EP3243618A2 - Perfectionnements apportés ou se rapportant à la production de couvercles - Google Patents
Perfectionnements apportés ou se rapportant à la production de couvercles Download PDFInfo
- Publication number
- EP3243618A2 EP3243618A2 EP17169243.7A EP17169243A EP3243618A2 EP 3243618 A2 EP3243618 A2 EP 3243618A2 EP 17169243 A EP17169243 A EP 17169243A EP 3243618 A2 EP3243618 A2 EP 3243618A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- cylinder
- flexible material
- lid
- cutting die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/384—Cutting-out; Stamping-out using rotating drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
- B26D7/32—Means for performing other operations combined with cutting for conveying or stacking cut product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/3846—Cutting-out; Stamping-out cutting out discs or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D1/00—Multiple-step processes for making flat articles ; Making flat articles
- B31D1/0018—Multiple-step processes for making flat articles ; Making flat articles the articles being pull-tap closure discs for bottles, jars or like containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/4418—Cutters therefor; Dies therefor combining cutting and embossing operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0733—Pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0771—Other aspects of the embossing operations
- B31F2201/0774—Multiple successive embossing operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0784—Auxiliary operations
- B31F2201/0794—Cutting
Definitions
- the present invention concerns an apparatus or a method for forming a lid.
- Embodiments of the invention find particular, but not exclusive, use when forming a lid from a sheet of a flexible material using an embosser and a cutter.
- a surface of the lid is often embossed so that when stored it does not get adhered to another lid. Therefore, an embossing machine is used to introduce embossing on the surface of the lid.
- the lid needs to be cut into appropriate shapes and sizes for peel-ably closing the opening of the container. Therefore, a punching machine with a die having the required shapes and sizes is used to cut out punch slugs which are the lids.
- embossing machines used for the lid production use rotary components whereas the punching machines require linearly moving components for the punching. This makes it difficult to drive both machines, and a complex system is needed for driving both machines in synchronisation to produce the lids in a continuous production or a continuous assembly process.
- an apparatus for forming a lid from a sheet of a flexible material comprising an embosser arranged to emboss a surface of the sheet of the flexible material, and a cutter arranged to separate the lid from the sheet of the flexible material, wherein the cutter comprises: a first cylinder arranged to rotate about a first axis; a cutting die provided on a surface of the first cylinder; and a second cylinder arranged to engage the sheet of the flexible material so that the sheet engages the cutting die on the first cylinder, whereby the cutting die separates the lid from the sheet of the flexible material.
- the cutting die is detachably attached onto the surface of the first cylinder.
- At least parts of the first cylinder and the cutting die are magnetic, and a magnetic force holds the cutting die onto the surface of the first cylinder.
- the cutter is a rotary die cutting machine
- the first cylinder is a tool holding cylinder for mounting the cutting die
- the second cylinder is an anvil cylinder for allowing the cutting die to exert a force on a surface of the sheet of the flexible material to create a crease for separating the lid.
- the apparatus further comprises a feeder arranged to feed the sheet of the flexible material to the embosser and the cutter at a predetermined speed, whereby a tension on the sheet of the flexible material between the embosser and the cutter is maintained within a certain range.
- the feeder is arranged to pull the sheet of the flexible material at the predetermined speed.
- the apparatus further comprises a printer arranged to print onto the sheet of the flexible material.
- the apparatus further comprises a stacker arranged to stack the lid separated from the sheet to form a stack of lids separated from the sheet.
- the stacker comprises: a holder arranged to hold a plurality of lids in at least one stack; a guide arranged to guide lids separated from the sheet onto a conveyor; and a sorter arranged to sort each lid on the conveyor so that each lid is individually stacked onto one of the at least one stack.
- a method for forming a lid from a sheet of a flexible material comprising embossing a surface of the sheet of the flexible material and separating the lid from the sheet of the flexible material, wherein the separating comprises: rotating a first cylinder about a first axis; and engaging, by a second cylinder, the sheet of the flexible material so that the sheet engages a cutting die provided on a surface of the first cylinder, whereby the cutting die separates the lid from the sheet of the flexible material.
