EP3569531A1 - Procédé et dispositif de manipulation d'une bande de bandelette d'arrachage - Google Patents
Procédé et dispositif de manipulation d'une bande de bandelette d'arrachage Download PDFInfo
- Publication number
- EP3569531A1 EP3569531A1 EP19171944.2A EP19171944A EP3569531A1 EP 3569531 A1 EP3569531 A1 EP 3569531A1 EP 19171944 A EP19171944 A EP 19171944A EP 3569531 A1 EP3569531 A1 EP 3569531A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tear strip
- carriage
- loop
- web
- loop memory
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 10
- 235000019504 cigarettes Nutrition 0.000 claims abstract description 11
- 238000012858 packaging process Methods 0.000 claims abstract description 11
- 239000000853 adhesive Substances 0.000 claims description 22
- 230000001070 adhesive effect Effects 0.000 claims description 22
- 238000004806 packaging method and process Methods 0.000 claims description 11
- 238000011144 upstream manufacturing Methods 0.000 claims description 8
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 239000011888 foil Substances 0.000 claims description 4
- 230000001419 dependent effect Effects 0.000 claims 1
- 238000005259 measurement Methods 0.000 claims 1
- 230000001133 acceleration Effects 0.000 description 6
- 239000000463 material Substances 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- 208000023514 Barrett esophagus Diseases 0.000 description 1
- 239000011111 cardboard Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/30—Arrangements for accumulating surplus web
- B65H20/32—Arrangements for accumulating surplus web by making loops
- B65H20/34—Arrangements for accumulating surplus web by making loops with rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/182—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying tear-strips or tear-tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/66—Inserted or applied tearing-strings or like flexible elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/003—Articles enclosed in rigid or semi-rigid containers, the whole being wrapped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1036—Containers formed by erecting a rigid or semi-rigid blank
- B65D85/1045—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/30—Arrangements for accumulating surplus web
- B65H20/32—Arrangements for accumulating surplus web by making loops
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B50/812—Applying tabs, patches, strips or strings on blanks or webs
- B31B50/8125—Applying strips or strings, e.g. tear strips or strings
- B31B50/8126—Applying strips or strings, e.g. tear strips or strings parallel to the direction of movement of the webs or the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/31—Features of transport path
- B65H2301/312—Features of transport path for transport path involving at least two planes of transport forming an angle between each other
- B65H2301/3122—U-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/31—Suction box; Suction chambers
- B65H2406/311—Suction box; Suction chambers for accumulating a loop of handled material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2408/00—Specific machines
- B65H2408/20—Specific machines for handling web(s)
- B65H2408/21—Accumulators
- B65H2408/215—Accumulators supported by vacuum or blown air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2408/00—Specific machines
- B65H2408/20—Specific machines for handling web(s)
- B65H2408/21—Accumulators
- B65H2408/217—Accumulators of rollers type, e.g. with at least one fixed and one movable roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/11—Dimensional aspect of article or web
- B65H2701/113—Size
- B65H2701/1133—Size of webs
- B65H2701/11332—Size of webs strip, tape, narrow web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1944—Wrapping or packing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/54—Cigarette making
Definitions
- the present invention relates to an apparatus for handling a tear strip web, in particular for conveying the same, as part of a packaging process in which products, in particular cigarette packs, are each packaged in a film wrapper provided with a tear strip. Furthermore, the invention relates to a method for handling such a tear strip web and a device for packaging products, in particular cigarette packs, each in a provided with a tear strip film wrapping with such a handling device.
- a tear strip web is unwound from a reel in the packaging process and fed to a connecting device, placed on the (provided on the underside with adhesive) Aufr effetstMailbahn on the also unwound from a reel sheeting and connected with this.
- the film web and the tear strip web are regularly exposed to strong (possibly negative) accelerations.
- strong (possibly negative) accelerations For example, in a splicing process, in which the running material web of a reel is connected to the material web of a new reel.
- This regularly creates tensions or excess web lengths which must be compensated with pendulum or dancer systems, especially roller pendulum systems, to avoid that form wrinkles when placing the tear strip web.
- pendulum or dancer systems especially roller pendulum systems
- a device for handling the tear-strip web has a loop store, which is arranged in particular in a vertical plane and preferably designed as a loop box (in particular rectangular in cross-section), in which a preferably L-shaped carriage is arranged to guide the tear strip web, in particular in a vertical plane is.
