EP3320993B1 - Vorrichtung und verfahren zum biegen von profilen oder stabmaterial, insbesondere unsymmetrischer und offener profile oder stabmaterial - Google Patents
Vorrichtung und verfahren zum biegen von profilen oder stabmaterial, insbesondere unsymmetrischer und offener profile oder stabmaterial Download PDFInfo
- Publication number
- EP3320993B1 EP3320993B1 EP17400059.6A EP17400059A EP3320993B1 EP 3320993 B1 EP3320993 B1 EP 3320993B1 EP 17400059 A EP17400059 A EP 17400059A EP 3320993 B1 EP3320993 B1 EP 3320993B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bending
- profile
- bar material
- members
- bending members
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000005452 bending Methods 0.000 title claims description 343
- 239000000463 material Substances 0.000 title claims description 153
- 238000000034 method Methods 0.000 title claims description 44
- 230000008093 supporting effect Effects 0.000 claims description 22
- 238000010438 heat treatment Methods 0.000 claims description 11
- 230000009471 action Effects 0.000 claims description 7
- 230000000694 effects Effects 0.000 claims description 3
- 239000010410 layer Substances 0.000 claims description 3
- 239000012791 sliding layer Substances 0.000 claims description 3
- 238000012546 transfer Methods 0.000 claims description 3
- 239000004020 conductor Substances 0.000 claims description 2
- 238000010276 construction Methods 0.000 claims description 2
- 230000007246 mechanism Effects 0.000 claims description 2
- 230000005855 radiation Effects 0.000 claims description 2
- 230000000063 preceeding effect Effects 0.000 claims 9
- 150000001875 compounds Chemical class 0.000 claims 1
- 238000005485 electric heating Methods 0.000 claims 1
- 230000008569 process Effects 0.000 description 22
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 11
- 239000011151 fibre-reinforced plastic Substances 0.000 description 11
- 206010040954 Skin wrinkling Diseases 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 6
- 238000013461 design Methods 0.000 description 4
- 230000009975 flexible effect Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 230000037303 wrinkles Effects 0.000 description 4
- 239000000945 filler Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000003462 Bender reaction Methods 0.000 description 1
- 239000006004 Quartz sand Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 229910000639 Spring steel Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000010309 melting process Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000013001 point bending Methods 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000008521 reorganization Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000013517 stratification Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/08—Bending rods, profiles, or tubes by passing between rollers or through a curved die
- B21D7/085—Bending rods, profiles, or tubes by passing between rollers or through a curved die by passing through a curved die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/20—Bending sheet metal, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/02—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment
- B21D7/03—Apparatus with means to keep the profile in shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/06—Bending rods, profiles, or tubes in press brakes or between rams and anvils or abutments; Pliers with forming dies
- B21D7/066—Bending rods, profiles, or tubes in press brakes or between rams and anvils or abutments; Pliers with forming dies combined with oscillating members
Definitions
- the invention relates to a device for bending profiles or rod material, in particular unbalanced and open profiles or rod material according to the preamble of claim 1 and a method according to the preamble of claim 15.
- profiles and bar material is a frequently occurring manufacturing requirement for the production of workpiece blanks or finished products made of profiled starting material.
- bending operations on profiles and bar material can be carried out largely error-free with conventional form-bonded or free-form bending methods such as three-point bending, three-roll round bending, Rotationszugbiegen or Gesenkbiegen.
- conventional form-bonded or free-form bending methods such as three-point bending, three-roll round bending, Rotationszugbiegen or Gesenkbiegen.
- profile shapes and rod cross-sections which can not be bent with conventional form-fitting or free-form bending processes due to various technical and economic reasons, without causing corresponding cross-sectional deformations.
- the cross-sectional shape and the material to be reshaped plays a major role.
- the profiles are already fully supported by the tools in form-bonded processes, such as in Rotationszugbiegen or the Gesenkbiegen.
- the tool supports the side walls of the profile, so that a collapse or twist is not possible.
- transverse force-free bending processes offer a relevant alternative to reduce or completely avoid cross-sectional distortions.
- the rotation of the cross-section in the kinematic or formed bending process is basically caused by the fact that the bending plane is not aligned parallel to the symmetry plane of the profile (unbalanced loaded bending).
- shear force shear stresses are then caused, which give rise to a torsional moment, which causes the rotation.
- special countermeasures are made. For example, in the three-roller bending next to the bending rollers other support rollers are used, which hold the profile by the action of an additional transverse force in the plane and thus prevent twisting.
- Querkraftbeaten bending methods have been proposed in which the necessary bending moment is introduced directly via a clamping point in the profile to be bent or the rod to be bent and thus no shear stresses occur.
- the object of the present invention is therefore to specify a production method in which profiles and rod materials of any type and any cross-section are flexible be bent so that bending typical, but unwanted cross-sectional deformations, such as the collapse or twisting of profiles, are prevented.
- the invention relates to a device for bending profiles or bar material, in particular unbalanced and open profiles or rod material, comprising mutually pivotable bending members which receive the profile or rod material and hold punctually and transfer locally by means of bending moment introduction into a curved configuration.
- Such a generic device is further developed in that at least two along the bending line of the profile or rod material spaced bending members are fixed to each other and pivotable relative to each other that a relative pivoting of the bending members to each other deforms the profile or rod material bending locally, wherein along the Bending line of the profile or rod material at least partially elastically deformable support elements are arranged on the outer sides of the profile or rod material between the bending elements and the relative pivoting of the bending members to each other, the support elements also bends, wherein the support elements support the bending profile or rod material.
- the bending device usually includes a plurality of pivotally interconnected bending members.
- the bending geometry of the profile or bar material to be produced is defined by the relative orientation of the bending elements relative to one another.
- the individual bending members can be pivoted relative to each other with a defined torque or a defined pivot angle to each other, whereby the bending device thus formed gains a high degree of flexibility, as along the axis of the profile or rod material with only one set of bending elements different bending radii and bending angles can be adjusted can. It is therefore also a kinematic bending process.
- several bending elements arranged one behind the other in combination with the profile or rod material on the outside supporting and elastically mitverformten support elements eg consisting of layered leaf springs can be in the profile or rod material achieve a defined torque introduction.
- the device according to the invention is also particularly suitable for the bending of thin-walled profiles that are sensitive to kinking and wrinkling or require a special temperature with simultaneous support during molding.
- the method is very well suited for the subsequent correction of already generated curvatures, since the bending apparatus can assume arbitrarily curved initial states.
- such a number of bending members are fixed to each other that the profile or bar material is supported substantially along the entire length of its bending line of bending members.
- Such a number and arrangement of bending members will always be preferable if the profile or bar material is to be bent along the entire length or is so unstable due to its material or cross-section that support of the profile or bar material over the entire length is required.
- the number of bending members depending on the length of the profile or rod material to be bent and the bending curves to be taken and the changes of these bending curvatures can be selected.
- the number of bending members smaller and their distance may be greater.
- such a number of bending members may be secured together and arranged so that the profile or rod material is supported along only at least a portion of its bending line of flexure members.
- the number and the arrangement of the bending elements along the bending line can also be selected accordingly and provided only where the bending is to be carried out.
- the other sections of the profile or bar material need no support by the bending members.
- the bending members have holding devices for receiving the profile or bar material to be bent.
- the holding devices are formed like a pliers and the profile or bar material opposite to the profile or bar material attacking receive between them and hold during bending, a secure receiving and supporting the profile or bar material can be realized during bending.
- the holding devices take the profile or rod material clamping between them and take over the task of positioning relative to the pivotable bending members securing the definition of the profile or rod material relative to the Biegelieder.
- the bending members are fixed to one another such that the desired bending line of the profile or rod material can be adjusted by relative pivoting of the sequence of the bending members relative to one another along the bending line.
- the type of determination of the bending members and thus the relative mobility of the bending elements to one another determines the achievable bending operations.
- the bending members are fixed to each other via a simple two-dimensional pivoting mechanism, such as a hinge, bending of the profile or bar material in a plane becomes possible.
- the bending members are fixed to each other pivotally to each other so that the desired bending of the profile or rod material can be made three-dimensionally curved.
- the relative pivoting movements should be controlled driven between the bending members, so that the relative pivoting can be performed and controlled automatically by a defined angle or with a defined pivoting moment.
- the pivoting movements of each bending member are independent of the other bending members controllable.
- drives for these pivotal movements of the individual bending members are electrical or pneumatic or hydraulic or mechanical drives in question, possibly via transmission, translation, lever or the like.
- the bending members pivot relative to each other.
- the bending members and the holding devices are arranged on a base body.
- a main body can take on the one hand the necessary bearings for the bending members and the holding devices, but also supported on the other side, preferably on a base plate relative to the environment of the device. Since the Relativverschwenkung the benders to each other causes a chain-like coupled, planar or spatial movement of the bending members, the reaction forces must be supported and discharged to this pivoting movement and the bending of the profile or rod material. In the case of two-dimensional bending operations, for example, this can be done by placing the bending members on a solid base such as a base plate.
- the support elements are so formed and elastically deformable that they support the profile or rod material in at least one spatial direction in the deformation of the profile or rod material and prevent unwanted bending errors.
- the support elements in the present invention have two purposes, namely on the one hand to ensure a continuous bending line between the individual bending members and on the other hand, the support of the profile or bar material in carrying out the bending operations.
- the support elements extend at least between two adjacent Biegeliedern and are fixed to the bending elements, for example with the holding devices by clamping. In general, however, the support elements preferably extend over several or all bending members.
- the elastically deformable provide Support elements for the bending of the profile or bar material with a continuously formed bending line, which means that the bending line has no kinks or other irregularities that you normally want to avoid when bending.
- the profile or bar material can at least partially be supported on these along the bending line extending support elements in the implementation of the bending operation by the Relatiwerschwenkung the flexures, whereby impermissible deformations of the profile or bar material can be reduced or avoided altogether.
- the support elements Since the support elements also bend, but elastically bend due to their inherent elasticity in the pivoting of the bending members and this bend is equal to the desired bending of the profile or bar material, the profile or bar material remains supported during the entire execution of the bending by the bending members. In the simplest case of a two-dimensional plane bending operation, this support can take place in a spatial direction, for example by the support elements being formed as leaf spring-like elements and on the outer surface of the profile or rod material fitting. Thus, the profile or rod material can be supported exactly in the direction of the bend on the leaf spring-like support elements.
- a plurality of support elements are arranged along the bending line of the profile or bar material so as to support the profile or bar material in more than one spatial direction during the deformation of the profile or bar material, e.g. first support members are disposed along the bending line of the profile or rod material so as to support the profile or rod material in a spatial direction, and second support members are disposed along the bending line with a perpendicularly oriented supporting action.
- first support members are disposed along the bending line of the profile or rod material so as to support the profile or rod material in a spatial direction
- second support members are disposed along the bending line with a perpendicularly oriented supporting action.
- the support elements may be e.g. be loaded by compressive forces and thus bring a bias in the profile to be bent.
- the support elements may have one or more individual bodies, wherein when using a plurality of individual bodies, the plurality of individual bodies may form a composite.
- a plurality of leaf spring-like formed individual body are arranged in a packet-like layered to form a support element. This can be achieved exactly where there is a high support resistance by the nature and thickness of the stratification of the leaf spring-like support elements, where it is needed and also large acting from the bending of the profile or rod material forces are securely supported.
- Wire-like support elements may e.g. advantageously provide support for three-dimensional bending operations by orienting the wires in accordance with the bending deformation.
- the support elements have at least one additional sliding layer and / or separating layer, which bears against the surface of the profile or rod material and / or improves the sliding movement between the profile and the supporting element and / or of supporting elements formed from individual bodies. Since relative movements between support element and profile or e.g. between the leaf springs formed between the individual leaf springs can be improved by such a sliding layer and / or separating layer, the relative movement between the profile and the support element or between the leaf springs of the support element or dei surface of the profile is not damaged.
- a feed device applies a feed force in the direction of the course of the bending members or the bending line on the profile or rod material to be bent and so, matched to the movements of the actual bending operations with the bending members, the profile or rod material through the chain Promotes bending members through.
- the feed device can be arranged at the inlet of the profile or rod material in the arrangement of the bending members and exert a sliding effect on the profile or bar material to be bent, but it is also conceivable that the feed device is arranged at the outlet of the profile or rod material from the arrangement of the bending members and exerts a pulling action on the profile or bar material to be bent.
