EP3428301A1 - Steel plate with excellent hydrogen-induced cracking resistance and toughness, and steel pipe for line pipe - Google Patents
Steel plate with excellent hydrogen-induced cracking resistance and toughness, and steel pipe for line pipe Download PDFInfo
- Publication number
- EP3428301A1 EP3428301A1 EP18189539.2A EP18189539A EP3428301A1 EP 3428301 A1 EP3428301 A1 EP 3428301A1 EP 18189539 A EP18189539 A EP 18189539A EP 3428301 A1 EP3428301 A1 EP 3428301A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- less
- amount
- steel
- toughness
- over
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/10—Handling in a vacuum
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
Definitions
- the present invention relates to a steel plate with excellent hydrogen-induced cracking resistance and toughness and a steel pipe for a line pipe, and relates specifically to a steel plate with excellent hydrogen-induced cracking resistance and toughness and a steel pipe for a line pipe with excellent hydrogen-induced cracking resistance and toughness obtained using the steel plate which are suitable to a line pipe for natural gas/crude oil transportation, a pressure vessel, a storage tank and the like.
- the hydrogen-induced cracking is known to be cracking caused by that the hydrogen having intruded to the inside of steel material accompanying a corrosion reaction by hydrogen sulfide and the like described above gathers in non-metal inclusions and the like such as MnS and Nb (C, N) and is gasified.
- HIC Hydrophilic Chemical Vapor Deposition
- HIC resistance Hydrophilic Chemical Vapor Resistance
- Patent Literature 1 a steel is disclosed in which the hydrogen-induced cracking resistance is improved by suppressing the segregation degree of Mn, Nb, and Ti of the plate thickness center part.
- Patent Literature 2 a method is disclosed in which the HIC originated from MnS and Ca-based oxy-sulfide is suppressed by a parameter expression formed of the content of Ca, O, and S.
- the present invention has been developed in view of such circumstances as described above, and its object is to achieve a steel plate and a steel pipe for a line pipe with excellent hydrogen-induced cracking resistance and toughness.
- the steel plate with excellent hydrogen-induced cracking resistance and toughness of the present invention which could solve the problems described above satisfies, in terms of mass%, C: 0.02-0.15%, Si: 0.02-0.50%, Mn: 0.6-2.0%, P: over 0% and 0.030% or less, S: over 0% and 0.003% or less, Al: 0.010-0.08%, Ca: 0.0003-0.0060%, N: 0.001-0.01%, and O: over 0% and 0.0045% or less, with the remainder consisting of iron and inevitable impurities, in which Ca/S that is the ratio of the Ca and the S is 2.0 or more, the Ca, the S, and the O satisfy (Ca-1.25S)/O ⁇ 1.80, and Ar gas content in steel is 0.50 microliter/cm 3 or less.
- the steel plate may further contain (a) one element or more selected from a group consisting of B: over 0% and 0.005% or less, V: over 0% and 0.1% or less, Cu: over 0% and 1.5% or less, Ni: over 0% and 1.5% or less, Cr: over 0% and 1.5% or less, Mo: over 0% and 1.5% or less, and Nb: over 0% and 0.06% or less, and (b) one element or more selected from a group consisting of Ti: over 0% and 0.03% or less, Mg: over 0% and 0.01% or less, REM: over 0% and 0.02% or less, and Zr: over 0% and 0.010% or less.
- B over 0% and 0.005% or less
- V over 0% and 0.1% or less
- Cu over 0% and 1.5% or less
- Ni over 0% and 1.5% or less
- Cr over 0% and 1.5% or less
- Mo over 0% and 1.5% or less
- Nb over 0% and 0.06% or less
- Ti over
- the steel plate described above is suitable to the use of a line pipe and the use of a pressure vessel. Further, a steel pipe for a line pipe manufactured using the steel plate described above is also included in the present invention. Below, there is a case the steel plate and the steel pipe are collectively referred to as a steel material.
- the steel plate is made to satisfy the specified componential composition and to suppress the Ar gas content in steel to within a specified range, the steel plate and the steel pipe for a line pipe with excellent hydrogen-induced cracking resistance and toughness can be provided.
- the present inventors made a lot of intensive studies in order to solve the problems described above.
- the present inventors executed the HIC test specified in NACE (National Association of Corrosion Engineers) TM0284, and evaluated the HIC resistance.
- the NACE test is a test in which hydrogen sulfide gas is made to saturate in the aqueous solution of pH 2.7 of 5% NaCl solution+0.5% acetic acid and generation of the HIC is evaluated after 96 hours.
- the present inventors measured the Charpy impact resistance after the HIC test according to ASTM A370 with respect to the steel plate surface layer part which is known in that the hydrogen concentration in particular increased during the HIC test as shown in CAMP-ISIJ Vol. 24 (2011)-p. 671 for example. As a result, it was found that the values of the Charpy impact absorption energy dispersed.
- the Ar gas content in steel described above only had to be 0.50 ⁇ L/cm 3 or less.
- the Ar gas content described above is preferably 0.30 ⁇ L/cm 3 or less, and more preferably 0.25 ⁇ L/cm 3 or less.
- the componential composition of the steel In order to secure excellent HIC resistance and toughness, it is necessary to control the componential composition of the steel in addition to control the Ar gas content in steel described above. Further, in order to also secure other properties such as the high strength and excellent weldability required as a steel plate for a line pipe and a pressure vessel for example, the componential composition of the steel plate should be made as described below. Below, the reasons for specifying each component will be described.
- C is an indispensable element for securing the strength of the base plate and the weld part, and should be contained by 0.02% or more.
- C amount is preferably 0.03% or more, and more preferably 0.05% or more.
- C amount should be 0.15% or less.
- C amount is preferably 0.12% or less, and more preferably 0.10% or less.
- Si is an element having a deoxidizing action and effective in improving the strength of the base plate and the weld part.
- Si amount is made 0.02% or more.
- Si amount is preferably 0.05% or more, and more preferably 0.15% or more.
- Si amount should be suppressed to 0.50% or less.
- Si amount is preferably 0.45% or less, and more preferably 0.35% or less.
- Mn is an element effective in improving the strength of the base plate and the weld part, and is contained by 0.6% or more in the present invention.
- Mn amount is preferably 0.8% or more, and more preferably 1.0% or more.
- the upper limit of Mn amount is made 2.0%.
- Mn amount is preferably 1.8% or less, more preferably 1.5% or less, and still more preferably 1.2% or less.
- P is an element inevitably included in steel material.
- P amount exceeds 0.030%, the toughness of the base plate and the HAZ part significantly deteriorate, and the hydrogen-induced cracking resistance also deteriorates. Therefore, in the present invention, P amount is suppressed to 0.030% or less.
- P amount is preferably 0.020% or less, and more preferably 0.010% or less.
- S is an element that forms large amount of MnS and extremely deteriorates the hydrogen-induced cracking resistance when it is contained excessively, and therefore the upper limit of S amount is made 0.003% in the present invention.
- S amount is preferably 0.002% or less, more preferably 0.0015% or less, and still more preferably 0.0010% or less.
- S amount is preferable to be as small as possible.
- Al is a strong deoxidizing element.
- Al amount is preferably 0.020% or more, and more preferably 0.030% or more.
- Al amount is preferably 0.08% or less.
- Al amount is preferably 0.06% or less, and more preferably 0.05% or less.
- Ca has an action of controlling the form of sulfide, and has an effect of suppressing formation of MnS by forming CaS.
- Ca amount should be made 0.0003% or more.
- Ca amount is preferably 0.0005% or more, and more preferably 0.0010% or more.
- the upper limit of Ca amount is made 0.0060%.
- Ca amount is preferably 0.0045% or less, more preferably 0.0035% or less, and still more preferably 0.0025% or less.
- N is an element precipitating as TiN in the steel microstructure, suppressing coarsening of the austenitic grain of the HAZ part, promoting the ferritic transformation, and improving the toughness of the HAZ part.
- N should be contained by 0.001% or more.
- N amount is preferably 0.003% or more, and more preferably 0.0040% or more.
- N amount is preferably 0.008% or less, and more preferably 0.0060% or less.
- O namely oxygen is preferable to be smaller from the viewpoint of improving the cleanliness.
- O amount should be 0.0045% or less, is preferably 0.0030% or less, and more preferably 0.0020% or less.
- Ca/S should be 2.0 or more.
- Ca/S is preferably 2.5 or more, and more preferably 3.0 or more.
- the upper limit of Ca/S is approximately 17 from Ca amount and S amount specified in the present invention.
