EP3399191B1 - Screw compressor with multilayer rotor screw coating - Google Patents
Screw compressor with multilayer rotor screw coating Download PDFInfo
- Publication number
- EP3399191B1 EP3399191B1 EP17169341.9A EP17169341A EP3399191B1 EP 3399191 B1 EP3399191 B1 EP 3399191B1 EP 17169341 A EP17169341 A EP 17169341A EP 3399191 B1 EP3399191 B1 EP 3399191B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- outer layer
- rotor
- particles
- screw compressor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000576 coating method Methods 0.000 title claims description 64
- 239000011248 coating agent Substances 0.000 title claims description 56
- 239000002245 particle Substances 0.000 claims description 88
- 238000000034 method Methods 0.000 claims description 63
- 230000008569 process Effects 0.000 claims description 51
- 229920002530 polyetherether ketone Polymers 0.000 claims description 49
- 238000007906 compression Methods 0.000 claims description 48
- 230000006835 compression Effects 0.000 claims description 45
- 239000011148 porous material Substances 0.000 claims description 43
- 239000012815 thermoplastic material Substances 0.000 claims description 31
- 239000011159 matrix material Substances 0.000 claims description 27
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 20
- 239000010439 graphite Substances 0.000 claims description 15
- 229910002804 graphite Inorganic materials 0.000 claims description 15
- 239000000126 substance Substances 0.000 claims description 15
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 14
- 239000003973 paint Substances 0.000 claims description 14
- 239000000843 powder Substances 0.000 claims description 14
- 238000005260 corrosion Methods 0.000 claims description 13
- 230000007797 corrosion Effects 0.000 claims description 13
- 229920006260 polyaryletherketone Polymers 0.000 claims description 13
- 230000001360 synchronised effect Effects 0.000 claims description 13
- 229920000642 polymer Polymers 0.000 claims description 12
- 239000004696 Poly ether ether ketone Substances 0.000 claims description 11
- 239000011521 glass Substances 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 11
- 239000005388 borosilicate glass Substances 0.000 claims description 10
- 229920006258 high performance thermoplastic Polymers 0.000 claims description 10
- 230000001050 lubricating effect Effects 0.000 claims description 8
- 239000004005 microsphere Substances 0.000 claims description 8
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims description 7
- 239000004810 polytetrafluoroethylene Substances 0.000 claims description 7
- 239000000377 silicon dioxide Substances 0.000 claims description 7
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 claims description 6
- 239000002041 carbon nanotube Substances 0.000 claims description 5
- 229910021393 carbon nanotube Inorganic materials 0.000 claims description 5
- -1 polytetrafluoroethylene Polymers 0.000 claims description 5
- 235000012239 silicon dioxide Nutrition 0.000 claims description 5
- 239000000454 talc Substances 0.000 claims description 5
- 229910052623 talc Inorganic materials 0.000 claims description 5
- 229910000831 Steel Inorganic materials 0.000 claims description 4
- 238000005238 degreasing Methods 0.000 claims description 4
- 229920002313 fluoropolymer Polymers 0.000 claims description 4
- 239000004811 fluoropolymer Substances 0.000 claims description 4
- 239000010959 steel Substances 0.000 claims description 4
- 229910052582 BN Inorganic materials 0.000 claims description 3
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 3
- 229910001018 Cast iron Inorganic materials 0.000 claims description 3
- 238000005422 blasting Methods 0.000 claims description 3
- 238000006243 chemical reaction Methods 0.000 claims description 3
- 229920001774 Perfluoroether Polymers 0.000 claims description 2
- 230000003750 conditioning effect Effects 0.000 claims description 2
- 238000005530 etching Methods 0.000 claims description 2
- 239000000155 melt Substances 0.000 claims description 2
- 238000002844 melting Methods 0.000 claims description 2
- 230000008018 melting Effects 0.000 claims description 2
- 238000007788 roughening Methods 0.000 claims description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims description 2
- 230000001737 promoting effect Effects 0.000 claims 9
- 239000004812 Fluorinated ethylene propylene Substances 0.000 claims 2
- 229920009441 perflouroethylene propylene Polymers 0.000 claims 2
- 230000003628 erosive effect Effects 0.000 claims 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 claims 1
- 235000012222 talc Nutrition 0.000 claims 1
- 239000010410 layer Substances 0.000 description 265
- 229920001169 thermoplastic Polymers 0.000 description 45
- 239000004416 thermosoftening plastic Substances 0.000 description 43
- 239000003570 air Substances 0.000 description 28
- 239000003921 oil Substances 0.000 description 15
- 238000007789 sealing Methods 0.000 description 15
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 15
- 239000011230 binding agent Substances 0.000 description 12
- 239000004033 plastic Substances 0.000 description 9
- 229920003023 plastic Polymers 0.000 description 9
- 239000007789 gas Substances 0.000 description 8
- 230000001965 increasing effect Effects 0.000 description 7
- 239000000314 lubricant Substances 0.000 description 7
- 239000011257 shell material Substances 0.000 description 7
- 230000008901 benefit Effects 0.000 description 5
- QXJJQWWVWRCVQT-UHFFFAOYSA-K calcium;sodium;phosphate Chemical compound [Na+].[Ca+2].[O-]P([O-])([O-])=O QXJJQWWVWRCVQT-UHFFFAOYSA-K 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 239000012855 volatile organic compound Substances 0.000 description 5
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 4
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000002609 medium Substances 0.000 description 4
- 229920001643 poly(ether ketone) Polymers 0.000 description 4
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 3
- 229910004298 SiO 2 Inorganic materials 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 239000002270 dispersing agent Substances 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 239000003094 microcapsule Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 239000000725 suspension Substances 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910001060 Gray iron Inorganic materials 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 238000005054 agglomeration Methods 0.000 description 2
- 230000002776 aggregation Effects 0.000 description 2
- 230000000711 cancerogenic effect Effects 0.000 description 2
- 231100000315 carcinogenic Toxicity 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 210000000887 face Anatomy 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 235000013305 food Nutrition 0.000 description 2
- 210000001035 gastrointestinal tract Anatomy 0.000 description 2
- 230000036541 health Effects 0.000 description 2
- 238000010348 incorporation Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 150000002576 ketones Chemical class 0.000 description 2
- 239000004922 lacquer Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000000197 pyrolysis Methods 0.000 description 2
- 238000005488 sandblasting Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000004604 Blowing Agent Substances 0.000 description 1
- 240000003517 Elaeocarpus dentatus Species 0.000 description 1
- 241000208125 Nicotiana Species 0.000 description 1
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 229920008285 Poly(ether ketone) PEK Polymers 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000004480 active ingredient Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- VXAUWWUXCIMFIM-UHFFFAOYSA-M aluminum;oxygen(2-);hydroxide Chemical compound [OH-].[O-2].[Al+3] VXAUWWUXCIMFIM-UHFFFAOYSA-M 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 239000012736 aqueous medium Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000011982 device technology Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000007786 electrostatic charging Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000003912 environmental pollution Methods 0.000 description 1
- 125000001033 ether group Chemical group 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- MSKQYWJTFPOQAV-UHFFFAOYSA-N fluoroethene;prop-1-ene Chemical group CC=C.FC=C MSKQYWJTFPOQAV-UHFFFAOYSA-N 0.000 description 1
- 239000004446 fluoropolymer coating Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 210000001061 forehead Anatomy 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910052961 molybdenite Inorganic materials 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
- 238000009419 refurbishment Methods 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000005494 tarnishing Methods 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images











Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/08—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C18/12—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type
- F04C18/14—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons
- F04C18/16—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons with helical teeth, e.g. chevron-shaped, screw type
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/08—Rotary-piston pumps specially adapted for elastic fluids of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C18/082—Details specially related to intermeshing engagement type pumps
- F04C18/084—Toothed wheels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2230/00—Manufacture
- F04C2230/90—Improving properties of machine parts
- F04C2230/91—Coating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/20—Rotors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/30—Casings or housings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2240/00—Components
- F04C2240/50—Bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C27/00—Sealing arrangements in rotary-piston pumps specially adapted for elastic fluids
- F04C27/008—Sealing arrangements in rotary-piston pumps specially adapted for elastic fluids for other than working fluid, i.e. the sealing arrangements are not between working chambers of the machine
- F04C27/009—Shaft sealings specially adapted for pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2225/00—Synthetic polymers, e.g. plastics; Rubber
- F05C2225/08—Thermoplastics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2253/00—Other material characteristics; Treatment of material
- F05C2253/18—Filler
Definitions
- the invention relates to a screw compressor comprising a compressor housing with two rotor screws, which are mounted axially parallel therein and mesh with one another in a compression chamber, can be driven by a drive and are synchronized with one another in terms of their rotational movement, the rotor screws each having a one-part or multi-part base body with two end faces and one in between have profile surface and projecting over the end faces shaft ends, according to the preamble of claim 1, and a rotor screw according to the features of claim 26, and a method for applying a multilayer coating on a metallic surface of a rotor screw or a compression chamber of a screw compressor according to the features of Claim 27. Screw machines, whether as screw compressors or as screw expanders, have been in practical use for several decades.
- Screw machines generally have two rotor screws arranged axially parallel to one another, one of which defines a main rotor and the other a secondary rotor.
- the rotor screws each have a one-part or multi-part base body with two end faces and a profile surface running between them, and two shaft ends projecting above the end faces.
- the rotor screws mesh with corresponding helical teeth. Between the teeth and a compressor housing, several successive working chambers are formed by the tooth space volumes. Starting from a suction area, as the rotor screws rotate, the working chamber in question is first closed and then continuously reduced in volume, so that the medium is compressed. Finally, as the rotation progresses, the working chamber is opened to a print window and the medium is pushed out into the print window.
- This internal compression process differentiates screw machines designed as screw compressors from Roots blowers that work without internal compression.
- the meshing of the two rotor screws defines a pitch circle both for the rotor screw designed as a main rotor and for the rotor screw designed as a secondary rotor.
- the pitch circles can be represented in an end section of the toothing and it can be seen in such a representation that the pitch circles roll against one another when the rotor screws move.
- the circumferential speeds of the rotor screw designed as the main rotor and the rotor screw designed as the secondary rotor are identical, i.e. there is no relative speed between the two rotor screws in this area. However, the farther away radially within the profile surface from the pitch circles, the greater the relative speeds.
- Screw machines can be used in addition to the function already mentioned as a vacuum pump or as a screw expander in various fields of technology as a compressor.
- a particularly preferred area of application lies in the compression of gases such as air or inert gases (helium, nitrogen, argon, ).
- gases such as air or inert gases (helium, nitrogen, argon, ).
- air or inert gases helium, nitrogen, argon, .
- a fluid-injected compression in particular an oil- or water-injected compression
- a screw machine in particular a screw compressor
- oil-free compression no oil is injected into the compression chamber for cooling and lubrication.
- the compressed air does not come into contact with oil during the compression process.
- screw compressors are sometimes referred to as screw blowers.
- the invention relates to an oil-free, in particular dry compression.
- Typical pressure ratios for dry compression can be between 1.1 and approx. 10, the pressure ratio being the ratio of the discharge pressure to the suction pressure.
- the compression can take place in one or more stages.
- Achievable final pressures can be, for example, in a range from 1.1 bar to approx. 10 bar, in particular with one- or two-stage compression.
- pressure information in "bar" is also referred to at this point or subsequently in the present application, such pressure information relates in each case to absolute pressures.
- the invention relates to screw machines, in particular screw compressors, the rotor screws of which are not intended to be synchronized by profile engagement between the two rotor screws, but externally, for example by a synchronous gear on the shaft ends or by separate and electronically synchronized rotor drives.
- screw machines in particular screw compressors, the rotor screws of which are not intended to be synchronized by profile engagement between the two rotor screws, but externally, for example by a synchronous gear on the shaft ends or by separate and electronically synchronized rotor drives.
- rotor contact only occurs temporarily, for example due to geometric deviations in the target contour of the rotor screw or rotor screws or due to thermal differential expansions, and is eliminated by removing material from a coating provided on the rotor screws at the contact and friction points. This removal of a temporary contact between the rotor screws is done in one running-in process.
- Rotor screws are mostly made of steel or cast iron.
- the compressor housing is typically made of gray cast iron poured.
- the gap between the rotor screws is realized in that both rotor screws are operated synchronized, for example by a synchronous gear or by separate, electronically synchronized rotor drives.
- the gaps should be as small as possible in order to minimize backflows of the compressed air into previous working chambers (i.e. against the conveying direction).
- the more backflow occurs the higher the internal losses and the poorer the efficiency of the screw machine.
- the compression end temperature rises significantly with increasing backflow, which leads to greater thermal expansions of the rotor screws and the compressor housing.
- the higher thermal expansion in turn increases the risk of tarnishing, i.e. there is a self-reinforcing effect.
- the column should also be large enough to ensure the required operational safety. If metallic surfaces come into contact at high relative speeds, this leads to high heat input and thermal expansion and ultimately also to component seizure, as already described above.
- the thermal expansion due to high compression temperatures and the deflection of the rotor screws due to the pressure in the working chambers must therefore also be taken into account in addition to the manufacturing tolerances.
- the EP 2 784 324 A1 describes the composition of a coating that is used in the refurbishment or overhaul of the rotor screws of a dry-running screw compressor. The worn coating on the rotor screws is removed and replaced with a new coating.
- This coating consists of PTFE (specifically Teflon 954G 303), graphite and other solvents or thinners.
- substance 954G 303 is only suitable for long-term use temperatures of 150 ° C.
- the substance 954G 303 as well as other components of the recipe given in the prior art bring with them solvents which are extremely problematic in processing.
- the substance 954G 303 is not food-safe and therefore not FDA-compliant. Rather, it is suspected of being carcinogenic.
- the coating proposed in the prior art offers only limited corrosion protection because a layer is applied which contains a comparatively large amount of graphite. If this relatively soft layer is damaged, for example by scratches, the metallic base body of the rotor screw is exposed locally and there is a risk of corrosion.
- a coating of a high-performance thermoplastic (eg PEEK) as well as a first solid lubricant (eg MoS2) and a second solid lubricant (eg PTFE or graphite) is proposed.
- a high-performance thermoplastic eg PEEK
- a first solid lubricant eg MoS2
- a second solid lubricant eg PTFE or graphite
- the coating according to the prior art provides for the coated surfaces to be in constant frictional contact with one another.
- the invention sets itself the task of specifying a coating for an oil-free screw compressor with comparatively high rotational speeds of the rotor screws and a desired gap between the rotor screws with one another or between the rotor screws and a compressor housing, which avoids the disadvantages in the prior art and at the same time adjusts itself to a sufficiently small gap distance in one running-in process.
- this object is achieved by a screw compressor, in particular an oil-free screw compressor, according to the features of patent claim 1, a rotor screw according to the features of patent claim 26 and in terms of process technology with a sequence according to the features of patent claim 27.
- Advantageous further developments are specified in the subclaims.
- a key concept of the present invention is that in the case of a screw compressor or a rotor screw, at least the profile surface of the rotor screw is formed in multiple layers, comprising a first, inner layer and a second, outer layer, the first, inner layer and the second, outer layer Layer both comprise or are formed from a thermoplastic, wherein particles or pores supporting a run-in process are embedded in the second, outer layer and the thermoplastic defines a matrix for receiving the particles or for forming the pores.
- the formation of the profile surface as a multi-layer layer allows the provision of partial layers with different properties.
- a special consideration can be seen in the fact that the second, outer layer is designed to be partially or almost completely removed in one run-in process, so that the profile surfaces of the interlocking rotor screws are optimally adjusted to one another, namely under the specific conditions on site, ie under the given pressure conditions, temperature conditions, etc.
- the second, outer layer is more or less a self-adjusting layer.
- the materials are preferably selected such that the removal of material or the contact of the compressed air with the first, inner layer and / or the second, outer layer is harmless even in food processing applications, i.e. the materials are food-compatible or FDA-compliant.
- a thermoplastic is therefore generally used.
- the thermoplastic is preferably a partially crystalline thermoplastic.
- Semi-crystalline thermoplastics are characterized by high fatigue strength, good chemical resistance and good sliding behavior. They are also very wear-resistant.
- thermoplastic polyphenylene sulfide (PPS) and polyamides (PA), in particular PA11 or PA12, as thermoplastic is also possible.
- PPS polyphenylene sulfide
- PA polyamides
- the thermoplastic base substance further preferably generally comprises a polyaryl ether ketone (PAEK) for forming the first, inner layer and for forming the second, outer layer, or is at least essentially formed from PAEK.
- PAEK polyaryl ether ketone
- the high-performance thermoplastics can also be referred to as high-performance thermoplastic or as thermoplastic high-performance plastic.
- first, inner layer and the second, outer layer differ structurally, even if the same thermoplastic is used.
- the first, inner layer is preferably particle-free or pore-free or in any case has a smaller proportion of particles and / or pores than the second, outer layer, preferably a significantly lower proportion of particles and / or pores.
- the proportion of thermoplastic in the first, inner layer, based on the total mass, is at least 60% by weight, preferably at least 70% by weight, further preferably at least 80% by weight, further preferably at least 95% by weight preferably at least 100% by weight.
- the proportion of thermoplastic material in the second, outer layer is preferably at least 50% by weight and, when particles are used in the second, outer layer, at most 95% by weight, a minimum proportion of 5% by weight of particles, further preferably 10% by weight of particles is provided.
- the proportion of thermoplastic material in the second, outer layer can also be over 95% by weight.
- the proportion by volume of pores in the second, outer layer is preferably above 5%, further preferably above 10%, whereas the proportion of pores in the first, inner layer is below 5%, preferably below 2%.
- the first, inner layer is formed without particles or pores that support a running-in process, but at least essentially homogeneously.
- this is not an abstract theoretical homogeneity, but the first, inner layer is comparatively homogeneous in relation to the second, outer layer, which comprises particles or pores that support the running-in process and in any case has no specifically introduced inhomogeneities.
- the particles of the second, outer layer that support a running-in process comprise abrasive and / or lubricating particles.
- abrasive and / or lubricating particles it is possible to provide a second, outer layer only with abrasive particles or alternatively to provide only with lubricating particles. It is also possible to provide both abrasive and lubricating particles in the second, outer layer.
- the particles comprise hollow microspheres (microspheres), in particular made of aluminum oxide (Al 2 O 3 ), silicon dioxide (SiO 2 ), thermoplastic or glass, in particular borosilicate glass (borosilicate glass) or are formed from these.
- Hollow microspheres are very light, hollow spheres of microscopic dimensions that are filled with air or inert gas.
- the shell of the micro hollow spheres can in particular consist of one of the following materials: aluminum oxide (Al 2 O 3 ), silicon dioxide (SiO 2 ) or of glass and the latter in particular of borosilicate glass (borosilicate glass).
- An average sphere diameter is, for example, 20 ⁇ m with an average wall thickness of 0.7 ⁇ m.
- these burst during the running-in process Due to their hardness (they are much harder relative to the binder matrix of the second, outer layer), they also provide the necessary abrasion and offer local, tiny, evenly distributed points of attack for coating removal in case of frictional contact with an opposite surface, e.g.
- the opposite rotor screw whereby an undesired or harmful, large-area chipping of the layers with the respectively assigned opposite surface, such as the profile surface of an opposite rotor screw or in the event of contact between the rotor screw and the compressor housing, is avoided.
- the particles of the second, outer layer that support a running-in process have a higher hardness than the matrix defined by the thermoplastic, the hardness being measured or defined according to Shore.
- the particles of the second, outer layer that support a running-in process have a lower hardness than the matrix defined by the thermoplastic, the hardness being measured or defined according to Shore.
- the first, inner layer is connected to the second, outer layer by melting.
- the proportions of the particles based on the proportion of the thermoplastic, in particular a high-performance thermoplastic, in particular PEEK can be specified by weight and for example the particle / binder mass ratio can be stated as P / B.
- the binder is the matrix made of thermoplastic material for receiving the particles.
- Particles Graphite: 0.3 ⁇ P graphite / B ⁇ 0.75 with P graphite as the mass of the graphite.
- Particles hollow glass spheres: 0.05 ⁇ P hollow glass spheres / B ⁇ 0.5 with P hollow glass spheres as the mass of the hollow glass spheres.
- the first, inner layer defines a substantially homogeneous coating and thus a corrosion protection layer for the metallic surface covered by the first, inner layer.
- the first, inner layer can be provided as a very homogeneous layer, which thus adheres well to the metallic surface to be coated and thus offers good protection against corrosion.
- a further preferred aspect of the present invention defines the second, outer layer an infeed layer that is partially removed and / or plastically deformed in the infeed process, and thus an inlay layer that adapts to the specific operating conditions.
- the run-in layer is designed in such a way that it can adapt to the specific operating conditions and, in relation to a counter surface, can ensure that a favorable gap dimension is established.
- the particles contained in the second, outer layer comprise graphite or can be formed from graphite.
- the particles can also comprise the following materials: hexagonal boron nitride, carbon nanotubes (carbon nanotubes CNT), talc (or talc), polytetrafluoroethylene (PTFE), perfluoroalkoxy polymers (PFA), fluoroethylene propylene (FEP) and / or another fluoropolymer.
- Graphite, hexagonal boron nitride, carbon nanotubes and talc all reduce friction as a solid lubricant.
- the materials can be removed relatively well, i.e. there is a favorable running-in behavior.
- Graphite is relatively soft relative to the binder matrix.
- Talc is also comparatively soft and acts as a low-abrasive lubricant. It is also water-repellent and waterproof.
- Fluoropolymers such as PTFE, PFA, FEP (with average grain sizes of approx. 2 ⁇ m to 30 ⁇ m) also act as solid or dry lubricants. They are mixed in powder form with the thermoplastic plastic of the binder matrix, such as PEEK, and do not dissolve even with wet paint in the subsequent processes for forming the second, outer layer. They are rather soft relative to the binder matrix and therefore ensure good lubricating, sliding and non-stick properties.
- the particles can also comprise the following materials: aluminum dioxide (Al 2 O 3 ), silicon carbide (SiC), silicon dioxide (SiO 2 ) and / or glass (in particular borosilicate glass).