- the carriage is within the loop memory with respective entrainment of a particular U-shaped portion of the tear strip web in particular linearly in two opposite directions back and forth reciprocally, preferably in a vertical plane up and down.
- the device according to the invention further comprises a vacuum device which is designed such that it can build a negative pressure in the loop memory on one side of the carriage, which exerts on the carriage a force directed in one of the directions of movement, in particular a downward force.
- the loop memory serves to compensate for changes occurring in operation of the web tension of the tear strip web or any excess lengths or descenders.
- the use of negative pressure in the loop memory allows on the one hand, the force acting in the loop memory on the carriage and thus the web tension of the tear strip web depending on the requirements in a simple manner by adjusting the respective negative pressure value.
- a high dynamics of the carriage or the web tension adjustment can be achieved by the outgoing force from the negative pressure force without having to train the slide particularly difficult.
- the device is accordingly preferably part of a pendulum or dancer system, with the speed differences between the film web and tear strips are compensated.
- the vacuum device which generally has a pump, can be controlled in such a way that it can generate different negative pressure values.
- the loop memory on an elongated interior in which the carriage between a first loop memory (narrow) side, preferably a lower loop memory (narrow) side, and a second, spaced from the first loop box side of this opposite loop memory (narrow) side, preferably a lower loop memory (narrow) side, is reciprocable, wherein the loop memory is closed at the first loop memory side and open at the second loop memory side, so that the interior of the loop memory there adjacent to the environment.
- the tear strip web can preferably be guided into the interior of the loop memory via the second, open loop storage side, guided in the interior to form a loop open in the direction of the second loop storage side along a deflection element arranged on the slide, in particular with a cylindrical contact surface, preferably along a rotatable manner the guide roller mounted on the carriage, and be led out of this again via the second, open loop memory page.
- the apparatus has upstream and additionally or alternatively downstream of the guide roller mounted on the carriage over (if appropriate in each case) at least one further deflection element with a particularly cylindrical contact surface for the tear strip web.
- at least one further deflection element with a particularly cylindrical contact surface for the tear strip web.
- the deflection roller of the carriage a pair of spaced apart, at an angle to the contact surface of the guide roller, in particular at an angle between 25 ° and 65 °, preferably between 30 ° and 60 °, extending guide surfaces for lateral guidance of Aufr composedstMailbahn have between them the tear strip web is arranged.
- Each guide surface can be part of a respective lateral shoulder or a lateral cheek of the deflection roller.
- the height of the guide surfaces - relative to or above the contact surface of the guide roller - each between 2.5 mm to 5 mm. In other words ends the guide surfaces between 2.5 mm to 5 mm above the contact surface.
- the further deflection member may be formed as a deflection roller, preferably (also) as a guide roller with an angle to the contact surface of the guide roller, in particular at an angle between 25 ° and 65 °, preferably between 30 ° and 60 °, extending guide surfaces for lateral Guiding the tear strip web, between which the tear strip web (16) is arranged.
- guide surfaces whose height - relative to or above the contact surface of the deflection roller - is in each case between 2.5 mm to 5 mm.
- the carriage in particular at least one section of the carriage, is preferably adapted to the first, closed loop memory side slide side, in particular its underside, adapted to the cross-sectional contour of the interior of the loop memory.
- the cross-sectional contour of the inner space of the loop memory laterally delimiting, extending between the first, closed loop memory page and the second, open loop memory page.
- a suction opening of the negative pressure device is assigned to the first subspace of the interior, via which the first subspace is or can be acted upon by the negative pressure.
- a sensor device is provided with which the current position of the carriage in the loop memory can be monitored or monitored, in particular a sensor device comprising a magnetic cylinder sensor, a sensor device using the principle of laser triangulation, or an ultrasound device sensor device.
- the magnetic cylinder sensor can be elongated, for example, and arranged parallel to the direction of movement of the carriage on / in the loop memory. A magnet interacting with the cylinder sensor may then be arranged on the carriage, the position of which is determined by the magnetic cylinder sensor.
- the loop memory may, for example, have a transparent window element in one of its walls, through which the sensor device (arranged outside the interior) sends light beams into the interior, in particular light beams running parallel to the direction of movement of the carriage , These light beams are then reflected by the carriage and detected after reflection by the sensor device for determining the position of the carriage.
