EP3164008B1 - Cylindrical mould member for moulding three-dimensional products from a mass of one or more food starting materials and method its production - Google Patents
Cylindrical mould member for moulding three-dimensional products from a mass of one or more food starting materials and method its production Download PDFInfo
- Publication number
- EP3164008B1 EP3164008B1 EP15738768.9A EP15738768A EP3164008B1 EP 3164008 B1 EP3164008 B1 EP 3164008B1 EP 15738768 A EP15738768 A EP 15738768A EP 3164008 B1 EP3164008 B1 EP 3164008B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mould
- support member
- mould body
- support
- fluid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 30
- 238000000034 method Methods 0.000 title claims description 27
- 235000013305 food Nutrition 0.000 title claims description 25
- 239000007858 starting material Substances 0.000 title claims description 24
- 238000000465 moulding Methods 0.000 title claims description 10
- 239000012530 fluid Substances 0.000 claims description 114
- 239000004033 plastic Substances 0.000 claims description 62
- 229920003023 plastic Polymers 0.000 claims description 62
- 239000002245 particle Substances 0.000 claims description 41
- 239000011148 porous material Substances 0.000 claims description 24
- 239000002184 metal Substances 0.000 claims description 22
- 229910052751 metal Inorganic materials 0.000 claims description 22
- 230000002093 peripheral effect Effects 0.000 claims description 22
- 238000004891 communication Methods 0.000 claims description 15
- 230000004888 barrier function Effects 0.000 claims description 6
- 235000013372 meat Nutrition 0.000 claims description 5
- 238000010438 heat treatment Methods 0.000 claims description 4
- 238000010146 3D printing Methods 0.000 claims description 3
- 230000005855 radiation Effects 0.000 claims description 3
- 230000005670 electromagnetic radiation Effects 0.000 claims description 2
- 230000006698 induction Effects 0.000 claims description 2
- 238000005245 sintering Methods 0.000 claims description 2
- 239000000843 powder Substances 0.000 claims 1
- 238000004140 cleaning Methods 0.000 description 14
- 239000007788 liquid Substances 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 241000700190 Caviidae Species 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 241000287828 Gallus gallus Species 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images








Classifications
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C7/00—Apparatus for pounding, forming, or pressing meat, sausage-meat, or meat products
- A22C7/0023—Pressing means
- A22C7/003—Meat-moulds
- A22C7/0069—Pressing and moulding by means of a drum
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23P—SHAPING OR WORKING OF FOODSTUFFS, NOT FULLY COVERED BY A SINGLE OTHER SUBCLASS
- A23P30/00—Shaping or working of foodstuffs characterised by the process or apparatus
- A23P30/10—Moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/1477—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation making use of an absorber or impact modifier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/61—Joining from or joining on the inside
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/727—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being porous, e.g. foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D23/00—Producing tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/0022—Multi-cavity moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/3814—Porous moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3404—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint
- B29C65/3408—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint comprising single particles, e.g. fillers or discontinuous fibre-reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3404—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint
- B29C65/344—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint being a woven or non-woven fabric or being a mesh
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3472—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the composition of the heated elements which remain in the joint
- B29C65/3476—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the composition of the heated elements which remain in the joint being metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/003—Tubular articles having irregular or rough surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/757—Moulds, cores, dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
Definitions
- the present invention relates to a method for producing a cylindrical mould member according to the preamble of claim 1, which is adapted to be used in a system for moulding three-dimensional products from a mass of one or more food starting materials which are suitable for consumption, the cylindrical mould member having a cylindrical outer surface and two mould member end faces.
- WO2005/107481 also in the name of the same applicant, discloses a method for producing a cylindrical mould member comprising the steps of preparing a mould body of a porous material, comprising mould cavities, and a support member made from a non-porous material. Passages are provided between the support member and the mould body to provide fluid communication.
- a plastic mould member comprising a mould body made at least partially from a porous first plastic and a support member of a non-porous second plastic, as this is cheaper than metal mould bodies. Because plastic is inherently weaker than metal other production considerations and challenges apply. In particular, producing the mould member from both a porous plastic mould body and a plastic support member requires a firm connection between the parts. The known connections were not satisfactory.
- the aim of the present invention was to provide an improved connection between a plastic support member and mould body.
- the support member and the mould body are secured to each other via a weld.
- a thus obtained weld provides a very strong connection between support member and mould body, thereby forming a cylindrical mould member adapted to be used in a system for moulding three-dimensional products from a mass of one or more food starting materials which are suitable for consumption.
- An advantage of a thus obtained cylindrical mould member is that the weld is adapted to withstand a force applied by a mass feed part, which force may add up to thousands of kilos.
- the support member reliably supports the mould body with the one or more mould cavities, allowing the cylindrical mould member in a number of production cycles to mould the three-dimensional products.
- the weld is achieved by locally melting plastics.
- the melting is caused by local heating, which heat is emitted by the heat emitting parts or particles. Accordingly, not the entire mould member is heated.
- the heat emitting parts or particles have a low specific heat capacity, i.e., little energy is required to rapidly increase the temperature of the particles, and hence cause the emission of heat.
- the heat emitting parts or particles have a high heat transfer coefficient, allowing fast transfer of thermal energy through the parts or particles.
- Heat transfer from the heat emitting parts or particles to the first and second plastic occurs via conduction: the transfer of thermal energy through materials without bulk motion of the materials. This phenomenon is fundamentally a diffusion process that occurs at the microscopic level.