- (Ca-1.255)/O and the toughness studied the relationship of (Ca-1.255)/O and the toughness, and found out that (Ca-1.25S)/O should be 1.80 or less in order to secure the excellent toughness.
- (Ca-1.25S)/O described above is preferably 1.40 or less, more preferably 1.30 or less, further more preferably 1.20 or less, and especially preferably 1.00 or less.
- the lower limit value of (Ca-1.25S)/O becomes approximately 0.1.
- the composition of the steel plate and the steel pipe of the present invention is as described above, and the remainder is iron and inevitable impurities.
- the strength and toughness can be further improved
- the HAZ toughness can be improved, desulfurization is promoted, and the HIC resistance can be further improved.
- B enhances the quenchability, increases the strength of the base plate and the weld part, is bonded with N in the process the HAZ part having been heated in welding is cooled to precipitate BN, promotes ferritic transformation from inside the austenitic grain, and therefore improves the HAZ toughness.
- B amount it is preferable to contain B amount by 0.0002% or more.
- B amount is more preferably 0.0005% or more, and still more preferably 0.0010% or more.
- B amount is more preferably 0.005% or less.
- B amount is more preferably 0.004% or less, and still more preferably 0.0030% or less.
- V is an element effective in improving the strength, and, in order to secure this effect, it is preferable to contain V by 0.003% or more, and more preferably 0.010% or more. In contrast, when V content exceeds 0.1%, the weldability and the base plate toughness deteriorate. Therefore, V amount is preferably 0.1% or less, and more preferably 0.08% or less.
- Cu is an element effective in improving the quenchability and increasing the strength. In order to secure these effects, it is preferable to contain Cu by 0.01% or more. Cu amount is more preferably 0.05% or more, and still more preferably 0.10% or more. However, because the toughness deteriorates when Cu content exceeds 1.5%, 1.5% or less is preferable. Cu amount is more preferably 1.0% or less, and still more preferably 0.50% or less.
- Ni is an element effective in improving the strength and toughness of the base plate and the weld part. In order to secure the effect, it is preferable to make Ni amount 0.01% or more. Ni amount is more preferably 0.05% or more, and still more preferably 0.10% or more. However, when large amount of Ni is contained, the cost increases extremely as a structural steel material, and therefore it is preferable to make Ni amount 1.5% or less from the economical viewpoint. Ni amount is more preferably 1.0% or less, and still more preferably 0.50% or less.
- Cr is an element effective in improving the strength, and, in order to secure this effect, it is preferable to contain Cr by 0.01% or more. Cr amount is more preferably 0.05% or more, and still more preferably 0.10% or more. On the other hand, when Cr amount exceeds 1.5%, the HAZ toughness deteriorates. Therefore it is preferable to make Cr amount 1.5% or less. Cr amount is more preferably 1.0% or less, and still more preferably 0.50% or less.
- Mo is an element effective in improving the strength and toughness of the base plate. In order to secure the effects, it is preferable to make Mo amount 0.01% or more. Mo amount is more preferably 0.05% or more, and still more preferably 0.10% or more. However, when Mo amount exceeds 1.5%, the HAZ toughness and weldability deteriorate. Therefore Mo amount is preferably 1.5% or less, more preferably 1.0% or less, and still more preferably 0.50% or less.
- Nb is an element effective in enhancing the strength and base plate toughness without deteriorating the weldability. In order to secure the effects, it is preferable to make Nb amount 0.002% or more. Nb amount is more preferably 0.010% or more, and still more preferably 0.020% or more. However, when Nb amount exceeds 0.06%, the toughness of the base plate and HAZ deteriorates. Therefore, in the present invention, it is preferable that the upper limit of Nb amount is made 0.06%. Nb amount is more preferably 0.050% or less, further more preferably 0.040% or less, and still more preferably 0.030% or less.
- Ti is an element effective in improving the toughness of the HAZ part because coarsening of the austenitic grains is prevented and ferritic transformation is promoted in the HAZ part at the time of welding by precipitating as TiN in steel. Further, Ti is an element also effective in improving the HIC resistance because Ti exhibits the desulfurization action. In order to secure these effects, it is preferable to contain Ti by 0.003% or more. Ti amount is more preferably 0.005% or more, and still more preferably 0.010% or more. In contrast, when Ti amount becomes excessive, solid solution Ti and TiC precipitate, the toughness of the base plate and the HAZ part deteriorate, and therefore 0.03% or less is preferable. Ti amount is more preferably 0.02% or less.
- Mg is an element effective in improving the toughness through miniaturization of the grain, and is effective also in improving the HIC resistance because Mg exhibits the desulfurizing action. In order to secure these effects, it is preferable to contain Mg by 0.0003% or more. Mg amount is more preferably 0.001% or more. In contrast, even when Mg is contained excessively, the effects saturate, and therefore it is preferable that the upper limit of Mg amount is made 0.01%. Mg amount is more preferably 0.005% or less.
- REM Radar Earth Metal
- REM amount is more preferably 0.0005% or more, and still more preferably 0.0010% or more.
- the upper limit of REM amount is made 0.02%. From the viewpoint of suppressing blockage of the immersion nozzle in casting and improving the productivity, REM amount is more preferably 0.015% or less, further more preferably 0.010% or less, and still more preferably 0.0050% or less.
- the REM means the lanthanoid elements namely 15 elements from La to Lu, Sc, and Y.
- Zr is an element improving the HIC resistance by the desulfurizing action, and contributing to improvement of the HAZ toughness by forming and finely dispersing oxide.
- Zr amount 0.0003% or more.
- Zr amount is more preferably 0.0005% or more, further more preferably 0.0010% or more, and still more preferably 0.0015% or more.
- Zr amount 0.010% or less.
- Zr amount is more preferably 0.0070% or less, further more preferably 0.0050% or less, and still more preferably 0.0030% or less.
- the steel plate specified in the present invention has been described above.
- the method for manufacturing the steel plate of the present invention is not particularly limited as far as it is a method of obtaining the steel plate that satisfies the stipulation of the Ar gas content described above.
- a method described below is recommended.
- the inclusions with the melting point of 1,550°C or above and the length of 3 ⁇ m or more are present preferably by 3 pieces/cm 2 or more of the number density inside the mold in the continuous casting step.
- the inclusions described above with the melting point of 1,550°C or above Al 2 O 3 , CaO, and complex inclusions thereof can be cited for example.
- the melting point can be obtained by executing quantitative analysis of the inclusions by energy dispersive X-ray spectroscopic analysis method and the like, preparing artificial inclusions simulating the composition thereof, and measuring the temperature at which the artificial inclusions start to melt by a laser microscope and the like.
- the inclusions with the aspect ratio of 1.3 or more may be handled as the inclusions with the melting point of 1,550°C or above utilizing that the liquid inclusions inside the mold are observed to be spherical after being solidified.
- the number density of the inclusions described above is more preferably 5 pieces/cm 2 or more and still more preferably 10 pieces/cm 2 or more, even when the number density of the inclusions described above becomes excessive, the toughness of the base plate and the HAZ part deteriorates, and therefore the upper limit of the number density of the inclusions described above is approximately 100 pieces/cm 2 .
- the methods of making the recirculation time in the RH in the smelting step 45 minutes or less, and, after 15 minutes or more elapses after adding Ca in the RH,
- the step after casting as described above is not particularly the object, and the steel plate can be manufactured by performing hot rolling according to an ordinary method. Also, using the steel plate, a steel pipe for a line pipe can be manufactured by a method generally employed. The steel pipe for a line pipe obtained using the steel plate of the present invention is also excellent in the HIC resistance and the toughness.
- the present application is to claim the benefit of the right of priority based on Japanese Patent Application No. 2013-138178 applied on July 1, 2013 . Entire contents of the description of Japanese Patent Application No. 2013-138178 applied on July 1, 2013 are incorporated by reference into the present application.
- the number of pieces of the inclusions inside the mold described above was observed by a SEM (Scanning Electron Microscope) with the molten steel sample being taken from the inside of the mold. In the observation, the magnification was made 400 times, and the number of the field of view was made 30. Also, the inclusions with the length of 3 ⁇ m or more and the aspect ratio of 1.3 or more were deemed the inclusions having the melting point of 1,550°C or above, and the number density thereof was obtained.
- Table 2 the case the inclusions described above were made to present inside the mold by the method described above by the number density of 3 pieces/cm 2 or more is marked with "OK", and the case other than that is marked with "NG”.
