EP3088097A1 - Dispositifs et procédé de formage par pression de barrettes de liaison entre des parties d'une pièce à usiner en plaques - Google Patents
Dispositifs et procédé de formage par pression de barrettes de liaison entre des parties d'une pièce à usiner en plaques Download PDFInfo
- Publication number
- EP3088097A1 EP3088097A1 EP15165676.6A EP15165676A EP3088097A1 EP 3088097 A1 EP3088097 A1 EP 3088097A1 EP 15165676 A EP15165676 A EP 15165676A EP 3088097 A1 EP3088097 A1 EP 3088097A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- forming
- tool
- connecting web
- workpiece
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 28
- 238000012545 processing Methods 0.000 claims abstract description 71
- 239000002184 metal Substances 0.000 claims abstract description 69
- 238000003754 machining Methods 0.000 claims abstract description 34
- 238000000926 separation method Methods 0.000 claims description 23
- 239000000463 material Substances 0.000 claims description 16
- 210000000056 organ Anatomy 0.000 claims description 12
- 238000005520 cutting process Methods 0.000 claims description 8
- 238000011156 evaluation Methods 0.000 claims description 8
- 230000001419 dependent effect Effects 0.000 description 9
- 238000003698 laser cutting Methods 0.000 description 9
- 230000008569 process Effects 0.000 description 7
- 238000013461 design Methods 0.000 description 6
- 238000004080 punching Methods 0.000 description 4
- 238000011161 development Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005555 metalworking Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000012858 resilient material Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/10—Incompletely punching in such a manner that the parts are still coherent with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/16—Shoulder or burr prevention, e.g. fine-blanking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/34—Perforating tools; Die holders
Definitions
- the invention additionally relates to a method for pressure-forming a connecting web of the type mentioned by means of the above forming tool and / or by means of the above machine tool.
- the previously known forming tool comprises a forming punch with a beveled punch tip and a forming die with a support surface and a die recess embedded in the support surface.
- the forming die is one, the forming die assigned to the other side of a connecting web to be processed. With a processing stroke carried out along a lifting axis, the forming punch is moved in the direction of the forming die.
- the forming die acts on the connecting web arranged between the forming punch and the forming die with the beveled punch tip.
- the stamp tip of the connecting web is crushed reducing the thickness of the connecting web between the forming die and the forming die and also bent over an edge formed on the forming die by the support surface and a parallel to the Hubachse extending lateral boundary surface of the die cavity.
- a cross-section-reduced rupture zone is produced at the connecting web with respect to the remaining connecting web.
- the object of the present invention is to allow a pressure forming of connecting webs of the type described above with simplified compared to the prior art means.
- a forming tool which, in addition to a first tool part provided with a forming member, has a second tool part provided with a continuous flat support surface and consequently structurally simple.
- the second tool part it is possible to use the second tool part as a disk-shaped component run along the lifting axis of the forming tool low height.
- forming members which are rigidly connected to the rest of the tool part but also forming members which are rotatably mounted on a base body of the first tool part and thus can roll on this for compressive deformation of the connecting web.
- the connecting web After the pressure forming of a connecting web, the connecting web has only a relatively small cross section, which is dimensioned such that the connection of the connecting web to the adjacent workpiece part with little effort, for example, by reciprocating the machined workpiece can be solved. Nevertheless, the connecting web can be dimensioned before the pressure forming in such a way that it establishes a load-bearing connection between the relevant workpiece parts,
- connection webs can begin, for example, on rectilinear or arcuate edges but also on corners of the interconnected workpiece parts.
- the connecting webs should be aligned relative to the forming member of the first tool part such that the connecting webs the forming member along the lifting axis with surfaces and not with edges facing each other.
- material particles which, for example, accumulate as chips during pressure forming of a connecting web, can be removed from the processing point.
- at least one of the tool parts of the forming tool according to the invention is provided with a corresponding suction.
- the tool parts of the forming tool according to the invention are arranged in tool receptacles, which are provided on opposite sides of the formed connecting web or the interconnected by the connecting web workpiece parts and the numerically controlled along the stroke axis of the tool parts can be moved relative to each other.
- the workpiece which previously worked in a separate manner, usually rests on a conventional workpiece support of the machine tool.
- a parallel to the plate plane of the machined workpiece executed relative movement of the workpiece parts and the connecting webs on the one hand and the tool holders of the machine tool on the other hand, the connecting webs opposite positioned the held in the tool holders tool parts of the forming tool for processing.
