EP3988004B1 - Reinigungsschwamm und verfahren zu seiner herstellung - Google Patents
Reinigungsschwamm und verfahren zu seiner herstellung Download PDFInfo
- Publication number
- EP3988004B1 EP3988004B1 EP21201018.5A EP21201018A EP3988004B1 EP 3988004 B1 EP3988004 B1 EP 3988004B1 EP 21201018 A EP21201018 A EP 21201018A EP 3988004 B1 EP3988004 B1 EP 3988004B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- particles
- coating
- polyurethane
- carrier body
- cleaning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L17/00—Apparatus or implements used in manual washing or cleaning of crockery, table-ware, cooking-ware or the like
- A47L17/04—Pan or pot cleaning utensils
- A47L17/08—Pads; Balls of steel wool, wire, or plastic meshes
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L13/00—Implements for cleaning floors, carpets, furniture, walls, or wall coverings
- A47L13/10—Scrubbing; Scouring; Cleaning; Polishing
- A47L13/16—Cloths; Pads; Sponges
Definitions
- the invention relates to a cleaning sponge with a carrier body made of a foam material and with a coating on at least one of the main surfaces of the carrier body, as well as to a method for producing the cleaning sponge.
- the cleaning sponge is particularly suitable for cleaning dining and cooking utensils, but also for cleaning any other surfaces in, for example, the kitchen and bathroom.
- Cleaning sponges typically consist of a base made of foam material that serves as a carrier for a coating, with the coating being the actual cleaning component.
- the coating should be able to remove even heavy dirt, such as dried, encrusted food residue, but should also not scratch sensitive surfaces such as Teflon-coated surfaces.
- Cleaning sponges that clean relatively gently are commercially available. They consist of a carrier body made of polyurethane foam with a polyurethane coating that contains plastic particles, for example made of high-density polyethylene or polypropylene. When pressure is applied, the particles are pressed into the dirt and can damage it, making it more accessible to a cleaning fluid.
- the plastic particles are comparatively soft, so that there is no risk of most surfaces being cleaned being scratched during cleaning.
- the cleaning effect can be supported by a three-dimensional surface texture of the cleaning surface, i.e. the cleaning surface has alternating raised and recessed areas.
- Cleaning sponges with fleece layers made of plastic fibers are also known.
- US 6 352 567 B1 discloses an abrasive body which has a carrier body made of a nonwoven fabric, wherein a binder layer and a slurry layer are located in the nonwoven fabric.
- Abrasive particles are distributed in both the binder layer and the slurry layer, and these can be organic particles or inorganic particles of different hardness.
- EP 3 424 642 A1 discloses a porous material for a polishing tool.
- the material comprises an anisotropic elastic foam body impregnated with a binder containing abrasive particles.
- US 2018/0028036 A1 discloses a scrubbing body with a substrate made of, for example, a foam material and with a structural layer on the substrate.
- the structural layer consists of a binder in which a large number of ceramic or organic microparticles are dispersed.
- WO 02/090483 A2 reveals an impregnated cloth that is suitable for cleaning hard surfaces.
- the cloth has a structured surface with abrasive properties and is impregnated with a cleaning agent.
- DE 10 2006 005 160 A1 discloses a scouring body which has a sponge body, a textile fabric on the sponge body, and on the fabric a scouring agent composition.
- the scouring agent composition contains scouring particles.
- the disadvantage of the known cleaning sponges is that the effect of mechanical forces, such as those that occur when using the cleaning sponge, causes plastic particles to detach from the coating or plastic fibers from the fleece. Over the course of a sponge's service life, the mechanical stresses during cleaning cause a certain amount of wear on the coating or fleece, which means that as a cleaning sponge gets older, more and more plastic particles are released from the coating or plastic fibers from the fleece and end up in the cleaning fluid used, for example the rinsing water when washing dishes, in the form of so-called "microplastics".
- the cleaning fluid in turn, is usually drained into the sewer system and, together with other waste water, ends up in sewage treatment plants, where the microplastics cause considerable problems.
- microplastics In most sewage treatment plants, the microplastics cannot be removed at all, which means that they end up in drinking water and ultimately in the bodies of humans and animals, where they can have harmful effects on health. It is still completely unclear what exact consequences microplastics can have for humans, animals and the environment. What is certain, however, is that microplastics in seawater lead to physiological disorders, increased tumor formation and an increased mortality rate in marine animals. In this respect, there is a fear that microplastics can also harm humans.
- the object of the present invention is therefore to provide a cleaning sponge that avoids the problems of the prior art and releases no or at least hardly any microplastics during use, but still cleans efficiently and gently.
- the cleaning sponge should be as universally usable as possible for cleaning different surfaces, and should be particularly suitable for use in cleaning tableware and cookware such as pots or pans, including cookware with scratch-sensitive surfaces such as Teflon coatings or other non-stick coatings.
- the cleaning sponge according to the invention consists of a carrier body which is provided with a coating, wherein the coating represents the component which fulfils the actual cleaning task.
- the carrier body is of a conventional type. It is a foam body with two opposing main surfaces, whereby one or both main surfaces can be provided with a coating according to the invention.
- the dimensions are advantageously chosen so that the cleaning sponge has as large a cleaning surface as possible, is thick enough not to tear, and fits well in the hand of the person cleaning.
- foam materials that are stable under cleaning conditions, i.e. that can withstand the mechanical forces acting on the sponge during a cleaning process and that are also stable against the effects of water and common cleaning agents, can be used as materials for the carrier body of the cleaning sponge.
- a proven material is polyurethane.
- foam bodies made of polyurethane are preferably used for the carrier body.
- Polyurethane is a plastic that decomposes under the influence of UV light (daylight) and moisture and is also broken down by microorganisms in the final stage. Cleaning sponges made of polyurethane foam can therefore lead to the formation of microplastics after they are disposed of. However, this microplastic, which can arise at some point during the decomposition of a disposed cleaning sponge, does not usually end up in the wastewater. Nevertheless, it may be desirable to minimize the amount of polyurethane used.
- a composite body made of at least two foam material layers that are connected to one another by means of an adhesive layer is therefore used as the carrier body according to a further preferred embodiment.
- One of the layers consists of a natural material that does not lead to microplastics when it decomposes, for example a cellulose-based material such as viscose.
- the surface of the carrier body provided with the coating is preferably a polyurethane surface, which is why a cleaning sponge that is coated on both sides with a coating according to the invention preferably has either a carrier body made of polyurethane foam or a sandwich-like composite carrier body with a central viscose foam layer and two outer layers of polyurethane foam. This ensures the best adhesion between the polyurethane binder of the coating and the coated surface.
- a composite carrier body made of at least two foam materials that are connected to one another by means of an adhesive layer can also have a layer made of a material with special cleaning properties instead of a layer made of a natural material.
- a layer made of melamine resin Open-pored melamine resin sponges are known as "dirt erasers".
- Such foams can also be used to advantage in the present invention.
- the cleaning coating is of course not on the melamine resin layer, but on the layer made of the other foam material.
- a polyurethane adhesive is preferably used to bond the layers of the composite carrier body to one another, in particular if at least one of the layers consists of polyurethane.
- the surface of the carrier body to be coated can be flat, i.e. level, or have a three-dimensional surface structure.
- Three-dimensional surface structures are, for example, groove-shaped elevations and depressions that are arranged alternately, or island-like elevations and depressions that form a grid.
- Such structuring of the carrier body surface is transferred to the Coating and can improve the cleaning effect because, on the one hand, the raised areas can help to break up the contaminants and, on the other hand, the detached contaminants can be absorbed by the depressions and carried away by the cleaning fluid. The cleaning surface is therefore not blocked by detached contaminants.
- the coating consists of at least two types of components, the cleaning particles and a binder in which the particles are distributed and which bonds them to a surface of the carrier body.
- a polyurethane or a mixture of polyurethanes is used as a binder in the present invention.
- the polyurethane binder like the carrier body, must be chemically and mechanically stable under cleaning conditions.
- a suitable polyurethane binder it is also preferable to take into account criteria such as its viscosity in the uncrosslinked state, as well as its hardness and its elongation at break in the crosslinked state.
- the viscosity is particularly important with regard to good application properties and good anchoring of the coating on the surface of the carrier body.
- the binder should be sufficiently viscous that no penetration into the interior of the carrier body takes place, but nevertheless sufficiently fluid to allow penetration into surface pores of the carrier body, thereby achieving improved fixation of the coating on the carrier body.
- the viscosity of the polyurethane binder is in the range of 1,000 to 12,000 mPas, or the viscosity of the coating composition in the range from 5,000 to 12,000 mPas, particularly preferably in the range from 7,000 to 10,000 mPas.
- viscosity refers to dynamic viscosity. It is determined using a Brookfield viscometer according to ISO 2555.
- the hardness of the coating plays a role in both the cleaning properties and the durability of the bond between the carrier body and the coating.
- the hardness of the coating should be high enough to support the cleaning particles during cleaning, but must not be too high either, as the cleaning sponge must remain flexible overall.
- the Shore A hardness of the cured coating is preferably in the range of 25 to 85.
- a Shore A hardness of 40 to 70 is particularly preferred.
- the Shore A hardness is determined according to ASTM D2240-00 using a Shore Durometer.
- the elongation at break of the cross-linked coating is preferably in the range of 40 to 150%, particularly preferably in the range of 50 to 100%.
- An elongation at break in this range guarantees sufficient flexibility of the coating so that the coating can follow the deformation of the soft carrier body during a cleaning process.
- Sufficient elongation at break in combination with not too great a hardness also ensures that the connection between the soft carrier body and the coating remains stable under mechanical stress and deformation during the cleaning process.
- the elongation at break is determined according to ASTM D-3574, Method E. This is essentially a method for testing PU foam. However, the test principle can also be applied to flexible polymer films.
- 1-component polyurethane resins such as those known as assembly foams
- no blowing agent is used, of course, since foam formation is not desired.
- Solvents are also preferably not included.
- the proportion of free isocyanate groups in the prepolymers is preferably 3 to 10% by weight.
- the 1-component polyurethane resins cure at 20 to 25°C by reaction with atmospheric moisture over the course of a few hours.
- Particularly preferred binders are polyurethane prepolymers based on a diphenylmethane diisocyanate adduct with diols and triols.
- Everad RPM 2644 from Everad Adhesives, France).
- the polyurethane prepolymers can be prepared, for example, by reacting a diisocyanate, such as 4,4-diphenylmethane diisocyanate, with at least one diol and/or triol in the presence of a tin or amine catalyst.