- the choice of the arrangement depends primarily on the resistance of the profile or rod material against train or pressure, ie labile profiles or rod material are usually drawn through the bender members rather, more stable profiles or rod material can also be pushed through.
- the bending members along the bending line of the profile or bar material to be bent should take their deformed along the bending line configuration synchronously to the action of the feed device, ie the feed device always works in the breaks of the actual bending operations.
- the invention further relates to a method for bending profiles or rod material, in which the profiles or the rod material are introduced into mutually pivotable bending members which receive the profile or rod material and selectively hold and locally transferred by bending moment introduction in a curved configuration.
- the profile or rod material is locally bent, wherein at least partially arranged between the bending members, elastically deformable support members by the relative pivoting of the bending members also mitgebogen be supported and the support elements while the bending profile or rod material.
- the profile or bar material to be bent is introduced into the bending members in the undeformed or pre-deformed state and the bending members are subsequently brought into the end-deformed configuration along the bending line simultaneously or successively.
- a kind of kinematic chain of the bending members due to the independent pivotability of each bending member at the same time on all Biegegliedern or in temporal / spatial coordination of individual bending members perform the bending deformation of the profile or rod material, whereby a wide variability and technological adaptability of the bending operations can be guaranteed.
- the bending members are pivoted independently of each other with a predetermined torque and / or a predetermined angle to each other, so that, if necessary, at each bending member different bending parameters for the local bending of the profile or rod material can be adjusted.
- the secure support of the profile or bar material in the bending deformation is ensured by the fact that arranged on the bending members holding devices form opposite local recordings for the profile or rod material. These holding elements virtually form the contact surfaces for the profile or bar material within the bending members and position the profile or bar material relative to the bending member.
- the support elements are designed and elastically deformed such that they support the profile or rod material in at least one spatial direction during the deformation of the profile or rod material and prevent unwanted bending errors.
- a synchronous mitverformende support during the bending process of the profile or rod material is provided, which abuts the profile or rod material at each intermediate stage of bending and this supported so that only the desired bending deformations are caused, but not unwanted bending deformations such as wrinkles, Collapse or the like
- the profile or bar material to be bent is gradually introduced into the bending members and conveyed between the bending members. Such a quasi-continuous operation increases the yield and thus the efficiency of the method according to the invention.
- a feed device to apply to the profile or bar stock to be bent a feed force in the direction of the bending line and thus promote the profile or rod material through the kinematic chain of the bending members, if it is ensured that the bending members along the bending line of the profile to be bent or rod material in synchronism with the action of the feed device take its deformed along the bending line configuration.
- the profile or bar material to be bent is simultaneously inserted into all bending members and completely deformed in only one bending operation.
- a hollow profile or rod material to be bent is additionally supported in the interior during the bending deformation, in order, for example, to be deformed in the interior. to prevent a collapse of the profile even better.
- the profile or bar material to be bent in the heated state preferably heated by indirect heating by means of electrical resistance heating or heating by infrared radiation or heating in an oven or the direct heating of electrically conductive materials by Joule'sche Losses, being deformed.
- tempering the profile or rod material of the bending resistance of the profile or bar material are positively influenced positively, so that the transformation of special materials is even possible or can run particularly cheap.
- the profile or bar material to be bent after the forming in the heated state is selectively cooled in order to influence the permanent material properties of the profile or bar material, in particular the hardness and / or elasticity.
- thermosetting plastics are deformed as the material of the profile or bar material to be bent, which in the outlet region of a conventional pultrusion system by means of the arrangement of the bending members before the solidification of the fiber-reinforced plastic strand in a deformed configuration and in the arrangement of Bending links are cured.
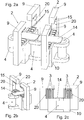
- FIG. 1 is an illustration of the basic structure of the device 17 according to the invention in different views showing the relative pivotability 11 of the cut and open profile 1 shown with a rectangular cross section arranged bending members 2 and horizontal outer support elements 3 to recognize.
- the profile 1 shown here only as an exemplary example with a rectangular cross section is thereby subjected to a bending operation with the aid of the bending members 2 in the manner described below.
- the individual bending members 2 have a in the FIG. 1b better recognizable base member 10 which is slidably supported with its lower surface, for example on a plate, not shown, or the like.
- On the base element 10 are two opposite and thus arranged in the side region to the profile 1, tong-like actuated Garelenente 9 can be seen, the drive in the opening or closing direction 8 on the profile 1 or can move away from the profile 1.
- a non-illustrated drive is used.
- the pincer-like holding elements 9 can be moved up to the outer walls of the profile 1 zoom.
- leaf-spring-like outer supporting elements 3 are arranged along the bending members 2, extending over at least two bending members 2 away.
- These outer support elements 3 consist of a variable number of individual leaf spring-like, elastically deformable sheet metal strips, e.g. from a spring steel wire, which can be stacked to packages stacked between the support members 10 and the profile 1.
- these packages of outer support elements 3 do not only extend over a length between two adjacent bending members 2, but along all or at least substantial parts of the length of the device 17.
- the outer support elements 3 serve to support the bending profile 1 during the bending deformation as well as for the defined transmission of the bending forces of the bending members 2 on the profile. 1
- the profile can also be supported on the upper side by a vertical support member 6, which also consists of a stack of leaf spring-like formed vertical outer support members 6 and a not shown adjusting device in the adjustment direction 7 relative to the top of Profiles 1 can be positioned or pressed to the top of the profile 1.
- a vertical support member 6 which also consists of a stack of leaf spring-like formed vertical outer support members 6 and a not shown adjusting device in the adjustment direction 7 relative to the top of Profiles 1 can be positioned or pressed to the top of the profile 1.
- the stack orientation of the outer support member 6 is another than the stack orientation of the horizontal outer support elements 3.
- the support of the profile 1 is carried out by the support on the base member 10th
- a hollow profile 1 can also be supported within the hollow cross section by also a stack of leaf spring-like formed inner support members 5 is introduced into the hollow profile 1, which can also be bent by the relative pivoting 11 of the Biegelieder 2.
- This type of additional support is in addition to fragile hollow sections 1 for supporting open profiles 1 with non-regular cross-sections conceivable so that such profiles 1 can be supported over the entire surface of the horizontal outer support elements 3, as in the FIGS. 4a and 4b even better to recognize.
- the sequence of the individual bending members 2 is fixed to one another in a way that is reminiscent of a spinal column and pivotable relative to one another.
- a pivotable rotary joint 4 between two adjacent bending members 2 which, as shown here, is designed as a swivel joint 4 in the simplest case.
- the bending members 2 can rotate in this pivot 4 about an axis 12 in the pivoting direction 11 to each other.
- the profile 1 is inserted in the arrangement of the bending members 2 in the manner described below, the profile 1 is locally bent by this relative pivoting 11 of adjacent bending members 2, which in the sum of the pivots 11 of all the bending members 2 then leads to a bending of the profile 1 along the desired bending line 13 leads.
- the relative pivoting 11 of adjacent bending members 2 to each other is thereby by drive means not shown, e.g. an electric motor drive or the like, executed and controlled, so that the pivoting angle and / or the torque in the relative pivoting 11 adjacent bending members 2 can be automatically controlled and controlled.
- drive means not shown e.g. an electric motor drive or the like
- the horizontal outer support elements 3 are arranged at this relative pivoting 11 adjacent bending members 2 on the two opposite outer sides of the profile 1 between the recesses 20 in the holding elements 9 and the profile 1 and support the profile 1 in the bending deformation described above.
- otherwise occurring especially for open and thin-walled profiles 1 frequently occurring impermissible changes in shape such as wrinkles, collapses, twists, etc. can be reliably prevented, since the bending members 2 and the outer support members 3 surround the profile 1 and support.
- a high flexibility in terms of shaping the producible bending line 13 can be achieved, wherein the bending line 13 can of course also extend in a suitable design of the device 17 in three dimensions.
- FIGS. 2a to 2c is in an enlarged view again better the detailed structure of the bending members 2 and their pivoting devices 4 and in the Figures 2d and 2e to recognize the representation of the sequence of a number of bending members 2 for receiving a profile to be bent 1 and the assignment of the bending members 2 to the outer support elements 3.
- the bending members 2 are spaced apart relatively pivotally connected to each other via the pivot joints 4 on the base member 10 in a chain-like manner and can be from the straight configuration in two directions defined relative to each pivot.
- support elements 14 are arranged on each bending member 2, on which the profile 1 rests when it is introduced into the receiving channel formed by the bending members 2.
- bearings 15 are arranged for the outer support elements 3, for secure fixing and guidance of in FIG. 2e recognizable outer support elements 3 serve on the pincer-like holding elements 9.
- the outer support members 3 are inserted for simplicity in the longitudinal direction of the arrangement of the bending members 2 in the receiving channel formed by the bending members 2.
- Important with regard to the storage of the outer support elements 3 in the pincer-like holding elements 9 is that different types of storage of the outer support elements 3 can be used to fulfill this function, with a translational movement possibility of the outer support elements 3 must remain relative to the pincer-like support members 9 in the direction of the profile longitudinal axis.
- FIGS. 3a and 3b If one now recognizes a representation of a series of a number of bending members 2 according to FIG. 2 having therein to be bent rectangular profile 1 in an already bent configuration in a spatial View ( FIG. 3a ) and in a subview ( FIG. 3b ), in which the relatively pivoted position of the bending members 2 can be seen particularly well.
- FIGS. 3c and 3d two different bending stages can be seen during the bending deformation of the rectangular profile 1.
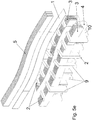
- FIGS. 4a and 4b show in two spatial views the representation of a sequence of a number of bending members 2 arranged therein to be bent L-profile 1 in a bent configuration.
- the stack-like layering of the leaf-shaped outer support elements 3 for lateral support of the L-shaped profile 1, and the stack-like layering of the leaf-shaped inner support elements 5 for pressing the outer support elements 3 against the vertical limb of the L-shaped cross section of the profile 1, can be seen very clearly.
- These inner support elements 5 are advantageously used in asymmetrical profile cross-sections to realize a two-sided pressing of the outer support members 3 to individual legs of the profile 1 as here the vertical leg of the L-shaped profile 1.
- FIGS. 5a to 5d show in a spatial view and a side view the representation of a sequence of a number of bending members 2 arranged therein to be bent L-profile 1 in the straight initial configuration ( FIGS. 5a, 5b ) and in a bent configuration ( FIGS. 5c, 5d ) as well as in a partial exploded view ( FIG. 5e ) of the bent configuration according to FIG. 5d ,
- the inner support members 5 which are used for lateral guidance and support parallel to the vertical leg of the L-shaped profile 1.
- FIGS. 6a to 6c show in each case a plan view of the representation of different bending configurations of the bending members 2 of wavy, S-shaped and angular bent profiles 1 showing the respective orientation of the sequence of bending members 2 and the correspondingly curved configuration of the outer support elements.
- FIGS. 7 and 8th Two examples of three-dimensionally curved profiles 1 can be seen, which can be generated with a three-dimensionally working adjustment, not shown, between the bending members 2.
- the FIGS. 8a to 8c show another example of a complex three-dimensionally bent U-profile 1 showing the orientation of the sequence of some selected bending members 2.
- a corresponding device for three-dimensional bending based as the device 17 for two-dimensional bending on bending members 2, which face each other by a pivotable mounting of Bending members 2 are formed around two spatial axes instead of a spatial axis (see.
- An inventive arrangement of bending members 2 can also be used to bend a rectangular profile 1, without the support elements 3 are arranged on the bending members.
- the bending members 3 pivot in the manner already described relative to each other and transmit a corresponding bending moment on the profile 1.
- the profile 1 can unsupported and free bending.
- the advantage here is the respective local bending of the profile 1 by the bending chain of the bending members 2, which can be achieved because of the usually high number of bending members 2, a very accurate bending of the profile 1.
- FIG. 10 shows a purely schematic functional diagram, according to which a device 17 according to the invention is arranged in the region of the outlet of a conventional pultrusion 18 and made in the pultrusion 18 produced fiber reinforced plastic profiles 1 at the outlet of the pultrusion 18 of the device 17 and bent in the manner described. After bending, the bent profiles remain in the device until the temperature-controlled unit (not shown) has hardened the fiber-reinforced plastic profile 1 and thus remains stable in the bent configuration.
- the promotion of the profile 1 by the pultrusion 18 and the device 17 can be done using a feed device 19, which pulls the strand of the profile 1 through the pultrusion 18 and the device 17 therethrough.
