EP4023358A1 - Coulée de bande d'aluminium sans agent de démoulage - Google Patents
Coulée de bande d'aluminium sans agent de démoulage Download PDFInfo
- Publication number
- EP4023358A1 EP4023358A1 EP21150174.7A EP21150174A EP4023358A1 EP 4023358 A1 EP4023358 A1 EP 4023358A1 EP 21150174 A EP21150174 A EP 21150174A EP 4023358 A1 EP4023358 A1 EP 4023358A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- casting
- strip
- chain
- aluminum alloy
- melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0665—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating
- B22D11/0674—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating for machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0605—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by two belts, e.g. Hazelett-process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
- B22D11/003—Aluminium alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0622—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by two casting wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0648—Casting surfaces
- B22D11/0651—Casting wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0648—Casting surfaces
- B22D11/0654—Casting belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0665—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0665—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating
- B22D11/0668—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating for dressing, coating or lubricating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0697—Accessories therefor for casting in a protected atmosphere
Definitions
- the invention relates to a casting roll or chain for a traveling mold of a strip casting plant for the production of an aluminum alloy strip; and a strip casting plant for producing an aluminum alloy strip, comprising at least one traveling mold with a casting gap. Furthermore, the invention relates to a method for producing an aluminum alloy strip using a strip casting plant.
- Strip casting using strip casting machines is an economical and energy-efficient alternative to the conventional production of metal strips using ingot casting, reheating and hot rolling.
- strip casting a near-net-shape hot strip is produced directly from molten metal.
- the molten metal is cast in a strip casting plant in which the casting area or solidification area in which the cast strip is formed is delimited on at least one longitudinal side by a barrier that is continuously moved and cooled during the casting process. This barrier runs along with the solidifying strip, so that a so-called traveling mold is provided. Revolving molds allow a high casting and solidification speed.
- TRC Twin Roll Casting
- the molten metal is introduced into an internally cooled pair of rolls or rollers and first solidifies in the casting gap between the two rolls, is then formed, drawn off as a strip and, for example, wound up.
- a strip casting plant is, for example, from WO 2004-000487 known.
- the mostly horizontally operated two-chain process TBC
- TBC twin belt casting or Hazelett process
- the rotating mold is formed by opposite sides of two cooled (daming block) chains, between which a casting gap is formed, in which the molten metal solidifies.
- traveling molds in the form of caterpillar molds (block casting) are also used, in which cooling blocks are arranged on chain segments.
- the sticking of the strip to the surface of the mold is problematic in the production of aluminum strips using the strip casting process.
- the melt comes into contact with the mold.
- Solidification nuclei form at the contact points.
- the solidification nuclei grow into solidification lenses, which later combine to form continuously growing band shells.
- the resulting two continuously growing strip shells are then joined to form a strip in a reshaping process.
- the contact of the melt or the hot strip surface with the moving mold under high pressure in this process leads to the welding of the two strip shells on the one hand, but also to undesirable adhesions or welding of the strip surface to the moving mold on the other. This can lead to hot cracks on the strip surface or inhomogeneities in the strip structure and thus disadvantageous material properties of the strip. In the worst case, the buildup can lead to strip breaks and thus to process aborts.
- a release agent is therefore applied to avoid adhesion, in the case of the horizontal TRC in particular, usually a graphite suspension.
- a release agent is also applied to the circulating chain.
- smooth ground casting rolls are generally used.
- release agent is a significant limiting factor in the productivity of the strip casting process and can lead to quality restrictions.
- the use of a release agent can lead to undesirable deposits on the strips produced.
- the present invention has therefore set itself the task of providing a casting roll or chain with which on the one hand sticking to the casting roll or chain is avoided and on the other hand a low-segregation and crack-free aluminum alloy strip can be produced, particularly under industrial conditions. Furthermore, the present invention has set itself the task of providing a corresponding strip casting system and a corresponding method for strip casting.
- this object is achieved with a casting roller or chain according to the invention in that the surface of the casting roller or chain has a roughness value Sa of more than 5 ⁇ m and an average number of peaks RPc(0.5 ⁇ m) of less than 42 cm -1 having.
