EP3110579B1 - Vorrichtung und verfahren zum setzen von füge- oder funktionselementen - Google Patents
Vorrichtung und verfahren zum setzen von füge- oder funktionselementen Download PDFInfo
- Publication number
- EP3110579B1 EP3110579B1 EP14825307.3A EP14825307A EP3110579B1 EP 3110579 B1 EP3110579 B1 EP 3110579B1 EP 14825307 A EP14825307 A EP 14825307A EP 3110579 B1 EP3110579 B1 EP 3110579B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hold
- down device
- die
- punch
- joining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 39
- 230000006835 compression Effects 0.000 claims description 14
- 238000007906 compression Methods 0.000 claims description 14
- 230000000694 effects Effects 0.000 claims description 2
- 238000010276 construction Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/36—Rivet sets, i.e. tools for forming heads; Mandrels for expanding parts of hollow rivets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/02—Riveting procedures
- B21J15/025—Setting self-piercing rivets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
Definitions
- a stamp is moved over a drive unit for setting, for example, a rivet against a coaxially opposite die.
- the DE 103 19 411 A1 which forms the basis for the preamble of claims 1 and 13, relates to a device and a method for punch riveting.
- the control unit is such that the die can be moved towards a workpiece via the drive unit and then against the workpiece opposite on the other Side of the workpiece retracting hold-down device can be moved further.
- the loading process in particular can be included in this movement sequence if the hold-down device is moved back together with the die in the extended loading state until the printing phase begins and the actual setting process, for example of the joining element, takes place.
- the loading stroke is preferably retracted with a comparatively small force which is significantly less than the pressure force during the setting process.
- the joining tongs 1 are now applied to a component 18 by a robot, for example, with the hold-down 8, and the drive unit 2 begins with a working stroke, as a result of which the die 4 is extended against the component 18 (see Figure 5d ).
Description
- Die Erfindung betrifft eine Vorrichtung zum Setzen eines Füge- oder Funktionselementes gemäß dem Oberbegriff des Anspruchs 1 sowie ein Verfahren zum Setzen eines Füge- oder Funktionselementes nach dem Oberbegriff des Anspruchs 13.
- Verfahren und Vorrichtungen zum Setzen eines Füge- oder Funktionselementes zum Beispiel zum Stanznieten sind bereits in vielfältigen Ausführungsformen bekannt geworden. Bei diesen wird ein Stempel über eine Antriebseinheit zum Setzen zum Beispiel einer Niet gegen eine koaxial gegenüberliegende Matrize bewegt.
- Zum Antrieb werden regelmäßig hydraulische oder pneumohydraulische Antriebe bzw. elektromotorische Antriebe mit einem Spindelantrieb eingesetzt.
- In vielen Ausführungsformen ist der Stempel und die Matrize an einem Gestell, das C-förmig ist, angeordnet.
- Durch die baulichen Vorgaben der Vorrichtung ist ein Zugang zu einem Werkstück, insbesondere wenn dieses feststeht, zum Beispiel eine feststehende Autokarosserie ist, und eine vorgegebene Fügerichtung in Bezug auf eine Werkstückoberfläche einzuhalten ist, limitiert.
- Die
DE 103 19 411 A1 , welche die Basis für den Oberbegriff der Ansprüche 1 und 13 bildet, betrifft eine Vorrichtung und ein Verfahren zum Stanznieten. - Der Erfindung liegt die Aufgabe zugrunde, eine Vorrichtung und ein Verfahren zum Setzen eines Füge- oder Funktionselementes bereitzustellen, wodurch ein verbesserter Zugang zu Setzstellen an Werkstücken bei gleichbleibender Füge- bzw. Setzqualität ermöglicht ist.
- Diese Aufgabe wird durch die Merkmale des Anspruchs 1 und 13 gelöst.
- Die Erfindung geht von einer Vorrichtung zum Setzen eines Füge- oder Funktionselementes aus, die folgendes umfasst:
Ein Gestell, ein am Gestell angeordneter Stempel, einen den Stempel umgebenden Niederhalter, eine am Gestell angeordnete dem Stempel koaxial gegenüberliegende Matrize, eine Antriebseinheit, um eine Relativbewegung von Stempel und Matrize herbeizuführen sowie eine Steuereinheit. Der Kern der Erfindung liegt nun darin, dass die Antriebseinheit die Matrize relativ zum Gestell bewegt und dass eine Ladeeinrichtung zur Bereitstellung eines Ladehubs des Niederhalters zum Laden eines Füge- oder Funktionselements mit vorgegebener Hubstrecke des Niederhalters vorgesehen ist. Des Weiteren ist ein Kraftorgan vorhanden, um beim Setzen eines Füge- oder Funktionselements den Niederhalter in einer vom Ladehub sich unterscheidenden Druckphase mit vordefinierter Druckkraft gegen ein Werkstück zu drücken. - Dadurch, dass die Matrize relativ zum Gestell bewegbar ist, ist keine Antriebseinheit am Stempel notwendig, die eine Druckkraft zum Setzen eines Füge- oder Funktionselements bereitstellen muss. Damit hat der stempelseitige Teil der Vorrichtung einen vergleichsweise geringen Platzbedarf und kann somit an Werkstückoberflächen angesetzt werden, bei welchem ein Bewegungsraum nicht dafür ausreichen würde, einen angetriebenen Stempel mit Antriebseinheit zu platzieren.
- In bestimmten Fällen ist die Fügerichtung eines Fügeelements unerheblich, wogegen es Fälle gibt, wo nur eine Fügerichtung technisch möglich und sinnvoll ist, beispielsweise beim Setzen einer Halbhohlstanzniet, bei welcher es darauf ankommt, auf welcher Seite ein Materialverbund geschlossen bleibt, also von keiner Halbhohlstanzniet durchdrungen wird. Bei Funktionselementen ist es überwiegend der Fall, dass eine Setzrichtung einzuhalten ist, zum Beispiel wenn ein Funktionselement mit einem Befestigungselement wie ein Gewindestift in ein Bauteil eingesetzt wird. Dieser wird sich nur auf einer Seite und an einer Stelle des Bauteils sinnvoll verwenden lassen.
