EP3141640B1 - Cross-lapper and method for controlling such a cross-lapper - Google Patents
Cross-lapper and method for controlling such a cross-lapper Download PDFInfo
- Publication number
- EP3141640B1 EP3141640B1 EP16186076.2A EP16186076A EP3141640B1 EP 3141640 B1 EP3141640 B1 EP 3141640B1 EP 16186076 A EP16186076 A EP 16186076A EP 3141640 B1 EP3141640 B1 EP 3141640B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- belt
- carriage
- motor
- driven
- drive roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 5
- 230000001133 acceleration Effects 0.000 claims description 34
- 230000000295 complement effect Effects 0.000 claims description 11
- 239000000835 fiber Substances 0.000 claims description 10
- 238000009960 carding Methods 0.000 claims description 4
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000007547 defect Effects 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 230000001464 adherent effect Effects 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 101100491335 Caenorhabditis elegans mat-2 gene Proteins 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G25/00—Lap-forming devices not integral with machines specified above
Definitions
- the present invention relates to a device forming a spreader-lapper intended to coat a web of fibers, in particular non-woven, in particular at the outlet of a carding device, as well as to a method for controlling a spreader-lapper of this gender.
- a spreader-lapper arranged at the outlet of a carding device producing a web of non-woven fibers comprises a front belt bringing the web of fibers into the spreader-lapper to a mobile accumulator carriage following a movement back and forth, a rear belt bringing the accumulated web to a lapper carriage also movable following a back and forth movement and an exit apron, the accumulator carriage being arranged to return the fiber web towards the lapper trolley, and the latter being arranged to deposit the veil accumulated and returned by the accumulator trolley on the apron to obtain a tablecloth composed of layers which are at an angle, alternately in one direction and in the other, relative to the direction in length of the tablecloth.
- the characteristics of the web that we wish to obtain are adjusted in advance on the basis of the adjustments of the web entry speeds, speeds and strokes. moving carriages back and forth, and generally kinematic data of the constituents of the spreader spreader.
- the spreader-lapper devices known from the prior art have the disadvantage that defects in uniformity compared to the characteristics set in advance appearing here and there on the final tablecloth. This is especially the case when trying to increase production speed by using more powerful motors.
- the present invention aims at a lapper spreader making it possible to obtain the most uniform web possible in relation to these characteristics set in advance, and this preferably at the speed highest possible production.
- a spreader-lapper in particular arranged at the outlet of a carding device producing a web of fibers, in particular non-woven, comprising a front belt bringing the web of fibers into the spreader-lapper until to a mobile accumulator carriage following a back and forth movement; a rear belt bringing the accumulated veil to a mobile lapper carriage following a back and forth movement; and an outlet apron, the accumulator carriage being arranged to return the web of fiber towards the lapper carriage, and the latter being arranged to deposit the web accumulated and returned by the accumulator carriage on the apron at an angle, alternately in one direction and in the other, relative to the length direction of the web, the front and rear belts being driven by rollers respective front and rear drive motors driven by respective front and rear main motors, is characterized by anti-slip means intended to prevent relative sliding of at least one of the front and rear belts relative to its respective roller, especially rear, preferably both front and rear mats.
- the inventor of the present invention understood that the defects in uniformity with respect to the characteristics set in advance appearing on the web obtained at the outlet of the spreader-lapper are due to uncontrolled speed differentials between the front belt and the rear belt in particular in the path of the web between the accumulator carriage and the lapper carriage where the web is supported by the rear belt and capped by the front belt, as well as at speed differentials between the means bringing the card web and the front belt taking it up and speed differentials between the rear belt bringing the web into the lapper carriage and the speed of the latter depositing the web on the web being formed at the lapper outlet, each of these causes of fault is notably induced by sliding phenomena between the front belt or the rear belt and its control roller during the acceleration or deceleration phases of the belts occurring in particular at each reversal of the movement of the coating carriage.
- the accelerations and decelerations of the belts increase with the entry speed of the lapper, the defects induced by these sliding phenomena are accentuated with the production speed.
- the anti-slip means consist of at least one auxiliary drive roller associated with an auxiliary motor, which applies a complementary actuation force to the respective drive roller of said at least one of the front and rear belts, itself driven by its respective main engine.
- auxiliary drive roller in addition to the main drive roller, it facilitates the fine adjustment of the movement of the belt relative to the web, in particular by avoiding having to spend the effort necessary for the acceleration of any the length of the belt at a single control point and therefore increase the risk of slipping between the belt and its control roller during strong acceleration.
- the or each auxiliary drive roller is driven by a torque-controlled auxiliary motor.
- the or each main drive roller is driven by its speed-controlled main motor.
- the torque of the or each auxiliary motor is controlled as a function, in particular proportionally, of the acceleration of the lapper carriage and as a function of the layup cycles (forward acceleration, outward deceleration, return acceleration, return deceleration) so as to relieve the main motor in these acceleration and deceleration phases, thus reducing the effort to be transmitted between the main drive roller and the belt.
- the present invention also relates to a method for controlling a spreader-lapper comprising a front belt, an accumulator carriage, a rear belt, a lapper carriage and an exit apron, the speeds and movements of the different elements of the spreader-lapper being adjusted in advance to obtain a web having characteristics given in advance, the front belt being driven by a front drive roller driven by a front main motor and the rear belt being driven by a rear drive roller driven by a rear main motor, the accumulator and lapper carriages being mobile in a back-and-forth movement, is characterized by the step which consists of providing anti-slip means intended to cancel the slip between at least one of the front and rear belt and its respective drive roller, comprising at least one auxiliary drive roller driven by a torque-controlled auxiliary motor, and the or each main motor being speed-controlled.
- the movements and/or displacements of the carriages 9 and 12 and the belts 5 and 2 are controlled by a central unit which controls their respective motors according to the kinematic data (positions, speeds, acceleration) desired for each, these settings define the parameters (in particular length, orientation of the bias folds and surface density) desired for the final tablecloth.
- the two belts 2 and 5 are endless belts which circulate in opposite directions to each other.
- the front belt 2 is guided along its circulation path by rollers 2a to 2n.
- the rear belt 5 is guided along its path by rollers 5b to 5n.
- the rollers are freely rotatable, except those connected to motor means, as described in the present application.
- the two belts are driven so as to have in the zone of mutual covering of the web (between the two carriages and up to the apron, in particular in the vertical passage 17 just before the site 11 of deposit on the tablecloth located on the apron 3 (driven by rollers, including in particular the roller 3a), equal speeds corresponding to the desired speed of feeding the web 4 to the deposition site 11.