- thermosetting fiber-reinforced plastic profiles can be made at the time only as a straight profile or profile with a constant curvature.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung zum Biegen von Profilen oder Stabmaterial, insbesondere unsymmetrischer und offener Profile oder Stabmaterial gemäß Oberbegriff des Anspruches 1 und ein Verfahren gemäß Oberbegriff des Anspruches 15.
- Das Biegen von Profilen und Stabmaterial ist eine für verschiedenste Zwecke häufig vorkommende Fertigungsnotwendigkeit zur Herstellung von Werkstückrohlingen oder Fertigprodukten aus profiliertem Vormaterial. Üblicherweise können solche Biegevorgänge an Profilen und Stabmaterial mit konventionellen formgebundenen oder freiformenden Biegeverfahren wie z.B. dem Drei-Punkt-Biegen, dem Drei-Rollen-Rundbiegen, dem Rotationszugbiegen oder dem Gesenkbiegen weitgehend fehlerfrei durchgeführt werden. Es gibt jedoch eine Vielzahl von Profilformen und Stabquerschnitten, die wegen verschiedener technischer und wirtschaftlicher Gründe nicht mit konventionellen formgebundenen oder freiformenden Biegeverfahren gebogen werden können, ohne dass es zu entsprechenden Querschnittsdeformationen kommt. Hier spielt neben der Querschnittsform auch das jeweilig umzuformende Material eine große Rolle.
- Bei der Biegeumformung von Profilformen und Stabquerschnitten und insbesondere von dünnwandigen und unsymmetrisch belasteten Profilen können je nach Profilform und Biegerichtung unterschiedliche Querschnittsdeformationen (u.a. Einfallen, Ausbauchen und Verdrehung der Profilquerschnitte) auftreten, die es durch eine geeignete Prozessgestaltung zu vermeiden gilt. Neben den Querschnittsdeformationen stellt weiterhin die Faltenbildung beim freiformenden Biegen eine große Herausforderung dar, sodass für diese Profile in der Regel formgebundene Verfahren zum Einsatz kommen, welche grundsätzlich eine stark eingeschränkte Flexibilität aufweisen. Dagegen ermöglichen freiformende (kinematische) Biegeverfahren, die sich durch eine geringe Werkzeugbindung auszeichnen, das Biegen von Profilen mit beliebiger Krümmung und beliebigem Biegewinkel. Allerdings sind diese häufig auf das Biegen von dickwandigen Profilen und symmetrisch belasteten Querschnitten beschränkt.
- Im Stand der Technik sind verschiedene Methoden bekannt, um das Biegen insbesondere von dünnwandigen und unsymmetrisch belasteten Profilen zu ermöglichen. Eine Möglichkeit sieht vor, dem Biegeprozess eine Zug- oder Drucklast zu überlagern. Durch die erzielte Spannungsüberlagerung werden Falten, Risse oder Knicke unterbunden.
- Eine weitere Möglichkeit zur Vermeidung von Querschnittsdeformationen liegt in der äußeren oder inneren Abstützung der zu biegenden Profile. Beispielsweise werden bei freiformenden Prozessen zusätzliche Formelemente benutzt, die während des Umformens das Biegegut stützen und nach dem Prozess entfernt werden. Diese Formelemente sind nicht standarisiert und variieren je nach Hersteller stark. So können umschließende Klammern, Füllkörper aus Kunststoffeinlagen, Umschlüsse aus Polyurethankörpern sowie Metallummantelungen und montierte Führungen zum Einsatz kommen. Neben den Formelementen werden bei geschlossenen Profilen auch Füllmedien benutzt, die den inneren Querschnitt stützen (z.B. Quarzsand, Keramikgranulat, Stahlkugeln) und nach Umformende wieder entnommen werden. Diese Füllstoffe können auch im festen Zustand während der Umformung im Profilinneren enthalten sein und durch Erhitzen fließfähig gemacht werden, um schließlich entfernt zu werden.
- Daneben werden in formgebundenen Verfahren, wie z.B. beim Rotationszugbiegen oder dem Gesenkbiegen, die Profile vollflächig bereits durch die Werkzeuge abgestützt. Hierbei stützt das Werkzeug die Seitenwände des Profils ab, sodass ein Einfallen oder Verdrehen erst gar nicht möglich wird.
- Neben den formgebundenen Verfahren und den freiformenden Verfahren mit Unterstützung durch Formelemente bieten die sog. querkraftfreien Biegeverfahren eine relevante Alternative, um Querschnittsverdrehungen zu vermindern oder ganz zu vermeiden.
- Die Verdrehung vom Querschnitt im kinematischen oder formgebundenen Biegeprozess (beide sind nicht querkraftfrei) wird grundsätzlich dadurch hervorgerufen, dass die Biegeebene nicht parallel zur Symmetrieebene des Profils (unsymmetrisch belastetes Biegen) ausgerichtet ist. Hierdurch werden dann Querkraftschubspannungen hervorgerufen, die ein Torsionsmoment entstehen lassen, welche die Verdrehung verursacht. Um eine derartige Profilverdrehung trotz herrschender Querkraft und damit verbundener Schubspannungen vermeiden zu können werden spezielle Gegenmaßnahmen vorgenommen. Beispielsweise werden beim Drei-Rollen-Biegen neben den Biegerollen weitere Stützrollen eingesetzt, welche das Profil durch das Wirken einer zusätzlichen Querkraft in der Ebene halten und somit ein Verdrehen verhindern.
- Die Nachteile des bekannten Standes der Technik äußern sich wie folgend dargestellt:
- Hohe Kosten für formgebundene Werkzeuge
- Geringe Flexibilität in Hinsicht auf Biegeradius und Biegewinkel
- Hoher Aufwand und Kosten für die Vorbereitung von Profilen mit Formelementen beim freiformenden Biegen
- Beeinträchtigung des Grundwerkstoffs und der Oberfläche, wenn Schmelzprozesse zur Stabilisierung des Profils erforderlich sind (z.B. Metallummantelungen oder feste Füllstoffe)
- Beschränkung der bestehenden Prozessrouten (Verarbeitung von Profilen mit bereits angefügten Rohrenden, Flanschen, etc. in der Regel im Biegeprozess nicht möglich)
- Keine Richtmöglichkeiten von vorgefertigten Profilbögen im formgebundenen Biegeprozess
- Keine standardisierten Maßnahmen zur Vermeidung von Querschnittsverdrehungen, Falten und Knicken beim freiformenden Biegen, Umsetzung durch firmeneigene Lösungen.
- Zur Vermeidung dieser Nachteile sind eine Reihe von sog. querkraftfreien Biegeverfahren vorgeschlagen worden, bei denen das notwendige Biegemoment direkt über eine Einspannstelle in das zu biegende Profil oder den zu biegenden Stab eingeleitet wird und somit keine Schubspannungen auftreten.
- So wird in
JP 2013-217829 A WO 2016 001426 A1 durch eine rotierende Werkzeugscheibe mit translatorisch gelagerter Einspannung, inUS 7017423 B2 und in US-PS3026720 durch ebenfalls rotierende Spannzangen mit einem anderen Antrieb, inUS 8544340 B1 durch Spannzangen, die mittels kombinierter translatorischer und rotatorischer Bewegung durch einen Stempel angetrieben ein reines Biegemoment auf die Probe applizieren. Die gattungsbildende US-PS3952572 zeigt relativ zueinander verschwenkbare Spannkörper, die das zu biegende Profil an einigen Punkten klemmen und ebenfalls durch die kombinierte Schwenkbewegung nicht nur ein reines Biegemoment aufbringen, sondern auch einen kontinuierlichen Vorschub des Profils ermöglichen. Obwohl eine Querschnittsverdrehung bei diesen Verfahren durch die Einbringung eines Biegemomentes vermieden werden kann, erlauben diese Prozessgestaltungen jedoch keine Stabilisierung des Profils gegen die Faltenbildung und Knicke, sodass die erzielbaren Biegeradien und Winkel limitiert sind. - Wie bereits vorstehend ausgeführt wurde, sind die flexiblen, freiformenden Biegeverfahren auf das Biegen von dickwandigen und symmetrisch belasteten Profilquerschnitten beschränkt und das Biegen von engen Radien ist hiermit in der Regel nicht umsetzbar. Um dennoch die Fertigung von den entsprechenden Profilen auch in geringer Stückzahl mit einem standarisierten Prozess herzustellen, besteht entsprechender Entwicklungsbedarf.
- Aufgabe der vorliegenden Erfindung ist es daher, ein Herstellverfahren anzugeben, bei dem Profile und Stabmaterialien jeglicher Art und jeglichen Querschnittes flexibel so gebogen werden können, dass biegetypische, aber unerwünschte Querschnittsdeformationen, wie z.B. das Einfallen oder das Verdrehen von Profilen, verhindert werden.
- Die Lösung der erfindungsgemäßen Aufgabe ergibt sich hinsichtlich des Verfahrens aus den kennzeichnenden Merkmalen des Anspruches 1 und hinsichtlich der Vorrichtung aus den Merkmalen des Anspruchs 15 jeweils in Zusammenwirken mit den Merkmalen des zugehörigen Oberbegriffes. Weitere vorteilhafte Ausgestaltungen der Erfindung ergeben sich aus den Unteransprüchen.
- Die Erfindung geht aus von einer Vorrichtung zum Biegen von Profilen oder Stabmaterial, insbesondere unsymmetrischer und offener Profile oder Stabmaterial, aufweisend zueinander verschwenkbare Biegeglieder, die das Profil oder Stabmaterial aufnehmen und punktuell halten und mittels Biegemomenteneinleitung lokal in eine gebogene Konfiguration überführen. Eine derartige gattungsgemäße Vorrichtung wird dadurch weiter entwickelt, dass mindestens zwei entlang der Biegelinie des Profils oder Stabmaterials zueinander beabstandete Biegeglieder derart aneinander festgelegt und relativ zueinander verschwenkbar ausgebildet sind, dass eine relative Verschwenkung der Biegeglieder zueinander das Profil oder Stabmaterial lokal biegend verformt, wobei entlang der Biegelinie des Profils oder Stabmaterials zumindest abschnittsweise zwischen den Biegegliedern elastisch verformbare Stützelemente an den Außenseiten des Profils oder Stabmaterials anliegend angeordnet sind und die relative Verschwenkung der Biegeglieder zueinander die Stützelemente ebenfalls biegt, wobei die Stützelemente das sich biegende Profil oder Stabmaterial abstützen. Die Biegevorrichtung beinhaltet dabei in der Regel mehrere verschwenkbar miteinander verbundene Biegeglieder. Grundsätzlich wird über die relative Orientierung der Biegeglieder zueinander die Biegegeometrie des herzustellenden Profils oder Stabmaterials definiert. Die einzelnen Biegeglieder können unabhängig voneinander mit einem definierten Drehmoment oder einem definierten Schwenkwinkel zueinander verschwenkt werden, wodurch die so gebildete Biegevorrichtung ein hohes Maß an Flexibilität gewinnt, da entlang der Achse des Profils oder Stabmaterials mit nur einem Werkzeugsatz aus Biegegliedern unterschiedliche Biegeradien und Biegewinkel eingestellt werden können. Es handelt sich demnach ebenfalls um ein kinematisches Biegeverfahren. Durch den Einsatz mehrerer hintereinander angeordneter Biegeglieder in Kombination mit den das Profil oder Stabmaterial außenseitig abstützenden und elastisch mitverformten Stützelementen z.B. bestehend aus geschichteten Blattfedern lässt sich in dem Profil oder Stabmaterial eine definierte Momenteneinleitung erzielen. Wichtig ist, dass prinzipiell durch die Verschwenkung der Biegeglieder lokal ein Biegemoment an der Stelle der verschwenkten Biegeglieder durch Querkräfte eingeleitet wird, das bis zur einer anderen Stelle in der Vorrichtung konstant fortläuft und dort durch eine spiegelverkehrte Anstellung der Biegeglieder ausgeleitet wird. Durch die elastisch biegbaren Stützelemente wird ein formgebundenes Biegen ermöglich, das sonst nur mit starren Werkzeugen erreicht wird. Die Stützelemente verhindern die sonst beim Biegen derartiger Profile oder derartigen Stabmaterials auftretenden unerwünschten Verformungen, da sich die Profile oder das Stabmaterial an den Stützelementen ggf. auch mehrachsig abstützen können und daher bei der Biegung gestützt werden. Daher eignet sich die erfindungsgemäße Vorrichtung auch besonders für das Biegen von dünnwandigen Profilen, die empfindlich für Knicken und Faltenbildung sind oder einer speziellen Temperatur mit gleichzeitiger Abstützung während des Formgebens bedürfen. Darüber hinaus ist das Verfahren sehr gut geeignet für die nachträgliche Korrektur bereits erzeugter Krümmungen, da der Biegeapparat beliebig gekrümmte Ausgangszustände annehmen kann.