- hot rolling was executed so that the cumulative compression reduction at 900°C or above of the surface temperature of the steel plate and at 1,000°C or above of the steel plate average temperature obtained by calculation became 40% or more and the pass whose compression reduction per one pass was 10% or more became 2 passes or more, hot rolling was further executed thereafter so that the cumulative compression reduction of 700°C or above and below 900°C became 20% or more with the rolling finish temperature being made 700°C or above and below 900°C, water cooling was thereafter started from a temperature of 650°C or above and was stopped at a temperature of 350-600°C, and air cooling was thereafter executed to the room temperature.
- the steel plates having the size of 9-50 mm plate thickness ⁇ 2,000-3,500 mm width ⁇ 12,000-35,000mm length and various componential compositions were obtained.
- the Ar gas content in steel was measured as shown below. Further, the HIC test was executed to evaluate the HIC resistance, and the Charpy impact test was executed to evaluate the toughness.
- a specimen of the product plate thickness ⁇ 15 mm ⁇ 15 mm cut out from the steel plate surface was charged into a vacuum chamber, the degree of vacuum was made 2 ⁇ 10 -5 Torr or less, drilling was executed using a G-Straight Drill made by Mitsubishi Materials Corporation from the steel plate surface to 5 mm below the surface, the gas component in steel was thereby extracted, and the gas component was quantitatively analyzed thereafter using an M-101QA-TDM type made by Anelva Corporation with the mass number measurement rage: 1-100 amu as a quadrupole mass analyzer.
- the product number GSDD 3000 was used which had the diameter D1: 3.0 mm, the groove length L3: 32 mm, the total length: 71 mm, and the blade diameter: 3.0 mm. Also, the ratio of the Ar amount with respect to the volume of the steel material that was drilled by drilling described above ( ⁇ L/cm 3 ) was obtained. This measurement was executed at 10 optional positions of the steel plate, and the maximum value among the 10 positions was made "Ar gas content in steel".
- the HIC test was executed for evaluation according to NACE standard TM0284-2003. More specifically, from 1/4 position and 1/2 position in the width W of each steel plate, 20 pieces each of the specimens were taken respectively. The size of the specimen was made the plate thickness ⁇ width: 100 mm ⁇ rolling direction: 20 mm. Also, the specimen was immersed for 96 hours in an aqueous solution containing 0.5% NaCl and 0.5% acetic acid of 25°C saturated with hydrogen sulfide of 1 atm, evaluation of the cross section was executed according to NACE standard TM0284-2003 FIGURE 3, and the crack length ratio that was the rate (%) of the total of the crack length with respect to the specimen width was measured.
- CLR Cell Length Ratio
- the Charpy test specimens with 10 mm in the plate thickness direction ⁇ 10 mm in the rolling direction were taken by 10 pieces in the direction perpendicular to the rolling direction, and a notch was worked in the plate thickness direction of the steel plate.
- the Charpy impact test was executed according to ASTM A370, the test temperature was made 20°C, and the Charpy absorption energy and the percent brittle fracture were evaluated.
- the steel plates related to the present invention are excellent in the hydrogen-induced cracking resistance and the HAZ toughness, they are used suitably to a line pipe for transportation of natural gas and crude oil, a pressure vessel, a storage tank and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
The present invention provides a steel plate having demonstrably excellent hydrogen-induced cracking resistance and toughness. The steel plate is characterized in including, in percent by mass, 0.02-0.15% of C, 0.02-0.50% of Si, 0.6-2.0% of Mn, more than 0% and up to 0.030% of P, more than 0% and up to 0.003% of S, 0.010-0.08% of Al, 0.0003-0.0060% of Ca, 0.001-0.01% of N, and more than 0% and no more than 0.0045% of O, the balance comprising iron and unavoidable impurities; the mass ratio of Ca to S (Ca/S) being at least 2.0; the amounts of Ca, S, and O satisfying the equation (Ca-1.25 S)/O‰¤1.80; and the Ar gas content of the steel being no greater than 0.5 µL/cm 3 .
Description
- The present invention relates to a steel plate with excellent hydrogen-induced cracking resistance and toughness and a steel pipe for a line pipe, and relates specifically to a steel plate with excellent hydrogen-induced cracking resistance and toughness and a steel pipe for a line pipe with excellent hydrogen-induced cracking resistance and toughness obtained using the steel plate which are suitable to a line pipe for natural gas/crude oil transportation, a pressure vessel, a storage tank and the like.
- In a line pipe for transportation, a pressure vessel, and a storage tank mainly for petroleum, gas and the like, for steel material that forms the line pipe and the like, high toughness is required in order to suppress generation of the brittle fracture from the viewpoint of safety and to prevent and suppress propagation of the crack when fracture is generated. Also, in recent years, accompanying development of bony resources containing hydrogen sulfide, so-called sour resistance such as hydrogen-induced cracking resistance and stress corrosion cracking resistance is also required. The hydrogen-induced cracking is known to be cracking caused by that the hydrogen having intruded to the inside of steel material accompanying a corrosion reaction by hydrogen sulfide and the like described above gathers in non-metal inclusions and the like such as MnS and Nb (C, N) and is gasified. Below, the hydrogen-induced cracking may be referred to as HIC (Hydrogen-Induced Cracking), and the hydrogen-induced cracking resistance may be referred to as HIC resistance. When the HIC is generated during use of the line pipe and the like, the toughness of the structure deteriorates.
- Conventionally, several proposals have been made with respect to the technology for improving the HIC resistance. For example, in Patent Literature 1, a steel is disclosed in which the hydrogen-induced cracking resistance is improved by suppressing the segregation degree of Mn, Nb, and Ti of the plate thickness center part. In addition, in Patent Literature 2, a method is disclosed in which the HIC originated from MnS and Ca-based oxy-sulfide is suppressed by a parameter expression formed of the content of Ca, O, and S.
- By these methods, although many HICs are suppressed, as described below, there is a case that many fine HICs which are hardly observed in the optical microscopic level are generated locally, and the toughness deteriorates locally after the HIC test that is equivalent to the time during the actual use. Therefore, it is required that the toughness is stabilized at a high level after the HIC test.
-
- Patent Literature 1: Japanese Unexamined Patent Application Publication No.
2010-209461 - Patent Literature 2: Japanese Unexamined Patent Application Publication No.
Hei 06-136440 - The present invention has been developed in view of such circumstances as described above, and its object is to achieve a steel plate and a steel pipe for a line pipe with excellent hydrogen-induced cracking resistance and toughness.
- The steel plate with excellent hydrogen-induced cracking resistance and toughness of the present invention which could solve the problems described above satisfies, in terms of mass%, C: 0.02-0.15%, Si: 0.02-0.50%, Mn: 0.6-2.0%, P: over 0% and 0.030% or less, S: over 0% and 0.003% or less, Al: 0.010-0.08%, Ca: 0.0003-0.0060%, N: 0.001-0.01%, and O: over 0% and 0.0045% or less, with the remainder consisting of iron and inevitable impurities, in which Ca/S that is the ratio of the Ca and the S is 2.0 or more, the Ca, the S, and the O satisfy (Ca-1.25S)/O≤1.80, and Ar gas content in steel is 0.50 microliter/cm3 or less. Below, microliter is expressed as "µL". As other elements, the steel plate may further contain (a) one element or more selected from a group consisting of B: over 0% and 0.005% or less, V: over 0% and 0.1% or less, Cu: over 0% and 1.5% or less, Ni: over 0% and 1.5% or less, Cr: over 0% and 1.5% or less, Mo: over 0% and 1.5% or less, and Nb: over 0% and 0.06% or less, and (b) one element or more selected from a group consisting of Ti: over 0% and 0.03% or less, Mg: over 0% and 0.01% or less, REM: over 0% and 0.02% or less, and Zr: over 0% and 0.010% or less.
- The steel plate described above is suitable to the use of a line pipe and the use of a pressure vessel. Further, a steel pipe for a line pipe manufactured using the steel plate described above is also included in the present invention. Below, there is a case the steel plate and the steel pipe are collectively referred to as a steel material.
- According to the present invention, because the steel plate is made to satisfy the specified componential composition and to suppress the Ar gas content in steel to within a specified range, the steel plate and the steel pipe for a line pipe with excellent hydrogen-induced cracking resistance and toughness can be provided.
- The present inventors made a lot of intensive studies in order to solve the problems described above. First, with respect to various steel plates, the present inventors executed the HIC test specified in NACE (National Association of Corrosion Engineers) TM0284, and evaluated the HIC resistance. The NACE test is a test in which hydrogen sulfide gas is made to saturate in the aqueous solution of pH 2.7 of 5% NaCl solution+0.5% acetic acid and generation of the HIC is evaluated after 96 hours.