- Energy is provided to the heat emitting parts or particles to cause them to emit heat.
- This energy can be provided e.g. via radiation, e.g. by applying electromagnetic radiation, e.g. microwave radiation, e.g. by a laser.
- energy can be provided to the heat emitting part or particles by allowing electrical current to pass through the heat emitting parts or particles.
- energy is provided to the heat emitting part or particles by allowing Eddy currents to pass through the heat emitting parts or particles, thereby causing induction heating.
- the energy may also be provided to the heat emitting parts or particles by heat conduction, i.e. by heating up an end piece of the heat emitting parts, protruding beyond the plastic parts to be welded, and allowing the heat to dissipate throughout the heat emitting parts.
- the heat emitting parts may be provided with energy via convection.
- a heat emitting tube is provided close to the inner surface of the mould body and/or the supporting surface of the support member, through which a heated fluid is allowed to flow, causing the porous first plastic and the second plastic to locally melt so as to obtain a weld. Convection is concerned with the transfer of thermal energy in a moving fluid, in particular liquid or gas.
- a fluid flow device should additionally be provided, e.g. a fan to allow heated gas to flow.
- the melting point of the heat emitting parts or particles is higher than that of the second plastic of the support member and the first plastic of the mould body, allowing heat emission over the entire part or particle without melting itself. This is in particular disadvantageous when energy is provided to the parts or particles by conduction, as the conductivity of molten parts or particles may decrease rapidly.
- the heat emitting parts or particles are made from metals.
- conductive metals such as iron or copper-based alloys are applied.
- semiconductors can also be applied.
- the heat emitting parts are metal strips or wires, provided at or near the support surface of the support member, and wherein preferably the support surface is provided with grooves to receive the metal strips or wires.
- the heat emitting parts is alternatively a porous film/ braid/ mesh/ wire screen, e.g. made from metal, provided between the inner surface of the mould body and the supporting surface of the support member.
- the support surface of the support member and/or the inner surface of the mould body is doped with heat emitting particles, e.g. metal particles.
- the support surface of the support member and/or the inner surface of the mould body is provided with heat emitting foil inserts, e.g. metal foil inserts.
- mould body and support member may be provided to each other.
- additional measures are provided to secure the mould body and support member to each other.
- a form fit may be provided.
- additional gluing may be applied, or mechanical connection devices such as bolts.
- the mould body is formed as a hollow cylinder wall, and wherein the support member is formed by a cylinder fitting into the hollow cylinder wall.
- a hollow cylinder wall a cylindrical body is meant, comprising an outer surface at an outer diameter and an inner surface at an inner diameter, having a certain thickness between the outer and inner surfaces.
- the diameter of the cylindrical support member essentially corresponds to the inner diameter of the cylinder wall.
- the support member is provided with one or more recesses, and the mould bodies are formed as inserts of corresponding dimensions, e.g. as cylindrical wall segments.
- the support member comprises one or more protruding support fins, having a curved surface that forms part of the cylindrical outer surface of the mould member and adjacent flank surfaces, and wherein multiple mould bodies are provided comprising a side surface between the curved outer surface and the inner surface, wherein a flank surface of the support fin is adapted to be provided adjacent a side surface of a mould body when the support surface of the support member is provided adjacent the inner surface of the mould body, and wherein preferably heat emitting parts or particles are also provided close to the side surface of the mould body and/ or the flank surface of the fin of the support member.
- the at least one mould body is made at least partially from a porous first plastic, and the support member from a non-porous second plastic.
- the support member is originally made from a porous plastic, optionally the same plastic as the mould body, which porous plastic has been made non-porous.
- a common production technique for plastic products is injection moulding.
- at least the mould body, and possibly also the support member is prepared by a 3D printing technique.
- the mould body and the support member are for example made of a similar kind of plastic material, preferably UHMW-PE or PTFE.
- At least the porous mould body is prepared by a sintering technique.
- a 3D printing technique is also suitable to prepare porous plastics.
- the dimensions of pore openings are such that no or scarcely any of the mass of one or more food starting materials can pass through, and such that no sticking of the food mass into the pore openings occurs.
- a porous structure according to the present invention can also be obtained by providing through-holes in a mould body.
- the mould body is a composite, partially made from a porous first plastic.
- the mould body is of a monolithic, one-piece structure.
- the support member is also of a monolithic, one-piece structure.
- a mould member end face one or more fluid openings are provided, from which one or more fluid channels, recessed in the support surface of the support member, extend.
- the fluid channels advantageously extend in the longitudinal direction of the mould member.
- Alternatives are also conceivable, e.g. the fluid channels forming a helical or spiral pattern between the two mould member end faces.
- the porous mould body Adjacent this support surface, the porous mould body is provided. It is conceivable that only one, or multiple fluid channels adjoin the porous mould body. As a result, a fluid communication is provided between the mould cavity and the mould member end face. As a result, fluid may be fed to or from the mould cavities.
- the fluid may be a gas or liquid.
- air is fed or forced to the porous mould cavity walls to assist in the removal of product from the mould cavity, or cleaning liquid to assist in cleaning the porous mould cavity walls.
- fluid is removed from the mould cavities, e.g. a vacuum is created in the mould cavity to ensure proper filling of the mould cavities, reducing the risk of air inclusions.
- the mould body in which one or more mould cavities are provided.
- the curved outer surface of the mould body is sealed airtight.