- In einer ersten denkbaren Weiterbildung ist eine derartige Anzahl von Biegegliedern aneinander festgelegt, dass das Profil oder Stabmaterial im Wesentlichen entlang der ganzen Länge seiner Biegelinie von Biegegliedern gestützt ist. Eine solche Anzahl und Anordnung von Biegegliedern wird immer dann zu bevorzugen sein, wenn das Profil oder Stabmaterial auf der ganzen Länge gebogen werden soll oder aufgrund seines Materials oder Querschnittes so instabil ist, dass eine Abstützung des Profils oder Stabmaterials auf der ganzen Länge erforderlich ist.
- Hierbei kann in weiterer Ausgestaltung die Anzahl der Biegeglieder anhängig von der Länge des zu biegenden Profils oder Stabmaterials sowie den vorzunehmenden Biegekrümmungen und den Änderungen dieser Biegekrümmungen gewählt werden. Je kleiner die Biegekrümmungen und damit je größer die Änderung der Biegkrümmungen entlang der Biegelinie sind, umso kleiner müssen die Biegeglieder sein und umso höher deren Anzahl, um z.B. kleine Biegeradien zu ermöglichen. Umgekehrt kann bei großen Biegeradien die Anzahl der Biegeglieder kleiner und deren Abstand ggf. größer gewählt werden.
- In einer anderen Ausgestaltung kann eine derartige Anzahl von Biegegliedern aneinander festgelegt und diese so angeordnet sein, dass das Profil oder Stabmaterial nur entlang mindestens eines Abschnittes seiner Biegelinie von Biegegliedern gestützt ist. Soll z.B. bei einem Profil oder Stabmaterial nur ein gebogener Abschnitt hergestellt werden, kann die Anzahl und die Anordnung der Biegeglieder entlang der Biegelinie auch entsprechend gewählt und nur dort vorgesehen werden, wo die Biegung durchgeführt werden soll. Die anderen Abschnitte des Profils oder Stabmaterials brauchen hierbei keine Stützung durch die Biegeglieder.
- Von besonderem Vorteil ist es, wenn die Biegeglieder Halteeinrichtungen zur Aufnahme des zu biegenden Profils oder Stabmaterials aufweisen. Insbesondere, wenn die Halteeinrichtungen zangenartig ausgebildet sind und das Profil oder Stabmaterial gegenüberliegend am Profil oder Stabmaterial angreifend zwischen sich aufnehmen und beim Biegen haltern, kann eine sichere Aufnahme und Abstützung des Profils oder Stabmaterials beim Biegen realisiert werden. Dabei ist es auch denkbar, dass die Halteeinrichtungen das Profil oder Stabmaterial klemmend zwischen sich aufnehmen und neben der Aufgabe der Positionierung relativ zu den verschwenkbaren Biegegliedern die Sicherung der Festlegung des Profils oder Stabmaterials relativ zu den Biegeliedern übernehmen.
- Von besonderem Vorteil ist es, wenn die Biegeglieder derart zueinander verschwenkbar aneinander festgelegt sind, dass durch eine relative Verschwenkung der Abfolge der Biegeglieder zueinander entlang der Biegelinie die gewünschte Biegelinie des Profils oder Stabmaterials einstellbar ist. Die Art der Festlegung der Biegeglieder und damit der Relativbeweglichkeit der Biegeglieder zueinander bestimmt dabei die erzielbaren Biegeoperationen. Im einfachsten Fall, wenn die Biegeglieder über einen einfachen zweidimensionalen Schwenkmechanismus wie etwa ein Drehgelenk aneinander festgelegt sind, wird eine Biegung des Profils oder Stabmaterials in einer Ebene möglich. Es ist aber in anderer Ausgestaltung auch denkbar, dass die Biegeglieder derart zueinander verschwenkbar aneinander festgelegt sind, dass die gewünschte Biegung des Profils oder Stabmaterials dreidimensional gekrümmt hergestellt werden kann.
- In jedem Fall sollten aber die relativen Verschwenkbewegungen zwischen den Biegegliedern gesteuert angetrieben sein, so dass die relative Verschwenkung um einen definierten Winkel oder mit definiertem Schwenkmoment automatisiert ausgeführt und kontrolliert werden kann. Damit sind die Schwenkbewegungen jedes einzelnen Biegegliedes unabhängig von den anderen Biegegliedern kontrollierbar. Als Antriebe für diese Schwenkbewegungen der einzelnen Biegeglieder kommen elektrische oder pneumatische oder hydraulische oder mechanische Antriebe in Frage, die ggf. über Getriebe, Übersetzung, Hebel oder dgl. die Biegeglieder relativ zueinander verschwenken.
- Weiterhin ist es von Vorteil, wenn die Biegeglieder und die Halteeinrichtungen an einem Grundkörper angeordnet sind. Ein solcher Grundkörper kann zum einen die notwendigen Lagerungen für die Biegeglieder und die Halteeinrichtungen aufnehmen, sich auf der anderen Seite aber auch, vorzugsweise auf einer Grundplatte, gegenüber der Umgebung der Vorrichtung abstützen. Da die Relativverschwenkung der Biegeglieder zueinander eine kettenartig gekoppelte, ebene oder räumliche Bewegung der Biegeglieder verursacht, müssen die Reaktionskräfte auf diese Verschwenkbewegung und die Biegung des Profils oder Stabmaterials abgestützt und ausgeleitet werden. Dies kann im Fall zweidimensionaler Biegeoperationen etwa durch Auflagerung der Biegeglieder auf einem festen Untergrund wie einer Grundplatte erfolgen.
- Von besonderem Vorteil hinsichtlich der Abstützung des Profils oder Stabmaterials ist es, wenn die Stützelemente so ausgebildet und elastisch verformbar sind, dass sie das Profil oder Stabmaterial in zumindest einer Raumrichtung bei der Verformung des Profils oder Stabmaterials abstützen und ungewollte Biegefehler verhindern. Die Stützelemente haben bei der vorliegenden Erfindung zwei Aufgaben, nämlich zum einen die Gewährleistung einer kontinuierlich verlaufenden Biegelinie zwischen den einzelnen Biegegliedern und zum andern die Abstützung des Profils oder Stabmaterials bei der Durchführung der Biegeoperationen. Für den ersten Zweck erstrecken sich die Stützelemente zumindest zwischen zwei benachbarten Biegeliedern und sind an den Biegegliedern z.B. mit den Halteeinrichtungen klemmend festgelegt. In der Regel erstrecken sich die Stützelemente aber vorzugsweise über mehrere oder auch alle Biegeglieder. Durch diese Ausgestaltung sorgen die elastisch verformbaren Stützelemente dafür, dass die Biegung des Profils oder Stabmaterials mit einer kontinuierlich ausgebildeten Biegelinie erfolgt, was bedeutet, dass die Biegelinie keine Knicke oder sonstigen Irregularitäten aufweist, die man normalerweise beim Biegen vermeiden will. Zum anderen kann sich das Profil oder Stabmaterial zumindest bereichsweise an diesen sich entlang der Biegelinie erstreckenden Stützelementen bei der Durchführung der Biegeoperation durch die Relatiwerschwenkung der Biegeglieder abstützen, wodurch unzulässige Verformungen des Profils oder Stabmaterials verringert oder ganz vermieden werden können. Da sich die Stützelemente aufgrund ihrer Eigenelastizität bei der Verschwenkung der Biegeglieder ebenfalls, allerdings elastisch verbiegen und diese Biegung gleich der gewünschten Biegung des Profils oder Stabmaterials ist, bleibt das Profil oder Stabmaterial während der ganzen Ausführung der Biegung durch die Biegeglieder gestützt. Im einfachsten Fall einer zweidimensionalen ebenen Biegeoperation kann diese Abstützung in einer Raumrichtung erfolgen, etwa indem die Stützelemente als blattfederartige Elemente und an der Außenfläche des Profils oder Stabmaterials anliegend ausgebildet sind. Damit kann sich das Profil oder Stabmaterial genau in Richtung der Biegung an den blattfederartigen Stützelementen abstützen.
- Es ist aber auch denkbar, dass mehrere Stützelemente so entlang der Biegelinie des Profils oder Stabmaterials angeordnet sind, dass sie das Profil oder Stabmaterial in mehr als einer Raumrichtung bei der Verformung des Profils oder Stabmaterials abstützen, z.B. erste Stützelemente so entlang der Biegelinie des Profils oder Stabmaterials angeordnet sind, dass sie das Profil oder Stabmaterial in einer Raumrichtung abstützen, und zweite Stützelemente mit einer senkrecht dazu ausgerichteten Stützwirkung entlang der Biegelinie angeordnet sind. Hierdurch können Profile oder Stabmaterial auch bei räumlichen Biegungen in zwei oder mehr Raumrichtungen abgestützt werden, so dass die Biegung genau und ohne unzulässige Biegefehler ausgeführt werden kann. Auch können die Stützelemente z.B. durch Druckkräfte belastet werden und so eine Vorspannung in das zu biegende Profil einbringen.
- Weiterhin können die Stützelemente einen oder mehrere Einzelkörper aufweisen, wobei bei Verwendung mehrerer Einzelkörper die mehreren Einzelkörper einen Verbund bilden können. Durch die Verwendung mehrerer Einzelkörper, aus denen die Stützelemente gebildet werden, kann die Biegbarkeit und damit die Abstützung des zu biegenden Profils durch die Verwendung einzelner oder auch mehrerer Einzelkörper flexibel angepasst werden.
- In einer vorteilhaften Ausgestaltung können z.B. abhängig von den auftretenden Biegekräften, die bei der Abstützung der Profile oder des Stabmaterials ja auch auf die Stützelemente wirken, mehrere blattfederartig ausgebildete Einzelkörper zu einem Stützelement paketartig geschichtet angeordnet werden. Hierdurch kann durch die Art und die Dicke der Schichtung der blattfederartig ausgebildeten Stützelemente genau dort ein hoher Abstützungswiderstand erzielt werden, wo dieser benötigt wird und auch große aus der Biegung des Profils oder Stabmaterials wirkende Kräfte sicher abgestützt werden.
- Es ist weiterhin auch denkbar, dass die Stützelemente drahtartig, rohrartig oder schlauchartig ausgebildet sind oder die aus einem oder mehreren Einzelkörpern gebildeten Stützelemente globale drahtartige, rohrartige oder schlauchartige Form annehmen und dadurch die Kräfte aus der Biegeoperation des Profils oder Stabmaterials in allen Raumrichtungen sicher abgestützt werden. Drahtartige Stützelemente können z.B. vorteilhaft Abstützungen bei dreidimensionalen Biegeoperationen ermöglichen, indem die Drähte passend zur Biegeverformung orientiert werden.
- Weiterhin ist es denkbar, dass die Stützelemente mindestens eine zusätzliche Gleitschicht und/oder Trennschicht aufweisen, die an der Oberfläche des Profils oder Stabmaterials anliegt und/oder die Gleitbewegung zwischen Profil und Stützelement und/oder von aus Einzelkörpern gebildeter Stützelemente untereinander verbessert. Da Relativbewegungen zwischen Stützelement und Profil bzw. z.B. zwischen den aus Blattfedern gebildeten Stützelementen zwischen den einzelnen Blattfedern auftreten können, wird durch eine derartige Gleitschicht und/oder Trennschicht die Relativbewegung zwischen Profil und Stützelement bzw. zwischen den Blattfedern des Stützelementes verbessert bzw. dei Oberfläche des Profils nicht beschädigt.