- Durch eine Ladeeinrichtung zur Realisierung eines Ladevorgangs und einem Kraftorgan, das dafür zuständig ist, während des Setzens eines Füge- und Funktionselements den Niederhalter in vordefinierter Weise gegen das Werkstück zu drücken, lässt sich eine im Vergleich zu einer Vorrichtung, bei welcher der Stempel zusammen mit einem Niederhalter angetrieben wird, entsprechende Verbindungsqualität erzielen.
- Beim Ladevorgang kann der Niederhalter im extremsten Fall mit gar keiner Kraft beaufschlagt sein, also sozusagen kraftlos sich mitbewegen, oder aber nur eine vergleichsweise geringe Gegenkraft bei dieser Bewegung zur Durchführung des Ladehubs erforderlich machen.
- Das Gestell kann zum Beispiel ein C-Bügel sein, so wie er bei stempelseitig angetriebenen Vorrichtungen zum Stanznieten aus dem Stand der Technik bekannt ist. Vorzugsweise sind die Elemente der Vorrichtung zum Setzen eines Füge- und Funktionselements derart ausgebildet, dass sie auf einem herkömmlichen aus dem Stand der Technik bekannten C-Bügel für einen stempelseitigen Antrieb montierbar sind.
- In einer besonders bevorzugten Ausgestaltung der Erfindung ist die Druckkraft des Niederhalters in der Druckphase mindestens 2, 3, 4, 5 mal höher oder noch höher als eine Druckkraft auf den Niederhalter beim Ladehub auf einer Ladehubstrecke.
- Die Druckkraft des Niederhalters in der Druckphase kann über Federmittel bereitgestellt werden.
- Gemäß der Erfindung ist die Druckkraft des Niederhalters beim Ladehub über eine pneumatische Krafteinrichtung bereitgestellt. Dadurch erhält man eine hohe Flexibilität in der Einstellung der Kraftwirkung durch entsprechende pneumatische Ansteuerung der Krafteinrichtung für den Niederhalter. Denkbar ist zum Beispiel als Krafteinrichtung ein oder mehrere Pneumatikzylinder. Die Krafterzeugung während der Druckphase kann ebenfalls pneumatisch erfolgen.
- Im Weiteren bevorzugt ist es, wenn eine zweite Antriebseinrichtung für eine unabhängige separate Bewegung des Niederhalters vorgesehen ist. Dadurch lässt sich über die zweite Antriebseinrichtung ein vordefinierter Ladehub des Niederhalters realisieren, um für einen Setzvorgang ein Füge- oder Funktionselement vor dem Stempel zu positionieren.
- Für den Fall, dass ein Füge- oder Funktionselement in ein feststehendes Werkstück eingesetzt wird, ist es im Weiteren vorteilhaft, wenn ein Ausgleichsorgan zur Bewegung des Gestells in Richtung einer Füge- bzw. Setzachse der Vorrichtung vorgesehen ist. Beispielsweise ist das Gestell an seiner Anbindungsstelle, zum Beispiel zu einem Roboter über einen Schlitten mit zum Beispiel pneumatischem Gewichtsausgleich verschiebbar angeordnet. Eine weitere Möglichkeit kann auch darin bestehen, einen Ausgleich bei bewegender Matrize und feststehendem Werkstück dadurch zu schaffen, dass die Ausgleichsbewegung von einem Robotersystem, an dem das Gestell montiert ist, bereitgestellt wird. Beispielsweise führt ein Robotersystem zur Bereitstellung eines Positionsausgleichs eine insbesondere auf mehreren Achsen errechnete, zeitlich synchron ablaufende Bewegung durch.
- Der pneumatische Gewichtsausgleich an einem Schlitten an einer Anbindungsstelle der Vorrichtung kann zum Beispiel raumlageabhängig geregelt sein.
- Da, erfindungsgemäß die Matrize relativ zum Gestell bewegbar ist, ist der Stempel fest mit dem Gestell verbunden, wodurch die Konstruktion für den Stempel einfach ist.
- Vorzugsweise ist die Antriebseinheit matrizenseitig am Gestell angeordnet, womit konstruktiv in einfacher Weise die Matrize relativ zum Gestell sich bewegbar anordnen lässt.
- Um eine definierte Führung des Niederhalters am Gestell zu erhalten, ist erfindungsgemäß der Niederhalter am Gestell über wenigstens eine Führungssäule vorzugsweise zwei Führungssäulen beweglich geführt.
- Der Niederhalter ist über einen pneumatisch betätigbaren Kolben bewegbar ausgestaltet. Erfindungsgemäß umfasst die wenigstens eine Führungssäule einen Kolben eines Pneumatikantriebs, der sich in einem Pneumatikzylinder bewegt. Damit lässt sich Führung und Antrieb des Niederhalters konstruktiv kompakt kombinieren.
- Zum Laden eines Füge- oder Funktionselements wird im Weiteren vorgeschlagen, dass die Steuereinheit dazu ausgelegt ist, den Niederhalter so weit entlang des Stempels in Richtung Matrize in eine ausgefahrene Position zu bewegen, bis eine Ladeöffnung zur Zuführung eines Füge- oder Funktionselements, zum Beispiel eines Niets aus einem Zuführkanal freigegeben ist.
- Um einen vergleichsweise schnellen Setzvorgang zu ermöglichen, wird im Weiteren vorgeschlagen, dass die Steuereinheit derart ausgebildet ist, den Niederhalter in einer ausgefahrenen Position an ein Werkstück anzulegen. Dabei ist es allerdings erforderlich, dass entsprechend Raum zur Verfügung steht, die Vorrichtung mit ausgefahrenem Niederhalter am Werkstück zu positionieren. Kompakter kann insbesondere das Gestell der Vorrichtung aufgebaut werden, wenn zunächst ein Ladevorgang abgeschlossen wird, bevor die Vorrichtung mit zurückgefahrenem Niederhalter an ein Werkstück herangefahren wird.