- a diisocyanate such as 4,4-diphenylmethane diisocyanate
- the diols and triols (i.e. polyols) used preferably have a molecular weight of between 1,000 and 5,000 g/mol and a hydroxyl number of between 40 and 100 mg KOH/g.
- Polyether polyols are particularly preferred.
- the molar ratio between the isocyanate used and the polyol used is selected depending on the viscosity of the desired finished prepolymer. Typically, the molar ratio of isocyanate to polyol is in the range of 30:70 to 50:50.
- 1-component polyurethane resins are particularly preferred because they are very easy to process.
- the present invention is not limited to the use of 1-component polyurethane resins.
- the core of the present invention lies in the use of certain cleaning particles.
- natural particles are used as cleaning particles, not plastic particles. These have the advantage that no microplastics get into the wastewater if particles come loose from the coating when the cleaning sponge is used, especially after prolonged use.
- natural particles also have disadvantages compared to plastic particles. In particular, they tend to scratch sensitive surfaces and are less well held by the binder plastic than plastic particles. Therefore, when using the cleaning sponge, there is a greater risk that particles will come loose from the coating, which is harmless from an environmental point of view, but reduces the service life of the cleaning sponge.
- the natural materials suitable for the purposes of the present invention can be divided into two groups. Particles of the first group are referred to hereinafter as “abrasive particles” and particles of the second group are referred to hereinafter as “non-abrasive particles”. Both groups have in common that they are very good and clean gently, but the particles of the first group have even better cleaning properties than the particles of the second group, while the particles of the second group clean even more gently than the particles of the first group.
- the abrasive particles include particles made of pumice, quartz sand, glass, corundum and calcined bauxite. These materials are ground to suitable particle sizes in the range of preferably 20 ⁇ m to 1,000 ⁇ m. Particle sizes in the range of 50 ⁇ m to 500 ⁇ m are particularly suitable. Only one type of particle can be used in a coating, for example only particles made of pumice, or any mixture of several of the above-mentioned particles can be used.
- the grinding process creates edges that are particularly good at breaking up dirt.
- the materials are not so hard that they are too abrasive and cause scratches on the treated surfaces. This is particularly true for smaller particles with a size in the range of 50 to 300 ⁇ m.
- the most suitable material from the first group is pumice, and in particular pumice with a particle size in the range of 50 to 500 ⁇ m.
- This material perfectly embodies the desired properties. It is hard enough and the edges of the particles created during grinding are sharp enough to have an abrasive cleaning effect, but at the same time the hardness and edge sharpness are not so great that the surfaces to be cleaned can be easily scratched.
- An upper limit of 500 ⁇ m for the particle size is desirable because larger particles tend to break during the cleaning process, which can create sharp edges that clean less gently.
- Pumice stone also has the advantage that it is particularly well fixed in the polyurethane binder. This is probably due to the porosity of the pumice stone particles.
- Non-abrasive particles include precipitated silica, river sand, desert sand and walnut shell powder. These particles can also be used alone, i.e. only one type of particle in a coating, or in any combination of two or more types of particles.
- Suitable particle sizes are preferably in the range of 20 ⁇ m to 1,000 ⁇ m, particularly preferred are particle sizes in the range of 100 ⁇ m to 500 ⁇ m, and the best and gentlest cleaning effect is achieved with particle sizes in the range of approx. 250 ⁇ m to 350 ⁇ m.
- particle size is to be understood as meaning that with a particle size of x ⁇ m to y ⁇ m, all particles pass through a sieve with a clear mesh size of y ⁇ m, but do not pass through a sieve with a clear mesh size of x ⁇ m.
- the non-abrasive particles mentioned above have in common that they have an almost rounded shape, i.e. there are no sharp edges. River sand is transported by the current and is rounded in the process, while desert sand is transported by the wind and is also rounded in the process. Grinding walnut shells produces a relatively soft powder without sharp edges.
- precipitated silicon dioxide is not a "natural" material, as it is artificially produced by precipitation from water glass.
- Precipitated silicon dioxide which is also generally referred to as "silica” is the most suitable material from the group of non-abrasive particles for the purposes of the present invention.
- the hydrated silicon dioxide has no sharp edges. Rather, it is in the form of essentially round particles. It cleans particularly gently and is excellently fixed by the polyurethane binder, which is probably due to the porosity of the silicon dioxide particles.
- the most suitable material for cleaning highly sensitive surfaces is therefore precipitated silicon dioxide with a particle size in the range of 100 ⁇ m to 500 ⁇ m.
- An example of a commercially available material is Sipernat 2200 from Dow Chemicals.
- Walnut shell powder is also an excellent choice, but it is not as easy to work with as the other materials mentioned. It tends to foam the polyurethane when mixed with the polyurethane binder, which can lead to instability in the application process. It may be necessary to add defoamer to a coating composition containing walnut shell powder.
- Coatings according to the invention can consist exclusively of polyurethane binder and cleaning particles distributed therein, but they can also contain other components, provided that these affect the properties the coating.
- the coatings are usually colored, which means that in addition to the polyurethane binder and the cleaning particles, they contain at least one coloring substance.
- Coloring substances are organic or inorganic pigments and inorganic or organic dyes. Unlike dyes, which are soluble, pigments consist of particles. When using pigments, care must be taken not to use pigments that are too hard or particles that are too large, in order to avoid the pigments acting as "cleaning particles” and scratching the surfaces to be cleaned. Suitable coloring substances are commercially available.
- One example is Hostaperm Yellow H3G from Clariant GmbH.
- the proportion of the coloring substance in the coating should preferably not exceed an amount of about 4% by weight. A typical amount is about 0.5% by weight.
- the coating can contain other additives known per se in the field of plastic coatings, but preferably contains only polyurethane binders, cleaning particles, and optionally one or more coloring substances.
- a cleaning sponge according to the invention is preferably carried out in such a way that a polyurethane binder, cleaning particles and optionally a coloring substance and/or other auxiliary substances are mixed in the respective desired amounts to form a coating composition, after which the coating composition is applied to a main surface of a carrier body made of a foam material and is then cured in air.
- the coating compositions preferably contain, in the case of abrasive cleaning particles, 60 to 80% by weight of polyurethane binder, the remainder abrasive particles and up to 4% by weight of coloring substance, i.e. 16 to 40% by weight of abrasive cleaning particles.
- the compositions particularly preferably contain 65 to 70% by weight of polyurethane binder, 27.5 to 34.7% by weight of abrasive particles and 0.3 to 2.5% by weight of inorganic and/or organic pigments.
- Pumice particles are preferably used as abrasive particles, and a 1-component polyurethane resin is preferably used as polyurethane binder.
- the coating compositions preferably contain 75 to 95% by weight of polyurethane binder, the remainder non-abrasive particles and up to 4% by weight of coloring substance, i.e. 1 to 25% by weight of non-abrasive particles.
- the coating compositions particularly preferably contain 82.5 to 89.5% by weight of polyurethane binder, 8 to 17.2% by weight of non-abrasive particles and 0.3 to 2.5% by weight of inorganic and/or organic pigments.
- Silica particles are preferably used as non-abrasive particles, and a 1-component polyurethane resin is preferably used as binder.
- the coating composition is preferably applied to a surface of the carrier body by roller application.
- Roller application methods are preferred in that they lead to particularly good anchoring of the cleaning particles in the polyurethane film and the coating result is very homogeneous and visually attractive.
- a polyurethane resin is preferably used. selected which results in a coating composition with a viscosity in the range of 5,000 to 12,000 mPas, preferably 7,000 to 10,000 mPas.
- Such polyurethane resins have a viscosity in the range of 1,500 to 7,000 mPas.
- the coating composition is then cured, i.e. the polyurethane resin is cross-linked.
- the cross-linking conditions depend on the type of polyurethane resin used.
- a 1-component polyurethane resin is preferred, which cures in air by reacting with atmospheric humidity at 20 to 25°C within 2 to 8 hours. At low air humidity (less than about 40%), it may be necessary to moisten the surface of the carrier body to be coated with water before applying the coating composition.
- the polyurethane resin can first be applied to a surface of the carrier body, for example by roller application or by spraying, and then the abrasive or non-abrasive particles can be sprinkled onto the still moist polyurethane resin film.
- a polyurethane resin with a viscosity in the range from 5,000 to 12,000 mPas, preferably from 7,000 to 10,000 mPas is preferably used
- a polyurethane resin with a viscosity in the range from 1,000 to 5,000 mPas, preferably from 1,500 to 3,000 mPas is preferably used.
- the polyurethane resin After the cleaning particles have been sprinkled on, the polyurethane resin is cross-linked.
- the cross-linking conditions depend on the type of polyurethane resin used, with a 1-component polyurethane resin being preferred, which hardens in air by reacting with atmospheric humidity at 20 to 25°C within 2 to 8 hours.
- the coating composition or the polyurethane resin can be applied to a "finished" carrier body or composite carrier body, i.e. to a carrier body with the dimensions of the cleaning sponge to be produced, but alternatively a carrier body plate or composite carrier body plate can also be coated, from which the cleaning sponges are cut or punched out in the desired dimensions and shapes after the coating has hardened.
- a carrier body plate or composite carrier body plate can also be coated, from which the cleaning sponges are cut or punched out in the desired dimensions and shapes after the coating has hardened.
- the opposite surface of the (composite) carrier body can also be provided with a coating according to the invention or another coating. It is also possible to first coat one of the layers (carrier body) in a composite carrier body and then to bond this coated carrier body to its uncoated surface with one or more further layers (for example made of cellulose or melamine resin).
- Preferred coating thicknesses are in the range from 0.5 to 4 mm, particularly preferably in the range from 1 to 3 mm.
- Preferred coating weights are in the range from 200 to 500 g/m 2 , particularly preferably in the range from 250 to 400 g/m 2 .
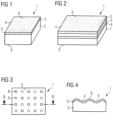
- Fig. 1 shows an embodiment of a cleaning sponge 1 according to the invention.
- the cleaning sponge 1 shown has a carrier body 2 made of polyurethane foam material with a first main surface 2' and a second main surface 2".
- the first main surface 2' is covered by a coating 3 which consists of polyurethane with abrasive or non-abrasive particles 4 distributed therein.
- the surface 3' of the coating 3 forms the cleaning surface of the cleaning sponge 1.
- the particles 4 are in the Fig. 1 illustrated embodiment, statistically distributed in the coating 3, as is the case when a coating composition of polyurethane resin with particles 4 dispersed therein is applied to the carrier body 2.
- the particles 4 are more localized on the surface 3' of the coating 3. If the particles 4 are localized more on the surface of the coating 3, fewer particles 4 are required than with a statistical distribution of the particles 4 in the entire volume of the coating 3. Cleaning sponges with a statistical distribution of the particles 4 in the entire volume of the coating 3, however, have a longer service life because the particles 4 are anchored more permanently in the coating 3.