- a connecting web to be reshaped is pressurized on the one hand by the forming member of the first tool part and on the other hand supported on the bearing surface of the second tool part serving as an abutment for the first tool part.
- the line along which the forming member of the first tool part dips into the connecting web for example, extend in extension of a separating surface which has been created on the adjacent workpiece part in the production of the connecting web, but it can also upstream of this separating surface or against the parting surface in the inside of the workpiece part to be set back.
- the forming member of the first tool part with a workpiece part preferably overlaps in the order of tenths of millimeters.
- the tool parts of the forming tool according to the invention for forming a connecting web relative to each other a singlelumshub or more successivelyshübe.
- the forming process according to the invention is part of the separation process according to the invention and also part of the processing method according to the invention, in the course of which the separation process according to the invention and additionally a further workpiece processing are carried out.
- the forming tool according to the invention can serve to reshape the connecting web or webs in a manner which is adapted to the workpiece machining provided in addition to the cutting machining.
- the first tool part in the connecting web a work piece side is created by the forming organ workpiece side. This fact is particularly important when the forming member of the first tool part attaches to one end of the respective connecting web and consequently in the immediate vicinity of a workpiece part.
- the Umformorgans influence on the nature of the separation surface generated by the forming member can be taken. If the forming element has a sharp edge at the transition between its workpiece side and the free end of the first tool part, it produces a smooth and thus high-quality parting surface.
- a parallel to the separation surface at the respective workpiece part extending separation surface is According to the invention produced by means of the forming member in particular when the separation surface generated by the forming member extends in extension of the already existing separation surface on the workpiece part.
- the preparation of an inclined at an angle against the already existing parting surface of the workpiece part separation surface by means of Umformorgans is provided according to the invention, for example, in cases where before or after the forming of the connecting web, the existing separation surface formed on the workpiece part by additional edge processing of the Werk Swisstells and thereby bevelled becomes.
- the angle between the workpiece side of the Umformorgans and the existing separation surface of the workpiece part aligned by means of Umformorgans on the workpiece inclined surface is aligned with the inclined surface, which is created in the context of additional edge processing of the workpiece part.
- the first tool part is formed in a preferred embodiment of the invention as a tapered tool part, wherein the forming member of the first tool part tapers along the stroke axis to the free end of the first tool part.
- this design of the forming tool according to the invention is advantageous.
- a forming surface is provided in a further preferred embodiment of the forming tool according to the invention on a side facing away from the workpiece side web of the forming of the tapered tool part, which extends starting from the free end of the tapered tool part along the lifting axis of the workpiece side of the Umformorgans and accordingly is inclined relative to the Hubachse.
- this design of the forming tool variant of the forming process according to the invention (claim 13) is plasticized at the tapered tool part side of the connecting web material of the connecting web by means of the Umformorgans the tapered tool part and plasticized material of the connecting web on the web side of the forming displaced away from the workpiece side by the forming surface of the forming.
- the forming member of the tapered tool part If the forming tool is attached to one end of a connecting web to be formed, then the forming member of the tapered tool part generates due to its special geometry at the relevant end of the connecting web a fracture zone, which is such that after the breaking of the connecting web no or only at most slight traces of Tie bar remain on the workpiece part. Since plasticized material of the connecting web, which is generated by the forming member, is displaced away from the workpiece side of the forming and thus also adjacent to the connecting web workpiece part away, the plasticized material of the connecting web at the respective workpiece part leave no or at most slight marks. Burr formed on the connecting web is removed together with the connecting web in the context of the separating method according to the invention and consequently does not impair the quality of the separating surface on the workpiece part.
- forming member to the first tool part of the forming tool different geometries come into question. It is conceivable, for example, a forming member with a rectangular cross-section.
- the forming member of a tapered first tool part in a direction parallel to the stroke axis extending cutting plane has a triangular cross section or a trapezoidal cross section.
- a forming element with a triangular cross-section is linear at its end face.
- such a forming member may be provided in a preferred embodiment of the invention with a slight flattening or rounding at the end face of the forming forming triangle tip.
- a forming member with a trapezoidal cross-section is formed flat on its face and consequently subjected to less wear during operation than a triangular-shaped in cross section forming member. Also deviating from the trapezoidal cross-sections, which form an end face on the forming member of the tapered tool part, are conceivable according to the invention.