- the method further comprises a step of attaching the cutting die onto the surface of the first cylinder.
- At least parts of the first cylinder and the cutting die are magnetic, and a magnetic force holds the cutting die onto the surface of the first cylinder.
- the separating comprises feeding the sheet of the flexible material to an embosser and a cutter at a predetermined speed, whereby a tension on the sheet of the flexible material between the embosser and the cutter is maintained within a certain range.
- the method further comprises a step of printing onto the sheet of the flexible material.
- the method further comprises a step of stacking the lid separated from the sheet to form a stack of lids separated from the sheet.
- the stacking comprises: guiding lids separated from the sheet onto a conveyor; sorting each lid on the conveyor so that each lid is individually stacked onto a stack from at least one stack; and holding a plurality of lids in the at least one stack.
- Figures 1A and 1B show a conventional technology for producing lids.
- Figure 1A shows a punching machine for cutting out a punch slug according to a conventional technology, wherein the punching machine comprises a plurality of punches 110 and a die 130.
- the punching machine comprises a plurality of punches 110 and a die 130.
- Each of the punches 110 travels along a bore in the die 130 in a reciprocating motion, like a piston in an engine.
- a sheet of material is placed a surface of the die 130, as the punch 110 travels through an opening of the die 135, it applies a shear force the sheet of material, whereby it cuts out a punch slug from the sheet of material.
- This cut out punch slug is a cut out lid. So the shape of the opening of the die 135 and the punch 110 defines the shape and/or size of the cut out lid.
- Figure 1B shows an embossing machine for introducing embossing on a surface according to a conventional technology, wherein the embossing machine comprises a pair of rollers 150 with protrusions provided on surfaces thereof so that when a sheet of material 190 engages the surface, for example by being passed between the pair of the rollers 150, a surface of the sheet of material 190 deforms so that it has reciprocal depressions, i.e. the surface is embossed.
- a complex mechanical part such as a crankshaft and a camshaft for converting a rotational motion of the rollers 150 of the embossing machine into a reciprocating motion of the punches 110 are required to ensure a synchronised embossing and punching can take place to produce the lids.
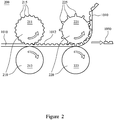
- Figure 2 shows an apparatus 200 for forming a lid 1050 from a sheet of a flexible material 1010 according to an embodiment of the present invention
- the apparatus 200 comprises an embosser 210 arranged to emboss a surface 1012 of the sheet 1010 of the flexible material, and a cutter 220 arranged to separate the lid 1050 from the sheet 1010 of the flexible material
- the cutter 220 comprises: a first cylinder 221 arranged to rotate about a first axis; a cutting die 225 provided on a surface of the first cylinder 221; and a second cylinder 222 arranged to engage the sheet 1010 of the flexible material so that the sheet 1010 engages the cutting die 225 on the first cylinder 221, whereby the cutting die 225 separates the lid 1050 from the sheet 1010 of the flexible material.
- the sheet 1010 of the flexible material can be made from any material suitable for forming a lid 1050, i.e. that can be embossed and cut to a certain shape.
- the flexible material comprises any one or more of: a metal such as an aluminium foil, a plastic/polymer film such as polypropylene (PP) or polyethylene terephthalate (PET), and a paper-based material such as a cardboard.
- the sheet 1010 is a polymer based film substrate, whereon a lid design is printed so that the separated, or cut out, lid 1050 forms a self-adhesive and/or monofoil label.
- the embosser 210 also comprises a first embossing cylinder 211 and a second embossing cylinder 212 arranged to engage the sheet 1010 of the flexible material so that the sheet 1010 engages embossing protrusions 215 on a surface of the first embossing cylinder 211.
- embossing protrusions may be provided on the second embossing cylinder 212 instead of, or in addition to, the embossing protrusions 215 on the first embossing cylinder 211 depending on which side and what type of embossing is desired for the sheet 1010.
- the first and/or the second embossing cylinder 211, 212 may be provided with embossing depressions so that when the sheet 1010 engages the embossing depressions, whereby the sheet 1010 is embossed.