- Fig. 2 shows an alternative embodiment of a cleaning sponge 1 according to the invention.
- the carrier body is a composite body made of a foam layer 5 made of polyurethane and a foam layer 7 made of viscose, which are connected by means of an adhesive layer 6.
- the surface of the foam layer made of polyurethane that is not glued to the foam layer made of viscose is provided with a coating 3 in which abrasive or non-abrasive particles 4 are statistically distributed.
- the surface 3' of the coating 3 represents the cleaning surface of the cleaning sponge 1.
- the embodiment of the cleaning sponge 1 shown has essentially the shape of a cuboid, while the embodiment shown in Fig. 1
- the embodiment shown is rather cube-shaped.
- the shape of the cleaning sponges is basically arbitrary, although shapes that are easy (and therefore inexpensive) to manufacture are preferred. Shapes such as those in Fig. 1 and Fig. 2 can be punched out of foam sheets without waste, but the present invention is not limited to such shapes. Rather, the cleaning sponges according to the invention can also have any curved contours, for example contours, which make it easier to reach difficult-to-reach places. Alternatively or additionally, opposite side surfaces of a cleaning sponge can have recesses that make it easier and safer to hold the cleaning sponge during a cleaning process.
- a coating 3 according to the invention with abrasive particles on one main surface of the carrier body 2 and to provide a coating 3 according to the invention with non-abrasive particles on the other main surface of the carrier body 2.
- a carrier body 2 can also be a composite body made of more than 2 layers which are bonded by means of an adhesive (as in Fig. 2
- an adhesive as in Fig. 2
- the composite body shown can be connected to the main surface 2" of the foam layer 7 made of viscose by means of a further adhesive layer with a further foam layer made of polyurethane, which in turn could have a coating 3 according to the present invention.
- the Figures 1 and 2 The cleaning sponges 1 shown each have unstructured surfaces or main surfaces.
- the coating 3 according to the invention can be applied not only to flat surfaces, but also to surfaces with almost any structure.
- An example of a cleaning sponge 1 with a structured surface is shown in the Figures 3 and 4 shown.
- Fig. 3 shows a plan view of the cleaning surface 3' of a cleaning sponge 1 according to the invention
- Fig. 4 shows the Fig. 3 cleaning sponge shown in cross section along the line A-A'.
- the surface 3' has a three-dimensional structure with elevations 8 and depressions 9 arranged alternately in a regular grid.
- the maxima of the elevations 8 are shown as solid circles, while the minima of the depressions 9 are shown as dotted circles.
- the particles 4 are in Fig. 3 not shown. Viewed in cross section ( Fig. 4 ), such a grid forms a waveform.
- the cleaning sponges according to the invention can also have any other three-dimensional surface structures, for example grooves, which can help to improve the cleaning effect.
- the cleaning sponges according to the invention have a long service life. This also means that they pollute the environment less with waste plastic than less resistant and therefore shorter-lived cleaning sponges. At the end of their service life, the cleaning sponges according to the invention can be decomposed under the influence of daylight (UV light) and moisture, and ultimately also by microorganisms. Alternatively, thermal recycling is also possible.
Landscapes
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Detergent Compositions (AREA)
Description
- Die Erfindung betrifft einen Reinigungsschwamm mit einem Trägerkörper aus einem Schaumstoffmaterial und mit einer Beschichtung auf mindestens einer der Hauptflächen des Trägerkörpers, sowie Verfahren zur Herstellung des Reinigungsschwamms. Der Reinigungsschwamm ist insbesondere geeignet zur Reinigung von Ess- und Kochgeschirr, aber auch zur Reinigung beliebiger anderer Oberflächen in beispielsweise Küche und Bad.
- Reinigungsschwämme bestehen typischerweise aus einem Grundkörper aus Schaumstoffmaterial, der als Träger für eine Beschichtung dient, wobei die Beschichtung der eigentliche reinigende Bestandteil ist. Die Beschichtung sollte in der Lage sein, auch starke Verschmutzungen zu entfernen, beispielsweise angetrocknete verkrustete Speisereste, sollte aber auch empfindliche Oberflächen wie beispielsweise teflonbeschichtete Oberflächen nicht verkratzen.
- Reinigungsschwämme, die relativ schonend reinigen, sind im Handel erhältlich. Sie bestehen aus einem Trägerkörper aus Polyurethanschaum mit einer Polyurethan-Beschichtung, die Kunststoffpartikel enthält, beispielsweise aus hochdichtem Polyethylen oder aus Polypropylen. Die Partikel werden bei Ausübung von Druck in die Verschmutzungen gedrückt und können diese beschädigen, sodass sie für eine Reinigungsflüssigkeit besser zugänglich werden. Die Kunststoffpartikel sind vergleichsweise weich, sodass bei den meisten zu reinigenden Oberflächen keine Gefahr besteht, dass die Oberflächen bei der Reinigung verkratzt werden. Die Reinigungswirkung kann unterstützt werden durch eine dreidimensionale Oberflächenbeschaffenheit der Reinigungsfläche, das heißt die Reinigungsfläche weist abwechselnd erhöhte und vertiefte Bereiche auf. Auch Reinigungsschwämme mit Vliesschichten aus Kunststofffasern sind bekannt.
-
US 6 352 567 B1 offenbart einen Schleifkörper, der einen Trägerkörper aus einem Faservlies aufweist, wobei sich in dem Faservlies eine Bindemittelschicht und eine Slurryschicht befinden. Sowohl in der Bindemittelschicht als auch in der Slurryschicht sind Schleifpartikel verteilt, wobei es sich um organische Partikel oder anorganische Partikel unterschiedlicher Härte handeln kann. -
EP 3 424 642 A1 offenbart ein poröses Material für ein Polierwerkzeug. Das Material umfasst einen anisotropen elastischen Schaumkörper, der mit einem Schleifpartikel enthaltenden Bindemittel imprägniert ist. -
US 2018/0028036 A1 offenbart einen Scheuerkörper mit einem Substrat aus beispielsweise einem Schaumstoffmaterial und mit einer Strukturschicht auf dem Substrat. Die Strukturschicht besteht aus einem Bindemittel, in dem eine Vielzahl keramischer oder organischer Mikropartikel dispergiert ist. -
WO 02/090483 A2 -
DE 10 2006 005 160 A1 offenbart einen Scheuerkörper, der einen Schwammkörper, auf dem Schwammkörper ein textiles Flächengebilde, und auf diesem eine Scheuermittel-Zusammensetzung aufweist. Die Scheuermittel-Zusammensetzung enthält Scheuerpartikel. - Nachteilig an den bekannten Reinigungsschwämmen ist, dass sich durch Einwirkung mechanischer Kräfte, wie sie beim Gebrauch des Reinigungsschwamms auftreten, Kunststoffpartikel aus der Beschichtung bzw. Kunststofffasern aus dem Vlies lösen. Im Laufe der Gebrauchsdauer eines Schwamms tritt durch die mechanischen Belastungen beim Reinigen ein gewisser Verschleiß der Beschichtung bzw. des Vlieses auf, wodurch bei zunehmenden Alter eines Reinigungsschwamms zunehmend mehr Kunststoffpartikel aus der Beschichtung bzw. Kunststofffasern aus dem Vlies gelöst werden und in Form von sogenanntem "Mikroplastik" in die verwendete Reinigungsflüssigkeit, beispielsweise das Spülwasser beim Geschirrspülen, gelangen. Die Reinigungsflüssigkeit wiederum wird meist in die Kanalisation geleitet und gelangt zusammen mit anderen Abwässern in Kläranlagen, in denen das Mikroplastik zu erheblichen Problemen führt. Es ist nicht oder nur mit größtem Aufwand mit Hilfe spezieller Filter aus dem Abwasser zu entfernen. In den meisten Klärwerken kann das Mikroplastik überhaupt nicht entfernt werden, das heißt es gelangt ins Trinkwasser und damit schließlich in den Körper von Menschen und Tieren, wo es gesundheitsschädliche Wirkungen entfalten kann. Bisher ist noch völlig unklar, welche genauen Folgen Mikroplastik für Menschen, Tiere und Umwelt haben kann. Fest steht jedoch, dass Mikroplastik im Meerwasser zu physiologischen Störungen, vermehrter Tumorbildung und einer erhöhten Sterberate bei Meerestieren führt. Insofern ist zu befürchten, dass Mikroplastik auch Menschen schädigen kann.
- Zweifellos ist es erstrebenswert, die Abgabe von Mikroplastik ins Abwasser zu vermeiden.
- Aufgabe der vorliegenden Erfindung ist es daher, einen Reinigungsschwamm bereitzustellen, der die Probleme des Stands der Technik vermeidet und bei Gebrauch kein oder zumindest kaum Mikroplastik freisetzt, aber dennoch effizient und schonend reinigt. Der Reinigungsschwamm sollte möglichst universell zur Reinigung unterschiedlicher Oberflächen verwendbar sein, und insbesondere geeignet sein zur Verwendung bei der Reinigung von Essgeschirr und Kochgeschirr wie Töpfen oder Pfannen, auch Kochgeschirr mit kratzempfindlichen Oberflächen wie beispielsweise Teflonbeschichtungen oder anderen Antihaftbeschichtungen.
- Die Aufgabe wird gelöst durch den Reinigungsschwamm, wie er im unabhängigen Anspruch 1 beansprucht ist, sowie durch die Verfahren zur Herstellung des Reinigungsschwamms, wie sie in den unabhängigen Ansprüchen 11 und 12 beansprucht sind. Vorteilhafte Ausführungsformen sind in den jeweiligen abhängigen Ansprüchen beansprucht.
- Der Reinigungsschwamm sowie Verfahren zu seiner Herstellung sind Aspekte derselben Erfindung. Ausführungen im Zusammenhang mit einem Aspekt der Erfindung gelten daher in gleicher Weise für den jeweils anderen Aspekt der Erfindung.
- Der erfindungsgemäße Reinigungsschwamm besteht aus einem Trägerkörper, der mit einer Beschichtung ausgestattet ist, wobei die Beschichtung den Bestandteil darstellt, der die eigentliche Reinigungsaufgabe erfüllt.
- Der Trägerkörper ist von an sich konventioneller Art. Es ist ein Schaumstoffkörper mit zwei einander entgegengesetzten Hauptflächen, wobei eine oder beide Hauptflächen mit einer erfindungsgemäßen Beschichtung ausgestattet sein können. Die Abmessungen werden vorteilhafterweise so gewählt, dass der Reinigungsschwamm eine möglichst große Reinigungsfläche aufweist, ausreichend dick ist, um nicht zu reißen, und gut in der Hand einer reinigenden Person liegt.