- the mould body is advantageously provided with fluid tight barriers between each mould cavity or set of mould cavities, which fluid tight barriers extend between the curved outer surface and the opposite inner surface, creating one or more fluid tight regions in the mould body in which one or more mould cavities are provided.
- the fluid tight barriers extend in the longitudinal direction of the mould member, advantageously parallel to fluid channels also extending in the longitudinal direction.
- the present invention also relates to a cylindrical mould member adapted to be used in a system for moulding three-dimensional products from a mass of one or more food starting materials which are suitable for consumption, e.g. a meat mass, the cylindrical mould member having a longitudinal axis, a peripheral cylindrical outer surface and two axial mould member end faces, the mould member comprising:
- the present invention also relates to a system for moulding three-dimensional products from a mass of one or more food starting materials which are suitable for consumption, which system comprises:
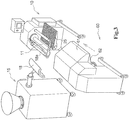
- a production device 1 for moulding three-dimensional products from a mass of one or more food starting materials which are suitable for consumption, e.g. a meat mass.
- a production device is described in detail in WO 2004/002229 , the contents of which are hereby deemed to be incorporated in the present application.
- the production device shown is only an example aimed at explaining the invention.
- the invention can also be realized using production devices of different designs, for example as shown in WO 00/30458 .
- the mould member 20 has a peripheral cylindrical outer surface in which one or more recessed mould cavities 21 are formed, as will be explained in more detail below.
- the production device 1 comprises a frame 10 that is adapted to support the mould member, in this case a frame 10 which can be moved over the floor.
- the frame 10 as shown is provided with a horizontal mould member fitting spindle 11, so that the mould member 20 is rotatable with respect to the frame 10 about the spindle 11.
- the frame may have a plurality of mould member fitting spindles, or the frame comprises other support means for supporting the mould member rotatably with respect to the frame.
- the fitting spindle 11 is fixed to the frame 10, so that the mould member 20 can be pushed onto the fitting spindle 11.
- the mould member is removable from the frame, here via the free end of the spindle.
- the spindle is made of plastic material, preferably UHMW-PE or PTFE, preferably a similar material as the mould body, and possibly also as the support member. It is also conceivable that the spindle is made from another material, in particular metal, e.g. stainless steel.
- the frame 10 is provided with a drive 14 for rotating the mould member 20 that is rotatable supported by the frame 10 via spindle 11.
- the shown production device 1 has a mass feed part 15, which is likewise designed such that it can be moved over the floor, and is provided with a container 16 for receiving said mass of food starting materials, in this example a (kneaded) meat mass, e.g. chicken, a pump 17 (illustrated highly diagrammatically) connected to the container for pumping the mass, and a mass feed member 18 connected to the pump 17. At a mass feed position, the mass feed member 18 is allowed to bear against the cylindrical outer surface of the mould member 20.
- a mass feed part 15 which is likewise designed such that it can be moved over the floor, and is provided with a container 16 for receiving said mass of food starting materials, in this example a (kneaded) meat mass, e.g. chicken, a pump 17 (illustrated highly diagrammatically) connected to the container for pumping the mass, and a mass feed member 18 connected to the pump 17.
- the mass feed member 18 is allowed to bear against the cylindrical outer surface of the mould member 20.
- the drive 14 drives the mould member 20 that is supported by the frame 10 so that the one or more openings of the mould cavities 21 pass the mass feed member 18 and the pump 17 feeds the mass of one or more food starting materials via the mass feed member 18 and the one or more passing openings into the one or more mould cavities 21 of the rotating mould member 20 under a filling pressure, thereby forming a three-dimensional product in each mould cavity.
- the mass feed member 18 is supported pivotably by means of a support spindle 18a on the frame 10.
- the frame 10 is also provided with a discharge member 25 for discharging the moulded products, in this case in the form of a (mesh) belt conveyor 25 which extends as far as beneath the mould member 2, so that products which have been ejected from the mould cavities 21 in the region of the underside of the belt pass onto the said belt conveyor 25.
- a discharge member 25 for discharging the moulded products, in this case in the form of a (mesh) belt conveyor 25 which extends as far as beneath the mould member 2, so that products which have been ejected from the mould cavities 21 in the region of the underside of the belt pass onto the said belt conveyor 25.
- the system comprises further product conveyor means, in this case two sets of belt conveyors 30, 31 and 32, 33, for discharging moulded products, if appropriate to further product treatment devices.
- the mould member 20 is removable.
- a mould member conveyor 40 is provided.
- This conveyor 40 shown by way of example, has a movable frame 41, a mould member gripper 42 and lifting means 43 for moving the gripper 42 up and down.
- the conveyor 40 can be moved towards the frame 10, so that the gripper 42 can handle the mould member 20. Then, the gripper 42 is moved to the correct height, so that it bears the weight of the mould member 20 and the mould member 20 is slid off the spindle 11. Then, the mould member 20 can be displaced to a mould member cleaning device 50, which is disposed at a distance from the production device 1. It should be noted that there is no need to provide a fixed arrangement, but rather, as can be seen, the cleaning device 50 is likewise of movable design. However, it is preferable for the cleaning work to be carried out at a different location from the production of foodstuffs.
- the shown system further comprises a second cleaning device 60, which is designed to clean that part of the production device 1 which bears the mould member 20, in particular after the said mould member 20 has been removed. That part of the production device 1, after all, also becomes soiled during production.