- pores can also be incorporated in the second outer layer.
- Pores are to be understood as cavities which have an extent of at least one, the largest dimension 1 ⁇ m.
- the incorporation of such pores in the manufacturing process can be achieved, for example, by mixing in suitable foams (for example by chemical additives which act as blowing agents).
- the pores can form an open-pore or a closed-pore structure.
- the pores advantageously have a size of at most a few micrometers and are further advantageously at least substantially homogeneously distributed within the second outer layer.
- Pore-like cavities can also be created using hollow micro spheres with a thermoplastic shell (plastic microspheres).
- the thermoplastic shell encloses a gas that expands when heat is applied and increases the volume of the hollow sphere.
- Micro hollow spheres of this type made of a plastic shell can be present as particles in expanded or non-expanded form.
- a polymer matrix with hollow particles embedded in it is sometimes referred to in the specialist literature as syntactic foam.
- functional textures can be created on the surface of the coating, in particular with plastic microspheres. This can be used to influence gap flows, for example.
- the incorporation of pores or pore-like cavities in the second, outer layer causes the second, outer layer to compress plastically to the layer thickness required in each case during the running-in process, and a relatively good gap dimensioning is thus automatically established.
- microencapsulated lubricants embedded in the second, outer layer are released under mechanical stress predominantly in the running-in phase.
- the running-in process can be lengthened, for example. There is less frictional heat and consequently a lower risk of breakouts of the second, outer layer.
- titanium dioxide TiO 2
- the layer thickness of the first, inner layer before entry is between 5 ⁇ m and 50 ⁇ m.
- the first, inner layer can also be applied in several layers, for example two layers of 25 ⁇ m each, in order to achieve a total layer thickness of 50 ⁇ m for the first, inner layer.
- the layer thickness is always the dry layer thickness (DFT, Dry Film Thickness).
- the layer thickness of the second, outer layer before running in is preferably 10 ⁇ m to 120 ⁇ m.
- the dry film thickness (DFT) is also addressed here.
- the second, outer layer can also be applied in several layers. It is advantageous to make the layer thickness the thicker the larger the diameter of the rotor screws.
- the total layer thickness of the first, inner layer and second, outer layer can therefore preferably be in a range from 15 ⁇ m to 170 ⁇ m.
- the gaps and layer thicknesses are ideally matched to one another in such a way that there is minimal play between the rotor screws and between the rotor screws and the compressor housing when the rotor screws are installed in the compressor housing.
- the assembled rotor screws should just be able to be turned against each other. If the layer thickness is so large that there is an oversize, the rotor screws can only be installed in the housing with the application of force and force.
- the play during assembly is advantageous because then the rotor screws defined, for example via a synchronous gear, can be synchronized.
- the relative angle of rotation of the rotor screws to each other is permanently fixed.
- the second, outer layer adheres better to the first, inner layer than directly to the metallic surface of the component to be coated, for example to the base body of the rotor screw.
- the thermoplastic, for example the PEEK of the second layer merges with the thermoplastic, for example the PEEK, of the first layer.
- the proportion of particles increases, the proportion of thermoplastic plastic in the binder matrix, in particular the proportion of PEEK, decreases accordingly.
- the function of the thermoplastic, in particular PEEK, as a binder matrix is also weakened.
- the compression temperature leads to thermal expansion and bending of the rotor screws and subsequently to the rotating rotor screws and between the rotating rotor screws and the stationary compressor housing.
- the second, outer layer is partially removed.
- the rotor screws shrink, locally to different degrees, and only where components touch.
- the second, outer layer is removed in different sizes, in part.
- this removal is referred to as the running-in process and should only take place in the second, outer layer, the running-in layer.
- the running-in process essentially only takes place once, when the screw compressor is started up for the first time.
- a variable-speed drive eg permanent magnet motor or synchronous reluctance motor
- a variable-speed drive eg permanent magnet motor or synchronous reluctance motor
- This enables the drive speed to be defined during the running-in process and increased in time up to the maximum intended operating speed.
- a fixed speed drive e.g. with a conventional asynchronous motor without a frequency converter
- the running-in process can take place, for example, on a separate running-in test bench.
- the entire machine (screw machine including drive, etc.) is advantageously already equipped with a variable-speed drive, so that the running-in process can take place during the initial start-up of the machine intended for the customer.
- the elaborate intermediate step (assembly and disassembly on the running-in test bench) could thus be omitted. In this way, an unnecessarily high removal of the second, outer layer can be avoided, which would otherwise lead to an increased undesired backflow against the conveying direction.
- the hard or abrasive particles absorbed in the second, outer layer ensure that the softer material of the friction partner is removed.
- Comparatively soft particles (based on the hardness of the thermoplastic that defines the binder matrix) ensure that the second, outer layer in which they are located can be removed very quickly and easily by a harder friction partner.
- high surface pressures occur simultaneously, so that, for example, the thin-walled micro-glass hollow spheres in the second, outer layer advantageously break open and thus ensure the necessary abrasion or loss of layer thickness in the second, outer layer on both rotor screws.
- the sharp breaking edges of the micro glass spheres that arise during the breaking open support the abrasive process.
- a loss of layer thickness can also be achieved through pores enclosed in the second, outer layer, with plastic deformation due to compression or collapse of the pores occurring here.
- the base body of the rotor screw is formed from steel and / or cast iron.
- the end faces can also be coated with a first, inner layer and a second, outer layer, the first, inner layer and second, outer layer both comprising or being formed from a thermoplastic and the second, outer layer has a running-in process supporting particles or pores, the thermoplastic defines a matrix for receiving the particles or for forming the pores.
- the two end faces preferably only the pressure-side end face, as described above, is coated with both the first, inner layer and the second, outer layer, while the opposite end face is only coated with the first, inner layer.
- sections of the shaft ends can also be covered with thermoplastic material according to the first, inner layer.
- sections of the shaft ends are also uncoated, ie without a layer made of thermoplastic material according to the present invention Mistake. Any other coating of these sections is unaffected.
- the functional areas of a compressor housing essentially consist of a suction area, the rotor bore, a pressure area as well as sealing and bearing seats.
- the process medium for example the air to be compressed, flows from the suction area to the rotor bore and through a pressure window to the pressure area.
- the suction area is located on the inlet side of the compressor housing and extends from a suction nozzle of the compressor housing to the rotor bore.
- the rotor screws are each stored with very small gaps (radial housing gaps) and form working chambers within the compression chamber.
- the compression space is the interior space defined by the rotor bore in the compressor housing.
- a flat end face in the compressor housing with a very small axial gap to the two pressure-side rotor end faces is referred to as the pressure-side housing end face.
- the end face in the compressor housing with the shortest axial distance from the suction-side rotor end faces is referred to as the suction-side housing end face.
- the pressure range extends from the end of the compression chamber to a pressure port on the compressor housing.
- Sealing seats in the compressor housing are used to hold seals, specifically air or fluid seals and oil seals.
- air seal should always be understood to include a seal for other media.
- oil seal should always be understood to include a seal for other bearing lubricants.
- Bearings e.g. roller bearings
- sealing seats rotor-side sealing seats
- seal seats for air seals and seal seats for oil seals, which are typically arranged side by side on the shaft ends of the rotor screws.
- the sealing seats for the Air seals are located on both sides of the rotor screw in close proximity to the suction-side and pressure-side rotor end faces. Following this and consequently further away from the rotor end faces, the seal seats for the oil seals are arranged.
- the oil seals prevent oil from entering the storage area into the compression area of the screw compressor.
- the air seals prevent the compressed air or the conveyed fluid from escaping from the compression space.
- bearing seats are also provided on the shaft ends on which, for example, the roller bearings are located.
- the bearing seats usually adjoin the sealing seats.
- the rotor bore with the two sections for both rotor screws can advantageously in addition to the first, inner layer with the second, outer layer according to the invention, which has a run-in process particles or pores and in which the thermoplastic material has a matrix for receiving the particles or for forming the Pores defined, coated.
- a second, outer layer can also be applied to the pressure-side housing end face.
- the suction area and pressure area can also be provided with such a second, outer layer.
- a different corrosion protection layer can also be applied to the suction area and the pressure area instead of the first, inner layer proposed here or the combination of the first, inner and second, outer layer proposed here.
- a second, outer layer according to the invention can also be applied to the sealing seats in the housing.
- the seal seats As an alternative to coating the seal seats with the first, inner layer or first, inner layer and second, outer layer, it is also possible for the seal seats to remain uncoated in the housing. “Uncoated” is to be understood here in the sense that the sealing seats in the housing are not provided with a first, inner layer and / or a second outer layer, that is to say not with a coating according to the present invention.
- the bearing seats in the housing must not be coated. It also applies here that the bearing seats must not be provided with a coating according to the invention; Any other, in particular film-like coating, for example to increase the sliding properties, is unaffected.
- the function of the run-in layer between the rotor screw as the moving part and the compression chamber of the compressor housing as the stationary part is entirely as described above, i.e. when the screw compressor is started up, the compression temperature causes thermal expansion of the rotor screws and the compressor housing and the rotor screws to bend.
- the rotor screws and the rotor bore may come into contact, for example, or the rotor end faces and the housing end faces, in particular the pressure-side rotor end face and the pressure-side housing end face. With this contact, the second, outer coating is partially removed, as intended according to the invention.
- the axial face gap on the pressure side is set in a defined manner when installing the rotor screws in the compressor housing (usually with an accuracy in the range of less than 1/100 mm and, for example, using spacers). It is also particularly important for efficient compression that the radial gap between the rotor screws and the rotor bore is very small.
- Rotor screw 1 e.g. secondary rotor
- Rotor screw 2 e.g. main rotor
- First inner layer + second outer layer First inner layer + second outer layer (hard)
- First inner layer + second outer layer hard
- OR first inner layer + second outer layer soft
- OR first inner layer First inner layer + second outer layer (hard) OR first inner layer + second outer layer (soft) OR first inner layer First inner layer + second outer layer (hard) OR first inner layer + second outer layer (soft) OR first inner layer First inner layer + second outer layer (hard) OR first inner layer + second outer layer (soft) OR first inner layer First inner layer + second outer layer (hard) OR first inner layer + second outer layer (soft) OR first inner layer First inner layer + second outer layer (hard) OR first inner layer + second outer layer (soft) OR first inner layer Variant 2 First inner layer + second outer layer (soft) First inner layer + second outer layer (soft) Variant 3
- the screw compressor is an oil-free, in particular dry-compressing screw compressor.
- the core consideration is that a second, outer layer is applied to a first, inner layer which comprises or is formed from a thermoplastic, the second, outer layer likewise comprising or is formed from this and wherein particles or pores supporting a running-in process are embedded in the second, outer layer and the thermoplastic defines a matrix for receiving the particles or for forming the pores.
- the specified steps preferably also take place in the specified order.
- thermoplastic which is a so-called high-performance thermoplastic
- the thermoplastic can be a polyaryl ether ketone (PAEK), polyether ether ketone (PEEK) being regarded as particularly preferred.
- PAEK polyaryl ether ketone
- PEEK polyether ether ketone
- the coatings can be applied, for example, as a water-based wet paint coating with conventional spray coating equipment (e.g. HVLP guns, electrostatic, airless) or electrostatically as a powder coating, manually or robot-controlled.
- Convention spray coating equipment e.g. HVLP guns, electrostatic, airless
- electrostatically as a powder coating manually or robot-controlled.
- Robot-controlled painting offers the advantage of high process reliability with uniform layer thicknesses and small tolerances.
- the first, inner layer and / or the second, outer layer can be applied as a wet paint or powder paint.
- the first, inner layer and the second, outer layer are burned in such that the thermoplastic melts.
- the stoving can take place after each layer has been applied; alternatively, it is also conceivable to first apply the two or more layers and only then to burn them in in a single firing process.
- the first, inner layer and the second, outer layer are preferably baked at temperatures of approximately 360 ° C. to 420 ° C. until the thermoplastic, in particular the PEEK, has melted and forms a homogeneous layer on the surface to be coated is sufficiently liable.
- the stoving can take place in particular in a convection oven or inductively. As already mentioned, baking is also possible after each layer has been applied.
- the metallic surface to be coated should be pretreated.
- This pretreatment preferably comprises degreasing and further preferably further conditioning of the metallic surfaces, for example by roughening the surfaces, by blasting or etching or by applying a pretreatment layer defining a conversion layer, for example phosphating or applying a nanoceramic.
- the surface pretreatment can also include sandblasting and subsequent chemical cleaning with a suitable solvent (eg alkaline cleaner, acetone) in order to promote good adhesion of the first, inner layer.
- Degreasing can advantageously be carried out before sandblasting - by burning off at high temperature (pyrolysis).
- the nanoceramic coating is a special pretreatment layer that can be regarded as an underlayer with respect to the first, inner layer and / or the second, outer layer.
- layers other than sub-layers are also conceivable.
- the multilayer coating proposed here has a high temperature resistance and good resistance to temperature changes.
- fluoropolymer-free coatings are required in some areas (e.g. in the tobacco industry). With some of the particles mentioned, fluoropolymer-free coatings can be achieved.
- Figure 1 1 shows an end section of a pair of rotor screws according to the invention comprising a rotor screw 1 designed as a secondary rotor and a rotor screw 2 designed as a main rotor. It is shown purely schematically that a profile surface 12a, 12b of the rotor screw 1, 2 each has a first inner layer 3 and a second, outer layer 4 is coated. The rotor screws 1, 2 mesh with one another, ie they engage with one another with their teeth. The pitch circles already mentioned are identified by the reference symbol 22 for the rotor screw 1 designed as a secondary rotor and by the reference symbol 21 for the rotor screw 2 designed as a main rotor.
- the toothed rotor screws 1, 2 are shown in a perspective view. Both rotor screws 1, 2 engage with one another with the already mentioned profile surfaces 12a, 12b or are toothed or screwed together. Perpendicular to the respective axis of rotation of the rotor screws, the profile surfaces 12a, 12b are delimited at each end by end surfaces 5a, 5b, 5c, 5d, the end surface 5a being a pressure-side end surface of the rotor screw 1 designed as a secondary rotor, and the end surface 5c being a suction-side end surface.
- the pressure-side end face is designated by the reference symbol 5b and the suction-side end face by the reference symbol 5d.
- a rotor-side seal seat 7b for an air seal, a rotor-side seal seat 7a for an oil seal and a rotor-side bearing seat 9a, 9b are formed on the shaft ends 30.
- the rotor-side sealing seat 7b is designed for an air seal adjacent to the end face 5a, 5b, 5c, 5d, whereas the rotor-side bearing seat 9a, 9b is provided more towards the distal end of the shaft end 30.
- the already mentioned rotor-side sealing seat 7a is provided for an oil seal.
- Figure 3 shows an embodiment of a rotor screw 1 designed as a secondary rotor, as it is already based on the Figure 2 has been described.
- the profile surface 12a is coated with a first, inner layer 3 and a second, outer layer 4.
- the two end faces 5a, 5c are also coated with a first inner layer 3 and a second, outer layer 4.
- the shaft ends are only coated between the end faces 5a, 5c and the bearing seats 9a with a first inner layer 3 (with the omission of a second, outer layer 4), the bearing seats 9a however being free, ie without a coating corresponding to the first, inner one Layer 3, that is, are formed without coating with a thermoplastic.
- Figure 4 shows an embodiment of a rotor screw 2 formed as a main rotor, as it is already based on the Figure 2 has been described.
- the profile surface 12b is coated with a first, inner layer 3 and a second, outer layer 4.
- the two end faces 5b, 5d are also coated with a first inner layer 3 and a second, outer layer 4.
- the shaft ends are only coated between the end faces 5b, 5d and the bearing seats 9b with a first inner layer 3 (with the omission of a second, outer layer 4), the bearing seats 9a, however, being free, ie without a coating corresponding to the first, inner layer 3, that is, are formed without coating with a thermoplastic.
- FIG. 5 shows a schematic sectional view of a screw compressor 20 with a compressor housing 11 and mounted therein two paired rotor screws 1, 2, namely a rotor screw 2 designed as a main rotor and a rotor screw 1 designed as a secondary rotor.
- the rotor screws 1, 2 are each rotatable via suitable bearings 15 stored in a compression chamber 18 defined by a rotor bore 19 in the compressor housing 11 in a bearing seat 10 on the housing side.
- Seals 14b and 14c which are each accommodated in a housing-side sealing seat 8a for the oil seal and in a housing-side sealing seat 8b for the air seal, on the one hand prevent compressed air from escaping from the compression space 18 and on the other hand prevent oil from penetrating into the compression space 18
- Compression chamber 18 in the compressor housing 11 is laterally delimited by a rotor bore 18 which has two partial bores which are adapted to the diameters of the rotor screws 1, 2.
- the compression space is delimited by a pressure-side housing face 6a and a suction-side housing face 6b.
- the pressure-side housing end surface 6a, the suction-side housing end surface 6b and the rotor bore 18 are preferably also provided with the multilayer coating according to the invention comprising a first inner layer 3 and a second outer layer 4.
- the rotor screws 1, 2 are fixed in relation to one another in their rotational position and their profile surfaces 12a, 12b, in particular theirs, via a synchronous gear 13 respective rotor flanks are kept at a distance.
- a drive power can be applied to the shaft 16 of the rotor screw 2 designed as a main rotor, for example by means of a motor (not shown) via a clutch (not shown).
- a suction area 23 of the screw compressor can be seen at the suction-side end of the rotor screws 1, 2 screwed in pairs.
- FIG. 6 One embodiment of a screw compressor 20 is illustrated in an exploded view.
- the compressor housing 11 delimits the compression space 18.
- Ambient air is drawn in via a suction nozzle 27 and reaches the suction area 23 of the screw compressor.
- the compressed compressed air is expelled from the compressor housing 11 via a pressure connection 28.
- Figure 7 is the multilayer coating on the profile surface 12a of the rotor screw 1 along the line AA in Figure 3 illustrated.
- first inner layer 3 is applied to a base body 24 of the rotor screw 1.
- the second, outer layer 4 is applied to the first, inner layer 3 — completely covering it.
- the second, outer layer 4 comprises particles 25 that support a running-in process, for example thin-walled micro-glass hollow spheres. Alternatively or additionally, pores 32 can also be incorporated, which supports the plastic compressibility of the second, outer layer.
- Figure 8 shows the multilayer coating along the line AA with a rotor screw 1 Figure 3 after the running-in process.
- Figure 9 shows a one-piece coating on the shaft end 30 of the rotor screw 1, which is provided in the area of the rotor-side seal seat 7a for the oil seal and the rotor-side seal seat 7b for the air seal, covering both seal seats 7a, 7b.
- the first, inner layer is arranged here to cover the base body 24 and thus offers good and reliable corrosion protection.
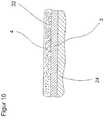
- Figure 10 shows an alternative multilayer coating for a profile surface 12a, 12b in the case of a rotor screw 1, 2.
- Particles 25 described are pores 32 in the second, outer layer embedded, which were incorporated, for example, by a foaming process before or during the application of the second, outer layer, for example in the wet coating process.
- Figure 11 shows the multilayer coating Figure 10 after a running-in process. It can be seen that some layer areas have been removed or compressed. Some of the pores 32 are also removed with parts of the layer or compressed due to the counter pressure that is absorbed, so that overall a plastic deformation of the second, outer layer 4 has been effected as a running-in layer.
- Figure 12 also shows schematically a flow chart for a possible embodiment of the coating method.
- the metallic surface to be coated for example the surface of a rotor screw to be coated
- Step S01 involves degreasing the surface by burning it off at high temperature (pyrolysis).
- the surface is blasted, in particular sandblasted.
- step S03 follows in which the surface is cleaned again chemically, for example using acetone.
- step S04 a nanoceramic coating is subsequently applied in the exemplary embodiment described here.
- the first, inner layer 3 is applied as a wet paint in the present exemplary embodiment.
- alternative methods are also conceivable, for example application in the dry state as a powder coating.
- the wet paint is prepared for the first, inner layer beforehand, whereby the thermoplastic in the form of PEEK is mixed in powder form in water with dispersant.
- a suspension is formed which is applied to the pretreated surface in step S10.
- the applied wet paint is dried or vented.
- the rotor screw coated with the wet paint for the first layer is heated to approximately 120 ° C. to evaporate the water.
- the first layer is baked. The baking takes place at temperatures of approx. 360 ° C to 420 ° C, for example in a forced air oven or inductively, until the PEEK has melted and a homogeneous layer has formed.
- the second layer is applied in steps S20, S21, S22 largely analogous to steps S10, S11, S12.
- a wet lacquer is again prepared, whereby the same thermoplastic as in the application of the first layer, comprising or having PEEK as the thermoplastic, is expediently, but not necessarily, used.
- the PEEK in powder form is mixed with the particles supporting the running-in process, for example the thin-walled micro-glass hollow spheres, in particular made of borosilicate glass, together with water and dispersant.
- the second, outer layer 4 is applied in step S20 directly to the first, inner layer 3, which is already baked in the present exemplary embodiment.
- step S12 namely the burning in of the first layer, aside and to burn in the first, inner layer 3 and the second, outer layer 4 together.
- step S20 the application of the second, outer layer in step S20 is followed by a step of drying or venting the second, outer layer.
- the rotor screw to be coated is heated again to approx. 120 ° C. in step S21 or kept at this temperature.
- the second, outer layer is baked in at step S22 at temperatures of approximately 360 ° C. to 420 ° C., for example in a forced air oven or in an inductive manner.
- a step S23 (not shown) can follow, but this should preferably be avoided.