- the rear belt 5 makes a 180° turn around the roller 5g after the zone 52 of mutual covering/pinching of the web by the two belts 2 and 5.
- the entrance belt 2 is diverted around a detour roller 2f.
- the lapper carriage moves back and forth in the horizontal direction in the figure.
- the belt 5 undergoes a variation in its length (substantially equal to twice the movement in one direction given from the cart 9). It is therefore appropriate to provide compensation for this variation, which is achieved by the fact that the rear belt 5 makes a 180° turn around a roller 5l carried by a compensating carriage 16 moving back and forth in synchronization with the movement of the carriage 9.
- regions 56 and 57 of the belt 5 shorten when regions 52, 53 and 59 of the belt 5 increase and vice versa.
- a toothed belt 76 is provided fixed at one end to the lapper carriage and at the other end to the carriage 16, the belt 76 meshing with a driving pulley 77 connected to a motor with two directions of operation, controlled in speed.
- an inextensible cable 78 connects the two other sides of the carriages 9 and 16.
- An identical arrangement is made to synchronize the movement of the accumulator carriage and the length of the input belt 2.
- the belt 2 makes a 180° turn around a roller 2l carried by a compensating carriage 14 moving back and forth in synchronization with the movement of the carriage 12.
- regions 26 and 27 of the belt 2 shorten when the regions 21, 22 and 23 of mat 2 increase and vice versa.
- a toothed belt 71 is provided fixed at one end to the accumulation carriage 12 and at the other end to the carriage 14, the belt 71 meshing with a driving pulley 72 connected to a motor with two directions of travel , ordered in speed.
- an inextensible cable 73 connects the two other sides of the carriages 12 and 14.
- Each of the belts 2, 5 passes over a respective motor roller 2i, 5i connected to a respective motor 74, 79 controlled in speed (serves motor, stepper or similar).
- Two return rollers, 2h, 2j and 5h, 5j are arranged on either side of the driving rollers 2i, 5i, in order to maximize the winding of the belt around its control roller and therefore its adhesion.
- the drive motors 74, 79 and the pulley motors 72, 77 are controlled (by the central unit not shown) to adapt them to the desired characteristics of the final product to be obtained (length, surface density, etc.) which depend in particular on the entry speed of the web and/or the stroke of the lapper carriage and/or the accelerations of the carriages, and/or others.
- a complementary motor 101 acts on the front belt 2. It operates a 2m drive roller, which is provided with an adherent coating and is preferably associated with a 2n detour roller to increase the winding of the carpet around the 2m roller.
- the motor roller 2i and the complementary motor roller 2m are placed relatively far from each other along the path of the belt to distribute the traction stresses as much as possible, particularly during acceleration phases.
- the complementary motor 101 is controlled in torque, in particular for each point of the coating cycle of the spreader-lapper.
- the torque of the complementary motor is controlled to avoid relative sliding between the front belt 2 and the motor roller 2i.
- a complementary motor 111 acts on the rear belt 5.
- 5m drive roller which is preferably lined with an adherent coating and associated with a 5n detour roller to increase the wrapping of the carpet around the 5m roller.
- the motor roller 5i and the complementary motor roller 5m are placed relatively far from each other along the path of the belt to distribute the traction stresses as much as possible, particularly during acceleration phases.
- the complementary motor 111 is controlled in torque, in particular for each point of the coating cycle of the spreader-lapper.
- the torque of the complementary motor is controlled to avoid relative sliding between the belt 5 and the motor roller 5i.
- the complementary motors make it possible to improve the behavior of the lapper spreader by canceling on the one hand the slipping of belts on their control rollers and on the other hand by limiting the tension variations in the belts during the phases of operation. acceleration and deceleration thanks to the two-point control of each belt. We thus combat the effects induced by carpet sliding on the tablecloth.
- a topping cycle can be as follows:
- the carriage 9 is then stopped while the carriage 12 moves at constant speed backwards to extend the regions 21 and 22 of the belt 2.
- the speed V74 of the main motor 74 of the belt 2 is zero because the regions 22 and 23 are immobile.
- the speed V12 of the carriage 12 is equal to half the entry speed of the web 4.
- the speed of the pinching region 52 of the belt 5 is zero because it is equal to the speed of the region 22 of the belt 2.
- the speed of the regions 58 and 59 is zero.
- Speed V111 of motor 111 is zero.
- the speed V79 of the motor 79 is twice the speed of the lapper carriage.
- a first phase P1 the lapper carriage accelerates backwards (towards the left at the figure 2 ), starting its forward movement.
- the speed of sections 52, 57, 58 and 59 remain zero while sections 53 to 56 undergo an acceleration equal to twice that of the lapper carriage 9 and its compensating carriage 16. Due to the acceleration of sections 55 and 56 as well as the compensating carriage 16 on the one hand and the need to maintain zero speed in sections 52, 57, 58 and 59, the application of a positive torque in the motor 111 yet at zero speed makes it possible to oppose tension induced by the acceleration of sections 58, 59 and 52 as well as by the rotational acceleration of rollers 5j, 5k and 5l that they induce.
- the positive torque applied by the motor 111 although at zero speed, thus makes it possible to relieve the motor 79 while reducing the voltage induced by these accelerations in the sections 58, 59 and 52.
- this phase P1 of the entire circuit of the belt before 2, only the rollers 2e, 2f and 2g undergo an acceleration induced by the acceleration of the carriage 9 which implies that a non-zero positive torque is applied by the motor 74 in order to keep the speed of the sections 22 and 23 zero.
- the torque applied by the motor 101 can then be zero or simply contribute to opposing the rotational friction of the roller 2l.
- This phase ends beyond the middle of the travel of the lapper carriage 9 and in particular beyond the last third of its travel to enter a phase P3 of deceleration of the carriage 9 until it stops at the end of the outward travel.
- the speed of sections 52, 57, 58 and 59 remain zero while sections 53 to 56 undergo a deceleration equal to twice that of the lapper carriage 9 and its compensating carriage 16.
- phase P4 the lapper carriage 9 accelerates towards the entrance (towards the right at the figure 2 ) beginning the return phase.
- the accumulator carriage which had remained at a constant speed during phases P1 to P3 begins its deceleration until it stops and then reverses.