- Next, the present inventors measured the Charpy impact resistance after the HIC test according to ASTM A370 with respect to the steel plate surface layer part which is known in that the hydrogen concentration in particular increased during the HIC test as shown in CAMP-ISIJ Vol. 24 (2011)-p. 671 for example. As a result, it was found that the values of the Charpy impact absorption energy dispersed.
- When the cause of it was investigated particularly with respect to the test samples whose values of the Charpy impact absorption energy dispersed and showed low values, it was found that fine HIC of the observation limit or less was generated which could not be observed by microscopic observation with 100 magnifications which was specified in the NACE test described above. In addition, as a result of the study on the generation cause of the fine HIC described above, it was found out first that Ar gas in steel was the cause.
- Therefore, when the relation between the content of the Ar gas in steel and the dispersion of the toughness of the steel plate surface layer part after the HIC test was investigated, a clear correlation was found out between the both. As a result of more detailed investigation, it was found that, in a case the Ar content described above was high, the Charpy impact absorption energy lowered because Ar bubbles that had remained in the slab remained within the steel plate as the fine defects without perfect rolling at the time of hot rolling, fine HIC was generated originated from it, and the separation that became the parallel cracking was generated on the steel plate surface by the Charpy test.
- Next, as evaluated in the examples discussed below, it was studied to how much degree the Ar gas content in steel described above should be suppressed in order to secure the toughness of the steel plate surface layer part after the HIC test which was stable at a high level. As a result, it was found out that the Ar gas content in steel described above only had to be 0.50 µL/cm3 or less. The Ar gas content described above is preferably 0.30 µL/cm3 or less, and more preferably 0.25 µL/cm3 or less. However, it is necessary to blow Ar into the molten steel for suppression of blockage of the injection nozzle, recirculation at the RH for degassing, agitation within the tundish (TD) for flotation separation of the inclusions, and so on for example in the manufacturing step, and therefore it is difficult to suppress the Ar gas content in steel to zero.
- The "Ar gas content in steel" described above can be obtained by the method described in the example discussed below.
- In order to secure excellent HIC resistance and toughness, it is necessary to control the componential composition of the steel in addition to control the Ar gas content in steel described above. Further, in order to also secure other properties such as the high strength and excellent weldability required as a steel plate for a line pipe and a pressure vessel for example, the componential composition of the steel plate should be made as described below. Below, the reasons for specifying each component will be described.
- C is an indispensable element for securing the strength of the base plate and the weld part, and should be contained by 0.02% or more. C amount is preferably 0.03% or more, and more preferably 0.05% or more. In contrast, when C amount is excessive, the HAZ toughness and the weldability deteriorate. Also, when C amount is excessive, NbC and island martensite which become an origin of the HIC and a fracture development route are liable to be formed. Therefore, C amount should be 0.15% or less. C amount is preferably 0.12% or less, and more preferably 0.10% or less.
- Si is an element having a deoxidizing action and effective in improving the strength of the base plate and the weld part. In order to secure such effects, Si amount is made 0.02% or more. Si amount is preferably 0.05% or more, and more preferably 0.15% or more. However, when Si amount is too much, the weldability and the toughness deteriorate. Also, when Si amount is excessive, island martensite is formed, and the HIC is generated and develops. Therefore, Si amount should be suppressed to 0.50% or less. Si amount is preferably 0.45% or less, and more preferably 0.35% or less.
- Mn is an element effective in improving the strength of the base plate and the weld part, and is contained by 0.6% or more in the present invention. Mn amount is preferably 0.8% or more, and more preferably 1.0% or more. However, when Mn amount is too much, MnS is formed, not only the hydrogen-induced cracking resistance deteriorates, but also the HAZ toughness and the weldability deteriorate. Therefore, the upper limit of Mn amount is made 2.0%. Mn amount is preferably 1.8% or less, more preferably 1.5% or less, and still more preferably 1.2% or less.
- P is an element inevitably included in steel material. When P amount exceeds 0.030%, the toughness of the base plate and the HAZ part significantly deteriorate, and the hydrogen-induced cracking resistance also deteriorates. Therefore, in the present invention, P amount is suppressed to 0.030% or less. P amount is preferably 0.020% or less, and more preferably 0.010% or less.
- S is an element that forms large amount of MnS and extremely deteriorates the hydrogen-induced cracking resistance when it is contained excessively, and therefore the upper limit of S amount is made 0.003% in the present invention. S amount is preferably 0.002% or less, more preferably 0.0015% or less, and still more preferably 0.0010% or less. Thus, from the viewpoint of improving the hydrogen-induced cracking resistance, S amount is preferable to be as small as possible.
- Al is a strong deoxidizing element. When Al amount is insufficient, the Ca concentration in oxide is liable to increase or the Ca-based inclusions are liable to be formed in the steel plate surface layer part, and the fine HIC is generated. Therefore, in the present invention, Al should be made 0.010% or more. Al amount is preferably 0.020% or more, and more preferably 0.030% or more. In contrast, when Al amount is excessive, the oxide of Al is formed in a cluster shape and becomes the origin of the hydrogen-induced cracking. Therefore, Al amount should be 0.08% or less. Al amount is preferably 0.06% or less, and more preferably 0.05% or less.
- Ca has an action of controlling the form of sulfide, and has an effect of suppressing formation of MnS by forming CaS. In order to secure this effect, Ca amount should be made 0.0003% or more. Ca amount is preferably 0.0005% or more, and more preferably 0.0010% or more. In contrast, when Ca amount exceeds 0.0060%, large amount of HIC is generated from the origins of the Ca-based inclusions. Therefore, in the present invention, the upper limit of Ca amount is made 0.0060%. Ca amount is preferably 0.0045% or less, more preferably 0.0035% or less, and still more preferably 0.0025% or less.
- N is an element precipitating as TiN in the steel microstructure, suppressing coarsening of the austenitic grain of the HAZ part, promoting the ferritic transformation, and improving the toughness of the HAZ part. In order to secure these effects, N should be contained by 0.001% or more. N amount is preferably 0.003% or more, and more preferably 0.0040% or more. However, when N amount is excessive, the HAZ toughness deteriorates adversely because of presence of solid solution N, and therefore N amount should be 0.01% or less. N amount is preferably 0.008% or less, and more preferably 0.0060% or less.
- O, namely oxygen is preferable to be smaller from the viewpoint of improving the cleanliness. When large amount of O is contained, in addition to that the toughness deteriorates, the HIC is generated from the origin of the oxide, and the hydrogen-induced cracking resistance deteriorates. From this viewpoint, O amount should be 0.0045% or less, is preferably 0.0030% or less, and more preferably 0.0020% or less.
- As described above, S forms MnS as the sulfide-based inclusions, and the HIC is generated originated from the MnS. Therefore, Ca is added, the form of the sulfide-based inclusions in steel is controlled as CaS, and S is made harmless with respect to the HIC resistance. In order to exert this action and effect sufficiently, Ca/S should be 2.0 or more. Ca/S is preferably 2.5 or more, and more preferably 3.0 or more. The upper limit of Ca/S is approximately 17 from Ca amount and S amount specified in the present invention.
- In order to suppress generation of the HIC caused by Ca-based oxy-sulfide, it is effective to suppress CaO that is liable to form agglomerates particularly among the Ca-based inclusions. Also, for that purpose, it should be made that "Ca-1.25S" that is the Ca amount obtained by deducting the Ca portion present as CaS from the whole Ca amount in steel does not become excessive with respect to the O amount. When "Ca-1.25S" that is the Ca amount is excessive with respect to the O amount, CaO is liable to be formed as the oxide-based inclusions, and the agglomerates of the CaO which is the coarse Ca-based inclusions are liable to be formed in large amounts in the steel plate surface layer part. In order to suppress this event, the present inventors studied the relationship of (Ca-1.255)/O and the toughness, and found out that (Ca-1.25S)/O should be 1.80 or less in order to secure the excellent toughness. (Ca-1.25S)/O described above is preferably 1.40 or less, more preferably 1.30 or less, further more preferably 1.20 or less, and especially preferably 1.00 or less. Also, from the viewpoint of suppressing Al2O3 that is liable to form agglomerates similar to CaO, the lower limit value of (Ca-1.25S)/O becomes approximately 0.1.