- the second, outer layer 4 could be regrinded in order to achieve the desired dimensioning by regrinding when the second, outer layer is formed with an oversize.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
Description
Die Erfindung betrifft einen Schraubenverdichter umfassend ein Verdichtergehäuse mit zwei darin achsparallel gelagerten Rotorschrauben, die in einem Verdichtungsraum miteinander kämmen, über einen Antrieb antreibbar und in ihrer Drehbewegung zueinander synchronisiert sind, wobei die Rotorschrauben jeweils einen ein- oder mehrteiligen Grundkörper mit zwei Stirnflächen und einer dazwischen verlaufenden Profilfläche sowie über die Stirnflächen vorstehende Wellenenden aufweisen, nach dem Oberbegriff von Patentanspruch 1, sowie eine Rotorschraube nach den Merkmalen des Anspruchs 26, sowie ein Verfahren zur Aufbringung einer mehrschichtigen Beschichtung auf eine metallische Fläche einer Rotorschraube oder eines Verdichtungsraums eines Schraubenverdichters nach den Merkmalen des Anspruchs 27. Schraubenmaschinen, sei es als Schraubenverdichter oder als Schraubenexpander, sind seit mehreren Jahrzehnten im praktischen Einsatz. Ausgestaltet als Schraubenverdichter haben sie in vielen Bereichen Hubkolbenverdichter als Verdichter verdrängt. Mit dem Prinzip des ineinandergreifenden Schraubenpaars in Gestalt der Rotorschrauben lassen sich nicht nur Gase unter Aufwendung einer bestimmten Arbeitsleistung komprimieren. Die Anwendung als Vakuumpumpe eröffnet auch den Einsatz von Schraubenmaschinen zur Erzielung eines Vakuums. Schließlich kann durch das Hindurchleiten von unter Druck stehenden Gasen anders herum auch eine Arbeitsleistung erzeugt werden, so dass aus unter Druck stehenden Gasen mittels des Prinzips der Schraubenmaschine auch mechanische Energie gewonnen werden kann.The invention relates to a screw compressor comprising a compressor housing with two rotor screws, which are mounted axially parallel therein and mesh with one another in a compression chamber, can be driven by a drive and are synchronized with one another in terms of their rotational movement, the rotor screws each having a one-part or multi-part base body with two end faces and one in between have profile surface and projecting over the end faces shaft ends, according to the preamble of
Schraubenmaschinen weisen allgemein zwei achsparallel zueinander angeordnete Rotorschrauben auf, von denen eine einen Hauptrotor und die andere einen Nebenrotor definiert. Die Rotorschrauben weisen jeweils einen ein- oder mehrteiligen Grundkörper mit zwei Stirnflächen und einer dazwischen laufenden Profilfläche sowie zwei jeweils über die Stirnflächen vorstehende Wellenenden auf.Screw machines generally have two rotor screws arranged axially parallel to one another, one of which defines a main rotor and the other a secondary rotor. The rotor screws each have a one-part or multi-part base body with two end faces and a profile surface running between them, and two shaft ends projecting above the end faces.
Die Rotorschrauben greifen mit entsprechender schraubenförmiger Verzahnung ineinander. Zwischen den Verzahnungen und einem Verdichtergehäuse werden durch die Zahnlückenvolumina mehrere aufeinanderfolgende Arbeitskammern gebildet. Ausgehend von einem Ansaugbereich wird mit fortschreitender Drehung der Rotorschrauben die jeweils betrachtete Arbeitskammer zunächst geschlossen und dann kontinuierlich im Volumen verringert, so dass eine Verdichtung des Mediums eintritt. Schließlich wird bei fortschreitender Drehung die Arbeitskammer zu einem Druckfenster hin geöffnet und das Medium in das Druckfenster ausgeschoben. Durch diesen Vorgang der inneren Verdichtung unterscheiden sich als Schraubenverdichter ausgebildete Schraubenmaschinen von Rootsgebläsen, die ohne innere Verdichtung arbeiten.The rotor screws mesh with corresponding helical teeth. Between the teeth and a compressor housing, several successive working chambers are formed by the tooth space volumes. Starting from a suction area, as the rotor screws rotate, the working chamber in question is first closed and then continuously reduced in volume, so that the medium is compressed. Finally, as the rotation progresses, the working chamber is opened to a print window and the medium is pushed out into the print window. This internal compression process differentiates screw machines designed as screw compressors from Roots blowers that work without internal compression.
Durch das Ineinandergreifen beider Rotorschrauben wird sowohl für die als Hauptrotor ausgebildete Rotorschraube als auch für die als Nebenrotor ausgebildete Rotorschraube jeweils einen Wälzkreis definiert. Die Wälzkreise sind in einem Stirnschnitt der Verzahnung darstellbar und es wird in einer derartigen Darstellung erkennbar, dass die Wälzkreise bei Bewegung der Rotorschrauben aneinander abrollen. Auf den Wälzkreisen sind die Umfangsgeschwindigkeiten der als Hauptrotor ausgebildeten Rotorschraube und der als Nebenrotor ausgebildeten Rotorschraube identisch, d.h. es gibt in diesem Bereich keine Relativgeschwindigkeit zwischen beiden Rotorschrauben. Je weiter man sich allerdings radial innerhalb der Profilfläche von den Wälzkreisen entfernt, desto größer sind die Relativgeschwindigkeiten.The meshing of the two rotor screws defines a pitch circle both for the rotor screw designed as a main rotor and for the rotor screw designed as a secondary rotor. The pitch circles can be represented in an end section of the toothing and it can be seen in such a representation that the pitch circles roll against one another when the rotor screws move. On the pitch circles, the circumferential speeds of the rotor screw designed as the main rotor and the rotor screw designed as the secondary rotor are identical, i.e. there is no relative speed between the two rotor screws in this area. However, the farther away radially within the profile surface from the pitch circles, the greater the relative speeds.
Schraubenmaschinen können neben der bereits erwähnten Funktion als Vakuumpumpe oder als Schraubenexpander auf unterschiedlichen Gebieten der Technik als Verdichter eingesetzt werden. Ein besonders bevorzugtes Anwendungsgebiet liegt bei der Verdichtung von Gasen, wie z.B. Luft oder inerten Gasen (Helium, Stickstoff, Argon, ...). Es ist aber auch möglich, wenngleich dies im speziellen baulich andere Anforderungen stellt, eine Schraubenmaschine zur Verdichtung von Kältemitteln, beispielsweise für Klimaanlagen oder Kälteanwendungen einzusetzen. Wenn im Folgenden von "Druckluft" oder "Gasen" gesprochen wird, so sind darunter alle Prozessmedien zu verstehen, die verdichtet bzw. entspannt werden. Bei der Verdichtung von Gasen gerade bei höheren Druckverhältnissen wird meist mit einer fluideingespritzten Verdichtung, insbesondere einer öl- oder wassereingespritzten Verdichtung gearbeitet; es ist aber auch möglich, eine Schraubenmaschine, insbesondere einen Schraubenverdichter nach dem Prinzip der trockenen Verdichtung zu betreiben. Bei einer ölfreien Verdichtung wird kein Öl zur Kühlung und Schmierung in den Verdichtungsraum eingespritzt. Die Druckluft kommt dabei während des Verdichtungsvorgangs nicht mit Öl in Kontakt. Im Niederdruckbereich werden Schraubenverdichter gelegentlich auch als Schraubengebläse bezeichnet.Screw machines can be used in addition to the function already mentioned as a vacuum pump or as a screw expander in various fields of technology as a compressor. A particularly preferred area of application lies in the compression of gases such as air or inert gases (helium, nitrogen, argon, ...). However, it is also possible, although this places special structural requirements, on a screw machine for compressing refrigerants, for example for air conditioning systems or refrigeration applications. If "compressed air" or "gases" is used in the following, this includes all process media that are compressed or expanded. When compressing gases, especially at higher pressure ratios, a fluid-injected compression, in particular an oil- or water-injected compression, is usually used; however, it is also possible to operate a screw machine, in particular a screw compressor, on the principle of dry compression. With oil-free compression, no oil is injected into the compression chamber for cooling and lubrication. The compressed air does not come into contact with oil during the compression process. In the low pressure range, screw compressors are sometimes referred to as screw blowers.
Die Erfindung bezieht sich auf eine ölfreie, insbesondere trockene Verdichtung. Typische Druckverhältnisse können bei trockener Verdichtung zwischen 1,1 und ca. 10 liegen, wobei das Druckverhältnis das Verhältnis von Verdichtungsenddruck zu Ansaugdruck ist. Die Verdichtung kann ein- oder mehrstufig erfolgen. Erzielbare Enddrücke können insbesondere bei ein- oder zweistufiger Verdichtung beispielsweise in einem Bereich von 1,1 bar bis ca. 10 bar liegen. Soweit an dieser Stelle oder nachfolgend in der vorliegenden Anmeldung auch Druckangaben in "bar" Bezug genommen wird, so beziehen sich derartige Druckangaben jeweils auf Absolutdrücke.The invention relates to an oil-free, in particular dry compression. Typical pressure ratios for dry compression can be between 1.1 and approx. 10, the pressure ratio being the ratio of the discharge pressure to the suction pressure. The compression can take place in one or more stages. Achievable final pressures can be, for example, in a range from 1.1 bar to approx. 10 bar, in particular with one- or two-stage compression. Insofar as pressure information in "bar" is also referred to at this point or subsequently in the present application, such pressure information relates in each case to absolute pressures.
Die Erfindung bezieht sich auf Schraubenmaschinen, insbesondere Schraubenverdichter, deren Rotorschrauben bestimmungsgemäß nicht durch Profileingriff zwischen beiden Rotorschrauben synchronisiert werden, sondern extern, beispielsweise durch ein Synchrongetriebe auf den Wellenenden oder durch separate und elektronisch synchronisierte Rotorantriebe. In diesen Schraubenmaschinen ergibt sich Rotorkontakt nur temporär, z.B. durch geometrische Abweichungen der Sollkontur der Rotorschraube bzw. Rotorschrauben oder durch thermische Differenzdehnungen und wird durch Materialabtrag einer an den Rotorschrauben vorgesehenen Beschichtung an den Kontakt- und Reibstellen beseitigt. Diese Beseitigung eines nur temporär gegebenen Kontakts zwischen den Rotorschrauben erfolgt in einem Einlaufvorgang. Rotorschrauben werden meist aus Stahl oder Gusseisen hergestellt. Das Verdichtergehäuse wird typischerweise aus Grauguss gegossen. Zwischen den Rotorschrauben und dem Verdichtergehäuse sowie insbesondere auch zwischen den beiden Rotorschrauben muss ein kleiner Spalt vorherrschen. Diese Bauteile dürfen sich im Betrieb nicht berühren, da ein metallischer Kontakt aufgrund der hohen Geschwindigkeiten zum Anlaufen und im schlimmsten Fall zum Fressen führen würde. Der Spalt zwischen den Rotorschrauben wird dadurch realisiert, dass beide Rotorschrauben synchronisiert betrieben werden, etwa durch ein Synchrongetriebe oder durch separate, elektronisch synchronisierte Rotorantriebe.The invention relates to screw machines, in particular screw compressors, the rotor screws of which are not intended to be synchronized by profile engagement between the two rotor screws, but externally, for example by a synchronous gear on the shaft ends or by separate and electronically synchronized rotor drives. In these screw machines, rotor contact only occurs temporarily, for example due to geometric deviations in the target contour of the rotor screw or rotor screws or due to thermal differential expansions, and is eliminated by removing material from a coating provided on the rotor screws at the contact and friction points. This removal of a temporary contact between the rotor screws is done in one running-in process. Rotor screws are mostly made of steel or cast iron. The compressor housing is typically made of gray cast iron poured. There must be a small gap between the rotor screws and the compressor housing and in particular also between the two rotor screws. These components must not touch each other during operation, as a metallic contact would lead to start-up due to the high speeds and, in the worst case, lead to seizure. The gap between the rotor screws is realized in that both rotor screws are operated synchronized, for example by a synchronous gear or by separate, electronically synchronized rotor drives.
Die Spalte sollten einerseits so klein wie möglich sein, um Rückströmungen der verdichteten Luft in vorhergehende Arbeitskammern (d.h. entgegen der Förderrichtung) zu minimieren. Je mehr Rückströmung auftritt, desto höher sind die internen Verluste und umso schlechter ist die Effizienz der Schraubenmaschine. Im Falle eines Schraubenverdichters steigt mit zunehmender Rückströmung auch die Verdichtungsendtemperatur signifikant an, was zu größeren Wärmedehnungen der Rotorschrauben und des Verdichtergehäuses führt. Die höhere Wärmedehnung erhöht wiederum die Gefahr des Anlaufens, d.h. es entsteht ein selbstverstärkender Effekt.On the one hand, the gaps should be as small as possible in order to minimize backflows of the compressed air into previous working chambers (i.e. against the conveying direction). The more backflow occurs, the higher the internal losses and the poorer the efficiency of the screw machine. In the case of a screw compressor, the compression end temperature rises significantly with increasing backflow, which leads to greater thermal expansions of the rotor screws and the compressor housing. The higher thermal expansion in turn increases the risk of tarnishing, i.e. there is a self-reinforcing effect.
Andererseits sollten die Spalte jedoch auch ausreichend groß sein, um die geforderte Betriebssicherheit zu gewährleisten. Kommt es bei hohen Relativgeschwindigkeiten zum Kontakt von metallischen Flächen, so führt dies zu hohem Wärmeeintrag und Wärmedehnung sowie letztendlich ebenfalls zum Fressen der Bauteile, wie oben bereits beschrieben. Bei der Spaltdimensionierung sind deshalb neben den Fertigungstoleranzen auch die Wärmedehnung aufgrund hoher Verdichtungstemperaturen sowie die Durchbiegung der Rotorschrauben aufgrund des Drucks in den Arbeitskammern zu berücksichtigen.On the other hand, however, the column should also be large enough to ensure the required operational safety. If metallic surfaces come into contact at high relative speeds, this leads to high heat input and thermal expansion and ultimately also to component seizure, as already described above. When dimensioning the gap, the thermal expansion due to high compression temperatures and the deflection of the rotor screws due to the pressure in the working chambers must therefore also be taken into account in addition to the manufacturing tolerances.
Eine weitere Anforderung bei ölfreier, insbesondere trockener Verdichtung ist die Gewährleistung eines guten Korrosionsschutzes der Rotorschrauben und des Verdichtergehäuses. Nach dem Abschalten des noch heißen Schraubenverdichters kann es beim Abkühlen zu Kondenswasserbildung im Inneren des Verdichtergehäuses aufgrund der Feuchtigkeit in der Luft kommen. Auch bei trockener Verdichtung mit Wassermindermengeneinspritzung (hierbei verdunstet das Wasser bis zum Ende des Verdichtungsvorgangs im Wesentlichen vollständig) besteht Korrosionsgefahr. Rotorschrauben und Gehäuse aus Grauguss bzw. herkömmlichem Stahl sind besonders korrosionsanfällig.Another requirement for oil-free, especially dry compression is to ensure good corrosion protection of the rotor screws and the compressor housing. After the screw compressor, which is still hot, is switched off, condensation can form inside the compressor housing due to the moisture in the air. There is also a risk of corrosion if the compression is dry with water injection (the water evaporates completely until the end of the compression process). Rotor screws and housings made of gray cast iron or conventional steel are particularly susceptible to corrosion.
Aus dem Stand der Technik ist es bekannt, dass Rotorschrauben teilweise aus nicht rostendem Stahl hergestellt werden. Dies ist jedoch sehr teuer und aufwendig bei der Herstellung. Analog zu den Rotorschrauben trifft dies auch auf das Verdichtergehäuse zu.It is known from the prior art that rotor screws are partially made of stainless steel. However, this is very expensive and complex to manufacture. Similar to the rotor screws, this also applies to the compressor housing.
Im Stand der Technik werden Rotorschrauben trockenlaufender Schraubenverdichter deshalb zur Beseitigung oben genannter Probleme mit einer Fluor-polymer-/Gleitlack-Beschichtung versehen.In the prior art, rotor screws of dry-running screw compressors are therefore provided with a fluoropolymer / lubricating lacquer coating in order to eliminate the problems mentioned above.
Die
Darüber hinaus bietet die im Stand der Technik vorgeschlagene Beschichtung nur begrenzten Korrosionsschutz, weil eine Schicht aufgebracht wird, die vergleichsweise viel Graphit enthält. Wird diese relativ weiche Schicht, beispielsweise durch Kratzer, beschädigt, so liegt der metallische Grundkörper der Rotorschraube lokal frei und es besteht damit Korrosionsgefahr.In addition, the coating proposed in the prior art offers only limited corrosion protection because a layer is applied which contains a comparatively large amount of graphite. If this relatively soft layer is damaged, for example by scratches, the metallic base body of the rotor screw is exposed locally and there is a risk of corrosion.
In der
In den Druckschriften
Die Erfindung setzt sich ausgehend vom erstgenannten Stand der Technik die Aufgabe, für einen ölfreien Schraubenverdichter mit vergleichsweise hohen Rotationsgeschwindigkeiten der Rotorschrauben und einem angestrebten Spalt zwischen den Rotorschrauben untereinander bzw. den Rotorschrauben und einem Verdichtergehäuse eine Beschichtung anzugeben, die die Nachteile im Stand der Technik vermeidet und gleichzeitig sich in einem Einlaufvorgang selbst auf einen ausreichend kleinen Spaltabstand einstellt. Diese Aufgabe wird in vorrichtungstechnischer Hinsicht durch einen Schraubenverdichter, insbesondere einen ölfreien Schraubenverdichter, nach den Merkmalen von Patentanspruch 1, eine Rotorschraube nach den Merkmalen von Patentanspruch 26 und in verfahrenstechnischer Hinsicht mit einem Ablauf nach den Merkmalen von Patentanspruch 27 gelöst. Vorteilhafte Weiterbildungen sind in den Unteransprüchen angegeben.Starting from the first-mentioned prior art, the invention sets itself the task of specifying a coating for an oil-free screw compressor with comparatively high rotational speeds of the rotor screws and a desired gap between the rotor screws with one another or between the rotor screws and a compressor housing, which avoids the disadvantages in the prior art and at the same time adjusts itself to a sufficiently small gap distance in one running-in process. In terms of device technology, this object is achieved by a screw compressor, in particular an oil-free screw compressor, according to the features of
Ein Kerngedanke der vorliegenden Erfindung besteht darin, dass bei einem Schraubenverdichter bzw. bei einer Rotorschraube mindestens die Profilfläche der Rotorschraube mehrschichtig, umfassend eine erste, innere Schicht sowie eine zweite, äußere Schicht ausgebildet ist, wobei die erste, innere Schicht und die zweite, äußere Schicht beide einen thermoplastischen Kunststoff umfassen bzw. aus diesem gebildet sind, wobei in der zweiten, äußeren Schicht einen Einlaufvorgang unterstützende Partikel oder Poren eingebettet sind und der thermoplastische Kunststoff eine Matrix zur Aufnahme der Partikel bzw. zur Ausbildung der Poren definiert.A key concept of the present invention is that in the case of a screw compressor or a rotor screw, at least the profile surface of the rotor screw is formed in multiple layers, comprising a first, inner layer and a second, outer layer, the first, inner layer and the second, outer layer Layer both comprise or are formed from a thermoplastic, wherein particles or pores supporting a run-in process are embedded in the second, outer layer and the thermoplastic defines a matrix for receiving the particles or for forming the pores.
Ein Kerngedanke des erfindungsgemäßen Verfahrens sieht die Aufbringung einer mehrteiligen Beschichtung auf eine zu beschichtende metallische Fläche einer Rotorschraube oder eines Verdichtungsraums eines Schraubenverdichters vor, umfassend die nachfolgenden Schritte:
- Vorbehandeln der zu beschichtenden metallischen Fläche,
- Aufbringen einer ersten, inneren Schicht, die einen thermoplastischen Kunststoff umfasst bzw. aus diesem gebildet ist, auf die zu beschichtende metallische Fläche oder auf eine Unterschicht, die insbesondere als Vorbehandlungsschicht ausgebildet sein kann, und
- Aufbringen einer zweiten, äußeren Schicht auf die erste, innere Schicht, wobei die zweite äußere Schicht ebenfalls einen thermoplastischen Kunststoff umfasst bzw. aus diesem gebildet ist und wobei in der zweiten, äußeren Schicht einen Einlaufvorgang unterstützende Partikel oder Poren eingebettet sind und der thermoplastische Kunststoff eine Matrix zur Aufnahme der Partikel bzw. zur Ausbildung der Poren definiert.
- Pretreatment of the metallic surface to be coated,
- Applying a first, inner layer, which comprises or is formed from a thermoplastic, to the metallic surface to be coated or to an underlayer, which can in particular be designed as a pretreatment layer, and
- Applying a second, outer layer to the first, inner layer, wherein the second outer layer likewise comprises or is formed from a thermoplastic and in the second, outer layer particles or pores that support a running-in process are embedded and the thermoplastic defines a matrix for receiving the particles or for forming the pores.
Die Ausbildung der Profilfläche als mehrschichtige Schicht erlaubt das Vorsehen von Teilschichten mit unterschiedlichen Eigenschaften. Eine besondere Überlegung ist aber darin zu sehen, dass die zweite, äußere Schicht dazu ausgebildet ist, in einem Einlaufvorgang ggf. bereichsweise oder auch nahezu komplett abgetragen zu werden, so dass die Profilflächen der ineinandergreifenden Rotorschrauben in optimaler Weise aufeinander eingestellt werden, und zwar unter den konkret gegebenen Bedingungen vor Ort, d.h. unter den jeweils gegebenen Druckverhältnissen, Temperaturbedingungen, etc. Insofern handelt es sich bei der zweiten, äußeren Schicht mehr oder weniger um eine sich selbst einstellende Schicht.The formation of the profile surface as a multi-layer layer allows the provision of partial layers with different properties. A special consideration can be seen in the fact that the second, outer layer is designed to be partially or almost completely removed in one run-in process, so that the profile surfaces of the interlocking rotor screws are optimally adjusted to one another, namely under the specific conditions on site, ie under the given pressure conditions, temperature conditions, etc. In this respect, the second, outer layer is more or less a self-adjusting layer.
Nachstehend werden bevorzugte Ausgestaltungen für den erfindungsgemäßen Schraubenverdichter bzw. die erfindungsgemäße Rotorschraube diskutiert, wobei zumindest einige von Ihnen auch ohne weiteres auf das erfindungsgemäße Verfahren Anwendung finden können bzw. auf das Verfahren übertragbar sind.Preferred configurations for the screw compressor according to the invention or the rotor screw according to the invention are discussed below, at least some of which can also easily be applied to the method according to the invention or can be transferred to the method.
