EP3399191B1 - Compresseur à vis avec revêtement multi-couche des vis de rotor - Google Patents
Compresseur à vis avec revêtement multi-couche des vis de rotor Download PDFInfo
- Publication number
- EP3399191B1 EP3399191B1 EP17169341.9A EP17169341A EP3399191B1 EP 3399191 B1 EP3399191 B1 EP 3399191B1 EP 17169341 A EP17169341 A EP 17169341A EP 3399191 B1 EP3399191 B1 EP 3399191B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- outer layer
- rotor
- particles
- screw compressor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000576 coating method Methods 0.000 title claims description 64
- 239000011248 coating agent Substances 0.000 title claims description 56
- 239000002245 particle Substances 0.000 claims description 88
- 238000000034 method Methods 0.000 claims description 63
- 230000008569 process Effects 0.000 claims description 51
- 229920002530 polyetherether ketone Polymers 0.000 claims description 49
- 238000007906 compression Methods 0.000 claims description 48
- 230000006835 compression Effects 0.000 claims description 45
- 239000011148 porous material Substances 0.000 claims description 43
- 239000012815 thermoplastic material Substances 0.000 claims description 31
- 239000011159 matrix material Substances 0.000 claims description 27
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 20
- 239000010439 graphite Substances 0.000 claims description 15
- 229910002804 graphite Inorganic materials 0.000 claims description 15
- 239000000126 substance Substances 0.000 claims description 15
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 14
- 239000003973 paint Substances 0.000 claims description 14
- 239000000843 powder Substances 0.000 claims description 14
- 238000005260 corrosion Methods 0.000 claims description 13
- 230000007797 corrosion Effects 0.000 claims description 13
- 229920006260 polyaryletherketone Polymers 0.000 claims description 13
- 230000001360 synchronised effect Effects 0.000 claims description 13
- 229920000642 polymer Polymers 0.000 claims description 12
- 239000004696 Poly ether ether ketone Substances 0.000 claims description 11
- 239000011521 glass Substances 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 11
- 239000005388 borosilicate glass Substances 0.000 claims description 10
- 229920006258 high performance thermoplastic Polymers 0.000 claims description 10
- 230000001050 lubricating effect Effects 0.000 claims description 8
- 239000004005 microsphere Substances 0.000 claims description 8
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims description 7
- 239000004810 polytetrafluoroethylene Substances 0.000 claims description 7
- 239000000377 silicon dioxide Substances 0.000 claims description 7
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 claims description 6
- 239000002041 carbon nanotube Substances 0.000 claims description 5
- 229910021393 carbon nanotube Inorganic materials 0.000 claims description 5
- -1 polytetrafluoroethylene Polymers 0.000 claims description 5
- 235000012239 silicon dioxide Nutrition 0.000 claims description 5
- 239000000454 talc Substances 0.000 claims description 5
- 229910052623 talc Inorganic materials 0.000 claims description 5
- 229910000831 Steel Inorganic materials 0.000 claims description 4
- 238000005238 degreasing Methods 0.000 claims description 4
- 229920002313 fluoropolymer Polymers 0.000 claims description 4
- 239000004811 fluoropolymer Substances 0.000 claims description 4
- 239000010959 steel Substances 0.000 claims description 4
- 229910052582 BN Inorganic materials 0.000 claims description 3
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 3
- 229910001018 Cast iron Inorganic materials 0.000 claims description 3
- 238000005422 blasting Methods 0.000 claims description 3
- 238000006243 chemical reaction Methods 0.000 claims description 3
- 229920001774 Perfluoroether Polymers 0.000 claims description 2
- 230000003750 conditioning effect Effects 0.000 claims description 2
- 238000005530 etching Methods 0.000 claims description 2
- 239000000155 melt Substances 0.000 claims description 2
- 238000002844 melting Methods 0.000 claims description 2
- 230000008018 melting Effects 0.000 claims description 2
- 238000007788 roughening Methods 0.000 claims description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims description 2
- 230000001737 promoting effect Effects 0.000 claims 9
- 239000004812 Fluorinated ethylene propylene Substances 0.000 claims 2
- 229920009441 perflouroethylene propylene Polymers 0.000 claims 2
- 230000003628 erosive effect Effects 0.000 claims 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 claims 1
- 235000012222 talc Nutrition 0.000 claims 1
- 239000010410 layer Substances 0.000 description 265
- 229920001169 thermoplastic Polymers 0.000 description 45
- 239000004416 thermosoftening plastic Substances 0.000 description 43
- 239000003570 air Substances 0.000 description 28
- 239000003921 oil Substances 0.000 description 15
- 238000007789 sealing Methods 0.000 description 15
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 15
- 239000011230 binding agent Substances 0.000 description 12
- 239000004033 plastic Substances 0.000 description 9
- 229920003023 plastic Polymers 0.000 description 9
- 239000007789 gas Substances 0.000 description 8
- 230000001965 increasing effect Effects 0.000 description 7
- 239000000314 lubricant Substances 0.000 description 7
- 239000011257 shell material Substances 0.000 description 7
- 230000008901 benefit Effects 0.000 description 5
- QXJJQWWVWRCVQT-UHFFFAOYSA-K calcium;sodium;phosphate Chemical compound [Na+].[Ca+2].[O-]P([O-])([O-])=O QXJJQWWVWRCVQT-UHFFFAOYSA-K 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 239000012855 volatile organic compound Substances 0.000 description 5
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 4
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000002609 medium Substances 0.000 description 4
- 229920001643 poly(ether ketone) Polymers 0.000 description 4
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 3
- 229910004298 SiO 2 Inorganic materials 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 239000002270 dispersing agent Substances 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 239000003094 microcapsule Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 239000000725 suspension Substances 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910001060 Gray iron Inorganic materials 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 238000005054 agglomeration Methods 0.000 description 2
- 230000002776 aggregation Effects 0.000 description 2
- 230000000711 cancerogenic effect Effects 0.000 description 2
- 231100000315 carcinogenic Toxicity 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 210000000887 face Anatomy 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 235000013305 food Nutrition 0.000 description 2
- 210000001035 gastrointestinal tract Anatomy 0.000 description 2
- 230000036541 health Effects 0.000 description 2
- 238000010348 incorporation Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 150000002576 ketones Chemical class 0.000 description 2
- 239000004922 lacquer Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000000197 pyrolysis Methods 0.000 description 2
- 238000005488 sandblasting Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000004604 Blowing Agent Substances 0.000 description 1
- 240000003517 Elaeocarpus dentatus Species 0.000 description 1
- 241000208125 Nicotiana Species 0.000 description 1
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 229920008285 Poly(ether ketone) PEK Polymers 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000004480 active ingredient Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- VXAUWWUXCIMFIM-UHFFFAOYSA-M aluminum;oxygen(2-);hydroxide Chemical compound [OH-].[O-2].[Al+3] VXAUWWUXCIMFIM-UHFFFAOYSA-M 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 239000012736 aqueous medium Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000011982 device technology Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000007786 electrostatic charging Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000003912 environmental pollution Methods 0.000 description 1
- 125000001033 ether group Chemical group 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- MSKQYWJTFPOQAV-UHFFFAOYSA-N fluoroethene;prop-1-ene Chemical group CC=C.FC=C MSKQYWJTFPOQAV-UHFFFAOYSA-N 0.000 description 1
- 239000004446 fluoropolymer coating Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 210000001061 forehead Anatomy 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910052961 molybdenite Inorganic materials 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
- 238000009419 refurbishment Methods 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000005494 tarnishing Methods 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images











Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/08—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C18/12—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type
- F04C18/14—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons
- F04C18/16—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons with helical teeth, e.g. chevron-shaped, screw type
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/08—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C18/082—Details specially related to intermeshing engagement type pumps
- F04C18/084—Toothed wheels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2230/00—Manufacture
- F04C2230/90—Improving properties of machine parts
- F04C2230/91—Coating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/20—Rotors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/30—Casings or housings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/50—Bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C27/00—Sealing arrangements in rotary-piston pumps specially adapted for elastic fluids
- F04C27/008—Sealing arrangements in rotary-piston pumps specially adapted for elastic fluids for other than working fluid, i.e. the sealing arrangements are not between working chambers of the machine
- F04C27/009—Shaft sealings specially adapted for pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2225/00—Synthetic polymers, e.g. plastics; Rubber
- F05C2225/08—Thermoplastics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2253/00—Other material characteristics; Treatment of material
- F05C2253/18—Filler
Definitions
- the invention relates to a screw compressor comprising a compressor housing with two rotor screws, which are mounted axially parallel therein and mesh with one another in a compression chamber, can be driven by a drive and are synchronized with one another in terms of their rotational movement, the rotor screws each having a one-part or multi-part base body with two end faces and one in between have profile surface and projecting over the end faces shaft ends, according to the preamble of claim 1, and a rotor screw according to the features of claim 26, and a method for applying a multilayer coating on a metallic surface of a rotor screw or a compression chamber of a screw compressor according to the features of Claim 27. Screw machines, whether as screw compressors or as screw expanders, have been in practical use for several decades.
- Screw machines generally have two rotor screws arranged axially parallel to one another, one of which defines a main rotor and the other a secondary rotor.
- the rotor screws each have a one-part or multi-part base body with two end faces and a profile surface running between them, and two shaft ends projecting above the end faces.