- Als Materialien für den Trägerkörper des Reinigungsschwamms kommen grundsätzlich alle Schaumstoffmaterialien in Frage, die unter Reinigungsbedingungen stabil sind, das heißt den mechanischen Kräften standhalten, die während eines Reinigungsvorgangs auf den Schwamm einwirken, und die auch gegen die Einwirkung von Wasser und gängigen Reinigungsmitteln stabil sind. Ein bewährtes Material ist Polyurethan. Erfindungsgemäß werden für den Trägerkörper bevorzugt Schaumstoffkörper aus Polyurethan verwendet.
- Polyurethan ist ein Kunststoff, der sich unter Einwirkung von UV-Licht (Tageslicht) und Feuchtigkeit zersetzt und im letzten Stadium auch von Mikroorganismen abgebaut wird. Reinigungsschwämme aus Polyurethanschaum können daher nach ihrer Entsorgung zur Bildung von Mikroplastik führen. Dieses Mikroplastik, das irgendwann bei der Zersetzung eines entsorgten Reinigungsschwamms entstehen kann, gelangt allerdings üblicherweise nicht ins Abwasser. Dennoch kann es wünschenswert sein, die Menge an verwendetem Polyurethan zu minimieren. Im Rahmen dieser Erfindung wird als Trägerkörper daher gemäß einer weiteren bevorzugten Ausführungsform ein Verbundkörper aus mindestens zwei Schaumstoffmaterialschichten verwendet, die mittels einer Klebstoffschicht miteinander verbunden sind. Eine der Schichten besteht aus einem natürlichen Material, das bei seinem Abbau nicht zu Mikroplastik führt, beispielsweise aus einem Material auf Zellulosebasis wie Viskose. Die mit der Beschichtung ausgestattete Oberfläche des Trägerkörpers ist bevorzugt eine Polyurethan-Oberfläche, weshalb ein Reinigungsschwamm, der beidseitig mit einer erfindungsgemäßen Beschichtung ausgestattet ist, bevorzugt entweder einen Trägerkörper aus Polyurethanschaumstoff oder einen sandwichartigen Verbundträgerkörper mit einer zentralen Viskose-Schaumstoffschicht und zwei Außenschichten aus Polyurethanschaum aufweist. So ist die Haftung zwischen dem Polyurethan-Bindemittel der Beschichtung und der beschichteten Oberfläche am besten.
- Alternativ kann ein Verbundträgerkörper aus mindestens zwei Schaumstoffmaterialien, die mittels einer Klebstoffschicht miteinander verbunden sind, an Stelle einer Schicht aus einem natürlichen Material auch eine Schicht aus einem Material mit speziellen Reinigungseigenschaften aufweisen. Eine solche Schicht ist beispielsweise eine Schicht aus Melaminharz. Offenporige Melaminharzschwämme sind als "Schmutzradierer" bekannt. Derartige Schaumstoffe können mit Vorteil auch bei der vorliegenden Erfindung eingesetzt werden. Bei einem Verbundkörper aus einem Schaumstoffmaterial wie beispielsweise Polyurethan und einem Melaminharz-Schaumstoffmaterial befindet sich die reinigende Beschichtung natürlich nicht auf der Melaminharzschicht, sondern auf der Schicht aus dem anderen Schaumstoffmaterial.
- Zur Verklebung der Schichten des Verbundträgerkörpers untereinander wird bevorzugt ein Polyurethan-Klebstoff verwendet, insbesondere wenn mindestens eine der Schichten aus Polyurethan besteht.
- Die zu beschichtende Oberfläche des Trägerkörpers kann flach, das heißt eben ausgebildet sein oder eine dreidimensionale Oberflächenstruktur aufweisen. Dreidimensionale Oberflächenstrukturen sind beispielsweise rillenförmige Erhebungen und Vertiefungen, die im Wechsel angeordnet sind, oder inselartige Erhöhungen und Vertiefungen, die ein Raster bilden. Derartige Strukturierungen der Trägerkörperoberfläche übertragen sich auf die Beschichtung und können die Reinigungswirkung verbessern, da einerseits die erhabenen Bereiche zum Aufbrechen der Verunreinigungen beitragen können und andererseits die abgelösten Verunreinigungen von den Vertiefungen aufgenommen und von Reinigungsflüssigkeit abtransportiert werden können. Die Reinigungsfläche wird daher nicht durch abgelöste Verunreinigungen blockiert.
- Die Beschichtung besteht aus mindestens zwei Arten von Komponenten, den Reinigungspartikeln sowie einem Bindemittel, in dem die Partikel verteilt sind und das sie mit einer Oberfläche des Trägerkörpers verbindet.
- Als Bindemittel wird bei der vorliegenden Erfindung ein Polyurethan oder ein Gemisch von Polyurethanen verwendet. Das Polyurethan-Bindemittel muss wie der Trägerkörper unter Reinigungsbedingungen chemisch und mechanisch stabil sein. Bei der Auswahl eines geeigneten Polyurethan-Bindemittels ist es darüber hinaus bevorzugt, Kriterien wie seine Viskosität im unvernetzten Zustand, sowie seine Härte und seine Reißdehnung im vernetzten Zustand zu berücksichtigen.
- Die Viskosität ist insbesondere im Hinblick auf gute Auftragungseigenschaften und eine gute Verankerung der Beschichtung an der Oberfläche des Trägerkörpers von Bedeutung. Bevorzugt sollte das Bindemittel ausreichend viskos sein, dass kein Eindringen ins Innere des Trägerkörpers stattfindet, aber dennoch ausreichend fluid sein, um ein Eindringen in Oberflächenporen des Trägerkörpers zu erlauben, wodurch eine verbesserte Fixierung der Beschichtung an dem Trägerkörper erreicht wird. Bevorzugt liegt die Viskosität des Polyurethan-Bindemittels im Bereich von 1.000 bis 12.000 mPas, beziehungsweise die Viskosität der Beschichtungszusammensetzung im Bereich von 5.000 bis 12.000 mPas, besonders bevorzugt im Bereich von 7.000 bis 10.000 mPas.
- Bei der vorliegenden Erfindung wird unter dem Begriff "Viskosität" die dynamische Viskosität verstanden. Sie wird unter Verwendung eines Brookfield Viskosimeters nach ISO 2555 bestimmt.
- Die Härte der Beschichtung spielt sowohl für die Reinigungseigenschaften als auch für die Haltbarkeit der Verbindung zwischen Trägerkörper und Beschichtung eine Rolle. Die Härte der Beschichtung sollte ausreichend hoch sein, um die Reinigungspartikel bei der Reinigung zu unterstützen, darf aber auch nicht zu groß sein, da der Reinigungsschwamm insgesamt flexibel bleiben muss. Bevorzugt liegt die Shore A-Härte der ausgehärteten Beschichtung im Bereich von 25 bis 85. Besonders bevorzugt ist eine Shore A-Härte von 40 bis 70. Die Shore A-Härte wird nach ASTM D2240-00 mittels Shore Durometer bestimmt.
- Die Reißdehnung der vernetzten Beschichtung liegt bevorzugt im Bereich von 40 bis 150%, besonders bevorzugt im Bereich von 50 bis 100%. Eine Reißdehnung in diesem Bereich garantiert eine ausreichende Flexibilität der Beschichtung, dass die Beschichtung bei einem Reinigungsvorgang der Verformung des weichen Trägerkörpers folgen kann. Eine ausreichende Reißdehnung in Kombination mit nicht zu großer Härte sorgt auch dafür, dass die Verbindung zwischen dem weichen Trägerkörper und der Beschichtung unter mechanischer Belastung und Verformung beim Reinigungsprozess beständig bleibt. Die Reißdehnung wird bestimmt nach ASTM D-3574, Methode E. Dabei handelt es sich im Prinzip um ein Verfahren zum Testen von PU-Schaum. Das Testprinzip kann aber auch auf flexible Polymerfilme angewendet werden.
- Es wurde gefunden, dass 1-Komponenten-Polyurethanharze, wie sie beispielsweise als Montageschäume bekannt sind, für die Zwecke der vorliegenden Erfindung gut geeignet sind. Bei der vorliegenden Erfindung wird natürlich kein Treibmittel verwendet, da eine Schaumbildung nicht erwünscht ist. Auch Lösungsmittel sind bevorzugt nicht enthalten. Der Anteil freier Isocyanatgruppen der Prepolymere liegt bevorzugt bei 3 bis 10 Gew.-%. Die 1-Komponenten-Polyurethanharze härten bei 20 bis 25° C durch Reaktion mit Luftfeuchtigkeit im Laufe einiger Stunden aus. Besonders bevorzugte Bindemittel sind Polyurethan-Prepolymere auf der Basis eines Diphenylmethan-diisocyanat-Addukts mit Diolen und Triolen. Als ein im Handel erhältliches Produkt kann beispielsweise Everad RPM 2644 (von Everad Adhesives, Frankreich) genannt werden.
- Die Polyurethan-Prepolymere können beispielsweise hergestellt werden durch Reaktion eines Diisocyanats, wie z.B. 4,4-Diphenylmethan-diisocyanat, mit mindestens einem Diol und/oder Triol in Gegenwart eines Zinn- oder Amin-Katalysators. Die verwendeten Diole und Triole (d.h. Polyole) haben bevorzugt eine Molmasse zwischen 1.000 und 5.000 g/mol und eine Hydroxylzahl zwischen 40 und 100 mg KOH/ g. Besonders bevorzugt sind Polyetherpolyole. Das Molverhältnis zwischen eingesetztem Isocyanat und eingesetztem Polyol wird in Abhängigkeit von der Viskosität des gewünschten fertigen Prepolymers gewählt. Typischerweise liegt das Molverhältnis Isocyanat : Polyol im Bereich von 30 : 70 bis 50 : 50.
- 1-Komponenten-Polyurethanharze sind insbesondere deshalb bevorzugt, da sie sehr unkompliziert zu verarbeiten sind. Die vorliegende Erfindung ist jedoch nicht auf die Verwendung von 1-Komponenten-Polyurethanharze beschränkt.
