EP3251852A1 - Vorrichtung und verfahren zur weiterverarbeitung von druckprodukten - Google Patents
Vorrichtung und verfahren zur weiterverarbeitung von druckprodukten Download PDFInfo
- Publication number
- EP3251852A1 EP3251852A1 EP17000753.8A EP17000753A EP3251852A1 EP 3251852 A1 EP3251852 A1 EP 3251852A1 EP 17000753 A EP17000753 A EP 17000753A EP 3251852 A1 EP3251852 A1 EP 3251852A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- lighting
- controller
- sections
- illumination
- product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 19
- 238000005286 illumination Methods 0.000 claims abstract description 26
- 239000003086 colorant Substances 0.000 claims description 3
- 230000001419 dependent effect Effects 0.000 claims description 2
- 230000004913 activation Effects 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 6
- 239000011230 binding agent Substances 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 230000002950 deficient Effects 0.000 description 4
- 230000000737 periodic effect Effects 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H43/00—Use of control, checking, or safety devices, e.g. automatic devices comprising an element for sensing a variable
- B65H43/02—Use of control, checking, or safety devices, e.g. automatic devices comprising an element for sensing a variable detecting, or responding to, absence of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/54—Auxiliary folding, cutting, collecting or depositing of sheets or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0009—Central control units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/02—Arrangements of indicating devices, e.g. counters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/16—Programming systems for automatic control of sequence of operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/08—Conveying between operating stations in machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
- B65H37/04—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations for securing together articles or webs, e.g. by adhesive, stitching or stapling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/02—Associating,collating or gathering articles from several sources
- B65H39/04—Associating,collating or gathering articles from several sources from piles
- B65H39/043—Associating,collating or gathering articles from several sources from piles the piles being disposed in juxtaposed carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/02—Associating,collating or gathering articles from several sources
- B65H39/04—Associating,collating or gathering articles from several sources from piles
- B65H39/055—Associating,collating or gathering articles from several sources from piles by collecting in juxtaposed carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H43/00—Use of control, checking, or safety devices, e.g. automatic devices comprising an element for sensing a variable
- B65H43/04—Use of control, checking, or safety devices, e.g. automatic devices comprising an element for sensing a variable detecting, or responding to, presence of faulty articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H43/00—Use of control, checking, or safety devices, e.g. automatic devices comprising an element for sensing a variable
- B65H43/08—Photoelectric devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/006—Feeding stacks of articles to machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/08—Feeding articles separated from piles; Feeding articles to machines by grippers, e.g. suction grippers
- B65H5/085—Feeding articles separated from piles; Feeding articles to machines by grippers, e.g. suction grippers by combinations of endless conveyors and grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
- B65H7/02—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
- B65H7/02—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors
- B65H7/04—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors responsive to absence of articles, e.g. exhaustion of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
- B65H7/02—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors
- B65H7/06—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors responsive to presence of faulty articles or incorrect separation or feed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
- B65H7/02—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors
- B65H7/14—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors by photoelectric feelers or detectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2407/00—Means not provided for in groups B65H2220/00 – B65H2406/00 specially adapted for particular purposes
- B65H2407/20—Means not provided for in groups B65H2220/00 – B65H2406/00 specially adapted for particular purposes for manual intervention of operator
- B65H2407/22—Means not provided for in groups B65H2220/00 – B65H2406/00 specially adapted for particular purposes for manual intervention of operator means for observing the handled material during its handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
- B65H2511/24—Irregularities, e.g. in orientation or skewness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/515—Absence
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/60—Optical characteristics, e.g. colour, light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/84—Quality; Condition, e.g. degree of wear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2551/00—Means for control to be used by operator; User interfaces
- B65H2551/20—Display means; Information output means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2601/00—Problem to be solved or advantage achieved
- B65H2601/10—Ensuring correct operation
- B65H2601/11—Clearing faulty handling, e.g. jams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/48—Bookbinding
Definitions
- the present invention relates to a device for the further processing of printed products according to the preamble of claim 1 and to a method for the further processing of printed products according to the preamble of claim 7.
- This controller receives information from installed drives and sensors that are used for control and monitoring. If the controller has information about faulty processes or states, this is indicated by signal lamps, which are spatially assigned to the respective processing station. In addition, such processes and conditions, usually referred to as disturbances, are visualized on screens of the centrally or decentrally mounted human-machine interfaces. In this way, the operator is enabled to detect and correct the triggering error.
- machine lights are common, which illuminate machine areas, especially conveyor paths. They serve to enable a visual process observation by the operating personnel, which is why they are usually arranged in the range of viewing windows. These lights are stationary and static and thus independent of machine conditions and product conditions.
- a device for controlling a device for processing printed products is known. This is essentially formed by a lighting unit, which on the one hand can generate continuous light, on the other hand, flashes of light.
- the flashes of light are synchronized to certain periodic movements within the device for print processing, so that these movements can be visually observed by the operator over a plurality of successive periods, although the individual movement is too fast for the human eye.
- the strobe light also facilitates the analysis of processing errors by recurring errors of very fast-running processes can be visually observed in their creation.
- the knowledge gained on the occurrence of the error does not provide a useful indication of the current location of a defective product.
- the location can usually only be roughly estimated at high transport speeds. The personnel are then forced to open the housing of the device in several places until the faulty product is discovered. In cases where the damage caused by the malfunction of the product can not be immediately visually recognized, several consecutive products must be removed.
- the object of the invention is therefore to provide a method of the type mentioned and a device for its implementation, which are exempt from the disadvantages listed.
