stranggiessen von Stahlblech. | |
| DE3627991C2 (de) | ||
| EP1799368A1 (de) | Verfahren und vorrichtung zum kontinuierlichen herstellen eines dünnen metallbandes | |
| EP0326190A2 (de) | Anlage zum Herstellen eines Stahlbandes mit einer Dicke von 2 bis 25 mm | |
| DE69429900T2 (de) | Verfahren zum Stranggiessen und Verfahren zum Stranggiessen/Walzen von Stahl | |
| DE69123293T2 (de) | Im strang gegossener dünner gegenstand und verfahren zum giessen | |
| DE2909848A1 (de) | Verfahren zum stranggiessen von metall und vorrichtung zur durchfuehrung des verfahrens | |
| EP1068035B1 (de) | Verfahren zum stranggiessen eines dünnen bandes sowie vorrichtung zur durchführung des verfahrens | |
| DE3818077C2 (de) | ||
| DE60000858T2 (de) | Verfahren und vorrichtung zum stranggiessen mit hoher geschwindigkeit | |
| DE602004010835T2 (de) | Oberflächenstrukturierung von giessbändern für stranggussmaschinen | |
| DE60224243T2 (de) | Herstellungsverfahren für nahtloses stahlrohr | |
| EP3993921B1 (de) | Schmelzezuführung für bandgussanlagen | |
| DE3440236C2 (de) | ||
| EP4274694B1 (de) | Trennmittelfreier aluminiumbandguss | |
| DE2552635A1 (de) | Verfahren zum stranggiessen von stahl | |
| EP1132161B1 (de) | Verfahren zum Stranggiessen von Brammen, und insbesondere von Dünnbrammen | |
| DE2853868C2 (de) | Verfahren zum Stranggießen von Stahl sowie dementsprechend hergestellter Stahlstrang | |
| DE3789084T2 (de) | Verfahren und Vorrichtung zum kontinuierlichen Druckschmieden von Stranggussstahl. | |
| DE4234135C2 (de) | Verfahren und Vorrichtung für das Horizontal-Stranggießen | |
| DE3856161T2 (de) | Verfahren und vorrichtung zum direkten giessen von metall zur bildung langer körper | |
| DE3112947C2 (de) | Verfahren und Anlage zum Bogenstranggießen | |
| EP1441871B1 (de) | Verfahren und giessmaschine zur produktion von gusssträngen im knüppel- oder blockformat | |
| DE3002347A1 (de) | Neues gusstahlprodukt und verfahren zu seiner herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20230105 |