- the rotor screws mesh with corresponding helical teeth. Between the teeth and a compressor housing, several successive working chambers are formed by the tooth space volumes. Starting from a suction area, as the rotor screws rotate, the working chamber in question is first closed and then continuously reduced in volume, so that the medium is compressed. Finally, as the rotation progresses, the working chamber is opened to a print window and the medium is pushed out into the print window.
- This internal compression process differentiates screw machines designed as screw compressors from Roots blowers that work without internal compression.
- the meshing of the two rotor screws defines a pitch circle both for the rotor screw designed as a main rotor and for the rotor screw designed as a secondary rotor.
- the pitch circles can be represented in an end section of the toothing and it can be seen in such a representation that the pitch circles roll against one another when the rotor screws move.
- the circumferential speeds of the rotor screw designed as the main rotor and the rotor screw designed as the secondary rotor are identical, i.e. there is no relative speed between the two rotor screws in this area. However, the farther away radially within the profile surface from the pitch circles, the greater the relative speeds.
- Screw machines can be used in addition to the function already mentioned as a vacuum pump or as a screw expander in various fields of technology as a compressor.
- a particularly preferred area of application lies in the compression of gases such as air or inert gases (helium, nitrogen, argon, ).
- gases such as air or inert gases (helium, nitrogen, argon, ).
- air or inert gases helium, nitrogen, argon, .
- a fluid-injected compression in particular an oil- or water-injected compression
- a screw machine in particular a screw compressor
- oil-free compression no oil is injected into the compression chamber for cooling and lubrication.
- the compressed air does not come into contact with oil during the compression process.
- screw compressors are sometimes referred to as screw blowers.
- the invention relates to an oil-free, in particular dry compression.
- Typical pressure ratios for dry compression can be between 1.1 and approx. 10, the pressure ratio being the ratio of the discharge pressure to the suction pressure.
- the compression can take place in one or more stages.
- Achievable final pressures can be, for example, in a range from 1.1 bar to approx. 10 bar, in particular with one- or two-stage compression.
- pressure information in "bar" is also referred to at this point or subsequently in the present application, such pressure information relates in each case to absolute pressures.
- the invention relates to screw machines, in particular screw compressors, the rotor screws of which are not intended to be synchronized by profile engagement between the two rotor screws, but externally, for example by a synchronous gear on the shaft ends or by separate and electronically synchronized rotor drives.
- screw machines in particular screw compressors, the rotor screws of which are not intended to be synchronized by profile engagement between the two rotor screws, but externally, for example by a synchronous gear on the shaft ends or by separate and electronically synchronized rotor drives.
- rotor contact only occurs temporarily, for example due to geometric deviations in the target contour of the rotor screw or rotor screws or due to thermal differential expansions, and is eliminated by removing material from a coating provided on the rotor screws at the contact and friction points. This removal of a temporary contact between the rotor screws is done in one running-in process.
- Rotor screws are mostly made of steel or cast iron.
- the compressor housing is typically made of gray cast iron poured.
- the gap between the rotor screws is realized in that both rotor screws are operated synchronized, for example by a synchronous gear or by separate, electronically synchronized rotor drives.
- the gaps should be as small as possible in order to minimize backflows of the compressed air into previous working chambers (i.e. against the conveying direction).
- the more backflow occurs the higher the internal losses and the poorer the efficiency of the screw machine.
- the compression end temperature rises significantly with increasing backflow, which leads to greater thermal expansions of the rotor screws and the compressor housing.
- the higher thermal expansion in turn increases the risk of tarnishing, i.e. there is a self-reinforcing effect.
- the column should also be large enough to ensure the required operational safety. If metallic surfaces come into contact at high relative speeds, this leads to high heat input and thermal expansion and ultimately also to component seizure, as already described above.
- the thermal expansion due to high compression temperatures and the deflection of the rotor screws due to the pressure in the working chambers must therefore also be taken into account in addition to the manufacturing tolerances.
- the EP 2 784 324 A1 describes the composition of a coating that is used in the refurbishment or overhaul of the rotor screws of a dry-running screw compressor. The worn coating on the rotor screws is removed and replaced with a new coating.
- This coating consists of PTFE (specifically Teflon 954G 303), graphite and other solvents or thinners.
- substance 954G 303 is only suitable for long-term use temperatures of 150 ° C.
- the substance 954G 303 as well as other components of the recipe given in the prior art bring with them solvents which are extremely problematic in processing.
- the substance 954G 303 is not food-safe and therefore not FDA-compliant. Rather, it is suspected of being carcinogenic.
- the coating proposed in the prior art offers only limited corrosion protection because a layer is applied which contains a comparatively large amount of graphite. If this relatively soft layer is damaged, for example by scratches, the metallic base body of the rotor screw is exposed locally and there is a risk of corrosion.
- a coating of a high-performance thermoplastic (eg PEEK) as well as a first solid lubricant (eg MoS2) and a second solid lubricant (eg PTFE or graphite) is proposed.
- a high-performance thermoplastic eg PEEK
- a first solid lubricant eg MoS2
- a second solid lubricant eg PTFE or graphite
- the coating according to the prior art provides for the coated surfaces to be in constant frictional contact with one another.
- the invention sets itself the task of specifying a coating for an oil-free screw compressor with comparatively high rotational speeds of the rotor screws and a desired gap between the rotor screws with one another or between the rotor screws and a compressor housing, which avoids the disadvantages in the prior art and at the same time adjusts itself to a sufficiently small gap distance in one running-in process.
- this object is achieved by a screw compressor, in particular an oil-free screw compressor, according to the features of patent claim 1, a rotor screw according to the features of patent claim 26 and in terms of process technology with a sequence according to the features of patent claim 27.
- Advantageous further developments are specified in the subclaims.
- a key concept of the present invention is that in the case of a screw compressor or a rotor screw, at least the profile surface of the rotor screw is formed in multiple layers, comprising a first, inner layer and a second, outer layer, the first, inner layer and the second, outer layer Layer both comprise or are formed from a thermoplastic, wherein particles or pores supporting a run-in process are embedded in the second, outer layer and the thermoplastic defines a matrix for receiving the particles or for forming the pores.
- the formation of the profile surface as a multi-layer layer allows the provision of partial layers with different properties.
- a special consideration can be seen in the fact that the second, outer layer is designed to be partially or almost completely removed in one run-in process, so that the profile surfaces of the interlocking rotor screws are optimally adjusted to one another, namely under the specific conditions on site, ie under the given pressure conditions, temperature conditions, etc.
- the second, outer layer is more or less a self-adjusting layer.
- the materials are preferably selected such that the removal of material or the contact of the compressed air with the first, inner layer and / or the second, outer layer is harmless even in food processing applications, i.e. the materials are food-compatible or FDA-compliant.
- a thermoplastic is therefore generally used.
- the thermoplastic is preferably a partially crystalline thermoplastic.
- Semi-crystalline thermoplastics are characterized by high fatigue strength, good chemical resistance and good sliding behavior. They are also very wear-resistant.
- thermoplastic polyphenylene sulfide (PPS) and polyamides (PA), in particular PA11 or PA12, as thermoplastic is also possible.
- PPS polyphenylene sulfide
- PA polyamides
- the thermoplastic base substance further preferably generally comprises a polyaryl ether ketone (PAEK) for forming the first, inner layer and for forming the second, outer layer, or is at least essentially formed from PAEK.
- PAEK polyaryl ether ketone
- the high-performance thermoplastics can also be referred to as high-performance thermoplastic or as thermoplastic high-performance plastic.
- first, inner layer and the second, outer layer differ structurally, even if the same thermoplastic is used.
- the first, inner layer is preferably particle-free or pore-free or in any case has a smaller proportion of particles and / or pores than the second, outer layer, preferably a significantly lower proportion of particles and / or pores.
- the proportion of thermoplastic in the first, inner layer, based on the total mass, is at least 60% by weight, preferably at least 70% by weight, further preferably at least 80% by weight, further preferably at least 95% by weight preferably at least 100% by weight.
- the proportion of thermoplastic material in the second, outer layer is preferably at least 50% by weight and, when particles are used in the second, outer layer, at most 95% by weight, a minimum proportion of 5% by weight of particles, further preferably 10% by weight of particles is provided.
- the proportion of thermoplastic material in the second, outer layer can also be over 95% by weight.
- the proportion by volume of pores in the second, outer layer is preferably above 5%, further preferably above 10%, whereas the proportion of pores in the first, inner layer is below 5%, preferably below 2%.
- the first, inner layer is formed without particles or pores that support a running-in process, but at least essentially homogeneously.
- this is not an abstract theoretical homogeneity, but the first, inner layer is comparatively homogeneous in relation to the second, outer layer, which comprises particles or pores that support the running-in process and in any case has no specifically introduced inhomogeneities.
- the particles of the second, outer layer that support a running-in process comprise abrasive and / or lubricating particles.
- abrasive and / or lubricating particles it is possible to provide a second, outer layer only with abrasive particles or alternatively to provide only with lubricating particles. It is also possible to provide both abrasive and lubricating particles in the second, outer layer.
- the particles comprise hollow microspheres (microspheres), in particular made of aluminum oxide (Al 2 O 3 ), silicon dioxide (SiO 2 ), thermoplastic or glass, in particular borosilicate glass (borosilicate glass) or are formed from these.
- Hollow microspheres are very light, hollow spheres of microscopic dimensions that are filled with air or inert gas.
- the shell of the micro hollow spheres can in particular consist of one of the following materials: aluminum oxide (Al 2 O 3 ), silicon dioxide (SiO 2 ) or of glass and the latter in particular of borosilicate glass (borosilicate glass).