- the production device 1 is furthermore provided with a reader 120 for preferably automatically recognizing a mould member 20, in particular an identification of a mould member 20, e.g. a transponder which is arranged at a suitable location, for example at an head-end face, on the mould member 20.
- This reader 120 is connected to a control device 130 of the system, which in this case has an associated computer 131.
- a history of the use and cleaning of the mould member 20 is stored for each mould member 20 in the memory of the computer 131. Partially on this basis, it is possible to determine the instant at which a mould member 20 has to be cleaned, and if appropriate by what cleaning process. For example, the cleaning process can be matched to the type of mould member, and the way in which each mould member is cleaned can be determined separately.
- a fluid forcing device 13 suitable for supplying or sucking out a liquid or gaseous forcing agent, such as air, compressed air, water or steam or the like, is arranged in the vicinity of the mould member drive means 14.
- the shown fluid forcing device 13 which is known per se is provided with a pump and slots through which the forcing agent can flow.
- a fluid supply member 19 is connected to the fluid forcing device 13, and is adapted to bear against an end face of the mould member 20 from which the one or more fluid channels extend. On account of the fluid supply member 19 being disposed in a static position, the rotating mould member 20 is allowed to alternately move past forcing agent feed slots and forcing agent discharge slots.
- the drive 14 drives the mould member 20 that is supported by the frame 10 so that the one or more openings of the fluid channels in the head end of the mould member pass the fluid supply member 19 and the fluid forcing device 13 forces a fluid via the fluid supply member and the fluid channels into the one or more mould cavities 21, thereby assisting in the removal of the three-dimensional products from the mould cavity.
- the cylindrical mould member 20 adapted to be used in a system as shown in figs. 1-3 has a longitudinal axis A, a peripheral cylindrical outer surface 22c and two axial mould member end faces 20a, 20a'.
- mould member 20 comprises a mould body 22 and support member 23.
- Mould body 22 is formed as a hollow cylinder wall, having a curved outer surface, here forming the cylindrical outer surface 22c of the mould member 20 and an opposite inner surface 22i ( fig. 4b ).
- the mould body 22 is made at least partially (and in this example completely) from a porous first plastic, forming a porous structure of intercommunicating pores opening out at the inner surface of the body, and wherein the cylindrical outer surface 22c is sealed airtight.
- One or more recessed mould cavities 21 are formed in the outer peripheral cylindrical surface 22c of the mould body 22, defining the shape of the products which are to be produced, the mould cavities 21 being open in the outer surface 22c of the mould body 22 to allow for the filling of the mould cavity 21 with said mass of one or more food starting materials and being defined at its bottom and sidewalls by a mould cavity wall 21w that is at least partially porous.
- a support member 23 formed by a cylinder, which fits into the hollow cylindrical mould body 22.
- the support member 23 is made from a non-porous second plastic, and has a support surface 23a ( fig. 4b ), supporting the adjoining inner surface 22i of the mould body 22.
- the support member 23 and the mould body 22 are secured to each other using a method according to the present invention.
- heat emitting parts or particles, here metal rods 28 are provided close to the supporting surface 23a of the mould body. Energy has been provided to the metal rods 28, as a result of which the metal rods 28 emitted heat and thereby locally melted the adjacent porous first plastic of the mould body 22 and the second plastic of the support member. Thus, a weld was obtained and thereby the support member 23 and the mould body 22 were secured to each other.
- Support member 23 defines multiple fluid channels 24, recessed in the support surface 23a, extending from a fluid opening 24o at mould member end face 20a, adapted to provide fluid communication between the fluid opening 24o via the fluid channel 24 and via the pores opening out at the inner surface 22i of the mould body 22 to the porous mould cavity wall 21w, so that a fluid can be forced through/ from the porous mould cavity wall.
- the fluid channels thus extend from one head end 20a of the mould member 20, so that a medium can be forced through the porous walls of the mould cavities 21 and/or suction can take place via a passage 24 of this type.
- the said medium for example compressed air
- the suction can be used to extract air during the filling operation and/or, for example, to suck a film or the like into the mould cavity.
- the outer surface 23a of the support member 23 is provided with grooves which extend substantially in the axial direction and form the passages 24.
- mould member prefferably be supported by supporting features at both head-ends of the mould member.
- the cleaning device 50 is designed to force at least one cleaning liquid through the wall parts with the porous structure into the mould cavities 21.
- the passages 24 leading to each mould cavity 21 each have a feed opening 24o in an end face 20a of the mould member 20.
- the cleaning device 50 has a distributor 51 which comes to bear against the head-end face 20a, for the purpose of feeding cleaning liquid to one or more of the passages 24. In this way, any possible contamination which has stuck to or in the porous wall part of a mould cavity 21 is forced out and discharged.
- FIG. 6a a second embodiment of a support member of a mould member according to the present invention is shown.
- the shown support member is adapted to be connected to a mould body using the inventive method, to form a cylindrical mould member, which is adapted to be used in a system as shown in figs. 1-3 .
- the shown support member 123 formed by a cylinder, is made from a non-porous second plastic.
- the shown embodiment of support member 123 comprises five similar recesses 123k, 1231, 123m, each having a support surface 123a adapted to support a mould body formed as insert of corresponding dimensions (, not shown), to form a cylindrical mould member.
- These mould bodies are embodied as axial cylindrical wall segments, or inserts, which are to be inserted in the recessed areas of the support member 123.
- the support surfaces 123a are only provided in the recesses of the support member.