Bevorzugtermaßen sind die Materialien so gewählt, dass auch bei lebensmitteltechnischen Anwendungen der Materialabtrag bzw. der Kontakt der verdichteten Luft mit der ersten, inneren Schicht und/oder der zweiten, äußeren Schicht unbedenklich ist, d.h. die Materialien lebensmittelkonform bzw. FDA-konform sind. Nach einem Grundgedanken der vorliegenden Erfindung kommt also allgemein ein thermoplastischer Kunststoff zum Einsatz. Vorzugsweise handelt es sich bei dem thermoplastischen Kunststoff um einen teilkristallinen thermoplastischen Kunststoff. Teilkristalline thermoplastische Kunststoffe zeichnen sich durch hohe Ermüdungsfestigkeit, gute Chemikalienbeständigkeit und gutes Gleitverhalten aus. Sie zeigen sich darüber hinaus sehr verschleißfest.The materials are preferably selected such that the removal of material or the contact of the compressed air with the first, inner layer and / or the second, outer layer is harmless even in food processing applications, i.e. the materials are food-compatible or FDA-compliant. According to a basic idea of the present invention, a thermoplastic is therefore generally used. The thermoplastic is preferably a partially crystalline thermoplastic. Semi-crystalline thermoplastics are characterized by high fatigue strength, good chemical resistance and good sliding behavior. They are also very wear-resistant.
In einer bevorzugten Ausführungsform ist der thermoplastische Kunststoff ein hochleistungsthermoplastischer Kunststoff, insbesondere eine teilkristalliner hochleistungsthermoplastischer Kunststoff. Unter einem hochleistungsthermoplastischen Kunststoff wird ein Kunststoff verstanden, der eine Dauergebrauchstemperatur von > 130°C, vorzugsweise > 150°C, besitzt. Bevorzugtermaßen handelt es sich um ein thermoplastisches Konzentrat, weiter bevorzugtermaßen um ein Polymer oder Copolymer mit alternierenden Keton- und Etherfunktionalitäten, insbesondere um ein Polyaryletherketon (PAEK). Besondere Beispiele für Polyaryletherketone (PAEK) sind:
- i. Polyetherketon (PEK)
- ii. Polyetheretherketon (PEEK)
- iii. Polyetherketonketon (PEKK)
- iv. Polyetherketonetherketonketon (PEKEKK)
- v. Polyetheretheretherketon (PEEEK)
- vi. Polyetheretherketonketon (PEEKK)
- vii. Polyetherketonetheretherketon (PEKEEK)
- viii. Polyetheretherketonetherketon (PEEKEK)
und/oder Copolymere davon und/oder Gemische davon,
- i. Polyether ketone (PEK)
- ii. Polyether ether ketone (PEEK)
- iii. Polyether ketone ketone (PEKK)
- iv. Polyether ketone ether ketone ketone (PEKEKK)
- v. Polyetheretheretherketone (PEEEK)
- vi. Polyether ether ketone ketone (PEEKK)
- vii. Polyether ketone ether ether ketone (PEKEEK)
- viii. Polyether ether ketone ether ketone (PEEKEK)
and / or copolymers thereof and / or mixtures thereof,
Auch der Einsatz von Polyphenylensulfid (PPS) und Polyamiden (PA), insbesondere PA11 oder PA12 als thermoplastischer Kunststoff ist möglich.The use of polyphenylene sulfide (PPS) and polyamides (PA), in particular PA11 or PA12, as thermoplastic is also possible.
Weiter bevorzugt umfasst die thermoplastische Grundsubstanz zur Ausbildung der ersten, inneren Schicht und zur Ausbildung der zweiten, äußeren Schicht generell ein Polyaryletherketon (PAEK) oder ist zumindest im Wesentlichen aus PAEK gebildet. Die hochleistungsthermoplastischen Kunststoffe können auch als Hochleistungsthermoplast bzw. als thermoplastischer Hochleistungskunststoff bezeichnet werden.The thermoplastic base substance further preferably generally comprises a polyaryl ether ketone (PAEK) for forming the first, inner layer and for forming the second, outer layer, or is at least essentially formed from PAEK. The high-performance thermoplastics can also be referred to as high-performance thermoplastic or as thermoplastic high-performance plastic.
Ganz allgemein gilt für den mehrschichtigen Aufbau der Schichten umfassend thermoplastischen Kunststoff nach der vorliegenden Erfindung, dass sich die erste, innere Schicht und die zweite, äußere Schicht strukturell unterscheiden, auch wenn der gleiche thermoplastische Kunststoff Verwendung findet. Die erste, innere Schicht ist bevorzugtermaßen partikelfrei bzw. porenfrei bzw. weist in jedem Fall einen geringeren Anteil an Partikeln und/oder Poren auf als die zweite, äußere Schicht, vorzugsweise einen deutlich geringeren Anteil an Partikeln und/oder Poren. Der Anteil an thermoplastischem Kunststoff an der ersten, inneren Schicht bezogen auf die Gesamtmasse beträgt mindestens 60 Gew.-%, vorzugsweise mindestens 70 Gew.-%, weiter vorzugsweise mindestens 80 Gew.-%, weiter vorzugsweise mindestens 95 Gew.-%, weiter vorzugsweise mindestens 100 Gew.-%. Der Anteil an thermoplastischem Kunststoff an der zweiten, äußeren Schicht beträgt vorzugsweise mindestens 50 Gew.-% und bei der Verwendung von Partikeln in der zweiten, äußeren Schicht höchstens 95 Gew.-%, wobei ein Mindestanteil von 5 Gew.-% an Partikeln, weiter vorzugsweise von 10 Gew.-% an Partikeln vorgesehen ist. Wenn hingegen statt Partikel ausschließlich Poren in der zweiten, äußeren Schicht vorgesehen sind, kann der Anteil an thermoplastischem Kunststoff in der zweiten, äußeren Schicht auch über 95 Gew.-% liegen. Der Volumenanteil von Poren an der zweiten, äußeren Schicht liegt bevorzugtermaßen über 5 %, weiter bevorzugt über 10 %, wohingegen der Porenanteil der ersten, inneren Schicht unter 5 %, bevorzugtermaßen unter 2 % liegt.In general, it applies to the multilayer structure of the layers comprising thermoplastic according to the present invention that the first, inner layer and the second, outer layer differ structurally, even if the same thermoplastic is used. The first, inner layer is preferably particle-free or pore-free or in any case has a smaller proportion of particles and / or pores than the second, outer layer, preferably a significantly lower proportion of particles and / or pores. The proportion of thermoplastic in the first, inner layer, based on the total mass, is at least 60% by weight, preferably at least 70% by weight, further preferably at least 80% by weight, further preferably at least 95% by weight preferably at least 100% by weight. The proportion of thermoplastic material in the second, outer layer is preferably at least 50% by weight and, when particles are used in the second, outer layer, at most 95% by weight, a minimum proportion of 5% by weight of particles, further preferably 10% by weight of particles is provided. On the other hand, if instead of particles only pores are provided in the second, outer layer, the proportion of thermoplastic material in the second, outer layer can also be over 95% by weight. The proportion by volume of pores in the second, outer layer is preferably above 5%, further preferably above 10%, whereas the proportion of pores in the first, inner layer is below 5%, preferably below 2%.
Weiter bevorzugtermaßen ist die erste, innere Schicht ohne einen Einlaufvorgang unterstützende Partikel oder Poren, sondern zumindest im Wesentlichen homogen ausgebildet. Selbstverständlich handelt es sich hier nicht um eine abstrakte theoretische Homogenität, sondern die erste, innere Schicht ist in Bezug zu der zweiten, äußeren Schicht, die den Einlaufvorgang unterstützende Partikel oder Poren umfasst, vergleichsweise homogen ausgebildet und weist jedenfalls keine gezielt eingebrachten Inhomogenitäten auf.More preferably, the first, inner layer is formed without particles or pores that support a running-in process, but at least essentially homogeneously. Of course, this is not an abstract theoretical homogeneity, but the first, inner layer is comparatively homogeneous in relation to the second, outer layer, which comprises particles or pores that support the running-in process and in any case has no specifically introduced inhomogeneities.
In einer möglichen Ausgestaltung umfassen die einen Einlaufvorgang unterstützenden Partikel der zweiten, äußeren Schicht abrasive und/oder schmierende Partikel. Es ist insofern möglich, eine zweite, äußere Schicht nur mit abrasiven Partikeln vorzusehen oder alternativ nur mit schmierenden Partikeln vorzusehen. Weiterhin ist es möglich, in der zweiten, äußeren Schicht sowohl abrasive als auch schmierende Partikel vorzusehen. Schließlich ist es denkbar, Bereiche festzulegen, bei denen nur abrasive Partikel oder nur schmierende Partikel vorgesehen sind oder Bereiche, bei denen beide Arten gemischt vorgesehen werden, wobei auch das Verhältnis der abrasiven Partikel zu den schmierenden Partikeln sich über unterschiedliche Bereiche der zweiten äußeren Schicht verändern kann.In one possible embodiment, the particles of the second, outer layer that support a running-in process comprise abrasive and / or lubricating particles. In this respect, it is possible to provide a second, outer layer only with abrasive particles or alternatively to provide only with lubricating particles. It is also possible to provide both abrasive and lubricating particles in the second, outer layer. Finally, it is conceivable to define areas in which only abrasive particles or only lubricating particles are provided or areas in which both types are mixed, the ratio of the abrasive particles to the lubricating particles also changing over different areas of the second outer layer can.
Gemäß einer bevorzugten Ausgestaltung umfassen die Partikel Mikro-Hohlkugeln (Microspheres), insbesondere aus Aluminiumoxid (Al2O3), Siliziumdioxid (SiO2), thermoplastischem Kunststoff oder Glas, insbesondere Borsilikatglas (Borosilikatglas) oder sind aus diesen gebildet. Mikro-Hohlkugeln sind sehr leichte, hohle Kugeln mikroskopischer Dimension, die mit Luft oder inertem Gas gefüllt sind. Die Hülle der Mikro-Hohlkugeln kann insbesondere aus einem der folgenden Materialien bestehen: Aluminiumoxid (Al2O3), Siliziumdioxid (SiO2) oder aus Glas und letzteres insbesondere aus Borsilikatglas (Borosilikatglas). Kugeln aus Borsilikatglas, die innen hohl sind, werden beispielsweise von 3M als "Glass Bubbles" angeboten, liegen in Pulverform vor, sind chemisch inaktiv, nicht brennbar und nicht porös. Ein durchschnittlicher Kugeldurchmesser liegt beispielsweise bei 20 µm mit durchschnittlicher Wandstärke von 0,7 µm. Bei Verwendung derartiger Mikro-Glashohlkugeln platzen diese während des Einlaufvorgangs auf. Sie sorgen aufgrund ihrer Härte (sie sind relativ zur Bindemittel-Matrix der zweiten, äußeren Schicht deutlich härter) auch für den nötigen Abrieb und bietet lokale, winzige, gleichmäßig über die Oberfläche verteilte Angriffspunkte für einen Beschichtungsabtrag bei Reibkontakt mit einer gegenüberliegenden Fläche, beispielsweise der gegenüberliegenden Rotorschraube, wodurch ein unerwünschtes bzw. schädliches, großflächiges Abplatzen der Schichten mit der jeweils zugeordneten gegenüberliegenden Fläche, wie beispielsweise der Profilfläche einer gegenüberliegenden Rotorschraube oder bei einem Kontakt zwischen Rotorschraube und Verdichtergehäuse vermieden wird.According to a preferred embodiment, the particles comprise hollow microspheres (microspheres), in particular made of aluminum oxide (Al 2 O 3 ), silicon dioxide (SiO 2 ), thermoplastic or glass, in particular borosilicate glass (borosilicate glass) or are formed from these. Hollow microspheres are very light, hollow spheres of microscopic dimensions that are filled with air or inert gas. The shell of the micro hollow spheres can in particular consist of one of the following materials: aluminum oxide (Al 2 O 3 ), silicon dioxide (SiO 2 ) or of glass and the latter in particular of borosilicate glass (borosilicate glass). Balls made of borosilicate glass, which are hollow on the inside, are offered by 3M as "Glass Bubbles", are in powder form, are chemically inactive, non-flammable and non-porous. An average sphere diameter is, for example, 20 µm with an average wall thickness of 0.7 µm. When using such micro glass hollow spheres, these burst during the running-in process. Due to their hardness (they are much harder relative to the binder matrix of the second, outer layer), they also provide the necessary abrasion and offer local, tiny, evenly distributed points of attack for coating removal in case of frictional contact with an opposite surface, e.g. the opposite rotor screw, whereby an undesired or harmful, large-area chipping of the layers with the respectively assigned opposite surface, such as the profile surface of an opposite rotor screw or in the event of contact between the rotor screw and the compressor housing, is avoided.
In einer fakultativ möglichen Ausgestaltung der vorliegenden Erfindung weisen die einen Einlaufvorgang unterstützenden Partikel der zweiten, äußeren Schicht eine gegenüber der durch den thermoplastischen Kunststoff definierten Matrix höhere Härte auf, wobei die Härte nach Shore gemessen bzw. definiert wird.In an optionally possible embodiment of the present invention, the particles of the second, outer layer that support a running-in process have a higher hardness than the matrix defined by the thermoplastic, the hardness being measured or defined according to Shore.
In einer ebenfalls fakultativ möglichen Ausgestaltung der vorliegenden Erfindung weisen die einen Einlaufvorgang unterstützenden Partikel der zweiten, äußeren Schicht eine gegenüber der durch den thermoplastischen Kunststoff definierten Matrix geringere Härte auf, wobei die Härte nach Shore gemessen bzw. definiert wird.In a likewise optional embodiment of the present invention, the particles of the second, outer layer that support a running-in process have a lower hardness than the matrix defined by the thermoplastic, the hardness being measured or defined according to Shore.
Nach einem besonders bevorzugten Aspekt der vorliegenden Erfindung ist die erste, innere Schicht mit der zweiten, äußeren Schicht durch Aufschmelzen verbunden. Es ergibt sich hierdurch eine besonders stabile, dauerhafte und zuverlässige Verbindung zwischen der ersten, inneren Schicht und der zweiten, äußeren Schicht. Dadurch lässt sich eine relativ zuverlässige Verankerung der zweiten, äußeren Schicht gewährleisten, auch wenn die zweite, äußere Schicht einen vergleichsweise hohen Anteil an Partikeln oder Poren aufweist und so beispielsweise bei einer theoretischen Anbringung direkt auf dem metallischen Grundkörper bzw. auf einer metallischen Fläche relativ schlechte Hafteigenschaften aufweisen würde. In diesem Zusammenhang muss auch bemerkt werden, dass die Anteile der Partikel bezogen auf den Anteil des thermoplastischen Kunststoffs, insbesondere ein thermoplastischer Hochleistungskunststoff, insbesondere PEEK, nach Gewichtsanteilen angegeben werden kann und beispielsweise das Partikel-Bindemittel-Massenverhältnis als P/B angegeben werden kann. Das Bindemittel stellt die bereits angesprochene Matrix aus thermoplastischem Kunststoff zur Aufnahme der Partikel dar.According to a particularly preferred aspect of the present invention, the first, inner layer is connected to the second, outer layer by melting. This results in a particularly stable, permanent and reliable connection between the first, inner layer and the second, outer layer. This allows a relatively reliable anchorage of the Ensure the second, outer layer, even if the second, outer layer has a comparatively high proportion of particles or pores and thus, for example, would have relatively poor adhesive properties if it were theoretically attached directly to the metallic base body or on a metallic surface. In this context, it must also be noted that the proportions of the particles based on the proportion of the thermoplastic, in particular a high-performance thermoplastic, in particular PEEK, can be specified by weight and for example the particle / binder mass ratio can be stated as P / B. The binder is the matrix made of thermoplastic material for receiving the particles.
Damit die jeweiligen Eigenschaften der Partikel in der zweiten, äußeren Schicht genutzt werden können und einen Effekt bewirken, sind Mindestmengen bevorzugtermaßen festzulegen. Andererseits können Anteile an Partikeln nicht beliebig erhöht werden. Die Partikel sind im Bindemittel, also der Matrix aus thermoplastischem Kunststoff, eingebunden. Je höher der Partikelanteil, desto stärker wirken sich zwar die Partikeleigenschaften aus, desto schlechter können aber die Partikel selbst in der Bindemittelmatrix, insbesondere im PEEK, gebunden werden. Für den Gesamtpartikelanteil gilt vorteilhafterweise:
0,03 ≤ P/B ≤ 1,0 bezogen auf die jeweiligen Masseverhältnisse. Ein bevorzugter Bereich für den Gesamtfüllstoffanteil liegt bei 0,15 ≤ P/B ≤ 0,35.In order that the respective properties of the particles in the second, outer layer can be used and have an effect, minimum quantities should preferably be specified. On the other hand, proportions of particles cannot be increased arbitrarily. The particles are bound in the binder, i.e. the matrix made of thermoplastic material. The higher the particle content, the stronger the particle properties have an effect, but the worse the particles themselves can be bound in the binder matrix, especially in PEEK. The following advantageously applies to the total particle fraction:
0.03 ≤ P / B ≤ 1.0 based on the respective mass ratios. A preferred range for the total filler fraction is 0.15 P P /
Alternativ lässt sich für konkrete Partikel folgendes ebenfalls als bevorzugte Bereiche festlegen:
Partikel: Graphit: 0,3 ≤ PGraphit/B ≤ 0,75 mit PGraphit als Masse des Graphit.Alternatively, the following can also be defined as preferred ranges for concrete particles:
Particles: Graphite: 0.3 ≤ P graphite / B ≤ 0.75 with P graphite as the mass of the graphite.
Partikel: Glashohlkugeln: 0,05 ≤ PGlashohlkugeln/B ≤ 0,5 mit PGlashohlkugeln als Masse der Glashohlkugeln.Particles: hollow glass spheres: 0.05 ≤ P hollow glass spheres / B ≤ 0.5 with P hollow glass spheres as the mass of the hollow glass spheres.
Nach einer bevorzugten Überlegung der vorliegenden Erfindung definiert die erste, innere Schicht einen im Wesentlichen homogenen Überzug und damit eine Korrosionsschutzschicht für die von der ersten, inneren Schicht bedeckte metallische Fläche. Wie bereits erwähnt, kann die erste, innere Schicht als sehr homogene Schicht vorgesehen werden, die damit gut auf der zu beschichtenden metallischen Oberfläche haftet und insofern einen guten Korrosionsschutz bietet. Einen weiteren bevorzugten Aspekt der vorliegenden Erfindung definiert die zweite, äußere Schicht eine sich im Einlaufvorgang bereichsweise abtragende und/oder sich bereichsweise plastisch verformende, mithin eine sich an die konkreten Betriebsverhältnisse adaptierende Einlaufschicht. Die Einlaufschicht ist insofern derart ausgebildet, dass sie sich an die konkreten Betriebsverhältnisse anpassen und gegenüber einer Gegenfläche dafür sorgen kann, dass sich ein günstiges Spaltmaß einstellt.According to a preferred consideration of the present invention, the first, inner layer defines a substantially homogeneous coating and thus a corrosion protection layer for the metallic surface covered by the first, inner layer. As already mentioned, the first, inner layer can be provided as a very homogeneous layer, which thus adheres well to the metallic surface to be coated and thus offers good protection against corrosion. A further preferred aspect of the present invention defines the second, outer layer an infeed layer that is partially removed and / or plastically deformed in the infeed process, and thus an inlay layer that adapts to the specific operating conditions. The run-in layer is designed in such a way that it can adapt to the specific operating conditions and, in relation to a counter surface, can ensure that a favorable gap dimension is established.
Nach einer weiteren vorteilhaften Ausgestaltung der vorliegenden Erfindung umfassen die in der zweiten, äußeren Schicht aufgenommenen Partikel Graphit oder können aus Graphit gebildet sein. Die Partikel können aber auch die folgenden Materialien umfassen: hexagonales Bornitrid, Kohlenstoff-Nanoröhren (Carbon Nanotubes CNT), Talk (bzw. Talkum), Polytetrafluorethylen (PTFE), Perfluoralkoxy-Polymere (PFA), Fluorethylen-Propylen (FEP) und/oder ein anderes Fluor-Polymer.According to a further advantageous embodiment of the present invention, the particles contained in the second, outer layer comprise graphite or can be formed from graphite. However, the particles can also comprise the following materials: hexagonal boron nitride, carbon nanotubes (carbon nanotubes CNT), talc (or talc), polytetrafluoroethylene (PTFE), perfluoroalkoxy polymers (PFA), fluoroethylene propylene (FEP) and / or another fluoropolymer.
Graphit, hexagonales Bornitrid, Kohlenstoff-Nanotubes und Talkum verringern jeweils als Festschmierstoff die Reibung. Die Materialien lassen sich relativ gut abtragen, d.h. es stellt sich ein günstiges Einlaufverhalten ein. Graphit ist relativ zur Bindemittelmatrix relativ weich. Auch Talkum ist vergleichsweise weich und wirkt als Gleitmittel mit geringer Scheuerwirkung. Es ist darüber hinaus wasserabweisend und abdichtend.Graphite, hexagonal boron nitride, carbon nanotubes and talc all reduce friction as a solid lubricant. The materials can be removed relatively well, i.e. there is a favorable running-in behavior. Graphite is relatively soft relative to the binder matrix. Talc is also comparatively soft and acts as a low-abrasive lubricant. It is also water-repellent and waterproof.