- the surface of the casting roller or chain refers here to that surface which comes into contact with the melt or an oxide layer surrounding it during strip casting, ie typically the peripheral surface of the roller or chain.
- the surface of the chain is therefore to be understood as the corresponding surface of the cooling blocks.
- a shot peening process can be used to structure the surface of the casting roll or chain.
- "Shot Blasting Texturing" SBT
- the surface structure of the casting roll or chain is preferably produced by shot peening.
- the surface is treated with a blasting agent using a blast wheel or compressed air at pressures of 2-7 bar.
- Steel, glass or plastic balls, for example, are used as the blasting medium, for example with a diameter in the range from 1 to 5 mm.
- a further advantage of this process is that the surface is reshaped and hardening is thereby introduced, which contributes to the surface becoming more wear-resistant in use.
- ground casting rolls are conventionally used.
- a conventional casting roll that has been ground in this way only has an average roughness in the range of up to a few micrometers.
- the use of a rough surface can have advantages in terms of avoiding adhesions.
- an oxide layer formed on the melt which can form very quickly in the case of aluminum melts in particular, can be used to significantly reduce adhesion of the melt, the strip shells or the strip to the casting roller or chain. Sticking to the casting roller or chain can be avoided even with a roughness value Sa of more than 5 ⁇ m and an average number of peaks RPc(0.5 ⁇ m) of less than 42 cm -1 , since the contact surface with the melt is reduced.
- the surface of the casting roller or chain has a roughness value Sa of more than 15 ⁇ m and/or an average number of peaks RPc(0.5 ⁇ m) of less than 35 cm -1 .
- the average number of peaks RPc(0.5 ⁇ m) is preferably at least 9 or preferably at least 10 cm -1 in order to achieve a preferred peak spacing and to prevent the melt or the oxide skin on the melt from coming into contact with the rolling base as far as possible.
- the peaks are preferably distributed stochastically and preferably have a height of at least 10 ⁇ m. Sa in turn is at most 70 ⁇ m, for example.
- a rougher surface and/or fewer peaks allow better use of the surface tension of the aluminum alloy melt so that the melt or the oxide layer surrounding it comes into contact with the casting roll or chain only at roughness peaks and thus adheres to the casting roll or chain better avoided.
- the first contact of the melt with a moving mold e.g. the surface of a casting roller or chain, occurs at the roughness peaks, on which the first solidification nuclei are consequently located form.
- the heat is dissipated directly via the roughness peaks when the melt solidifies.
- the solidification of the strip shells can be homogenized and the quality of an aluminum strip produced with it can thus be improved.
- An appropriately structured surface has deep pockets, ie void volumes, so that the contact area between the melt and the casting roller or chain is reduced.
- gas can be trapped in the empty volume between the melt and the surface of the casting roller or chain, which contributes to the stabilization of the oxide layer, so that the heat dissipation in the strip growth phase is reduced and homogenized.
- an oxygen-containing gas mixture such as air, which is in the boundary layer for a constant oxidation of the surface of the melt. This can bring about a stabilization of the oxide layer on the strip shell surface, which prevents adhesion.
- the surface of the casting roller or casting chain has a closed void area aclm of at least 30%.
- a surface is usually measured optically in three dimensions. Planar areas, which extend parallel to the measured surface, are introduced into the measured three-dimensional height profile of the surface at a height c, where c is preferably determined as the distance from the zero level of the measured surface. The area of the intersection of the level surfaces introduced with the measured surface at height c is determined and divided by the total measurement area in order to obtain the proportion of the intersection of the total measurement area. This area proportion is determined for different heights c. The cut surface height is then plotted as a function of area fraction, resulting in the Abbott-Firestone curve. This thus describes the material content of the surface depending on the height of a section through the surface.
- a constant contact surface between the melt and the casting roll or chain can be made possible until a stable strip shell is formed, since the oxide layer surrounding the melt only touches the casting roller or chain directly at roughness peaks due to the surface tension of the melt and these contact surfaces are retained during the formation of the solidification lenses and the band shells.