- An average sphere diameter is, for example, 20 ⁇ m with an average wall thickness of 0.7 ⁇ m.
- these burst during the running-in process Due to their hardness (they are much harder relative to the binder matrix of the second, outer layer), they also provide the necessary abrasion and offer local, tiny, evenly distributed points of attack for coating removal in case of frictional contact with an opposite surface, e.g.
- the opposite rotor screw whereby an undesired or harmful, large-area chipping of the layers with the respectively assigned opposite surface, such as the profile surface of an opposite rotor screw or in the event of contact between the rotor screw and the compressor housing, is avoided.
- the particles of the second, outer layer that support a running-in process have a higher hardness than the matrix defined by the thermoplastic, the hardness being measured or defined according to Shore.
- the particles of the second, outer layer that support a running-in process have a lower hardness than the matrix defined by the thermoplastic, the hardness being measured or defined according to Shore.
- the first, inner layer is connected to the second, outer layer by melting.
- the proportions of the particles based on the proportion of the thermoplastic, in particular a high-performance thermoplastic, in particular PEEK can be specified by weight and for example the particle / binder mass ratio can be stated as P / B.
- the binder is the matrix made of thermoplastic material for receiving the particles.
- Particles Graphite: 0.3 ⁇ P graphite / B ⁇ 0.75 with P graphite as the mass of the graphite.
- Particles hollow glass spheres: 0.05 ⁇ P hollow glass spheres / B ⁇ 0.5 with P hollow glass spheres as the mass of the hollow glass spheres.
- the first, inner layer defines a substantially homogeneous coating and thus a corrosion protection layer for the metallic surface covered by the first, inner layer.
- the first, inner layer can be provided as a very homogeneous layer, which thus adheres well to the metallic surface to be coated and thus offers good protection against corrosion.
- a further preferred aspect of the present invention defines the second, outer layer an infeed layer that is partially removed and / or plastically deformed in the infeed process, and thus an inlay layer that adapts to the specific operating conditions.
- the run-in layer is designed in such a way that it can adapt to the specific operating conditions and, in relation to a counter surface, can ensure that a favorable gap dimension is established.
- the particles contained in the second, outer layer comprise graphite or can be formed from graphite.
- the particles can also comprise the following materials: hexagonal boron nitride, carbon nanotubes (carbon nanotubes CNT), talc (or talc), polytetrafluoroethylene (PTFE), perfluoroalkoxy polymers (PFA), fluoroethylene propylene (FEP) and / or another fluoropolymer.
- Graphite, hexagonal boron nitride, carbon nanotubes and talc all reduce friction as a solid lubricant.
- the materials can be removed relatively well, i.e. there is a favorable running-in behavior.
- Graphite is relatively soft relative to the binder matrix.
- Talc is also comparatively soft and acts as a low-abrasive lubricant. It is also water-repellent and waterproof.
- Fluoropolymers such as PTFE, PFA, FEP (with average grain sizes of approx. 2 ⁇ m to 30 ⁇ m) also act as solid or dry lubricants. They are mixed in powder form with the thermoplastic plastic of the binder matrix, such as PEEK, and do not dissolve even with wet paint in the subsequent processes for forming the second, outer layer. They are rather soft relative to the binder matrix and therefore ensure good lubricating, sliding and non-stick properties.
- the particles can also comprise the following materials: aluminum dioxide (Al 2 O 3 ), silicon carbide (SiC), silicon dioxide (SiO 2 ) and / or glass (in particular borosilicate glass).
- pores can also be incorporated in the second outer layer.
- Pores are to be understood as cavities which have an extent of at least one, the largest dimension 1 ⁇ m.
- the incorporation of such pores in the manufacturing process can be achieved, for example, by mixing in suitable foams (for example by chemical additives which act as blowing agents).
- the pores can form an open-pore or a closed-pore structure.
- the pores advantageously have a size of at most a few micrometers and are further advantageously at least substantially homogeneously distributed within the second outer layer.
- Pore-like cavities can also be created using hollow micro spheres with a thermoplastic shell (plastic microspheres).
- the thermoplastic shell encloses a gas that expands when heat is applied and increases the volume of the hollow sphere.
- Micro hollow spheres of this type made of a plastic shell can be present as particles in expanded or non-expanded form.
- a polymer matrix with hollow particles embedded in it is sometimes referred to in the specialist literature as syntactic foam.
- functional textures can be created on the surface of the coating, in particular with plastic microspheres. This can be used to influence gap flows, for example.
- the incorporation of pores or pore-like cavities in the second, outer layer causes the second, outer layer to compress plastically to the layer thickness required in each case during the running-in process, and a relatively good gap dimensioning is thus automatically established.
- microencapsulated lubricants embedded in the second, outer layer are released under mechanical stress predominantly in the running-in phase.
- the running-in process can be lengthened, for example. There is less frictional heat and consequently a lower risk of breakouts of the second, outer layer.
- titanium dioxide TiO 2
- the layer thickness of the first, inner layer before entry is between 5 ⁇ m and 50 ⁇ m.
- the first, inner layer can also be applied in several layers, for example two layers of 25 ⁇ m each, in order to achieve a total layer thickness of 50 ⁇ m for the first, inner layer.
- the layer thickness is always the dry layer thickness (DFT, Dry Film Thickness).
- the layer thickness of the second, outer layer before running in is preferably 10 ⁇ m to 120 ⁇ m.
- the dry film thickness (DFT) is also addressed here.
- the second, outer layer can also be applied in several layers. It is advantageous to make the layer thickness the thicker the larger the diameter of the rotor screws.
- the total layer thickness of the first, inner layer and second, outer layer can therefore preferably be in a range from 15 ⁇ m to 170 ⁇ m.
- the gaps and layer thicknesses are ideally matched to one another in such a way that there is minimal play between the rotor screws and between the rotor screws and the compressor housing when the rotor screws are installed in the compressor housing.
- the assembled rotor screws should just be able to be turned against each other. If the layer thickness is so large that there is an oversize, the rotor screws can only be installed in the housing with the application of force and force.
- the play during assembly is advantageous because then the rotor screws defined, for example via a synchronous gear, can be synchronized.
- the relative angle of rotation of the rotor screws to each other is permanently fixed.
- the second, outer layer adheres better to the first, inner layer than directly to the metallic surface of the component to be coated, for example to the base body of the rotor screw.
- the thermoplastic, for example the PEEK of the second layer merges with the thermoplastic, for example the PEEK, of the first layer.
- the proportion of particles increases, the proportion of thermoplastic plastic in the binder matrix, in particular the proportion of PEEK, decreases accordingly.
- the function of the thermoplastic, in particular PEEK, as a binder matrix is also weakened.
- the compression temperature leads to thermal expansion and bending of the rotor screws and subsequently to the rotating rotor screws and between the rotating rotor screws and the stationary compressor housing.
- the second, outer layer is partially removed.
- the rotor screws shrink, locally to different degrees, and only where components touch.
- the second, outer layer is removed in different sizes, in part.
- this removal is referred to as the running-in process and should only take place in the second, outer layer, the running-in layer.
- the running-in process essentially only takes place once, when the screw compressor is started up for the first time.
- a variable-speed drive eg permanent magnet motor or synchronous reluctance motor
- a variable-speed drive eg permanent magnet motor or synchronous reluctance motor
- This enables the drive speed to be defined during the running-in process and increased in time up to the maximum intended operating speed.
- a fixed speed drive e.g. with a conventional asynchronous motor without a frequency converter
- the running-in process can take place, for example, on a separate running-in test bench.
- the entire machine (screw machine including drive, etc.) is advantageously already equipped with a variable-speed drive, so that the running-in process can take place during the initial start-up of the machine intended for the customer.
- the elaborate intermediate step (assembly and disassembly on the running-in test bench) could thus be omitted. In this way, an unnecessarily high removal of the second, outer layer can be avoided, which would otherwise lead to an increased undesired backflow against the conveying direction.
- the hard or abrasive particles absorbed in the second, outer layer ensure that the softer material of the friction partner is removed.
- Comparatively soft particles (based on the hardness of the thermoplastic that defines the binder matrix) ensure that the second, outer layer in which they are located can be removed very quickly and easily by a harder friction partner.
- high surface pressures occur simultaneously, so that, for example, the thin-walled micro-glass hollow spheres in the second, outer layer advantageously break open and thus ensure the necessary abrasion or loss of layer thickness in the second, outer layer on both rotor screws.
- the sharp breaking edges of the micro glass spheres that arise during the breaking open support the abrasive process.
- a loss of layer thickness can also be achieved through pores enclosed in the second, outer layer, with plastic deformation due to compression or collapse of the pores occurring here.
- the base body of the rotor screw is formed from steel and / or cast iron.
- the end faces can also be coated with a first, inner layer and a second, outer layer, the first, inner layer and second, outer layer both comprising or being formed from a thermoplastic and the second, outer layer has a running-in process supporting particles or pores, the thermoplastic defines a matrix for receiving the particles or for forming the pores.
- the two end faces preferably only the pressure-side end face, as described above, is coated with both the first, inner layer and the second, outer layer, while the opposite end face is only coated with the first, inner layer.
- sections of the shaft ends can also be covered with thermoplastic material according to the first, inner layer.
- sections of the shaft ends are also uncoated, ie without a layer made of thermoplastic material according to the present invention Mistake. Any other coating of these sections is unaffected.