- a forming member with a triangular or with a trapezoidal cross-section is provided in a further development of the invention in that the forming member of the tapered tool part of a provided with an inner cavity, preferably an inner cone, free end of the tapered tool part is formed (claim 6).
- an inner cavity preferably an inner cone
- free end of the tapered tool part is formed (claim 6).
- the radius and the bevel may provide that the formed connecting web at the final separation of the workpiece parts not at this point but rather breaks where the forming member of the tapered tool part attaches to the edge at the transition between the workpiece side of the Umformorgans and the free end of the tapered tool part is formed.
- Claim 7 relates to an intended for this purpose type of forming tool according to the invention, which makes it possible to reshape a connecting web at the same time at a plurality of spaced apart along the connecting web and thereby to weaken positions for the complete separation of the interconnected via the connecting piece workpiece parts.
- Each of the deformation points on the connecting web is processed by an organ portion of the provided on the first tool part forming member.
- the forming member of the first tool part extends in a preferred embodiment of the invention in a circumferential direction and in particular arcuate, preferably along a circular arc to the lifting axis.
- the extent of the Umformorgans in the circumferential direction can be dimensioned such that the forming member simultaneously engages in forming a connecting web at several points of the connecting web.
- An arcuate, in particular a circular course of the forming organ makes it possible to arrange the fracture zone at which the connecting web is to break after forming at the workpiece part adjoining the connecting web in a region which is already opposite that at this workpiece part before the forming of the connecting web created separation surface is set back into the interior of the workpiece part.
- a circular course of the forming member is also advantageous insofar as by a simple rotation of the first tool part about a concentric with the forming organ positioning different organ sections of the Umformorgans one and the same processing point and / or one and the same organ sections can be assigned to different processing points.
- the successive use of different organ sections of the forming element is particularly recommended because of the associated homogenization of the tool wear.
- the forming member of the first tool part is formed in the circumferential direction endless in a further development of the forming tool according to the invention.
- a circumferentially segmented forming element is conceivable.
- Claim 10 relates to a design of the forming tool according to the invention, which allows a force-dependent control of the machining stroke of the tool parts of the forming tool.
- An effective along the lifting axis mutual support of the tool parts, bypassing the pressure-shaped connecting web is realized in a preferred embodiment of the forming tool according to the invention by at least one of Tool parts has a portal-like shape and overlaps the reshaping connecting web during its processing.
- the gantry supports of the respective tool part can sit on the other tool part at the stroke end position of the two tool parts laterally next to the connecting web. If the first tool part provided with the forming element is designed as a portal, then the forming element can be arranged between the portal supports.
- claim 16 is provided that when machining a plate-like workpiece from an elastically deformable material of at least one connecting web is created as a solid-body joint and in the transverse direction of the parting surfaces of the interconnected by the connecting web workpiece parts is resilient. If such a connecting web is formed by means of the forming tool according to the invention, then the connecting web can be compressed by taking advantage of its elasticity. Consequently, only a relatively small force is required for forming the connecting web. This is especially true in cases where a connecting web is pressure-formed at both ends simultaneously.
- FIG. 1 is a machine tool 1 designed as a punching laser - combined machine.
- a machine frame 2 of the machine tool 1 has a C-shape and has an upper frame leg 3 and a lower frame leg 4. At the free ends of the upper frame leg 3 and the lower frame leg 4, a laser cutting station 5 and a forming station 6 are provided.
- the laser cutting station 5 comprises a laser cutting head 7 on the upper frame leg 3 and a laser beam receiver 8 on the lower frame leg 4.
- the forming station 6 has an upper tool holder 9 on the upper frame leg 3 and a lower tool holder 10 on the lower frame leg 4.
- In the upper tool holder 9 is designed as a forming die 11 upper tool as the first tool part, in the lower tool holder 10 as a second tool part as Umformmatrize 12 formed lower tool of a forming tool 13.
- a plate 15 processed.
- the sheet 15 is moved by means of a conventional coordinate guide 16 with a biaxial horizontal movement over a workpiece support 17 of the machine tool 1 and thereby relative to the laser cutting head 7 and the laser beam receiver 8 and also relative to the forming tool 13.
- FIG. 1 the plate 15 is shown broken off.