- Der Kern der vorliegenden Erfindung liegt in der Verwendung bestimmter Reinigungspartikel. Als Reinigungspartikel werden erfindungsgemäß keine Kunststoffpartikel, sondern natürliche Partikel verwendet. Diese haben den Vorteil, dass kein Mikroplastik ins Abwasser gelangt, wenn sich beim Gebrauch des Reinigungsschwamms, insbesondere bei einem längeren Gebrauch, Partikel aus der Beschichtung lösen. Natürliche Partikel haben gegenüber Kunststoffpartikeln jedoch auch Nachteile. Insbesondere neigen sie dazu, empfindliche Oberflächen zu verkratzen, und sie werden von dem Bindemittel-Kunststoff weniger gut festgehalten als Kunststoffpartikel. Daher besteht bei einem Gebrauch des Reinigungsschwamms eher die Gefahr, dass sich Partikel aus der Beschichtung lösen, was zwar unter Umweltgesichtspunkten unschädlich ist, aber die Gebrauchsdauer des Reinigungsschwamms verringert.
- Erfindungsgemäß wurde nun gefunden, dass bestimmte natürliche Materialien, wenn sie in einer geeigneten Größe eingesetzt werden, diese Nachteile nicht aufweisen, sondern schonend reinigen und von einem Polyurethan-Bindemittel gut und dauerhaft in der Beschichtung fixiert werden. Reinigungsschwämme, die eine Polyurethan-Beschichtung mit derartigen darin verteilten Partikeln aufweisen, können daher zur Reinigung empfindlicher Oberflächen, wie beispielsweise von teflonbeschichteten Pfannen und anderen Kochgeschirren mit Antihaftbeschichtung, eingesetzt werden und besitzen eine lange Lebensdauer.
- Die für die Zwecke der vorliegenden Erfindung geeigneten natürlichen Materialien können in zwei Gruppen eingeteilt werden. Partikel der ersten Gruppe werden hierin im Folgenden als "abrasive Partikel" bezeichnet, und Partikel der zweiten Gruppe werden hierin im Folgenden als "nicht abrasive Partikel" bezeichnet. Beiden Gruppen ist gemeinsam, dass sie sehr gut und schonend reinigen, aber bei den Partikeln der ersten Gruppe sind die Reinigungseigenschaften noch besser als bei den Partikeln der zweiten Gruppe, während die Partikel der zweiten Gruppe noch schonender reinigen als die Partikel der ersten Gruppe.
- Zu den abrasiven Partikeln gehören Partikel aus Bimsstein, aus Quarzsand, aus Glas, Korund und kalziniertem Bauxit. Diese Materialien werden durch Mahlen auf geeignete Partikelgrößen im Bereich von bevorzugt 20 µm bis 1.000 µm gebracht. Besonders geeignet sind Partikelgrößen im Bereich von 50 µm bis 500 µm. In einer Beschichtung kann nur eine einzige Partikelsorte verwendet werden, beispielsweise nur Partikel aus Bimsstein, oder es kann ein beliebiges Gemisch mehrerer der genannten Partikel verwendet werden.
- Durch das Mahlen entstehen Kanten, die besonders gut zum Aufbrechen von Verschmutzungen geeignet sind. Gleichzeitig sind die Materialien aber nicht so hart, dass sie zu stark abrasiv wirken und zu einem Verkratzen der behandelten Oberflächen führen. Die trifft insbesondere auf kleinere Partikel mit einer Größe im Bereich von 50 bis 300 µm zu.
- Das am besten geeignete Material aus der ersten Gruppe ist Bimsstein, und zwar insbesondere Bimsstein mit einer Partikelgröße im Bereich von 50 bis 500 µm. Dieses Material verkörpert die gewünschten Eigenschaften in perfekter Weise. Es ist hart genug, und die beim Mahlen erzeugten Kanten der Partikel sind scharf genug, um abrasiv reinigend zu wirken, aber gleichzeitig sind Härte und Kantenschärfe nicht so groß, dass zu reinigende Oberflächen leicht verkratzt werden können. Eine Obergrenze der Partikelgröße von 500 µm ist insofern wünschenswert, als größere Partikel beim Reinigungsvorgang zum Brechen neigen, wodurch scharfe Kanten entstehen können, die weniger schonend reinigen.
- Bimsstein hat darüber hinaus den Vorteil, dass er besonders gut in dem Polyurethan-Bindemittel fixiert wird. Dies liegt vermutlich an der Porosität der Bimssteinpartikel.
- Zu den nicht abrasiven Partikeln gehören gefälltes Siliciumdioxid, Flusssand, Wüstensand und Walnussschalenpulver. Diese Partikel können ebenfalls jeweils alleine, das heißt nur eine Partikelsorte in einer Beschichtung, oder in beliebigen Kombinationen von zwei oder mehr Partikelsorten verwendet werden.
- Geeignete Partikelgrößen liegen im Bereich von bevorzugt 20 µm bis 1.000 µm, besonders bevorzugt sind Partikelgrößen im Bereich von 100 µm bis 500 µm, und die beste und schonendste Reinigungswirkung wird erzielt bei Partikelgrößen im Bereich von ca. 250µm bis 350µm.
- Für abrasive und nicht abrasive Partikel gilt jeweils generell: Je größer die Partikel, desto besser die Reinigungswirkung, und je kleiner die Partikel, desto schonender die Reinigung. Der Begriff "Partikelgröße" ist bei der vorliegenden Erfindung so zu verstehen, dass bei einer Partikelgröße von x µm bis y µm alle Partikel ein Sieb mit einer lichten Maschenweite von y µm passieren, ein Sieb mit einer lichten Maschenweite von x µm aber nicht passieren.
- Die obengenannten nicht abrasiven Partikel haben gemeinsam, dass sie eine annähernd gerundete Form aufweisen, das heißt es gibt keinerlei scharfe Kanten. Flusssand wird von der Strömung transportiert und dabei gerundet, während Wüstensand durch Wind transportiert und dabei ebenfalls gerundet wird. Durch Mahlen von Walnussschalen entsteht ein relativ weiches Pulver ohne scharfe Kanten.
- Gefälltes Siliciumdioxid ist streng genommen kein "natürliches" Material, da es künstlich durch Ausfällung aus Wasserglas hergestellt wird. Da es hinsichtlich seiner chemischen Zusammensetzung aber identisch ist mit natürlichen Materialien, wird es in der vorliegenden Erfindung als ein natürliches Material betrachtet. Gefälltes Siliciumdioxid, das allgemein auch als "Silica" bezeichnet wird, ist das für die Zwecke der vorliegenden Erfindung am besten geeignete Material aus der Gruppe der nicht abrasiven Partikel. Das hydratisierte Siliciumdioxid weist keine scharfen Kanten auf. Vielmehr liegt es in Form von im wesentlichen runden Partikeln vor. Es reinigt besonders schonend und wird von dem Polyurethan-Bindemittel hervorragend fixiert, was vermutlich an der Porosität der Siliciumdioxid-Partikel liegt. Das für die Reinigung hochempfindlicher Oberflächen am besten geeignete Material ist daher gefälltes Siliciumdioxid mit einer Partikelgröße im Bereich von 100 µm bis 500 µm. Als ein beispielhaftes im Handel verfügbares Material kann Sipernat 2200 von Dow Chemicals genannt werden.
- Ebenfalls hervorragend geeignet ist Walnussschalenpulver, das jedoch nicht so problemlos zu verarbeiten ist wie die übrigen genannten Materialien. Es neigt dazu, bei der Zumischung zu dem Polyurethan-Bindemittel das Polyurethan aufzuschäumen, was zu einer Instabilität des Auftragungsprozesses führen kann. Es kann erforderlich sein, einer Walnussschalenpulver enthaltenden Beschichtungszusammensetzung Entschäumer zuzusetzen.
- Erfindungsgemäße Beschichtungen können ausschließlich aus Polyurethan-Bindemittel und darin verteilten Reinigungspartikeln bestehen, sie können aber auch weitere Bestandteile enthalten, sofern sich diese auf die Eigenschaften der Beschichtung nicht störend auswirken. In der Regel sind die Beschichtungen farbig, das heißt sie enthalten zusätzlich zu dem Polyurethan-Bindemittel und den Reinigungspartikeln mindestens eine farbgebende Substanz. Farbgebende Substanzen sind organische oder anorganische Pigmente sowie anorganische oder organische Farbstoffe. Im Gegensatz zu Farbstoffen, die löslich sind, bestehen Pigmente aus Partikeln. Bei der Verwendung von Pigmenten muss darauf geachtet werden, dass keine zu harten Pigmente und keine zu großen Partikel eingesetzt werden, um zu vermeiden, dass die Pigmente ihrerseits als "Reinigungspartikel" wirken und zu einem Verkratzen der zu reinigenden Oberflächen führen können. Geeignete farbgebende Substanzen sind im Handel verfügbar. Als ein Beispiel sei Hostapermgelb H3G von Clariant GmbH genannt.
- Der Anteil der farbgebenden Substanz an der Beschichtung sollte bevorzugt eine Menge von etwa 4 Gew.-% nicht überschreiten. Eine typische Menge liegt bei etwa 0,5 Gew.-%.Die Beschichtung kann weitere auf dem Gebiet der Kunststoffbeschichtungen an sich bekannte Zusätze enthalten, enthält jedoch bevorzugt lediglich Polyurethan-Bindemittel, Reinigungspartikel, und optional eine oder mehrere farbgebende Substanzen.
- Die Herstellung eines erfindungsgemäßen Reinigungsschwamms erfolgt bevorzugt in der Weise, dass ein Polyurethan-Bindemittel, Reinigungspartikel und optional eine farbgebende Substanz und/oder sonstige Hilfsstoffe in den jeweils gewünschten Mengen zu einer Beschichtungszusammensetzung gemischt werden, danach die Beschichtungszusammensetzung auf eine Hauptfläche eines Trägerkörpers aus einem Schaumstoffmaterial aufgetragen wird und dann an Luft ausgehärtet wird.
- Die Beschichtungszusammensetzungen enthalten bevorzugt, im Falle von abrasiven Reinigungspartikeln, 60 bis 80 Gew.-% Polyurethan-Bindemittel, Rest abrasive Partikel und bis zu 4 Gew.-% farbgebende Substanz., d.h. 16 bis 40 Gew.-% abrasive Reinigungspartikel. Besonders bevorzugt enthalten die Zusammensetzungen 65 bis 70 Gew.-% Polyurethan-Bindemittel, 27,5 bis 34,7 Gew.-% abrasive Partikel und 0,3 bis 2,5 Gew.-% anorganische und/oder organische Pigmente. Als abrasive Partikel werden bevorzugt Bimssteinpartikel verwendet, und als Polyurethan-Bindemittel wird bevorzugt ein 1-Komponenten-Polyurethanharz verwendet.