- the motor 101 can in fact contribute to the deceleration of the rollers 2c and 2d induced by the deceleration of the accumulator carriage 12 but also to the acceleration of the rollers 2j to 2l induced by the need to accelerate the sail section 42 and therefore the section 22 at twice the acceleration of the lapper carriage 9 in order to maintain a speed of delivery of the veil at point 11 equal to the speed of the lapper carriage 9.
- sections 53 to 56 and rollers 5h to 5k are at zero speed.
- the section of belt 52 as well as the rollers 5m, 5n and 5b undergo an acceleration equal to 2 times that of the carriage 9 in order to feed it, while the rollers 5c to 5f, as well as 5l, undergo a combination between 2 times l acceleration of the lapper carriage 9 and deceleration of the accumulator carriage 12.
- the motor 79 will apply a positive torque opposing the movement of the section 53 induced by the accelerations of the rollers 5b to 5g.
- a positive torque on the motor 111 will assist the motor 79 by contributing in particular to the acceleration of the roller 5l and thus to the reduction of the tensions induced in the sections 58, 59, 52 and 53.
- This phase ends beyond the middle of the stroke of the lapper carriage 9 and in particular beyond the last third of its stroke to enter a phase P6 of deceleration of the carriage 9 until it stops at the end of the return stroke.
- the speed of sections 53, 55 and 56 remain zero while sections 52 and 57 to 59 undergo a deceleration equal to 2 times that of the lapper carriage 9 and its compensating carriage 16.
- the motor 101 can in fact contribute to the acceleration of the rollers 2c and 2d induced by the acceleration of the accumulator carriage 12 but also to the deceleration of the rollers 2j to 2l induced by the need to decelerate the sail section 42 and therefore the section 22 at twice the deceleration of the lapper carriage 9 in order to maintain a speed of delivery of the web at point 11 equal to the speed of the lapper carriage 9.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
- Advancing Webs (AREA)
Description
La présente invention se rapporte à un dispositif formant étaleur-nappeur destiné à napper un voile de fibres, notamment de non tissé, notamment à la sortie d'un dispositif de carde, ainsi qu'à un procédé pour commander un étaleur-nappeur de ce genre.The present invention relates to a device forming a spreader-lapper intended to coat a web of fibers, in particular non-woven, in particular at the outlet of a carding device, as well as to a method for controlling a spreader-lapper of this gender.
Classiquement, un étaleur-nappeur disposé à la sortie d'un dispositif de carde produisant un voile de fibres de non-tissé comporte un tapis avant amenant le voile de fibres dans l'étaleur-nappeur jusqu'à un chariot accumulateur mobile suivant un mouvement de va-et-vient, un tapis arrière amenant le voile accumulé jusqu'à un chariot nappeur également mobile suivant un mouvement de va-et-vient et un tablier de sortie, le chariot accumulateur étant agencé pour renvoyer le voile de fibre vers le chariot nappeur, et ce dernier étant agencé pour déposer le voile accumulé et renvoyé par le chariot accumulateur sur le tablier pour obtenir une nappe composée de couches qui sont en biais, alternativement dans un sens et dans l'autre, par rapport à la direction en longueur de la nappe.Conventionally, a spreader-lapper arranged at the outlet of a carding device producing a web of non-woven fibers comprises a front belt bringing the web of fibers into the spreader-lapper to a mobile accumulator carriage following a movement back and forth, a rear belt bringing the accumulated web to a lapper carriage also movable following a back and forth movement and an exit apron, the accumulator carriage being arranged to return the fiber web towards the lapper trolley, and the latter being arranged to deposit the veil accumulated and returned by the accumulator trolley on the apron to obtain a tablecloth composed of layers which are at an angle, alternately in one direction and in the other, relative to the direction in length of the tablecloth.
Les caractéristiques de la nappe que l'on souhaite obtenir (grammage, densité surfacique, orientation des plis, longueur des plis, etc) sont réglées à l'avance sur la base des réglages des vitesses d'entrée du voile, des vitesses et courses des chariots mobiles en va et vient, et de manière générale des données cinématiques des constituants de l'étaleur nappeur. Les dispositifs étaleur-nappeurs connus de l'art antérieur présentent comme inconvénient que des défauts d'uniformité par rapport aux caractéristiques réglées à l'avance apparaissant ça et là sur la nappe finale. C'est particulièrement le cas lorsque l'on tente d'augmenter la vitesse de production en utilisant des moteurs plus puissants.The characteristics of the web that we wish to obtain (grammage, surface density, orientation of the folds, length of the folds, etc.) are adjusted in advance on the basis of the adjustments of the web entry speeds, speeds and strokes. moving carriages back and forth, and generally kinematic data of the constituents of the spreader spreader. The spreader-lapper devices known from the prior art have the disadvantage that defects in uniformity compared to the characteristics set in advance appearing here and there on the final tablecloth. This is especially the case when trying to increase production speed by using more powerful motors.
De
Une fois réglées les caractéristiques de la nappe que l'on souhaite obtenir, la présente invention vise un étaleur nappeur permettant d'obtenir une nappe la plus uniforme possible par rapport à ces caractéristiques réglées à l'avance, et ce de préférence à la vitesse de production la plus élevée possible.Once the characteristics of the web that we wish to obtain have been adjusted, the present invention aims at a lapper spreader making it possible to obtain the most uniform web possible in relation to these characteristics set in advance, and this preferably at the speed highest possible production.
Suivant l'invention, un étaleur-nappeur, notamment disposé à la sortie d'un dispositif de carde produisant un voile de fibres, notamment de non-tissé, comportant un tapis avant amenant le voile de fibres dans l'étaleur-nappeur jusqu'à un chariot accumulateur mobile suivant un mouvement de va-et-vient ; un tapis arrière amenant le voile accumulé jusqu'à un chariot nappeur mobile suivant un mouvement de va-et-vient ; et un tablier de sortie, le chariot accumulateur étant agencé pour renvoyer le voile de fibre vers le chariot nappeur, et ce dernier étant agencé pour déposer le voile accumulé et renvoyé par le chariot accumulateur sur le tablier en biais, alternativement dans un sens et dans l'autre, par rapport à la direction en longueur de la nappe, les tapis avant et arrière étant entraînés par des rouleaux d'entraînement respectifs avant et arrière entraînés par des moteurs principaux respectifs avant et arrière, est caractérisé par des moyens anti-glissement destinés à empêcher un glissement relatif d'au moins l'un des tapis avant et arrière par rapport à son rouleau respectif, notamment arrière, de préférence des deux tapis avant et arrière.According to the invention, a spreader-lapper, in particular arranged at the outlet of a carding device producing a web of fibers, in particular non-woven, comprising a front belt bringing the web of fibers into the spreader-lapper until to a mobile accumulator carriage following a back and forth movement; a rear belt bringing the accumulated veil to a mobile lapper carriage following a back and forth movement; and an outlet apron, the accumulator carriage being arranged to return the web of fiber towards the lapper carriage, and the latter being arranged to deposit the web accumulated and returned by the accumulator carriage on the apron at an angle, alternately in one direction and in the other, relative to the length direction of the web, the front and rear belts being driven by rollers respective front and rear drive motors driven by respective front and rear main motors, is characterized by anti-slip means intended to prevent relative sliding of at least one of the front and rear belts relative to its respective roller, especially rear, preferably both front and rear mats.