- the tear strip web it is preferably guided to the loop store by a tear strip bar arranged upstream of the loop store. Downstream of the loop memory, a connecting device is arranged, which connects the tear strip web with a film web for the production of the film wrapping, in which the products are packed.
- a further loop memory may be arranged as part of a further pendulum or dancer system, through which the film web connected to the tear strip web is guided, wherein the film web connected to the tear strip web in the further Loop memory is guided in a vertical plane, and wherein the film web connected to the tear strip web is reciprocally movable in the loop memory in the horizontal direction to form a loop open to one side.
- a stop for the carriage is preferably arranged at a distance from the first, closed loop memory side, which prevents or stops further movement of the carriage in the direction of the first, closed loop memory side, in particular an elongate limiting part, such as about an elongated limiting pin.
- the stop is preferably arranged at a distance from the first, closed loop storage side at a side wall of the loop store extending between the first, closed loop storage side and the second, open loop storage side, delimiting the interior of the loop store.
- It preferably extends transversely to the movement path of the carriage, in particular horizontally.
- the suction opening of the vacuum device is preferably arranged with respect to a movement of the carriage in the direction of the first, closed loop storage side behind the stop position in which the carriage stops on contact with the stop, so that the carriage does not cover the suction opening in the lateral direction ,
- the carriage does not cover the suction opening in the lateral direction .
- at a side wall of the loop memory extending between the first, closed loop memory side and the second, open loop memory page, delimiting the interior of the loop memory.
- the suction opening is preferably arranged between the abutment part and the first, closed loop storage side, in particular on a side wall of the loop storage device which extends between the first, closed loop storage side and the second, open loop storage side and delimits the interior of the loop store.
- FIG. 2 A device 10 for handling a tear strip web according to the invention is shown, which is used in the context of a packaging process in which products 11 are packaged in an outer film wrapping 12.
- the products 11 to be packaged in the present case are cigarette packs, for example so-called hinge-lid packs, which are each surrounded on the outside by the foil wrapper 12. It is understood that according to the invention it does not depend on the type of packs enveloped by the film envelope 12.
- the film wrapping 12 has - this is known in the art - about a arranged approximately in the upper third of the film wrapping 12, circumferential tear strip 13 with grip tab 14.
- the tear strip 13 is used to facilitate removability of the film envelope 12 at the first use of the pack 11 Tear strip 13 gripped in a known manner to the picking lug 14 and the film wrapping 12 manually separated along the tear strip 13 into two then removable parts.
- the handling device 10 is used in the present embodiment, inter alia, within the packaging process in which the package 11 is packaged in the film wrapping 12 to promote a deriving from a reel 15 tear strip web 16 to a connecting device 23 at which the tear strip web 16 with a connected by a reel 18 originating film web 17 is connected.
- the film web 17 with its associated tear strip web 16 is then conveyed into the actual packaging process.
- the handling device 10 is part of a corresponding packaging machine 19 for packaging the packs 11 into the foil wrapping 12 (cello).
- the essential components of such a packaging machine 19 are known in the art and are therefore described only briefly.
- the tear strip web 16 connected to the film web 17 is conveyed in the region of a sealing turret 32 to a film apparatus 21 of the packaging machine 19, which separates the film web 17 provided with the tear strip web 16 into individual blanks and keeps these blanks ready at a plug-in station 20 transverse to the conveying direction incoming packs 11th
- the packs 11 are then inserted taking a blank in each case in the prepared bag 22 of the sealing turret 32.
- the film wrapping 12 is produced by means of suitable, known folding, stapling, shrinking and / or sealing actions.
- the above-mentioned connection of the tear strip web 16 with the film web 17 on the connecting device 23 is carried out separately thereto, cf. in particular Fig. 4 , or outside of this main manufacturing flow.
- the connecting device 23 comprises a deflection element 24, in the present case a (stationary) deflection rod or deflecting mandrel 24, on which the film strip web 16 is placed on the film web 17.
- a deflection element 24 in the present case a (stationary) deflection rod or deflecting mandrel 24, on which the film strip web 16 is placed on the film web 17.
- the deflecting member 24, both the film web 17 and the Aufr constitustMailbahn 16 via a guide roller 25
- Adhesive material or adhesive 55 is respectively located on the underside of the film strip web 16, so that the film strip web 16, when placed on the film web 17, adheres to the film web 17 and is firmly connected thereto.