- a cutting die is provided on a surface of the second cylinder 222 instead of, or in addition to, the cutting die 225 provided on the surface of the first cylinder 221 so that when the sheet 1010 engages the cutting die on the first and/or second cylinder 221, 222, the cutting die separates the lid 1050 from the sheet 1010.
- Figure 3A and 3B show a cutting die 225 and a first cylinder 221 of the apparatus of Figure 2 according to an embodiment of the present invention.
- the cutting die 225 is detachably attached onto a surface of the first cylinder 221.
- At least parts 310 of the first cylinder 221 and the cutting die 225 are magnetic, and a magnetic force holds the cutting die 225 onto the surface of the first cylinder 221. So the magnetic first cylinder 221 and the magnetic cutting die 225 are used to separate, or cut out, the lids 1050 from the sheet 1010.
- the cutting die 225 comprises protrusions and/or depressions 229 which define the shape and size of the separated, or cut out, lids 1050.
- the cutting die 225 of the apparatus 200 of Figure 2 is replaceable with another cutting die. Therefore, cutting dies with different sets of protrusions and/or depressions for lids with different shapes and sizes can be manufactured, and used with the same first cylinder 221, that is the same apparatus 200 except the cutting die 225.
- the same cutting die 225 can also be used on a first cylinder of a different size, which can increase a range of sizes of the separated, or cut out, lids that can be formed using the apparatus 200 with the same cutting die 225.
- embosser 210 and the cutter 220 both of which uses rotary movement, means an assembly line like continuous flow processing of the sheet 1010 through the embossing and the cutting processes to form the lids 1050 is possible.
- the separated, or cut out, lids are heat sealed onto a container to seal an opening of the container.
- the container contains foodstuff and the lid, when heat sealed, prevents air from entering the container and spoiling the foodstuff.
- Figure 4 shows the cutter 220 of Figure 2 comprising the cutting die 225 and the first cylinder 221 of Figure 3A and 3B .
- the cutter 220 operates by rotating the first cylinder 221 and the second cylinder 222 along a pair of parallel axis, with the cutting die 225 provided on a surface of the first cylinder 221 so that when a sheet 1010 of flexible material is fed between the first cylinder 221 and the second cylinder 222, the cutting die 225 engages a surface of the sheet 1010.
- the sheet 1010 comprises at least one lid 1055 printed thereon, and as the sheet 1010 passes through between the cutting die 225 (provided on the first cylinder 221) and the second cylinder 222 the printed at least one lid 1055 is aligned with the cutting die 225 so that each of the printed at least one lid 1055 can be separated by the cutting die 225 engaging the sheet 1010. That is, as the sheet 1010 passes through between the first cylinder 221 and the second cylinder 222, the sheet 1010 engages the cutting die 225 so that the cutting die 225 separates the at least one lid 1055 from the sheet 1010, to form the lid 1050 shown in Figure 2 .
- the cutter 220 is a rotary die cutting machine
- the first cylinder 221 is a tool holding cylinder for mounting the cutting die 225
- the second cylinder 222 is an anvil cylinder for allowing the cutting die 225 to exert a force onto a surface of the sheet 1010 of the flexible material to create a crease defining a boundary for each of the printed at least one lid 1055, whereby the crease enables separating of the lid 1050 from the sheet 1010.
- Figure 5A shows the apparatus 200 of Figure 2 further comprising a feeder 510 according to an embodiment of the present invention.
- the feeder 510 is arranged to feed the sheet 1010 of the flexible material to the embosser 210 and the cutter 220 at a predetermined speed, whereby a tension T on the sheet 1010 of the flexible material between the embosser 210 and the cutter 220 is maintained within a certain desirable range.
- the feeder 510 is arranged to pull the sheet 1010 of the flexible material at the predetermined speed to maintain the tension T within the certain desirable range.