- Um eine definierte Bewegung des Niederhalters bei einem Lade- und/oder in der Druckphase zu halten, wird im Weiteren vorgeschlagen, dass die Steuereinheit dergestalt ist, dass die Matrize über die Antriebseinheit sich an ein Werkstück heranbewegen lässt und dann gegen den auf der anderen gegenüberliegenden Seite des Werkstück zurückweichenden Niederhalter weiter bewegbar ist. Hierdurch lässt sich insbesondere der Ladevorgang mit in diesen Bewegungsablauf einbeziehen, wenn der Niederhalter im ausgefahrenen Ladezustand zusammen mit der Matrize so weit zurückbewegt wird, bis die Druckphase beginnt und der eigentliche Setzvorgang zum Beispiel des Fügeelements stattfindet. Dabei erfolgt das Zurückfahren des Ladehubs vorzugsweise mit einer vergleichsweise kleinen Kraft, die deutlich kleiner ist als die Druckkraft beim Setzvorgang.
- Ein Zurückweichen des Niederhalters unter Heranführen der Matrize bei anliegendem Werkstück sowohl an Niederhalter als auch Matrize kann durch die Steuereinheit in einer Form erfolgen, dass der Niederhalter definiert angetrieben, also mit einer vorgebbaren, insbesondere durch eine Steuereinheit kontrollierbaren Gegenkraft, zurückweicht.
- Die Kraftwirkung des Niederhalters kann jedoch in der Druckphase über Federmittel bewirkt werden.
- Um den Einfluss von Massekräften auf ein Bauteil zu minimieren, wird im Weiteren vorgeschlagen, die Steuereinheit in einer Weise auszubilden, dass während eines Setzvorgangs bzw. kurz vor Beginn des Setzvorgangs eine Geschwindigkeit der Matrize reduziert wird.
- Bei einem Verfahren zum Setzen eines Füge- oder Funktionselementes mit einer Vorrichtung, die ein Gestell, einen am Gestell angeordneten Stempel, einen den Stempel umgebenden Niederhalter, eine am Gestell angeordnete, dem Stempel koaxial gegenüberliegende Matrize und eine Antriebseinheit umfasst, wobei die Matrize über die Antriebseinheit bewegt wird, und dass unabhängig davon der Niederhalter einen Ladehub zum Laden eines Füge- oder Funktionselements mit vorgegebener Hubstrecke des Niederhalters ausführt und bei einer davon sich unterscheidenden Druckphase, der Niederhalter mit vorgegebener Druckkraft bei einem Setzvorgang gegen das Werkstück gedrückt wird, wobei der Niederhalter am Gestell über wenigstens eine Führungssäule am Gestell geführt bewegt wird, liegt die Erfindung darin, dass die wenigstens eine Führungssäule einen Kolben eines Pneumatikantriebs umfasst, der in einem Pneumatikzylinder bewegt wird, wobei die Druckkraft des Niederhalters im Ladehub über eine pneumatische Krafteinrichtung aufgebracht wird. Erfindungsgemäß wird der Niederhalter dazu separat angetrieben, um den Ladehub ausführen zu können.
- Vorzugsweise wird der Niederhalter entlang des Stempels in Richtung Matrize in eine Ladeposition für die Aufnahme eines Füge- oder Funktionselements, insbesondere einer Niet in einen ausgefahrenen Zustand bewegt. Dies erfolgt vorteilhafterweise mit der separaten Antriebseinrichtung.
- In einer weiteren vorteilhaften Ausgestaltung des Verfahrens wird im Weiteren vorgeschlagen, dass der Niederhalter in einem entlang des Stempels in Richtung Matrize ausgefahrenen Zustand in Anlage an ein Werkstück gebracht wird, und die Matrize im angelegten Zustand auf das Werkstück bzw. den Niederhalter zubewegt wird und dabei die Matrize den Niederhalter mit Werkstück für einen Setzvorgang zum Beispiel des Niets zurück drängt. Beim Zurückdrängen des Niederhalters fährt die Matrize gegen den insbesondere starr angeordneten Stempel, der relativ zum Niederhalter nach vorne kommt und dabei zum Beispiel den Niet in der letzen Phase in das Werkstück stanzt.
- Bei fest stehendem Werkstück ist es erforderlich, dass das Gestell eine Ausgleichsbewegung durchführt, zum Beispiel durch eine Gegenbewegung eines Roboters, an dem das Gestell angeordnet ist, oder durch eine entsprechende Ausgleichsvorrichtung an einer Anbindungsstelle des Gestells zu einer Konstruktionseinheit, an dem das Gestell montiert ist.
- Um zu ermöglichen, dass ein Gestell mit möglichst kleinem Bauraum realisierbar ist, wird im Weiteren vorgeschlagen, dass der Niederhalter nach dem Ladevorgang zum Beispiel mit einer Niet in den eingefahrenen Zustand bewegt wird. Dadurch muss dieser Ladehub bei der Dimensionierung des Gestells nicht zur Verfügung gestellt werden. Anschließend kann der Niederhalter in Anlage an ein Werkstück gebracht werden und die Matrize im angelegten Zustand auf das Werkstück bzw. den Niederhalter zubewegt werden und dabei die Matrize den Niederhalter in der Druckphase mit dem Werkstück während eines Setzvorgangs zum Beispiel des Niets zurückdrängen.
- Mehrere Ausführungsbeispiele der Erfindung sind in den Zeichnungen dargestellt und werden unter Angabe weiterer Vorteile und Einzelheiten nachstehend näher erläutert.