- the functional areas of a compressor housing essentially consist of a suction area, the rotor bore, a pressure area as well as sealing and bearing seats.
- the process medium for example the air to be compressed, flows from the suction area to the rotor bore and through a pressure window to the pressure area.
- the suction area is located on the inlet side of the compressor housing and extends from a suction nozzle of the compressor housing to the rotor bore.
- the rotor screws are each stored with very small gaps (radial housing gaps) and form working chambers within the compression chamber.
- the compression space is the interior space defined by the rotor bore in the compressor housing.
- a flat end face in the compressor housing with a very small axial gap to the two pressure-side rotor end faces is referred to as the pressure-side housing end face.
- the end face in the compressor housing with the shortest axial distance from the suction-side rotor end faces is referred to as the suction-side housing end face.
- the pressure range extends from the end of the compression chamber to a pressure port on the compressor housing.
- Sealing seats in the compressor housing are used to hold seals, specifically air or fluid seals and oil seals.
- air seal should always be understood to include a seal for other media.
- oil seal should always be understood to include a seal for other bearing lubricants.
- Bearings e.g. roller bearings
- sealing seats rotor-side sealing seats
- seal seats for air seals and seal seats for oil seals, which are typically arranged side by side on the shaft ends of the rotor screws.
- the sealing seats for the Air seals are located on both sides of the rotor screw in close proximity to the suction-side and pressure-side rotor end faces. Following this and consequently further away from the rotor end faces, the seal seats for the oil seals are arranged.
- the oil seals prevent oil from entering the storage area into the compression area of the screw compressor.
- the air seals prevent the compressed air or the conveyed fluid from escaping from the compression space.
- bearing seats are also provided on the shaft ends on which, for example, the roller bearings are located.
- the bearing seats usually adjoin the sealing seats.
- the rotor bore with the two sections for both rotor screws can advantageously in addition to the first, inner layer with the second, outer layer according to the invention, which has a run-in process particles or pores and in which the thermoplastic material has a matrix for receiving the particles or for forming the Pores defined, coated.
- a second, outer layer can also be applied to the pressure-side housing end face.
- the suction area and pressure area can also be provided with such a second, outer layer.
- a different corrosion protection layer can also be applied to the suction area and the pressure area instead of the first, inner layer proposed here or the combination of the first, inner and second, outer layer proposed here.
- a second, outer layer according to the invention can also be applied to the sealing seats in the housing.
- the seal seats As an alternative to coating the seal seats with the first, inner layer or first, inner layer and second, outer layer, it is also possible for the seal seats to remain uncoated in the housing. “Uncoated” is to be understood here in the sense that the sealing seats in the housing are not provided with a first, inner layer and / or a second outer layer, that is to say not with a coating according to the present invention.
- the bearing seats in the housing must not be coated. It also applies here that the bearing seats must not be provided with a coating according to the invention; Any other, in particular film-like coating, for example to increase the sliding properties, is unaffected.
- the function of the run-in layer between the rotor screw as the moving part and the compression chamber of the compressor housing as the stationary part is entirely as described above, i.e. when the screw compressor is started up, the compression temperature causes thermal expansion of the rotor screws and the compressor housing and the rotor screws to bend.
- the rotor screws and the rotor bore may come into contact, for example, or the rotor end faces and the housing end faces, in particular the pressure-side rotor end face and the pressure-side housing end face. With this contact, the second, outer coating is partially removed, as intended according to the invention.
- the axial face gap on the pressure side is set in a defined manner when installing the rotor screws in the compressor housing (usually with an accuracy in the range of less than 1/100 mm and, for example, using spacers). It is also particularly important for efficient compression that the radial gap between the rotor screws and the rotor bore is very small.
- Rotor screw 1 e.g. secondary rotor
- Rotor screw 2 e.g. main rotor
- First inner layer + second outer layer First inner layer + second outer layer (hard)
- First inner layer + second outer layer hard
- OR first inner layer + second outer layer soft
- OR first inner layer First inner layer + second outer layer (hard) OR first inner layer + second outer layer (soft) OR first inner layer First inner layer + second outer layer (hard) OR first inner layer + second outer layer (soft) OR first inner layer First inner layer + second outer layer (hard) OR first inner layer + second outer layer (soft) OR first inner layer First inner layer + second outer layer (hard) OR first inner layer + second outer layer (soft) OR first inner layer First inner layer + second outer layer (hard) OR first inner layer + second outer layer (soft) OR first inner layer Variant 2 First inner layer + second outer layer (soft) First inner layer + second outer layer (soft) Variant 3
- the screw compressor is an oil-free, in particular dry-compressing screw compressor.
- the core consideration is that a second, outer layer is applied to a first, inner layer which comprises or is formed from a thermoplastic, the second, outer layer likewise comprising or is formed from this and wherein particles or pores supporting a running-in process are embedded in the second, outer layer and the thermoplastic defines a matrix for receiving the particles or for forming the pores.
- the specified steps preferably also take place in the specified order.
- thermoplastic which is a so-called high-performance thermoplastic
- the thermoplastic can be a polyaryl ether ketone (PAEK), polyether ether ketone (PEEK) being regarded as particularly preferred.
- PAEK polyaryl ether ketone
- PEEK polyether ether ketone
- the coatings can be applied, for example, as a water-based wet paint coating with conventional spray coating equipment (e.g. HVLP guns, electrostatic, airless) or electrostatically as a powder coating, manually or robot-controlled.
- Convention spray coating equipment e.g. HVLP guns, electrostatic, airless
- electrostatically as a powder coating manually or robot-controlled.
- Robot-controlled painting offers the advantage of high process reliability with uniform layer thicknesses and small tolerances.
- the first, inner layer and / or the second, outer layer can be applied as a wet paint or powder paint.
- the first, inner layer and the second, outer layer are burned in such that the thermoplastic melts.
- the stoving can take place after each layer has been applied; alternatively, it is also conceivable to first apply the two or more layers and only then to burn them in in a single firing process.
- the first, inner layer and the second, outer layer are preferably baked at temperatures of approximately 360 ° C. to 420 ° C. until the thermoplastic, in particular the PEEK, has melted and forms a homogeneous layer on the surface to be coated is sufficiently liable.
- the stoving can take place in particular in a convection oven or inductively. As already mentioned, baking is also possible after each layer has been applied.
- the metallic surface to be coated should be pretreated.
- This pretreatment preferably comprises degreasing and further preferably further conditioning of the metallic surfaces, for example by roughening the surfaces, by blasting or etching or by applying a pretreatment layer defining a conversion layer, for example phosphating or applying a nanoceramic.
- the surface pretreatment can also include sandblasting and subsequent chemical cleaning with a suitable solvent (eg alkaline cleaner, acetone) in order to promote good adhesion of the first, inner layer.
- Degreasing can advantageously be carried out before sandblasting - by burning off at high temperature (pyrolysis).
- the nanoceramic coating is a special pretreatment layer that can be regarded as an underlayer with respect to the first, inner layer and / or the second, outer layer.
- layers other than sub-layers are also conceivable.
- the multilayer coating proposed here has a high temperature resistance and good resistance to temperature changes.
- fluoropolymer-free coatings are required in some areas (e.g. in the tobacco industry). With some of the particles mentioned, fluoropolymer-free coatings can be achieved.
- Figure 1 1 shows an end section of a pair of rotor screws according to the invention comprising a rotor screw 1 designed as a secondary rotor and a rotor screw 2 designed as a main rotor. It is shown purely schematically that a profile surface 12a, 12b of the rotor screw 1, 2 each has a first inner layer 3 and a second, outer layer 4 is coated. The rotor screws 1, 2 mesh with one another, ie they engage with one another with their teeth. The pitch circles already mentioned are identified by the reference symbol 22 for the rotor screw 1 designed as a secondary rotor and by the reference symbol 21 for the rotor screw 2 designed as a main rotor.
- the toothed rotor screws 1, 2 are shown in a perspective view. Both rotor screws 1, 2 engage with one another with the already mentioned profile surfaces 12a, 12b or are toothed or screwed together. Perpendicular to the respective axis of rotation of the rotor screws, the profile surfaces 12a, 12b are delimited at each end by end surfaces 5a, 5b, 5c, 5d, the end surface 5a being a pressure-side end surface of the rotor screw 1 designed as a secondary rotor, and the end surface 5c being a suction-side end surface.
- the pressure-side end face is designated by the reference symbol 5b and the suction-side end face by the reference symbol 5d.
- a rotor-side seal seat 7b for an air seal, a rotor-side seal seat 7a for an oil seal and a rotor-side bearing seat 9a, 9b are formed on the shaft ends 30.
- the rotor-side sealing seat 7b is designed for an air seal adjacent to the end face 5a, 5b, 5c, 5d, whereas the rotor-side bearing seat 9a, 9b is provided more towards the distal end of the shaft end 30.
- the already mentioned rotor-side sealing seat 7a is provided for an oil seal.
- Figure 3 shows an embodiment of a rotor screw 1 designed as a secondary rotor, as it is already based on the Figure 2 has been described.
- the profile surface 12a is coated with a first, inner layer 3 and a second, outer layer 4.
- the two end faces 5a, 5c are also coated with a first inner layer 3 and a second, outer layer 4.
- the shaft ends are only coated between the end faces 5a, 5c and the bearing seats 9a with a first inner layer 3 (with the omission of a second, outer layer 4), the bearing seats 9a however being free, ie without a coating corresponding to the first, inner one Layer 3, that is, are formed without coating with a thermoplastic.