L'inventeur de la présente invention a compris que les défauts d'uniformité par rapport aux caractéristiques réglées à l'avance apparaissant sur la nappe obtenue en sortie de l'étaleur-nappeur sont dus à des différentiels non maîtrisés de vitesses entre le tapis avant et le tapis arrière notamment dans le parcours du voile entre le chariot accumulateur et le chariot nappeur où le voile est supporté par le tapis arrière et coiffé par le tapis avant, ainsi qu'à des différentiels de vitesses entre le moyen amenant le voile de carde et le tapis avant le reprenant et des différentiels de vitesse entre le tapis arrière amenant le voile dans le chariot nappeur et la vitesse de ce dernier déposant le voile sur la nappe en formation en sortie de nappeur, chacune de ces causes de défaut est notamment induite par des phénomènes de glissement entre le tapis avant ou le tapis arrière et son rouleau de commande lors des phases d'accélération ou de décélération des tapis intervenant notamment à chaque inversion du mouvement du chariot de nappage. Les accélérations et décélérations des tapis augmentant avec la vitesse d'entrée du nappeur, les défauts induits par ces phénomènes de glissement sont accentués avec la vitesse de production.The inventor of the present invention understood that the defects in uniformity with respect to the characteristics set in advance appearing on the web obtained at the outlet of the spreader-lapper are due to uncontrolled speed differentials between the front belt and the rear belt in particular in the path of the web between the accumulator carriage and the lapper carriage where the web is supported by the rear belt and capped by the front belt, as well as at speed differentials between the means bringing the card web and the front belt taking it up and speed differentials between the rear belt bringing the web into the lapper carriage and the speed of the latter depositing the web on the web being formed at the lapper outlet, each of these causes of fault is notably induced by sliding phenomena between the front belt or the rear belt and its control roller during the acceleration or deceleration phases of the belts occurring in particular at each reversal of the movement of the coating carriage. The accelerations and decelerations of the belts increase with the entry speed of the lapper, the defects induced by these sliding phenomena are accentuated with the production speed.
En prévoyant des moyens ayant pour fonction d'empêcher le glissement relatif des tapis avant et/ou arrière par rapport au rouleau d'entraînement respectif, on obtient en sortie comme résultat une nappe sans défaut par rapport à la nappe que l'on s'attend à obtenir par rapport aux réglages préalables des paramètres de l'étaleur-nappeur. En outre, le glissement n'existant plus, on peut augmenter le débit de production de la nappe de l'étaleur-nappeur sans diminution de la qualité de la nappe obtenue et/ou on peut prévoir, pour un même débit qu'actuellement d'utiliser un moteur de commande du rouleau d'entraînement moins lourd et/ou moins puissant et donc diminuer le coût de revient final de la nappe de non tissé.By providing means having the function of preventing the relative sliding of the front and/or rear belts relative to the respective drive roller, we obtain in output as a result a defect-free web compared to the web that we expect to obtain in relation to the prior settings of the spreader-lapper parameters. In addition, the slip no longer existing, we can increase the production rate of the layer of the spreader-lapper without reducing the quality of the layer obtained and/or we can provide, for the same flow rate as currently d use a less heavy and/or less powerful drive roller control motor and therefore reduce the final cost price of the non-woven web.
Les moyens anti-glissement sont constitués par au moins un rouleau d'entraînement auxiliaire associé à un moteur auxiliaire, qui applique une force d'actionnement complémentaire au rouleau d'entraînement respectif dudit au moins un des tapis avant et arrière, lui même entraîné par son moteur principal respectif.The anti-slip means consist of at least one auxiliary drive roller associated with an auxiliary motor, which applies a complementary actuation force to the respective drive roller of said at least one of the front and rear belts, itself driven by its respective main engine.
En prévoyant ainsi un rouleau d'entraînement auxiliaire en plus du rouleau d'entraînement principal, on facilite le réglage fin du mouvement du tapis par rapport au voile, notamment en évitant d'avoir à passer l'effort nécessaire à l'accélération de toute la longueur du tapis en un seul point de commande et donc d'accentuer les risques de glissement entre le tapis et son rouleau de commande lors des fortes accélérations.By thus providing an auxiliary drive roller in addition to the main drive roller, it facilitates the fine adjustment of the movement of the belt relative to the web, in particular by avoiding having to spend the effort necessary for the acceleration of any the length of the belt at a single control point and therefore increase the risk of slipping between the belt and its control roller during strong acceleration.
Le ou chaque rouleau d'entraînement auxiliaire est entraîné par un moteur auxiliaire commandé en couple.The or each auxiliary drive roller is driven by a torque-controlled auxiliary motor.
Le ou chaque rouleau d'entraînement principal est entraîné par son moteur principal commandé en vitesse.The or each main drive roller is driven by its speed-controlled main motor.
En particulier, le couple du ou de chaque moteur auxiliaire est commandé en fonction, notamment proportionnellement, de l'accélération du chariot nappeur et en fonction des cycles de nappage (accélération aller, décélération aller, accélération retour, décélération retour) de façon à soulager le moteur principal dans ces phases d'accélérations et de décélérations diminuant ainsi l'effort à transmettre entre le rouleau d'entraînement principal et le tapis.In particular, the torque of the or each auxiliary motor is controlled as a function, in particular proportionally, of the acceleration of the lapper carriage and as a function of the layup cycles (forward acceleration, outward deceleration, return acceleration, return deceleration) so as to relieve the main motor in these acceleration and deceleration phases, thus reducing the effort to be transmitted between the main drive roller and the belt.