- Es zeigen
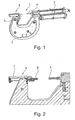
- Figur 1
- in einer perspektivischen Darstellung eine Fügezange mit matrizenseitigem Antrieb,
- Figur 2
- in perspektivischer Darstellung ein Ausschnitt der Fügezange nach
Figur 1 teilweise geschnitten im Stempel- und Matrizenbereich, - Figur 3
- in einer Schnittansicht einen stempelseitigen Setzkopf gemäß der Fügezange nach den
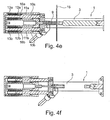
Figuren 1 und 2 , - Figur 4a bis 4f
- in einer schematischen Schnittansicht einen Lade- und Setzvorgang der Fügezange in Bezug auf ein Werkstück,
- Figur 5a bis 5f
- einen zu den
Figuren 4a bis 4f entsprechenden Vorgang, jedoch mit alternativer Bewegungsvariante zum Laden eines Fügeelements. - In
Figur 1 ist eine Fügezange 1 zum insbesondere Vernieten von Bauteilen dargestellt, mit einer Antriebseinheit 2, einem Gestell 3, einer Matrize 4, einem Setzkopf 5 sowie einer Nietzuführeinheit 6. Mit der Antriebseinheit 2 wird eine Matrize 4 axial angetrieben. - Die Fügezange kann zum Setzen von Halbhohlstanznieten, Vollstanznieten, Clinchnieten, spezifizierten Funktionselementen, Widerstandsschweißelementen mit und ohne Niederhalterkraft eines Niederhalters zur Anwendung kommen.
- In den
Figuren 2 und3 sind mehr Details der Fügezange insbesondere des Setzkopfes 5 ersichtlich. - Der Setzkopf 5 umfasst eine Pneumatikeinrichtung 7 mit zwei Pneumatikzylindern 7a, 7b, einem Niederhalter 8 sowie einen Stempel 9. Die Pneumatikzylinder 7a und 7b weisen Kolben 10a, 10b auf, die gleichzeitig Führungssäulen für den Niederhalter 8 bilden. Der Stempel 9 ist fest mit dem Gestell 3 verbunden.
- Die Bewegung beim Setzen eines Fügeelements wird somit durch die Bewegung der Matrize 4 bewirkt. Über eine Länge 1 eines pneumatischen Druckraums 11a, 11b lassen sich die Kolben 10a, 10b bzw. Säulen 10a, 10b pneumatisch gesteuert aus- und einfahren, womit der Niederhalter 8 an einer Niederhalteraufnahme 8a, die mit den Kolben 10a, 10b bzw. Säulen 10a, 10b verbunden ist, aus- und einfahren.
- Im eingefahrenen Zustand liegen die Kolben 10a, 10b jeweils an einem Anschlag 12a, 12b. Die Besonderheit dabei ist, dass der jeweilige Anschlag 12a, 12b gefedert ist durch eine Druckfeder 13a, 13b, hinter dem Anschlag 12a, 12b. Die Druckfedern 13a, 13b umschließen im Ausführungsbeispiel eine Verlängerung 14a, 14b der Kolben 10a, 10b. Dadurch wird für den Setzvorgang eine Niederhalterfunktion realisiert, bei welcher die Niederhalterkraft durch die Druckfedern 13a, 13b erzeugt wird, wenn der Niederhalter in Bezug auf die Pneumatikzylinder 7a und 7b so weit zurück gewichen ist, dass die Kolben 10a, 10b gegen den jeweiligen Anschlag 12a, 12b laufen und dann der jeweilige Anschlag 12a, 12b gegen die Federkraft zurück gedrängt wird.
- Dadurch kommt der Stempel 9 im Niederhalter 8 nach vorne und setzt ein Fügeelement in ein entsprechendes Werkstück (in
Figur 3 nicht dargestellt). - Die Zuführung eines Fügeelements, zum Beispiel eines Nietes vor den Stempel 9 erfolgt über die Nietzuführeinheit 6. Die Niet wird dann vor dem Stempel 9 im Niederhalter 8 gehalten. Bei einem Setzvorgang der Niet in ein Werkstück dient der feststehende Stempel als Widerlage für ein Niet.
- In den
Figuren 4a bis 4f bzw. 5a bis 5f werden nachfolgend zwei Varianten für das Setzen eines Niets veranschaulicht. - Bei einer ersten Variante werden zunächst die Pneumatikzylinder 7a, 7b ausgefahren, womit sich der Setzkopf 5 in einer Ladeposition befindet. In dieser Position wird ein Niet an die mit Pfeil 14 gekennzeichnete Stelle geladen. Der Niederhalter 8 an der Niederhalteraufnahme 8a ist vollständig ausgefahren (
Figur 4a ). - In dieser Position mit ausgefahrenem Niederhalter 8 wird die Zange mit dem Niederhalter an ein Bauteil 15 angelegt und die Antriebseinheit 2 (siehe
Figur 1 ) beginnt mit einem Hub und fährt dabei die Matrize gegen das Werkstück 15 aus (sieheFigur 4b und 4c ). - Bei Auftreffen der Matrize 4 auf dem Bauteil 15 werden die Pneumatikzylinder 7a, 7b zurückgedrängt und der Ladehub für einen Niet beginnt. Gleichzeitig wird die Fügezange relativ zum Bauteil verfahren, wenn es sich um ein feststehendes Bauteil handelt. Hierzu sind gegenüber der Fügezange 1 geeignete Verfahrmittel erforderlich.
- Beim Ladehub wirkt eine vergleichsweise kleine Niederhalterkraft, das heißt die Kraft, die die Pneumatikzylinder 7a, 7b bereitstellen, ist vergleichsweise klein. Diese Kraft könnte auch vollständig abgeschaltet werden. Im Ladehub schließt der Stempel den Niet im Niederhalter 8 nach vorne, wenn dieser eingefahren wird.