Fluorpolymere, wie PTFE, PFA, FEP (mit durchschnittlichen Korngrößen von ca. 2 µm bis 30 µm) wirken ebenfalls als Fest- bzw. Trockenschmierstoffe. Sie werden dem thermoplastischen Kunststoff der Bindemittelmatrix, wie beispielsweise dem PEEK, in Pulverform beigemischt und lösen sich auch bei Nasslack bei den folgenden Prozessen zur Ausbildung der zweiten, äußeren Schicht nicht. Sie sind relativ zur Bindemittelmatrix eher weich und sorgen dadurch insbesondere für gute Schmier-, Gleit- und Antihafteigenschaften.Fluoropolymers, such as PTFE, PFA, FEP (with average grain sizes of approx. 2 µm to 30 µm) also act as solid or dry lubricants. They are mixed in powder form with the thermoplastic plastic of the binder matrix, such as PEEK, and do not dissolve even with wet paint in the subsequent processes for forming the second, outer layer. They are rather soft relative to the binder matrix and therefore ensure good lubricating, sliding and non-stick properties.
Die Partikel können alternativ oder zusätzlich aber auch folgende Materialien umfassen: Aluminiumdioxid (Al2O3), Siliziumcarbid (SiC), Siliziumdioxid (SiO2) und/oder Glas (insbesondere Borsilikatglas).Alternatively or additionally, the particles can also comprise the following materials: aluminum dioxide (Al 2 O 3 ), silicon carbide (SiC), silicon dioxide (SiO 2 ) and / or glass (in particular borosilicate glass).
Alternativ oder zusätzlich zu den Partikeln können in der zweiten äußeren Schicht aber auch Poren eingearbeitet sein. Unter Poren sind Hohlräume zu verstehen, die in mindestens einer, der größten Dimension eine Ausdehnung von mindestens 1 µm aufweisen. Die Einarbeitung derartiger Poren lässt sich im Herstellungsprozess beispielsweise durch Einmischung geeigneter Schäume (z.B. durch chemische Additive, die als Treibmittel wirken) erzielen. Die Poren können insgesamt eine offenporige bzw. eine geschlossenporige Struktur ausbilden. Die Poren haben vorteilhafterweise eine Größe von maximal einigen Mikrometern und sind weiter vorteilhafterweise innerhalb der zweiten äußeren Schicht zumindest im Wesentlichen homogen verteilt.As an alternative or in addition to the particles, pores can also be incorporated in the second outer layer. Pores are to be understood as cavities which have an extent of at least one, the
Porenähnliche Hohlräume lassen sich auch durch Mikro-Hohlkugeln mit thermoplastischer Hülle (plastic microspheres) erzeugen. Die thermoplastische Hülle umschließt dabei ein Gas, das sich durch Zufuhr von Wärme ausdehnt und das Volumen der Hohlkugel vergrößert. Derartige Mikro-Hohlkugeln aus einer Kunststoffhülle können als Partikel in expandierter bzw. nicht-expandierter Form vorliegen. Eine Polymermatrix mit darin eingebetteten hohlen Partikeln wird in der Fachliteratur gelegentlich auch als syntaktischer Schaum (syntactic foam) bezeichnet. Nebenbei erwähnt sei, dass sich insbesondere mit plastic microspheres auf der Oberfläche der Beschichtung funktionelle Texturen erzeugen lassen. Damit lassen sich beispielsweise Spaltströmungen vorteilhaft beeinflussen.Pore-like cavities can also be created using hollow micro spheres with a thermoplastic shell (plastic microspheres). The thermoplastic shell encloses a gas that expands when heat is applied and increases the volume of the hollow sphere. Micro hollow spheres of this type made of a plastic shell can be present as particles in expanded or non-expanded form. A polymer matrix with hollow particles embedded in it is sometimes referred to in the specialist literature as syntactic foam. It should also be mentioned that functional textures can be created on the surface of the coating, in particular with plastic microspheres. This can be used to influence gap flows, for example.
Die Einarbeitung von Poren bzw. porenähnlichen Hohlräumen in die zweite, äußere Schicht bewirkt, dass sich die zweite, äußere Schicht beim Einlaufvorgang plastisch auf die jeweils benötigte Schichtdicke zusammendrücken kann und sich so eine relativ gute Spaltdimensionierung automatisch einstellt.The incorporation of pores or pore-like cavities in the second, outer layer causes the second, outer layer to compress plastically to the layer thickness required in each case during the running-in process, and a relatively good gap dimensioning is thus automatically established.
Nach einer weiteren vorteilhaften Ausgestaltung liegen die Partikel in mikroverkapselter Form vor. Bei der Mikroverkapselung wird mindestens eine erste Substanz (Wirkstoff) von einer zweiten Substanz (dem Hüllmaterial bzw. der Hülle) umgeben. Unterschieden werden monolithische Mikrokapseln mit einem festen Kern und Reservoir-Mikrokapseln mit flüssigem Kern. Die Hülle besteht beispielsweise aus Kunststoff. Vorteile mikroverkapselter Partikel sind insbesondere:
- Besseres Handling vor oder während der Verarbeitung (bessere Fließeigenschaften, weniger Staubentwicklung)
- Bessere Dispergierbarkeit. Eine wasserunlösliche Substanz kann in Mikrokapseln eingeschlossen werden, damit sie in einem wässrigen Medium dispergierbar ist. Auch eine elektrostatische Aufladung oder das Risiko einer allmählichen Verklumpung (Agglomeration) kann durch Verkapselung verringert werden.
- Möglichkeit der Kombination inkompatibler Substanzen
- Verhinderung von vorzeitigen chemischen Reaktionen mit anderen Mischungskomponenten
- Beeinflussung elektrostatischer Eigenschaften
- Better handling before or during processing (better flow properties, less dust generation)
- Better dispersibility. A water-insoluble substance can be enclosed in microcapsules so that it is dispersible in an aqueous medium. Electrostatic charging or the risk of gradual clumping (agglomeration) can also be reduced by encapsulation.
- Possibility of combining incompatible substances
- Prevention of premature chemical reactions with other mixture components
- Influencing electrostatic properties
In einer vorteilhaften Ausgestaltung werden in der zweiten, äußeren Schicht eingebettete mikroverkapselte Schmierstoffe bei mechanischer Beanspruchung vorwiegend in der Einlaufphase freigesetzt. Dadurch lässt sich der Einlaufvorgang beispielsweise zeitlich verlängern. Es entsteht weniger Reibungswärme und in der Folge eine geringeres Risiko von Ausbrüchen der zweiten, äußeren Schicht.In an advantageous embodiment, microencapsulated lubricants embedded in the second, outer layer are released under mechanical stress predominantly in the running-in phase. In this way, the running-in process can be lengthened, for example. There is less frictional heat and consequently a lower risk of breakouts of the second, outer layer.
Selbstverständlich ist es denkbar, in die zweite, äußere Schicht noch weitere Partikel oder Pigmente, beispielsweise Titandioxid (TiO2) einzuarbeiten.Of course, it is also conceivable to incorporate further particles or pigments, for example titanium dioxide (TiO 2 ), into the second, outer layer.
In einer bevorzugten Ausführungsform beträgt die Schichtdicke der ersten, inneren Schicht vor dem Einlaufen zwischen 5 µm und 50 µm. Um eine Schichtdicke von beispielsweise 50 µm zu erreichen, kann die erste, innere Schicht auch in mehreren Schichten, beispielsweise zwei Schichten von jeweils 25 µm aufgebracht werden, um eine Gesamtschichtdicke von 50 µm für die erste, innere Schicht zu erreichen. Mit Schichtdicke ist hier immer die Trockenschichtdicke (DFT, Dry Film Thickness) bezeichnet.In a preferred embodiment, the layer thickness of the first, inner layer before entry is between 5 μm and 50 μm. In order to achieve a layer thickness of, for example, 50 μm, the first, inner layer can also be applied in several layers, for example two layers of 25 μm each, in order to achieve a total layer thickness of 50 μm for the first, inner layer. The layer thickness is always the dry layer thickness (DFT, Dry Film Thickness).
Die Schichtdicke der zweiten, äußeren Schicht vor dem Einlaufen beträgt bevorzugtermaßen 10 µm bis 120 µm. Auch hier ist die Trockenschichtdicke (DFT, Dry Film Thickness) angesprochen. Auch die zweite, äußere Schicht kann in mehreren Schichten aufgebracht werden. Vorteilhaft ist es, die Schichtdicke umso dicker auszuführen, je größer der Durchmesser der Rotorschrauben ist. Die Gesamtschichtdicke von erster, innerer Schicht und zweiter, äußerer Schicht kann bevorzugtermaßen somit in einem Bereich von 15 µm bis 170 µm liegen.The layer thickness of the second, outer layer before running in is preferably 10 μm to 120 μm. The dry film thickness (DFT) is also addressed here. The second, outer layer can also be applied in several layers. It is advantageous to make the layer thickness the thicker the larger the diameter of the rotor screws. The total layer thickness of the first, inner layer and second, outer layer can therefore preferably be in a range from 15 μm to 170 μm.
Die Spalte und Schichtdicken sind idealerweise derart aufeinander abgestimmt, dass bei der Montage der Rotorschrauben im Verdichtergehäuse noch ein minimales Spiel zwischen den Rotorschrauben sowie zwischen den Rotorschrauben und dem Verdichtergehäuse vorhanden ist. Die montierten Rotorschrauben sollen sich gerade noch gegeneinander verdrehen lassen können. Ist die Schichtdicke so groß, dass ein Übermaß entsteht, so können die Rotorschrauben nur unter Kraftaufwendung und Zwang im Gehäuse montiert werden. Das Spiel bei der Montage ist vorteilhaft, da dann die Rotorschrauben definiert, beispielsweise über ein Synchrongetriebe, synchronisiert werden können. Dabei wird die relative Drehwinkelstellung der Rotorschrauben zueinander dauerhaft fixiert.The gaps and layer thicknesses are ideally matched to one another in such a way that there is minimal play between the rotor screws and between the rotor screws and the compressor housing when the rotor screws are installed in the compressor housing. The assembled rotor screws should just be able to be turned against each other. If the layer thickness is so large that there is an oversize, the rotor screws can only be installed in the housing with the application of force and force. The play during assembly is advantageous because then the rotor screws defined, for example via a synchronous gear, can be synchronized. The relative angle of rotation of the rotor screws to each other is permanently fixed.
Die zweite, äußere Schicht haftet auf der ersten, inneren Schicht besser als direkt auf der metallischen Fläche des zu beschichtenden Bauteils, beispielsweise auf dem Grundkörper der Rotorschraube. Denn der thermoplastische Kunststoff, beispielsweise das PEEK, der zweiten Schicht verschmilzt dabei mit dem thermoplastischen Kunststoff, beispielsweise dem PEEK, der ersten Schicht. Mit zunehmendem Partikel-Anteil nimmt entsprechend der Anteil des thermoplastischen Kunststoffs der Bindemittel-Matrix, insbesondere des PEEK-Anteils, ab. In der Folge wird auch die Funktion des thermoplastischen Kunststoffs, insbesondere des PEEK, als Bindemittel-Matrix geschwächt.The second, outer layer adheres better to the first, inner layer than directly to the metallic surface of the component to be coated, for example to the base body of the rotor screw. This is because the thermoplastic, for example the PEEK, of the second layer merges with the thermoplastic, for example the PEEK, of the first layer. As the proportion of particles increases, the proportion of thermoplastic plastic in the binder matrix, in particular the proportion of PEEK, decreases accordingly. As a result, the function of the thermoplastic, in particular PEEK, as a binder matrix is also weakened.
Trüge man die zweite, äußere Schicht direkt auf die metallische Fläche, beispielsweise auf den Grundkörper der Rotorschraube, auf, so stünde mit zunehmendem Anteil der Partikel weniger Bindemittelmatrix-Anteil zur Verfügung, der sich mit der metallischen Oberfläche verbinden kann.If the second, outer layer was applied directly to the metallic surface, for example to the base body of the rotor screw, then with increasing proportion of the particles there would be less binder matrix part available which can bond to the metallic surface.
Bei der Inbetriebnahme des Schraubenverdichters kommt es - wie bereits erwähnt - aufgrund der Verdichtungstemperatur zur Wärmedehnung und zur Biegung der Rotorschrauben und in der Folge zu einer Berührung der sich drehenden Rotorschrauben sowie zwischen den sich drehenden Rotorschrauben und dem feststehenden Verdichtergehäuse. Bei dieser Berührung erfolgt ein teilweiser Abtrag der zweiten, äußeren Schicht. Die Rotorschrauben laufen sich ein und zwar lokal unterschiedlich stark und nur dort, wo sich Bauteile berühren. Abhängig von den jeweiligen Deformationen und Abweichungen von der Sollgeometrie der Rotorschrauben und ggf. des Verdichtergehäuses findet somit ein unterschiedlich großes, teilweises Abtragen der zweiten, äußeren Schicht statt. Dieser Abtrag wird, wie bereits erwähnt, als Einlaufprozess bezeichnet und soll sich nur in der zweiten, äußeren Schicht, der Einlaufschicht, abspielen. Der Einlaufprozess findet im Wesentlichen nur einmal, bei der ersten Inbetriebnahme des Schraubenverdichters statt. Dabei ist es vorteilhaft, den Einlaufprozess behutsam durchzuführen. Vorteilhaft ist es, den Einlaufprozess auf den späteren Einsatzbereich des Schraubenverdichters abzustimmen. Besonders vorteilhaft für einen behutsamen Einlaufprozess ist ein drehzahlvariabler Antrieb (z.B. Permanentmagnetmotor oder Synchronreluktanzmotor) des Schraubenverdichters. Dieser ermöglicht es, während des Einlaufvorgangs die Antriebsdrehzahl definiert und zeitlich gestreckt bis zur maximal vorgesehenen Betriebsdrehzahl zu steigern. Im Gegensatz dazu würde ein Festdrehzahlantrieb (z.B. mit herkömmlichem Asynchronmotor ohne Frequenzumrichter) den Schraubenverdichter sehr schnell mit der bei trockener Verdichtung erforderlichen hohen Drehzahl antreiben mit dem Risiko, dass die Beschichtung aufgrund des dabei äußerst kurzen Einlaufvorgangs beschädigt werden könnte. Der Einlaufvorgang kann beispielsweise auf einem separaten Einlaufprüfstand stattfinden. Vorteilhafterweise ist jedoch bereits die Gesamtmaschine (Schraubenmaschine incl. Antrieb usw.) mit einem drehzahlvariablen Antrieb ausgerüstet, sodass der Einlaufvorgang während der erstmaligen Inbetriebnahme der für den Kunden vorgesehenen Maschine stattfinden kann. Der aufwändige Zwischenschritt (Montage und Demontage auf dem Einlaufprüfstand) könnte somit entfallen. Auf diese Weise kann ein unnötig hoher Abtrag der zweiten, äußeren Schicht vermieden werden, was ansonsten zu einer erhöhten unerwünschten Rückströmung entgegen der Förderrichtung führen würde.When the screw compressor is started up, as already mentioned, the compression temperature leads to thermal expansion and bending of the rotor screws and subsequently to the rotating rotor screws and between the rotating rotor screws and the stationary compressor housing. With this contact, the second, outer layer is partially removed. The rotor screws shrink, locally to different degrees, and only where components touch. Depending on the respective deformations and deviations from the target geometry of the rotor screws and possibly the compressor housing, the second, outer layer is removed in different sizes, in part. As already mentioned, this removal is referred to as the running-in process and should only take place in the second, outer layer, the running-in layer. The running-in process essentially only takes place once, when the screw compressor is started up for the first time. It is advantageous to carry out the running-in process carefully. It is advantageous to adapt the running-in process to the later area of application of the screw compressor. A variable-speed drive (eg permanent magnet motor or synchronous reluctance motor) of the screw compressor is particularly advantageous for a careful running-in process. This enables the drive speed to be defined during the running-in process and increased in time up to the maximum intended operating speed. In contrast, a fixed speed drive (e.g. with a conventional asynchronous motor without a frequency converter) would drive the screw compressor very quickly at the high speed required for dry compression with the risk that the coating could be damaged due to the extremely short running-in process. The running-in process can take place, for example, on a separate running-in test bench. However, the entire machine (screw machine including drive, etc.) is advantageously already equipped with a variable-speed drive, so that the running-in process can take place during the initial start-up of the machine intended for the customer. The elaborate intermediate step (assembly and disassembly on the running-in test bench) could thus be omitted. In this way, an unnecessarily high removal of the second, outer layer can be avoided, which would otherwise lead to an increased undesired backflow against the conveying direction.
Die in der zweiten, äußeren Schicht aufgenommenen harten bzw. abrasiven Partikel sorgen dafür, dass das weichere Material des Reibpartners abgetragen wird. Vergleichsweise weiche Partikel (bezogen auf die Härte des thermoplastischen Kunststoffs, welcher die Bindemittelmatrix definiert) sorgen dafür, dass die zweite, äußere Schicht, in der sie sich befinden, besonders schnell und einfach durch einen härteren Reibpartner abgetragen werden kann. In Kontaktbereichen im Profilbereich der Rotorabschnitte mit im Betrieb keinen bzw. geringen Relativgeschwindigkeiten der beiden Rotorschrauben zueinander (d.h. in oder nahe der Wälzkreise bzw. Wälzbereiche) treten gleichzeitig hohe Flächenpressungen auf, so dass beispielsweise die dünnwandigen Mikro-Glashohlkugeln in der zweiten, äußeren Schicht vorteilhafterweise aufbrechen und damit für den nötigen Abrieb bzw. Schichtdickenverlust in der zweiten, äußeren Schicht auf beiden Rotorschrauben sorgen. Nach einem bevorzugten Aspekt der vorliegenden Erfindung unterstützen die beim Aufbrechen entstehenden scharfen Bruchkanten der Mikro-Glashohkugeln den abrasiven Prozess. Ein Schichtdickenverlust lässt sich auch durch in der zweiten, äußeren Schicht eingeschlossene Poren erzielen, wobei hier eine plastische Verformung durch Kompression bzw. Kollabieren der Poren eintritt.The hard or abrasive particles absorbed in the second, outer layer ensure that the softer material of the friction partner is removed. Comparatively soft particles (based on the hardness of the thermoplastic that defines the binder matrix) ensure that the second, outer layer in which they are located can be removed very quickly and easily by a harder friction partner. In contact areas in the profile area of the rotor sections with no or low relative speeds of the two rotor screws to one another during operation (i.e. in or near the rolling circles or rolling areas), high surface pressures occur simultaneously, so that, for example, the thin-walled micro-glass hollow spheres in the second, outer layer advantageously break open and thus ensure the necessary abrasion or loss of layer thickness in the second, outer layer on both rotor screws. According to a preferred aspect of the present invention, the sharp breaking edges of the micro glass spheres that arise during the breaking open support the abrasive process. A loss of layer thickness can also be achieved through pores enclosed in the second, outer layer, with plastic deformation due to compression or collapse of the pores occurring here.
Dadurch wird ein unerwünschtes ständiges Drücken der Rotorschrauben gegeneinander verhindert. Dies wirkt sich unter anderem günstig auf die Lebensdauer der Beschichtung sowie auf die Lebensdauer der Lager aus. Insgesamt wird durch diese Anpassbarkeit der zweiten, äußeren Beschichtung gerade im oder nahe des Wälzbereichs der Schraubenrotoren in vorteilhafter Weise die Laufruhe des Schraubenverdichters verbessert.This prevents undesirable constant pressing of the rotor screws against each other. Among other things, this has a favorable effect on the service life of the coating and on the service life of the bearings. Overall, this adaptability of the second, outer coating, particularly in or near the rolling region of the screw rotors, advantageously improves the smoothness of the screw compressor.
In Kontaktbereichen der Rotorschrauben mit vergleichsweise großen Relativgeschwindigkeiten zueinander, d.h. in Bereichen mit zunehmendem radialen Abstand zu den Wälzkreisen, lassen sich weiche Partikel, wie beispielsweise Graphit, aufgrund der großen Relativgeschwindigkeiten der Reibpartner zueinander relativ einfach abtragen, d.h. die zweite, äußere Schicht läuft auch in diesen Bereichen gut ein. Gerade Graphit hat darüber hinaus auch den Vorteil, dass es vergleichsweise kostengünstig ist sowie auf der Gegenfläche nicht aufschmiert.In contact areas of the rotor screws with comparatively high relative speeds to one another, i.e. in areas with increasing radial distance from the pitch circles, soft particles such as graphite can be removed relatively easily due to the large relative speeds of the friction partners, i.e. the second, outer layer also runs in well in these areas. Graphite in particular also has the advantage that it is comparatively inexpensive and does not smear on the counter surface.
Gemäß einer bevorzugten Ausführungsform der vorliegenden Erfindung ist der Grundkörper der Rotorschraube aus Stahl und/oder Gusseisen gebildet.According to a preferred embodiment of the present invention, the base body of the rotor screw is formed from steel and / or cast iron.
Erfindungsgemäß ist es weiterhin vorteilhaft, neben der Profilfläche bzw. neben den Profilflächen auch unter Umständen weitere Abschnitte der einen oder beider Rotorschrauben sowie des Verdichtergehäuses in entsprechender Weise mehrschichtig zu beschichten.According to the invention, it is also advantageous, in addition to the profile surface or the profile surfaces, to coat further sections of one or both rotor screws and the compressor housing in a corresponding manner in a corresponding manner.
Hinsichtlich der Rotorschraube selbst können noch die Stirnflächen mit einer ersten, inneren Schicht sowie einer zweiten, äußeren Schicht beschichtet sein, wobei erste, innere Schicht und zweite, äußere Schicht beide einen thermoplastischen Kunststoff umfassen bzw. aus diesen gebildet sind und die zweite, äußere Schicht einen Einlaufvorgang unterstütztende Partikel oder Poren aufweist, der thermoplastische Kunststoff eine Matrix zur Aufnahme der Partikel bzw. zur Ausbildung der Poren definiert. Es kann aber auch vorgesehen sein, dass nur eine der beiden Stirnfläche, vorzugsweise nur die druckseitige Stirnfläche, wie vorstehend beschrieben sowohl mit erster, innere Schicht und zweiter, äußerer Schicht, die gegenüberliegende Stirnfläche hingegen nur mit der ersten, inneren Schicht beschichtet ist.With regard to the rotor screw itself, the end faces can also be coated with a first, inner layer and a second, outer layer, the first, inner layer and second, outer layer both comprising or being formed from a thermoplastic and the second, outer layer has a running-in process supporting particles or pores, the thermoplastic defines a matrix for receiving the particles or for forming the pores. However, it can also be provided that only one of the two end faces, preferably only the pressure-side end face, as described above, is coated with both the first, inner layer and the second, outer layer, while the opposite end face is only coated with the first, inner layer.