- Weiterhin ist es denkbar, dass eine Vorschubeinrichtung auf das zu biegende Profil oder Stangenmaterial eine Vorschubkraft in Richtung des Verlaufs der Biegeglieder bzw. der Biegelinie aufbringt und so, abgestimmt auf die Bewegungen der eigentlichen Biegeoperationen mit den Biegegliedern, das Profil oder Stabmaterial durch die Kette der Biegeglieder hindurch fördert. Hierbei kann in einer denkbaren Ausgestaltung die Vorschubeinrichtung am Einlauf des Profils oder Stangenmaterials in die Anordnung der Biegeglieder angeordnet sein und eine schiebende Wirkung auf das zu biegende Profil oder Stangenmaterial ausüben, es ist aber auch denkbar, dass die Vorschubeinrichtung am Auslauf des Profils oder Stangenmaterials aus der Anordnung der Biegeglieder angeordnet ist und eine ziehende Wirkung auf das zu biegende Profil oder Stangenmaterial ausübt. Die Wahl der Anordnung hängt dabei vorrangig von der Widerstandsfähigkeit des Profils oder Stabmaterials gegen Zug bzw. Druck ab, d.h. labile Profile oder Stabmaterial werden in der Regel eher durch die Biegeglieder hindurch gezogen, stabilere Profile oder Stabmaterial können auch hindurch geschoben werden. Hierbei sollten die Biegeglieder entlang der Biegelinie des zu biegenden Profils oder Stangenmaterials synchron zur Wirkung der Vorschubeinrichtung ihre entlang der Biegelinie verformte Konfiguration einnehmen, d.h. die Vorschubeinrichtung arbeitet immer in den Pausen der eigentlichen Biegeoperationen.
- Von besonderem Vorteil für die Herstellung faserverstärkter Kunststoffprofile ist es, wenn die Vorrichtung im Auslaufbereich einer konventionellen Pultrusionsanlage zur Herstellung faserverstärkter Kunststoffprofile angeordnet ist und das Kunststoffprofil mittels der Anordnung der Biegeglieder vor der Verfestigung des faserverstärkten Kunststoffprofils verformt und aushärtet. Hierdurch kann die an sich bekannte Pultrusionstechnik erweitert werden auch für die offenen und wenig widerstandsfähigen Profile, die mit der erfindungsgemäßen Vorrichtung hergestellt werden können. Derartige Profile können durch die Verwendung der erfindungsgemäßen Vorrichtung auch mit nahezu beliebigen Biegungen hergestellt werden, wenn die in der Pultrusionsanlage hergestellten faserverstärkten Kunststoffprofile anschließend unmittelbar in die erfindungsgemäße Vorrichtung eingeführt, dort entsprechend gebogen und in dem gebogenen Zustand bis zur ggf. temperaturgeführten Aushärtung gehalten werden. Dies erweitert das mögliche Formenspektrum pultrusionsgestützt hergestellter faserverstärkter Kunststoffprofile ungemein.
- Die Erfindung betrifft weiterhin ein Verfahren zum Biegen von Profilen oder Stabmaterial, bei dem die Profile oder das Stabmaterial in zueinander verschwenkbare Biegeglieder eingebracht werden, die das Profil oder Stabmaterial aufnehmen und punktuell halten und mittels Biegemomenteneinleitung lokal in eine gebogene Konfiguration überführen. Hierbei verschwenken in erfindungsgemäßer Weise mindestens zwei entlang der Biegelinie des Profils oder Stabmaterials zueinander beabstandete Biegeglieder relativ zueinander gesteuert und durch die relative Verschwenkung der Biegeglieder zueinander wird das Profil oder Stabmaterial lokal gebogen, wobei zumindest abschnittsweise zwischen den Biegegliedern angeordnete, elastisch verformbare Stützelemente durch die relative Verschwenkung der Biegeglieder zueinander ebenfalls mitgebogen werden und die Stützelemente dabei das sich biegende Profil oder Stabmaterial abstützen. Auf die Eigenschaften und Vorteile der vorstehend beschriebenen Vorrichtung sei in diesem Zusammenhang verwiesen, die selbstverständlich auch bei dem erfindungsgemäßen Verfahren zum Tragen kommen. Durch das beschriebene Biegeverfahren mit kinematischer Wirkweise lässt sich schließlich die Krümmung von Profilen mit nahezu beliebigen Profilquerschnittsgeometrien (symmetrisch, unsymmetrisch, offen, geschlossen) flexibel entlang des Profils einstellen.
- Von besonderem Vorteil ist es, wenn das zu biegende Profil oder Stangenmaterial im unverformten oder vorverformten Zustand in die Biegeglieder eingebracht und die Biegeglieder anschließend gleichzeitig oder nacheinander in die endverformte Konfiguration entlang der Biegelinie gebracht werden. Hierdurch kann eine Art kinematische Kette aus den Biegegliedern aufgrund der eigenständigen Verschwenkbarkeit jedes einzelnen Biegegliedes gleichzeitig an allen Biegegliedern oder in zeitlicher/räumlicher Abstimmung einzelner Biegeglieder die Biegeumformung des Profils oder Stabmaterials durchführen, wodurch eine weite Veränderbarkeit und technologische Anpassbarkeit der Biegeoperationen gewährleistet werden kann. Hierbei werden die Biegeglieder unabhängig voneinander mit einem vorgebbaren Drehmoment und/oder einem vorgebbaren Winkel zueinander verschwenkt, so dass ggf. an jedem Biegeglied unterschiedliche Biegeparameter für die lokale Biegung des Profils oder Stabmaterials eingestellt werden können.
- Die sichere Abstützung des Profils oder Stabmaterials bei der Biegeumformung wird dadurch gewährleistet, dass an den Biegegliedern angeordnete Halteeinrichtungen gegenüberliegende lokale Aufnahmen für das Profil oder Stabmaterial bilden. Diese Halteelemente bilden quasi die Anlageflächen für das Profil oder Stabmaterial innerhalb der Biegeglieder und positionieren das Profil oder Stabmaterial relativ zu dem Biegeglied.
- Besonders vorteilhaft ist es, wenn die Stützelemente so ausgebildet und elastisch verformt werden, dass sie das Profil oder Stabmaterial in zumindest einer Raumrichtung bei der Verformung des Profils oder Stabmaterials abstützen und ungewollte Biegefehler verhindern. Hierdurch wird eine sich beim Biegevorgang synchron mitverformende Abstützung des Profils oder Stabmaterials zur Verfügung gestellt, die in jedem Zwischenstadium des Biegens sich an dem Profil oder Stabmaterial anliegt und dieses so abstützt, dass nur die gewollten Biegeverformungen hervorgerufen werden, nicht aber ungewünschte Biegeverformungen wie Faltenbildung, Einfallen oder dgl.
- Weiterhin ist es denkbar, dass das zu biegende Profil oder Stangenmaterial nach und nach in die Biegeglieder eingebracht und zwischen den Biegegliedern hindurch gefördert wird. Ein solcher quasi-kontinuierlicher Betrieb erhöht die Ausbringung und damit die Wirtschaftlichkeit des erfindungsgemäßen Verfahren.
- Hierzu kann in weiterer Ausgestaltung eine Vorschubeinrichtung auf das zu biegende Profil oder Stangenmaterial eine Vorschubkraft in Richtung der Biegelinie aufbringen und damit das Profil oder Stabmaterial durch die kinematische Kette der Biegeglieder hindurch fördern, wenn gewährleistet wird, dass die Biegeglieder entlang der Biegelinie des zu biegenden Profils oder Stangenmaterials synchron zur Wirkung der Vorschubeinrichtung ihre entlang der Biegelinie verformte Konfiguration einnehmen.
- Ebenfalls ist es aber auch denkbar, dass das zu biegende Profil oder Stangenmaterial zeitgleich in alle Biegeglieder eingelegt und in nur einem Biegevorgang komplett verformt wird.
- Weiterhin ist es denkbar, dass ein zu biegendes hohles Profil oder Stangenmaterial bei der Biegeverformung zusätzlich im Inneren abgestützt wird, um z.B. ein Einfallen des Profils noch besser zu verhindern.
- Von besonderem Vorteil ist es darüber hinaus, wenn das zu biegende Profil oder Stangenmaterial im erwärmten Zustand, vorzugsweise erwärmt durch eine indirekte Erwärmung mittels elektrischer Widerstandsheizelemente oder eine Erwärmung durch Infrarotstrahlung oder eine Erwärmung in einem Ofen oder die direkte Erwärmung elektrisch leitfähiger Materialien durch Joule'sche Verluste, verformt wird. Durch eine Temperierung des Profils oder Stabmaterials kann der Biegewiderstand des Profils oder Stabmaterials gezielt positiv beeinflusst werden, so dass die Umformung bei besonderen Materialien überhaupt erst möglich wird oder besonders günstig ablaufen kann.
- In weiterer Ausgestaltung ist es auch denkbar, dass das zu biegende Profil oder Stangenmaterial nach der Umformung im erwärmten Zustand gezielt abgekühlt wird, um bleibende Materialeigenschaften des Profils oder Stangenmaterials, insbesondere die Härte und/oder die Elastizität, zu beeinflussen.
- Von besonderem Vorteil ist es, wenn als Material des zu biegenden Profils oder Stangenmaterials metallische Werkstoffe oder Kunststoffe verformt werden. Es ist aber auch denkbar, dass als Material des zu biegenden Profils oder Stangenmaterials faserverstärkte, insbesondere duroplastische Kunststoffe verformt werden, die im Auslaufbereich einer konventionellen Pultrusionsanlage mittels der Anordnung der Biegeglieder vor der Verfestigung des faserverstärkten Kunststoffstranges in eine verformte Konfiguration überführt und in der Anordnung der Biegeglieder ausgehärtet werden.
- Eine besonders bevorzugte Ausführungsform der erfindungsgemäßen Vorrichtung zeigt die Zeichnung.
- Es zeigen:
- Figur 1a-1d
- - einen grundsätzlichen Aufbau einer erfindungsgemäßen Vorrichtung in verschiedenen Ansichten mit Darstellung der relativen Verschwenkbarkeit der an einem Profil angeordneten Biegeglieder und den Stützelementen,
- Figur 2a-2e
- - Aufbau der Biegeglieder und deren Verschwenkeinrichtungen sowie Darstellung der Reihung einer Anzahl von Biegegliedern zur Aufnahme eines zu biegenden Profils,
- Figur 3a-3d
- - Darstellung einer Reihung einer Anzahl von Biegegliedern mit darin angeordneten zu biegenden rechteckigem Profil in einer schon gebogenen Konfiguration sowie zwei Biegestadien,
- Figur 4a-4b
- - Darstellung einer Reihung einer Anzahl von Biegegliedern mit darin angeordnetem, zu biegendem L-Profil in einer gebogenen Konfiguration,
- Figur 5a-5e
- - Darstellung einer Reihung einer Anzahl von Biegegliedern mit darin angeordnetem, zu biegendem L-Profil in der geraden Ausgangskonfiguration und in einer gebogenen Konfiguration sowie in einer Explosionsdarstellung,
- Figur 6a-6c
- - Darstellung von verschiedenen Biegekonfigurationen von gebogenen Profilen mit Darstellung der Orientierung der Reihung der Biegeglieder und gebogener Konfiguration der Stützelemente,
- Figur 7a-7b
- - Beispiel eines ersten komplex dreidimensional gebogenen U-Profils mit Darstellung der Orientierung der Reihung der Biegeglieder,
- Figur 8a-8c
- - Beispiel eines weiteren komplex dreidimensional gebogenen U-Profils mit Darstellung der Orientierung der Reihung der Biegeglieder,
- Figur 9
- - Darstellung einer Reihung einer Anzahl von Biegegliedern mit darin angeordnetem, zu biegendem U-Profil in einer gebogenen Konfiguration ohne Stützelemente,
- Figur 10
- - Darstellung des Einsatzes einer erfindungsgemäßen Vorrichtung an einer konventionellen Pultrusionsanlage zur Herstellung von komplex gebogenen faserverstärkten Kunststoffprofile.