- Figure 4 shows an embodiment of a rotor screw 2 formed as a main rotor, as it is already based on the Figure 2 has been described.
- the profile surface 12b is coated with a first, inner layer 3 and a second, outer layer 4.
- the two end faces 5b, 5d are also coated with a first inner layer 3 and a second, outer layer 4.
- the shaft ends are only coated between the end faces 5b, 5d and the bearing seats 9b with a first inner layer 3 (with the omission of a second, outer layer 4), the bearing seats 9a, however, being free, ie without a coating corresponding to the first, inner layer 3, that is, are formed without coating with a thermoplastic.
- FIG. 5 shows a schematic sectional view of a screw compressor 20 with a compressor housing 11 and mounted therein two paired rotor screws 1, 2, namely a rotor screw 2 designed as a main rotor and a rotor screw 1 designed as a secondary rotor.
- the rotor screws 1, 2 are each rotatable via suitable bearings 15 stored in a compression chamber 18 defined by a rotor bore 19 in the compressor housing 11 in a bearing seat 10 on the housing side.
- Seals 14b and 14c which are each accommodated in a housing-side sealing seat 8a for the oil seal and in a housing-side sealing seat 8b for the air seal, on the one hand prevent compressed air from escaping from the compression space 18 and on the other hand prevent oil from penetrating into the compression space 18
- Compression chamber 18 in the compressor housing 11 is laterally delimited by a rotor bore 18 which has two partial bores which are adapted to the diameters of the rotor screws 1, 2.
- the compression space is delimited by a pressure-side housing face 6a and a suction-side housing face 6b.
- the pressure-side housing end surface 6a, the suction-side housing end surface 6b and the rotor bore 18 are preferably also provided with the multilayer coating according to the invention comprising a first inner layer 3 and a second outer layer 4.
- the rotor screws 1, 2 are fixed in relation to one another in their rotational position and their profile surfaces 12a, 12b, in particular theirs, via a synchronous gear 13 respective rotor flanks are kept at a distance.
- a drive power can be applied to the shaft 16 of the rotor screw 2 designed as a main rotor, for example by means of a motor (not shown) via a clutch (not shown).
- a suction area 23 of the screw compressor can be seen at the suction-side end of the rotor screws 1, 2 screwed in pairs.
- FIG. 6 One embodiment of a screw compressor 20 is illustrated in an exploded view.
- the compressor housing 11 delimits the compression space 18.
- Ambient air is drawn in via a suction nozzle 27 and reaches the suction area 23 of the screw compressor.
- the compressed compressed air is expelled from the compressor housing 11 via a pressure connection 28.
- Figure 7 is the multilayer coating on the profile surface 12a of the rotor screw 1 along the line AA in Figure 3 illustrated.
- first inner layer 3 is applied to a base body 24 of the rotor screw 1.
- the second, outer layer 4 is applied to the first, inner layer 3 — completely covering it.
- the second, outer layer 4 comprises particles 25 that support a running-in process, for example thin-walled micro-glass hollow spheres. Alternatively or additionally, pores 32 can also be incorporated, which supports the plastic compressibility of the second, outer layer.
- Figure 8 shows the multilayer coating along the line AA with a rotor screw 1 Figure 3 after the running-in process.
- Figure 9 shows a one-piece coating on the shaft end 30 of the rotor screw 1, which is provided in the area of the rotor-side seal seat 7a for the oil seal and the rotor-side seal seat 7b for the air seal, covering both seal seats 7a, 7b.
- the first, inner layer is arranged here to cover the base body 24 and thus offers good and reliable corrosion protection.
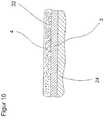
- Figure 10 shows an alternative multilayer coating for a profile surface 12a, 12b in the case of a rotor screw 1, 2.
- Particles 25 described are pores 32 in the second, outer layer embedded, which were incorporated, for example, by a foaming process before or during the application of the second, outer layer, for example in the wet coating process.
- Figure 11 shows the multilayer coating Figure 10 after a running-in process. It can be seen that some layer areas have been removed or compressed. Some of the pores 32 are also removed with parts of the layer or compressed due to the counter pressure that is absorbed, so that overall a plastic deformation of the second, outer layer 4 has been effected as a running-in layer.
- Figure 12 also shows schematically a flow chart for a possible embodiment of the coating method.
- the metallic surface to be coated for example the surface of a rotor screw to be coated
- Step S01 involves degreasing the surface by burning it off at high temperature (pyrolysis).
- the surface is blasted, in particular sandblasted.
- step S03 follows in which the surface is cleaned again chemically, for example using acetone.
- step S04 a nanoceramic coating is subsequently applied in the exemplary embodiment described here.
- the first, inner layer 3 is applied as a wet paint in the present exemplary embodiment.
- alternative methods are also conceivable, for example application in the dry state as a powder coating.
- the wet paint is prepared for the first, inner layer beforehand, whereby the thermoplastic in the form of PEEK is mixed in powder form in water with dispersant.
- a suspension is formed which is applied to the pretreated surface in step S10.
- the applied wet paint is dried or vented.
- the rotor screw coated with the wet paint for the first layer is heated to approximately 120 ° C. to evaporate the water.
- the first layer is baked. The baking takes place at temperatures of approx. 360 ° C to 420 ° C, for example in a forced air oven or inductively, until the PEEK has melted and a homogeneous layer has formed.
- the second layer is applied in steps S20, S21, S22 largely analogous to steps S10, S11, S12.
- a wet lacquer is again prepared, whereby the same thermoplastic as in the application of the first layer, comprising or having PEEK as the thermoplastic, is expediently, but not necessarily, used.
- the PEEK in powder form is mixed with the particles supporting the running-in process, for example the thin-walled micro-glass hollow spheres, in particular made of borosilicate glass, together with water and dispersant.
- the second, outer layer 4 is applied in step S20 directly to the first, inner layer 3, which is already baked in the present exemplary embodiment.
- step S12 namely the burning in of the first layer, aside and to burn in the first, inner layer 3 and the second, outer layer 4 together.
- step S20 the application of the second, outer layer in step S20 is followed by a step of drying or venting the second, outer layer.
- the rotor screw to be coated is heated again to approx. 120 ° C. in step S21 or kept at this temperature.
- the second, outer layer is baked in at step S22 at temperatures of approximately 360 ° C. to 420 ° C., for example in a forced air oven or in an inductive manner.
- a step S23 (not shown) can follow, but this should preferably be avoided.
- the second, outer layer 4 could be regrinded in order to achieve the desired dimensioning by regrinding when the second, outer layer is formed with an oversize.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
Claims (30)
- Compresseur à vis comprenant un carter de compresseur (11) avec deux vis de rotor (1, 2) qui y sont montées de manière que leurs axes soient parallèles, qui engrènent l'une dans l'autre dans une chambre de compression (18), qui peuvent être entraînées par un entraînement et qui sont synchronisées l'une avec l'autre dans leur mouvement de rotation, les vis de rotor (1, 2) présentant chacune un corps de base (24) en une ou plusieurs parties avec deux faces frontales (5a, 5b, 5c, 5d) et une surface profilée (12a, 12b) s'étendant entre elles ainsi que des extrémités d'arbre (30) faisant saillie des faces frontales (5a, 5b, 5c, 5d), au moins la surface profilée (12a, 12b) étant constituée de plusieurs couches, comprenant une première couche intérieure (3) et une deuxième couche extérieure (4), caractérisé en ce que
la première couche intérieure (3) et la deuxième couche extérieure (4) comprennent ou sont constituées toutes deux d'une matière synthétique thermoplastique,
des particules (25) ou des pores (32) facilitant un processus de rodage étant incorporés dans la deuxième couche extérieure (4) et la matière synthétique thermoplastique définissant une matrice pour recevoir les particules (25) ou pour former les pores (32). - Compresseur à vis selon la revendication 1,
caractérisé en ce que
la matière synthétique thermoplastique servant à former la première couche intérieure (3) et la deuxième couche extérieure (4) est une matière synthétique thermoplastique à haute performance, en particulier une matière synthétique thermoplastique à haute performance semi-cristalline. - Compresseur à vis selon la revendication 1 ou 2,
caractérisé en ce que