- The composition of the steel plate and the steel pipe of the present invention is as described above, and the remainder is iron and inevitable impurities. Also, in addition to the elements described above, (a) by further containing at least one element selected from a group consisting of B, V, Cu, Ni, Cr, Mo, and Nb of the amount described below, the strength and toughness can be further improved, and (b) by further containing at least one element selected from a group consisting of Ti, Mg, REM, and Zr of the amount described below, the HAZ toughness can be improved, desulfurization is promoted, and the HIC resistance can be further improved. Below, these elements will be described in detail.
- B enhances the quenchability, increases the strength of the base plate and the weld part, is bonded with N in the process the HAZ part having been heated in welding is cooled to precipitate BN, promotes ferritic transformation from inside the austenitic grain, and therefore improves the HAZ toughness. In order to secure these effects, it is preferable to contain B amount by 0.0002% or more. B amount is more preferably 0.0005% or more, and still more preferably 0.0010% or more. However, when the B content becomes excessive, the toughness of the base plate and the HAZ part deteriorate, thereby deteriorating the weldability, and therefore B amount is preferably 0.005% or less. B amount is more preferably 0.004% or less, and still more preferably 0.0030% or less.
- V is an element effective in improving the strength, and, in order to secure this effect, it is preferable to contain V by 0.003% or more, and more preferably 0.010% or more. In contrast, when V content exceeds 0.1%, the weldability and the base plate toughness deteriorate. Therefore, V amount is preferably 0.1% or less, and more preferably 0.08% or less.
- Cu is an element effective in improving the quenchability and increasing the strength. In order to secure these effects, it is preferable to contain Cu by 0.01% or more. Cu amount is more preferably 0.05% or more, and still more preferably 0.10% or more. However, because the toughness deteriorates when Cu content exceeds 1.5%, 1.5% or less is preferable. Cu amount is more preferably 1.0% or less, and still more preferably 0.50% or less.
- Ni is an element effective in improving the strength and toughness of the base plate and the weld part. In order to secure the effect, it is preferable to make Ni amount 0.01% or more. Ni amount is more preferably 0.05% or more, and still more preferably 0.10% or more. However, when large amount of Ni is contained, the cost increases extremely as a structural steel material, and therefore it is preferable to make Ni amount 1.5% or less from the economical viewpoint. Ni amount is more preferably 1.0% or less, and still more preferably 0.50% or less.
- Cr is an element effective in improving the strength, and, in order to secure this effect, it is preferable to contain Cr by 0.01% or more. Cr amount is more preferably 0.05% or more, and still more preferably 0.10% or more. On the other hand, when Cr amount exceeds 1.5%, the HAZ toughness deteriorates. Therefore it is preferable to make Cr amount 1.5% or less. Cr amount is more preferably 1.0% or less, and still more preferably 0.50% or less.
- Mo is an element effective in improving the strength and toughness of the base plate. In order to secure the effects, it is preferable to make Mo amount 0.01% or more. Mo amount is more preferably 0.05% or more, and still more preferably 0.10% or more. However, when Mo amount exceeds 1.5%, the HAZ toughness and weldability deteriorate. Therefore Mo amount is preferably 1.5% or less, more preferably 1.0% or less, and still more preferably 0.50% or less.
- Nb is an element effective in enhancing the strength and base plate toughness without deteriorating the weldability. In order to secure the effects, it is preferable to make Nb amount 0.002% or more. Nb amount is more preferably 0.010% or more, and still more preferably 0.020% or more. However, when Nb amount exceeds 0.06%, the toughness of the base plate and HAZ deteriorates. Therefore, in the present invention, it is preferable that the upper limit of Nb amount is made 0.06%. Nb amount is more preferably 0.050% or less, further more preferably 0.040% or less, and still more preferably 0.030% or less.
- Ti is an element effective in improving the toughness of the HAZ part because coarsening of the austenitic grains is prevented and ferritic transformation is promoted in the HAZ part at the time of welding by precipitating as TiN in steel. Further, Ti is an element also effective in improving the HIC resistance because Ti exhibits the desulfurization action. In order to secure these effects, it is preferable to contain Ti by 0.003% or more. Ti amount is more preferably 0.005% or more, and still more preferably 0.010% or more. In contrast, when Ti amount becomes excessive, solid solution Ti and TiC precipitate, the toughness of the base plate and the HAZ part deteriorate, and therefore 0.03% or less is preferable. Ti amount is more preferably 0.02% or less.
- Mg is an element effective in improving the toughness through miniaturization of the grain, and is effective also in improving the HIC resistance because Mg exhibits the desulfurizing action. In order to secure these effects, it is preferable to contain Mg by 0.0003% or more. Mg amount is more preferably 0.001% or more. In contrast, even when Mg is contained excessively, the effects saturate, and therefore it is preferable that the upper limit of Mg amount is made 0.01%. Mg amount is more preferably 0.005% or less.
- REM (Rare Earth Metal) is an element effective in suppressing formation of MnS by the desulfurizing action and enhancing the hydrogen-induced cracking resistance. In order to exert such effects, it is preferable to contain REM by 0.0002% or more. REM amount is more preferably 0.0005% or more, and still more preferably 0.0010% or more. On the other hand, even when large amount of REM is contained, the effects saturate. Therefore, it is preferable that the upper limit of REM amount is made 0.02%. From the viewpoint of suppressing blockage of the immersion nozzle in casting and improving the productivity, REM amount is more preferably 0.015% or less, further more preferably 0.010% or less, and still more preferably 0.0050% or less. Also, in the present invention, the REM means the lanthanoid elements namely 15 elements from La to Lu, Sc, and Y.
- Zr is an element improving the HIC resistance by the desulfurizing action, and contributing to improvement of the HAZ toughness by forming and finely dispersing oxide. In order to exert these effects, it is preferable to make Zr amount 0.0003% or more. Zr amount is more preferably 0.0005% or more, further more preferably 0.0010% or more, and still more preferably 0.0015% or more. On the other hand, when Zr is added excessively, coarse inclusions are formed, and the hydrogen-induced cracking resistance and the base plate toughness are deteriorated. Therefore, it is preferable to make Zr amount 0.010% or less. Zr amount is more preferably 0.0070% or less, further more preferably 0.0050% or less, and still more preferably 0.0030% or less.
- The steel plate specified in the present invention has been described above. The method for manufacturing the steel plate of the present invention is not particularly limited as far as it is a method of obtaining the steel plate that satisfies the stipulation of the Ar gas content described above. As the method for easily obtaining the steel plate of the stipulation described above, a method described below is recommended.
- In order to achieve the Ar gas content described above, it is recommended that the inclusions with the melting point of 1,550°C or above and the length of 3 µm or more are present preferably by 3 pieces/cm2 or more of the number density inside the mold in the continuous casting step.
- With respect to the inclusions described above with the melting point of 1,550°C or above, wettability with the molten steel is poor because the inclusions are present as the solid matter inside the mold, the inclusions agglomerate with each other, the volume expands because the Ar gas is entangled into the inclusions, and therefore the inclusions easily float. Also, relatively coarse inclusions with the length of 3 µm or more are brought into contact with each other inside the mold to be further coarsened and to entangle the Ar bubbles, and can therefore promote flotation separation of the Ar bubbles inside the mold. As a result, the Ar gas content in steel can be reduced. Particularly, when the Ar gas is used in a step before the molten steel is poured into the mold, because the Ar gas easily remains within the steel, flotation separation by the inclusions described above is effective.
- As the inclusions described above with the melting point of 1,550°C or above, Al2O3, CaO, and complex inclusions thereof can be cited for example. When the melting point is not known because they are complex inclusions and so on, the melting point can be obtained by executing quantitative analysis of the inclusions by energy dispersive X-ray spectroscopic analysis method and the like, preparing artificial inclusions simulating the composition thereof, and measuring the temperature at which the artificial inclusions start to melt by a laser microscope and the like. Also, in an easier way, the inclusions with the aspect ratio of 1.3 or more may be handled as the inclusions with the melting point of 1,550°C or above utilizing that the liquid inclusions inside the mold are observed to be spherical after being solidified.
- Although the number density of the inclusions described above is more preferably 5 pieces/cm2 or more and still more preferably 10 pieces/cm2 or more, even when the number density of the inclusions described above becomes excessive, the toughness of the base plate and the HAZ part deteriorates, and therefore the upper limit of the number density of the inclusions described above is approximately 100 pieces/cm2.