- the surface of the casting roller or chain has a roughness value Sa of 5 to 40 ⁇ m, preferably 15 to 30 ⁇ m, more preferably 20 to 25 ⁇ m. These areas provide for improvement the roughness properties of the casting roll surface with regard to the properties already mentioned for avoiding melt adhesions.
- the surface of the casting roll or chain is essentially isotropic with regard to the number of tips.
- the isotropy in terms of the number of peaks can be determined from the ratio of the number of peaks in the X and Y directions.
- the X and Y directions are determined by the two sides of the rectangular measurement area.
- the surface is preferably isotropic with regard to Sa and RPc, particularly preferably the surface is essentially isotropic, i.e. with regard to all relevant parameters.
- the surface of the casting roller or chain was ground after the structuring with a removal of up to 45 ⁇ m, preferably between 30 and 40 ⁇ m, particularly preferably from 33 to 37 ⁇ m, in particular 35 ⁇ m .
- the surface of the casting roller or chain is abraded. This leads to an improvement in the wear resistance of the surface.
- the tips are slightly ground off, so that plateaus are formed which can support the melt particularly well, while at the same time the advantageous properties mentioned are retained.
- the support portions form an isotropic net-like structure
- At least the surface of the casting roller or chain has a material with a thermal conductivity of more than 100 W/(m * K), in particular more than 200 W/(m * K), preferably of more than 300 W/(m ⁇ K).
- the temperature of the melt or strip shell in the area of direct contact can be lowered very quickly and adhesion or welding can thus be avoided even better.
- a copper alloy is suitable as the material.
- the casting roll or chain has this material from the surface to the internal cooling channels.
- the casting roller or chain essentially consists of a corresponding copper alloy.
- a strip casting system for producing an aluminum alloy strip comprising at least one moving mold with two moving barriers between which a casting gap is formed, with at least one moving barrier being provided by a casting roller or chain, in particular, that the surface of at least one traveling barrier has a roughness value Sa greater than 5 ⁇ m and a mean peak count RPc(0.5 ⁇ m) less than 42 cm -1 .
- a structured surface can be viewed as a means for transporting an oxide layer, in particular from the surface of a melt pool formed in front of the revolving mold, into the casting gap.
- the at least one traveling mold of the strip casting plant has in particular at least one casting roller or casting chain according to the invention.
- an oxide layer formed on the surface of the melt pool can be used to produce aluminum alloy strip without the use of a release agent.
- a substantially unbroken oxide layer can be controlled from the surface of the melt pool and continuously drawn into the casting gap.
- the drawn-in oxide layer then advantageously forms a separating layer between the mold wall, for example a roller, and the aluminum melt.
- the surface of the at least one moving barrier has a roughness value Sa of more than 15 ⁇ m and/or an average number of peaks RPc(0.5 ⁇ m) of less than 35 cm -1 .
- the surface of the at least one moving barrier has a surface structure which, in an Abbott-Firestone curve (measured on it) with a surface area S mr of 10%, has a height value c of at least 20 ⁇ m above the zero level , where the zero level is defined as the height value at 50% area fraction. Due to the low contact area with a high profile height, a stabilization or continuous renewal of the oxide layer on the melt surface in the boundary layer of melt and moving mold can be achieved, for example by introducing an oxygen-containing gas mixture into this boundary layer. As a result, a stationary state can be formed between the replicating oxide layer and the drawn-in oxide layer. In particular, it can be advantageous to even actively control the formation of the oxide layer by supplying oxygen.
- the barrier preferably has a closed empty area proportion of at least 30%.
- the heat dissipation can be homogenized by stabilizing a gas layer, for example air in the boundary layer.
- the surface of the at least one traveling barrier is essentially isotropic with respect to the top count. This leads to advantageous properties for the quality of an aluminum alloy strip produced, which have already been described.
- the surface of the at least one moving barrier has an area-related roughness value Sa of 5 to 40 ⁇ m, preferably 15 to 30 ⁇ m, more preferably 20 to 25 ⁇ m.