- Adjacent the recesses are protruding parts forming the remainder of the cylindrical mould member, comprising parts of the peripheral cylindrical outer surface 122c and two axial mould member end faces 120a, 120a'. Furthermore, the longitudinal axis A of the mould member is defined.
- Each mould body has a curved outer surface, forming part of the cylindrical outer surface 122c of the mould member.
- the mould bodies have an opposite inner surface, adapted to be provided adjacent the recessed support surface 123a of the support member.
- Each mould body, not shown, is made at least partially from a porous first plastic, forming a porous structure of intercommunicating pores opening out at the inner surface of the mould body, and wherein the curved outer surface is sealed airtight.
- One or more recessed mould cavities are formed in the outer peripheral cylindrical surface of the mould body, defining the shape of the products which are to be produced, the mould cavities being open in the outer surface of the mould body to allow for the filling of the mould cavity with said mass of one or more food starting materials an being defined by a mould cavity wall that is at least partially porous.
- each recessed circumferential area of the support member 123 multiple fluid channels 124 are provided, which are recessed in the support surface 123a.
- the fluid channels 124 extend to a fluid chamber 123f, which is in communication with a fluid opening 124a at mould member end face 120a.
- a fluid communication is provided between the fluid opening 24a via the fluid chamber 123f to fluid channel 124.
- the said medium for example compressed air
- the suction can be used to extract air during the filling operation and/or, for example, to suck a film or the like into the mould cavity.
- the support surface 123a of the support member 123 is provided with grooves 125 which extend substantially in the axial direction. These grooves 125 are adapted to receive metal wires, i.e. the heat emitting parts according to the present invention. Accordingly, the support member 123 and the five mould bodies are adapted to be secured to each other using a method according to the present invention.
- energy is provided to the heat emitting parts, here metal wires (not shown) provided in the grooves 125, as a result of which the metal rods 28 emit heat and thereby locally melt the adjacent porous first plastic of the mould body insert (not shown) and the second plastic of the support member 123.
- a weld is obtained and thereby the support member 123 and a not shown mould body are secured to each other.
- a third embodiment of a mould member 220 according to the invention is shown in cross-section.
- Cylindrical mould member 220 is also adapted to be used in a system as shown in figs. 1-3 .
- the mould member has a longitudinal axis A, a peripheral cylindrical outer surface 222c and two axial mould member end faces.
- This third embodiment of mould member 220 comprises a mould body 222 and support member 223.
- Mould body 222 is formed as a hollow cylinder wall, having a curved outer surface, here forming the cylindrical outer surface 222c of the mould member 220 and an opposite inner surface 222i.
- the mould body 222 is made at least partially from a porous first plastic, forming a porous structure of intercommunicating pores opening out at the inner surface of the body, and wherein the cylindrical outer surface 222c is sealed airtight.
- One or more recessed mould cavities 221, here 10 cavities in the circumferential direction, are formed in the outer peripheral cylindrical surface 222c of the mould body 222, defining the shape of the products which are to be produced. Between the mould cavities 221 portions 222p of the mould body protrude.
- the mould cavities 221 are open in the outer surface 222c of the mould body 222 to allow for the filling of the mould cavity 221 with said mass of one or more food starting materials and being defined at its bottom 221w' and sidewalls 221w" by a mould cavity wall 221w', 221w" that is at least partially porous.
- the entire mould body 222 is made porous.
- the outer surface 222c of the mould body Prior or after assembly to the support member, the outer surface 222c of the mould body is sealed off, and radially extending fluid tight barriers 222s are formed between the mould cavities 221, in the protrusions 222p of the mould body 222, between the curved outer surface 222c and the opposite inner surface 222i.
- multiple fluid tight regions are formed in the mould body 222 in which one or more mould cavities are provided as such, the cavity (or longitudinal row of cavies) is formed in an airtight compartment of the mould body.
- the support member 2223 is made from a non-porous second plastic, and has a support surface 223a, supporting the adjoining inner surface 222i of the mould body 222.
- the support member 223 and the mould body 222 are secured to each other using a method according to the present invention.
- heat emitting parts or particles here metal wires are provided in grooves 223b in the supporting surface 223a of the mould body 223.
- Energy has been provided to the metal wires, as a result of which the metal wires emitted heat and thereby locally melted the adjacent porous first plastic of the mould body 222 and the second plastic of the support member 223.
- a weld was obtained and thereby the support member 223 and the mould body 222 were secured to each other. It can be discerned that in the shown embodiment, five metal wires are provided below each mould cavity to obtain an appropriate connection.
- Support member 223 defines multiple fluid channels 224, here five below each mould cavity 221, which are recessed in the support surface 223a, and extend from a fluid opening at a mould member end face to provide fluid communication between the fluid opening via the fluid channel 224 and via pores opening out at the inner surface 222i of the mould body 222 to the porous mould cavity wall 221w', 221w", so that a fluid can be forced through/ from the porous mould cavity wall.
- Mould member 230 as shown in fig. 8a comprises a mould body 232 and a support member 233. Only part of the mould body 232 is shown, which may either be part of a one-piece cylindrical wall, or part of an insert.
- the mould body 232 has a cylindrical outer surface 232c, forming part of the cylindrical outer surface 232c of the mould member 230 and an opposite inner surface 232i, which mould body 232 is made at least partially from a porous first plastic, forming a porous structure of intercommunicating pores 232p opening out at the inner surface 22i of the mould body 22, and wherein the curved outer surface 232c is sealed airtight.