- Im Falle nicht abrasiver Reinigungspartikel enthalten die Beschichtungszusammensetzungen bevorzugt 75 bis 95 Gew.-% Polyurethan-Bindemittel, Rest nicht abrasive Partikel und bis zu 4 Gew.-%farbgebende Substganz, d.h. 1 bis 25 Gew.-% nicht abrasive Partikel. Besonders bevorzugt enthalten die Beschichtungszusammensetzungen 82,5 bis 89,5 Gew.-% Polyurethan-Bindemittel, 8 bis 17,2 Gew.-% nicht abrasive Partikel und 0,3 bis 2,5 Gew.-% anorganische und/oder organische Pigmente. Als nicht abrasive Partikel werden bevorzugt Silica-Partikel verwendet, und als Bindemittel wird bevorzugt ein 1-Komponenten-Polyurethanharz verwendet.
- Es versteht sich, dass sich die prozentualen Anteile jeweils zu 100% ergänzen.
- Das Auftragen der Beschichtungszusammensetzung auf eine Oberfläche des Trägerkörpers erfolgt bevorzugt durch Walzenauftrag. Walzenauftragsverfahren sind insofern bevorzugt, als sie zu einer besonders guten Verankerung der Reinigungspartikel in dem Polyurethan-Film führen und das Beschichtungsergebnis sehr homogen und visuell attraktiv ist. Zur Erzielung eines optimalen Beschichtungsergebnisses wird bevorzugt ein Polyurethanharz gewählt, das eine Beschichtungszusammensetzung mit einer Viskosität im Bereich von 5.000 bis 12.000 mPas ,bevorzugt von 7.000 bis 10.000 mPas ergibt. Derartige Polyurethanharze haben eine Viskosität im Bereich von 1.500 bis 7.000 mPas.
- Anschließend wird die Beschichtungszusammensetzung gehärtet, das heißt das Polyurethanharz wird vernetzt. Die Vernetzungsbedingungen richten sich nach der Art des verwendeten Polyurethanharzes. Bevorzugt ist ein 1-Komponenten-Polyurethanharz, das an Luft durch Reaktion mit Luftfeuchtigkeit bei 20 bis 25°C innerhalb von 2 bis 8 Stunden aushärtet. Bei niedriger Luftfeuchtigkeit (geringer als etwa 40%) kann es erforderlich sein, die zu beschichtende Oberfläche des Trägerkörpers vor dem Auftragen der Beschichtungszusammensetzung mit Wasser anzufeuchten.
- Alternativ kann auch zuerst das Polyurethanharz auf eine Oberfläche des Trägerkörpers aufgetragen werden, beispielsweise durch Walzenauftrag oder durch Sprühen, und dann die abrasiven oder nicht abrasiven Partikel auf den noch feuchten Polyurethanharzfilm aufgestreut werden. Im Falle eines Walzenauftrags wird bevorzugt ein Polyurethanharz mit einer Viskosität im Bereich von 5.000 bis 12.000 mPas, bevorzugt von 7.000 bis 10.000 mPas verwendet, und im Falle des Aufsprühens des Polyurethanharzes wird bevorzugt ein Polyurethanharz mit einer Viskosität im Bereich von 1.000 bis 5.000 mPas, bevorzugt von 1.500 bis 3.000 mPas verwendet.
- Nach dem Aufstreuen der Reinigungspartikel wird das Polyurethanharz vernetzt. Die Vernetzungsbedingungen richten sich wiederum nach der Art des verwendeten Polyurethanharzes, wobei ein 1-Komponenten-Polyurethanharz bevorzugt ist, das an Luft durch Reaktion mit Luftfeuchtigkeit bei 20 bis 25°C innerhalb von 2 bis 8 Stunden aushärtet.
- Die Beschichtungszusammensetzung beziehungsweise das Polyurethanharz kann auf einen "fertigen" Trägerkörper oder Verbundträgerkörper aufgetragen werden, das heißt auf einen Trägerkörper mit den Abmessungen des herzustellenden Reinigungsschwamms, alternativ kann aber auch eine Trägerkörperplatte oder Verbundträgerkörperplatte beschichtet werden, aus der nach dem Aushärten der Beschichtung die Reinigungsschwämme in den gewünschten Abmessungen und Formen ausgeschnitten oder ausgestanzt werden. Außerdem kann nach dem Beschichten einer der Oberflächen eines (Verbund-)Trägerkörpers und dem Aushärten der Beschichtung auch noch die entgegengesetzte Oberfläche des (Verbund-)Trägerkörpers mit einer erfindungsgemäßen Beschichtung oder einer anderen Beschichtung ausgestattet werden. Ferner ist es möglich, bei einem Verbundträgerkörper zuerst eine der Schichten (Trägerkörper) zu beschichten, und diesen beschichteten Trägerkörper dann an seiner unbeschichteten Oberfläche mit einer oder mehreren weiteren Schichten (beispielsweise aus Zellulose oder Melaminharz) zu verkleben.
- Bevorzugte Beschichtungsdicken liegen im Bereich von 0,5 bis 4 mm, besonders bevorzugt im Bereich von 1 bis 3 mm. Bevorzugte Beschichtungsgewichte liegen im Bereich von 200 bis 500 g/m2, besonders bevorzugt im Bereich von 250 bis 400 g/m2.
- Die Erfindung wird im Folgenden anhand von Figuren noch weiter veranschaulicht. Es wird darauf hingewiesen, dass die Figuren nicht maßstabsgetreu und nicht proportionsgetreu sind. Ferner sind im Zusammenhang mit einer bestimmten Figur offenbarte Merkmale keinesfalls so zu verstehen, dass die betreffenden Merkmale nur in Kombination mit den übrigen in der entsprechenden Figur dargestellten und/oder beschriebenen Merkmalen anwendbar sind.
- In den Figuren bezeichnen gleiche Bezugsziffern jeweils gleiche oder einander entsprechende Elemente. Es zeigen:
-
Fig. 1 eine Ausführungsform eines erfindungsgemäßen Reinigungsschwamms, -
Fig. 2 eine alternative Ausführungsform eines erfindungsgemäßen Reinigungsschwamms, -
Fig. 3 eine Aufsicht auf einen erfindungsgemäßen Reinigungsschwamm, und -
Fig. 4 einen Schnitt durch den inFig. 3 dargestellten Reinigungsschwamm entlang der Linie A-A'. -
Fig. 1 zeigt eine Ausführungsform eines erfindungsgemäßen Reinigungsschwamms 1. Der dargestellte Reinigungsschwamm 1 besitzt einen Trägerkörper 2 aus Polyurethan-Schaumstoffmaterial mit einer ersten Hauptfläche 2' und einer zweiten Hauptfläche 2". Die erste Hauptfläche 2' ist von einer Beschichtung 3 bedeckt, die aus Polyurethan mit darin verteilten abrasiven oder nicht abrasiven Partikeln 4 besteht. Die Oberfläche 3' der Beschichtung 3 bildet die Reinigungsfläche des Reinigungsschwamms 1. Die Partikel 4 sind in der inFig. 1 dargestellten Ausführungsform statistisch in der Beschichtung 3 verteilt, wie es der Fall ist, wenn eine Beschichtungszusammensetzung aus Polyurethanharz mit darin dispergierten Partikeln 4 auf den Trägerkörper 2 aufgetragen wird. Wird hingegen zuerst das Polyurethanharz auf den Trägerkörper 2 aufgetragen und dann die Partikel 4 auf das noch nicht vernetzte Polyurethanharz aufgestreut, sind die Partikel 4 mehr an der Oberfläche 3' der Beschichtung 3 lokalisiert. Bei einer Lokalisierung der Partikel 4 mehr an der Oberfläche der Beschichtung 3 werden weniger Partikel 4 benötigt als bei einer statistischen Verteilung der Partikel 4 im gesamten Volumen der Beschichtung 3. Reinigungsschwämme mit einer statistischen Verteilung der Partikel 4 im gesamten Volumen der Beschichtung 3 haben jedoch eine längere Lebensdauer, da die Partikel 4 dauerhafter in der Beschichtung 3 verankert sind. -
Fig. 2 zeigt eine alternative Ausführungsform eines erfindungsgemäßen Reinigungsschwamms 1. Bei der inFig. 2 dargestellten Ausführungsform ist der Trägerkörper ein Verbundkörper aus einer Schaumstoffschicht 5 aus Polyurethan und einer Schaumstoffschicht 7 aus Viskose, die mittels einer Klebstoffschicht 6 verbunden sind. Die nicht mit der Schaumstoffschicht aus Viskose verklebte Oberfläche der Schaumstoffschicht aus Polyurethan ist mit einer Beschichtung 3 ausgestattet, in der abrasive oder nicht abrasive Partikel 4 statistisch verteilt sind. Die Oberfläche 3' der Beschichtung 3 stellt die Reinigungsoberfläche des Reinigungsschwamms 1 dar. - Die in
Fig. 2 dargestellte Ausführungsform des Reinigungsschwamms 1 hat im Wesentlichen die Form eines Quaders, während die inFig. 1 dargestellte Ausführungsform eher würfelförmig ist. Die Form der Reinigungsschwämme ist jedoch grundsätzlich beliebig, wobei Formen bevorzugt sind, die einfach (und damit preiswert) herzustellen sind. Formen wie sie inFig. 1 und Fig. 2 dargestellt sind können ohne Verschnitt aus Schaumstoffplatten ausgestanzt werden, aber die vorliegende Erfindung ist nicht auf derartige Formen beschränkt. Vielmehr können die erfindungsgemäßen Reinigungsschwämme auch beliebige geschwungene Konturen aufweisen, beispielsweise Konturen, die es ermöglichen, schwierig zugängliche Stellen besser zu erreichen. Alternativ oder zusätzlich können gegenüberliegende Seitenflächen eines Reinigungsschwamms Vertiefungen aufweisen, die es ermöglichen, den Reinigungsschwamm während eines Reinigungsvorgangs besser und sicherer festzuhalten. - Bei den in
Fig. 1 und Fig. 2 dargestellten Reinigungsschwämmen 1 ist jeweils nur eine Oberfläche des Trägerkörpers 2 mit einer Beschichtung 3 ausgestattet. Alternativ könnte jedoch auch jeweils die zweite Hauptfläche 2" mit einer erfindungsgemäßen Beschichtung oder einer anderen Beschichtung ausgestattet sein. Es ist auch möglich, an einer Hauptfläche des Trägerkörpers 2 eine erfindungsgemäße Beschichtung 3 mit abrasiven Partikeln vorzusehen und an der anderen Hauptfläche des Trägerkörpers 2 eine erfindungsgemäße Beschichtung 3 mit nicht abrasiven Partikeln vorzusehen. - Außerdem kann ein Trägerkörper 2 auch ein Verbundkörper aus mehr als 2 Schichten, die mittels Klebstoff verbunden sind (wie in
Fig. 2 dargestellt), sein. Beispielsweise könnte der inFig. 2 dargestellte Verbundkörper an der Hauptfläche 2" der Schaumstoffschicht 7 aus Viskose mittels einer weiteren Klebstoffschicht mit einer weiteren Schaumstoffschicht aus Polyurethan verbunden sein, die wiederum eine Beschichtung 3 gemäß der vorliegenden Erfindung aufweisen könnte. - Die in den
Figuren 1 und 2 dargestellten Reinigungsschwämme 1 besitzen jeweils unstrukturierte Oberflächen beziehungsweise Hauptflächen. Die erfindungsgemäße Beschichtung 3 kann jedoch nicht nur auf ebene Oberflächen aufgetragen werden, sondern auf weitgehend beliebig strukturierte Oberflächen. Ein Beispiel für einen Reinigungsschwamm 1 mit einer strukturierten Oberfläche ist in denFiguren 3 und 4 dargestellt. -
Fig. 3 zeigt eine Aufsicht auf die Reinigungsoberfläche 3' eines erfindungsgemäßen Reinigungsschwamms 1, undFig. 4 zeigt den inFig. 3 dargestellten Reinigungsschwamm im Querschnitt entlang der Linie A-A'. Wie ausFig. 3 ersichtlich ist, hat die Oberfläche 3' eine dreidimensionale Struktur mit in einem regelmäßigen Raster abwechselnd angeordneten Erhebungen 8 und Vertiefungen 9. InFig. 3 sind die Maxima der Erhebungen 8 als durchgezogene Kreise dargestellt, während die Minima der Vertiefungen 9 als punktierte Kreise dargestellt sind. Die Partikel 4 sind inFig. 3 nicht dargestellt. Im Querschnitt betrachtet (Fig. 4 ) bildet ein derartiges Raster eine Wellenform. - Die erfindungsgemäßen Reinigungsschwämme können auch beliebige andere dreidimensionale Oberflächenstrukturen aufweisen, beispielsweise Rillen, die dazu beitragen können, die Reinigungswirkung zu verbessern.