- In
Figur 4d ist der Ladehub gerade abgeschlossen. Ein Anschlag 16a, 16b am jeweiligen Kolben 10a, 10b sitzt dann auf dem Anschlag 12a, 12b am Ende des pneumatischen Druckraums 11a, 11b auf. Nun beginnt bei einem weiteren Verfahren der Matrize 4 eine durch die Federn 13a, 13b verursachte Niederhalterkraft zu wirken. Das Einsetzen der Niederhalterkraft kann vor oder nach dem Aufsetzen der Niet auf dem Werkstück stattfinden. - Die Niet wird eingepresst (
Figur 4e ) und alle Bewegungen gehen zurück in die Ausgangsposition (Figur 4f ). - Ein neuer Niet wird zugeschossen und der Ladehub kann gemäß
Figur 4b erneut beginnen. - Diese Vorgehensweise beim Setzen einer Niet hat den Vorteil, dass ein schneller Prozess möglich ist, da ein Ladehub Bestandteil des Setzvorgangs ist und gleichzeitig das Nachladen eines nächsten Nietes sofort nach dem Abheben des Niederhalters 8 von einem Bauteil stattfinden kann.
- Allerdings muss der Verfahrweg für den Ladehub in ein Maß für das Gestell, insbesondere des C-förmigen Gestells eingehen.
- In den
Figuren 5a und 5b ist eine Variante aufgezeigt, bei welcher gerade dieser Ladehub im Maß des C-förmigen Gestells eingespart werden kann. - Dementsprechend sieht das Setzen eines Niets bei dieser Variante wie folgt aus:
Die Pneumatikzylinder 7a, 7b werden ausgefahren, um damit den Setzkopf 5, insbesondere den Niederhalter 8 in Bezug auf den Stempel 9 in eine Ladeposition zu bringen. InFigur 5a ist die Ladeposition dargestellt, in welcher ein Niet in die Position gemäß Pfeil 17 geladen ist. - Nunmehr erfolgt durch die Pneumatikzylinder 7a, 7b ein Rückhub des Niederhalters 8, der dem Ladehub entspricht und durch Auftreffen der Anschläge 16a, 16b auf den Anschlägen 12a, 12b am jeweiligen Ende des pneumatischen Druckraums 11a, 11b endet (siehe
Figur 5b ). - Nunmehr wird die Fügezange 1 von zum Beispiel einem Roboter mit dem Niederhalter 8 an ein Bauteil 18 angelegt und die Antriebseinheit 2 beginnt mit einem Arbeitshub, wodurch die Matrize 4 gegen das Bauteil 18 ausgefahren wird (siehe
Figur 5d ). - Bei Auftreffen der Matrize 4 auf das Bauteil 18 werden die Anschläge 16a, 16b der Kolben 10a, 10b der Pneumatikzylinder 7a, 7b gegen die Anschläge 12a, 12b am Ende der pneumatischen Druckräume 11a, 11b gedrückt, wodurch beim weiteren Verfahren die Druckfedern 13a, 13b komprimiert werden und die Niederhalterkraft für den Niederhalter 8 bereitstellen. Beim Zurückdrücken des Niederhalters 8 kommt der Stempel 9 immer weiter nach vorne, wodurch der Niet bei aufgesetztem Stempel auf dem Niet in das Bauteil 18 eingepresst wird (siehe
Figur 5e ) . - Das Einsetzen der Niederhalterkraft kann vor oder nach dem Aufsetzen der Niet stattfinden.
- Nach Abschluss des Vorgangs gehen alle Bewegungen zurück in die Ausgangsposition, wobei die Fügezange vom Werkstück entfernt wird, um ein Ausfahren des Niederhalters 8 in eine Ladeposition zu ermöglichen.
- Dann kann ein neuer Niet zugeschossen werden. Der Vorgang beginnt von Neuem.
- Da der Ladevorgang entfernt vom Bauteil 18 erfolgt, muss der Ladehub in die Konstruktion, insbesondere eines C-förmigen Gestells, wie in
Figur 1 dargestellt, nicht einfließen. - Da die Fügezange 1 zum Nachladen jedoch frei gefahren werden muss, ist dieser Vorgang des Setzen eines Niets im Vergleich zum Vorgang gemäß der
Figuren 4a bis 4f mit einer größeren Taktzeit zum Setzen des Nietes verbunden. - Auch in diesem Fall des Setzens eines Niets ist es erforderlich, nach dem Aufsetzen des Nieterhalters auf dem Bauteil 18 ein Zurückdrängen des Niederhalters 18 durch die heranfahrende bzw. dagegen drückende Matrize 4 im Hinblick auf eine Halterung des Gestells an einer anderen Konstruktion, auszugleichen.
- Ist die Fügezange an einem Roboter montiert, kann grundsätzlich auch der Roboter diese Ausgleichsbewegung bereitstellen.