- As the concrete means for achieving the number density of the inclusions described above, for example, the methods of making the recirculation time in the RH in the smelting step 45 minutes or less, and, after 15 minutes or more elapses after adding Ca in the RH,
- (A) performing casting using the tundish in which 30 minutes or more elapsed after completion of casting of the prior charge in the continuous casting machine that uses the hot reuse tundish;
- (B) performing casting after adding metal Al to the molten steel inside the hot reuse tundish by 0.04 kg/ton or more for example;
and so on can be cited. To employ the method of (A) or (B) above or to employ the method of (B) above in addition to the method of (A) above can be cited. The adding amount of the metal Al described above can be made approximately 0.2 kg/ton for example. The upper limit is approximately 0.50 kg/ton or less, preferably approximately 0.40 kg/ton or less. - As another means for reducing the Ar gas content in steel, to suppress/stop the use of Ar in the injection nozzle, RH, and tundish can also be cited. However, to stop the use of Ar in the injection nozzle is not recommended because it is effective to blow in Ar from the position of 50 mm or more from the upper part of the discharge hole of the injection nozzle in order to suppress blockage of the injection nozzle described above and to prevent drop of the yield. Also, in order to achieve the stipulated Ar gas content, it is recommended to make the Ar blowing amount in the injection nozzle described above preferably 9.0 L(liter)/t (ton) or less, more preferably 6.0 L/t or less. Further, although it is also possible to change the gas used for blowing in the injection nozzle described above from Ar gas to nitrogen gas, the nitrogen gas is not preferable because the N amount of the steel plate cannot be controlled and the toughness becomes liable to deteriorate.
- In the present invention, the step after casting as described above is not particularly the object, and the steel plate can be manufactured by performing hot rolling according to an ordinary method. Also, using the steel plate, a steel pipe for a line pipe can be manufactured by a method generally employed. The steel pipe for a line pipe obtained using the steel plate of the present invention is also excellent in the HIC resistance and the toughness.
- The present application is to claim the benefit of the right of priority based on Japanese Patent Application No.
2013-138178 applied on July 1, 2013 2013-138178 applied on July 1, 2013 - Although the present invention will be described below more specifically referring to examples, the present invention is not to be limited by the examples below, it is a matter of course that the present invention can also be implemented with modifications being appropriately added within the range adaptable to the purposes described above and below, and any of them is to be included within the technical range of the present invention.
- Steel with the componential composition shown in Table 1 was molten, and a slab was obtained by continuous casting as the slab with 280 mm thickness. Also, casting was executed so that the number of pieces of the inclusions with the length of 3 µm or more became 3 pieces/cm2 or more in the inside of the mold. Specifically, with respect to control of the number of pieces of the inclusions, in the present example, the recirculation time in the RH was made 5 minutes or more and 45 minutes or less, Ca was added after the recirculation in the RH, and the molten steel was thereafter left for 15 minutes or more and 45 minutes or less. Thereafter, the tundish in which 30 minutes or more and 60 minutes or less elapsed after completion of casting of the prior charge was filled with the molten steel in the continuous casting machine that used the hot reuse tundish, and casting was thereafter executed adding metal Al of 0.04 kg/ton or more with the upper limit of approximately 0.50 kg/ton to the molten steel inside the tundish. Also, in measuring the number density of the inclusions, the sample taken from the inside of the mold at 10 minutes after casting was used.
- The number of pieces of the inclusions inside the mold described above was observed by a SEM (Scanning Electron Microscope) with the molten steel sample being taken from the inside of the mold. In the observation, the magnification was made 400 times, and the number of the field of view was made 30. Also, the inclusions with the length of 3 µm or more and the aspect ratio of 1.3 or more were deemed the inclusions having the melting point of 1,550°C or above, and the number density thereof was obtained. In Table 2, the case the inclusions described above were made to present inside the mold by the method described above by the number density of 3 pieces/cm2 or more is marked with "OK", and the case other than that is marked with "NG".
- Thereafter, after reheating the slab described above manufactured by continuous casting so as to become 1,050-1,250°C, hot rolling was executed so that the cumulative compression reduction at 900°C or above of the surface temperature of the steel plate and at 1,000°C or above of the steel plate average temperature obtained by calculation became 40% or more and the pass whose compression reduction per one pass was 10% or more became 2 passes or more, hot rolling was further executed thereafter so that the cumulative compression reduction of 700°C or above and below 900°C became 20% or more with the rolling finish temperature being made 700°C or above and below 900°C, water cooling was thereafter started from a temperature of 650°C or above and was stopped at a temperature of 350-600°C, and air cooling was thereafter executed to the room temperature. Thus, the steel plates having the size of 9-50 mm plate thickness×2,000-3,500 mm width×12,000-35,000mm length and various componential compositions were obtained.
- Also, using each steel plate, the Ar gas content in steel was measured as shown below. Further, the HIC test was executed to evaluate the HIC resistance, and the Charpy impact test was executed to evaluate the toughness.
- A specimen of the product plate thickness×15 mm×15 mm cut out from the steel plate surface was charged into a vacuum chamber, the degree of vacuum was made 2×10-5 Torr or less, drilling was executed using a G-Straight Drill made by Mitsubishi Materials Corporation from the steel plate surface to 5 mm below the surface, the gas component in steel was thereby extracted, and the gas component was quantitatively analyzed thereafter using an M-101QA-TDM type made by Anelva Corporation with the mass number measurement rage: 1-100 amu as a quadrupole mass analyzer. As the G-Straight Drill, the product number GSDD 3000 was used which had the diameter D1: 3.0 mm, the groove length L3: 32 mm, the total length: 71 mm, and the blade diameter: 3.0 mm. Also, the ratio of the Ar amount with respect to the volume of the steel material that was drilled by drilling described above (µL/cm3) was obtained. This measurement was executed at 10 optional positions of the steel plate, and the maximum value among the 10 positions was made "Ar gas content in steel".
- The HIC test was executed for evaluation according to NACE standard TM0284-2003. More specifically, from 1/4 position and 1/2 position in the width W of each steel plate, 20 pieces each of the specimens were taken respectively. The size of the specimen was made the plate thickness×width: 100 mm×rolling direction: 20 mm. Also, the specimen was immersed for 96 hours in an aqueous solution containing 0.5% NaCl and 0.5% acetic acid of 25°C saturated with hydrogen sulfide of 1 atm, evaluation of the cross section was executed according to NACE standard TM0284-2003 FIGURE 3, and the crack length ratio that was the rate (%) of the total of the crack length with respect to the specimen width was measured. The rate is hereinafter referred to as CLR (Crack Length Ratio). Further, the case the CLR was 3% or less was evaluated to be excellent in the HIC resistance namely OK, and the case the CLR exceeded 3% was evaluated to be poor in the HIC resistance namely NG.
- After the NACE test, with 6 mm below the steel surface in the center, according to ASTM A370, the Charpy test specimens with 10 mm in the plate thickness direction×10 mm in the rolling direction were taken by 10 pieces in the direction perpendicular to the rolling direction, and a notch was worked in the plate thickness direction of the steel plate. The Charpy impact test was executed according to ASTM A370, the test temperature was made 20°C, and the Charpy absorption energy and the percent brittle fracture were evaluated. With respect to the taken Charpy test specimens of 10 pieces in total, those with the percent brittle fracture of 5% or less were extracted, the standard deviation σ of the value of the Charpy absorption energy was obtained, and those with this standard deviation σ of 20 J or less were evaluated to be excellent in toughness, or in particular, to be less in dispersion of the toughness and capable of securely achieving high toughness.
- These results are shown in Table 2.