- the certain desirable range for the tension T is determined depending on the characteristics of the flexible material, for example an elastic modulus, so that the sheet 1010 does not curl up as it passes through the embosser 210 or the cutter 220. Further, the effect of the thickness of the sheet 1010 on the effectiveness of the embossing by the embosser 210 and the cutting by the cutter 220 are also taken into account when determining the certain desirable range since larger tension T reduces the thickness of the sheet 1010 due to Poisson effect.
- the friction between the sheet 1010 and the engagement surfaces of the embosser 210 and the cutter 220 ensures the tension T remains within the certain desirable range. This is because the friction between the sheet 1010 and the outer surfaces of the first embossing cylinder 211, the second embossing cylinder 212, the cutting die 225 on the first cylinder 221, and the second cylinder 222 engaging the sheet 1010, introduces the tension T in the sheet 1010 as the sheet 1010 is pulled by the feeder 510.
- the apparatus 200 also compromises a sensor for detecting either or both of the speed of the sheet 1010 being pulled by the feeder 510 and the tension T, and a processor for adjusting the feeder 510 so that the tension T is maintained within the certain desirable range.
- a sensor for detecting either or both of the speed of the sheet 1010 being pulled by the feeder 510 and the tension T
- a processor for adjusting the feeder 510 so that the tension T is maintained within the certain desirable range.
- one or more further cylinders may be provided so that the sheet 1010 is pulled by the feeder 510 in a smoother manner, and also to adjust the fiction, and hence the tension T, experienced by the sheet 1010 as it passes through the apparatus 200 at the predetermined speed.
- Figure 5B shows the apparatus of Figure 5A further comprising a printer 530 according to an embodiment of the present invention.
- the printer 530 is arranged to print a shape and/or a colour 535 onto the sheet 1010 of the flexible material so that the cut out, or separated, lid 1050 has the desired shape and/or colour 535, i.e. a desired design, on a surface thereof.
- the printer 530 comprises a first printing cylinder 532 arranged to rotate about a first printing axis; a shape and/or a colour 535 provided on a surface of the first printing cylinder 532; and a second printing cylinder 531 arranged to engage the sheet 1010 of the flexible material so that the sheet 1010 engages the shape and/or the colour 535 on the first printing cylinder 532, whereby the shape and/or colour 535 is printed onto the sheet 1010, which in turn results in the cut out, or separated, lid 1050 with the shape and/or the colour 535 printed thereon.
- the printer 530 operates by rotating the first printing cylinder 532 and the second printing cylinder 531 along a pair of parallel axes, with the shape and/or colour 535 provided on a surface of the first printing cylinder 532 so that when the sheet 1010 of flexible material is fed between the first printing cylinder 532 and the second printing cylinder 531, the shape and/or the colour 535 engages a surface of the sheet 1010.
- the feeder 510 is arranged to feed the sheet 1010 of the flexible material to the embosser 210 and the cutter 220 at a predetermined speed, whereby a tension T on the sheet 1010 of the flexible material between the embosser 210 and the cutter 220, and a second tension T2 on the sheet 1010 between the printer 530 and the embosser 210 are maintained within a certain desirable range and a second certain desirable range respectively.
- the feeder 510 is arranged to pull the sheet 1010 of the flexible material at the predetermined speed to maintain the tension T within the certain desirable range, and the second tension T2 within the second certain desirable range.
- the second certain desirable range for the second tension T2 is also determined depending on the characteristics of the flexible material, for example an elastic modulus, so that the sheet 1010 does not curl up as it passes through the printer 530, the embosser 210 or the cutter 220. Further, the effect of the thickness of the sheet 1010 on the effectiveness of the printing by the printer 530, the embossing by the embosser 210 and the cutting by the cutter 220 are also taken into account when determining the second certain desirable range since larger second tension T2 reduces the thickness of the sheet 1010 due to Poisson effect.
- the tension T and the second tension T2 are equal. According to another embodiment, the tension T and the second tension T2 are not equal. It is understood that the values of the tension T and the second tension T2 will differ depending on different the frictional forces experienced by the sheet 1010 as it engages the surfaces of the printer 530, the embosser 210 and the cutter 220.