La présente invention se rapporte aussi à un procédé pour commander un étaleur-nappeur comportant un tapis avant, un chariot accumulateur, un tapis arrière, un chariot nappeur et un tablier de sortie, les vitesses et déplacements des différents éléments de l'étaleur nappeur étant réglés à l'avance pour obtenir une nappe ayant des caractéristiques données à l'avance, le tapis avant étant entraîné par un rouleau d'entraînement avant entraîné par un moteur principal avant et le tapis arrière étant entraîné par un rouleau d'entraînement arrière entraîné par un moteur principal arrière, les chariots accumulateur et nappeur étant mobiles suivant un mouvement de va-et-vient, est caractérisé par l'étape qui consiste à prévoir des moyens anti-glissement destinés à annuler le glissement entre au moins l'un du tapis avant et arrière et son rouleau d'entraînement respectif, comportant au moins un rouleau d'entraînement auxiliaire entraîné par un moteur auxiliaire commandé en couple, et le ou chaque moteur principal étant commandé en vitesse.The present invention also relates to a method for controlling a spreader-lapper comprising a front belt, an accumulator carriage, a rear belt, a lapper carriage and an exit apron, the speeds and movements of the different elements of the spreader-lapper being adjusted in advance to obtain a web having characteristics given in advance, the front belt being driven by a front drive roller driven by a front main motor and the rear belt being driven by a rear drive roller driven by a rear main motor, the accumulator and lapper carriages being mobile in a back-and-forth movement, is characterized by the step which consists of providing anti-slip means intended to cancel the slip between at least one of the front and rear belt and its respective drive roller, comprising at least one auxiliary drive roller driven by a torque-controlled auxiliary motor, and the or each main motor being speed-controlled.
A titre d'exemple, on décrit maintenant un mode de réalisation préféré de l'invention en se reportant aux dessins dans lesquels :
- la figure 1
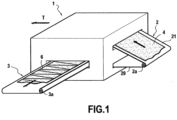
- est une vue en perspective schématique d'un étaleur-nappeur suivant l'invention ;
- la figure 2
- est une vue en coupe schématique de l'étaleur-nappeur de la
figure 1 dans un plan perpendiculaire au plan de la nappe déposée sur le tablier, le chariot nappeur se trouvant dans une position entre la position d'extrémité droite ou avant de dépôt lors du cycle de nappage et une position gauche ou arrière par rapport à la nappe déposée sur le tablier de l'étaleur-nappeur.
- Figure 1
- is a schematic perspective view of a spreader-lapper according to the invention;
- Figure 2
- is a schematic sectional view of the spreader-lapper of the
figure 1 in a plane perpendicular to the plane of the tablecloth deposited on the apron, the tablecloth carriage being in a position between the right end position or before deposition during the tablecloth cycle and a left or rear position relative to the tablecloth deposited on the spreader-lapper apron.
Les mouvements et/ou déplacements des chariots 9 et 12 et des tapis 5 et 2 sont commandés par une unité centrale qui commande leur moteur respectif en fonction des données cinématiques (positions, vitesses, accélération) souhaitées pour chacun, ces réglages définissant les paramètres (notamment longueur, orientation des plis en biais et densité surfacique) souhaités pour la nappe finale.The movements and/or displacements of the
Les deux tapis 2 et 5 sont des tapis sans fin qui circulent en sens contraire l'un de l'autre. Le tapis avant 2 est guidé le long de son trajet de circulation par des rouleaux 2a à 2n. Le tapis arrière 5 est guidé le long de son trajet par des rouleaux 5b à 5n. Les rouleaux sont librement rotatifs, sauf ceux reliés à des moyens moteurs, comme décrits dans la présente demande.The two
De préférence, les deux tapis sont entraînés de façon à avoir dans la zone de recouvrement mutuel du voile (entre les deux chariots et jusqu'au tablier, notamment dans le passage vertical 17 juste avant le site 11 de dépôt sur la nappe se trouvant sur le tablier 3 (entraîné par des rouleaux, dont notamment le rouleau 3a), des vitesses égales correspondant à la vitesse souhaitée d'alimentation du voile 4 au site 11 de dépôt.Preferably, the two belts are driven so as to have in the zone of mutual covering of the web (between the two carriages and up to the apron, in particular in the
Le tapis arrière 5 effectue un virage à 180° autour du rouleau 5g après la zone 52 de recouvrement/pincement mutuel du voile par les deux tapis 2 et 5. Pour éviter une compression du voile dans le chariot nappeur, notamment à la transition entre la partie 42 et la zone de dépôt 11, le tapis 2 d'entrée est détournée autour d'un rouleau de détour 2f.The
Le chariot nappeur effectue un déplacement en va et vient dans la direction horizontale à la figure. Lors de ce déplacement, le tapis 5 subit une variation de sa longueur (sensiblement égale au double du déplacement dans un sens donné du chariot 9). Il convient donc de prévoir une compensation de cette variation, ce qui est réalisé par le fait que le tapis 5 arrière effectue un virage à 180° autour d'un rouleau 5l porté par un chariot compensateur 16 mobile en va et vient en synchronisation avec le mouvement du chariot 9. Ainsi, des régions 56 et 57 du tapis 5 se raccourcissent lorsque les régions 52, 53 et 59 du tapis 5 augmentent et réciproquement. Pour réaliser la synchronisation, il est prévu une courroie crantée 76 fixée à une extrémité au chariot nappeur et à l'autre extrémité au chariot 16, la courroie 76 engrenant avec une poulie motrice 77 reliée à un moteur à deux sens de marche, commandé en vitesse. D'autre part, un câble 78 inextensible relie les deux autres côtés des chariots 9 et 16.The lapper carriage moves back and forth in the horizontal direction in the figure. During this movement, the