- the invention achieves the object by a device having the features of patent claim 1 and by a method having the features of Claim 7.
- Advantageous developments of the invention are characterized by the features specified in the dependent claims.
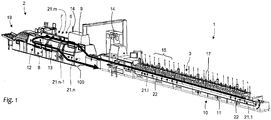
- FIG. 1 An adhesive binder system shown in sections consists of a gathering machine 1, an adhesive binder 2 with a higher-level control 9 and other machines and transport devices, not shown.
- the gathering machine 1 has, as a transport device, an endlessly circulating gathering chain 10 with transport fingers 11 arranged equidistant from each other, wherein in FIG Fig. 1 only a few of these transport fingers 11 are shown.
- the gathering chain 10 is arranged below a conveying channel 18 for the book blocks or sub-blocks 5.
- the transport fingers 11 of the load tube extend in such a way in this conveyor channel 18 that they capture the cargo 5 sliding on the trailing edge.
- feeders 3 each singulate the lowest copy of a stockpiled in a magazine stack of printed products 4 and perform this intermittently to the conveyor channel 18, that they each come before one of the transport fingers 11 and in the course of transport in front of this transport finger 11 of the desired book block as a collection 5 forms.
- the thus collected collections 5 are along the in Fig. 1 thick drawn transport path 100 individually transferred to the transport system 12 of the perfect binder 2.
- This consists of an endlessly circulating in a horizontal plane chain with at equal distances from each other at this arranged transport brackets 13, of which in Fig. 1 not all are shown.
- Each of these transport brackets 13 is suitable, one compiled each Take book block and clamped with down from the bracket 13 projecting spine over the processing stations 6, 7, 8 of the adhesive binder 2 away.
- the transport clamps 13 first pass through a back-dressing station 6, which exposes the individual leaf edges of the book block and produces a flat block back.
- an adhesive application device 7 is passed, which applies adhesive to the block spine and the adjacent side regions.
- the cover feeder 19 If necessary, by the cover feeder 19, the book block, after it has passed through the deflection of the staple transport 12, an envelope supplied, which is pressed in a pressing device 8 to the adhesive areas of the book block.
- the transport clamps 13 open one after the other and release the respective glued book blocks or brochures to subsequent transport systems, not shown, which convey the book blocks out of the perfect binder and further machines.
- An illumination device 20 extends along the in Fig. 1 It is subdivided into the illumination sections 21.1,..., 21.k, 21.k + 1, 21.k + 2,..., 21.n-1, 21.n.
- Each of these lighting sections 21.1, ..., 21.n has a plurality of lighting means 22, of which in Fig. 1 one each and in Fig. 2 two are shown schematically. For clarity, in Fig.1 and Fig. 2 only shown selected lighting sections.
- light-emitting diodes are used which can generate light of different colors 201, 202, 203.
- the individual lighting sections 21.1,..., 21.n are connected to the controller 9 of the perfect binding system and can be controlled independently of each other, so that different lighting sections 21.1,..., 21.n in different colors 201, 202, 203 and different intensities 201, 211 can shine.
- the choice of the activated luminous color 201, 202, 203 and their intensity 201, 211 accordingly Fig. 3 is controlled by the controller 9 on the basis of the expected state of the located in that the respective lighting section 21.1, ..., 21.n associated conveying section 5.
- the controller 9 uses the Control 9 Information about the transport speeds of the transport systems 10, 12 as well as sensor signals, which are interpreted as the time and place of the occurrence of a possibly undesired event or condition.
- those lighting sections 21.1,..., 21.n, whose associated conveyor sections are in operation are controlled by the controller 9 in such a way that they light up in white with comparatively low intensity, in order to signal the production readiness.
- the controller 9 effects illumination of this section with blue light of relatively low intensity 203, while the remaining illumination sections 21.2,. .., 21.n still white 201 shine.
- this pressure layer 4 is further conveyed through the gathering chain 10 a section, the color of this illumination section 21.2 switches from originally white to blue 203.
- this first illumination section 21.1 changes again to white light 201.
- all illumination sections 21.1, 21.3,..., 21.I of the collating machine 1 shine white Exception of the second illumination section 21.2, which is illuminated as explained with blue light 203.
- the blue illumination moves synchronously with the stripped layer 4 along the conveying path 100.
- the blue light 203 of all the lighting sections 21.1,..., 21.n thus results with the passage of the first product.
- Such a change of lighting in the presence of a product is particularly advantageous when, during machine set-up or a required fault analysis, a specific sub-process can be observed by the personnel and a single product or a short sequence of products is requested by the personnel. This is then easily possible, the transport This product can be tracked through the machine over a spatially wide distance so as not to miss the sub-process to be observed.
- the controller 9 If the controller 9 detects a fault which does not require the removal of the affected product from the further manufacturing process, the controller 9 assigns yellow light 202 to the respective illumination section 21.1,..., 21.n. Decisive here is, as already explained for error-free operation, the presence of a defective product 4 within the respective lighting section 21.1, ..., 21.n. The yellow light 202 in turn travels with this faulty product 4 along the further conveying path 100.
- the operating personnel thus have the option of interrupting production if necessary and selectively removing only the faulty product.
- the deduction of a wrong position 4 in one of the feeder 3 is called forth, caused by a faulty loading of its magazine.
- color coding can also include "light off", the switching off of a lighting as a color or intensity variant.
- light off the switching off of a lighting as a color or intensity variant.
- a suitable sensor system such as a camera
- a suitable modeling the perfect binder is expected.