la matière synthétique thermoplastique servant à former la première couche intérieure (3) et la deuxième couche extérieure (4) comprend une polyaryléthercétone (PAEK) ou est constituée au moins sensiblement d'une polyaryléthercétone (PAEK). - Compresseur à vis selon l'une des revendications 1 à 3,
caractérisé en ce que
la matière synthétique thermoplastique servant à former la première couche intérieure (3) et la deuxième couche extérieure (4) comprend du polyétheréthercétone (PEEK) ou est constituée au moins sensiblement de polyétheréthercétone (PEEK). - Compresseur à vis selon l'une des revendications 1 à 4,
caractérisé en ce que
la première couche intérieure (3) est formée sans particules (25) ni pores (32) facilitant un processus de rodage, mais au moins de manière sensiblement homogène. - Compresseur à vis selon l'une des revendications 1 à 5,
caractérisé en ce que
les particules (25) de la deuxième couche extérieure (4) facilitant un processus de rodage comprennent des particules abrasives et/ou lubrifiantes. - Compresseur à vis selon l'une des revendications 1 à 6,
caractérisé en ce que
les particules (25) sont présentes sous forme micro-encapsulée, au moins une première substance étant entourée d'une deuxième substance sous forme de matériau d'enveloppe. - Compresseur à vis selon la revendication 6,
caractérisé en ce que
les particules (25) comprennent des microsphères creuses, en particulier en oxyde d'aluminium (Al2O3), en dioxyde de silicium (SiO2) ou en matière synthétique thermoplastique, en particulier sont formées de celles-ci. - Compresseur à vis selon la revendication 6,
caractérisé en ce que
les particules (25) comprennent des microsphères creuses en verre, en particulier en verre borosilicaté, ou sont formées de verre, en particulier de verre borosilicaté. - Compresseur à vis selon l'une des revendications 1 à 9,
caractérisé en ce que
les particules (25) de la deuxième couche extérieure (4) facilitant un processus de rodage présentent une dureté (selon Shore) plus élevée que la matrice définie par la matière synthétique thermoplastique. - Compresseur à vis selon l'une des revendications 1 à 9,
caractérisé en ce que
les particules (25) de la deuxième couche extérieure (4) facilitant un processus de rodage présentent une dureté (selon Shore) plus faible que la matrice définie par la matière thermoplastique. - Compresseur à vis selon l'une des revendications 1 à 11,
caractérisé en ce que
la première couche intérieure (3) est liée à la deuxième couche extérieure par fusion. - Compresseur à vis selon l'une des revendications 1 à 12,
caractérisé en ce que
la première couche intérieure (3) forme un revêtement sensiblement homogène et donc une couche de protection contre la corrosion. - Compresseur à vis selon l'une des revendications 1 à 13,
caractérisé en ce que
la deuxième couche extérieure (4) définit une couche de rodage qui s'érode et/ou se déforme plastiquement par endroits lors du processus de rodage et s'adapte ainsi aux conditions de fonctionnement concrètes. - Compresseur à vis selon l'une des revendications 1 à 14,
caractérisé en ce que
les particules comprennent du graphite ou sont formées de graphite. - Compresseur à vis selon l'une des revendications 1 à 15,
caractérisé en ce que
les particules comprennent :
du nitrure de bore hexagonal, des nanotubes de carbone (CNT), du talc, du polytétrafluoroéthylène (PTFE), des polymères perfluoroalcoxy (PFA), du fluoroéthylène-propylène (FEP) et/ou un autre polymère fluoré. - Compresseur à vis selon l'une des revendications 1 à 15,
caractérisé en ce que
les particules comprennent :
de l'oxyde d'aluminium (Al2O3), du carbure de silicium (SiC), du dioxyde de silicium (SiO2) et/ou du verre, en particulier du verre borosilicaté. - Compresseur à vis selon l'une des revendications 1 à 17,
caractérisé en ce que
l'épaisseur de couche de la première couche intérieure (3) avant le rodage est de 5 µm à 50 µm. - Compresseur à vis selon l'une des revendications précédentes,
caractérisé en ce que
l'épaisseur de couche de la deuxième couche extérieure (4) avant le rodage est de 10 µm à 120 µm. - Compresseur à vis selon l'une des revendications précédentes,
caractérisé en ce que
le corps de base (24) de la vis de rotor est formé d'acier et/ou de fonte. - Compresseur à vis selon l'une des revendications 1 à 19,
caractérisé en ce
qu'au moins des parties des extrémités d'arbre (30) ne sont pas revêtues d'une matière synthétique thermoplastique. - Compresseur à vis selon l'une des revendications 1 à 21,
caractérisé en ce
qu'au moins des parties des extrémités d'arbre (30) sont revêtues de la première couche intérieure (3) en matière synthétique thermoplastique. - Compresseur à vis selon l'une des revendications 1 à 22,
caractérisé en ce que,
en plus de la surface profilée (12a, 12b) d'au moins une vis de rotor (1, 2), une ou les deux faces frontales (5a, 5b, 5c, 5d) sont revêtues de plusieurs couches comprenant une première couche intérieure (3) et une deuxième couche extérieure (4), la première couche intérieure (3) et la deuxième couche extérieure (4) comprenant ou étant constituées toutes deux d'une matière synthétique thermoplastique, des particules (25) ou des pores (32) facilitant un processus de rodage étant incorporés dans la deuxième couche extérieure (4) et la matière synthétique thermoplastique définissant une matrice pour recevoir les particules (25) ou pour former les pores (32). - Compresseur à vis selon l'une des revendications 1 à 23,
caractérisé en ce que
des parois intérieures, telles qu'une surface périphérique d'un alésage de rotor (19), des faces frontales de carter (6a, 6b) côté refoulement et/ou côté aspiration de la chambre de compression (18) sont revêtues au moins d'une première couche (3), de préférence également d'une deuxième couche (4), la première couche (3) et la deuxième couche (4) comprenant ou étant constituées toutes deux d'une matière synthétique thermoplastique, des particules (25) ou des pores (32) facilitant un processus de rodage étant incorporés dans la deuxième couche extérieure (4) et la matière synthétique thermoplastique définissant une matrice pour recevoir les particules (25) ou pour former les pores (32) . - Compresseur à vis selon l'une des revendications 1 à 24,
caractérisé en ce que
le compresseur à vis est un compresseur à vis sans huile, en particulier un compresseur à vis sèches. - Vis de rotor destinée à être utilisée dans un compresseur à vis selon l'une des revendications précédentes, la vis de rotor (1, 2) présentant un corps de base (24) en une ou plusieurs parties avec deux faces d'extrémité (5a, 5b, 5c, 5d) et une surface profilée (12a, 12b) s'étendant entre elles ainsi que des extrémités d'arbre (30) faisant saillie des faces frontales (5a, 5b, 5c, 5d), au moins la surface profilée (12a, 12b) étant constituée de plusieurs couches, comprenant une première couche intérieure (3) et une deuxième couche extérieure (4),
caractérisée en ce que
la première couche intérieure (3) et la deuxième couche extérieure (4) comprennent ou sont constituées toutes deux d'une matière synthétique thermoplastique,
des particules (25) ou des pores (32) facilitant un processus de rodage étant incorporés dans la deuxième couche extérieure (4) et la matière synthétique thermoplastique définissant une matrice pour recevoir les particules (25) ou pour former les pores (32). - Procédé pour appliquer un revêtement multicouche sur une surface métallique à revêtir d'une vis de rotor ou d'une chambre de compression d'un compresseur à vis, comprenant les étapes suivantes :- prétraitement de la surface métallique à revêtir,- application d'une première couche intérieure (3) qui comprend ou est formée d'une matière synthétique thermoplastique sur la surface métallique à revêtir ou sur une sous-couche qui peut être en particulier formée comme une couche de prétraitement, et- application d'une deuxième couche extérieure (4) sur la première couche intérieure (3),
la deuxième couche extérieure (4) comprenant également ou étant également formée d'une matière synthétique thermoplastique, et des particules (25) ou des pores (32) facilitant un processus de rodage étant incorporés dans la deuxième couche extérieure (4) et la matière synthétique thermoplastique définissant une matrice pour recevoir les particules (25) ou pour former les pores (32). - Procédé selon la revendication 26,
caractérisé en ce que
la première couche intérieure (3) et/ou la deuxième couche extérieure (4) sont appliquées sous forme de peinture liquide ou de peinture en poudre. - Procédé selon la revendication 27 ou 28,
caractérisé en ce que
la première couche intérieure (3) et la deuxième couche extérieure (4) sont cuites de manière à ce que la matière synthétique thermoplastique fonde. - Procédé selon l'une des revendications 27 à 29,
caractérisé en ce que
le prétraitement de la surface métallique à revêtir comprend un dégraissage et, de préférence, un conditionnement supplémentaire de la surface métallique, par exemple par abrasion de la surface, par sablage ou attaque chimique ou par application d'une couche de conversion, par exemple par phosphatage ou application d'une nanocéramique.