- the film web 17 and the tear strip web 16 are each conveyed with a certain tension.
- the tension of the film web 17 on the one hand and the tear strip web 16 on the other hand must be coordinated with one another in order to prevent wrinkling of the respective tear strip 13 on the later film wrapping 12.
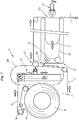
- Dash-dot is in Fig. 1 such a faulty wrinkling of a tear strip 13 is shown. Different tensions may also cause the tear strip 13 to tend to peel off the film wrapper 12.
- loop stores 26 and 27 are respectively provided as part of a respective associated pendulum or dancer system.
- the reel 15 for the tear strip web 16, the loop memory 26 for the tear strip web 16, the connection means 23 for connection of tear strip web 16 and film web 17 and the reel 18 for the film web 17 are arranged in a common horizontal plane above the packaging machine 19.
- the loop memory 26 is positioned between the tear strip web bobbin 15 and the connecting device 23 in the conveying path of the tear strip web 16.
- the loop memory 27 is positioned in the conveying path of the film web 17 with an applied tear strip web 16 between the connecting device 23 and the film apparatus 21.
- the loop memory 27 is designed as a film loop box with vacuum chamber 28. Such a loop memory 27 has in a conventional manner in the region of a bottom one or more suction air connections 29, via which the vacuum chamber 28 can be acted upon by negative pressure.
- the film web 17 with glued tear strip web 16 is guided over an open side 30a of the loop memory 27 to form the open side 30a open (U-shaped) loop 31 of the film web 17 in a vertical plane through the loop memory 27 and horizontally reciprocable.
- Vacuum in the vacuum chamber 28 provides a force on the loop 31 in the direction of the side 30b of the loop memory 27 facing away from the open side 30a.
- the current level of the film web 17 associated with Aufr composedstMailtechnik 16 loop memory 27 can be detected by means of a level sensor device 33.
- this sensor device 33 comprises an ultrasonic sensor, which detects the current position of the loop 31 in the loop memory 27 and passes it on to a controller, for example to the central machine controller or a local controller.
- the controller controls the level of the loop memory 27 so that the loop 31 is disposed approximately in a central position within the loop memory 27.
- the loop memory 26 is designed for the tear strip web 16. It is designed as a substantially rectangular cross-section box, which is aligned here in a vertical plane.
- the loop memory 26 is open towards a narrow side 35, closed towards the opposite narrow side 36. He has a substantially cuboidal interior 34, which is adjacent to the open narrow side 35 to the environment.
- a carriage 37 which is L-shaped in cross-section, is arranged, which has a deflection roller 38 mounted rotatably on it.
- the tear strip web 16 is inserted into the interior 34 of the loop store 26 via the open loop storage side 35.
- the tear strip web 16 is guided along the deflection roller 38 to form a loop (U-shaped) open in the direction of the loop storage side 35 (with a corresponding direction reversal of 180 °).
- the tear strip web 16 is then led out of the interior 34 again.
- the loop 39 are outside the loop memory 26 (in the same vertical plane as the loop memory 26) in the same horizontal plane two approximately in the width of the loop 39 spaced from each other guide rollers 40a, 40b arranged.
- the tear strip web 16 is guided along the deflection roller 40a, downstream of the loop memory 26 or, after emerging from the same, along the deflection roller 40b.
- the tear strip web 16 is twisted in three areas 56, 57a and 57b, respectively by 180 ° about the respective longitudinal axis of the tear strip web 16. This to ensure that the tear strip web side on which the adhesive material 55 is located, with the or get the pulleys in contact along which the Aufr effetstMailbahn 16 is guided.
- the first twist occurs in the region 56 before or in the region of a deflection roller 58, cf. Fig. 3 .
- the tear strip web 16 which is conveyed upstream with the adhesive side facing upwards, is twisted there so that the adhesive side, when the tear strip web 16 is conveyed along the deflection roller 58, does not come into contact with its contact surface.
- the adhesive side of the tear strip web to the outside or from the contact surface of the guide roller 58 away when it is conveyed along the guide roller 58 and in the further course to the guide roller 40a.
- the second twist again by 180 °, takes place in the region 57a upstream of the deflection roller 38 of the carriage 37 so that the adhesive side of the tear strip web 16 points outwards as it is guided along the deflection roller 38 of the carriage 37.