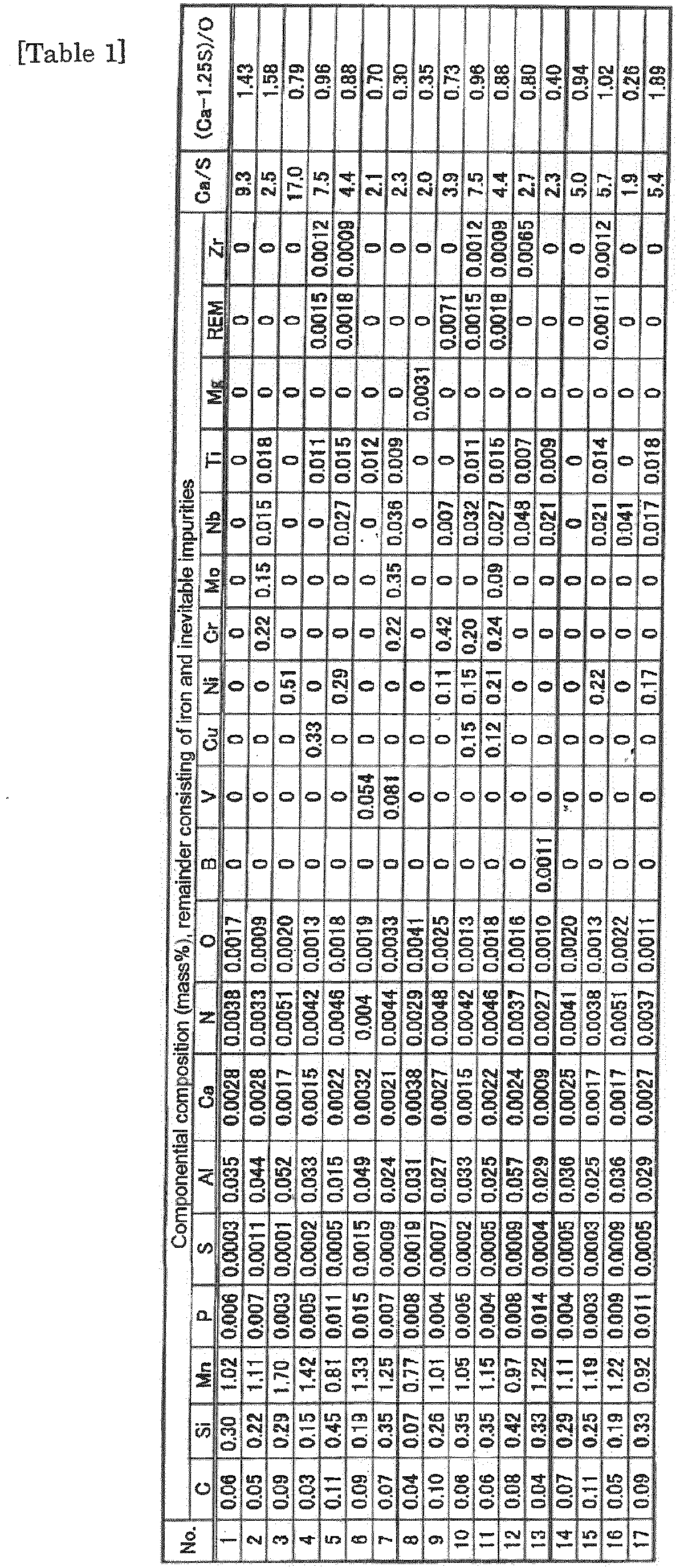
[Table 2] No. Number density of inclusions inside mold Ar gas content (µL/cm3) Standard deviation (σ) (J) of Charpy absorption energy HIC resistance 1 OK 0.12 13.2 OK 2 OK 0.03 8.5 OK 3 OK 0.32 5.4 OK 4 OK 0.22 17.2 OK 5 OK 0.41 11.2 OK 6 OK 0.04 4.9 OK 7 OK 0.45 6.7 OK 8 OK 0.22 10.7 OK 9 OK 0.01 6.5 OK 10 OK 0.05 8.3 OK 11 OK 0.19 6.1 OK 12 OK 0.22 16.2 OK 13 OK 0.33 7.3 OK 14 NG 0.54 35.1 OK 15 NG 0.61 76.2 OK 16 OK 0.08 8.1 NG 17 OK 0.25 24.5 NG - From Table 1 and Table 2, followings are turned out. In Nos. 1-13, because the stipulated componential composition is satisfied and the Ar gas content in steel is suppressed to within the stipulated range, the HIC resistance is excellent and excellent toughness is secured stably.
- By contrast, in Nos. 14 and 15, because the Ar gas content in steel was excessive, the dispersion of the toughness became large. No. 16 resulted to be poor in the HIC resistance because Ca/S deviated from the stipulation of the present invention in the chemical componential composition of the steel plate. Also, No. 17 was poor in the HIC resistance and was large in the dispersion of the toughness because the value of (Ca-1.25S)/O was large and Ca-based inclusions particularly large amount of CaO were formed.
- Because the steel plates related to the present invention are excellent in the hydrogen-induced cracking resistance and the HAZ toughness, they are used suitably to a line pipe for transportation of natural gas and crude oil, a pressure vessel, a storage tank and the like.
Claims (5)
- A steel plate with excellent hydrogen-induced cracking resistance and toughness, comprising in terms of mass%:C: 0.02-0.15%;Si: 0.02-0.50%;Mn: 0.6-2.0%;P: over 0% and 0.030% or less;S: over 0% and 0.003% or less;Al: 0.010-0.08%;Ca: 0.0003-0.0060%;N: 0.001-0.01%; andO: over 0% and 0.0045% or less,with the remainder consisting of iron and inevitable impurities;whereinCa/S that is the mass ratio of the Ca and the S is 2.0 or more,the Ca, the S, and the O satisfy (Ca-1.25S)/O≤1.80, andAr gas content in steel is 0.50 microliter/cm3 or less.
- The steel plate according to claim 1, further comprising in terms of mass%, as other elements, at least one of (a) and (b) below.(a) One element or more selected from a group consisting of:B: over 0% and 0.005% or less;V: over 0% and 0.1% or less;Cu: over 0% and 1.5% or less;Ni: over 0% and 1.5% or less;Cr: over 0% and 1.5% or less;Mo: over 0% and 1.5% or less; andNb: over 0% and 0.06% or less(b) One element or more selected from a group consisting of:Ti: over 0% and 0.03% or less;Mg: over 0% and 0.01% or less;REM: over 0% and 0.02% or less; andZr: over 0% and 0.010% or less
- The steel plate according to claim 1 or 2 used for a line pipe.
- The steel plate according to claim 1 or 2 used for a pressure vessel.
- A steel pipe for a line pipe manufactured using the steel plate according to claim 1 or 2.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013138178A JP6316548B2 (en) | 2013-07-01 | 2013-07-01 | Steel plates and line pipe steel pipes with excellent hydrogen-induced crack resistance and toughness |
| PCT/JP2014/066852 WO2015002046A1 (en) | 2013-07-01 | 2014-06-25 | Steel plate having excellent hydrogen-induced-cracking resistance and toughness, and steel tube for line pipe |
| EP14819986.2A EP3018231A4 (en) | 2013-07-01 | 2014-06-25 | Steel plate having excellent hydrogen-induced-cracking resistance and toughness, and steel tube for line pipe |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14819986.2A Division EP3018231A4 (en) | 2013-07-01 | 2014-06-25 | Steel plate having excellent hydrogen-induced-cracking resistance and toughness, and steel tube for line pipe |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3428301A1 true EP3428301A1 (en) | 2019-01-16 |
Family
ID=52143624
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18189539.2A Withdrawn EP3428301A1 (en) | 2013-07-01 | 2014-06-25 | Steel plate with excellent hydrogen-induced cracking resistance and toughness, and steel pipe for line pipe |
| EP14819986.2A Withdrawn EP3018231A4 (en) | 2013-07-01 | 2014-06-25 | Steel plate having excellent hydrogen-induced-cracking resistance and toughness, and steel tube for line pipe |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14819986.2A Withdrawn EP3018231A4 (en) | 2013-07-01 | 2014-06-25 | Steel plate having excellent hydrogen-induced-cracking resistance and toughness, and steel tube for line pipe |
Country Status (5)
| Country | Link |
|---|---|
| EP (2) | EP3428301A1 (en) |
| JP (1) | JP6316548B2 (en) |
| KR (2) | KR20160013103A (en) |
| CN (1) | CN105358724B (en) |
| WO (1) | WO2015002046A1 (en) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6343472B2 (en) * | 2014-03-28 | 2018-06-13 | 株式会社神戸製鋼所 | Steel sheets for high-strength line pipes and steel pipes for high-strength line pipes with excellent low-temperature toughness |
| JP2016125139A (en) * | 2014-12-26 | 2016-07-11 | 株式会社神戸製鋼所 | Steel sheet and steel pipe for line pipe excellent in hydrogen-induced crack resistance |
| JP6584912B2 (en) * | 2014-12-26 | 2019-10-02 | 株式会社神戸製鋼所 | Steel plate and line pipe steel pipe with excellent hydrogen-induced crack resistance |
| WO2016104528A1 (en) * | 2014-12-26 | 2016-06-30 | 株式会社神戸製鋼所 | Steel plate having excellent toughness and resistance to hydrogen-induced cracking, and steel pipe for line pipe |
| JP2016125137A (en) * | 2014-12-26 | 2016-07-11 | 株式会社神戸製鋼所 | Steel sheet and steel pipe for line pipe excellent in hydrogen-induced crack resistance |
| JP2016125140A (en) * | 2014-12-26 | 2016-07-11 | 株式会社神戸製鋼所 | Steel sheet and steel pipe for line pipe excellent in hydrogen-induced crack resistance and toughness |
| JP6869151B2 (en) * | 2016-11-16 | 2021-05-12 | 株式会社神戸製鋼所 | Steel pipes for steel plates and line pipes and their manufacturing methods |
| CN106756538A (en) * | 2016-11-30 | 2017-05-31 | 武汉钢铁股份有限公司 | The high intensity moving pressure container steel and its manufacture method of anticorrosive and cracking |
| CN109694991A (en) * | 2017-10-20 | 2019-04-30 | 鞍钢股份有限公司 | Container steel plate with excellent hydrogen-induced crack resistance |
| CN108893683A (en) * | 2018-08-01 | 2018-11-27 | 石钢京诚装备技术有限公司 | A kind of sulfur resistive pipe line steel and its production method |
| CN110396647B (en) * | 2019-08-22 | 2020-09-08 | 中天钢铁集团有限公司 | Low-alloy steel with high electromagnetic performance and high strength, production process and application thereof |
| CN115652183A (en) * | 2022-11-08 | 2023-01-31 | 湖南华菱涟源钢铁有限公司 | Preparation method of alloy structural steel and alloy structural steel |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06136440A (en) | 1992-10-28 | 1994-05-17 | Nippon Steel Corp | Production of high strength steel sheet excellent in sour resistance |