- Die erfindungsgemäßen Reinigungsschwämme haben eine hohe Lebensdauer. Auch dadurch belasten sie die Umwelt weniger mit Abfall-Kunststoff als weniger widerstandsfähige und damit kurzlebigere Reinigungsschwämme. Am Ende ihrer Lebensdauer können die erfindungsgemäßen Reinigungsschwämme unter dem Einfluss von Tageslicht (UV-Licht) und Feuchtigkeit, und zuletzt auch durch Mikroorganismen zersetzt werden. Alternativ ist auch eine thermische Verwertung möglich.
Claims (15)
- Reinigungsschwamm (1) aufweisend einen Trägerkörper (2) aus einem Schaumstoffmaterial, der zwei einander entgegengesetzte Hauptflächen (2', 2") besitzt, und eine Beschichtung (3) auf mindestens einer der Hauptflächen des Trägerkörpers (2),dadurch gekennzeichnet, dass die Beschichtung (3) aus einer Zusammensetzung besteht, die Polyurethan und darin verteilte abrasive oder nicht abrasive Partikel (4) aufweist, wobeidie abrasiven Partikel (4) ausgewählt sind aus der Gruppe, die aus Bimssteinpartikeln, Quarzsandpartikeln, Glaspartikeln, Korundpartikeln, Partikeln aus kalziniertem Bauxit und Gemischen davon besteht, und eine Größe im Bereich von 20 µm bis 1.000 µm haben, unddie nicht abrasiven Partikel (4) ausgewählt sind aus der Gruppe, die aus gefälltem Siliciumdioxid, Flusssand, Wüstensand, Walnussschalenpulver und Gemischen davon besteht, und eine Größe im Bereich von 20 µm bis 1.000 µm haben.
- Reinigungsschwamm (1) nach Anspruch 1, dadurch gekennzeichnet, dass die Beschichtung (3) Bimssteinpartikel mit einer Größe von 20 bis 500 µm enthält.
- Reinigungsschwamm (1) nach Anspruch 1, dadurch gekennzeichnet, dass die Beschichtung (3) Partikel (4) aus gefälltem Siliciumdioxid mit einer Größe von 100 bis 500 µm enthält.
- Reinigungsschwamm (1) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Beschichtung (3) aus einer Zusammensetzung besteht, die 60 bis 80 Gew.-% Polyurethan als Bindemittel, Rest abrasive Partikel (4) und bis zu 4 Gew.-% einer farbgebenden Substanz, bevorzugt 65 bis 70 Gew.-% Polyurethan als Bindemittel, 27,5 bis 34,7 Gew.-%Bimssteinpartikel und 0,3 bis 2,5 Gew.-% anorganische und/oder organische Pigmente enthält.
- Reinigungsschwamm (1) nach Anspruch 1 oder 3, dadurch gekennzeichnet, dass die Beschichtung (3) aus einer Zusammensetzung besteht, die 75 bis 95 Gew.-% Polyurethan als Bindemittel, Rest nicht abrasive Partikel (4) und bis zu 4 Gew.-% einer farbgebenden Substanz, bevorzugt 82,5 bis 89,5 Gew.-% Polyurethan als Bindemittel, 8 bis 17,2 Gew.-% gefälltes Siliciumdioxid und 0,3 bis 2,5 Gew.-% anorganische und/oder organische Pigmente enthält.
- Reinigungsschwamm (1) nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Beschichtung (3) eine Shore A-Härte von 25 bis 85, bevorzugt von 40 bis 70 hat.
- Reinigungsschwamm (1) nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Beschichtung (3) eine Reißdehnung von 40 bis 150%, bevorzugt von 50 bis 100% hat.
- Reinigungsschwamm (1) nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass der Trägerkörper (2) ein Schwammkörper aus Polyurethan oder ein Verbundkörper aus einem Schwammkörper (7) auf der Basis von Zellulose oder aus Melaminharz und einem Schwammkörper (5) aus Polyurethan, die mittels eines Polyurethan-Klebstoffs (6) verbunden sind, ist, wobei sich bei dem Verbundkörper die Beschichtung (3) auf dem Schwammkörper (5) aus Polyurethan befindet.
- Reinigungsschwamm (1) nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass mindestens eine Hauptfläche (2') des Trägerkörpers (2) eine dreidimensionale Oberflächenbeschaffenheit mit rasterförmig angeordneten Erhöhungen (8) und Vertiefungen (9) hat, wobei sich die Beschichtung (3) auf der Hauptfläche (2') mit dreidimensionaler Oberflächenbeschaffenheit befindet.
- Reinigungsschwamm (1) nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass der Trägerkörper (2) an einer seiner Hauptflächen (2') eine Beschichtung (3) aufweist, die abrasive Partikel (4) enthält, und an der entgegengesetzten Hauptfläche (2") eine Beschichtung (3) aufweist, die nicht abrasive Partikel (4) enthält.
- Verfahren zur Herstellung eines Reinigungsschwamms (1) wie in einem der Ansprüche 1 bis 10 beansprucht, folgende Schritte aufweisend:- Bereitstellen eines Trägerkörpers (2) aus einem Schaumstoffmaterial, der zwei einander entgegengesetzte Hauptflächen (2', 2") besitzt,- Herstellen einer Beschichtungszusammensetzung durch Einmischen von abrasiven oder nicht abrasiven Partikeln (4) in ein Polyurethanharz, wobei die abrasiven Partikel (4) ausgewählt werden aus der Gruppe, die aus Bimssteinpartikeln, Quarzsandpartikeln, Glaspartikeln, Korundpartikeln, Partikeln aus kalziniertem Bauxit und Gemischen davon besteht, und eine Größe im Bereich von 20 µm bis 1.000 µm haben, und wobei die nicht abrasiven Partikel (4) ausgewählt werden aus der Gruppe, die aus gefälltem Siliciumdioxid, Flusssand, Wüstensand, Walnussschalenpulver und Gemischen davon besteht, und eine Größe im Bereich von 20 µm bis 1.000 µm haben,- Auftragen der Beschichtungszusammensetzung auf eine der Hauptflächen (2', 2") des Trägerkörpers (2), und- Aushärtenlassen der Beschichtungszusammensetzung.
- Verfahren zur Herstellung eines Reinigungsschwamms (1) wie in einem der Ansprüche 1 bis 10 beansprucht, folgende Schritte aufweisend:- Bereitstellen eines Trägerkörpers (2) aus einem Schaumstoffmaterial, der zwei einander entgegengesetzte Hauptflächen (2', 2") besitzt,- Auftragen eines Polyurethanharzes auf eine der Hauptflächen (2', 2") des Trägerkörpers (2) zur Erzeugung einer Polyurethanharz-Beschichtung,- Verteilen von abrasiven oder nicht abrasiven Partikeln (4) auf der Polyurethanharz-Beschichtung, wobei die abrasiven Partikel (4) ausgewählt werden aus der Gruppe, die aus Bimssteinpartikeln, Quarzsandpartikeln, Glaspartikeln, Korundpartikeln, Partikeln aus kalziniertem Bauxit und Gemischen davon besteht, und eine Größe im Bereich von 20 µm bis 1.000 µm haben, und die nicht abrasiven Partikel (4) ausgewählt werden aus der Gruppe, die aus gefälltem Siliciumdioxid, Flusssand, Wüstensand, Walnussschalenpulver und Gemischen davon besteht, und eine Größe im Bereich von 20 µm bis 1.000 µm haben, und- Aushärtenlassen des Polyurethanharzes.
- Verfahren nach Anspruch 11 oder 12, dadurch gekennzeichnet, dass die Beschichtungszusammensetzung, die auf den Trägerkörper (2) aufgetragen wird, eine Viskosität im Bereich von 5.000 bis 12.000 mPas, bevorzugt von 7.000 bis 10.000 mPas hat, oder dass das Polyurethanharz, das auf den Trägerkörper (2) aufgetragen wird, eine Viskosität im Bereich von 5.000 bis 12.000 oder im Bereich von 1.000 bis 5.000 mPas hat.
- Verfahren nach einem der Ansprüche 11 bis 13, dadurch gekennzeichnet, dass das Polyurethanharz ein 1-Komponenten-Polyurethanharz ist, das an Luft durch Reaktion mit Luftfeuchtigkeit bei 20 bis 25°C innerhalb von zwei bis acht Stunden aushärtet.