- a suitable modeling the perfect binder can be, for example, a shift register of the controller 9, which is synchronized with the relevant transport system 10, 12.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Sorting Of Articles (AREA)
- Collation Of Sheets And Webs (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft eine Vorrichtung zur Weiterverarbeitung von Druckprodukten entsprechend dem Oberbegriff des Anspruchs 1 sowie ein Verfahren zur Weiterverarbeitung von Druckprodukten entsprechend dem Oberbegriff des Anspruchs 7.
- Zur Weiterverarbeitung von Druckprodukten sind Anlagen bekannt, welche aus einer Aneinanderreihung von Bearbeitungsstationen bestehen und meist mehrere aufeinanderfolgende Transportsysteme aufweisen, welche die zu verarbeitenden Druckprodukte diesen Bearbeitungsstationen zu- und abfördern. Als Transportsystem werden oftmals umlaufende Ketten mit entsprechenden Transportelementen wie Schiebefinger oder Transportklammern eingesetzt, wobei jedes der Transportelemente jeweils ein Druckprodukt wie bspw. einen Druckbogen, eine Lage, einen Buchblock oder Teilblock aufnimmt.
- Für die erforderliche Abstimmung der Prozesse und Bewegungen von Transport und Bearbeitung ist eine gemeinsame Steuerung vorgesehen. Diese Steuerung erhält Informationen von installierten Antrieben und Sensoren, welche zum Steuern und zur Kontrolle dienen. Liegen der Steuerung Informationen über fehlerhafte Prozesse oder Zustände vor, wird dies über Signalleuchten zur Anzeige gebracht, welche räumlich der jeweiligen Bearbeitungsstation zugeordnet sind. Darüber hinaus werden solche meist als Störung bezeichneten Prozesse und Zustände an Bildschirmen der zentral oder auch dezentral angebrachten Mensch-Maschine-Schnittstellen visualisiert. Auf diese Weise wird das Bedienpersonal in die Lage versetzt, den auslösenden Fehler festzustellen und zu beheben.
- Auch sind Maschinenbeleuchtungen üblich, welche Maschinenbereiche, insbesondere Förderpfade ausleuchten. Sie dienen dazu, eine visuelle Prozessbeobachtung durch das Bedienpersonal zu ermöglichen, weshalb sie meist im Bereich von Sichtfenstern angeordnet sind. Diese Beleuchtungen sind stationär und statisch und damit unabhängig von Maschinenzuständen und Produktzuständen.
- Aus der
EP1952986A1 ist eine Einrichtung zum Kontrollieren einer Vorrichtung zur Verarbeitung von Druckprodukten bekannt. Diese wird im wesentlichen von einer Beleuchtungseinheit gebildet, welche einerseits Dauerlicht erzeugen kann, andererseits auch Lichtblitze. Dabei sind die Lichtblitze auf bestimmte periodische Bewegungsabläufe innerhalb der Vorrichtung zur Druckweiterverarbeitung synchronisiert, so dass diese Bewegungen über eine Vielzahl aufeinanderfolgender Perioden von dem Bedienpersonal visuell beobachtet werden können, obwohl die Einzelbewegung für das menschliche Auge zu schnell abläuft. - Dies stellt insbesondere während des Einrichtens oder Rüstens der Vorrichtung eine deutliche Erleichterung für die Abstimmung schneller, zeitlich voneinander abhängiger Bewegungen dar. Das Stroboskoplicht erleichtert auch die Analyse von Verarbeitungsfehler, indem wiederkehrend auftretende Fehler sehr schnell ablaufender Prozesse bei ihrer Entstehung visuell beobachtet werden können.
- Die so gewonnenen Erkenntnisse über die Entstehung des Fehlers liefern jedoch keinen brauchbaren Hinweis auf den aktuellen Aufenthaltsort eines fehlerhaften Produktes. Insbesondere wenn nach Auftreten eines Fehlers die Vorrichtung zur Entfernung des fehlerhaften Produktes durch das Personal hält, kann bei hohen Transportgeschwindigkeiten der Standort meist nur grob geschätzt werden. Das Personal ist dann gezwungen, die Einhausung der Vorrichtung solange an mehreren Stellen zu öffnen, bis das fehlerhafte Produkt entdeckt ist. In den Fällen, dass der durch die Fehlfunktion entstandene Schaden des Produktes nicht unmittelbar visuell erkannt werden kann, müssen mehrere aufeinanderfolgende Produkte entfernt werden.
- Aufgabe der Erfindung ist es deshalb, ein Verfahren der eingangs genannten Art und eine Vorrichtung zu dessen Durchführung zu schaffen, die von den aufgeführten Nachteilen befreit sind.
- Die Erfindung löst die Aufgabe durch eine Vorrichtung mit den Merkmalen des Patentanspruchs 1 und durch ein Verfahren mit den Merkmalen des Patentanspruchs 7. Vorteilhafte Weiterbildungen der Erfindung sind durch die in den Unteransprüchen angegebenen Merkmale gekennzeichnet.
- Eine beispielhafte Ausführungsform der erfindungsgemäßen Vorrichtung und des erfindungsgemäßen Verfahrens wird anhand der Figuren detailliert beschrieben. Es zeigen:
- Fig. 1
- Ausschnitt einer Klebebindeanlage mit schematisch dargestelltem Produktförderpfad und Transportsystemen;
- Fig. 2
- Ausschnitt einer Zusammentragmaschine;
- Fig. 3
- Frequenzspektren von Leuchtmitteln.