- the printer 530 is used after the embosser 210 but before the cutter 220, or even after the cutter 220 if the printer 530 is equipped with a lid detector for detecting a position of the separated, or cut off, lid 1050 for printing on a surface thereof.
- the printer 530 is used to print on the same surface of the sheet 1010 as the surface on which the embossing is introduced by the embosser 210, or the surface on which the cutting die 225 engages the sheet 1010.
- the printer 530 applies an ink on the surface of the sheet to print the shape and/or the colour 535, and the printer 530 further comprises a drier arranged to dry any previously applied ink so that subsequent printing of a second shape and/or a second colour can be applied to the sheet without merging into those previously printed.
- the drier may utilize hot air, infra-red or ultra-violet light depending on the ink used.
- the printer 530 may comprise a plurality of the first printing cylinder 532 and the second printing cylinder 531 pairing so that more than one layers of shapes and/or colours 535 can be applied to the sheet 1010 and the lid 1050 for a more complex design to be printed on the lid 1050.
- the printer 530 comprises a printing component that is not a rotary component, for example a linearly operated stamp, for applying the shapes and/or colours to the sheet 1010 and the lid 1050.
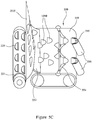
- Figure 5C shows a stacker 550 according an embodiment of the present invention.
- the stacker 550 is arranged to stack the lid 1050 separated from the sheet 1010 to form a stack 555 of lids 1050 separated from the sheet 1010.
- the stacker 550 comprises: a holder 556 arranged to hold a plurality of lids in at least one stack 555; a guide 552 arranged to guide lids 1050 separated from the sheet 1010 onto a conveyor 559; and a sorter 554 arranged to sort each lid 1050 on the conveyor 559 so that each lid 1050 is individually stacked onto one of the at least one stack 555.
- the sorter 554 also comprises a moving arm, an extremity of which rests on a surface of the conveyor 559, and moves along the surface of the conveyor 559 to separate each lid from another lid on the conveyor 559, whereby each lid is sorted and directed toward one of the at least one stack 555.
- the stack 555 of the plurality of lids is then stored in a holder 556.
- the lids in the holder 556 are then accessed so that the lids can be attached to a container, to be peeled away later to access the contents of the container.
- a processor such as a central processing unit
- a storage such as a memory
- a sensor such as a speed sensor, an accelerometer and/or a force sensor
- the processor and the memory are able to control the apparatus 200 or any component thereof using an output from the sensor.
- Figure 6 shows a method for forming a lid from a sheet of a flexible material according to an embodiment of the present invention using the apparatus 200 of Figure 2 .
- the method comprises embossing a surface of the sheet of the flexible material 610 using an embosser, and separating the lid from the sheet of the flexible material 620 using a cutter.
- the separating 620 comprises: rotating a first cylinder of the cutter about a first axis 622; and engaging, by a second cylinder of the cutter, the sheet of the flexible material so that the sheet engages a cutting die provided on a surface of the first cylinder 624, whereby the cutting die separates the lid from the sheet of the flexible material.
- the separating 620 also comprises feeding, by a feeder, the sheet of the flexible material to the embosser and the cutter at a predetermined speed, whereby a tension on the sheet of the flexible material between the embosser and the cutter is maintained within a certain desirable range.
- the method further comprises a step of detecting, by a sensor, either or both of the speed of the sheet being pulled by the feeder and the tension on the sheet between the embosser and the cutter, and adjusting, by a processor, the feeder so that the tension is maintained within the certain desirable range.
- the method also further comprises a step of inputting, by a user via an input terminal, the speed at which the feeder pulls the sheet.
- Figure 7 shows the method of Figure 6 further comprising a step of attaching the cutting die onto the surface of the first cylinder 710 according to an embodiment of the present invention.
- the step of attaching 710 comprises placing the cutting die onto the surface of the first cylinder so that a magnetic force holds, or detachably attaches, the cutting die on the surface of the first cylinder.
- the method further comprises a step of printing a shape and/or a colour onto the sheet of the flexible material before the embossing 610.
- the step of printing a shape and/or a colour is performed after the embossing 610 but before the separating 620.