Un agencement identique est réalisé pour synchroniser le déplacement du chariot accumulateur et la longueur du tapis 2 d'entrée. Le tapis 2 effectue un virage à 180° autour d'un rouleau 2l porté par un chariot compensateur 14 mobile en va et vient en synchronisation avec le mouvement du chariot 12. Ainsi, des régions 26 et 27 du tapis 2 se raccourcissent lorsque les régions 21, 22 et 23 du tapis 2 augmentent et réciproquement. Pour réaliser la synchronisation, il est prévu une courroie crantée 71 fixée à une extrémité au chariot 12 d'accumulation et à l'autre extrémité au chariot 14, la courroie 71 engrenant avec une poulie motrice 72 reliée à un moteur à deux sens de marche, commandé en vitesse. D'autre part, un câble 73 inextensible relie les deux autres côtés des chariots 12 et 14.An identical arrangement is made to synchronize the movement of the accumulator carriage and the length of the
Chacun des tapis 2, 5 passe sur un rouleau moteur respectif 2i, 5i relié à un moteur respectif 74, 79 commandé en vitesse (serve moteur, pas à pas ou analogue). Deux rouleaux de retour, 2h, 2j et 5h, 5j sont agencés de part et d'autre des rouleaux moteurs 2i, 5i, afin de maximiser l'enroulement du tapis autour de son rouleau de commande et donc son adhérence.Each of the
Les moteurs d'entraînement 74, 79 et les moteurs des poulies 72, 77 sont commandés (par l'unité centrale non représentée) pour les adapter au caractéristiques souhaitées du produit final à obtenir (longueur, densité surfacique, etc) qui dépendent notamment de la vitesse d'entrée du voile et/ou de la course du chariot nappeur et/ou des accélérations des chariots, et/ou autres.The
Un moteur 101 complémentaire agit sur le tapis 2 avant. Il actionne un rouleau d'entraînement 2m, qui est garni d'un revêtement adhérent et est de préférence associé à un rouleau de détour 2n pour augmenter l'enroulement du tapis autour du rouleau 2m. Le rouleau moteur 2i et le rouleau moteur 2m complémentaire sont placés relativement loin l'un de l'autre le long du trajet du tapis pour répartir autant que possible les contraintes de traction, notamment pendant les phases d'accélération.A
Le moteur 101 complémentaire est commandé en couple, notamment pour chaque point du cycle de nappage de l'étaleur-nappeur. Le couple du moteur complémentaire est commandé pour éviter le glissement relatif entre le tapis 2 avant et le rouleau 2i moteur.The
Un moteur 111 complémentaire agit sur le tapis 5 arrière.A
Il actionne un rouleau d'entraînement 5m, qui est de préférence garni d'un revêtement adhérent et associé à un rouleau de détour 5n pour augmenter l'enroulement du tapis autour du rouleau 5m. Le rouleau moteur 5i et le rouleau moteur 5m complémentaire sont placés relativement loin l'un de l'autre le long du trajet du tapis pour répartir autant que possible les contraintes de traction, notamment pendant les phases d'accélération.It operates a 5m drive roller, which is preferably lined with an adherent coating and associated with a 5n detour roller to increase the wrapping of the carpet around the 5m roller. The motor roller 5i and the
Le moteur 111 complémentaire est commandé en couple, notamment pour chaque point du cycle de nappage de l'étaleur-nappeur.The
Le couple du moteur complémentaire est commandé pour éviter le glissement relatif entre le tapis 5 et le rouleau 5i moteur.The torque of the complementary motor is controlled to avoid relative sliding between the
En particulier, les moteurs complémentaires permettent d'améliorer le comportement de l'étaleur nappeur en annulant d'une part les glissements de tapis sur leurs rouleaux de commande et d'autre part en limitant les variations de tension dans les tapis lors des phases d'accélération et de décélération grâce à la commande en deux points de chaque tapis. On combat ainsi les effets induits par les glissements de tapis sur la nappe. En outre, on peut soit utiliser des moteurs principaux moins lourds et/ou puissants que s'il n'y avait qu'un seul moteur par tapis, soit atteindre des vitesses de travail plus élevées, notamment en diminuant fortement l'usure des tapis par une meilleure répartition des contraintes en traction agissant sur les tapis.In particular, the complementary motors make it possible to improve the behavior of the lapper spreader by canceling on the one hand the slipping of belts on their control rollers and on the other hand by limiting the tension variations in the belts during the phases of operation. acceleration and deceleration thanks to the two-point control of each belt. We thus combat the effects induced by carpet sliding on the tablecloth. In addition, we can either use main motors that are less heavy and/or powerful than if there was only one motor per belt, or achieve higher working speeds, in particular by significantly reducing wear on the belts. by a better distribution of tensile stresses acting on the belts.
Un cycle de nappage peut être comme suit :A topping cycle can be as follows:
On part d'une situation où le chariot nappeur est à l'extrémité de sa course côté avant.We start from a situation where the lapper carriage is at the end of its travel on the front side.
Le chariot 9 est alors à l'arrêt tandis que le chariot 12 se déplace à vitesse constante vers l'arrière pour allonger les régions 21 et 22 du tapis 2. La vitesse V74 du moteur 74 principal du tapis 2 est nulle car les régions 22 et 23 sont immobiles. La vitesse V12 du chariot 12 est égale à la moitié de la vitesse d'entrée du voile 4. La vitesse de la région 52 de pincement du tapis 5 est nulle car égale à la vitesse de la région 22 du tapis 2. La vitesse des régions 58 et 59 est nulle. La vitesse V111 du moteur 111 est nulle. La vitesse V79 du moteur 79 est le double de la vitesse du chariot nappeur.The carriage 9 is then stopped while the
On définit comme étant positif le couple des moteurs qui permet d'accélérer dans la direction du produit les tapis 2 et 5. Sur la
Dans une première phase P1, le chariot nappeur accélère vers l'arrière (vers la gauche à la
Dans une seconde phase P2, les chariots sont à vitesse constante, tous les couples moteurs étant bas.In a second phase P2, the carriages are at constant speed, all motor torques being low.