- Die in
Fig. 1 ausschnittweise gezeigte Klebebindeanlage besteht aus einer Zusammentragmaschine 1, einem Klebebinder 2 mit einer übergeordneten Steuerung 9 und weiteren, nicht dargestellten Maschinen und Transportvorrichtungen. Die Zusammentragmaschine 1 weist als Transporteinrichtung eine endlos umlaufende Sammelkette 10 mit in gleichen Abständen zueinander angeordneten Transportfingern 11 auf, wobei inFig. 1 nur einige dieser Transportfinger 11 dargestellt sind. Die Sammelkette 10 ist unterhalb eines Förderkanals 18 für die Buchblöcke bzw. Teilblöcke 5 angeordnet. Die Transportfinger 11 des Lasttrums reichen dabei derart in diesen Förderkanal 18, dass sie das Transportgut 5 an dessen Hinterkante schiebend erfassen. - Entlang der Sammelkette 10 sind mehrere Sektionen 15 mit jeweils einer gleichen Anzahl Anlegern 3 angeordnet. Diese Anleger 3 vereinzeln jeweils das unterste Exemplar eines in einem Magazin bevorrateten Stapels Druckprodukte 4 und führen diese taktweise derart dem Förderkanal 18 zu, dass sie jeweils vor einen der Transportfinger 11 geraten und sich im Laufe des Transportes vor diesem Transportfinger 11 der gewünschte Buchblock als Kollektion 5 bildet.
- Die so zusammengetragenen Kollektionen 5 werden entlang des in
Fig. 1 dick gezeichneten Transportpfades 100 einzeln an das Transportsystem 12 des Klebebinders 2 übergeben. Dieses besteht aus einer in einer horizontalen Ebene endlos umlaufenden Kette mit in gleichen Abständen zueinander an dieser angeordneten Transportklammern 13, von denen inFig. 1 nicht alle dargestellt sind. Jede dieser Transportklammern 13 ist geeignet, jeweils einen zusammengetragenen Buchblock aufzunehmen und mit nach unten aus der Klammer 13 herausragenden Rücken geklemmt über die Bearbeitungsstationen 6, 7, 8 des Klebebinders 2 hinweg zu fördern. Dabei passieren die Transportklammern 13 zunächst eine Rückenfrässtation 6, welche die einzelnen Blattkanten des Buchblocks freilegt und einen ebenen Blockrücken erzeugt. Anschließend wird eine Klebstoffauftragvorrichtung 7 durchlaufen, welche Klebstoff auf den Blockrücken und die angrenzenden Seitenbereiche aufbringt. - Bei Bedarf wird durch den Umschlaganleger 19 dem Buchblock, nachdem dieser den Umlenkbereich des Klammertransportes 12 durchlaufen hat, ein Umschlag zugeführt, der in einer Pressvorrichtung 8 an die mit Klebstoff versehenen Bereiche des Buchblocks angepresst wird. Im weiteren Verlauf des Transportpfades 100 öffnen die Transportklammern 13 nacheinander und geben die jeweiligen verleimten Buchblöcke oder Broschuren an nicht dargestellte anschließende Transportsysteme frei, welche die Buchblöcke aus dem Klebebinder heraus und weiteren Maschinen zufördern.
- Eine Beleuchtungseinrichtung 20 erstreckt sich entlang des in
Fig. 1 dargestellten Förderpfades 100. Sie ist in die Beleuchtungsabschnitte 21.1, ..., 21.k, 21.k+1, 21.k+2, ..., 21.n-1, 21.n untergliedert. Jeder dieser Beleuchtungsabschnitte 21.1, ..., 21.n weist mehrere Leuchtmittel 22 auf, von denen inFig. 1 jeweils einer und inFig. 2 jeweils zwei schematisch dargestellt sind. Der Übersicht halber sind inFig.1 undFig. 2 jeweils nur ausgewählte Beleuchtungsabschnitte gezeigt. - Als Leuchtmittel 22 sind Leuchtdioden eingesetzt, welche Licht unterschiedlicher Farben 201, 202, 203 erzeugen können. Die einzelnen Beleuchtungsabschnitte 21.1, ..., 21.n sind mit der Steuerung 9 der Klebebindeanlage verbunden und von dieser unabhängig voneinander ansteuerbar, so dass unterschiedliche Beleuchtungsabschnitte 21.1, ..., 21.n in unterschiedlichen Farben 201, 202, 203 und mit unterschiedlichen Intensitäten 201, 211 leuchten können.
- Die Wahl der aktivierten Leuchtfarbe 201, 202, 203 und deren Intensität 201, 211 entsprechend
Fig. 3 wird durch die Steuerung 9 anhand des erwarteten Zustandes des sich in demjenigen dem jeweiligen Beleuchtungsabschnitt 21.1, ..., 21.n zugeordneten Förderabschnitts befindlichen Produktes 5 gesteuert. Dazu nutzt die Steuerung 9 Informationen über die Transportgeschwindigkeiten der Transportsysteme 10, 12 sowie Sensorsignale, welche als Zeitpunkt und Ort des Auftretens eines ggf. unerwünschten Ereignisses oder Zustandes interpretiert werden. - Im einfachsten Fall werden diejenigen Beleuchtungsabschnitte 21.1, ..., 21.n, deren zugeordnete Förderabschnitte in Betrieb sind, derart von der Steuerung 9 angesteuert, dass sie weiß mit vergleichsweise geringer Intensität leuchten, um die Produktionsbereitschaft zu signalisieren. Sobald beim Start einer Produktion der dem ersten Transportabschnitt vorgelagerte Anleger 3 eine unterste Drucklage 4 der Sammelkette 10 im Bereich des ersten Beleuchtungsabschnitt 21.1 zuführt, bewirkt die Steuerung 9 eine Beleuchtung dieses Abschnittes mit blauem Licht vergleichsweise geringer Intensität 203, während die übrigen Beleuchtungsabschnitte 21.2, ..., 21.n noch weiß 201 leuchten. Sobald diese Drucklage 4 durch die Sammelkette 10 einen Abschnitt weiter gefördert ist, schaltet die Farbe dieses Beleuchtungsabschnittes 21.2 von ursprünglich weiß auf blau 203 um.