- the strip casting plant has means for adjusting the composition of an atmosphere on the surface of the mold running in the middle.
- a certain gas mixture can be introduced into the intermediate layer between the melt and the moving mold.
- An oxygen-containing gas for example air or a gas mixture with an increased oxygen content, is preferably used in order to support the constant reproduction or stabilization of an oxide layer.
- the surface of the melt pool can be exposed to a gas mixture via a nozzle.
- a gas mixture can also be introduced into the contact area between the melt and the traveling barrier by means of a nozzle, so that it can be enclosed in the empty volume between the melt and the surface of the casting roller or chain.
- the proportion of oxygen in the gas mixture can be adjusted in order to control the formation of an oxide layer on the surface of the melt or strip.
- the strip casting plant preferably has means for setting a specific surface load when joining strip shells from 10 to 800 kN/m, preferably from 20 to 400 kN/m, more preferably from 100 to 200 kN/m.
- the strip casting plant is a vertical or horizontal strip casting plant. It has been found that the surface structure provided according to the invention can be used particularly advantageously for vertically or horizontally aligned strip casting plants, in particular TRC plants.
- the strip casting plant comprises means for feeding an aluminum alloy melt into a melt pool formed in front of the casting gap, via which the aluminum alloy melt can be fed to the melt pool below the surface of the melt pool.
- the strip casting plant has a casting area arranged in front of the casting gap and comprises means for feeding an aluminum alloy melt into the casting area, via which an aluminum alloy melt can be fed to the casting area below the surface of a melt pool formed in the casting area.
- the casting area is arranged in front of the moving mold and is usually limited by the moving mold.
- the casting area can be designed as a casting gusset, with the casting area or the casting gusset being formed by the moving mold and at least one side dam, preferably two side dams, which are attached oppositely on both sides of the moving mold.
- a melt pool is formed in the casting area, from which the aluminum alloy melt flows and/or is drawn into the roll gap.
- the casting area or casting wedge is arranged essentially above the casting gap and is delimited by the upper area of the moving mold.
- the surface of the melt pool can be kept particularly still. Breaking through of the surface of the melt pool, for example due to turbulence of the surface, is avoided here, so that an uncontrolled reproduction of oxides or an intermixing of oxides can be effectively prevented. It can also be avoided that an oxide layer that has formed is drawn into the casting gap and mixed in in an uncontrolled manner. Instead, an unbroken oxide layer of uniform thickness can be provided on the surface of the melt pool will. This unbroken oxide layer of the melt pool can then be monitored and continuously drawn into the casting gap, for example via a casting roll with a surface structure already described. The drawn-in oxide layer then already advantageously forms a separating layer between the mold wall, for example a roller or a cooling belt, and the aluminum alloy melt.
- a high-quality aluminum alloy strip for example from an AA8xxx alloy, in particular from an AA8111 alloy, can advantageously be produced without a release agent.
- a low specific surface load by setting a low specific surface load, tearing open of the oxide layer and uncontrolled mixing of oxides into the melt can also be avoided.
- sticking of the melt to the casting roll or chain can be prevented even better.
- defects in the aluminum strip produced can be avoided, which could result from uncontrolled mixing in of oxides during strip casting.
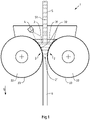
- the strip casting plant 1 shows a strip casting plant 1 for the production of an aluminum alloy strip 6 comprising a moving mold 2 with two moving barriers between which a casting gap 21 is formed, the moving barriers each being provided by a casting roll 22, ie the strip casting plant 1 comprises a moving mold 2 with a Casting gap 21, the revolving mold 2 having two casting rolls 22.
- the surface 23 of the casting roll 22 has a roughness value Sa of more than 15 ⁇ m and a peak count RPc (0.5 ⁇ m) of less than 35 cm -1 .
- the surface 23 of the casting roll 22 can also have a roughness value Sa of 5 to 40 ⁇ m, preferably 15 to 30 ⁇ m.
- the casting roll 22 consists of a copper alloy which has a thermal conductivity of more than 300 W/(m * K), which is effective from the surface to the internal cooling channels. After the corresponding structuring, the surface 23 of the casting roll 22 can be subjected to a grind with a removal of 35 ⁇ m.