- In der
Figur 1 ist eine Darstellung des prinzipiellen Aufbaus der erfindungsgemäßen Vorrichtung 17 in verschiedenen Ansichten mit Darstellung der relativen Verschwenkbarkeit 11 der an einem geschnitten und geöffnet dargestellten Profil 1 mit rechteckigem Querschnitt angeordneten Biegeglieder 2 und horizontalen Außenstützelementen 3 zu erkennen. Das hier nur als ein exemplarisches Beispiel mit rechteckigem Querschnitt dargestellte Profil 1 wird dabei mit Hilfe der Biegeglieder 2 in nachstehend beschriebener Weise einer Biegeoperation unterworfen. - Hierzu ist der Aufbau der Vorrichtung 17 wie folgt zu beschreiben. Die einzelnen Biegeglieder 2 weisen ein in der
Figur 1b besser zu erkennendes Basiselement 10 auf, das mit seiner Unterfläche z.B. auf einer nicht dargestellten Platte oder dergleichen verschiebbar abgestützt ist. An dem Basiselement 10 sind zwei gegenüberliegend und damit im Seitenbereich zu dem Profil 1 angeordnete, zangenartig betätigbare Halteelenente 9 zu erkennen, die in Öffnungs- bzw. Schließrichtung 8 auf das Profil 1 zufahren oder vom Profil 1 wegfahren können. Hierzu wird ein nicht weiter dargestellter Antrieb benutzt. Hierdurch können die zangenartigen Halteelemente 9 bis an die Außenwandungen des Profils 1 heran gefahren werden. - Zwischen den Halteelementen 10 und dem Profil 1 sind entlang der Biegeglieder 2, sich über zumindest zwei Biegeglieder 2 hinweg erstreckend, blattfederartige Außenstützelemente 3 angeordnet. Diese Außenstützelemente 3 bestehen aus einer variablen Anzahl von einzelnen blattfederartigen, elastisch verformbaren Blechstreifen z.B. aus einem Federstahldraht, die zu Paketen aufeinander geschichtet zwischen die Halteelemente 10 und dem Profil 1 eingelegt werden können. Üblicherweise erstrecken sich diese Pakete von Außenstützelementen 3 dabei nicht nur über eine Länge zwischen zwei benachbarten Biegegliedern 2 hinweg, sondern entlang der ganzen oder zumindest wesentlichen Teilen der Länge der Vorrichtung 17. Hierbei dienen die Außenstützelemente 3 zur Abstützung des sich biegenden Profils 1 während der Biegeumformung sowie zur definierten Übertragung der Biegekräfte von den Biegegliedern 2 auf das Profil 1.
- Neben der seitlichen Abstützung des Profils 1 durch die Außenstützelemente 3 kann das Profil auch oberseitig durch ein vertikales Stützelement 6 gestützt werden, das hier ebenfalls aus einem Stapel blattfederartig gebildeter vertikales Außenstützelemente 6 besteht und über eine nicht weiter dargestellte Stellvorrichtung in Verstellrichtung 7 relativ zur Oberseite des Profils 1 positioniert oder auch an die Oberseite des Profils 1 gepresst werden kann. Durch das vertikale Außenstützelement 6 können unerwünschte Formänderungen des Profils 1 in dieser vertikalen Richtung verhindert werden. Hierbei ist zu beachten, dass die Stapelausrichtung des Außenstützelementes 6 eine andere ist als die Stapelausrichtung der horizontalen Außenstützelemente 3. Unterseitig erfolgt die Abstützung des Profils 1 durch die Auflage auf dem Basiselement 10.
- Ebenfalls kann ein z.B. hohles Profil 1 auch innerhalb des hohlen Querschnitts gestützt werden, indem ebenfalls ein Stapel blattfederartig gebildeter Innenstützelemente 5 in das hohle Profil 1 eingebracht wird, das ebenfalls durch die relative Verschwenkung 11 der Biegelieder 2 mit gebogen werden kann. Diese Art der zusätzlichen Abstützung ist neben fragilen Hohlprofilen 1 auch zur Abstützung von offenen Profilen 1 mit nicht regelmäßigen Querschnitten denkbar, damit derartige Profile 1 sich vollflächig an den horizontalen Außenstützelementen 3 abstützen können, wie dies etwa in den
Figuren 4a und 4b noch besser zu erkennen ist. - Die Abfolge der einzelnen Biegeglieder 2 ist dabei in an eine Wirbelsäule erinnernde, in zueinander verschwenkbarer Weise aneinander festgelegt. Dabei besteht jeweils zwischen zwei benachbarten Biegegliedern 2 eine verschwenkbare Drehverbindung 4. die wie hier dargestellt im einfachsten Fall als Drehgelenk 4 ausgebildet ist. Dadurch können sich die Biegeglieder 2 in diesem Drehgelenk 4 um eine Achse 12 in Verschwenkrichtung 11 zueinander verdrehen. Ist dabei das Profil 1 in noch nachstehend beschriebener Weise in der Anordnung der Biegeglieder 2 eingelegt, so wird das Profil 1 durch diese relative Verschwenkung 11 benachbarter Biegeglieder 2 lokal gebogen, was in der Summe der Verschwenkungen 11 aller Biegeglieder 2 dann zu einer Biegung des Profils 1 entlang der gewünschten Biegelinie 13 führt.
- Die relative Verschwenkung 11 benachbarter Biegeglieder 2 zueinander wird dabei durch nicht dargestellte Antriebseinrichtungen, z.B. einen elektromotorischen Antrieb oder dgl., ausgeführt und gesteuert, so dass der Verschwenkwinkel und/oder das Drehmoment bei der relativen Verschwenkung 11 benachbarter Biegeglieder 2 automatisiert gesteuert und kontrolliert werden kann.
- Die horizontalen Außenstützelemente 3 sind bei dieser relativen Verschwenkung 11 benachbarter Biegeglieder 2 an den beiden gegenüberliegenden Außenseiten des Profils 1 zwischen den Ausnehmungen 20 in den Halteelementen 9 und dem Profil 1 angeordnet und stützen das Profil 1 bei der vorstehend beschriebenen Biegeumformung ab. Hierdurch können sonst auftretende, vor allem für offene und dünnwandige Profile 1 häufig auftretende unzulässige Formänderungen wie Faltenbildung, Einfallen, Verdrehungen etc. sicher verhindert werden, da die Biegeglieder 2 und die Außenstützelemente 3 das Profil 1 umgeben und abstützen. Außerdem kann durch die relative Verschwenkung 11 benachbarter Biegeglieder 2 und deren automatisiert ausführbarer Verschwenkung 11 eine hohe Flexibilität hinsichtlich der Formgebung der erzeugbaren Biegelinie 13 erreicht werden, wobei die Biegelinie 13 selbstverständlich bei geeigneter Ausgestaltung der Vorrichtung 17 auch dreidimensional verlaufen kann.
- In den
Figuren 2a bis 2c ist in einer vergrößerten Darstellung noch einmal besser der detailliertere Aufbau der Biegeglieder 2 und deren Verschwenkeinrichtungen 4 sowie in denFiguren 2d und 2e die Darstellung der Reihung einer Anzahl von Biegegliedern 2 zur Aufnahme eines zu biegenden Profils 1 und die Zuordnung der Biegeglieder 2 zu den Außenstützelementen 3 zu erkennen. - Man erkennt noch einmal besser den grundsätzlich C-förmig geformten Aufbau der zangenartig verfahrbaren Halteelemente 9, die einen Aufnahmekanal für das hier nicht dargestellte Profil 1 bilden. Die Biegeglieder 2 sind dabei voneinander beabstandet relativ verschwenkbar zueinander über die Drehgelenke 4 an dem Basiselement 10 kettenartig miteinander verbunden und lassen sich aus der geraden Konfiguration in zwei Richtungen definiert zueinander relativ verschwenken. Oberseitig des Basiselementes 10 sind an jedem Biegeglied 2 Auflageelemente 14 angeordnet, auf denen das Profil 1 aufliegt, wenn es in den durch die Biegeglieder 2 gebildeten Aufnahmekanal eingebracht wird. Im Bereich der Ausnehmungen 20 in den zangenartigen Halteelementen 9 sind Lagerungen 15 für die Außenstützelemente 3 angeordnet, die zur sicheren Festlegung und Führung der in
Figur 2e erkennbaren Außenstützelemente 3 an den zangenartigen Halteelementen 9 dienen. Die Außenstützelemente 3 werden der Einfachheit halber in Längsrichtung der Anordnung der Biegeglieder 2 in den durch die Biegeglieder 2 gebildeten Aufnahmekanal eingeschoben. Wichtig hinsichtlich der Lagerung der Außenstützelemente 3 in den zangenartigen Halteelementen 9 ist, dass verschiedene Lagerungsarten der Außenstützelemente 3 zur Erfüllung dieser Funktion angewendet werden können, wobei eine translatorische Bewegungsmöglichkeit der Außenstützelemente 3 relativ zu den zangenartigen Halteelementen 9 in Richtung der Profillängsachse erhalten bleiben muss. - In den
Figuren 3a und 3b erkennt man nun eine Darstellung einer Reihung einer Anzahl von Biegegliedern 2 gemäßFigur 2 mit darin angeordnetem, zu biegendem rechteckigem Profil 1 in einer schon gebogenen Konfiguration in einer räumlichen Ansicht (Figur 3a ) und in einer Untersicht (Figur 3b ), in der die relativ zueinander verschwenkte Stellung der Biegeglieder 2 besonders gut zu erkennen ist. In denFiguren 3c und 3d sind zwei unterschiedliche Biegestadien im Laufe der Biegeverformung des Rechteckprofils 1 zu erkennen. - Die
Figuren 4a und 4b zeigen in zwei räumlichen Ansichten die Darstellung einer Reihung einer Anzahl von Biegegliedern 2 mit darin angeordnetem zu biegenden L-Profil 1 in einer gebogenen Konfiguration. Sehr deutlich erkennt man die stapelartige Schichtung der blattförmigen Außenstützelemente 3 zur seitlichen Abstützung des L-förmigen Profils 1, sowie die stapelartige Schichtung der blattförmigen Innenstützelemente 5 zum Andrücken der Außenstützelemente 3 an den senkrechten Schenkel des L-förmigen Querschnitts des Profils 1. Diese Innenstützelemente 5 werden vorteilhaft bei unsymmetrischen Profilquerschnitten verwendet, um ein beidseitige Anpressen der Außenstützelemente 3 an einzelne Schenkel des Profils 1 wie hier dem senkrechten Schenkel des L-förmigen Profils 1 zu realisieren. - Die
Figuren 5a bis 5d zeigen in einer räumlichen Ansicht und einer Seitenansicht die Darstellung einer Reihung einer Anzahl von Biegegliedern 2 mit darin angeordnetem zu biegenden L-Profil 1 in der geraden Ausgangskonfiguration (Figuren 5a, 5b ) und in einer gebogenen Konfiguration (Figuren 5c, 5d ) sowie in einer teilweisen Explosionsdarstellung (Figur 5e ) der gebogenen Konfiguration gemäßFigur 5d . Hier erkennt man besonders deutlich die Gestaltung der Innenstützelemente 5, die zur seitlichen Führung und Unterstützung parallel zum senkrechten Schenkel des L-förmigen Profils 1 benutzt werden. - Die
Figuren 6a bis 6c zeigen in jeweils einer Draufsicht die Darstellung von verschiedenen Biegekonfigurationen der Biegeglieder 2 von wellenförmig, S-förmig und winklig gebogenen Profilen 1 mit Darstellung der jeweiligen Orientierung der Reihung der Biegeglieder 2 und der entsprechend gebogenen Konfiguration der Außenstützelemente 3. - In den
Figuren 7 und8 sind zwei Beispiele für dreidimensional gebogene Profile 1 zu erkennen, die mit einer nicht weiter dargestellten dreidimensional arbeitenden Verstellung zwischen den Biegegliedern 2 erzeugt werden können. Hierbei zeigen dieFiguren 7a und 7b ein Beispiel eines ersten komplex dreidimensional gebogenen U-Profils 1 mit Darstellung der Orientierung der Reihung einiger ausgewählter Biegeglieder 2. Man erkennt, dass auch kleine Biegeradien des U-förmigen Profils 1 möglich sind. DieFiguren 8a bis 8c zeigen ein anderes Beispiel eines komplex dreidimensional gebogenen U-Profils 1 mit Darstellung der Orientierung der Reihung einiger ausgewählter Biegeglieder 2. Eine entsprechende Vorrichtung 17 zum dreidimensionalen Biegen basiert wie die Vorrichtung 17 zum zweidimensionalen Biegen auf Biegegliedern 2, die sich gegenüber durch eine verschwenkbare Lagerung der Biegeglieder 2 um zwei Raumachsen anstatt einer Raumachse ausgebildet sind (vgl. Kreuzgelenkwelle). - Gemäß
Figur 9 kann eine erfindungsgemäße Anordnung von Biegegliedern 2 auch dazu genutzt werden, um ein Rechteckprofil 1 zu biegen, ohne dass die Stützelemente 3 an den Biegegliedern angeordnet werden. Hierbei verschwenken die Biegeglieder 3 in schon beschriebener Weise relativ zueinander und übertragen ein entsprechendes Biegemoment auf das Profil 1. Zwischen den Biegeelementen 2 kann sich das Profil 1 ungestützt und frei biegen. Vorteilhaft ist hierbei die jeweils lokale Biegung des Profils 1 durch die sich biegende Kette der Biegeglieder 2, wodurch wegen der in der Regel hohen Anzahl der Biegeglieder 2 eine sehr genaue Biegung des Profils 1 erreicht werden kann. - Die
Figur 10 zeigt ein rein schematisches Funktionsdiagramm, nach dem eine erfindungsgemäße Vorrichtung 17 im Bereich des Auslaufs einer konventionellen Pultrusionsanlage 18 angeordnet wird und in der Pultrusionsanlage 18 hergestellte faserverstärkte Kunststoffprofile 1 am Austritt der Pultrusionsanlage 18 von der Vorrichtung 17 übernommen und in verstehend beschriebener Weise gebogen werden. Nach dem Biegen verbleiben die gebogenen Profile noch solange in der Vorrichtung, bis etwa über eine nicht weiter dargestellte Temperierungseinheit das faserverstärkte Kunststoffprofil 1 ausgehärtet wurde und damit stabil in der gebogenen Konfiguration verbleibt. Die Förderung des Profils 1 durch die Pultrusionsanlage 18 und die Vorrichtung 17 kann dabei mit Hilfe einer Vorschubvorrichtung 19 erfolgen, die den Strang des Profils 1 durch die Pultrusionsanlage 18 und die Vorrichtung 17 hindurch zieht. Dadurch kann das erzeugbare Formenspektrum pultrusiv hergestellter faserverstärkter Kunststoffprofile 1 auf nahezu beliebig gebogene Profile stark erweitert und verbessert werden, die mit einer konventionellen Pultrusionsanlage 18 so bisher nicht herstellbar waren. Hierdurch ist die Herstellung von duroplastischen faserverstärkten Kunststoff-Profilen möglich, die zur Zeit nur als geradliniges Profil oder als Profil mit einer konstanten Krümmung gefertigt werden können. - Die wesentlichen Vorteile der erfindungsgemäßen Vorrichtung 17 und des erfindungsgemäßen Verfahrens sind im Folgenden noch einmal aufgelistet:
- definiertes Biegeverfahren mit Vorzügen wie torsionslose Biegung
- Abstützung von deformationsempfindlichen Querschnitten durch formgebundenes Wirkprinzip
- Anwendung von Übergangszonen, kein scharfer Übergang von einer Profilkrümmung zum nächsten Wert, dadurch auch für architektonische/ künstlerische Zwecke interessant
- Anwendung des zyklischen Biegens mit Vor- und Rückbiegen zur Steigerung der Präzision
- Sehr flexibles Biegeverfahren mit geringen Werkzeugkosten
- Nachjustieren bereits gebogener Profile und Rohre möglich
- Neuordnung der Prozesskette durch die Verarbeitung von gefügten bzw. bearbeiteten Strukturen (z.B. Zusammenbau, Flansche, etc. können am Biegegut bereits gefügt sein) möglich
- Gebogene CFK-Profile flexibel herstellbar, indem im gespannten Zustand durch Temperatur ausgehärtet wird (Widerstandserwärmung ist denkbar)
- Warmumformung und Härten von hochfesten Stählen und Leichtmetallen.