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17169341.9A EP3399191B1 (fr) | 2017-05-03 | 2017-05-03 | Compresseur à vis avec revêtement multi-couche des vis de rotor |
| ES17169341T ES2813051T3 (es) | 2017-05-03 | 2017-05-03 | Compresor helicoidal con revestimiento de varias capas de los tornillos de rotor |
| DE112018002311.7T DE112018002311A5 (de) | 2017-05-03 | 2018-04-26 | Schraubenverdichter mit mehrschichtiger beschichtung der rotorschrauben |
| PCT/EP2018/060673 WO2018202520A1 (fr) | 2017-05-03 | 2018-04-26 | Compresseur à vis dont les vis de rotor présentent un revêtement multicouche |
| US16/610,291 US11649823B2 (en) | 2017-05-03 | 2018-04-26 | Screw compressor with multi-layered coating of the rotor screws |
| CN201880028981.7A CN110621880B (zh) | 2017-05-03 | 2018-04-26 | 具有多层涂布的转子螺杆的螺杆压缩机 |
| US18/296,163 US12031537B2 (en) | 2017-05-03 | 2023-04-05 | Screw compressor with multi-layered coating of the rotor screws |
| US18/676,650 US20240309869A1 (en) | 2017-05-03 | 2024-05-29 | Screw compressor with multi-layered coating of the rotor screws |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17169341.9A EP3399191B1 (fr) | 2017-05-03 | 2017-05-03 | Compresseur à vis avec revêtement multi-couche des vis de rotor |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3399191A1 EP3399191A1 (fr) | 2018-11-07 |
| EP3399191B1 true EP3399191B1 (fr) | 2020-05-27 |
Family
ID=58671435
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17169341.9A Active EP3399191B1 (fr) | 2017-05-03 | 2017-05-03 | Compresseur à vis avec revêtement multi-couche des vis de rotor |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US11649823B2 (fr) |
| EP (1) | EP3399191B1 (fr) |
| CN (1) | CN110621880B (fr) |
| DE (1) | DE112018002311A5 (fr) |
| ES (1) | ES2813051T3 (fr) |
| WO (1) | WO2018202520A1 (fr) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2813051T3 (es) | 2017-05-03 | 2021-03-22 | Kaeser Kompressoren Se | Compresor helicoidal con revestimiento de varias capas de los tornillos de rotor |
| BE1027351B1 (nl) * | 2019-06-24 | 2021-10-14 | Atlas Copco Airpower Nv | Werkwijze voor het vervaardigen van machineonderdelen zoals, maar niet gelimiteerd tot compressors, expanders, of vacuümpompdelen en machinedelen vervaardigd door de werkwijze |
| CN110848137B (zh) * | 2019-11-06 | 2023-11-10 | 珠海格力电器股份有限公司 | 一种零间隙螺杆转子及其制备方法 |
| US11668304B2 (en) * | 2020-02-27 | 2023-06-06 | Gardner Denver, Inc. | Low coefficient of expansion rotors for vacuum boosters |
| US11746782B2 (en) | 2020-04-03 | 2023-09-05 | Gardner Denver, Inc. | Low coefficient of expansion rotors for blowers |
| CN112780551A (zh) * | 2021-02-26 | 2021-05-11 | 珠海格力电器股份有限公司 | 转子组件、压缩机和空调 |
| CN114011684A (zh) * | 2021-09-17 | 2022-02-08 | 珠海格力电器股份有限公司 | 一种螺杆压缩机耐磨涂层的制备方法和螺杆压缩机 |
| CN113980544A (zh) * | 2021-09-17 | 2022-01-28 | 格力电器(武汉)有限公司 | 一种螺杆压缩机转子复合涂层及其制备方法和螺杆压缩机 |
| CN115059613A (zh) * | 2022-06-10 | 2022-09-16 | 珠海格力电器股份有限公司 | 转子结构及其制备方法、压缩机和空调器 |
| BE1030692B1 (nl) * | 2022-07-06 | 2024-02-05 | Atlas Copco Airpower Nv | Werkwijze voor het behandelen van een oppervlak van een onderdeel van een inrichting voor het samenpersen of expanderen van een gas |
| DE102022121273A1 (de) * | 2022-08-23 | 2024-02-29 | Acs Coating Systems Gmbh | Pulvermischung für Teflon freie Antihaftbeschichtung |
Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3502453A (en) | 1968-08-22 | 1970-03-24 | Minnesota Mining & Mfg | Abrasive article containing hollow spherules filled with lubricant |
| GB1440550A (en) | 1973-11-28 | 1976-06-23 | Rhone Poulenc Sa | Compositions for the manufacture of articles which have a low coefficient of friction when hot |
| US4077922A (en) | 1973-08-20 | 1978-03-07 | The Upjohn Company | Novel compositions |
| US4466785A (en) | 1982-11-18 | 1984-08-21 | Ingersoll-Rand Company | Clearance-controlling means comprising abradable layer and abrasive layer |
| EP0255870A2 (fr) | 1986-07-04 | 1988-02-17 | Moplefan S.p.A. | Pellicule de polyoléfine revêtue |
| US5364250A (en) | 1992-09-18 | 1994-11-15 | Hitachi, Ltd. | Oil-free screw compressor and method of manufacture |
| US5554020A (en) | 1994-10-07 | 1996-09-10 | Ford Motor Company | Solid lubricant coating for fluid pump or compressor |
| KR19980061640A (ko) | 1996-12-31 | 1998-10-07 | 장용균 | 폴리에스테르 필름 및 그의 제조방법 |
| ES1052890U (es) | 2002-04-18 | 2003-03-01 | Nuova Roma S L | Dispositivo para el pulido y desbastado de superficies metalicas o de material de alta dureza, ya sean lisas o irregulares; mediante mezcla de abrasivo y material de soporte. |
| US20030126733A1 (en) | 2002-01-07 | 2003-07-10 | Bush James W. | Method to rough size coated components for easy assembly |
| CN101096079A (zh) | 2006-06-29 | 2008-01-02 | 四川省三台县固锐实业有限责任公司 | 树脂砂轮及其生产方法 |
| WO2008088600A1 (fr) | 2006-10-30 | 2008-07-24 | Suman Andrew W | Lubrifiant à pellicule sèche abradable et son procédé d'application et article fabriqué avec ledit lubrifiant |
| US20080248269A1 (en) | 2004-07-09 | 2008-10-09 | Nobuhiro Shibuya | Slide Member for Compressor |
| US20120100029A1 (en) | 2010-10-26 | 2012-04-26 | Yukiko Ikeda | Screw compressor |
| CN103216447A (zh) | 2013-04-11 | 2013-07-24 | 上海亿霖润滑材料有限公司 | 螺杆式压缩机的减摩涂覆层和方法 |
| US20140023540A1 (en) | 2012-07-23 | 2014-01-23 | Emerson Climate Technologies, Inc. | Anti-wear coatings for scroll compressor wear surfaces |
| US20150003996A1 (en) | 2013-07-01 | 2015-01-01 | General Electric Company | Fluorinated polymer based coatings and methods for applying the same |
| US20150300340A1 (en) | 2012-11-12 | 2015-10-22 | Panasonic Corporation | Contact member, slide member, compressor comprising contact member or slide member, and manufacturing method of compressor |
| WO2016013558A1 (fr) | 2014-07-23 | 2016-01-28 | Ntn株式会社 | Patin hémisphérique pour compresseur à plateau oscillant, et compresseur à plateau oscillant |
| US20160169009A1 (en) | 2013-08-30 | 2016-06-16 | Kabushiki Kaisha Toshiba | Erosion resistant material and turbine blade |
| CN105710789A (zh) | 2016-04-29 | 2016-06-29 | 谢泽 | 一种抛磨轮及其制备方法 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB578057A (en) * | 1944-04-05 | 1946-06-13 | Stothert & Pitt Ltd | Improvements in screw displacement pumps |
| GB678057A (en) | 1950-06-06 | 1952-08-27 | Leonard Cosens | Improvements in or relating to jigs for the grinding of lathe and like cutting tools |
| US4056478A (en) | 1973-10-04 | 1977-11-01 | Sargent Industries, Inc. | Bearing material employing frangible microcapsules containing lubricant |
| US4847135A (en) * | 1986-01-21 | 1989-07-11 | Kolbenschmidt Aktiengesellschaft | Composite material for sliding surface bearings |
| SE470337B (sv) * | 1986-09-05 | 1994-01-24 | Svenska Rotor Maskiner Ab | Rotor till en skruvrotormaskin samt förfarande för dess tillverkning |
| JPH0710965B2 (ja) | 1989-12-08 | 1995-02-08 | トヨタ自動車株式会社 | 間隙調整皮膜層用コーティング材料 |
| JPH03290086A (ja) * | 1990-04-06 | 1991-12-19 | Hitachi Ltd | スクリュ式回転機械と該機械のロータ表面処理方法およびドライ方式のスクリュ式回転機械と該機械のロータ表面処理方法 |
| US5401149A (en) * | 1992-09-11 | 1995-03-28 | Hitachi, Ltd. | Package-type screw compressor having coated rotors |
| JP3740178B2 (ja) | 1994-10-31 | 2006-02-01 | 株式会社日立製作所 | スクリュウロータ及びスクリュウ式圧縮機並びにその製法 |
| DE19922583A1 (de) | 1998-05-18 | 2000-02-03 | Fraunhofer Ges Forschung | Reibungsbeanspruchtes Kunststoffbauteil |
| JP2000034991A (ja) * | 1998-07-16 | 2000-02-02 | Mitsui Seiki Kogyo Co Ltd | オイルフリー圧縮機,水ポンプ等の構成部材の表面処理方法 |
| JP2001140893A (ja) * | 1999-11-09 | 2001-05-22 | Daido Metal Co Ltd | 複層樹脂摺動材 |
| US6506037B1 (en) * | 1999-11-17 | 2003-01-14 | Carrier Corporation | Screw machine |
| CN1615184A (zh) * | 2002-01-23 | 2005-05-11 | 开利公司 | 对涂覆部件进行粗平整以便于组装的方法 |
| US7703983B2 (en) * | 2004-06-10 | 2010-04-27 | Ntn Corporation | Sliding material and sliding bearing |
| US7726286B2 (en) * | 2007-05-21 | 2010-06-01 | Gm Global Technology Operations, Inc. | Housing for a supercharger assembly |
| US20110076480A1 (en) * | 2009-09-30 | 2011-03-31 | Andrew Jay Skoog | Strain tolerant corrosion protective coating compositions and coated articles |
| JP2012233087A (ja) | 2011-05-02 | 2012-11-29 | Three M Innovative Properties Co | ガラス微小中空球含有熱可塑性樹脂複合体 |
| US9163739B2 (en) * | 2011-07-22 | 2015-10-20 | Vetco Gray Inc. | High temperature coating resistant to damage from decompression |
| EP2581404A1 (fr) * | 2011-10-11 | 2013-04-17 | Basf Se | Masse de formage thermoplastique et pièces de formage ainsi fabriquées dotées d'une résistance à l'usure améliorée |
| EP2615307B1 (fr) * | 2012-01-12 | 2019-08-21 | Vacuubrand Gmbh + Co Kg | Pompe à vide à vis |