- the strip casting plant 1 also has means 4 for adjusting the composition of an atmosphere on the surface of the mold 2 running along with it and/or the surface 31 of the melt pool 3 .
- the means 4 allow a controlled application of an oxygen-containing gas mixture, for example air, to the corresponding surfaces.
- a casting furnace is connected here to the casting gap by a pipe system, which includes heatable ceramic pipes 5 . Furthermore, the casting gusset has two side dams.
- the aluminum alloy melt is fed into the casting gap from above through a feed pipe 51 .
- the feed pipe 51 can be designed as a means for feeding the aluminum alloy melt into the casting gap, via which the Aluminum alloy melt can be supplied to the casting area below the surface of the melt pool 3 formed in the casting area.
- the outflow opening of the feed tube 51 may be below the surface of the melt pool.
- the unbroken oxide layer formed on the surface 31 of the melt pool 3 can be controlled and drawn continuously into the casting gap 21 .
- the drawn-in oxide layer 32 then advantageously forms a separating layer between the mold wall and the melt or the stripped aluminum alloy strip 6.
- this oxide layer can be drawn into the casting gap 21 undamaged and can thus serve as a separating layer between the melt and the casting roller or casting roller, thereby avoiding abrasion and a uniform and clean surface of the produced aluminum alloy strip 6 after strip casting can be achieved.
- the parameters mentioned and the Abbott-Firestone curve are usually determined via an optical measurement of the 3D surface structure.
- the surface is optically recorded, for example, over an area using interferometry or, preferably, confocal microscopy.
- the measuring area must be large enough to ensure a statistically representative measurement of the surface.
- a preferably square measuring surface with a side length of 7 mm can be used in the present roughness range.
- the lateral measuring point distance must be selected in such a way that there is sufficient resolution of the individual surface features, e.g. B. 1.6 ⁇ m.
- the roll curvature contained in the raw data of the measurement is removed using an F operator (polynomial of the 2nd order).
- the determination of the roughness value Sa and the areal material proportion Smr based on the Abbott-Firestone curve is carried out according to DIN-EN-ISO 25178-2:2012.
- the number of peaks RPc can also be determined from the optical measurement of the 3D surface structure by evaluating the profile along a line, for example along or parallel to one of the sides of the measuring surface, and starting from these line profiles average peak number RPc of the surface is determined according to DIN EN 10049:2005 (application group 1 - however without further removal of the waviness and fine roughness components).
- DIN EN 10049:2005 application group 1 - however without further removal of the waviness and fine roughness components.
- the use of RPc as a parameter has proven advantageous for the topographies presented here.
- a ripple filter is not used because, given the very high roughness, it would require impractically large measuring surfaces.
- the long waves are insignificant for the contact conditions of the aluminum melt on a casting roller or chain.
- the measurement and evaluation are usually carried out with
- the casting roll had a copper surface.
- the zero level is defined as the height value at 50% area fraction and that an area fraction S mr of 10% has a height value c at least 20 ⁇ m above the zero level, where the zero level is defined as the height value is defined at an area percentage of 50%.
- the result was an average roughness Ra of 26.4( ⁇ 5.1) ⁇ m, a mean square mean roughness value Rq of 32.1( ⁇ 5.5) ⁇ m, an average peak-to-valley height Rz of 104.1( ⁇ 13.0) ⁇ m and a peak count RPc(0.5 ⁇ m) of 17.0( ⁇ 5.1) per cm.
- the mean roughness Ra was 26.4( ⁇ 2.9) ⁇ m
- the mean square mean roughness value Rq was 32.4( ⁇ 3.2) ⁇ m
- the mean peak-to-valley height Rz was 104.8( ⁇ 9, 8) ⁇ m and a peak count RPc(0.5 ⁇ m) of 17.4( ⁇ 4.4) per cm.
- Ra along the x-direction is equal to Ra along the y-direction and, due to isotropy, in particular equal to the roughness value Sa of 26.4( ⁇ 2.9) ⁇ m.