-
- 1
- Fügezange
- 2
- Antriebseinheit
- 3
- Gestell
- 4
- Matrize
- 5
- Setzkopf
- 6
- Nietzuführungseinheit
- 7
- Pneumatikeinrichtung
- 7a
- Pneumatikzylinder
- 7b
- Pneumatikzylinder
- 8
- Niederhalter
- 8a
- Niederhalteraufnahme
- 9
- Stempel
- 10a
- Kolben
- 10b
- Kolben
- 11a
- pneumatischer Druckraum
- 11b
- pneumatischer Druckraum
- 12a
- Anschlag
- 12b
- Anschlag
- 13a
- Druckfeder
- 13b
- Druckfeder
- 14
- Pfeil
- 15
- Bauteil
- 16a
- Anschlag
- 16b
- Anschlag
- 17
- Pfeil
- 18
- Bauteil
Claims (16)
- Vorrichtung (1) zum Setzen eines Füge- oder Funktionselementes umfassend:
ein Gestell (3), ein am Gestell angeordneter Stempel (9), einen den Stempel (9) umgebenden Niederhalter (8), eine am Gestell (3) angeordnete dem Stempel (9) koaxial gegenüberliegende Matrize (4), eine Antriebseinheit (2), um eine Relativbewegung von Stempel (9) und Matrize (4) herbeizuführen sowie eine Steuereinheit, wobei die Antriebseinheit (2) die Matrize (4) relativ zum Gestell (3) bewegt und eine Ladeeinrichtung (7) zur Bereitstellung eines Ladehubs des Niederhalters zum Laden eines Füge- oder Funktionselements mit vorgegebener Hubstrecke des Niederhalters (8) vorgesehen ist und ein Kraftorgan (13a, 13b) vorhanden ist, um beim Setzen eines Füge- oder Funktionselements den Niederhalter in einer vom Ladehub sich unterscheidenden Druckphase mit vordefinierter Druckkraft gegen ein Werkstück zu drücken,wobei der Stempel (9) fest mit dem Gestell (3) verbunden ist, wobei eine Bewegung beim Setzen eines Füge- oder Funktionselements durch die Bewegung der Matrize (4) bewirkt wird,
dadurch gekennzeichnet, dass ein Setzkopf (5) den Niederhalter (8), den Stempel (9) und eine Pneumatikeinrichtung (7) mit einem Pneumatikzylinder (7a, 7b) umfasst, wobei der Pneumatikzylinder (7a, 7b) einen Kolben (10a, 10b) aufweist, der gleichzeitig eine Führungssäule für den Niederhalter (8) bildet,
wobei über eine Länge (1) eines pneumatischen Druckraums (11a, 11b) der Kolben (10a, 10b) pneumatisch gesteuert aus- und einfahrbar ist, womit der Niederhalter (8) an einer Niederhalteraufnahme (8a), die mit dem Kolben (10a, 10b) verbunden ist, aus- und einfährt, wobei im eingefahrenen Zustand der Kolben (10a, 10b) an einem Anschlag (12a, 12b) liegt, wobei der Anschlag (12a, 12b) gefedert ist durch eine Druckfeder (13a, 13b), hinter dem Anschlag (12a, 12b), wobei die Druckfeder (13a, 13b) eine Verlängerung (14a, 14b) des Kolbens (10a, 10b) umschließt, wobei für den Setzvorgang eine Niederhalterfunktion realisiert ist, bei welcher die Niederhalterkraft durch die Druckfeder (13a, 13b) erzeugbar ist, wenn der Niederhalter (8) in Bezug auf den Pneumatikzylinder (7a, 7b) so weit zurück gewichen ist, dass der Kolben (10a, 10b) gegen den Anschlag (12a, 12b) läuft und dann der Anschlag (12a, 12b) gegen die Federkraft der Druckfeder (13a, 13b) zurück gedrängt wird. - Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Druckkraft des Niederhalters (8) in der Druckphase mindestens 2, 3, 4, 5-mal höher oder noch höher ist als eine Druckkraft auf den Niederhalter (8) beim Ladehub auf einer Ladehubstrecke.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Druckkraft des Niederhalters (8) beim Ladehub über die pneumatische Krafteinrichtung (7) bereitgestellt ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine zweite Antriebseinrichtung (7) für eine unabhängige separate Bewegung des Niederhalters vorgesehen ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein Ausgleichsorgan zur Bewegung des Gestells (3) in Richtung einer Setzachse der Vorrichtung vorgesehen ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Antriebseinheit (2) matrizenseitig am Gestell (3) angeordnet ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Niederhalter (8) am Gestell (3) über wenigstens eine Führungssäule am Gestell geführt bewegbar ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Steuereinheit dazu ausgelegt ist, den Niederhalter (8) so weit entlang des Stempels (9) in Richtung Matrize (4) in eine ausgefahrene Position zu bewegen, bis eine Ladeöffnung zur Zuführung eines Füge- oder Funktionselements aus einem Zuführkanal freigegeben ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Steuereinheit derart ausgebildet ist, den Niederhalter (8) in einer ausgefahrenen Position an ein Werkstück (15) anzulegen.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Steuereinheit dergestalt ist, dass die Matrize (4) über die Antriebseinheit (2) sich an ein Werkstück heranbewegen lässt und gegen den auf der anderen gegenüberliegenden Seite eines Werkstücks zurückweichenden Niederhalter (8) weiter bewegbar ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Steuereinheit dazu ausgebildet ist, bei relativ zum Stempel (9) und dem Niederhalter (8) sich bewegbarer Matrize (4) bei Krafteinwirkung der Matrize (4) auf den Niederhalter (8), den Niederhalter (8) über eine angetriebene Strecke (1) zurückweichen zu lassen.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Steuereinheit dazu ausgebildet ist, während eines Setzvorgangs oder kurz vor Beginn des Setzvorgangs eine Geschwindigkeit der Matrize zu reduzieren.