- Hat der erste Anleger 3 währenddessen keine nachfolgende Drucklage 4 der Sammelkette 10 im ersten Beleuchtungsabschnitt 21.1 zugeführt, wechselt dieser erste Beleuchtungsabschnitt 21.1 wieder auf weißes Licht 201. Damit leuchten alle Beleuchtungsabschnitte 21.1, 21.3, ..., 21.I der Zusammentragmaschine 1 weiß mit Ausnahme des zweiten Beleuchtungsabschnitts 21.2, welcher wie erläutert mit blauem Licht 203 beleuchtet ist. Auf diese Weise wandert die blaue Beleuchtung synchron mit der abgezogenen Lage 4 entlang des Förderpfades 100. Bei unterbrechungsfreier Produktion ergibt sich somit mit dem Durchlauf des ersten Produktes eine blaue Beleuchtung 203 aller Beleuchtungsabschnitte 21.1, ..., 21.n.
- Besonders vorteilhaft ist ein solcher Beleuchtungswechsel bei Vorhandensein eines Produkts, wenn beim Einrichten der Maschine oder einer erforderlichen Fehleranalyse ein bestimmter Teilprozess durch das Personal zu beobachten ist und dazu ein einzelnes Produkt oder eine kurze Abfolge von Produkten durch das Personal angefordert wird. Diesem ist es dann einfach möglich, den Transport dieses Produktes durch die Maschine über eine räumlich weite Strecke zu verfolgen, um so nicht den zu beobachtenden Teilprozess zu verpassen.
- Stellt die Steuerung 9 einen Fehler fest, welcher kein Ausschleusen des betroffenen Produktes aus dem weiteren Herstellungsprozess erfordert, weist die Steuerung 9 dem jeweiligen Beleuchtungsabschnitt 21.1, ..., 21.n gelbes Licht 202 zu. Ausschlaggebend ist dabei, wie bereits für den fehlerfreien Betrieb erläutert, die Anwesenheit eines fehlerhaften Produktes 4 innerhalb des jeweiligen Beleuchtungsabschnittes 21.1, ..., 21.n. Das gelbe Licht 202 wandert wiederum mit diesem fehlerhaften Produkt 4 entlang des weiteren Förderpfades 100. Das Bedienpersonal hat somit die Möglichkeit, ggf. die Produktion zu unterbrechen und gezielt nur das fehlerhafte Produkt zu entnehmen. Beispielhaft sei für einen solchen Fehler der Abzug einer falschen Lage 4 in einem der Anleger 3 genannt, hervorgerufen durch eine fehlerhafte Beschickung dessen Magazins.
- Andere Fehler erfordern das Ausschleusen bzw. die manuelle Entnahme eines fehlerhaften Produktes. Dies kann bspw. der Fall sein, wenn innerhalb des Klebebinders 2 ein Buchblock 5 durch die Rückenfräse 6 innerhalb der Transportklammer 13 verschoben wird, so dass sich ein zu großer Aushang des Buchblocks 5 aus der Klammer 13 ergibt. Um Beschädigungen nachfolgender Bearbeitungsstationen 7, 8 zu vermeiden wird der Klebebinder bei Detektion eines solchen Fehlers durch die Steuerung 9 automatisch gestoppt. Da der Haltepunkt von vielen Parametern abhängig ist, kann er von dem Bedienpersonal nicht präzise vorhergesagt werden. Durch Wechsel des jeweiligen Beleuchtungsabschnitts 21.m, ..., 21.n, in welchem sich der verschobene Buchblock 5 befindet, zu rotem Licht hoher Intensität 211, wird die Aufmerksamkeit des Bedienpersonals derart auf diesen Abschnitt gezogen, dass eine zügige Entnahme und Fehlerbeseitigung möglich ist.
- Selbstverständlich können auch andere Farbcodierungen als die vorangehend beschriebene eingesetzt werden. Eine alternative Farbcodierung kann auch "Licht aus", das Ausschalten einer Beleuchtung als Farb- oder Intensitätsvariante beinhalten. Ebenso ist es möglich, insbesondere bei Maschinenstillstand diejenigen Beleuchtungsabschnitte 21.1, ..., 21.n, in welchen ein fehlerhaftes Produkt erwartet wird, mit einem Zeitverlauf der Beleuchtung wie bspw. Blinken oder periodisches An-und Abschwellen der Lichtintensität 201, 211 zusätzlich zu kennzeichnen, um die Aufmerksamkeit des Bedienpersonals noch gezielter auf diesen Förderabschnitt zu lenken.
- Für die Erfindung ist es unerheblich, ob die Anwesenheit eines bestimmten Produktes 4, 5 in dem jeweiligen Beleuchtungsabschnitt 21.1, ..., 21.n unmittelbar durch eine geeignete Sensorik wie bspw. eine Kamera erfasst wird, oder ob die Anwesenheit aufgrund einer geeigneten Modellbildung der Klebebindeanlage erwartet ist. Ein solches Modell kann bspw. eine Schieberegister der Steuerung 9 sein, welches mit dem relevanten Transportsystem 10, 12 synchronisiert ist.