Weiterhin können Abschnitte der Wellenenden noch mit thermoplastischem Kunststoff gemäß der ersten, inneren Schicht überzogen sein. Vorteilhafterweise sind allerdings Abschnitte der Wellenenden auch unbeschichtet, d.h. ohne eine Schicht aus thermoplastischem Kunststoff gemäß der vorliegenden Erfindung versehen. Eine etwaige andere Beschichtung dieser Abschnitte ist hiervon unbenommen.Furthermore, sections of the shaft ends can also be covered with thermoplastic material according to the first, inner layer. Advantageously, however, sections of the shaft ends are also uncoated, ie without a layer made of thermoplastic material according to the present invention Mistake. Any other coating of these sections is unaffected.
Die funktionalen Bereiche eines Verdichtergehäuses setzen sich im Wesentlichen zusammen aus einem Saugbereich, der Rotorbohrung, einem Druckbereich sowie Dichtungs- und Lagersitzen. Im Falle eines Schraubenverdichters strömt das Prozessmedium, beispielsweise die zu verdichtende Luft, vom Saugbereich zur Rotorbohrung und durch ein Druckfenster weiter zum Druckbereich.The functional areas of a compressor housing essentially consist of a suction area, the rotor bore, a pressure area as well as sealing and bearing seats. In the case of a screw compressor, the process medium, for example the air to be compressed, flows from the suction area to the rotor bore and through a pressure window to the pressure area.
Der Saugbereich befindet sich einlassseitig am Verdichtergehäuse und erstreckt sich von einem Saugstutzen des Verdichterhäuses bis zur Rotorbohrung. In der Rotorbohrung, die zwei auf die Rotorschrauben abgestimmte Teilbohrungen umfasst, sind die Rotorschrauben mit jeweils sehr kleinen Spalten (radiale Gehäusespalte) gelagert und bilden innerhalb des Verdichtungsraums Arbeitskammern aus. Als Verdichtungsraum wird der durch die Rotorbohrung definierte Innenraum im Verdichtergehäuse bezeichnet. Eine ebene Stirnfläche im Verdichtergehäuse mit sehr kleinem axialem Spalt zu den beiden druckseitigen Rotorstirnflächen wird als druckseitige Gehäusestirnfläche bezeichnet. Entsprechend wird die Stirnfläche im Verdichtergehäuse mit kürzestem axialem Abstand zu den saugseitigen Rotorstirnflächen als saugseitige Gehäusestirnfläche bezeichnet.The suction area is located on the inlet side of the compressor housing and extends from a suction nozzle of the compressor housing to the rotor bore. In the rotor bore, which comprises two partial bores matched to the rotor screws, the rotor screws are each stored with very small gaps (radial housing gaps) and form working chambers within the compression chamber. The compression space is the interior space defined by the rotor bore in the compressor housing. A flat end face in the compressor housing with a very small axial gap to the two pressure-side rotor end faces is referred to as the pressure-side housing end face. Accordingly, the end face in the compressor housing with the shortest axial distance from the suction-side rotor end faces is referred to as the suction-side housing end face.
Der Druckbereich erstreckt sich vom Ende des Verdichtungsraums bis zu einem Druckstutzen des Verdichtergehäuses.The pressure range extends from the end of the compression chamber to a pressure port on the compressor housing.
Dichtungssitze im Verdichtergehäuse (gehäuseseitige Dichtungssitze) dienen zur Aufnahme von Dichtungen, konkret Luft- bzw. Fördermediumdichtungen und Öldichtungen. Im Folgenden soll unter dem Begriff Luftdichtung stets auch eine Dichtung für andere Fördermedien mit verstanden werden. Ebenso soll unter dem Begriff "Öldichtung" stets auch eine Dichtung für andere Lagerschmiermittel mit verstanden werden.Sealing seats in the compressor housing (housing-side sealing seats) are used to hold seals, specifically air or fluid seals and oil seals. In the following, the term air seal should always be understood to include a seal for other media. Likewise, the term "oil seal" should always be understood to include a seal for other bearing lubricants.
In Lagersitzen im Verdichtungsgehäuse sind Lager (z.B. Wälzlager) für die beiden Rotorschrauben montiert. Weiterhin sind auch auf den Wellenenden der Rotorschrauben Dichtungssitze (rotorseitige Dichtungssitze) vorgesehen. Dabei wird zwischen Dichtungssitzen für Luftdichtungen und Dichtungssitzen für Öldichtungen unterschieden, die typischerweise nebeneinander auf den Wellenenden der Rotorschrauben angeordnet sind. Die Dichtungssitze für die Luftdichtungen befinden sich beidseitig der Rotorschraube in unmittelbarer Nähe zur saugseitigen und zur druckseitigen Rotorstirnfläche. Daran anschließend und demzufolge weiter von den Rotorstirnflächen entfernt sind die Dichtungssitze für die Öldichtungen angeordnet.Bearings (e.g. roller bearings) for the two rotor screws are mounted in bearing seats in the compression housing. Furthermore, sealing seats (rotor-side sealing seats) are also provided on the shaft ends of the rotor screws. A distinction is made between seal seats for air seals and seal seats for oil seals, which are typically arranged side by side on the shaft ends of the rotor screws. The sealing seats for the Air seals are located on both sides of the rotor screw in close proximity to the suction-side and pressure-side rotor end faces. Following this and consequently further away from the rotor end faces, the seal seats for the oil seals are arranged.
Die Öldichtungen verhindern ein Eindringen von Öl aus dem Lagerbereich in den Verdichtungsbereich des Schraubenverdichters. Die Luftdichtungen verhindern hingegen ein Austreten der verdichteten Luft bzw. des verdichteten Förderfluids aus dem Verdichtungsraum.The oil seals prevent oil from entering the storage area into the compression area of the screw compressor. The air seals, on the other hand, prevent the compressed air or the conveyed fluid from escaping from the compression space.
Weiterhin sind noch Lagersitze auf den Wellenenden, auf denen sich beispielsweise die Wälzlager befinden, vorgesehen. Die Lagersitze schließen sich meist an die Dichtungssitze an.Furthermore, bearing seats are also provided on the shaft ends on which, for example, the roller bearings are located. The bearing seats usually adjoin the sealing seats.
Vorteilhaft ist es, zusätzlich - wie zum Teil bereits erwähnt - zur Beschichtung der Profilfläche der Rotorschrauben auch weitere Abschnitte der Rotorschrauben sowie das Verdichtergehäuse zu beschichten. Der gesamte Innenbereich des Verdichtergehäuses, der mit dem zu fördernden Fluid, beispielsweise der zu komprimierenden Luft in Kontakt kommt, kann mit einer ersten, inneren Schicht, die einen thermoplastischen Kunststoff umfasst bzw. aus diesem gebildet ist, beschichtet sein. Dieser zu beschichtende Bereich besteht aus
- dem Saugbereich (vom Saugstutzen des Schraubenverdichters bis zum Beginn des Verdichtungsraums),
- der Rotorbohrung mit den Teilabschnitten für beide Rotorschrauben,
- den beiden Gehäusestirnflächen (saugseitige und druckseitige Gehäusestirnfläche),
- dem Druckbereich (vom Ende des Verdichtungsraums bis zum Druckstutzen des Schraubenverdichters)
- sowie den Dichtungssitzen.
- the suction area (from the suction port of the screw compressor to the beginning of the compression chamber),
- the rotor bore with the sections for both rotor screws,
- the two housing faces (suction-side and pressure-side housing faces),
- the pressure range (from the end of the compression chamber to the discharge port of the screw compressor)
- as well as the sealing seats.
Die Rotorbohrung mit den beiden Teilabschnitten für beide Rotorschrauben kann vorteilhafterweise zusätzlich zur ersten, inneren Schicht mit der erfindungsgemäßen zweiten, äußeren Schicht, die einen Einlaufvorgang unterstützende Partikel oder Poren aufweist und bei der der thermoplastische Kunststoff eine Matrix zur Aufnahme der Partikel bzw. zur Ausbildung der Poren definiert, beschichtet werden. Ebenso kann auf die druckseitige Gehäusestirnfläche eine derartige zweite, äußere Schicht appliziert werden.The rotor bore with the two sections for both rotor screws can advantageously in addition to the first, inner layer with the second, outer layer according to the invention, which has a run-in process particles or pores and in which the thermoplastic material has a matrix for receiving the particles or for forming the Pores defined, coated. Such a second, outer layer can also be applied to the pressure-side housing end face.
Saugbereich und Druckbereich können auch mit einer derartigen zweiten, äußeren Schicht versehen werden. Es ist jedoch alterativ auch möglich, auf den Saugbereich und den Druckbereich anstelle der hier vorgeschlagenen ersten, inneren Schicht bzw. der Kombination der hier vorgeschlagenen ersten, inneren und zweiten, äußeren Schicht eine andere Korrosionsschutzschicht aufzubringen. Auf die Dichtungssitze im Gehäuse kann ebenfalls eine erfindungsgemäße zweite, äußere Schicht aufgebracht werden. Alternativ zur Beschichtung der Dichtungssitze mit erster, innerer Schicht bzw. erster, innerer Schicht und zweiter, äußerer Schicht ist es auch möglich, dass die Dichtungssitze im Gehäuse unbeschichtet bleiben. "Unbeschichtet" ist hier in dem Sinne zu verstehen, dass die Dichtungssitze im Gehäuse nicht mit einer ersten, inneren Schicht und/oder einer zweiten äußeren Schicht, also nicht mit einer Beschichtung nach der vorliegenden Erfindung versehen sind. Die Lagersitze im Gehäuse dürfen hingegen nicht beschichtet werden. Auch hier gilt, dass die Lagersitze nicht mit einer erfindungsgemäßen Beschichtung versehen sein dürfen; davon unbenommen ist eine etwaige andere, insbesondere filmartige Beschichtung etwa zur Erhöhung der Gleiteigenschaften.The suction area and pressure area can also be provided with such a second, outer layer. However, it is alternatively also possible to apply a different corrosion protection layer to the suction area and the pressure area instead of the first, inner layer proposed here or the combination of the first, inner and second, outer layer proposed here. A second, outer layer according to the invention can also be applied to the sealing seats in the housing. As an alternative to coating the seal seats with the first, inner layer or first, inner layer and second, outer layer, it is also possible for the seal seats to remain uncoated in the housing. “Uncoated” is to be understood here in the sense that the sealing seats in the housing are not provided with a first, inner layer and / or a second outer layer, that is to say not with a coating according to the present invention. The bearing seats in the housing, however, must not be coated. It also applies here that the bearing seats must not be provided with a coating according to the invention; Any other, in particular film-like coating, for example to increase the sliding properties, is unaffected.
Die Funktion der Einlaufschicht zwischen Rotorschraube als bewegtem Teil und Verdichtungsraum des Verdichtergehäuses als ruhendem Teil verläuft ganz entsprechend wie bereits weiter oben beschrieben, d.h. bei Inbetriebnahme des Schraubenverdichters kommt es aufgrund der Verdichtungstemperatur zu Wärmedehnung von Rotorschrauben und Verdichtergehäuse sowie zur Biegung der Rotorschrauben. In der Folge kann es beispielsweise zu einer Berührung von Rotorschrauben und Rotorbohrung oder aber von Rotorstirnflächen und Gehäusestirnflächen, insbesondere von druckseitiger Rotorstirnfläche und druckseitiger Gehäusestirnfläche kommen. Bei dieser Berührung erfolgt der teilweise Abtrag der zweiten, äußeren Beschichtung, wie erfindungsgemäß beabsichtigt. Die Stirnflächen laufen sich entsprechend ein. Es ist hier zu berücksichtigen, dass der druckseitige axiale Stirnspalt für eine effiziente Verdichtung besonders wichtig ist. Dieser Stirnspalt sollte idealerweise sehr klein dimensioniert sein. Der druckseitige axiale Stirnspalt wird bei der Montage der Rotorschrauben im Verdichtergehäuse definiert eingestellt (meist mit einer Genauigkeit im Bereich weniger 1/100 mm und z.B. mittels Distanzscheiben). Ebenso ist es für eine effiziente Verdichtung besonders wichtig, dass der radiale Spalt zwischen Rotorschrauben und Rotorbohrung sehr gering ist.The function of the run-in layer between the rotor screw as the moving part and the compression chamber of the compressor housing as the stationary part is entirely as described above, i.e. when the screw compressor is started up, the compression temperature causes thermal expansion of the rotor screws and the compressor housing and the rotor screws to bend. As a result, the rotor screws and the rotor bore may come into contact, for example, or the rotor end faces and the housing end faces, in particular the pressure-side rotor end face and the pressure-side housing end face. With this contact, the second, outer coating is partially removed, as intended according to the invention. The end faces shrink accordingly. It must be taken into account here that the axial end gap on the pressure side is particularly important for efficient compression. This forehead gap should ideally be very small. The axial face gap on the pressure side is set in a defined manner when installing the rotor screws in the compressor housing (usually with an accuracy in the range of less than 1/100 mm and, for example, using spacers). It is also particularly important for efficient compression that the radial gap between the rotor screws and the rotor bore is very small.
Als mögliche Ausführungsbeispiele sind insbesondere die nachstehenden Beschichtungsvarianten denkbar, wobei diese Auflistung keineswegs abschließend ist und auch weitere Kombinationen denkbar erscheinen:
In einer bevorzugten Ausgestaltung der vorliegenden Erfindung ist der Schraubenverdichter ein ölfrei verdichtender, insbesondere trocken verdichtender Schraubenverdichter.In a preferred embodiment of the present invention, the screw compressor is an oil-free, in particular dry-compressing screw compressor.
Bei dem bereits angesprochenen Beschichtungsverfahren besteht die Kernüberlegung darin, dass auf eine erste, innere Schicht, die einen thermoplastischen Kunststoff umfasst bzw. aus diesem gebildet ist, eine zweite, äußere Schicht aufgebracht wird, wobei die zweite, äußere Schicht ebenfalls einen thermoplastischen Kunststoff umfasst bzw. aus diesem gebildet ist und wobei in der zweiten, äußeren Schicht einen Einlaufvorgang unterstützende Partikel oder Poren eingebettet sind und der thermoplastischen Kunststoff eine Matrix zur Aufnahme der Partikel bzw. zur Ausbildung der Poren definiert. Die angegebenen Schritte laufen bevorzugtermaßen auch in der angegebenen Reihenfolge ab.In the case of the coating method already mentioned, the core consideration is that a second, outer layer is applied to a first, inner layer which comprises or is formed from a thermoplastic, the second, outer layer likewise comprising or is formed from this and wherein particles or pores supporting a running-in process are embedded in the second, outer layer and the thermoplastic defines a matrix for receiving the particles or for forming the pores. The specified steps preferably also take place in the specified order.
Auf die verschiedenen Materialmöglichkeiten für den thermoplastischen Kunststoff, bei dem es sich um einen sog. hochleistungsthermoplastischen Kunststoff handelt, wurde bereits im Zusammenhang mit den vorrichtungstechnischen Aspekten der vorliegenden Erfindung eingegangen. Auf diese Ausführungen wird hier verwiesen. Ganz generell wird nochmals festgehalten, dass es sich bei dem thermoplastischen Kunststoff um ein Polyaryletherketon (PAEK) handeln kann, wobei Polyetheretherketon (PEEK) als besonders bevorzugt angesehen wird.The various material options for the thermoplastic, which is a so-called high-performance thermoplastic, have already been discussed in connection with the technical aspects of the device of the present invention. Reference is made to these statements here. It is generally stated once again that the thermoplastic can be a polyaryl ether ketone (PAEK), polyether ether ketone (PEEK) being regarded as particularly preferred.
Die Beschichtungen können beispielsweise als wasserbasierende Nasslackbeschichtung mit üblichem Spritzbeschichtungsequipment (z.B. HVLP-Pistolen, elektrostatisch, Airless) oder elektrostatisch als Pulverbeschichtung manuell oder robotergesteuert appliziert werden. Robotergesteuertes Lackieren bietet den Vorteil einer hohen Prozesssicherheit mit gleichmäßigen Schichtdicken und kleinen Toleranzen.The coatings can be applied, for example, as a water-based wet paint coating with conventional spray coating equipment (e.g. HVLP guns, electrostatic, airless) or electrostatically as a powder coating, manually or robot-controlled. Robot-controlled painting offers the advantage of high process reliability with uniform layer thicknesses and small tolerances.
Hinsichtlich der Herstellung von Pulverlack oder Nasslack ist im Hinblick auf die hier vorgesehene Beschichtung Folgendes anzumerken:
- Pulverlack: Partikel werden in Pulverform dem ebenfalls meist pulverförmig vorliegenden thermoplastischen Kunststoff, insbesondere dem pulverförmig vorliegenden PEEK, beigemischt.
- Nasslack: Partikel und thermoplastischer Kunststoff, insbesondere PEEK werden jeweils in Pulverform, vorteilhafterweise in Wasser mit Dispergiermittel gemischt. Die Partikel und das PEEK-Pulver lösen sich in der Dispersion nicht auf, sondern es entsteht eine Suspension. Insbesondere bei der Anwendung eines Nasslackverfahrens für die Aufbringung der ersten inneren Schicht muss ein Ablüften der ersten Schicht vorgesehen werden. Dieses Ablüften der ersten Schicht umfasst bevorzugterweise ein Aufheizen der beschichteten nassen Bauteile auf ca. 120 °C zur Verdunstung des Wassers über einen vorgegebenen Zeitraum. Erst dann sollte die zweite, äußere Schicht im nassen oder trockenen Zustand aufgebracht werden.
- Powder coating: Particles are added in powder form to the thermoplastic, which is also usually in powder form, in particular the powdered PEEK.
- Wet paint: Particles and thermoplastic, in particular PEEK, are each mixed in powder form, advantageously in water with dispersant. The particles and the PEEK powder do not dissolve in the dispersion, but a suspension is created. Especially when using a wet paint process for the Application of the first inner layer requires ventilation of the first layer. This flashing off of the first layer preferably comprises heating the coated wet components to approximately 120 ° C. in order to evaporate the water over a predetermined period of time. Only then should the second, outer layer be applied wet or dry.
Die erste, innere Schicht und/oder die zweite, äußere Schicht können als Nasslack oder Pulverlack aufgebracht werden. Nach einem weiter bevorzugten Aspekt der Erfindung wird die erste, innere Schicht und die zweite, äußere Schicht eingebrannt, derart, dass der thermoplastische Kunststoff aufschmilzt. Insofern kann das Einbrennen nach Aufbringen jeder Schicht erfolgen; alternativ ist es aber auch denkbar, zunächst die zwei oder mehreren Schichten aufzubringen und erst anschließend in einem einzigen Brennvorgang einzubrennen.The first, inner layer and / or the second, outer layer can be applied as a wet paint or powder paint. According to a further preferred aspect of the invention, the first, inner layer and the second, outer layer are burned in such that the thermoplastic melts. In this respect, the stoving can take place after each layer has been applied; alternatively, it is also conceivable to first apply the two or more layers and only then to burn them in in a single firing process.
Die erste, innere Schicht und die zweite, äußere Schicht werden bevorzugterweise bei Temperaturen von ca. 360 °C bis 420 °C solange eingebrannt, bis der thermoplastische Kunststoff, insbesondere das PEEK aufgeschmolzen ist und eine homogene Schicht bildet, die auf der zu beschichtenden Oberfläche ausreichend haftet. Das Einbrennen kann insbesondere im Umluftofen oder induktiv erfolgen. Optional ist, wie bereits erwähnt, ein Einbrennen auch nach Aufbringen jeder Schicht möglich. Erwähnt werden sollte schließlich, dass es auch möglich ist, die Schichtdicke der zweiten, äußeren Schicht zu erhöhen und anschließend zum Einstellen einer gewünschten Schichtdicke nachzubehandeln, insbesondere nachzuschleifen.The first, inner layer and the second, outer layer are preferably baked at temperatures of approximately 360 ° C. to 420 ° C. until the thermoplastic, in particular the PEEK, has melted and forms a homogeneous layer on the surface to be coated is sufficiently liable. The stoving can take place in particular in a convection oven or inductively. As already mentioned, baking is also possible after each layer has been applied. Finally, it should be mentioned that it is also possible to increase the layer thickness of the second, outer layer and then to post-treat, in particular re-grind, to set a desired layer thickness.
Vor Aufbringen der ersten, inneren Schicht sollte die zu beschichtende metallische Fläche vorbehandelt werden. Diese Vorbehandlung umfasst vorzugsweise ein Entfetten und weiter vorzugsweise eine weitere Konditionierung der metallischen Flächen, beispielsweise durch Aufrauen der Oberflächen, durch Strahlen oder Ätzen oder durch Aufbringen eine Konversionsschicht definierenden Vorbehandlungsschicht, z.B. Phosphatieren oder Aufbringen einer Nanokeramik. So kann die Oberflächenvorbehandlung auch ein Sandstrahlen und eine anschließende chemische Reinigung mit geeignetem Lösungsmittel (z.B. alkalischer Reiniger, Aceton) umfassen, um eine gute Haftung der ersten, inneren Schicht zu begünstigen. Eine Entfettung kann vorteilhafterweise vor dem Sandstrahlen - durch Abbrennen bei hoher Temperatur (Pyrolyse) erfolgen.Before applying the first, inner layer, the metallic surface to be coated should be pretreated. This pretreatment preferably comprises degreasing and further preferably further conditioning of the metallic surfaces, for example by roughening the surfaces, by blasting or etching or by applying a pretreatment layer defining a conversion layer, for example phosphating or applying a nanoceramic. The surface pretreatment can also include sandblasting and subsequent chemical cleaning with a suitable solvent (eg alkaline cleaner, acetone) in order to promote good adhesion of the first, inner layer. Degreasing can advantageously be carried out before sandblasting - by burning off at high temperature (pyrolysis).