- the laser beam receiver 8 and the lower tool holder 10 with the forming die 12 of the forming tool 13 can be seen in FIG.
- the sheet 15 is first processed by cutting at the laser cutting station 5.
- a possible result of the separating processing of the sheet 15 is in FIG. 2 shown.
- Due to a generated by the coordinate guide 16 movement of the sheet 15 a directed from the laser cutting head 7 on the plate 15 laser beam cuts the sheet metal parts 19, 20, 21, 22 while leaving connecting webs 23 free.
- the residual grid 18 and the sheet metal parts 19, 20, 21, 22 are only partially separated from one another.
- the laser cutting beam could be used for incomplete separation of the residual grid 18 and the sheet metal parts 19, 20, 21, 22 and a different type of cutting tool, in particular a substitution of the forming station 6 punching tool.
- the sheet 15 is moved by means of the coordinate guide 16 to the forming station 6 of the machine tool 1.
- the connecting webs 23 are pressure-formed by means of the in the upper tool holder 9 and the lower tool holder 10 substitute forming tool.
- the forming tool 13 is provided with the forming die 11 provided as the upper die and the forming die 12 provided as the lower die and, in the illustrated example, substantially cylindrical FIG. 3 shown.
- the stroke axis 14 is indicated by dash-dotted lines on both the forming die 11 and on the forming die 12, along which the forming die 11 is lowered for pressure forming a connecting web 23 relative to the forming die 12 with a constraintshub.
- the forming die 11 has an axial end portion, which is designed as a forming member 24.
- the forming member 24 forms the free end of the forming die 11. As FIG. 5 shows, the forming member 24 tapers along the lifting axis 14 to the free end of the Umformstempels 11 out.
- the forming die 11 is therefore a tapered tool part of the forming tool 13.
- the forming member 24 has a trapezoidal cross-section.
- the upper boundary of the trapezoidal cross-section of the forming member 24 is in FIG. 5 indicated by an imaginary dashed line.
- the forming member 24 extends endlessly concentric with the lifting axis 14th
- a continuous flat support surface 27 is provided on the forming die 12. If the forming tool 13 with the forming die 11 in the upper tool holder 9 and the forming die 12 in the lower tool holder 10 of the machine tool 1, the bearing surface 27 of the forming die 12 along the stroke axis 14 of the end face 26 of the punch-side forming member 24 is opposite. Both the support surface 27 of the forming die 12 and the end face 26 of the punch-side forming member 24 extend perpendicular to the lifting axis 14th
- the machined metal sheet 15 is positioned by means of the coordinate guide 16 of the machine tool 1 relative to the forming tool 13 inserted at the forming station 6 in such a way that the forming tool 13 assumes a machining standby position with respect to the connecting web 23 to be formed.
- machining ready position of the forming tool 13 of the forming die 11 of the forming tool 13 along the lifting axis 14 from the top of the connecting web 23 and spaced therefrom workpiece parts is spaced.
- the support surface 27 of the forming die 12 has along the lifting axis 14 at a minimum distance from the underside of the connecting web 23 and the workpiece parts connected thereto.
- the vertical projection of the end face 26 of the Umformorgans 24 of arranged in the machining standby Umformstempels 11 extends to the top of the machined plate 15 at both ends of the connecting web 23 via a projection 28 of the connecting web 23 on the respective workpiece part addition. This is shown in FIG. 4 , where in FIG. 4 only the vertical projection of the radially outer boundary line of the end face 26 of the punch-side forming member 24 is shown.
- the forming die 11 is moved with a machining stroke along the lifting axis 14 in the direction of the forming die 12 into a stroke end position.
- the machining stroke is controlled path-dependent, in the examples according to the FIGS. 17 to 19 the control of the machining stroke is dependent on the force.
- the amount of processing performed by the forming die 11 relative to the forming die 12 processing is variably adjustable and depends in particular on the desired residual thickness of the connecting web 23 after forming.
- the path traveled by the forming die 11 along the lifting axis 14 is detected by means of a conventional position measuring system and forms the basis for the control of the lifting drive of the machine tool 1.
- the conditions at stroke end position of the Umformstempels 11 are in FIG. 5 illustrated.
- the connecting web 23 is under the effect the loading by the forming die 11 is supported with its underside on the bearing surface 27 of the forming die 12.