- Fig. 8 the abutment surface 59 of the deflection roller 38 is shown, against which the respective one section of the tear strip web 16 abuts during the conveyance of the tear strip web 16.
- the contact surface 59 is in the present case the (cylindrical) lateral surface of the deflection roller 37.
- the third twist also 180 °, takes place in the region 57b downstream of the deflection roller 38 of the carriage 37, so that the adhesive side of the tear strip web 16 in turn points outwards or away from its contact surface when it is guided along the next deflection roller 40b.
- the guide roller 38 of the carriage 37 via a pair of spaced apart, at an angle to the contact surface 59 of the guide roller 38, in particular at an angle between 25 ° and 65 °, preferably between 30 ° and 60 °, extending guide surfaces 60a, 60b for lateral guidance of the tear strip web 16 arranged between them.
- Each guide surface 60a, 60b is part of a respective lateral shoulder or a lateral cheek of the deflection roller 38.
- the height of the guide surfaces 60a, 60b - relative to or above the contact surface 59 of the guide roller 58 - each between 2.5 mm to 5 mm (height perpendicular to the contact surface 59). In other words, the guide surfaces between 2.5 mm to 5 mm above or beyond the contact surface.
- the deflection rollers 40a, 40b may, by the way, also have corresponding (in particular cylindrical) contact surfaces and lateral guide surfaces for the tear strip web 16.
- the carriage 37 is taking the Aufr effetstMailbahn 16 and the loop 39 thereof within the interior 34 in the vertical plane up and down movable, see. the double arrow in Fig. 4 ,
- a suction or vacuum opening 41 of a negative pressure or vacuum pump having vacuum device is arranged, namely in the lower region of the interior 34th
- the suction opening 41 By means of the suction opening 41, in each case the subspace of the interior space 34 arranged below the slide 37 can be subjected to negative pressure. During operation of the loop memory 26 (in addition to the force of gravity), this negative pressure causes an (additional) force on the slide 37 downwards or in the direction of the suction opening 41 and thus for excellent dynamics of the loop memory 26.
- the cross-sectional contour of the interior 34 is adapted to the bottom 42 and the bottom of the carriage 37 (or another carriage section) so that between the bottom 42 of the carriage 37 and the inner surface 44 of the loop memory 26 delimiting the interior 34 only one narrow (present circumferential) gap 43 is present.
- the inner surface 44 is part of one or more upright side or housing walls 45 of the loop memory 26, they extend between the open loop storage side 35 and the closed loop storage side 36.
- the carriage 37 automatically moves upwards or downwards within the loop store 26.
- the current position of the carriage 37 in the interior space 34 can be influenced by suitably setting the current (rotational) speed of the motor-driven reel 15 or optionally additionally the (rotational) speed of the reel 18 by means of a control.
- the speed of the reel 15 of the tear strip web 16 is regulated so that the carriage 37 is located as centrally as possible within the interior 34.
- the loop memory 26 is assigned a filling level sensor device 47.
- This has an elongated magnetic cylinder sensor 48 which is positioned outside of the inner space 34 parallel to this or parallel to the direction of movement of the carriage 37.
- the magnetic cylinder sensor 48 interacts with a (permanent) magnet 49 arranged on the carriage 37 and can detect the current position of the permanent magnet 49 or corresponding to the carriage 37 and report it to the controller.
- FIG. 7 An alternative to the aforementioned position determination is in Fig. 7 shown.
- a passage opening 50 connecting the interior space 34 to the environment is arranged, which is closed by a transparent plate 51, for example a glass plate.
- a laser triangulation sensor device 52 is positioned below the opening 50, outside the interior space 34. This emits laser beams 53, each ending at the bottom 42 of the carriage 37, are reflected back and based on known measuring methods, with which such devices work, the current Distance of the bottom 42 of the sensor device 52 and thus determine the position of the carriage 37 in the interior 34.
- the controller automatically sets the web tension of the tear strip web 16 to a predetermined value by changing the negative pressure in the loop memory 26, in particular after measuring the actual value of the web tension and depending on this actual value.
- the stop 46 in the present case is a (substantially cylindrical) pin. It is understood that the stop can also be formed in a different form.
- the handling device 10 also has a magnetic gripper 54 which comprises a holding magnet, namely in the upper region of the loop store 26 above the open side 35.