- the step of printing a shape and/or a colour is performed after the separating 620, and the method further comprises a step of detecting, by a lid detector, a position of a separated, or cut off, lid for printing on a surface thereof.
- the method further comprises a step of inputting operating parameters, such as the predetermined speed, the certain desirable range or the second certain desirable range, into the apparatus 200 using an input terminal.
- a sensor such as a speed sensor, an accelerometer and/or a force sensor
- the processor and the memory of the apparatus 200 are able to control the apparatus 200 or any component thereof using an output from the sensor as the input.
- Figure 8 shows the method of Figure 7 further comprising a step of stacking the lid separated from the sheet 810 according to an embodiment of the present invention.
- the step of stacking 810 uses a stacker to form a stack of lids separated from the sheet 810.
- the stacking 810 comprises: guiding, by a guide, lids separated from the sheet onto a conveyor; sorting, by a sorter, each lid on the conveyor so that each lid is individually stacked onto a stack from at least one stack; and holding or storing, by a holder, a plurality of lids in the at least one stack.
- the sorting also comprises moving an arm of the sorter, wherein an extremity of the arm rests on a surface of the conveyor and the movement of the arm along the surface of the conveyor separates, or distances, each lid from another lid on the conveyor. This sorts and directs each lid toward one of the at least one stack so that the plurality of lids are held, or stored, in the at least one stack held, or stored, in the holder.
- the lids in the holder 556 are then accessed so that the lids can be attached to a container, to be peeled away later to grant access to the contents of the container.
- the apparatus, or the method, for forming a lid from a sheet of a flexible material described herein enables the whole embossing, cutting, printing, and stacking processes to be performed in a continuous flow process manner. Further, by using a detachably attached cutting die in the cutting, the apparatus, or the method, enables flexible, replaceable and customisable use of the cutting die, resulting in cost and time efficient adapting of the apparatus for forming and producing lids of different shapes or sizes.
- embosser 210 a cutter 220, and a printer 530 described herein, all of which uses rotary movement, means it is possible to achieve an assembly line like continuous flow processing of the sheet 1010 through the embossing, the cutting and the printing processes to form the lids 1050, with a stacker 550 sorting and stacking the cut out, or separated, lids 1050 in a stack for storage.
- the lid 1050 may comprise any flexible material as long as the flexible material can be provided in a sheet 1010 form so that the sheet 1010 of the flexible material can be processed to form the lid 1050 using the apparatus and/or the method described herein, i.e. as long as the sheet 1010 can be embossed and cut to a certain shape or size.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Making Paper Articles (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1607888.3A GB2549979A (en) | 2016-05-05 | 2016-05-05 | Improvements in and relating to production of lids |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3243618A2 true EP3243618A2 (fr) | 2017-11-15 |
| EP3243618A3 EP3243618A3 (fr) | 2018-04-04 |
Family
ID=56297222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17169243.7A Withdrawn EP3243618A3 (fr) | 2016-05-05 | 2017-05-03 | Perfectionnements apportés ou se rapportant à la production de couvercles |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3243618A3 (fr) |
| GB (1) | GB2549979A (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109015828A (zh) * | 2018-08-31 | 2018-12-18 | 嘉兴合力蜂窝制品有限公司 | 一种纸板纵切压痕机 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3500547A1 (de) * | 1985-01-10 | 1986-07-10 | Focke & Co (GmbH & Co), 2810 Verden | Verfahren und vorrichtung zum herstellen von zuschnitten fuer verpackungen |