- the forming die 11 is immersed in the process stroke with diametrically opposite portions of the Umformorgans 24 at both ends of the connecting web 23 in this and in the adjacent areas of the residual grid 18 and the sheet metal part 20.
- a workpiece side 29 of the forming member 24 is the residual grid 18, a workpiece side 30 of the Umformorgans 24 facing the sheet metal part 20.
- Web sides 31, 32 of the forming member 24 point towards the connecting web 23 and are accordingly remote from the skeleton grid 18 and the sheet metal part 20.
- the forming member 24 forming surfaces 34, 35 on.
- the forming surfaces 34, 35 of the forming member 24 extending from the free end of the forming die 11 along the lifting axis 14 of the workpiece sides 29, 30 of the Umformorgans 24 away.
- the cross section of the connecting web 23 is reduced by the pressure forming by means of the forming tool 13, the cross section of the connecting web 23 along the lifting axis 14. Due to the excess of the diameter of the end face 26 of the punch-side forming member 24 relative to the connecting web 23, the cross-section reduced approaches of the connecting web 23 are set back on the skeletal grid 18 and on the sheet metal part 20 with respect to the separating surfaces 33 in the interior of the residual grid 18 and the sheet metal part 20.
- a corresponding offset of the projections of the cross-section reduced connecting web 23 on the skeleton grid 18 and on the sheet metal part 20 turns when the dividing surfaces 33 on the skeleton grid 18 and the sheet metal part 20 already at the pressure forming of the connecting webs 23 upstream separating processing of the sheet 15 with a appropriate return ( FIG. 6 ).
- pressure forming only the connecting web 23 and not even an immediately adjoining the connecting web 23 area the residual grid 18 and the sheet metal part 20 to edit in the case of the processing situation, according to FIG. 6 for pressure forming the connecting web 23 to apply a lower force than in the proportions according to FIG. 4 ,
- FIGS. 7 and 8 illustrate by way of example the processing of X-shaped crossing processing webs 23, as they are in the art FIG. 2 between the sheet metal parts 19, 20, 21, 22 are provided.
- FIG. 7 refers to the case that not only the connecting webs 23 themselves but also directly adjacent workpiece areas are to be reshaped while according to FIG. 8 immediately adjacent to the connecting webs 23 adjacent workpiece areas have already been removed in the previous separating processing of the sheet 15 and consequently only the connecting webs 23 must be transformed.
- FIG. 9 shows a provided between two incompletely separate workpiece parts connecting web 23 which, like the rest of the machined workpiece consists of a resilient material and has been created in the incomplete separation of the adjacent workpiece parts with a meandering shape. Due to the material and due to its special shape of the connecting web 23 is resilient and accordingly forms a solid-state joint between the two adjacent workpiece parts. If the connecting web 23 according to FIG. 9 in the in FIG. 5 illustrated manner by the forming die 11 and the forming die 12 of the forming die 13 pressurized, so sets the connecting web 23 due to its resilience of the pressure deformation only a relatively small resistance. The resilience of the connecting web 23 facilitates the displacement of plasticized material of the connecting web 23 of the workpiece sides 29, 30 of the punch-side forming member 24 away.
- the Figures 10a, 10b and 10c show from the forming tool 13 structurally deviating forming tools 13/1, 13/2, 13/3 each in the circumference of a Umformstkovs 11/1, 11/2, 11/3.
- a forming member 24/1 of the forming die 11/1 unlike the forming member 24 of the forming die 11 has an elliptical shape.
- the forming die 11/2 is divided in a plane parallel to the stroke axis 14 and thus has a two-part forming member 24/2, each segment of the Umformorgans 24/2 is semicircular.
- the forming die 11/3 has resulted from the forming die 11/1 by division along a plane parallel to the lifting axis 14 extending plane.
- a forming member 24/3 of Umformstkovs 11/3 is thus segmented and comprises two identical halves.
- the forming members 24/1, 24/2, 24/3 of the forming die 11/1, 11/2, 11/3 have the same cross-sectional shape as the forming member 24 of the Umformstkovs 11.
- the Umformstempeln 11/1, 11/2, 11 / 3 are consequently tapered tool parts of the forming tools 13/1, 13/2, 13/3.
- the Umformstkovn 11/1, 11/2, 11/3 is assigned in each case a forming die 12, as in FIG. 3 is shown.
- FIG. 11 is carried out with several processing strokes of the forming tool 13/1 successively at the ends of connecting webs 23, a pressure forming.