Auf die entsprechend vorgereinigte metallische Oberfläche kann zunächst eine Nanokeramikbeschichtung (z.B. auf Titan- oder Zirkoniumbasis) aufgebracht werden. Nanokeramikbeschichtungen sind eine Weiterentwicklung der bekannten Phosphatierungen. Vorteile einer Nanokeramikbeschichtung gegenüber einer Phosphatierung sind insbesondere:
- Minimierung der Umweltbelastung,
- phosphatfrei ablaufender Prozess und
- insgesamt kostengünstigerer Prozess.
- Minimization of environmental pollution,
- process free of phosphate and
- overall cheaper process.
Bei der Nanokeramikbeschichtung handelt es sich insofern um eine spezielle Vorbehandlungsschicht, die als Unterschicht bezüglich der ersten, inneren Schicht und/oder der zweiten, äußeren Schicht angesehen werden kann. Es sind aber auch andere Schichten als Unterschichten denkbar.In this respect, the nanoceramic coating is a special pretreatment layer that can be regarded as an underlayer with respect to the first, inner layer and / or the second, outer layer. However, layers other than sub-layers are also conceivable.
Im Hinblick auf die Erfindung bzw. die beschriebenen Ausführungsbeispiele lässt sich Folgendes festhalten:
- Gutes Einlaufverhalten der zweiten, äußeren Schicht ermöglicht kleine Spalte zwischen den Rotorschrauben und dem Verdichtergehäuse und damit eine effizientere Verdichtung.
- Gleichzeitig wird ein sehr guter Korrosionsschutz durch die erste, innere Schicht gewährleistet und damit die Lebensdauer der derart beschichteten Bauteile verlängert.
- Das Einlaufen findet nur in der zweiten, äußeren Schicht statt; die erste, innere Schicht dient als Korrosionsschutz. Dadurch lassen sich die beiden Anforderungen Korrosionsschutz und Einlaufverhalten (gezielt getrennt voneinander) optimieren.
- PEEK ist für den Einsatz in Umgebungen mit Lebensmittelkontakt geeignet (FDA-konform). Auch die unterschiedlichen Partikel sind lebensmitteltaugl ich.
- PEEK ist umweltfreundlich: PEEK-Dispersionen sind meist auf Wasserbasis und haben sehr niedrige Anteile an flüchtigen, organischen Verbindungen (VOC). Die Applikation der unterschiedlichen Schichten ist ohne Gesundheitsrisiken und erscheint insbesondere nicht krebserregend.
- Es ist eine sehr gute Chemikalienbeständigkeit gegeben, was vor allem dann von Belang ist, wenn andere Gase als Luft verdichtet werden sollen bzw. wenn die Ansaugluft unter Umständen kontaminiert ist.
- Die Eigenschaften der Beschichtung bleiben bei Kontakt mit Wasser, Feuchtigkeit und Dampf unverändert. Im Vergleich zu anderen Fluorpolymerbeschichtungen hat gerade PEEK eine sehr geringe Wasseraufnahme, d.h. das Risiko eines Quellens der Beschichtung ist deutlich reduziert. Dieser Aspekt erscheint insbesondere für Schraubenverdichter, die nach dem Prinzip der Wasser-Mindermengeneinspritzung arbeiten, vorteilhaft.
- Es ergibt sich für das Betriebsverhalten des Schraubenverdichters eine hohe Laufruhe (die zweite, äußere Schicht gewährleistet ein gutes Einlaufverhalten; auch bei ständigem Reibkontakt entsteht kein unerwünschtes "Drücken" der Rotorschrauben gegeneinander).
- Darüber hinaus zeigt die zweite, äußere Schicht, die insbesondere auch die äußerste Schicht definiert, ein sehr geringes Anhaften, so dass kein Schmutz anhaftet, der zum Klemmen zwischen den Rotorschrauben oder zwischen Rotorschrauben und Verdichtergehäuse führen könnte.
- Good run-in behavior of the second, outer layer enables small gaps between the rotor screws and the compressor housing and thus more efficient compression.
- At the same time, very good corrosion protection is guaranteed by the first, inner layer and thus the life of the components coated in this way is extended.
- The shrinkage only takes place in the second, outer layer; the first, inner layer serves as corrosion protection. This allows the two requirements of corrosion protection and running-in behavior (specifically separated from each other) to be optimized.
- PEEK is suitable for use in food contact environments (FDA compliant). The different particles are also food-grade.
- PEEK is environmentally friendly: PEEK dispersions are mostly water-based and have very low levels of volatile organic compounds (VOC). The application of the different layers is without health risks and in particular does not appear to be carcinogenic.
- The chemical resistance is very good, which is particularly important when gases other than air are to be compressed or when the intake air is contaminated under certain circumstances.
- The properties of the coating remain unchanged upon contact with water, moisture and steam. Compared to other fluoropolymer coatings, PEEK in particular has a very low water absorption, ie the risk of the coating swelling is significantly reduced. This aspect appears to be particularly advantageous for screw compressors that operate on the principle of low-volume water injection.
- The operating behavior of the screw compressor is very smooth (the second, outer layer ensures good running-in behavior; even with constant frictional contact there is no undesired "pressing" of the rotor screws against each other).
- In addition, the second, outer layer, which in particular also defines the outermost layer, shows very little adhesion, so that no dirt adheres, which could lead to jamming between the rotor screws or between the rotor screws and the compressor housing.
Darüber hinaus hat die hier vorgeschlagene mehrschichtige Beschichtung eine hohe Temperaturbeständigkeit sowie gute Temperaturwechselfestigkeit.In addition, the multilayer coating proposed here has a high temperature resistance and good resistance to temperature changes.
Schließlich werden in einigen Bereichen (z.B. in der Tabakindustrie) fluorpolymerfreie Beschichtungen gefordert. Mit einem Teil der genannten Partikel lassen sich fluorpolymerfreie Beschichtungen realisieren.Finally, fluoropolymer-free coatings are required in some areas (e.g. in the tobacco industry). With some of the particles mentioned, fluoropolymer-free coatings can be achieved.
Die Erfindung wird nachstehend auch hinsichtlich weiterer Merkmale und Vorteile anhand der Beschreibung von Ausführungsbeispielen und unter Bezugnahme auf die beiliegenden Zeichnungen näher erläutert. Hierbei zeigen:
Figur 1- einen Stirnschnitt eines erfindungsgemäßen Rotorschraubenpaars;
Figur 2- zwei miteinander verzahnte Rotorschrauben in perspektivischer Ansicht;
Figur 3- ein Ausführungsbeispiel einer erfindungsgemäßen Rotorschraube, die hier konkret als Nebenrotor ausgebildet ist;
Figur 4- ein Ausführungsbeispiel einer erfindungsgemäßen Rotorschraube, die hier konkret als Hauptrotor ausgeführt ist;
- Figur 5
- eine schematische Schnittansicht eines Schraubenverdichters;
- Figur 6
- eine Explosionsdarstellung eines Schraubenverdichters;
- Figur 7
- eine schematische Ausführungsform der mehrschichtigen Beschichtung einer Rotorschraube vor dem Einlaufen;
- Figur 8
- eine schematische Ausführungsform der mehrschichtigen Beschichtung einer Rotorschraube nach dem Einlaufen;
- Figur 9
- schematisch eine nur einschichtige Beschichtung eines Abschnitts einer Rotorschraube;
Figur 10- eine alternative Ausführungsform einer mehrschichtigen Beschichtung einer Rotorschraube vor dem Einlaufen;
Figur 11- die Ausführungsform der mehrschichtigen Beschichtung einer Rotorschraube nach
Figur 10 nach dem Einlaufen; Figur 12- einen Ablauf eines bevorzugten Ausführungsbeispiels des erfindungsgemäßen Beschichtungsverfahrens.
- Figure 1
- an end section of a pair of rotor screws according to the invention;
- Figure 2
- two interlocking rotor screws in perspective view;
- Figure 3
- an embodiment of a rotor screw according to the invention, which is specifically designed here as a secondary rotor;
- Figure 4
- an embodiment of a rotor screw according to the invention, which is specifically designed here as a main rotor;
- Figure 5
- a schematic sectional view of a screw compressor;
- Figure 6
- an exploded view of a screw compressor;
- Figure 7
- a schematic embodiment of the multilayer coating of a rotor screw before running in;
- Figure 8
- a schematic embodiment of the multilayer coating of a rotor screw after running in;
- Figure 9
- schematically shows a single-layer coating of a section of a rotor screw;
- Figure 10
- an alternative embodiment of a multi-layer coating of a rotor screw before running in;
- Figure 11
- the embodiment of the multi-layer coating of a rotor screw
Figure 10 after running in; - Figure 12
- a sequence of a preferred embodiment of the coating method according to the invention.
In
In
Über die Stirnflächen 5a, 5b, 5c, 5d vorstehend sind sich in axialer Richtung erstreckend vorstehende Wellenenden 30 ausgebildet, die jeweils paarweise für eine Rotorschraube 1, 2 eine Welle 16 ausbilden. An den Wellenenden 30 sind ein rotorseitiger Dichtungssitz 7b für eine Luftdichtung, ein rotorseitiger Dichtungssitz 7a für eine Öldichtung sowie ein rotorseitiger Lagersitz 9a, 9b ausgebildet. Dabei ist der rotorseitige Dichtungssitz 7b für eine Luftdichtung benachbart zur Stirnfläche 5a, 5b, 5c, 5d ausgebildet, wohingegen der rotorseitige Lagersitz 9a, 9b mehr zum distalen Ende des Wellenendes 30 hin vorgesehen ist. Zwischen dem rotorseitigen Lagersitz 9a, 9b und dem rotorseitigen Dichtungssitz für eine Luftdichtung 7b ist der bereits angesprochene rotorseitige Dichtungssitz 7a für eine Öldichtung vorgesehen.Above the end faces 5a, 5b, 5c, 5d projecting in the axial direction projecting shaft ends 30 are formed, each forming a
Über ein Synchrongetriebe 13 sind die Rotorschrauben 1, 2 in ihrer Drehposition gegeneinander festgelegt und ihre Profilflächen 12a, 12b, insbesondere ihre jeweiligen Rotorflanken werden so auf Abstand gehalten. Eine Antriebsleistung kann auf die Welle 16 der als Hauptrotor ausgebildeten Rotorschraube 2 beispielsweise mittels eines Motors (nicht dargestellt) über eine Kupplung (nicht dargestellt) aufgebracht werden. Am saugseitigen Ende der paarweise ineinander verschraubten Rotorschrauben 1, 2 ist ein Saugbereich 23 des Schraubenverdichters erkennbar.The rotor screws 1, 2 are fixed in relation to one another in their rotational position and their
In
In
Es schließt sich ein Auftragen der ersten, inneren Schicht 3 an, wobei die erste, innere Schicht 3 beim vorliegenden Ausführungsbeispiel als Nasslack aufgebracht wird. Es sind aber auch alternative Verfahren denkbar, beispielsweise eine Aufbringung im trockenen Zustand als Pulverlack. Dabei wird der Nasslack für die erste, innere Schicht zuvor vorbereitet, wobei der thermoplastische Kunststoff in Form von PEEK jeweils in Pulverform in Wasser mit Dispergiermittel gemischt wird. Es entsteht eine Suspension, die im Schritt S10 auf die vorbehandelte Oberfläche aufgetragen wird. In einem sich anschließenden Schritt S11 wird der aufgebrachte Nasslack getrocknet bzw. abgelüftet. Es erfolgt hierzu in Schritt S11 ein Aufheizen der mit dem Nasslack für die erste Schicht beschichteten Rotorschraube auf ca. 120 °C zur Verdunstung des Wassers. In einem Schritt S12, der optional auch entfallen kann, erfolgt ein Einbrennen der ersten Schicht. Das Einbrennen erfolgt bei Temperaturen von ca. 360 °C bis 420 °C, beispielsweise in einem Umluftofen oder induktiv, bis das PEEK aufgeschmolzen ist und sich eine homogene Schicht ausgebildet hat.This is followed by application of the first,
In weitgehend zu den Schritten S10, S11, S12 analogen Schritten S20, S21, S22 erfolgt das Aufbringen der zweiten Schicht. Hierzu wird erneut ein Nasslack vorbereitet, wobei zweckmäßigerweise - jedoch keinesfalls zwingend - der gleiche thermoplastische Kunststoff wie beim Aufbringen der ersten Schicht - umfassend bzw. aufweisend PEEK als thermoplastischen Kunststoff - Verwendung findet. Hierzu wird das PEEK in Pulverform mit den den Einlaufvorgang unterstützenden Partikeln, beispielsweise den dünnwandigen Mikro-Glashohlkugeln, insbesondere aus Borsilikatglas, zusammen mit Wasser und Dispergiermittel gemischt. Es erfolgt ein Auftragen der zweiten, äußeren Schicht 4 im Schritt S20 direkt auf die erste, innere Schicht 3, die bei dem vorliegenden Ausführungsbeispiel bereits eingebrannt ist. Es ist aber auch möglich, den Schritt S12, nämlich das Einbrennen der ersten Schicht, beiseite zu lassen und erste, innere Schicht 3 sowie zweite, äußere Schicht 4 gemeinsam einzubrennen. An das Auftragen der zweiten, äußeren Schicht im Schritt S20 schließt sich auch hier ein Schritt des Trocknens bzw. Ablüften der zweiten, äußeren Schicht an. Hierzu wird die zu beschichtende Rotorschraube in Schritt S21 erneut auf ca. 120 °C aufgeheizt bzw. auf dieser Temperatur gehalten. Nach ausreichender Trocknung der zweiten, äußeren Schicht erfolgt im Schritt S22 ein Einbrennen der zweiten, äußeren Schicht bei Temperaturen von ca. 360 °C bis 420 °C, beispielsweise in einem Umluftofen oder auf induktive Weise.The second layer is applied in steps S20, S21, S22 largely analogous to steps S10, S11, S12. For this purpose, a wet lacquer is again prepared, whereby the same thermoplastic as in the application of the first layer, comprising or having PEEK as the thermoplastic, is expediently, but not necessarily, used. For this purpose, the PEEK in powder form is mixed with the particles supporting the running-in process, for example the thin-walled micro-glass hollow spheres, in particular made of borosilicate glass, together with water and dispersant. The second,
Optional kann sich noch ein (nicht dargestellter) Schritt S23 anschließen, der bevorzugterweise aber vermieden werden soll. In einem Schritt S23 könnte ein Nachschleifen der zweiten, äußeren Schicht 4 erfolgen, um bei Ausbildung der zweiten, äußeren Schicht mit Übermaß eine jeweils gewünschte Dimensionierung durch Nachschleifen zu erzielen. Wie bereits erwähnt, wird es allerdings bevorzugt, die jeweils gewünschte Dimensionierung des Schichtaufbaus bereits mit den Verfahren, wie anhand von
- 1, 21, 2
- RotorschraubeRotor screw
- 33rd
- erste, innere Schichtfirst, inner layer
- 44th
- zweite äußere Schichtsecond outer layer
- 5a, 5b, 5c, 5d5a, 5b, 5c, 5d
- StirnflächenEnd faces
- 6a6a
- druckseitige Gehäusestirnflächepressure-side housing face
- 6b6b
- saugseitige Gehäusestirnflächefront face of the housing
- 7a7a
- rotorseitiger Dichtungssitz für eine Luftdichtungrotor-side seal seat for an air seal
- 7b7b
- rotorseitiger Dichtungssitz für eine Öldichtungrotor-side seal seat for an oil seal
- 8a8a
- gehäuseseitiger Dichtungssitz für eine Öldichtungseal seat on the housing for an oil seal
- 8b8b
- gehäuseseitiger Dichtungssitz für eine LuftdichtungHousing-side seal seat for an air seal
- 9a, 9b9a, 9b
- rotorseitiger Lagersitzrotor-side bearing seat
- 1010th
- gehäuseseitiger Lagersitzbearing seat on the housing side
- 1111
- VerdichtergehäuseCompressor housing
- 12a, 12b12a, 12b
- ProfilflächeProfile area
- 1313
- SynchrongetriebeSynchronized gearbox
- 14b14b
- Dichtungpoetry
- 14c14c
- Dichtungpoetry
- 1515
- Lagerwarehouse
- 1616
- Wellewave
- 1818th
- VerdichtungsraumCompression space
- 1919th
- RotorbohrungRotor bore
- 2020th
- SchraubenverdichterScrew compressor
- 2121st
- Wälzkreis (Hauptrotor)Pitch circle (main rotor)
- 2222
- Wälzkreis (Nebenrotor)Pitch circle (secondary rotor)
- 2323
- SaugbereichSuction area
- 2424th
- GrundkörperBasic body
- 2525th
- Partikelparticle
- 2727th
- SaugstutzenSuction port
- 2828
- DruckstutzenDischarge nozzle
- 3030th
- vorstehende Wellenendenprotruding shaft ends
- 3232
- PorenPores
Claims (30)
- Screw compressor, comprising a compressor housing (11) with two rotor screws (1, 2) mounted therein in an axially parallel manner, which mesh with one another in a compression space (18), can be driven by means of a drive and are synchronized with one another in their rotational movement, wherein the rotor screws (1, 2) each comprise a single-part or multi-part main body (24) with two end faces (5a, 5b, 5c, 5d) and a profiled surface (12a, 12b) extending therebetween, as well as shaft ends (30) projecting beyond the end faces (5a, 5b, 5c, 5d),
wherein at least the profiled surface (12a, 12b) is formed in a multi-layer manner, comprising a first, inner layer (3) as well as a second, outer layer (4), characterized in that the first, inner layer (3) and the second, outer layer (4) both comprise or are made from a thermoplastic material, wherein particles (25) or pores (32) promoting a running-in process are embedded in the second, outer layer (4), and the thermoplastic material defines a matrix for receiving the particles (25) or for forming the pores (32). - Screw compressor according to claim 1, characterized in that the thermoplastic material for forming the first, inner layer (3) and the second, outer layer (4) is a high-performance thermoplastic material, in particular a semi-crystalline high-performance thermoplastic material.
- Screw compressor according to claim 1 or 2, characterized in that the thermoplastic material for forming the first, inner layer (3) and the second, outer layer (4) comprises a polyaryl ether ketone (PAEK) or at least substantially consists of a polyaryl ether ketone (PAEK).
- Screw compressor according to one of claims 1 to 3, characterized in that the thermoplastic material for forming the first, inner layer (3) and the second, outer layer (4) comprises polyether ether ketone (PEEK) or at least substantially consists of polyether ether ketone (PEEK).
- Screw compressor according to one of claims 1 to 4, characterized in that the first, inner layer (3) is formed without particles (25) or pores (32) promoting a running-in process, but at least substantially homogeneously.
- Screw compressor according to one of claims 1 to 5, characterized in that the particles (25) of the second, outer layer (4) promoting a running-in process comprise abrasive and/or lubricating particles.
- Screw compressor according to one of claims 1 to 6, characterized in that the particles (25) are present in microencapsulated form, wherein at least a first substance is surrounded by a second substance as enveloping material.
- Screw compressor according to claim 6, characterized in that the particles (25) comprise micro hollow spheres (microspheres), in particular of aluminum oxide (Al2O3), silicon dioxide (SiO2) or of thermoplastic material, in particular are formed from these.
- Screw compressor according to claim 6, characterized in that the particles (25) comprise micro hollow spheres (microspheres) of glass, in particular borosilicate glass, or are formed from glass, in particular borosilicate glass.
- Screw compressor according to one of claims 1 to 9, characterized in that the particles (25) of the second, outer layer (4) promoting a running-in process have a higher hardness (according to Shore) relative to the matrix defined by the thermoplastic material.
- Screw compressor according to one of claims 1 to 9, characterized in that the particles (25) of the second, outer layer (4) promoting a running-in process have a lower hardness (according to Shore) relative to the matrix defined by the thermoplastic material.
- Screw compressor according to one of claims 1 to 11, characterized in that the first, inner layer (3) is connected to the second, outer layer by melting.
- Screw compressor according to one of claims 1 to 12, characterized in that the first, inner layer (3) forms a substantially homogeneous coating and thus a corrosion protection layer.
- Screw compressor according to one of claims 1 to 13, characterized in that the second, outer layer (4) defines a running-in layer which is eroding and/or plastically deforming in certain areas during the running-in process and thus adapts to the concrete operating conditions.
- Screw compressor according to one of claims 1 to 14, characterized in that the particles comprise graphite or are formed from graphite.
- Screw compressor according to one of claims 1 to 15, characterized in that the particles comprise:
hexagonal boron nitride, carbon nanotubes (CNT), talcum, polytetrafluoroethylene (PTFE), perfluoroalkoxy polymers (PFA), fluorinated ethylene propylene (FEP) and/or another fluoropolymer. - Screw compressor according to one of claims 1 to 15, characterized in that the particles comprise
aluminum oxide (Al2O3), silicon carbide (SiC), silicon dioxide (SiO2), and/or glass, in particular borosilicate glass. - Screw compressor according to one of claims 1 to 17, characterized in that the layer thickness of the first, inner layer (3) before running-in is 5 µm to 50 µm.
- Screw compressor according to one of the preceding claims, characterized in that the layer thickness of the second, outer layer (4) before running-in is 10 µm to 120 µm.
- Screw compressor according to one of the preceding claims, characterized in that the main body (24) of the rotor screw is formed of steel and/or cast iron.
- Screw compressor according to one of claims 1 to 19, characterized in that at least sections of the shaft ends (30) are not coated with a thermoplastic material.
- Screw compressor according to one of claims 1 to 21, characterized in that at least sections of the shaft ends (30) are coated with the first, inner layer (3) of thermoplastic material.
- Screw compressor according to one of claims 1 to 22, characterized in that in addition to the profiled surface (12a, 12b) of at least one rotor screw (1, 2), one or both end faces (5a, 5b, 5c, 5d) are coated with a multi-layer coating comprising a first, inner layer (3) and a second, outer layer (4), wherein the first, inner layer (3) and the second, outer layer (4) both comprise or are made from a thermoplastic material, wherein particles (25) or pores (32) promoting a running-in process are embedded in the second, outer layer (4), and the thermoplastic material defines a matrix for receiving the particles (25) or for forming the pores (32).