Claims (13)
- Vorrichtung zur Weiterverarbeitung von Druckprodukten (4) wenigstens mit• einer Transporteinrichtung (10,12) zum Transportieren von Druckprodukten (4) entlang eines Förderpfades (100) mit in Förderrichtung (101) hintereinander angeordneten Transportmitteln (11, 13) zur Aufnahme jeweils eines zu bearbeitenden Druckproduktes (4) oder jeweils einer Kollektion (5) gemeinsam zu bearbeitender Druckprodukte (4),• mehreren entlang des Förderpfades (100) angeordneten Bearbeitungseinrichtungen (3, 6, 7, 8) zum Verändern der transportierten Druckprodukte (4) und/oder Kollektionen (5),• einer Steuerung (9), mit der die Transporteinrichtung (10, 12) und wenigstens eine der Bearbeitungseinrichtungen (3, 6, 7, 8) zum Austausch von Signalen in verbunden sind und• einer sich entlang des Förderpfades (100) erstreckende Beleuchtungseinrichtung (20),dadurch gekennzeichnet, dass die Beleuchtungseinrichtung (20) in Beleuchtungsabschnitte (21.1, ..., 21.n) unterteilt ist, wobei jeder dieser Beleuchtungsabschnitte (21.1, ..., 21.n) ein oder mehrere Leuchtmittel (22) umfasst und jeder dieser Beleuchtungsabschnitte (21.1, ..., 21.n) derart mit der Steuerung (9) der Vorrichtung verbunden ist, dass die einzelnen Beleuchtungsabschnitte (21.1, ..., 21.n) von dieser Steuerung (9) separat angesteuert werden können.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Beleuchtungsabschnitte (21.1, ..., 21.n) ausgebildet sind, abhängig von ihrer Ansteuerung Licht unterschiedlicher Farbe (201, 202, 203) und/oder Intensität (201, 211) auszusenden.
- Vorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Leuchtmittel (22) der Beleuchtungsabschnitte (21.1, ..., 21.n) jeweils wenigstens eine Leuchtdiode umfassen.
- Vorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die die Beleuchtungsabschnitte (21.1, ..., 21.n) ansteuernde Steuerung (9) mit Sensoren der Vorrichtung zum Erhalt von Zustandsinformationen über die Vorrichtung (1, 2) und/oder über die Druckprodukte (4) verbunden ist.
- Vorrichtung nach einem der vorangehenden Ansprüche, gekennzeichnet durch eine Anordnung der Beleuchtungsabschnitte (21.1, ..., 21.n), in der die Leuchtmittel (22) den jeweils zugehörigen Abschnitt des Förderpfades (100) und/oder das jeweils zugeordnete Produkt (4, 5) beleuchten.
- Vorrichtung nach einem der vorangehenden Ansprüche, gekennzeichnet durch eine im regulären Betrieb der Vorrichtung von außen sichtbare Anordnung der Beleuchtungsabschnitte (21.1, ..., 21.n).
- Verfahren zur Weiterverarbeitung einer Folge von Druckprodukten (4), wobei die Druckprodukte (4) von einer Transporteinrichtung (10, 12) einzeln oder als Kollektion (5) zur gemeinsamen Bearbeitung an Bearbeitungseinrichtungen (3, 6, 7, 8) zur Veränderung der Druckprodukte (4) und/oder Kollektionen (5) entlang gefördert werden, wobei die einzelnen Druckprodukte (4) und/oder Kollektionen (5) entlang ihres Förderpfades (100) zueinander beabstandet sind,
dadurch gekennzeichnet, dass der Förderpfad (100) abschnittweise beleuchtet ist, wobei die Beleuchtung jeweils von dem sich in dem jeweiligen Beleuchtungsabschnitt (21.1, ..., 21.n) befindlichen Druckprodukt (4) oder der sich in dem jeweiligen Beleuchtungsabschnitt (21.1, ..., 21.n) befindlichen Kollektion (5) abhängig ist. - Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass die Steuerung (9) der Vorrichtung über Informationen verfügt, welche von der Steuerung (9) als Anwesenheit eines Produktes (4, 5) in einem bestimmten Beleuchtungsabschnitt (21.1, ..., 21.n) interpretiert werden, und die Steuerung (9) die Leuchtmittel (22) dieses Beleuchtungsabschnittes (21.1, ..., 21.n) entsprechend dieser Interpretation ansteuert.
- Verfahren nach Anspruch 7 oder 8, dadurch gekennzeichnet, dass die Steuerung (9) der Vorrichtung über Informationen verfügt, welche von der Steuerung (9) als ein Merkmal eines als in einem bestimmten Beleuchtungsabschnitt (21.1, ..., 21.n) anwesenden Produktes (4, 5) interpretiert werden, und die Steuerung (9) die Leuchtmittel (22) dieses Beleuchtungsabschnittes (21.1, ..., 21.n) entsprechend dieser Interpretation ansteuert.
- Verfahren nach einem der Ansprüche 7 bis 9, dadurch gekennzeichnet, dass die Steuerung (9) entsprechend ihrer Interpretation jeweils die Lichtfarbe (201, 202, 203) der Beleuchtungsabschnitte (21.1, ..., 21.n) steuert.
- Verfahren nach einem der Ansprüche 7 bis 10, dadurch gekennzeichnet, dass die Steuerung (9) entsprechend ihrer Interpretation jeweils die Lichtintensität (201, 211) der Beleuchtungsabschnitte (21.1, ..., 21.n) steuert.