- the carriage 37 can then be temporarily fixed to the magnetic gripper 54, cf. Fig. 5 ,
- the carriage 37 may then have a component interacting with the holding magnet, for example a magnet of opposite polarity.
- a component interacting with the holding magnet for example a magnet of opposite polarity.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Replacement Of Web Rolls (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL19171944T PL3569531T3 (pl) | 2018-05-03 | 2019-04-30 | Sposób i urządzenie do manipulowania tasiemką paskową zrywaną przy otwieraniu |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018003552 | 2018-05-03 | ||
| DE102018003793.3A DE102018003793A1 (de) | 2018-05-03 | 2018-05-09 | Verfahren und Vorrichtung zum Handhaben einer Aufreißstreifenbahn |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3569531A1 true EP3569531A1 (fr) | 2019-11-20 |
| EP3569531B1 EP3569531B1 (fr) | 2021-09-15 |
Family
ID=66349355
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19171944.2A Active EP3569531B1 (fr) | 2018-05-03 | 2019-04-30 | Procédé et dispositif de manipulation d'une bande de bandelette d'arrachage |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3569531B1 (fr) |
| PL (1) | PL3569531T3 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023117743A1 (fr) * | 2021-12-21 | 2023-06-29 | Focke & Co. (Gmbh & Co. Kg) | Procédé et dispositif de manipulation d'une bande de matériau |
| DE102022113839A1 (de) | 2022-06-01 | 2023-12-07 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Anbringen von Aufreißstreifen an einer fortlaufenden Materialbahn |
| IT202200018891A1 (it) * | 2022-09-15 | 2024-03-15 | P I T S R L | Apparecchiatura per il controllo dell’alimentazione di materiale in nastro a macchine automatiche |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0703149A1 (fr) * | 1994-09-12 | 1996-03-27 | G.D Societa' Per Azioni | Procédé et dispositif pour alimenter une machine d'emballage avec un matériau d'emballage et une bande de déchirure |
| EP0949174A1 (fr) * | 1998-04-08 | 1999-10-13 | G.D Societa' Per Azioni | Méthode et dispositif pour alimenter une bande de matériau en feuille |
| US20020179767A1 (en) * | 2000-04-06 | 2002-12-05 | Gino Rapparini | System to synchronize the withdrawing and feeding motions of a flexible ribbon |
| EP1964943A1 (fr) * | 2007-02-28 | 2008-09-03 | Applied Materials, Inc. | Système de verrouillage de saisie, installation d'un traitement Web et leur procédé d'installation |
-
2019
- 2019-04-30 PL PL19171944T patent/PL3569531T3/pl unknown
- 2019-04-30 EP EP19171944.2A patent/EP3569531B1/fr active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0703149A1 (fr) * | 1994-09-12 | 1996-03-27 | G.D Societa' Per Azioni | Procédé et dispositif pour alimenter une machine d'emballage avec un matériau d'emballage et une bande de déchirure |
| EP0949174A1 (fr) * | 1998-04-08 | 1999-10-13 | G.D Societa' Per Azioni | Méthode et dispositif pour alimenter une bande de matériau en feuille |
| US20020179767A1 (en) * | 2000-04-06 | 2002-12-05 | Gino Rapparini | System to synchronize the withdrawing and feeding motions of a flexible ribbon |
| EP1964943A1 (fr) * | 2007-02-28 | 2008-09-03 | Applied Materials, Inc. | Système de verrouillage de saisie, installation d'un traitement Web et leur procédé d'installation |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023117743A1 (fr) * | 2021-12-21 | 2023-06-29 | Focke & Co. (Gmbh & Co. Kg) | Procédé et dispositif de manipulation d'une bande de matériau |
| DE102022113839A1 (de) | 2022-06-01 | 2023-12-07 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Anbringen von Aufreißstreifen an einer fortlaufenden Materialbahn |
| WO2023232472A1 (fr) | 2022-06-01 | 2023-12-07 | Focke & Co. (Gmbh & Co. Kg) | Procédé et dispositif pour appliquer des bandes de déchirage sur une bande de matériau continue |
| IT202200018891A1 (it) * | 2022-09-15 | 2024-03-15 | P I T S R L | Apparecchiatura per il controllo dell’alimentazione di materiale in nastro a macchine automatiche |
| WO2024057355A1 (fr) * | 2022-09-15 | 2024-03-21 | P.I.T. S.R.L. | Appareil de commande de l'alimentation d'un matériau en bande dans des machines automatiques |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3569531B1 (fr) | 2021-09-15 |