Cette phase se termine au-delà du milieu de la course du chariot nappeur 9 et notamment au-delà du dernier tiers de sa course pour entrer dans une phase P3 de décélération du chariot 9 jusqu'à son arrêt en fin de course aller. La vitesse des tronçons 52, 57, 58 et 59 restent nulle tandis que les tronçons 53 à 56 subissent une décélération égale à 2 fois celle du chariot nappeur 9 et de son chariot compensateur 16. Du fait de la décélération des tronçons 53 à 56 ainsi que du chariot nappeur 9 d'une part et de la nécessité de maintenir la vitesse nulle dans les tronçons 52, 57, 58 et 59, l'application d'un couple négatif dans le moteur 111 pourtant à vitesse nulle permet de s'opposer à la tension induite par la décélération des tronçons 52 et 53 ainsi que par la décélération en rotation des rouleaux 5g et 5h qu'ils induisent. Le couple négatif appliqué par le moteur 111, pourtant à vitesse nulle, permet ainsi de soulager le moteur 79 tout en réduisant la tension induite par ces accélérations dans les tronçons 57, 56 et 55. Dans cette phase P3, de tout le circuit du tapis avant 2, seuls les rouleaux 2e, 2f et 2g subissent une décélération induite par la décélération du chariot 9 ce qui implique qu'en appliquant un couple négatif non nul dans le moteur 101 pourtant à vitesse constante on peut soulager le moteur 74 ainsi que réduire la tension induite dans les tronçons 25, 26 et 27.This phase ends beyond the middle of the travel of the lapper carriage 9 and in particular beyond the last third of its travel to enter a phase P3 of deceleration of the carriage 9 until it stops at the end of the outward travel. The speed of
Dans la phase P4, le chariot nappeur 9 accélère en direction de l'entrée (vers la droite à la
Sur le circuit du tapis avant 2, pendant cette phase P4, tous les rouleaux hormis 2m, 2n, 2a et 2b et tous les tronçons de tapis hormis 27 et 21 subissent une accélération ou décélération induite par la combinaison des mouvements des chariots accumulateurs et inférieurs si bien que le couple optimal à appliquer sur le moteur 101 peut varier en fonction des inerties des différents rouleaux. Le moteur 101 peut en effet contribuer à la décélération des rouleaux 2c et 2d induite par la décélération du chariot accumulateur 12 mais aussi à l'accélération des rouleaux 2j à 2l induits par la nécessité d'accélérer le tronçon 42 de voile et donc le tronçon 22 à deux fois l'accélération du chariot nappeur 9 afin de maintenir une vitesse de délivrance du voile au point 11 égale à la vitesse du chariot nappeur 9.On the circuit of the
Pendant cette même phase P4, sur le circuit du tapis arrière, les tronçons 53 à 56 et les rouleaux 5h à 5k sont à vitesse nulle. Le tronçon de tapis 52 ainsi que les rouleaux 5m, 5n et 5b subissent une accélération égale à 2 fois celle du chariot 9 afin de l'alimenter, tandis que les rouleaux 5c à 5f, ainsi que 5l, subissent une combinaison entre 2 fois l'accélération du chariot nappeur 9 et la décélération du chariot accumulateur 12. Ainsi, bien qu'à l'arrêt le moteur 79 appliquera un couple positif s'opposant au mouvement du tronçon 53 induit par les accélérations des rouleaux 5b à 5g. Dans le même temps, un couple positif sur le moteur 111 assistera le moteur 79 en contribuant notamment à l'accélération du rouleau 5l et ainsi à la diminution des tensions induites dans les tronçons 58, 59, 52 et 53.During this same phase P4, on the rear belt circuit,
Dans une cinquième phase P5, les chariots sont à vitesse constante, tous les couples moteurs étant bas.In a fifth phase P5, the carriages are at constant speed, all motor torques being low.
Cette phase se termine au-delà du milieu de la course du chariot nappeur 9 et notamment au-delà du dernier tiers de sa course pour entrer dans une phase P6 de décélération du chariot 9 jusqu'à son arrêt en fin de course retour. La vitesse des tronçons 53, 55 et 56 restent nulles tandis que les tronçons 52 et 57 à 59 subissent une décélération égale à 2 fois celle du chariot nappeur 9 et de son chariot compensateur 16. Du fait de la décélération des tronçons 52 et 57 à 59 ainsi que du chariot nappeur 9 d'une part et de la nécessité de maintenir la vitesse nulle dans les tronçons 53, 55 et 56, l'application d'un couple négatif dans le moteur 79 pourtant à vitesse nulle permet de s'opposer à la tension induite par la décélération des tronçons 53, 55 et 56 ainsi que par la décélération en rotation des rouleaux 5b à 5g et 5l à 5n qu'ils induisent. Le couple négatif appliqué par le moteur 111 permet ainsi de soulager le moteur 79 tout en réduisant la tension induite par ces accélérations dans les tronçons 57, 56 et 55. Dans cette phase P6, de tout le circuit du tapis avant 2, tous les rouleaux hormis 2m, 2n, 2a et 2b et tous les tronçons de tapis hormis 27 et 21 subissent une accélération ou décélération induite par la combinaison des mouvements des chariots accumulateurs et inférieurs si bien que le couple optimal à appliquer sur le moteur 101 peut varier en fonction des inerties des différents rouleaux. Le moteur 101 peut en effet contribuer à l'accélération des rouleaux 2c et 2d induite par l'accélération du chariot accumulateur 12 mais aussi à la décélération des rouleaux 2j à 2l induits par la nécessité de décélérer le tronçon 42 de voile et donc le tronçon 22 à deux fois la décélération du chariot nappeur 9 afin de maintenir une vitesse de délivrance du voile au point 11 égale à la vitesse du chariot nappeur 9.This phase ends beyond the middle of the stroke of the lapper carriage 9 and in particular beyond the last third of its stroke to enter a phase P6 of deceleration of the carriage 9 until it stops at the end of the return stroke. The speed of
Claims (5)
- Crosslapper for forming a web (6), the crosslapper being disposed in particular at the outlet of a carding device producing a fleece of fibers, in particular of nonwoven, comprising a front belt (2) feeding the fleece (4) of fibers into the crosslapper to an accumulator carriage (12) that is movable back and forth; a rear belt (5) transporting the accumulated fleece to a laying carriage (9) that is movable back and forth; and an outlet apron (3), the accumulator carriage (12) being arranged so as to return the fleece of fibers towards the laying carriage (9), and the latter being arranged so as to lay the fleece that has been accumulated and returned by the laying carriage on the outlet apron (3) at an angle, alternately in one direction and in the other, with respect to the lengthwise direction of the web (6), the front and rear belts (2) and (5) being driven by respective front and rear drive rollers (2i, 5i) driven by respective front and rear main motors (74, 79), characterized by anti-slip means intended to prevent a relative slippage of at least one of the front and rear belts (2) and (5) with respect to its respective, in particular rear, drive roller (2i, 5i), preferably of both the front and rear belts (2, 5), the anti-slip means comprising at least one auxiliary drive roller (2m, 5m) associated with an auxiliary motor (101, 111), which applies a complementary actuating force to the respective drive roller of said at least one of the front and rear belts, itself driven by its respective main motor (74, 79), the or each auxiliary drive roller (2m, 5m) being driven by its torque-controlled auxiliary motor (101, 111) and the or each main motor (74, 79) being speed-controlled.
- Crosslapper according to claim 1, characterized in that the anti-slip means are arranged so as to prevent a relative slippage of the front and rear belts (2, 5) with respect to their respective drive rollers (2i, 5i).