- Verfahren zum Setzen eines Füge- oder Funktionselementes mit einer Vorrichtung (1), die ein Gestell (3), einen am Gestell (3) angeordneten Stempel (9), einen den Stempel (9) umgebenden Niederhalter (8), eine am Gestell (3) angeordnete, dem Stempel (9) koaxial gegenüberliegende Matrize (4) und eine Antriebseinheit (2) umfasst, wobei die Matrize (4) über die Antriebseinheit (2) bewegt wird, und unabhängig davon der Niederhalter (8) einen Ladehub zum Laden eines Füge- oder Funktionselements mit vorgegebener Hubstrecke des Niederhalters (8) ausführt und bei einer davon sich unterscheidenden Druckphase, der Niederhalter (8) mit vorgegebener Druckkraft bei einem Setzvorgang gegen das Werkstück (15, 18) gedrückt wird, wobei der Stempel (9) fest mit dem Gestell (3) verbunden ist, wobei eine Bewegung beim Setzen eines Füge- oder Funktionselements durch die Bewegung der Matrize (4) bewirkt wird,
dadurch gekennzeichnet, dass ein Setzkopf (5) den Niederhalter (8), den Stempel (9) und eine Pneumatikeinrichtung (7) mit einem Pneumatikzylinder (7a, 7b) umfasst, wobei der Pneumatikzylinder (7a, 7b) einen Kolben (10a, 10b) aufweist, der gleichzeitig eine Führungssäule für den Niederhalter (8) bildet, wobei über eine Länge (1) eines pneumatischen Druckraums (11a, 11b) der Kolben (10a, 10b) pneumatisch gesteuert aus- und einfahrbar ist, womit der Niederhalter (8) an einer Niederhalteraufnahme (8a), die mit dem Kolben (10a, 10b) verbunden ist, aus- und einfährt, wobei im eingefahrenen Zustand der Kolben (10a, 10b) an einem Anschlag (12a, 12b) liegt, wobei der Anschlag (12a, 12b) gefedert ist durch eine Druckfeder (13a, 13b), hinter dem Anschlag (12a, 12b), wobei die Druckfeder (13a, 13b) eine Verlängerung (14a, 14b) des Kolbens (10a, 10b) umschließt, wobei für den Setzvorgang eine Niederhalterfunktion realisiert ist, bei welcher die Niederhalterkraft durch die Druckfeder (13a, 13b) erzeugt wird, wenn der Niederhalter (8) in Bezug auf den Pneumatikzylinder (7a, 7b) so weit zurück gewichen ist, dass der Kolben (10a, 10b) gegen den Anschlag (12a, 12b) läuft und dann der Anschlag (12a, 12b) gegen die Federkraft der Druckfeder (13a,13b) zurück gedrängt wird. - Verfahren nach Anspruch 13, dadurch gekennzeichnet, dass der Niederhalter (8) entlang des Stempels (9) in Richtung Matrize (4) in eine Ladeposition für die Aufnahme eines Füge- oder Funktionselements in einen ausgefahrenen Zustand bewegt wird.
- Verfahren nach einem der vorhergehenden Ansprüche 13 oder 14, dadurch gekennzeichnet, dass der Niederhalter (8) in einem entlang des Stempels (9) in Richtung Matrize ausgefahrenen Zustand in Anlage an ein Werkstück (15) gebracht wird und die Matrize (4) im angelegten Zustand auf das Werkstück (15) bzw. den Niederhalter (8) zubewegt wird und dabei die Matrize (4) den Niederhalter (8) mit Werkstück (15) für einen Setzvorgang des Füge- oder Funktionselements zurückdrängt.
- Verfahren nach einem der vorhergehenden Ansprüche 13 bis 15, dadurch gekennzeichnet, dass der Niederhalter (8) nach dem Ladevorgang mit einem Füge- oder Funktionselement in den eingefahrenen Zustand bewegt wird und dass der Niederhalter (8) in Anlage an ein Werkstück (18) gebracht wird und die Matrize (4) im angelegten Zustand auf das Werkstück (18) bzw. den Niederhalter (8) zubewegt wird und dabei die Matrize (4) den Niederhalter (8) in der Druckphase mit Werkstück (18) für einen Setzvorgang das Füge- oder Funktionselement zurückdrängt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014002684.1A DE102014002684A1 (de) | 2014-02-28 | 2014-02-28 | Vorrichtung und Verfahren zum Setzen von Füge- oder Funktionselementen |
| PCT/EP2014/078493 WO2015128026A1 (de) | 2014-02-28 | 2014-12-18 | Vorrichtung und verfahren zum setzen von füge- oder funktionselementen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3110579A1 EP3110579A1 (de) | 2017-01-04 |
| EP3110579B1 true EP3110579B1 (de) | 2020-03-25 |
Family
ID=52345181
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14825307.3A Active EP3110579B1 (de) | 2014-02-28 | 2014-12-18 | Vorrichtung und verfahren zum setzen von füge- oder funktionselementen |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10512967B2 (de) |
| EP (1) | EP3110579B1 (de) |
| JP (1) | JP6391702B2 (de) |
| KR (1) | KR102353677B1 (de) |
| CN (1) | CN106061645B (de) |
| DE (1) | DE102014002684A1 (de) |
| WO (1) | WO2015128026A1 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016215450B4 (de) | 2016-08-18 | 2024-02-15 | Audi Ag | Fügezange |
| DE102018121518A1 (de) * | 2018-09-04 | 2020-03-05 | Tox Pressotechnik Gmbh & Co. Kg | Werkzeugbügel und Vorrichtung zum Kaltfügen |
| DE102021120555A1 (de) | 2021-08-06 | 2023-02-09 | Eckold Gmbh & Co. Kg | Fügekopf zur Befestigung eines Befestigungselementes auf der Oberfläche eines Bauteils |
| CN117532896A (zh) * | 2023-11-07 | 2024-02-09 | 永林电子股份有限公司 | 一种手环压紧成型装置及儿童防护手环 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02235540A (ja) * | 1989-03-06 | 1990-09-18 | Yoshikawa Tekko Kk | ワークリベット圧入装置の制御装置 |
| DE9215475U1 (de) * | 1992-11-13 | 1993-01-07 | Tuenkers Maschinenbau Gmbh, 4030 Ratingen, De | |
| CN1058432C (zh) * | 1994-05-21 | 2000-11-15 | 小原株式会社 | 便携式铆接枪 |
| DE19639122A1 (de) * | 1996-09-24 | 1998-04-02 | Daimler Benz Aerospace Airbus | Vorrichtung zum Klemmen und Bohren |
| DE10319411B4 (de) * | 2003-04-29 | 2008-03-13 | Reuschenbach, Hermann, Dr.-Ing. | Vorrichtung zum Stanznieten |
| DE102004015568B4 (de) * | 2004-03-30 | 2017-09-14 | Böllhoff Verbindungstechnik GmbH | Kombiniertes Durchsetzfüge-Stanznietwerkzeug |