| JPH07216500A (en) * | 1994-01-28 | 1995-08-15 | Sumitomo Metal Ind Ltd | High strength steel material excellent in corrosion resistance and its production |
| JPH08283826A (en) * | 1995-04-10 | 1996-10-29 | Sumitomo Metal Ind Ltd | Production of high purity ultralow sulfur hic resistant steel |
| JP2914138B2 (en) * | 1993-11-17 | 1999-06-28 | 住友金属工業株式会社 | Manufacturing method of steel for high corrosion resistance ERW steel pipe |
| JP2010209461A (en) | 2009-02-12 | 2010-09-24 | Nippon Steel Corp | High-strength steel sheet and high-strength steel pipe having excellent hydrogen-induced cracking resistance for use in line pipe |
| CN102732666A (en) * | 2012-07-05 | 2012-10-17 | 首钢总公司 | Method for controlling non-metallic slag inclusion in medium and heavy plate of hydrogen-induced cracking resistance pipe line steel |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0941083A (en) * | 1995-07-28 | 1997-02-10 | Nkk Corp | Resistance welded tube excellent in hic resistance and sscc resistance and its production |
| JP4905240B2 (en) * | 2007-04-27 | 2012-03-28 | Jfeスチール株式会社 | Manufacturing method of hot-rolled steel sheet with excellent surface quality, fracture toughness and sour resistance |
| JP2010116611A (en) * | 2008-11-13 | 2010-05-27 | Kobe Steel Ltd | Method for manufacturing low-sulfur thick steel plate excellent in haz toughness at the time of inputting large amount of heat |
| CN102002630A (en) * | 2010-11-29 | 2011-04-06 | 南阳汉冶特钢有限公司 | Q345R-Z35 super-thick steel plate resisting HIC (hydrogen induced crack) pressure vessel and production method thereof |
| CN102719744B (en) * | 2012-06-25 | 2014-03-19 | 宝山钢铁股份有限公司 | Steel for low-temperature structures and manufacture method of steel |
| CN102839326B (en) * | 2012-09-07 | 2014-10-29 | 首钢总公司 | Hydrogen induced crack resistant BNS steel plate and manufacturing method thereof |
-
2013
- 2013-07-01 JP JP2013138178A patent/JP6316548B2/en active Active
-
2014
- 2014-06-25 KR KR1020157036038A patent/KR20160013103A/en active Application Filing
- 2014-06-25 EP EP18189539.2A patent/EP3428301A1/en not_active Withdrawn
- 2014-06-25 WO PCT/JP2014/066852 patent/WO2015002046A1/en active Application Filing
- 2014-06-25 CN CN201480037371.5A patent/CN105358724B/en not_active Expired - Fee Related
- 2014-06-25 EP EP14819986.2A patent/EP3018231A4/en not_active Withdrawn
- 2014-06-25 KR KR1020177015001A patent/KR20170065677A/en not_active Application Discontinuation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06136440A (en) | 1992-10-28 | 1994-05-17 | Nippon Steel Corp | Production of high strength steel sheet excellent in sour resistance |
| JP2914138B2 (en) * | 1993-11-17 | 1999-06-28 | 住友金属工業株式会社 | Manufacturing method of steel for high corrosion resistance ERW steel pipe |
| JPH07216500A (en) * | 1994-01-28 | 1995-08-15 | Sumitomo Metal Ind Ltd | High strength steel material excellent in corrosion resistance and its production |
| JPH08283826A (en) * | 1995-04-10 | 1996-10-29 | Sumitomo Metal Ind Ltd | Production of high purity ultralow sulfur hic resistant steel |
| JP2010209461A (en) | 2009-02-12 | 2010-09-24 | Nippon Steel Corp | High-strength steel sheet and high-strength steel pipe having excellent hydrogen-induced cracking resistance for use in line pipe |
| CN102732666A (en) * | 2012-07-05 | 2012-10-17 | 首钢总公司 | Method for controlling non-metallic slag inclusion in medium and heavy plate of hydrogen-induced cracking resistance pipe line steel |
Non-Patent Citations (1)
| Title |
|---|
| CAMP-ISIJ, vol. 24, 2011, pages 671 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160013103A (en) | 2016-02-03 |
| CN105358724A (en) | 2016-02-24 |
| WO2015002046A1 (en) | 2015-01-08 |
| EP3018231A1 (en) | 2016-05-11 |
| JP6316548B2 (en) | 2018-04-25 |
| EP3018231A4 (en) | 2017-03-22 |
| KR20170065677A (en) | 2017-06-13 |
| JP2015010266A (en) | 2015-01-19 |
| CN105358724B (en) | 2017-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3428301A1 (en) | Steel plate with excellent hydrogen-induced cracking resistance and toughness, and steel pipe for line pipe | |
| EP2980235B1 (en) | Steel plate with excellent hydrogen-induced cracking resistance and toughness of the weld heat affected zone, and steel tube for use as line pipe | |
| EP2644729B1 (en) | Steel plate with excellent hydrogen induced cracking resistance, and manufacturing method of the same | |
| EP2980238B1 (en) | Steel plate with excellent hydrogen-induced cracking resistance and toughness, and line pipe steel tube | |
| EP3553195B1 (en) | High mn steel sheet and method for producing same | |
| EP2975148B1 (en) | Thick steel sheet having excellent ctod properties in multilayer welded joints, and manufacturing method for thick steel sheet | |
| WO2011142356A1 (en) | High-strength steel sheet and method for producing same | |
| EP3135787A1 (en) | Steel plate and method of producing same | |
| EP3222740A1 (en) | High-strength seamless steel pipe for oil wells and method for producing same | |
| EP3239333A1 (en) | Steel plate having excellent toughness and resistance to hydrogen-induced cracking, and steel pipe for line pipe | |
| EP3467132B1 (en) | Duplex stainless steel and duplex stainless steel manufacturing method | |
| KR20210127736A (en) | Steel and its manufacturing method | |
| TW201713786A (en) | Austenitic stainless steel and method for producing austenitic stainless steel | |
| EP3677700B1 (en) | High-mn steel and production method therefor | |
| EP3447161A1 (en) | High tensile steel and marine structure | |
| EP2990498A1 (en) | H-shaped steel and method for producing same | |
| EP3730642A1 (en) | Structural steel having excellent brittle crack propagation resistance, and manufacturing method therefor | |
| EP3299486A1 (en) | Thick steel sheet and welded joint | |
| EP3425080B2 (en) | Steel h-shape for low temperature service and manufacturing method therefor | |
| KR20210092292A (en) | Cr-based stainless steel sheet with excellent hydrogen embrittlement resistance | |
| JP5245544B2 (en) | Common rail with excellent fatigue characteristics | |
| EP4032993A1 (en) | Thick steel sheet, and method for producing same | |
| EP3733890A1 (en) | Low alloy high strength seamless steel pipe for oil wells | |
| JP6086036B2 (en) | Steel plate with excellent weld heat-affected zone toughness and its melting method | |
| KR20240114757A (en) | Steel plate and its manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3018231 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20190717 |