- Screw compressor according to one of claims 1 to 23, characterized in that inner walls, such as a jacket surface of a rotor bore (19), pressure-side and/or suction-side housing end faces (6a, 6b) of the compression chamber (18) are coated at least with a first layer (3), preferably also with a second layer (4), wherein the first layer (3) and the second layer (4) both comprise or are made from a thermoplastic material, and wherein particles (25) or pores (32) promoting a running-in process are embedded in the second, outer layer (4), and the thermoplastic material defines a matrix for receiving the particles (25) or for forming the pores (32).
- Screw compressor according to one of claims 1 to 24, characterized in that the screw compressor is an oil-free compressing, in particular dry-compressing, screw compressor.
- Rotor screw for use in a screw compressor according to one of the preceding claims, wherein the rotor screw (1, 2) comprises a one-part or multi-part main body (24) having two end faces (5a, 5b, 5c, 5d) and a profiled surface (12a, 12b) extending therebetween as well as shaft ends (30) projecting beyond the end faces (5a, 5b, 5c, 5d), wherein at least the profiled surface (12a, 12b) is formed in a multi-layer manner, comprising a first, inner layer (3) and a second, outer layer (4), characterized in that the first, inner layer (3) and the second, outer layer (4) both comprise or are formed from a thermoplastic material, wherein particles (25) or pores (32) promoting a running-in process are embedded in the second, outer layer (4) and the thermoplastic material defines a matrix for receiving the particles (25) or for forming the pores (32).
- Method for applying a multi-layer coating to a metallic surface to be coated of a rotor screw or a compression chamber of a screw compressor, comprising the following steps:- pretreatment of the metallic surface to be coated,- applying a first, inner layer (3), which comprises or is formed from a thermoplastic material, to the metallic surface to be coated or to an underlayer, which may be formed in particular as a pretreatment layer, and- applying a second, outer layer (4) to the first, inner layer (3),
wherein the second, outer layer (4) also comprises or is formed from a thermoplastic material and wherein particles (25) or pores (32) promoting a running-in process are embedded in the second, outer layer (4), and the thermoplastic material defines a matrix for receiving the particles (25) or for forming the pores (32). - Method according to claim 26, characterized in that the first, inner layer (3) and/or the second, outer layer (4) are applied as a wet paint or as a powder paint.
- Method according to claim 27 or 28, characterized in that the first, inner layer (3) and the second, outer layer (4) are baked in such a way that the thermoplastic material melts.
- Method according to one of claims 27 to 29, characterized in that the pretreatment of the metallic surface to be coated comprises degreasing and preferably further conditioning of the metallic surface, for example by roughening the surface, by blasting or etching or by applying a conversion layer, for example phosphating or applying a nanoceramic.
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES17169341T ES2813051T3 (en) | 2017-05-03 | 2017-05-03 | Helical compressor with multi-layer coating of the rotor screws |
| EP17169341.9A EP3399191B1 (en) | 2017-05-03 | 2017-05-03 | Screw compressor with multilayer rotor screw coating |
| PCT/EP2018/060673 WO2018202520A1 (en) | 2017-05-03 | 2018-04-26 | Screw compressor with multi-layered coating of the rotor screws |
| US16/610,291 US11649823B2 (en) | 2017-05-03 | 2018-04-26 | Screw compressor with multi-layered coating of the rotor screws |
| DE112018002311.7T DE112018002311A5 (en) | 2017-05-03 | 2018-04-26 | SCREW COMPRESSOR WITH MULTILAYER COATING OF THE ROTOR SCREWS |
| CN201880028981.7A CN110621880B (en) | 2017-05-03 | 2018-04-26 | Screw compressor with multilayer coated rotor screw |
| US18/296,163 US12031537B2 (en) | 2017-05-03 | 2023-04-05 | Screw compressor with multi-layered coating of the rotor screws |
| US18/676,650 US20240309869A1 (en) | 2017-05-03 | 2024-05-29 | Screw compressor with multi-layered coating of the rotor screws |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17169341.9A EP3399191B1 (en) | 2017-05-03 | 2017-05-03 | Screw compressor with multilayer rotor screw coating |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3399191A1 EP3399191A1 (en) | 2018-11-07 |
| EP3399191B1 true EP3399191B1 (en) | 2020-05-27 |
Family
ID=58671435
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17169341.9A Active EP3399191B1 (en) | 2017-05-03 | 2017-05-03 | Screw compressor with multilayer rotor screw coating |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US11649823B2 (en) |
| EP (1) | EP3399191B1 (en) |
| CN (1) | CN110621880B (en) |
| DE (1) | DE112018002311A5 (en) |
| ES (1) | ES2813051T3 (en) |
| WO (1) | WO2018202520A1 (en) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3399191B1 (en) | 2017-05-03 | 2020-05-27 | Kaeser Kompressoren SE | Screw compressor with multilayer rotor screw coating |
| KR20220019823A (en) * | 2019-06-24 | 2022-02-17 | 아틀라스 캅코 에어파워, 남로체 벤누트삽 | Methods of making machine parts, such as, but not limited to, compressor parts, expander parts or vacuum pump parts, and machine parts made by the method |
| CN110848137B (en) * | 2019-11-06 | 2023-11-10 | 珠海格力电器股份有限公司 | Zero-clearance screw rotor and preparation method thereof |
| US11668304B2 (en) * | 2020-02-27 | 2023-06-06 | Gardner Denver, Inc. | Low coefficient of expansion rotors for vacuum boosters |
| US11746782B2 (en) | 2020-04-03 | 2023-09-05 | Gardner Denver, Inc. | Low coefficient of expansion rotors for blowers |
| CN112780551A (en) * | 2021-02-26 | 2021-05-11 | 珠海格力电器股份有限公司 | Rotor subassembly, compressor and air conditioner |
| CN114011684A (en) * | 2021-09-17 | 2022-02-08 | 珠海格力电器股份有限公司 | Preparation method of wear-resistant coating of screw compressor and screw compressor |
| CN113980544A (en) * | 2021-09-17 | 2022-01-28 | 格力电器(武汉)有限公司 | Screw compressor rotor composite coating, preparation method thereof and screw compressor |
| CN115059613A (en) * | 2022-06-10 | 2022-09-16 | 珠海格力电器股份有限公司 | Rotor structure, preparation method thereof, compressor and air conditioner |
| BE1030692B1 (en) * | 2022-07-06 | 2024-02-05 | Atlas Copco Airpower Nv | Method for treating a surface of a part of a device for compressing or expanding a gas |
| DE102022121273A1 (en) * | 2022-08-23 | 2024-02-29 | Acs Coating Systems Gmbh | Powder mixture for Teflon-free non-stick coating |
Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3502453A (en) | 1968-08-22 | 1970-03-24 | Minnesota Mining & Mfg | Abrasive article containing hollow spherules filled with lubricant |
| GB1440550A (en) | 1973-11-28 | 1976-06-23 | Rhone Poulenc Sa | Compositions for the manufacture of articles which have a low coefficient of friction when hot |
| US4077922A (en) | 1973-08-20 | 1978-03-07 | The Upjohn Company | Novel compositions |
| US4466785A (en) | 1982-11-18 | 1984-08-21 | Ingersoll-Rand Company | Clearance-controlling means comprising abradable layer and abrasive layer |
| EP0255870A2 (en) | 1986-07-04 | 1988-02-17 | Moplefan S.p.A. | Coated polyolefinic films |
| US5364250A (en) | 1992-09-18 | 1994-11-15 | Hitachi, Ltd. | Oil-free screw compressor and method of manufacture |
| US5554020A (en) | 1994-10-07 | 1996-09-10 | Ford Motor Company | Solid lubricant coating for fluid pump or compressor |
| KR19980061640A (en) | 1996-12-31 | 1998-10-07 | 장용균 | Polyester film and manufacturing method thereof |
| ES1052890U (en) | 2002-04-18 | 2003-03-01 | Nuova Roma S L | Device for polishing and grinding of metal surfaces or high hardness material, whether smooth or irregular; by mixing abrasive and support material. (Machine-translation by Google Translate, not legally binding) |
| US20030126733A1 (en) | 2002-01-07 | 2003-07-10 | Bush James W. | Method to rough size coated components for easy assembly |
| CN101096079A (en) | 2006-06-29 | 2008-01-02 | 四川省三台县固锐实业有限责任公司 | Resin grinding wheel and production method thereof |
| WO2008088600A1 (en) | 2006-10-30 | 2008-07-24 | Suman Andrew W | Abradable dry film lubricant and the method for applying same and article made therefrom |
| US20080248269A1 (en) | 2004-07-09 | 2008-10-09 | Nobuhiro Shibuya | Slide Member for Compressor |
| US20120100029A1 (en) | 2010-10-26 | 2012-04-26 | Yukiko Ikeda | Screw compressor |
| CN103216447A (en) | 2013-04-11 | 2013-07-24 | 上海亿霖润滑材料有限公司 | Antifriction coating layer of screw compressor and method |
| US20140023540A1 (en) | 2012-07-23 | 2014-01-23 | Emerson Climate Technologies, Inc. | Anti-wear coatings for scroll compressor wear surfaces |
| US20150003996A1 (en) | 2013-07-01 | 2015-01-01 | General Electric Company | Fluorinated polymer based coatings and methods for applying the same |
| US20150300340A1 (en) | 2012-11-12 | 2015-10-22 | Panasonic Corporation | Contact member, slide member, compressor comprising contact member or slide member, and manufacturing method of compressor |
| WO2016013558A1 (en) | 2014-07-23 | 2016-01-28 | Ntn株式会社 | Semispherical shoe for swash plate compressor, and swash plate compressor |
| US20160169009A1 (en) | 2013-08-30 | 2016-06-16 | Kabushiki Kaisha Toshiba | Erosion resistant material and turbine blade |
| CN105710789A (en) | 2016-04-29 | 2016-06-29 | 谢泽 | Polishing wheel and manufacturing method thereof |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB578057A (en) * | 1944-04-05 | 1946-06-13 | Stothert & Pitt Ltd | Improvements in screw displacement pumps |
| GB678057A (en) | 1950-06-06 | 1952-08-27 | Leonard Cosens | Improvements in or relating to jigs for the grinding of lathe and like cutting tools |
| US4056478A (en) | 1973-10-04 | 1977-11-01 | Sargent Industries, Inc. | Bearing material employing frangible microcapsules containing lubricant |
| US4847135A (en) * | 1986-01-21 | 1989-07-11 | Kolbenschmidt Aktiengesellschaft | Composite material for sliding surface bearings |
| SE470337B (en) * | 1986-09-05 | 1994-01-24 | Svenska Rotor Maskiner Ab | Rotor for a screw rotor machine and the procedure for its manufacture |
| JPH0710965B2 (en) | 1989-12-08 | 1995-02-08 | トヨタ自動車株式会社 | Coating material for gap adjusting film layer |
| JPH03290086A (en) * | 1990-04-06 | 1991-12-19 | Hitachi Ltd | Screw type rotary machine, its rotor surface treatment, and dry system screw type rotary machine and its rotor surface treatment |
| US5401149A (en) * | 1992-09-11 | 1995-03-28 | Hitachi, Ltd. | Package-type screw compressor having coated rotors |
| JP3740178B2 (en) | 1994-10-31 | 2006-02-01 | 株式会社日立製作所 | SCREW ROTOR, SCREW COMPRESSOR, AND METHOD FOR PRODUCING THE SAME |
| DE19922583A1 (en) | 1998-05-18 | 2000-02-03 | Fraunhofer Ges Forschung | Plastic component subjected to friction e.g. seals |
| JP2000034991A (en) * | 1998-07-16 | 2000-02-02 | Mitsui Seiki Kogyo Co Ltd | Surface treatment method of components of oil-free compressor or water pump |
| JP2001140893A (en) * | 1999-11-09 | 2001-05-22 | Daido Metal Co Ltd | Double-layer sliding member made of resin |
| US6506037B1 (en) * | 1999-11-17 | 2003-01-14 | Carrier Corporation | Screw machine |
| KR100625731B1 (en) * | 2002-01-23 | 2006-09-21 | 캐리어 코포레이션 | Method to rough size coated components for easy assembly |
| US7703983B2 (en) * | 2004-06-10 | 2010-04-27 | Ntn Corporation | Sliding material and sliding bearing |
| US7726286B2 (en) * | 2007-05-21 | 2010-06-01 | Gm Global Technology Operations, Inc. | Housing for a supercharger assembly |
| US20110076480A1 (en) * | 2009-09-30 | 2011-03-31 | Andrew Jay Skoog | Strain tolerant corrosion protective coating compositions and coated articles |
| JP2012233087A (en) | 2011-05-02 | 2012-11-29 | Three M Innovative Properties Co | Thermoplastic resin composite containing hollow glass microsphere |
| US9163739B2 (en) * | 2011-07-22 | 2015-10-20 | Vetco Gray Inc. | High temperature coating resistant to damage from decompression |
| EP2581404A1 (en) * | 2011-10-11 | 2013-04-17 | Basf Se | Thermoplastic moulding material and moulded parts made of same with improved wear resistance |
| EP2615307B1 (en) * | 2012-01-12 | 2019-08-21 | Vacuubrand Gmbh + Co Kg | Screw vacuum pump |
| US8889052B2 (en) * | 2012-01-13 | 2014-11-18 | Gentex Optics, Inc. | Uncoated, corrosion resistant resin delivery system |
| CA2773197A1 (en) | 2012-03-27 | 2013-09-27 | Yundong Li | Electroplated super abrasive tools with the abrasive particles chemically bonded and deliberately placed, and methods for making the same |
| DE102012208345A1 (en) * | 2012-05-18 | 2013-11-21 | Ks Gleitlager Gmbh | Plain bearing composite material |
| US9435340B2 (en) | 2012-11-30 | 2016-09-06 | Emerson Climate Technologies, Inc. | Scroll compressor with variable volume ratio port in orbiting scroll |
| ITMI20130452A1 (en) | 2013-03-26 | 2014-09-27 | Riem Service S R L | PROCESS FOR THE REGENERATION OF THE PUMPING GROUP OF A "OIL-FREE" VOLUMETRIC SCREW COMPRESSOR. |
| GB2513867A (en) | 2013-05-07 | 2014-11-12 | Mahle Int Gmbh | Sliding engine component |
| CN205036551U (en) * | 2015-08-02 | 2016-02-17 | 衢州市易凡设计有限公司 | Levogyration male screw rod axle of adhesive layer packing of inside multislot |
| EP3399191B1 (en) | 2017-05-03 | 2020-05-27 | Kaeser Kompressoren SE | Screw compressor with multilayer rotor screw coating |
-
2017
- 2017-05-03 EP EP17169341.9A patent/EP3399191B1/en active Active
- 2017-05-03 ES ES17169341T patent/ES2813051T3/en active Active
-
2018
- 2018-04-26 US US16/610,291 patent/US11649823B2/en active Active
- 2018-04-26 DE DE112018002311.7T patent/DE112018002311A5/en active Pending
- 2018-04-26 CN CN201880028981.7A patent/CN110621880B/en active Active
- 2018-04-26 WO PCT/EP2018/060673 patent/WO2018202520A1/en active Application Filing
-
2023
- 2023-04-05 US US18/296,163 patent/US12031537B2/en active Active
-
2024
- 2024-05-29 US US18/676,650 patent/US20240309869A1/en active Pending
Patent Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3502453A (en) | 1968-08-22 | 1970-03-24 | Minnesota Mining & Mfg | Abrasive article containing hollow spherules filled with lubricant |
| US4077922A (en) | 1973-08-20 | 1978-03-07 | The Upjohn Company | Novel compositions |
| GB1440550A (en) | 1973-11-28 | 1976-06-23 | Rhone Poulenc Sa | Compositions for the manufacture of articles which have a low coefficient of friction when hot |
| US4466785A (en) | 1982-11-18 | 1984-08-21 | Ingersoll-Rand Company | Clearance-controlling means comprising abradable layer and abrasive layer |
| EP0255870A2 (en) | 1986-07-04 | 1988-02-17 | Moplefan S.p.A. | Coated polyolefinic films |
| US5364250A (en) | 1992-09-18 | 1994-11-15 | Hitachi, Ltd. | Oil-free screw compressor and method of manufacture |
| US5554020A (en) | 1994-10-07 | 1996-09-10 | Ford Motor Company | Solid lubricant coating for fluid pump or compressor |
| KR19980061640A (en) | 1996-12-31 | 1998-10-07 | 장용균 | Polyester film and manufacturing method thereof |
| US20030126733A1 (en) | 2002-01-07 | 2003-07-10 | Bush James W. | Method to rough size coated components for easy assembly |
| ES1052890U (en) | 2002-04-18 | 2003-03-01 | Nuova Roma S L | Device for polishing and grinding of metal surfaces or high hardness material, whether smooth or irregular; by mixing abrasive and support material. (Machine-translation by Google Translate, not legally binding) |
| US20080248269A1 (en) | 2004-07-09 | 2008-10-09 | Nobuhiro Shibuya | Slide Member for Compressor |
| CN101096079A (en) | 2006-06-29 | 2008-01-02 | 四川省三台县固锐实业有限责任公司 | Resin grinding wheel and production method thereof |
| WO2008088600A1 (en) | 2006-10-30 | 2008-07-24 | Suman Andrew W | Abradable dry film lubricant and the method for applying same and article made therefrom |
| US20120100029A1 (en) | 2010-10-26 | 2012-04-26 | Yukiko Ikeda | Screw compressor |
| US20140023540A1 (en) | 2012-07-23 | 2014-01-23 | Emerson Climate Technologies, Inc. | Anti-wear coatings for scroll compressor wear surfaces |
| US20150300340A1 (en) | 2012-11-12 | 2015-10-22 | Panasonic Corporation | Contact member, slide member, compressor comprising contact member or slide member, and manufacturing method of compressor |
| CN103216447A (en) | 2013-04-11 | 2013-07-24 | 上海亿霖润滑材料有限公司 | Antifriction coating layer of screw compressor and method |
| US20150003996A1 (en) | 2013-07-01 | 2015-01-01 | General Electric Company | Fluorinated polymer based coatings and methods for applying the same |
| US20160169009A1 (en) | 2013-08-30 | 2016-06-16 | Kabushiki Kaisha Toshiba | Erosion resistant material and turbine blade |
| WO2016013558A1 (en) | 2014-07-23 | 2016-01-28 | Ntn株式会社 | Semispherical shoe for swash plate compressor, and swash plate compressor |
| CN105710789A (en) | 2016-04-29 | 2016-06-29 | 谢泽 | Polishing wheel and manufacturing method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110621880B (en) | 2021-08-27 |
| US12031537B2 (en) | 2024-07-09 |
| US20200240411A1 (en) | 2020-07-30 |
| ES2813051T3 (en) | 2021-03-22 |
| US11649823B2 (en) | 2023-05-16 |
| US20230258180A1 (en) | 2023-08-17 |
| DE112018002311A5 (en) | 2020-01-23 |
| WO2018202520A1 (en) | 2018-11-08 |
| CN110621880A (en) | 2019-12-27 |
| US20240309869A1 (en) | 2024-09-19 |
| EP3399191A1 (en) | 2018-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3399191B1 (en) | Screw compressor with multilayer rotor screw coating | |
| EP1951443B1 (en) | Component, especially a preform, comprising a coating | |
| DE102010009083B4 (en) | vacuum pump | |
| DE102008024307A1 (en) | compressor | |
| EP3153706B1 (en) | Pump | |
| EP1710216A9 (en) | Material and method for thermal coating, surface layer, as a compressor with a surface layer of the material. | |
| EP0281654B1 (en) | Two-shaft machine | |
| WO2021083568A1 (en) | Coolant pump having an improved gap seal | |
| DE102020101315B4 (en) | Orbiter vacuum pump with optimized bearing | |
| DE69213597T2 (en) | Refrigerant compressors using HFC134a and HFC152a refrigerants | |
| EP3940234B1 (en) | Pump and method for producing a sliding layer | |
| WO2010015501A1 (en) | Use of a rolling-element bearing for bearing rotating components in vacuum devices and vacuum device | |
| DE10225774C1 (en) | Vacuum pump, for condensing and aggressive gases, is a dry pump with a membrane pump stage and a spiral scroll pump stage | |
| DE102017102645B4 (en) | Refrigerant Scroll Compressor for use inside a heat pump | |
| DE3124247C1 (en) | Screw compressor | |
| DE102020101312B3 (en) | Orbiter vacuum pump capable of running dry | |
| EP3617512B1 (en) | Rotary vane vacuum pump | |
| WO2003081048A1 (en) | Eccentric pump and method for operation of said pump | |
| WO2001023790A1 (en) | Shaft seal, in particular for an axial piston displacement compressor | |
| EP3580455B1 (en) | Oil-free vacuum pump having a prismatic piston and corresponding compressor | |
| WO2019137852A1 (en) | Compressor | |
| EP1591700B1 (en) | Mechanical seal and method of assembling a mechanical seal | |
| EP3418568A1 (en) | Piston for the drive unit of a refrigerant compressor | |
| WO2002042666A1 (en) | Rotary shaft seal and use thereof | |
| DE102016112470A1 (en) | Powder rotary feedthrough with rinsing chamber |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190502 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191212 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1274825 Country of ref document: AT Kind code of ref document: T Effective date: 20200615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017005419 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FELBER UND PARTNER AG, CH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200828 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200827 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200927 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200928 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502017005419 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2813051 Country of ref document: ES Kind code of ref document: T3 Effective date: 20210322 |
|
| 26 | Opposition filed |
Opponent name: ATLAS COPCO AIRPOWER N.V. Effective date: 20210301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210503 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210503 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20240520 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240531 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240602 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240610 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240521 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240527 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20240416 Year of fee payment: 8 Ref country code: BE Payment date: 20240527 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200527 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240524 Year of fee payment: 8 |