-
- 1
- - Profil oder Stangenmaterial
- 2
- - Biegeglied
- 3
- - horizontales Außenstützelement
- 4
- - Drehgelenk
- 5
- - Innenstützelemente
- 6
- - vertikales Außenstützelement
- 7
- - Verstellrichtung vertikales Außenstützelement
- 8
- - Verstellrichtung Stützelemente
- 9
- - Halteelemente
- 10
- - Basiselement
- 11
- - Verschwenkrichtung
- 12
- - Drehgelenk Biegeglied
- 13
- - Biegelinie
- 14
- - Auflageelemente
- 15
- - Lagerung Außenstützelement
- 16
- - Druckelemente
- 17
- - Vorrichtung
- 18
- - Pultrusionsanlage
- 19
- - Zugapparat
- 20
- - Ausnehmungen für Stützelemente
Claims (20)
- Vorrichtung (17) zum Biegen von Profilen oder Stabmaterial (1), insbesondere unsymmetrischer und offener Profile oder Stabmaterial (1), aufweisend zueinander verschwenkbare Biegeglieder (2), die das Profil oder Stabmaterial (1) aufnehmen und punktuell halten und mittels Biegemomenteneinleitung lokal in eine gebogene Konfiguration überführen,
dadurch gekennzeichnet, dass
mindestens zwei entlang der Biegelinie (13) des Profils oder Stabmaterials (1) zueinander beabstandete Biegeglieder (2) derart aneinander festgelegt und relativ zueinander verschwenkbar ausgebildet sind, dass eine relative Verschwenkung (11) der Biegeglieder (2) zueinander das Profil oder Stabmaterial (1) lokal biegend verformt, wobei entlang der Biegelinie (13) des Profils oder Stabmaterials (1) zumindest abschnittsweise zwischen den Biegegliedern (2) elastisch verformbare Stützelemente (3, 5, 6) an den Außenseiten des Profils oder Stabmaterials (1) anliegend angeordnet sind und die relative Verschwenkung (11) der Biegeglieder (2) zueinander die Stützelemente (3, 5, 6) ebenfalls biegt, wobei die Stützelemente (3, 5, 6) das sich biegende Profil oder Stabmaterial (1) abstützen. - Vorrichtung (17) gemäß Anspruch 1, dadurch gekennzeichnet, dass eine derartige Anzahl von Biegegliedern (2) aneinander festgelegt ist, dass das Profil oder Stabmaterial (1) im Wesentlichen entlang mindestens eines Abschnittes oder entlang der ganzen Länge seiner Biegelinie (13) von Biegegliedern (2) gestützt ist, vorzugsweise die Anzahl der Biegeglieder (2) abhängig ist von der Länge des zu biegenden Profils oder Stabmaterials (1) sowie den vorzunehmenden Biegekrümmungen und den Änderungen dieser Biegekrümmungen.
- Vorrichtung (17) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Biegeglieder (2) Halteeinrichtungen (9) zur Aufnahme des zu biegenden Profils oder Stabmaterials (1) aufweisen, wobei die Halteeinrichtungen (9) vorzugsweise zangenartig ausgebildet sind und das Profil oder Stabmaterial (1) gegenüberliegend am Profil oder Stabmaterial (1) angreifend zwischen sich aufnehmen und beim Biegen lagern.
- Vorrichtung (17) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Biegeglieder (2) derart zueinander verschwenkbar aneinander festgelegt sind, dass durch eine relative Verschwenkung der Abfolge der Biegeglieder (2) zueinander entlang der Biegelinie (13) die gewünschte Biegelinie (13) des Profils oder Stabmaterials (1) einstellbar ist, vorzugsweise die Biegeglieder (2) über einen Schwenkmechanismus (4), insbesondere ein Drehgelenk (4) aneinander festgelegt und gesteuert angetrieben verdrehbar sind, wobei insbesondere die gewünschte Biegung des Profils oder Stabmaterials (1) dreidimensional gekrümmt hergestellt werden kann.
- Vorrichtung (17) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die relative Verschwenkung (11) benachbart zueinander entlang der Biegelinie (13) angeordneter Biegeglieder (2) durch jeweils separat ansteuerbare Antriebe einstellbar ist, wobei vorzugsweise die Antriebe zur relativen Verschwenkung (11) der Biegeglieder (2) elektrisch oder pneumatisch oder hydraulisch oder mechanisch zueinander verschwenken.
- Vorrichtung (17) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Biegeglieder (2) unabhängig voneinander mit einem vorgebbaren Drehmoment und/oder einem vorgebbaren Winkel zueinander verschwenkbar sind.
- Vorrichtung (17) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Biegeglieder (2) und die Halteeinrichtungen (9) an einem Grundkörper (10) angeordnet sind, wobei der Grundkörper (10) sich, vorzugsweise auf einer Grundplatte, gegenüber der Umgebung der Vorrichtung (17) abstützt.
- Vorrichtung (17) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Stützelemente (3, 5, 6) so ausgebildet und elastisch verformbar sind, dass sie das Profil oder Stabmaterial (1) in zumindest einer Raumrichtung bei der Verformung des Profils oder Stabmaterials (1) abstützen und ungewollte Biegefehler verhindern, wobei vorzugsweise mehrere Stützelemente (3, 5, 6) so entlang der Biegelinie (13) des Profils oder Stabmaterials (1) angeordnet sind, dass sie das Profil oder Stabmaterial (1) in mehr als einer Raumrichtung bei der Verformung des Profils oder Stabmaterials (1) abstützen.
- Vorrichtung (17) gemäß Anspruch 8, dadurch gekennzeichnet, dass erste Stützelemente (3) so entlang der Biegelinie (13) des Profils oder Stabmaterials (1) angeordnet sind, dass sie das Profil oder Stabmaterial (1) in einer Raumrichtung abstützen, und zweite Stützelemente (6) mit einer senkrecht dazu ausgerichteten Stützwirkung entlang der Biegelinie (13) angeordnet sind.
- Vorrichtung (17) gemäß Anspruch 8, dadurch gekennzeichnet, dass die Stützelemente (3, 5, 6) einen oder mehrere Einzelkörper aufweisen, wobei bei Verwendung mehrerer Einzelkörper die mehreren Einzelkörper einen Verbund bilden, wobei die Stützelemente (3, 5, 6) insbesondere blattfederartig ausgebildet sind und sich zumindest zwischen zwei benachbarten Biegegliedern (2), vorzugsweise über die ganze Länge der Biegelinie (13), erstrecken, wobei vorzugsweise mehrere blattfederartig ausgebildete Stützelemente (3, 5, 6) paketartig geschichtet angeordnet sind.
- Vorrichtung (17) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Stützelemente (3, 5, 6) drahtartig, rohrartig oder schlauchartig ausgebildet sind oder die aus einem oder mehreren Einzelkörpern gebildeten Stützelemente (3, 5, 6) globale drahtartige, rohrartige oder schlauchartige Form annehmen.
- Vorrichtung (17) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Stützelemente (3, 5, 6) mindestens eine zusätzliche Gleitschicht und/oder Trennschicht aufweisen, die an der Oberfläche des Profils oder Stabmaterials (1) anliegt und/oder die Gleitbewegung zwischen Profil (1) und Stützelement (3, 5, 6) und/oder von aus Einzelkörpern gebildeter Stützelemente (3, 5, 6) untereinander verbessert.
- Vorrichtung (17) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass eine Vorschubeinrichtung (19) auf das zu biegende Profil oder Stangenmaterial (1) eine Vorschubkraft in Richtung der Biegelinie (13) aufbringt, wobei die Vorschubeinrichtung (19) vorzugsweise entweder am Einlauf des Profils oder Stangenmaterials (1) in die Anordnung der Biegeglieder (2) angeordnet ist und eine schiebende Wirkung auf das zu biegende Profil oder Stangenmaterial (1) ausübt oder die Vorschubeinrichtung (19) am Auslauf des Profils oder Stangenmaterials (1) aus der Anordnung der Biegeglieder (2) angeordnet ist und eine ziehende Wirkung auf das zu biegende Profil oder Stangenmaterial (1) ausübt.
- Vorrichtung (17) gemäß eine der Ansprüche 11 bis 13, dadurch gekennzeichnet, dass die Biegeglieder (2) entlang der Biegelinie (13) des zu biegenden Profils oder Stangenmaterials (1) synchron zur Wirkung der Vorschubeinrichtung (19) ihre entlang der Biegelinie (13) verformte Konfiguration einnehmen.
- Verfahren zum Biegen von Profilen oder Stabmaterial (1), bei dem die Profile oder Stabmaterial (1) in zueinander verschwenkbare Biegeglieder (2) eingebracht werden, die das Profil oder Stabmaterial (1) aufnehmen und punktuell halten und mittels Biegemomenteneinleitung lokal in eine gebogene Konfiguration überführen, insbesondere unter Nutzung der Vorrichtung (17) gemäß Anspruch 1,
dadurch gekennzeichnet, dass
mindestens zwei entlang der Biegelinie (13) des Profils oder Stabmaterials (1) zueinander beabstandete Biegeglieder (2) relativ zueinander gesteuert verschwenken und durch die relative Verschwenkung (11) der Biegeglieder (2) zueinander das Profil oder Stabmaterial (1) lokal gebogen wird, wobei zumindest abschnittsweise zwischen den Biegegliedern (2) angeordnete, elastisch verformbare Stützelemente (3, 5, 6) durch die relative Verschwenkung (11) der Biegeglieder (2) zueinander ebenfalls mitgebogen werden und die Stützelemente (3, 5, 6) dabei das sich biegende Profil oder Stabmaterial (1) abstützen. - Verfahren gemäß Anspruch 15, dadurch gekennzeichnet, dass das zu biegende Profil oder Stangenmaterial (1) im unverformten oder vorverformten Zustand in die Biegeglieder (2) eingebracht und die Biegeglieder (2) anschließend gleichzeitig oder nacheinander in die endverformte Konfiguration entlang der Biegelinie (13) gebracht werden.