- the ratio RPc (in X-direction) / RPc ( in Y direction) 0.98.
- the surface is isotropic with respect to RPc, Ra and Rz.
- Figure 3b the associated Abbott-Firestone curve S mr (c) of this further exemplary embodiment is plotted.
- the Abbott-Firestone curve of the Figure 3b shows a height value c of at least 20 ⁇ m above the zero level with an area proportion S mr of 10%.
- the optical 3D measurement of the surface carried out to determine the Abbott-Firestone curve also resulted in the exemplary embodiment of FIG Figure 2a / b determined sizes determined.
- the mean roughness Ra was 23.8( ⁇ 3.5) ⁇ m
- the mean square mean roughness value Rq was 28.9( ⁇ 4.2) ⁇ m
- the mean peak-to-valley height Rz was 92.7( ⁇ 14 .3) ⁇ m
- the result was a roughness value Sa of 23.6( ⁇ 2.3) ⁇ m. Even when strip casting an AA8111 alloy with a casting roll that uses the Figures 3a and 3b had surface characteristics shown, good tape formation properties could be obtained.
- Figure 4a shows a square area with an edge length of 7 mm of the surface of a further exemplary embodiment of a casting roll according to the invention.
- Figure 4b the associated Abbott-Firestone curve S mr (c) is plotted.
- the surface of the casting roll whose Abbott-Firestone curve in Figure 2b is shown, subjected to a cut with a removal of 35 microns. Due to the abrasion, the Abbott-Firestone curve shows a flatter progression towards small Smr values.
- the Abbott-Firestone curve also shows the Figure 4b with a surface area S mr of 10%, a height value c of at least 20 ⁇ m above the zero level.
- the mean roughness Ra was 25.6( ⁇ 2.8) ⁇ m
- the mean square mean roughness value Rq was 31.1( ⁇ 3.1) ⁇ m
- the mean peak-to-valley height Rz was 93.6( ⁇ 8 .8) ⁇ m
- a peak count RPc(0.5 ⁇ m) of 17.4( ⁇ 4.5) per cm.
- the result was a roughness value Sa of 25.6( ⁇ 2.8) ⁇ m.
- strip was cast from an AA8111 alloy using a copper surfaced casting roll not according to the invention.
- Figure 5a a representation of a square measurement area with an edge length of 7 mm of the surface of the casting roll not according to the invention is again shown.
- Figure 5b the associated Abbott-Firestone curve is plotted.
- the surface is non-isotropic with a transverse roughness of only 0.21( ⁇ 0.01) ⁇ m and a roughness in the longitudinal direction of 0.16( ⁇ 0.08) ⁇ m and a peak density RPc of 10.3( ⁇ 3, 3) per cm across the grinding direction and 0.0( ⁇ 0.2) per cm along the grinding direction.
- the mean square mean roughness value Rq was 0.2( ⁇ 0.1) ⁇ m along and 0.3( ⁇ 0.0) ⁇ m across the grinding direction; the mean peak-to-valley height Rz is 0.2( ⁇ 0.1) ⁇ m along and 1.4( ⁇ 0.1) ⁇ m across to the grinding direction. How out Figure 5b there is also an area proportion Smr of 10% with a height value c of significantly less than 20 ⁇ m. In a comparative test with this casting roll, which is not according to the invention, poor strip-forming properties were found.
- the described exemplary embodiments of the casting rolls according to the invention make it possible to produce an aluminum alloy strip by means of strip casting without the use of a release agent.
- this eliminates a barrier to the flow of heat from the melt or strip shell into the moving mold. This therefore has a direct effect on the possible productivity of the casting plant.
- the use of a release agent mostly in the form of a graphite suspension, can be undesirable Lead coverings on the generated bands. This is avoided according to the invention. Nevertheless, the disadvantages of sticking can be effectively avoided with the means described.