- a recessed mould cavitity 231 is formed in the outer peripheral cylindrical surface 232c of the mould body, defining the shape of the products which are to be produced.
- the mould cavity 231 is open in the outer surface 232c of the mould body 232 to allow for the filling of the mould cavity 231 with said mass of one or more food starting materials.
- the mould cavity 231 is defined by a mould cavity wall 231w that is at least partially porous.
- Support member 233 is made from a non-porous second plastic and has a support surface 233a.
- the support member defines 233 multiple fluid channels 234, recessed in the support surface 233a, here five channels below one cavity 231 and two channels at the sides. All fluid channels 234 extend from a fluid opening at a mould member end face to provide fluid communication between the fluid opening via all fluid channels 234 and via the pores 232p opening out at the inner surface 232i of the mould body 232 to the porous mould cavity wall 231w.
- the support surface 233a of the support member 233 is provided adjacent the inner surface 231i of the mould body 232. Between these surfaces 233a, 231i a wire screen 235 is provided.
- the support member 232 and mould body 233 may be brought together, and even pressed together, after which energy is provided to the wire screen 235, thereby causing the wire screen 235 to emit heat and thereby locally melt the adjacent porous first plastic and the second plastic to obtain a weld and thereby secure the support member 233 and the mould body 232 to each other.
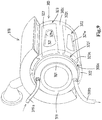
- a portion of a mould member 240 is shown, also prior to the assembly of mould body 242 and support member 243.
- the mould member comprises multiple mould bodies, only one of which is shown.
- Mould body 242 is to be inserted into the support member 243 in the direction of arrow A.
- the mould body 242 has a curved outer surface 242c, forming at least part of the cylindrical outer surface of the mould member, an opposite inner surface 242i and side surfaces 242d between the curved outer surface 242c and inner surface 242i.
- the mould body 242 is made at least partially from a porous first plastic, forming a porous structure of intercommunicating pores 242p opening out at the inner surface 242i of the mould body 242, and wherein the curved outer surface 242c is sealed airtight.
- a recessed mould cavity 241 is formed in the outer peripheral cylindrical surface 242c of the mould body, defining the shape of the products which are to be produced.
- the mould cavity is open in the outer surface 242c of the mould body 242 to allow for the filling of the mould cavity 241 with said mass of one or more food starting materials.
- the mould cavity is defined by a mould cavity wall 241w that is at least partially porous.
- the support member 243 made from a non-porous second plastic, has a support surface 243a and multiple, preferably radially extending, protruding support fins 243c, two of which are shown.
- the support fins have a curved surface 243d that forms part of the cylindrical outer surface of the mould member and adjacent flank surfaces 243e.
- the flank surfaces 243e of the support fins 243c are provided adjacent side surfaces 242d of the mould body 242, once the support surface 243a of the support member 243 is provided adjacent the inner surface 242i of the mould body 242.
- the support member 243 defines fluid channels 244, recessed in the support surface 243a, extending from a fluid opening at a mould member end face, which are adapted to provide fluid communication between the fluid opening via the fluid channel and via the pores opening out at the inner surface of the mould body to the porous mould cavity wall.
- These hollow tubes 245 are adapted to allow a heated fluid, e.g. gas to pass, and thereby energy is provided resulting in the emission of heat by the hollow tubes and thereby locally melt the adjacent porous first plastic and the second plastic to obtain a weld and thereby secure the support member and the mould body to each other.
- the provision of heat emitting tubes adjacent the flank surfaces ensures an improved securement of the mould body to the support member.
- a sixth embodiment of a mould member 300 is shown, with a portion of a production device in a perspective view.
- a portion of frame 301 is visible that supports the mould member 300.
- a mass feed member 318 is shown, that is connected to a pump, wherein the mass feed member 318 bears against a peripheral cylindrical outer surface 300c of the mould member 300.
- Part of a fluid supply member 319 is visible, bearing against an end face 300a of the mould member 300, here comprising a hose 319a to supply fluid and a hose 3219b to expel fluid.
- the cylindrical mould member 300 has a support member 323, made from a non-porous second plastic, which support member has a support surface 323a. Not visible are fluid channels, defined by the support member, which are recessed in the support surface 323a, extending from a fluid opening at a mould member end face 300a, adapted to provide fluid communication between the fluid opening via the fluid channels.
- the cylindrical mould member 300 further comprises eight mould bodies 322, three of which are visible, having a curved outer surface 322c, forming at part of the cylindrical outer surface 322c of the mould member, and an opposite inner surface 322i.
- Mould body 322 is made at least partially from a porous first plastic, forming a porous structure of intercommunicating pores opening out at the inner surface 322i of the mould body 322.
- the curved outer surface 22c is sealed airtight.
- each mould body 322 one recessed mould cavities 321 is formed in the outer peripheral cylindrical surface 322c of the mould body, defining the shape of the products which are to be produced, the mould cavities being open in the outer surface 322c of the mould body 322 to allow for the filling of the mould cavity 321 with said mass of one or more food starting materials and being defined by a mould cavity wall 321w that is at least partially porous.
- a fluid communication is provided between the fluid opening via the fluid channels and via pores opening out at the inner surface of a mould body to the porous mould cavity wall 321w.
- the support surface 323a of the support member is positioned adjacent the inner surface 322i of the mould body.
- heat emitting parts or particles have been provided close to the inner surface 322i of the mould body 322 and/or the supporting surface 323a of the support member 323.