- Crosslapper according to one of claims 1 or 2, characterized in that the torque of the or each auxiliary motor (101, 111) is controlled as a function, in particular proportionally, of the acceleration of the laying carriage and as a function of the laying cycles so as to relieve the main motor (74, 79) in the acceleration and deceleration phases, thus reducing the force to be transmitted between the respective drive roller and the belt.
- Method for controlling a crosslapper comprising a front belt (2), an accumulator carriage (12), a rear belt (5), a laying carriage (9) and an outlet apron (3), the speeds and movements of the various elements of the crosslapper being set in advance in order to obtain a web (6) having characteristics given in advance, the front belt (2) being driven by a front drive roller (2i) driven by a front main motor (74) and the rear belt (5) being driven by a rear drive roller (5i) driven by a rear main motor (79), the accumulator and laying carriages being movable in a reciprocating or back and forth motion, characterized by the step of providing anti-slip means intended to cancel the slippage between at least one of the front (2) and rear (5) belts and its respective drive roller (2i, 5i), comprising at least one auxiliary drive roller (2m, 5m) driven by a torque-controlled auxiliary motor (101, 111) and the or each main motor (74, 79) being speed-controlled.
- Method according to claim 4, characterized in that the anti-slip means comprise two auxiliary rollers (2m, 5m) driven by a respective torque-controlled auxiliary motor (101, 111) and each main motor being spped-controlled.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1501818A FR3040398B1 (en) | 2015-09-02 | 2015-09-02 | DEVICE FORMING A PRUNER AND METHOD FOR CONTROLLING A CALIBRATOR OF THIS TYPE |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3141640A1 EP3141640A1 (en) | 2017-03-15 |
| EP3141640B1 true EP3141640B1 (en) | 2024-04-17 |
Family
ID=54356380
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16186076.2A Active EP3141640B1 (en) | 2015-09-02 | 2016-08-29 | Cross-lapper and method for controlling such a cross-lapper |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3141640B1 (en) |
| FR (2) | FR3040398B1 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3063741A1 (en) * | 2017-03-09 | 2018-09-14 | Andritz Asselin Thibeau | FLATNESS |
| CN107034588B (en) * | 2017-06-08 | 2022-11-01 | 常熟市伟成非织造成套设备有限公司 | Lapping trolley with cotton pressing function |
| CN107043967B (en) * | 2017-06-08 | 2022-10-28 | 常熟市伟成非织造成套设备有限公司 | Lapping machine with cotton pressing function |
| CN109825953A (en) * | 2019-03-14 | 2019-05-31 | 常熟市弘毅无纺机械有限公司 | A kind of cross lapping machine |
| CN110760995A (en) * | 2019-11-13 | 2020-02-07 | 常熟万龙机械有限公司 | Lapping machine |
| CN110670244A (en) * | 2019-11-20 | 2020-01-10 | 常熟市振泰无纺机械有限公司 | High-speed lapping machine |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1612306A1 (en) * | 2004-07-01 | 2006-01-04 | Oskar Dilo Maschinenfabrik KG | Cross-lapper |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE525809C (en) * | 1931-05-29 | Mix & Genest Akt Ges | Multiple drive for conveyor belts | |
| FR2045652A2 (en) * | 1969-06-16 | 1971-03-05 | Forderanlagen Bautzen | Control device, in particular for the multiple drive of circular conveyors to achieve a uniform load transfer of the individual drive devices. |
| FR2677046B1 (en) * | 1991-06-03 | 1995-01-13 | Asselin Ets | SPREADER. |
| US5452791A (en) * | 1994-07-18 | 1995-09-26 | Cominco Engineering Services Ltd. | Dual drive for belt conveyor |
| FR2770855B1 (en) * | 1997-11-07 | 2000-01-28 | Asselin | METHOD AND DEVICE FOR PRODUCING A TEXTILE TABLECLOTH |
| FR2791364B1 (en) * | 1999-03-23 | 2001-06-08 | Asselin | SPREADER |
| DE502006000950D1 (en) * | 2006-02-01 | 2008-07-31 | Dilo Kg Maschf Oskar | Device for laying a fleece |
-
2015
- 2015-09-02 FR FR1501818A patent/FR3040398B1/en active Active
- 2015-10-28 FR FR1502271A patent/FR3040400B1/en active Active
-
2016
- 2016-08-29 EP EP16186076.2A patent/EP3141640B1/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1612306A1 (en) * | 2004-07-01 | 2006-01-04 | Oskar Dilo Maschinenfabrik KG | Cross-lapper |
Also Published As
| Publication number | Publication date |
|---|---|
| FR3040398B1 (en) | 2018-07-13 |
| FR3040398A1 (en) | 2017-03-03 |
| EP3141640A1 (en) | 2017-03-15 |
| FR3040400B1 (en) | 2018-06-15 |
| FR3040400A1 (en) | 2017-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3141640B1 (en) | Cross-lapper and method for controlling such a cross-lapper | |
| EP1036227B1 (en) | Method and devices for producing a textile lap | |
| EP3138945B1 (en) | Device forming a web-laying device with a belt | |
| EP1936016A2 (en) | Method for adjusting the local characteristics of a non-woven fabric and corresponding installation | |
| EP0517563B2 (en) | Cross-lapper | |
| EP0522893B1 (en) | Cross-lapper | |
| EP3545122B1 (en) | Device for drafting a web, disposed between a carding device and a cross-lapper | |
| EP1009871B1 (en) | Methods and devices for producing a streamlined lap and a continuous textile product | |
| EP1798175B1 (en) | Transport of a non-woven web by means of a conveyor belt with an ascending portion and/or a variable speed | |
| EP1897979A2 (en) | Method and system of producing a multi-layer fleece, in particular using a scutcher and lap machine | |
| EP2128314B9 (en) | Buffer device or system and system for producing a non-woven strip | |
| EP0530100B1 (en) | Method for laying a non-woven, non-woven product and non-woven laying device used in the method | |
| EP3592887B1 (en) | Cross-lapper | |
| FR2553102A1 (en) | Stretcher/lapper | |
| BE1009329A6 (en) | Method and device finishing panels a band of fibre mattress. | |
| EP3575455B1 (en) | System for forming a lap of fibres | |
| FR3138154A1 (en) | Buffer device for adapting the exit speed of a web from a lapper spreader to the entry speed of a web treatment device downstream of the lapper spreader |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170915 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20210215 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20231110 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602016086948 Country of ref document: DE |