- a high-quality aluminum alloy strip can thus be provided particularly productively.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21150174.7A EP4023358A1 (fr) | 2021-01-05 | 2021-01-05 | Coulée de bande d'aluminium sans agent de démoulage |
| PCT/EP2021/086408 WO2022148636A1 (fr) | 2021-01-05 | 2021-12-17 | Coulage de bande d'aluminium sans agent de démoulage |
| CN202180089329.8A CN116710217A (zh) | 2021-01-05 | 2021-12-17 | 无分离剂的铝带铸造 |
| EP21839201.7A EP4274694A1 (fr) | 2021-01-05 | 2021-12-17 | Coulage de bande d'aluminium sans agent de démoulage |
| US18/344,140 US20230339014A1 (en) | 2021-01-05 | 2023-06-29 | Release Agent-Free Aluminium Strip Casting |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21150174.7A EP4023358A1 (fr) | 2021-01-05 | 2021-01-05 | Coulée de bande d'aluminium sans agent de démoulage |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4023358A1 true EP4023358A1 (fr) | 2022-07-06 |
Family
ID=74103934
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21150174.7A Withdrawn EP4023358A1 (fr) | 2021-01-05 | 2021-01-05 | Coulée de bande d'aluminium sans agent de démoulage |
| EP21839201.7A Pending EP4274694A1 (fr) | 2021-01-05 | 2021-12-17 | Coulage de bande d'aluminium sans agent de démoulage |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21839201.7A Pending EP4274694A1 (fr) | 2021-01-05 | 2021-12-17 | Coulage de bande d'aluminium sans agent de démoulage |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230339014A1 (fr) |
| EP (2) | EP4023358A1 (fr) |
| CN (1) | CN116710217A (fr) |
| WO (1) | WO2022148636A1 (fr) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0736350A1 (fr) * | 1995-04-07 | 1996-10-09 | USINOR SACILOR Société Anonyme | Procédé et dispositif de réglage du bombe des cylindres d'une installation de coulée de bandes métalliques |
| WO2004000487A1 (fr) | 2002-06-25 | 2003-12-31 | Voest-Alpine Industrieanlagenbau Gmbh & Co | Procede de production d'une bande metallique par un dispositif de coulee entre deux rouleaux |
| KR100928768B1 (ko) * | 2002-12-24 | 2009-11-25 | 주식회사 포스코 | 쌍롤형 박판 주조기에서 비철금속의 박판제조방법 |
| US20100300643A1 (en) * | 2007-01-24 | 2010-12-02 | Thyssenkrupp Nirosta Gmbh | Casting roll for a two-roll casting device and two-roll casting device |
| CN104002202A (zh) * | 2014-05-30 | 2014-08-27 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊高清洁度无缺陷毛化表面制备方法 |
| CN104002203A (zh) * | 2014-05-30 | 2014-08-27 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊可调可控高粗糙度毛化表面制备方法 |
| CN106272087A (zh) * | 2015-05-29 | 2017-01-04 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊毛化表面特定形貌制备方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT408198B (de) * | 1998-03-25 | 2001-09-25 | Voest Alpine Ind Anlagen | Verfahren zum stranggiessen eines dünnen bandes sowie vorrichtung zur durchführung des verfahrens |
| FR2791286B1 (fr) * | 1999-03-26 | 2001-05-04 | Lorraine Laminage | Procede de fabrication de bandes en acier au carbone par coulee continue entre deux cylindres |
| WO2012082391A1 (fr) * | 2010-12-14 | 2012-06-21 | 3M Innovative Properties Company | Images et procédé de fabrication associé |
| WO2015016161A1 (fr) * | 2013-07-30 | 2015-02-05 | Jfeスチール株式会社 | Bande mince en alliage de fer amorphe |
-
2021
- 2021-01-05 EP EP21150174.7A patent/EP4023358A1/fr not_active Withdrawn
- 2021-12-17 EP EP21839201.7A patent/EP4274694A1/fr active Pending
- 2021-12-17 WO PCT/EP2021/086408 patent/WO2022148636A1/fr active Application Filing
- 2021-12-17 CN CN202180089329.8A patent/CN116710217A/zh active Pending