| CN101495253A (zh) * | 2006-05-31 | 2009-07-29 | 铸造Crc有限公司 | 利用预热的自冲铆钉连接金属的方法和设备 |
| DE102009049616B4 (de) * | 2009-10-16 | 2019-05-09 | Böllhoff Verbindungstechnik GmbH | Setzgerät, Zuführmodul des Setzgeräts und Fügeverfahren zum Verbinden von mindestens zwei Bauteilen |
| US10115386B2 (en) * | 2009-11-18 | 2018-10-30 | Qualcomm Incorporated | Delay techniques in active noise cancellation circuits or other circuits that perform filtering of decimated coefficients |
| DE102010027195A1 (de) | 2010-07-07 | 2012-01-12 | Newfrey Llc | Fügeverfahren |
| DE102011116654B4 (de) * | 2011-10-21 | 2015-03-05 | Hermann Reuschenbach | Vorrichtung zum Stanznieten oder Durchsetzfügen unter beengten Platzverhältnissen |
| US9852772B2 (en) * | 2014-02-24 | 2017-12-26 | Ctrlmovie Ag | Device and method for playing an interactive audiovisual movie |
-
2014
- 2014-02-28 DE DE102014002684.1A patent/DE102014002684A1/de not_active Withdrawn
- 2014-12-18 CN CN201480076432.9A patent/CN106061645B/zh active Active
- 2014-12-18 KR KR1020167023099A patent/KR102353677B1/ko active IP Right Grant
- 2014-12-18 EP EP14825307.3A patent/EP3110579B1/de active Active
- 2014-12-18 WO PCT/EP2014/078493 patent/WO2015128026A1/de active Application Filing
- 2014-12-18 JP JP2016554410A patent/JP6391702B2/ja not_active Expired - Fee Related
-
2016
- 2016-08-23 US US15/244,377 patent/US10512967B2/en active Active
-
2018
- 2018-11-16 US US16/193,187 patent/US10799939B2/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102353677B1 (ko) | 2022-01-19 |
| KR20160125390A (ko) | 2016-10-31 |
| DE102014002684A1 (de) | 2015-09-03 |
| EP3110579A1 (de) | 2017-01-04 |
| CN106061645A (zh) | 2016-10-26 |
| US20190084033A1 (en) | 2019-03-21 |
| CN106061645B (zh) | 2019-10-11 |
| US10799939B2 (en) | 2020-10-13 |
| JP6391702B2 (ja) | 2018-09-19 |
| US10512967B2 (en) | 2019-12-24 |
| JP2017506586A (ja) | 2017-03-09 |
| US20170001236A1 (en) | 2017-01-05 |
| WO2015128026A1 (de) | 2015-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1640081B2 (de) | Verfahren zum Fügen und Vorrichtung zum Betätigen eines Fügewerkzeuges | |
| DE10031073B4 (de) | Verfahren zum Vernieten | |
| DE69920282T2 (de) | Verbinden von plattenförmigem material | |
| EP0832722B1 (de) | Vorrichtung zum Klemmen und Bohren | |
| EP3110579B1 (de) | Vorrichtung und verfahren zum setzen von füge- oder funktionselementen | |
| DE2163556B2 (de) | Einrichtung an einem Eintreibwerkzeug zum Halten und Ausrichten von Befestigungsmitteln | |
| DE102017203943B4 (de) | Setzeinheit und Verfahren zum Setzen eines Verbindungselements an einem Werkstück | |
| DE10011340A1 (de) | Pneumatisch-hydraulisches Blindnietgerät | |
| DE102010005404A1 (de) | Führungs- und Setzeinrichtung für Befestigungselemente | |
| EP3284548A1 (de) | Verfahren und vorrichtung zum setzen eines verbindungselements an einem werkstück | |
| DE1940379C3 (de) | Mehrstufenpresse zur gleichzeitigen Herstellung von zwei ineinanderpassenden Hohlkörpern begrenzter Länge | |
| WO2012120132A1 (de) | Mundstück für ein nietgerät, nietgerät sowie verfahren zum vernieten eines werkstückes | |
| WO2005063421A1 (de) | Verfahren und vorrichtung zum herstellen eines zylindrischen hohlkörpers aus einem rohling | |
| EP2335841B1 (de) | Verfahren zum Herstellen von Biegeteilen und Werkzeug hierfür | |
| DE19731344B4 (de) | System zum Zuführen von Verbindungselementen an einen Stanzkopf | |
| EP3681655A1 (de) | Vorrichtung sowie ein verfahren zum setzen eines verbindungselements an einem werkstück | |
| DE102006013651B4 (de) | Werkzeugeinheit und Verfahren zum axialen Verschieben eines Werkzeugkopfes | |
| DE3120093A1 (de) | Nietmaschine, insbesondere zum aufnieten der bremsbelaege auf den belagtraeger von bremsbacken | |
| WO2004054738A1 (de) | Taumelfügevorrichtung | |
| DE10101304A1 (de) | Muttereinstanzeinrichtung | |
| DE60212359T2 (de) | Stanznietsetzmaschine | |
| EP3381581B1 (de) | Stanznietvorrichtung und verfahren zum betreiben einer stanznietvorrichtung | |
| EP1984132A1 (de) | Hydraulische bearbeitungszange | |
| DE10359879A1 (de) | Hydraulische Bearbeitungszange | |
| DE2226555C3 (de) | Stanznietmaschine zum Eintreiben eines Drahtabschnittes durch ungelochte Werkstücke |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20160802 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180208 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191205 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1247989 Country of ref document: AT Kind code of ref document: T Effective date: 20200415 Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014013866 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200625 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200626 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200325 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200818 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200725 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014013866 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 |
|
| 26N | No opposition filed |
Effective date: 20210112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201218 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201218 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1247989 Country of ref document: AT Kind code of ref document: T Effective date: 20201218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231221 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231031 Year of fee payment: 10 |