| US8889052B2 (en) * | 2012-01-13 | 2014-11-18 | Gentex Optics, Inc. | Uncoated, corrosion resistant resin delivery system |
| CA2773197A1 (fr) | 2012-03-27 | 2013-09-27 | Yundong Li | Outils electroplaques comportant des particules abrasives liees chimiquement et deliberement placees et leurs methodes de fabrication |
| DE102012208345A1 (de) * | 2012-05-18 | 2013-11-21 | Ks Gleitlager Gmbh | Gleitlagerverbundwerkstoff |
| US9435340B2 (en) | 2012-11-30 | 2016-09-06 | Emerson Climate Technologies, Inc. | Scroll compressor with variable volume ratio port in orbiting scroll |
| ITMI20130452A1 (it) | 2013-03-26 | 2014-09-27 | Riem Service S R L | Processo per la rigenerazione del gruppo pompante di un compressore volumetrico a vite del tipo "oil-free". |
| GB2513867A (en) | 2013-05-07 | 2014-11-12 | Mahle Int Gmbh | Sliding engine component |
| CN205036551U (zh) * | 2015-08-02 | 2016-02-17 | 衢州市易凡设计有限公司 | 一种内部多槽的胶粘层填充的左旋阳螺杆轴 |
| ES2813051T3 (es) | 2017-05-03 | 2021-03-22 | Kaeser Kompressoren Se | Compresor helicoidal con revestimiento de varias capas de los tornillos de rotor |
-
2017
- 2017-05-03 ES ES17169341T patent/ES2813051T3/es active Active
- 2017-05-03 EP EP17169341.9A patent/EP3399191B1/fr active Active
-
2018
- 2018-04-26 US US16/610,291 patent/US11649823B2/en active Active
- 2018-04-26 DE DE112018002311.7T patent/DE112018002311A5/de active Pending
- 2018-04-26 CN CN201880028981.7A patent/CN110621880B/zh active Active
- 2018-04-26 WO PCT/EP2018/060673 patent/WO2018202520A1/fr active Application Filing
-
2023
- 2023-04-05 US US18/296,163 patent/US12031537B2/en active Active
-
2024
- 2024-05-29 US US18/676,650 patent/US20240309869A1/en active Pending
Patent Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3502453A (en) | 1968-08-22 | 1970-03-24 | Minnesota Mining & Mfg | Abrasive article containing hollow spherules filled with lubricant |
| US4077922A (en) | 1973-08-20 | 1978-03-07 | The Upjohn Company | Novel compositions |
| GB1440550A (en) | 1973-11-28 | 1976-06-23 | Rhone Poulenc Sa | Compositions for the manufacture of articles which have a low coefficient of friction when hot |
| US4466785A (en) | 1982-11-18 | 1984-08-21 | Ingersoll-Rand Company | Clearance-controlling means comprising abradable layer and abrasive layer |
| EP0255870A2 (fr) | 1986-07-04 | 1988-02-17 | Moplefan S.p.A. | Pellicule de polyoléfine revêtue |
| US5364250A (en) | 1992-09-18 | 1994-11-15 | Hitachi, Ltd. | Oil-free screw compressor and method of manufacture |
| US5554020A (en) | 1994-10-07 | 1996-09-10 | Ford Motor Company | Solid lubricant coating for fluid pump or compressor |
| KR19980061640A (ko) | 1996-12-31 | 1998-10-07 | 장용균 | 폴리에스테르 필름 및 그의 제조방법 |
| US20030126733A1 (en) | 2002-01-07 | 2003-07-10 | Bush James W. | Method to rough size coated components for easy assembly |
| ES1052890U (es) | 2002-04-18 | 2003-03-01 | Nuova Roma S L | Dispositivo para el pulido y desbastado de superficies metalicas o de material de alta dureza, ya sean lisas o irregulares; mediante mezcla de abrasivo y material de soporte. |
| US20080248269A1 (en) | 2004-07-09 | 2008-10-09 | Nobuhiro Shibuya | Slide Member for Compressor |
| CN101096079A (zh) | 2006-06-29 | 2008-01-02 | 四川省三台县固锐实业有限责任公司 | 树脂砂轮及其生产方法 |
| WO2008088600A1 (fr) | 2006-10-30 | 2008-07-24 | Suman Andrew W | Lubrifiant à pellicule sèche abradable et son procédé d'application et article fabriqué avec ledit lubrifiant |
| US20120100029A1 (en) | 2010-10-26 | 2012-04-26 | Yukiko Ikeda | Screw compressor |
| US20140023540A1 (en) | 2012-07-23 | 2014-01-23 | Emerson Climate Technologies, Inc. | Anti-wear coatings for scroll compressor wear surfaces |
| US20150300340A1 (en) | 2012-11-12 | 2015-10-22 | Panasonic Corporation | Contact member, slide member, compressor comprising contact member or slide member, and manufacturing method of compressor |
| CN103216447A (zh) | 2013-04-11 | 2013-07-24 | 上海亿霖润滑材料有限公司 | 螺杆式压缩机的减摩涂覆层和方法 |
| US20150003996A1 (en) | 2013-07-01 | 2015-01-01 | General Electric Company | Fluorinated polymer based coatings and methods for applying the same |
| US20160169009A1 (en) | 2013-08-30 | 2016-06-16 | Kabushiki Kaisha Toshiba | Erosion resistant material and turbine blade |
| WO2016013558A1 (fr) | 2014-07-23 | 2016-01-28 | Ntn株式会社 | Patin hémisphérique pour compresseur à plateau oscillant, et compresseur à plateau oscillant |
| CN105710789A (zh) | 2016-04-29 | 2016-06-29 | 谢泽 | 一种抛磨轮及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11649823B2 (en) | 2023-05-16 |
| ES2813051T3 (es) | 2021-03-22 |
| US20200240411A1 (en) | 2020-07-30 |
| US20240309869A1 (en) | 2024-09-19 |
| CN110621880B (zh) | 2021-08-27 |
| DE112018002311A5 (de) | 2020-01-23 |
| US12031537B2 (en) | 2024-07-09 |
| CN110621880A (zh) | 2019-12-27 |
| EP3399191A1 (fr) | 2018-11-07 |
| US20230258180A1 (en) | 2023-08-17 |
| WO2018202520A1 (fr) | 2018-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3399191B1 (fr) | Compresseur à vis avec revêtement multi-couche des vis de rotor | |
| EP1951443B1 (fr) | Composant, en particulier une pièce moulée comprenant un revêtement | |
| DE102010009083B4 (de) | Vakuumpumpe | |
| DE102008024307A1 (de) | Verdichter | |
| EP3153706B1 (fr) | Pompe | |
| EP1710216A9 (fr) | Matériau et méthode de revêtement thermique, couche de surface, et compresseur avec une couche de surface de ce matériau | |
| EP0281654B1 (fr) | Machine à deux arbres | |
| WO2021083568A1 (fr) | Pompe à liquide de refroidissement à joint d'interstice amélioré | |
| DE102020101315B4 (de) | Orbiter-Vakuumpumpe mit optimierter Lagerung | |
| DE69213597T2 (de) | Kältemittelverdichter unter Verwendung der Kältemittel HFC134a und HFC152a | |
| EP3940234B1 (fr) | Pompe et procédé de fabrication d'une couche antifriction | |
| WO2010015501A1 (fr) | Utilisation d'un palier à roulement pour supporter des composants rotatifs dans des appareils à vide et appareil à vide | |
| DE10225774C1 (de) | Vakuumpumpe | |
| DE102017102645B4 (de) | Kältemittel-Scrollverdichter für die Verwendung innerhalb einer Wärmepumpe | |
| DE3124247C1 (de) | Schraubenverdichter | |
| DE102020101312B3 (de) | Trockenlauffähige Orbiter-Vakuumpumpe | |
| EP3617512B1 (fr) | Pompe à vide du distributeur rotatif | |
| WO2003081048A1 (fr) | Pompe a excentrique et procede permettant de faire fonctionner ladite pompe | |
| WO2001023790A1 (fr) | Etancheification d'arbre, notamment pour un compresseur a pistons axiaux | |
| EP3580455B1 (fr) | Pompe à vide sans huile dotée d'un piston prismatique et compresseur correspondant | |
| EP2963299B1 (fr) | Procede d'etancheification de vapeur et compresseur de vapeur | |
| EP3737863A1 (fr) | Compresseur | |
| EP1591700B1 (fr) | Garniture mécanique d'étanchéité et méthode d'assemblage d'une telle garniture | |
| EP3418568A1 (fr) | Piston de l'unité d'entraînement d'un compresseur frigorifique | |
| DE102016112470A1 (de) | Pulverdrehdurchführung mit Spülkammer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190502 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191212 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1274825 Country of ref document: AT Kind code of ref document: T Effective date: 20200615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017005419 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FELBER UND PARTNER AG, CH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200828 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200827 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200927 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200928 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502017005419 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2813051 Country of ref document: ES Kind code of ref document: T3 Effective date: 20210322 |
|
| 26 | Opposition filed |
Opponent name: ATLAS COPCO AIRPOWER N.V. Effective date: 20210301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210503 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210503 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20240520 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240531 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240602 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240610 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240521 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240527 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20240416 Year of fee payment: 8 Ref country code: BE Payment date: 20240527 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240524 Year of fee payment: 8 |