| DE4102005A1 (de) * | 1991-01-24 | 1992-07-30 | Focke & Co | Verfahren und vorrichtung zum herstellen von klappschachteln mit kragen |
| GB9321148D0 (en) * | 1993-10-13 | 1993-12-01 | Molins Plc | Package blank feeding |
| DE19726324A1 (de) * | 1997-06-20 | 1998-12-24 | Focke & Co | Verfahren und Vorrichtung zum Herstellen von Klappschachteln |
| SE516978C2 (sv) * | 1998-04-07 | 2002-03-26 | Tetra Laval Holdings & Finance | Sätt att tillverka biglinjeförsett förpackningsmaterial |
| US20050042414A1 (en) * | 2003-08-19 | 2005-02-24 | Malay Jeffrey J. | Methods of making sealing members for induction sealing of containers |
| US7051632B2 (en) * | 2003-09-03 | 2006-05-30 | Paper Benders Supply, Inc. | Magnetic rotary die |
| WO2005087455A1 (fr) * | 2004-03-18 | 2005-09-22 | Sca Hygiene Products Ab | Procede et dispositif permettant de produire une bande multicouche d'un materiau souple, tel que du papier et du non-tisse, et materiau multicouche produit a l'aide dudit procede |
| ES2326336T5 (es) * | 2006-06-28 | 2014-11-20 | Amcor Flexibles Kreuzlingen Ag | Procedimiento para la producción de unos elementos de tapa estampados en relieve para recipientes y unos elementos de tapa para recipientes |
-
2016
- 2016-05-05 GB GB1607888.3A patent/GB2549979A/en not_active Withdrawn
-
2017
- 2017-05-03 EP EP17169243.7A patent/EP3243618A3/fr not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| EP3243618A3 (fr) | 2018-04-04 |
| GB201607888D0 (en) | 2016-06-22 |
| GB2549979A (en) | 2017-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1717031B1 (fr) | Machine d'impression | |
| JP2008030952A (ja) | 後縁制動装置 | |
| DE102009049179A1 (de) | Verfahren und Verpackungsmaschine zum Verpacken von Produkten | |
| US10266285B2 (en) | Method and device for producing partially embossed blanks | |
| JP2008100343A (ja) | 平台式枚葉紙打抜き機 | |
| US10336567B2 (en) | Manufacturing system with flat-bed and rotary diecutters and method for operating the manufacturing system | |
| WO2020203973A1 (fr) | Dispositif de fabrication d'ébauche de boîte à dimensions variables, procédé de fabrication d'ébauche de boîte à dimensions variables, procédé d'assemblage d'ébauche de boîte et ligne d'emballage automatique à dimensions variables | |
| ITBO20100662A1 (it) | Macchina nastratrice | |
| EP3243618A2 (fr) | Perfectionnements apportés ou se rapportant à la production de couvercles | |
| EP3271120B1 (fr) | Procédé et appareil pour produire un support pour récipients | |
| EP2857187B1 (fr) | Dispositif et procédé de fabrication de couvercles en relief ou étiquettes pour emballage | |
| US11485035B2 (en) | Sheet processing machine and method for driving at least one tool of a sheet processing machine | |
| US11597200B2 (en) | Sheet processing machine, method for inspecting at least one remaining portion of at least one sheet processed by a shaping device, and method for inspecting a sheet | |
| US3937452A (en) | Method and apparatus for manufacturing continuous form sets | |
| CN210162291U (zh) | 一种固体酒精包装机 | |
| US11685133B2 (en) | Digital systems and processes for cutting and creasing corrugated cardboards | |
| CN110520265B (zh) | 用于对折平的薄膜管打孔的打孔机和方法 | |
| US11814254B2 (en) | Die-cutting machine comprising a transport system configured as a chain gripper system and method for opening at least one holding element | |
| CN106457349B (zh) | 复式冲压装置 | |
| CN114802856A (zh) | 泡罩包装机 | |
| KR102640746B1 (ko) | 라벨 펀칭 장치 및 그 작동방법 | |
| RU188772U1 (ru) | Платинки в рулоне | |
| KR20160119510A (ko) | 공압 구동식 낱장 분리기를 부착한 자동식 날인기 | |
| NO20120222A1 (no) | Apparat for utstansing av etiketter og bruk av apparatet | |
| BG103081A (bg) | Метод и капсул автомат за получаване на капсули от термосвиваемо фолио |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B26D 7/32 20060101ALI20180228BHEP Ipc: B26F 1/44 20060101ALI20180228BHEP Ipc: B31F 1/07 20060101ALI20180228BHEP Ipc: B26F 1/38 20060101AFI20180228BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20181004 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20191203 |