- Energy has been provided to these heat emitting parts or particles, whereby heat emission of these parts or particles is caused and locally melting of the adjacent porous first plastic and the second plastic, as a result of which a weld is obtained and thereby the support member 323 and the mould body 322 are secured to each other.
- the mould body is also secured to the support surface via a form-fit, as visible at the end face.
- Each of the mould members 416a, 416b, 416c has a longitudinal axis 450, a peripheral cylindrical outer surface 451 and two axial mould member end faces 453.
- the mould members 416a, 416b, 416c comprise a support member 452 made from a non-porous second plastic, which support member has a support surface (not visible), which is positioned adjacent an inner surface (also not visible) of a mould body 444a, 444b ,444c respectively.
- All mould bodies 444a, 444b ,444c are made at least partially from a porous first plastic, forming a porous structure of intercommunicating pores opening out at the inner surface of the mould body, and all have a curved outer surface, which is sealed airtight.
- One or more recessed mould cavities 460 are formed in the outer peripheral cylindrical surface 451 of the mould body, defining the shape of the products which are to be produced.
- the mould cavities 460 are open in the outer surface of the mould body to allow for the filling of the mould cavity with said mass of one or more food starting materials.
- the mould cavities are defined by a mould cavity wall that is at least partially porous, in particular a circumferential wall 466 and a base wall 468.
- the support member 452 is provided with six rows of four essentially square recesses, three rows of which are visible, and the mould bodies 444a are formed as inserts of corresponding dimensions, here as cylindrical wall segments.
- the outer surface of each of the mould bodies 444a forms part of the cylindrical outer surface 451 of the mould member.
- a single recessed mould cavities 460 is formed in the outer peripheral cylindrical surface of the mould body.
- the support member 452 is provided with six rectangular recesses, three of which are visible, and the mould bodies 444a are formed as inserts of corresponding dimensions, here as cylindrical wall segments.
- the outer surface of each of the mould bodies 444b forms part of the cylindrical outer surface 451 of the mould member.
- four recessed mould cavities 460 are formed in the outer peripheral cylindrical surface of the mould body.
- mould body 444c is formed as a hollow cylinder wall, and the support member 452 is formed by a cylinder fitting into this hollow cylinder wall.
- the outer surface of each of the cylindrical mould body forms the cylindrical outer surface 451 of the mould member.
- Six rows of four recessed mould cavities 460 are formed in the outer peripheral cylindrical surface of the mould body 444c.
- heat emitting parts or particles (not visible) have been provided close to the inner surface of the mould body 444a, 444b ,444c and/or the supporting surface of the support member 452. Energy has been provided to these heat emitting parts or particles, whereby heat emission of these parts or particles is caused and locally melting of the adjacent porous first plastic and the second plastic, as a result of which a weld is obtained and thereby the support member 452 and the mould body 444a, 444b ,444c are secured to each other.
- fluid channels defined by the support member, which are recessed in the support surface, extending from a fluid opening at a mould member end face 453, adapted to provide fluid communication between the fluid opening via the fluid channels
- a fluid communication is provided between the fluid opening via the fluid channels and via pores opening out at the inner surface of a mould body to the porous mould cavity wall 466, 468.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Food Science & Technology (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Polymers & Plastics (AREA)
- Zoology (AREA)
- Wood Science & Technology (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Electromagnetism (AREA)
- Toxicology (AREA)
- General Preparation And Processing Of Foods (AREA)
- Formation And Processing Of Food Products (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL2013121A NL2013121B1 (en) | 2014-07-04 | 2014-07-04 | Method for producing a cylindrical mould member for moulding three-dimensional products from a mass of one or more food starting materials. |
| PCT/NL2015/050484 WO2016003279A1 (en) | 2014-07-04 | 2015-07-02 | Method for producing a cylindrical mould member for moulding three-dimensional products from a mass of one or more food starting materials |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3164008A1 EP3164008A1 (en) | 2017-05-10 |
| EP3164008B1 true EP3164008B1 (en) | 2019-04-03 |
Family
ID=51795703
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15738768.9A Active EP3164008B1 (en) | 2014-07-04 | 2015-07-02 | Cylindrical mould member for moulding three-dimensional products from a mass of one or more food starting materials and method its production |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10028515B2 (ko) |
| EP (1) | EP3164008B1 (ko) |
| BR (1) | BR112016030672B1 (ko) |
| DK (1) | DK3164008T3 (ko) |
| NL (1) | NL2013121B1 (ko) |
| WO (1) | WO2016003279A1 (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2946950A1 (en) | 2014-05-09 | 2015-11-12 | Gea Food Solutions Bakel B.V. | Design food forming drum |