- Verfahren nach einem der Ansprüche 11 bis 14, dadurch gekennzeichnet, dass der Trägerkörper (2) aus einem Schaumstoffmaterial, insbesondere aus einem Schwammkörper aus Polyurethan besteht, der nach dem Aushärtenlassen der Beschichtungszusammensetzung bzw. des Polyurethanharzes an seiner nicht beschichteten Hauptfläche (2', 2") mit einem Schwammkörper auf der Basis von Zellulose oder aus Melaminharz zu einem Verbundträgerkörper verklebt wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| HRP20250324TT HRP20250324T1 (hr) | 2020-10-13 | 2021-10-05 | Spužva za čišćenje i način njene izrade |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020126904.8A DE102020126904A1 (de) | 2020-10-13 | 2020-10-13 | Reinigungsschwamm und verfahren zu seiner herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3988004A1 EP3988004A1 (de) | 2022-04-27 |
| EP3988004B1 true EP3988004B1 (de) | 2025-02-19 |
Family
ID=80810163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21201018.5A Active EP3988004B1 (de) | 2020-10-13 | 2021-10-05 | Reinigungsschwamm und verfahren zu seiner herstellung |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP3988004B1 (de) |
| DE (1) | DE102020126904A1 (de) |
| DK (1) | DK3988004T3 (de) |
| ES (1) | ES3014365T3 (de) |
| FI (1) | FI3988004T3 (de) |
| HR (1) | HRP20250324T1 (de) |
| HU (1) | HUE070643T2 (de) |
| PL (1) | PL3988004T3 (de) |
| PT (1) | PT3988004T (de) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4078340A (en) | 1973-12-07 | 1978-03-14 | Minnesota Mining And Manufacturing Company | Low density abrasive pad having different abrasive surfaces |
| DE29802421U1 (de) | 1998-02-15 | 1998-05-28 | J. Dittrich & Söhne Vliesstoffwerk GmbH, 66877 Ramstein-Miesenbach | Reinigungstuch |
| DE69508491T2 (de) | 1994-08-12 | 1999-08-12 | Financiere Elysees Balzac, Paris | Poröser Scheuergegenstand, Reinigungseinrichtung und Herstellungsverfahren |
| EP1258465A1 (de) | 2001-05-15 | 2002-11-20 | Electricité de France | Reaktivpulver Betonzusammensetzung und Verfahren zur Hestellung eines Formteiles damit |
| EP3069647A1 (de) | 2015-03-17 | 2016-09-21 | Kalle GmbH | Cellulose-schwammtuch mit abrasiven eigenschaften |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6352567B1 (en) * | 2000-02-25 | 2002-03-05 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods |
| GB0111175D0 (en) * | 2001-05-08 | 2001-06-27 | Unilever Plc | Cleaning wipe |
| DE20109652U1 (de) | 2001-06-09 | 2001-09-13 | Matsumoto, Keiko, Jyoto, Osaka | Reinigungsschwamm |
| DE102006005160A1 (de) * | 2006-02-04 | 2007-08-09 | Carl Freudenberg Kg | Scheuerkörper |
| EP2678380B1 (de) | 2011-02-24 | 2016-08-24 | The Procter and Gamble Company | Verfahren zum reinigen einer harten fläche mittels einer reinigungsvorrichtung auf basis von melamin-formaldehyd-schaumstoff mit schleifpartikeln |
| KR20170125873A (ko) * | 2015-02-27 | 2017-11-15 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 세라믹 미세입자를 갖는 소비자 스크러빙 물품 및 이의 제조 방법 |
| EP3424642B1 (de) * | 2016-02-29 | 2024-01-10 | Xebec Technology Co., Ltd. | Poröses polierwerkzeug und polierwerkzeug damit |
-
2020
- 2020-10-13 DE DE102020126904.8A patent/DE102020126904A1/de active Pending
-
2021
- 2021-10-05 PL PL21201018.5T patent/PL3988004T3/pl unknown
- 2021-10-05 PT PT212010185T patent/PT3988004T/pt unknown
- 2021-10-05 FI FIEP21201018.5T patent/FI3988004T3/fi active
- 2021-10-05 HR HRP20250324TT patent/HRP20250324T1/hr unknown
- 2021-10-05 DK DK21201018.5T patent/DK3988004T3/da active
- 2021-10-05 ES ES21201018T patent/ES3014365T3/es active Active
- 2021-10-05 HU HUE21201018A patent/HUE070643T2/hu unknown
- 2021-10-05 EP EP21201018.5A patent/EP3988004B1/de active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4078340A (en) | 1973-12-07 | 1978-03-14 | Minnesota Mining And Manufacturing Company | Low density abrasive pad having different abrasive surfaces |
| DE69508491T2 (de) | 1994-08-12 | 1999-08-12 | Financiere Elysees Balzac, Paris | Poröser Scheuergegenstand, Reinigungseinrichtung und Herstellungsverfahren |
| DE29802421U1 (de) | 1998-02-15 | 1998-05-28 | J. Dittrich & Söhne Vliesstoffwerk GmbH, 66877 Ramstein-Miesenbach | Reinigungstuch |
| EP1258465A1 (de) | 2001-05-15 | 2002-11-20 | Electricité de France | Reaktivpulver Betonzusammensetzung und Verfahren zur Hestellung eines Formteiles damit |
| EP3069647A1 (de) | 2015-03-17 | 2016-09-21 | Kalle GmbH | Cellulose-schwammtuch mit abrasiven eigenschaften |
Non-Patent Citations (2)
| Title |
|---|
| ANONYMOUS: "MECOFLOCK® D 564/1 - Technische Information", KIWO, 17 June 2022 (2022-06-17), XP093339984 |
| ANONYMOUS: "Viskosität ", WIKIPEDIA, 27 July 2025 (2025-07-27), XP093339988, Retrieved from the Internet <URL:https://de.wikipedia.org/w/index.php?title=Viskosität&oldid=258339007> |
Also Published As
| Publication number | Publication date |
|---|---|
| HUE070643T2 (hu) | 2025-06-28 |
| ES3014365T3 (en) | 2025-04-22 |
| PT3988004T (pt) | 2025-03-14 |
| DE102020126904A1 (de) | 2022-04-14 |
| EP3988004A1 (de) | 2022-04-27 |
| DK3988004T3 (da) | 2025-03-24 |
| PL3988004T3 (pl) | 2025-04-22 |
| FI3988004T3 (fi) | 2025-03-27 |
| HRP20250324T1 (hr) | 2025-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69105706T2 (de) | Scheuerlappen. | |
| DE2458356A1 (de) | Schleifkissen geringer dichte mit unterschiedlichen schleifflaechen | |
| DE2605444A1 (de) | Verfahren zur herstellung eines schaumstoffkoerpers zu reinigungs-, scheuer- und/oder polierzwecken | |
| DE2512037A1 (de) | Schleifmaterial mit geringer dichte | |
| WO2019076999A1 (de) | Zusammensetzung bestehend aus pflanzenmaterial mit zellulose insbesondere aus abfallprodukten von äpfeln zur erzeugung eines laminats und ein verfahren zur herstellung eines laminat aus pflanzenmaterial mit zellulose, insbesondere aus abfallprodukten von äpfeln und laminat hergestellt durch das genannte verfahren wird | |
| DE102004039517B4 (de) | Reinigungstuch, Verfahren zur Herstellung eines Reinigungstuchs und dessen Verwendung | |
| WO2007090570A1 (de) | Reinigungstuch mit aufgedruckter abrasiver oberflächenbeschichtung | |
| EP3988004B1 (de) | Reinigungsschwamm und verfahren zu seiner herstellung | |
| DE19808054C2 (de) | Gegenstand zum Reinigen von Oberflächen | |
| DE10197149B4 (de) | Beschichtetes Schleifmittel und Verfahren zur Herstellung | |
| EP1129823A2 (de) | Verfahren zur Regenerierung von Halbleiterscheiben | |
| EP3069647B1 (de) | Cellulose-schwammtuch mit abrasiven eigenschaften | |
| EP2560539A1 (de) | Scheuerkörper | |
| DE3883463T2 (de) | Material mit invertierter Zellstruktur für Schleif-, Läpp-, Form- und Poliervorgänge. | |
| DE19851878A1 (de) | Gegenstand zum Reinigen von Oberflächen sowie Verfahren zu dessen Herstellung | |
| AT8974U1 (de) | Verfahren und vorrichtung zum aufbringen einer beschichtung auf zumindest eine seite eines leders, und nach einem solchen verfahren hergestelltes, beschichtetes leder | |
| DE3709234C2 (de) | ||
| DE60108624T2 (de) | Verfahren zum polieren und reinigen von glas | |
| DE102012101075A1 (de) | Bahnförmiges Halbzeug, nämlich Putztapete | |
| DE2513657C3 (de) | Schaumstoffkörper für Reinigungs-, Scheuer- und/oder Polierzwecke u.dgl. | |
| EP3664965B1 (de) | Flexibles schleifmittel | |
| DE3017102C2 (de) | Verfahren zur Herstellung eines Bodenbelages | |
| EP2387930B1 (de) | Reinigungskörper | |
| DE2348338A1 (de) | Flaechiges schleifmittel | |
| DE102007060154B4 (de) | Schleifelement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20250324T Country of ref document: HR |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20211005 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A47L 13/16 20060101ALI20240830BHEP Ipc: A47L 17/08 20060101AFI20240830BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20240913 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Free format text: CASE NUMBER: APP_4730/2025 Effective date: 20250128 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502021006687 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 3988004 Country of ref document: PT Date of ref document: 20250314 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20250310 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20250318 |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: FGE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 3014365 Country of ref document: ES Kind code of ref document: T3 Effective date: 20250422 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20250324 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20250400620 Country of ref document: GR Effective date: 20250514 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E070643 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250519 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20250924 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250922 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HR Payment date: 20250929 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20250930 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20250324 Country of ref document: HR Payment date: 20250929 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251101 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20250930 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502021006687 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20251022 Year of fee payment: 5 Ref country code: NL Payment date: 20251023 Year of fee payment: 5 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: BECKER MUELLER PATENT ATTORNEYS Effective date: 20251114 |
|
| R26 | Opposition filed (corrected) |
Opponent name: BECKER MUELLER PATENT ATTORNEYS Effective date: 20251114 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IS Payment date: 20251024 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20251024 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NO Payment date: 20251022 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20260113 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20251022 Year of fee payment: 5 Ref country code: DK Payment date: 20251023 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20251024 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20251021 Year of fee payment: 5 Ref country code: BE Payment date: 20251022 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20251101 Year of fee payment: 5 Ref country code: SE Payment date: 20251023 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20251021 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20251114 Year of fee payment: 5 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251218 Year of fee payment: 5 |