- Verfahren nach einem der Ansprüche 7 bis 11, dadurch gekennzeichnet, dass die Steuerung (9) den jeweiligen Beleuchtungsabschnitt (21.1, ..., 21.n)• entsprechend einer ersten Lichtfarbe (201, 211) ansteuert, solange die Steuerung (9) diesem Beleuchtungsabschnitt (21.1, ..., 21.n) den Zustand "kein Produkt vorhanden" zuweist,• entsprechend einer zweiten Lichtfarbe (202) ansteuert, solange die Steuerung (9) diesem Beleuchtungsabschnitt (21.1, ..., 21.n) den Zustand "ordnungsgemäßes Produkt vorhanden" zuweist und• entsprechend einer dritten Lichtfarbe (203) ansteuert, solange die Steuerung (9) diesem Beleuchtungsabschnitt (21.1, ..., 21.n) den Zustand "fehlerhaftes Produkt" zuweist.
- Verfahren nach einem der Ansprüche 7 bis 12, dadurch gekennzeichnet, dass die räumlich von dem Transportpfad (100) getrennten Beleuchtungsabschnitte (21.1, ..., 21.n) jeweils einen entsprechenden Abschnitt des Transportpfades (100) repräsentieren.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016006377.7A DE102016006377A1 (de) | 2016-05-30 | 2016-05-30 | Vorrichtung und Verfahren zur Weiterverarbeitung von Druckprodukten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3251852A1 true EP3251852A1 (de) | 2017-12-06 |
| EP3251852B1 EP3251852B1 (de) | 2019-01-30 |
Family
ID=58671325
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17000753.8A Active EP3251852B1 (de) | 2016-05-30 | 2017-05-03 | Vorrichtung und verfahren zur weiterverarbeitung von druckprodukten |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US10189671B2 (de) |
| EP (1) | EP3251852B1 (de) |
| DE (1) | DE102016006377A1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11021000B2 (en) * | 2018-06-29 | 2021-06-01 | Mueller Martini Holding Ag | System and method for positioning printed products in operative connection with a delivery system |
| WO2020136985A1 (ja) * | 2018-12-27 | 2020-07-02 | ホリゾン・インターナショナル株式会社 | 製本処理システム |
| DE102019211129A1 (de) * | 2019-07-26 | 2021-01-28 | Heidelberger Druckmaschinen Ag | Farblich unterstützte automatische Bedienmenüführung |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3428850A1 (de) * | 1983-11-21 | 1985-05-30 | VEB Kombinat Polygraph "Werner Lamberz" Leipzig, DDR 7050 Leipzig | Kontroll- und steuereinrichtung in zusammentragsystemen |
| EP1481598A1 (de) * | 2003-05-24 | 2004-12-01 | Hauni Maschinenbau AG | Leuchteneinrichtung an einer Produktionsmaschine zum Herstellen von Produkten der Tabak verarbeitenden Industrie sowie zugehörige Leuchte |
| EP1952986A1 (de) | 2007-01-30 | 2008-08-06 | Müller Martini Holding AG | Beleuchtungsvorrichtung für das Einrichten, Einstellen und/oder Kontrollieren einer Einrichtung zur Verarbeitung von Druckprodukten |
| WO2010030483A1 (en) * | 2008-09-10 | 2010-03-18 | 3M Innovative Properties Company | Multi-roller registered repeat defect detection of a web process line |
| DE102010046328A1 (de) * | 2010-09-23 | 2012-03-29 | Giesecke & Devrient Gmbh | Vorrichtung für die Bearbeitung von Blattgut |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH518184A (de) * | 1970-02-05 | 1972-01-31 | Mueller Hans Grapha Masch | Verfahren und Vorrichtung zur Buchblockkontrolle |
| US3966197A (en) * | 1973-11-19 | 1976-06-29 | Veb Polygraph Leipzig Kombinat Fur Polygraphische Maschinen Und Ausrustungen | Method and apparatus for controlled feeding of sheets to printing machines or the like |
| US4176941A (en) * | 1978-02-27 | 1979-12-04 | Van Dyk Research Corporation | Malfunction display system for electrophotographic copying machines |
| EP0087487B1 (de) * | 1982-03-01 | 1986-04-30 | Christian P. Bourg | Kollationiervorrichtung |
| US5629672A (en) * | 1995-06-27 | 1997-05-13 | Gift Certificate Center, Inc. | Low paper detection system |
| DE10221542A1 (de) * | 2002-05-15 | 2003-11-27 | Kolbus Gmbh & Co Kg | Buchbindemaschine |
| US7017492B2 (en) * | 2003-03-10 | 2006-03-28 | Quad/Tech, Inc. | Coordinating the functioning of a color control system and a defect detection system for a printing press |
| US8567992B2 (en) * | 2006-09-12 | 2013-10-29 | Huizhou Light Engine Ltd. | Integrally formed light emitting diode light wire and uses thereof |
| CA2871592A1 (en) * | 2012-04-26 | 2013-10-31 | Joy Mm Delaware, Inc. | Controlled area lighting for mining environments |
| JP6548390B2 (ja) * | 2014-12-25 | 2019-07-24 | キヤノン株式会社 | シート処理装置、シート処理装置の制御方法、及びプログラム |
-
2016
- 2016-05-30 DE DE102016006377.7A patent/DE102016006377A1/de not_active Withdrawn
-
2017
- 2017-05-03 EP EP17000753.8A patent/EP3251852B1/de active Active
- 2017-05-08 US US15/589,030 patent/US10189671B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3428850A1 (de) * | 1983-11-21 | 1985-05-30 | VEB Kombinat Polygraph "Werner Lamberz" Leipzig, DDR 7050 Leipzig | Kontroll- und steuereinrichtung in zusammentragsystemen |
| EP1481598A1 (de) * | 2003-05-24 | 2004-12-01 | Hauni Maschinenbau AG | Leuchteneinrichtung an einer Produktionsmaschine zum Herstellen von Produkten der Tabak verarbeitenden Industrie sowie zugehörige Leuchte |
| EP1952986A1 (de) | 2007-01-30 | 2008-08-06 | Müller Martini Holding AG | Beleuchtungsvorrichtung für das Einrichten, Einstellen und/oder Kontrollieren einer Einrichtung zur Verarbeitung von Druckprodukten |