| PL3569531T3 (pl) | 2022-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3569531B1 (fr) | Procédé et dispositif de manipulation d'une bande de bandelette d'arrachage | |
| EP0562349B2 (fr) | Procédé et appareil pour sortir des emballages défectueux d'une machine d'emballage | |
| DE102018003793A1 (de) | Verfahren und Vorrichtung zum Handhaben einer Aufreißstreifenbahn | |
| DE4436667A1 (de) | Packverfahren und -vorrichtung | |
| EP0885809A1 (fr) | Procédé et dispositif de fabrication de boítes à charnière | |
| WO2015144278A1 (fr) | Dispositif de production et/ou d'emballage de produits de l'industrie du tabac | |
| EP0791539A1 (fr) | Procédé et dispositif pour la fabrication de boîtes à couvercle rabattant pour des cigarettes | |
| EP0908103A1 (fr) | Procédé et dispositif de fabrication et de bourrage d'une enveloppe tubulaire | |
| DE19913855A1 (de) | Verfahren und Vorrichtung zum Bedrucken von Zuschnitten | |
| EP1140632B1 (fr) | Dispositif permettant d'installer un boyau de matiere d'emballage a l'aide d'un repere imprime | |
| DE2407767B2 (de) | Verfahren und vorrichtung zum einschlagen von zigarettengruppen o.dgl. | |
| EP0324160A1 (fr) | Procédé et dispositif pour la fabrication de boîtes avec un couvercle à charnière, munies d'une couronne, en particulier pour cigarettes | |
| DE102017010642A1 (de) | Verfahren und Vorrichtung zum Aufbringen von Etiketten auf Zigarettenpackungen | |
| EP2935023B1 (fr) | Méthode et dispositif de production d'enveloppes externes | |
| EP2522579A1 (fr) | Machine d'emballage et procédé destinés à emballer des objets | |
| WO2014183830A2 (fr) | Procédé et dispositif de fabrication d'emballages pour des produits à base de tabac | |
| DE69503448T2 (de) | Verfahren und Vorrichtung zum Zuführen von Einschlagmaterial und eines Aufreisstreifens zu einer Packmaschine | |
| WO2004018190A1 (fr) | Emballage, piece decoupee pour ledit emballage et procede de production correspondant | |
| WO2023117743A1 (fr) | Procédé et dispositif de manipulation d'une bande de matériau | |
| EP3205612B1 (fr) | Procédé de fonctionnement d'une machine d'emballage | |
| DE102007010994B4 (de) | Verfahren und Vorrichtung zum Auftragen von Abschnitten eines Bandmaterials auf bewegte Zuschnitte | |
| EP0994024B1 (fr) | Procédé et appareil pour préformer un matériau d'emballage en vue de la fabrication d'emballages de cigarettes | |
| WO2022078658A1 (fr) | Machine pour le cerclage doux de marchandises sensibles | |
| DE2716391A1 (de) | Verfahren und vorrichtung zum herstellen und verpacken von filterzigaretten | |
| DE102021133990A1 (de) | Verfahren und Vorrichtung zur Herstellung von Beuteln |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200515 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 19/02 20060101ALI20201223BHEP Ipc: B65B 61/18 20060101ALI20201223BHEP Ipc: B65D 85/10 20060101ALI20201223BHEP Ipc: B65D 77/00 20060101ALI20201223BHEP Ipc: B65D 75/66 20060101ALI20201223BHEP Ipc: B31B 50/81 20170101ALI20201223BHEP Ipc: B65B 19/22 20060101ALI20201223BHEP Ipc: B65H 20/32 20060101AFI20201223BHEP Ipc: B65H 20/34 20060101ALI20201223BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20210409 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019002275 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1430387 Country of ref document: AT Kind code of ref document: T Effective date: 20211015 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211215 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211215 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220115 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220117 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019002275 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 |
|
| 26N | No opposition filed |
Effective date: 20220616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220430 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220430 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230517 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190430 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240326 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240328 Year of fee payment: 6 Ref country code: IT Payment date: 20240326 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210915 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240328 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20240412 Year of fee payment: 6 |