-
2023
- 2023-06-29 US US18/344,140 patent/US20230339014A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0736350A1 (fr) * | 1995-04-07 | 1996-10-09 | USINOR SACILOR Société Anonyme | Procédé et dispositif de réglage du bombe des cylindres d'une installation de coulée de bandes métalliques |
| WO2004000487A1 (fr) | 2002-06-25 | 2003-12-31 | Voest-Alpine Industrieanlagenbau Gmbh & Co | Procede de production d'une bande metallique par un dispositif de coulee entre deux rouleaux |
| KR100928768B1 (ko) * | 2002-12-24 | 2009-11-25 | 주식회사 포스코 | 쌍롤형 박판 주조기에서 비철금속의 박판제조방법 |
| US20100300643A1 (en) * | 2007-01-24 | 2010-12-02 | Thyssenkrupp Nirosta Gmbh | Casting roll for a two-roll casting device and two-roll casting device |
| CN104002202A (zh) * | 2014-05-30 | 2014-08-27 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊高清洁度无缺陷毛化表面制备方法 |
| CN104002203A (zh) * | 2014-05-30 | 2014-08-27 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊可调可控高粗糙度毛化表面制备方法 |
| CN106272087A (zh) * | 2015-05-29 | 2017-01-04 | 宝山钢铁股份有限公司 | 一种薄带连铸结晶辊毛化表面特定形貌制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4274694A1 (fr) | 2023-11-15 |
| WO2022148636A1 (fr) | 2022-07-14 |
| CN116710217A (zh) | 2023-09-05 |
| US20230339014A1 (en) | 2023-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69724498T2 (de) | Verfahren zum Giessen von Stahlbändern | |
| DE3627991C2 (fr) | ||
| EP3144080B1 (fr) | Procédé de coulée continue de brame | |
| EP1799368A1 (fr) | Procede et dispositif de production continue d'une fine bande metallique | |
| EP0326190A2 (fr) | Installation pour fabriquer un feuillard d'acier ayant une épaisseur située entre 2 et 25 mm | |
| DE2909848A1 (de) | Verfahren zum stranggiessen von metall und vorrichtung zur durchfuehrung des verfahrens | |
| EP1068035B1 (fr) | Procede de coulee continue d'une bande mince et dispositif correspondant | |
| DE3818077C2 (fr) | ||
| DE60224243T2 (de) | Herstellungsverfahren für nahtloses stahlrohr | |
| DE602004010835T2 (de) | Oberflächenstrukturierung von giessbändern für stranggussmaschinen | |
| EP3993921B1 (fr) | Alimentation de matière en fusion pour installations de coulée à bande | |
| DE3440236C2 (fr) | ||
| EP0627968B1 (fr) | Procede de coulee continue de metal, notamment d'acier, pour la production de billettes et de blooms | |
| EP4023358A1 (fr) | Coulée de bande d'aluminium sans agent de démoulage | |
| EP1132161B1 (fr) | Procédé pour la coulée continue de brames, en particulier de brames minces | |
| DE2853868C2 (de) | Verfahren zum Stranggießen von Stahl sowie dementsprechend hergestellter Stahlstrang | |
| EP1385656B1 (fr) | Procede pour la coulee continue de blocs, de brames ou de brames minces | |
| DE4234135C2 (de) | Verfahren und Vorrichtung für das Horizontal-Stranggießen | |
| DE3126385A1 (de) | Verfahren zum kontinuierlichen giessen von stahl | |
| DE3112947C2 (de) | Verfahren und Anlage zum Bogenstranggießen | |
| EP1441871B1 (fr) | Procede et machine de coulee permettant de fabriquer des barres de coulee sous forme de blocs ou de billettes | |
| DE3002347A1 (de) | Neues gusstahlprodukt und verfahren zu seiner herstellung | |
| EP1381482B1 (fr) | Procede et dispositif pour produire une matiere de base de coulee continue | |
| EP3486001B1 (fr) | Installation de coulée de brames minces pourvue de tête de machine interchangeable | |
| DE10114269C1 (de) | Verfahren und Vorrichtung zur Herstellung von Warmband mittels Zweirollen-Dünnbandgießanlagen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20230105 |