| WO2010030483A1 (en) * | 2008-09-10 | 2010-03-18 | 3M Innovative Properties Company | Multi-roller registered repeat defect detection of a web process line |
| DE102010046328A1 (de) * | 2010-09-23 | 2012-03-29 | Giesecke & Devrient Gmbh | Vorrichtung für die Bearbeitung von Blattgut |
Also Published As
| Publication number | Publication date |
|---|---|
| US10189671B2 (en) | 2019-01-29 |
| US20170341888A1 (en) | 2017-11-30 |
| DE102016006377A1 (de) | 2017-11-30 |
| EP3251852B1 (de) | 2019-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1644901B1 (de) | Maschine zur verarbeitung von bogen mit einer mehrzahl von modulen | |
| EP0685420B1 (de) | Kontrollverfahren zur Anwendung bei der Herstellung von Druckprodukten und Anordnung zur Durchführung des Verfahrens | |
| DE2653261C2 (de) | Verfahren zum Betrieb eines Kopiergerätes und Steuerung zur Durchführung des Verfahrens | |
| EP3251852B1 (de) | Vorrichtung und verfahren zur weiterverarbeitung von druckprodukten | |
| EP2508355B1 (de) | Verfahren zum Entnehmen und/oder Zuführen zumindest eines Buchblocks aus einer bzw. in eine Förderstrecke einer Buchfertigungsstrasse, und Buchfertigungsstrasse | |
| EP2295326A1 (de) | Etikettiervorrichtung und Etikettierverfahren zum Etikettieren von Behältnissen | |
| EP3514084B1 (de) | Produkt-statusanzeigeverfahren von auf einer linearfördereinrichtung geförderten produkten | |
| DE102009035269A1 (de) | Schneideinrichtung und Schneidverfahren zum Schneiden von Etiketten sowie Etikettiervorrichtung | |
| EP0214096B1 (de) | Verfahren und Vorrichtung zum Verteilen von Einzelobjekten auf mehrere Transportbahnen | |
| EP1214691B1 (de) | Verfahren und vorrichtung zur verarbeitung von bedruckstoffen | |
| DE69904399T2 (de) | Zusammentragsystem mit Bogenzuführfehleranzeigefunktion | |
| EP1918232B1 (de) | Verfahren zur Herstellung von aus mehreren Druckprodukten gebildeten klebegebundenen Druckerzeugnissen und Einrichtung und Vorrichtung zur Durchführung des Verfahrens | |
| EP2832651A1 (de) | Etikettiermaschine mit redundanten Etikettieraggregaten | |
| EP1777073B1 (de) | Verfahren zur Kennzeichnung oder Behandlung zumindest eines fehlerbehafteten Bogens | |
| EP2441717B1 (de) | Verfahren zum Betrieb einer Transportvorrichtung sowie Transportvorrichtung zur Durchführung des Verfahrens | |
| DE102017210365A1 (de) | Verfahren zur Steuerung einer Druckmaschine und zum Anhalten von deren Transportvorrichtung | |
| DE102015120015B4 (de) | Abrüsten eines Bauelement-Gurtes von einer Bauelement-Zuführvorrichtung entgegen der Gurt-Transportrichtung | |
| DE102007021787B4 (de) | Verfahren zur Steuerung einer Druckmaschine | |
| EP0568883B1 (de) | Fehlermanagement-System für Fehler in Schuppenformationen von Druckprodukten | |
| EP3251993B1 (de) | Verfahren und vorrichtung zur steuerung einer druckweiterverarbeitungsanlage | |
| EP3003721B1 (de) | Verfahren zum nachdrucken mindestens eines individualisierten druckexemplars | |
| DE2214623A1 (de) | Verfahren und Einrichtung zur Her stellung von Durchschreibesätzen, vor zugsweise von Schnelltrennsatzen | |
| DE10303374A1 (de) | Verfahren und Vorrichtung zum Steuern einer papierverarbeitenden Maschine | |
| EP1391322A1 (de) | Wirkeinheit für einen von Druckprodukten durchlaufenen Arbeitsprozess | |
| DE1786065A1 (de) | Anlage zum Sammeln und Kollationieren von Signaturboegen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180525 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MUELLER MARTINI HOLDING AG |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41F 33/16 20060101ALI20180831BHEP Ipc: B42C 19/08 20060101ALI20180831BHEP Ipc: B41F 33/02 20060101ALI20180831BHEP Ipc: B41F 33/00 20060101AFI20180831BHEP Ipc: B41F 13/54 20060101ALI20180831BHEP Ipc: B65H 43/04 20060101ALI20180831BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20180924 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAR | Information related to intention to grant a patent recorded |
Free format text: ORIGINAL CODE: EPIDOSNIGR71 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20181213 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1092921 Country of ref document: AT Kind code of ref document: T Effective date: 20190215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017000688 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190530 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190430 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190530 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190501 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017000688 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20191031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190130 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1092921 Country of ref document: AT Kind code of ref document: T Effective date: 20220503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220503 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240516 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240523 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240602 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240529 Year of fee payment: 8 |