| NL2017337B1 (en) * | 2016-08-19 | 2018-03-01 | Marel Townsend Further Proc Bv | Rotary cylindrical mould member and a method for manufacturing a rotary cylindrical mould member for moulding food products suitable for consumption. |
| US10842322B2 (en) * | 2016-10-20 | 2020-11-24 | Provisur Technologies, Inc. | Rotary molding system |
| NL2018036B1 (en) * | 2016-12-21 | 2018-06-28 | Marel Townsend Further Proc Bv | Installations and methods for moulding food products with a pressurized air food product ejection system from a mould drum |
| CN111318708A (zh) * | 2018-12-17 | 2020-06-23 | 南京尚吉增材制造研究院有限公司 | 3d打印制造双层复合管材及其微观组织调控的方法 |
| NL2022602B1 (en) * | 2019-02-19 | 2020-08-31 | Marel Further Proc Bv | Movable mould member for moulding food products |
| CN110558594B (zh) * | 2019-09-27 | 2022-04-01 | 北京西餐食品有限公司 | 一种通脊肉成型加工模具及加工工艺 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1010630C2 (nl) | 1998-11-23 | 2000-05-24 | Stork Pmt | Vormen. |
| NL1020942C2 (nl) | 2002-06-26 | 2003-12-30 | Stork Titan Bv | Vorminrichting. |
| NL1026171C2 (nl) * | 2004-05-11 | 2005-11-14 | Stork Titan Bv | Vormen. |
| US7931461B2 (en) * | 2007-11-28 | 2011-04-26 | Stork Titan B.V. | Mould member for moulding three-dimensional products, system and methods of manufacturing a mould member |
| WO2012012581A1 (en) * | 2010-07-20 | 2012-01-26 | Formax, Inc. | Method and apparatus for rotary molding |
| WO2012107236A2 (en) * | 2011-02-10 | 2012-08-16 | Gea Cfs Bakel B.V. | Food forming drum |
| NL2006841C2 (nl) * | 2011-05-24 | 2012-11-27 | Marel Townsend Further Proc Bv | Vorminrichting, alsmede werkwijze voor het vormen van een voedingsproduct. |
-
2014
- 2014-07-04 NL NL2013121A patent/NL2013121B1/en not_active IP Right Cessation
-
2015
- 2015-07-02 BR BR112016030672-4A patent/BR112016030672B1/pt active IP Right Grant
- 2015-07-02 EP EP15738768.9A patent/EP3164008B1/en active Active
- 2015-07-02 US US15/323,642 patent/US10028515B2/en active Active
- 2015-07-02 WO PCT/NL2015/050484 patent/WO2016003279A1/en active Application Filing
- 2015-07-02 DK DK15738768.9T patent/DK3164008T3/da active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3164008A1 (en) | 2017-05-10 |
| WO2016003279A1 (en) | 2016-01-07 |
| US20170156352A1 (en) | 2017-06-08 |
| BR112016030672A2 (ko) | 2017-08-22 |
| BR112016030672B1 (pt) | 2022-02-15 |
| US10028515B2 (en) | 2018-07-24 |
| DK3164008T3 (da) | 2019-07-08 |
| NL2013121B1 (en) | 2016-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3164008B1 (en) | Cylindrical mould member for moulding three-dimensional products from a mass of one or more food starting materials and method its production | |
| US7931461B2 (en) | Mould member for moulding three-dimensional products, system and methods of manufacturing a mould member | |
| CN102892296B (zh) | 3d食品成型设备和过程 | |
| EP2140767B1 (en) | Food product forming apparatus and process | |
| KR102072753B1 (ko) | 3d프린터 토출시스템 | |
| CN212124201U (zh) | 包括冷却功能的3d打印机用底座 | |
| JPH01101841A (ja) | 食物パツテイー成形機 | |
| CN102713061A (zh) | 包括具有烧结颈部的加热元件的纸浆模具 | |
| KR101788674B1 (ko) | 노즐 청소 기능을 갖는 3차원 프린터 | |
| KR20150117368A (ko) | 드라이아이스 제조장치 | |
| CN102713063A (zh) | 用于纸浆模具的底板 | |
| EP3656534B1 (en) | A system for thermoformable film packaging of portioned products and a modular conveyor equipped with such a system | |
| CN204466799U (zh) | 打印盒及三维打印机 | |
| CN107599402A (zh) | 一种3d打印机的底板 | |
| EP3898177B1 (en) | Mould configuration | |
| KR101642408B1 (ko) | 3d 프린터용 원료 가압장치 및 이를 적용한 3d 프린터 | |
| CN102713062A (zh) | 包括部分机械加工的平坦底表面的多孔的烧结纸浆模具 | |
| JP2004275992A (ja) | 容器洗浄装置 | |
| CN104589653A (zh) | 打印盒、三维打印机及三维打印方法 | |
| WO2016036426A1 (en) | Molding tool and casting mold | |
| KR101690149B1 (ko) | 서포트 분리가 용이한 3차원 프린터 | |
| CN206475447U (zh) | 一种3d打印头 | |
| JP3786647B2 (ja) | パルス通電加圧焼結用のダイセット及びパルス通電加圧焼結システム | |
| CN214982928U (zh) | 一种用于生产全降解餐具的模具 | |
| JP2014110775A (ja) | キャンディ用のデポジッター、及びこれを利用した製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170119 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A22C 7/00 20060101AFI20180920BHEP Ipc: A23P 30/10 20160101ALI20180920BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20181015 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MAREL FURTHER PROCESSING B.V. |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: DEKKER, THOMAS WILLEM Inventor name: MEULENDIJKS, JOHANNES MARTINUS Inventor name: BOOM, WILHELMUS GERARDUS MARIA Inventor name: VEROUDEN, FRANCISCUS QUIRINUS FREDRIK |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1114619 Country of ref document: AT Kind code of ref document: T Effective date: 20190415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602015027583 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20190704 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1114619 Country of ref document: AT Kind code of ref document: T Effective date: 20190403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190803 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190703 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190803 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602015027583 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20200106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190702 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190403 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230514 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240620 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20240619 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240619 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240619 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20240619 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240619 Year of fee payment: 10 |