- Verfahren gemäß einem der Ansprüche 15 und 16, dadurch gekennzeichnet, dass die Biegeglieder (2) derart zueinander verschwenkbar aneinander festgelegt werden, dass durch eine relative Verschwenkung (11) der Abfolge der Biegeglieder (2) zueinander entlang der Biegelinie (13) die gewünschte Biegelinie (13) des Profils oder Stabmaterials (1) eingestellt wird, wobei die Biegeglieder (2) vorzugsweise unabhängig voneinander mit einem vorgebbaren Drehmoment und/oder einem vorgebbaren Winkel zueinander verschwenkt werden, wobei die Stützelemente (3, 5, 6) so ausgebildet und elastisch verformt werden, dass sie das Profil oder Stabmaterial (1) in zumindest einer Raumrichtung bei der Verformung (11) des Profils oder Stabmaterials (1) abstützen und ungewollte Biegefehler verhindern.
- Verfahren gemäß einem der Ansprüche 15 bis 17, dadurch gekennzeichnet, dass das zu biegende Profil oder Stangenmaterial (1) nach und nach in die Biegeglieder (2) eingebracht und zwischen den Biegegliedern (2) hindurch gefördert wird.
- Verfahren gemäß einem der Ansprüche 15 bis 18, dadurch gekennzeichnet, dass ein zu biegendes hohles Profil oder Stangenmaterial (1) bei der Biegeverformung zusätzlich im Inneren abgestützt wird.
- Verfahren gemäß einem der Ansprüche 15 bis 19, dadurch gekennzeichnet, dass das zu biegende Profil oder Stangenmaterial (1) im erwärmten Zustand, vorzugsweise erwärmt durch eine indirekte Erwärmung mittels elektrischer Widerstandsheizelemente oder eine Erwärmung, durch Infrarotstrahlung oder eine Erwärmung in einem Ofen oder die direkte Erwärmung elektrisch leitfähiger Materialien durch Joule'sche Verluste, verformt wird, wobei das zu biegende Profil oder Stangenmaterial (1) nach der Umformung im erwärmten Zustand vorzugsweise gezielt abgekühlt wird, um bleibende Materialeigenschaften des Profils oder Stangenmaterials (1), insbesondere die Härte und/oder die Elastizität, zu beeinflussen.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016012677.9A DE102016012677A1 (de) | 2016-10-20 | 2016-10-20 | Vorrichtung und Verfahren zum Biegen von Profilen oder Stabmaterial, insbesondere unsymmetrischer und offener Profile oder Stabmaterial |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3320993A1 EP3320993A1 (de) | 2018-05-16 |
| EP3320993B1 true EP3320993B1 (de) | 2019-07-03 |
Family
ID=60201488
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17400059.6A Not-in-force EP3320993B1 (de) | 2016-10-20 | 2017-10-17 | Vorrichtung und verfahren zum biegen von profilen oder stabmaterial, insbesondere unsymmetrischer und offener profile oder stabmaterial |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3320993B1 (de) |
| DE (1) | DE102016012677A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110722027A (zh) * | 2019-11-05 | 2020-01-24 | 王蒙蒙 | 一种钢结构型材加工弯圆机械及加工弯圆方法 |
| EP4076781A1 (de) * | 2019-12-20 | 2022-10-26 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Vorrichtung und verfahren zum biegen von elektrisch leitenden profilen für elektromotoren (hairpin) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110479802B (zh) * | 2019-09-14 | 2020-11-03 | 青岛四洲重工设备有限公司 | 一种用于金属板材的精密高效折弯系统 |
| CN112570518B (zh) * | 2019-09-30 | 2022-11-11 | 比亚迪股份有限公司 | 型材扭弯设备 |
| CN112660425B (zh) * | 2021-01-06 | 2026-01-02 | 北京星河动力航天科技股份有限公司 | 运载器自毁药条的装配工装及其装配方法 |
| CN113351680B (zh) * | 2021-07-15 | 2024-07-23 | 河北欧通有色金属制品有限公司 | 一种无氧铜毛细管及其加工方法 |
| CN113617899B (zh) * | 2021-08-02 | 2023-03-10 | 浙江金马逊智能制造股份有限公司 | 弯管设备及其抑制弯管变椭的弯管加工方法 |
| CN113617900B (zh) * | 2021-08-02 | 2023-03-07 | 浙江金马逊智能制造股份有限公司 | 数控弯管设备及其抑制弯管变椭活节压块装置 |
| ES2925114B2 (es) * | 2022-08-02 | 2023-03-02 | Grupo Ind Kempchen Comdiflex S A | Máquina curvadora de diámetros exactos |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2868264A (en) * | 1954-10-22 | 1959-01-13 | Fairchild Engine & Airplane | Articulated die |
| US3026720A (en) | 1959-02-24 | 1962-03-27 | Ronald G Hill | Pure bending test machine |
| US3952572A (en) | 1974-01-23 | 1976-04-27 | Case Western Reserve University | Beam bender |
| JPS5970513A (ja) * | 1982-10-15 | 1984-04-21 | Sekisui Chem Co Ltd | 熱可塑性合成樹脂管の曲げ加工装置 |
| DE8313613U1 (de) * | 1983-05-07 | 1983-12-01 | Maschinen Witte Kg, 4517 Hilter | Aufspanntisch |
| CA2050839C (en) * | 1991-09-06 | 1995-04-25 | Norman Laverne Heaman | Pipe bending machine for elongate material |
| SE522296C2 (sv) * | 2001-07-02 | 2004-01-27 | Accra Teknik Ab | Anordning och metod för formning av en tre-dimensionell balk |
| FR2843633B1 (fr) | 2002-08-13 | 2004-11-05 | Centre Nat Rech Scient | Procede, dispositif et machine d'essai de flexion pure eventuellement alternee |
| US7527759B2 (en) * | 2005-04-13 | 2009-05-05 | The Boeing Company | Method and apparatus for forming structural members |
| AT505657B1 (de) * | 2007-08-16 | 2009-03-15 | Hammerschmid Maschb Gmbh | Vorrichtung und verfahren zum biegen von halbzeugen |
| CN201190175Y (zh) * | 2008-04-18 | 2009-02-04 | 华北石油管理局第一机械厂 | 一种钢管内喷淬火设备的辅助装置 |
| JP5233682B2 (ja) * | 2009-01-08 | 2013-07-10 | アイシン・エィ・ダブリュ株式会社 | 曲げ加工機 |
| US8298242B2 (en) * | 2010-04-30 | 2012-10-30 | Warsaw Orthopedic, Inc. | Systems, devices and methods for bending an elongate member |
| US8607603B2 (en) * | 2010-04-30 | 2013-12-17 | Warsaw Orthopedic, Inc. | Systems, devices and methods for multi-dimensional bending of an elongate member |
| DE102010020942B4 (de) * | 2010-05-19 | 2012-05-10 | Benteler Automobiltechnik Gmbh | Spannvorrichtung und Verfahren zum Wärmebehandeln eines Langmaterials |
| US9387628B2 (en) * | 2011-08-24 | 2016-07-12 | The Boeing Company | Method and apparatus for fabricating composite stringers |
| US8544340B1 (en) | 2011-09-26 | 2013-10-01 | The United States Of America As Represented By The Secretary Of The Air Force | Device for testing thin specimens in pure bending |
| JP2013217829A (ja) | 2012-04-11 | 2013-10-24 | Nippon Steel & Sumitomo Metal | 曲げ試験装置およびこれを用いた曲げ試験方法 |
| FR3023373B1 (fr) | 2014-07-04 | 2016-08-19 | Univ Joseph Fourier | Dispositif de test mecanique en flexion pure et procede de mise en oeuvre |
-
2016
- 2016-10-20 DE DE102016012677.9A patent/DE102016012677A1/de not_active Withdrawn
-
2017
- 2017-10-17 EP EP17400059.6A patent/EP3320993B1/de not_active Not-in-force
Non-Patent Citations (1)
| Title |
|---|
| None * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110722027A (zh) * | 2019-11-05 | 2020-01-24 | 王蒙蒙 | 一种钢结构型材加工弯圆机械及加工弯圆方法 |
| CN110722027B (zh) * | 2019-11-05 | 2021-01-15 | 瑞安市安泰地矿建筑工程有限公司 | 一种钢结构型材加工弯圆机械及加工弯圆方法 |
| EP4076781A1 (de) * | 2019-12-20 | 2022-10-26 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Vorrichtung und verfahren zum biegen von elektrisch leitenden profilen für elektromotoren (hairpin) |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102016012677A1 (de) | 2018-04-26 |
| EP3320993A1 (de) | 2018-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3320993B1 (de) | Vorrichtung und verfahren zum biegen von profilen oder stabmaterial, insbesondere unsymmetrischer und offener profile oder stabmaterial | |
| EP2529849B1 (de) | Verfahren und Vorrichtung zum Herstellen von Schlitzrohren aus Blechtafeln | |
| DE102013103612B4 (de) | Verfahren und Stauchwerkzeug zur Herstellung von hoch maßhaltigen Halbschalen | |
| EP2231346B1 (de) | Verfahren zum biegen eines werkstücks | |
| EP2512702B1 (de) | Verfahren und vorrichtung zur herstellung eines halbschalenteils | |
| DE102007013902A1 (de) | Vorrichtung zum Profilbiegen | |
| EP2285507A1 (de) | Verfahren zum herstellen eines grossen stahlrohres | |
| EP0706843A1 (de) | Verfahren und Vorrichtung zur Herstellung von gekrümmten Werkstücken | |
| EP3987631A1 (de) | Verfahren und vorrichtung zum ablängen und biegen von wicklungssegmenten | |
| DE102010018397B4 (de) | Spreizbarer Biegekopf | |
| WO2016037821A1 (de) | Bördeleinheit für ein bördelwerkzeug | |
| DE102005022052A1 (de) | Verfahren und Vorrichtung zum Richten länglicher Werkstücke | |
| EP3302841B1 (de) | Verfahren zum herstellen von schlitzrohren aus blechtafeln | |
| EP1954420B1 (de) | Verfahren und vorrichtung zum kernlosen einformen von hohlprofilen | |
| DE102011053676A1 (de) | Rohrbiegemaschine | |
| DE69321787T2 (de) | Verfahren und Vorrichtung zur Formung von gekrümmten Nadeln | |
| DE202017007152U1 (de) | Streckbiegemaschine zum Verformen eines Werkstückes | |
| DE102014212732B4 (de) | Verfahren und Anstauchvorrichtung zum Herstellen von abgesetzten Werkstücken, wie Wellen oder Stäbe | |
| DE102016114934B3 (de) | Verfahren und Vorrichtung zur Herstellung eines runden Hohlprofils | |
| EP3830045A1 (de) | Verfahren zum umformen von glasscheiben | |
| DE102015100801B4 (de) | Stauchvorrichtung und Verfahren jeweils zum Elektrostauchen von Werkstücken | |
| DE102004015073B3 (de) | Vorrichtung und Verfahren zum Biegen eines Werkstücks | |
| DE102011051801B4 (de) | Verfahren und Vorrichtung zur Herstellung von Kernspangen und Kernspange | |
| DE102017101235B4 (de) | Vorrichtung zum Kaltwalzprofilieren von Blech zu einem Profilblech | |
| AT505657B1 (de) | Vorrichtung und verfahren zum biegen von halbzeugen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180530 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190124 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1150344 Country of ref document: AT Kind code of ref document: T Effective date: 20190715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017001689 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190703 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191003 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191003 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191104 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191004 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017001689 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191017 |
|
| 26N | No opposition filed |
Effective date: 20200603 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20191031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191017 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200731 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200411 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201031 Ref country code: LI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20171017 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502017001689 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20211017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211017 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1150344 Country of ref document: AT Kind code of ref document: T Effective date: 20221017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221017 |