- the forming punch 11/1 is turned by turning the upper tool holder 9 about the lifting axis 14.
- a rotational adjustment of the forming die 12 cooperating with the forming die 11/1 is not necessary due to the geometry of the forming die 12.
- the machined plate 15th positioned by means of the coordinate guide 16 of the machine tool 1 with respect to the forming tool 13/1.
- a simple connecting web 23 is processed by means of the forming tool 13/2.
- the forming tool 13/3 is used for pressure forming two X-shaped crossing connecting webs 23, the forming tool 13/3 is used.
- the forming 13/2, 13/3 perform with a single machining stroke a pressure deformation at both ends of a connecting web 23, wherein for the processing of the two X-shaped crossing connecting webs 23 two successive processing strokes of the forming 13/3 are required and the forming tool thirteenth / 3 is rotated about the lifting axis 14 after the first processing stroke.
- FIG. 13 shows a formed as a forming die 11/4 first tool part of a forming tool 13/4. Also in the forming die 11/4 is a tapered tool part.
- the forming die 11/4 has a forming member 24/4, which forms a free end of the forming die 11/4 and which tapers along the lifting axis 14 to the free end of the forming die 11/4. Notwithstanding the punch-side forming members 24, 24/1, 24/2, 24/3, the forming member 24/4 has a triangular cross-section. An upper horizontal boundary line of the triangular cross-section of the forming member 24/4 is in FIG. 13 indicated by dashed lines.
- the forming die 11/4 processed a connecting web 23 at a executed for pressure forming of the connecting web 23 processing stroke only at one point. Also, the forming die 11/4 acts to pressure forming a connecting web 23 with a forming die 12 of in FIG. 3 shown kind together.
- FIG. 14 is the forming die 11/4 with the forming member 24/4 immersed in the representation lying on the right end of the connecting web 23 in this.
- the forming member 24/4 is provided with a forming surface 38.
- the workpiece side 36 of the forming 24/4 is in the processing of in FIG. 14 the left end of the connecting web 23 facing the sheet metal part 21, the web side 37 of the Umformorgans 24/4 is remote from the sheet metal part 21. Both during pressure forming of the connecting web 23 at its right end and during forming of the connecting web 23 at its left end is plasticized material of the connecting web 23 through the forming surface 38 on the web side 37 of the punch-side forming member 24/4 of the workpiece side 36 of the Umformorgans 24/4 displaced away,
- the conditions according to FIG. 15 differ from the processing situation according to FIG. 14 in that the in FIG. 14 formed as web page 37 side of the forming member 24/4 forms a workpiece side 39. Accordingly, in FIG. 15 the forming member 24/4 on the workpiece side 39 against the lifting axis 14 and consequently against an in FIG. 15 not shown hubachsparallele separation surface 33 of the sheet metal part 21 inclined.
- the workpiece side 36 according to FIG. 14 forms in FIG. 15 a hubachsparallele web side 40 of the Umformorgans 24/4.
- the processing situation differs according to FIG. 15 from the in FIG. 14 shown ratios also by the amount of the forming punch 11/4 along the lifting axis 14 executed featuresshubs.
- FIG. 15 is the machining stroke of the forming die 11/4 dimensioned such that only the cross-sectionally triangular forming member 24/4 and not even an adjoining axial portion of the Umformstkovs 11/4 immersed in the machined plate 15.
- FIG. 15 Also different from FIG. 14 is proven FIG. 15 the machined plate 15 positioned relative to the forming tool 13/4 such that the forming member 24/4 of Umformstkovs 11/4 in the stroke end position of the forming 13/4 on both sides of the approach of the connecting web 23 is disposed on the sheet metal part 21 and consequently both the Connecting web 23 and the sheet metal part 21 acted upon.
- the forming member 24/4 at the inclined against the stroke axis 14 workpiece side 39 creates a chamfer on the edge of the sheet metal part 21.
- the cross section of the connecting web 23 is reduced to the lying to the sheet metal part 21 end of the connecting web 23.
- a forming die 11/4 is shown as a first tool part of a forming tool 13/5.
- a forming member 24/5 of the forming die 11/5 has a rectangular cross section in a plane parallel to the lifting axis 14 extending cutting plane and accordingly does not taper towards the free end of the forming die i1, / S out. Consequently, the forming die 11/5 is not a tapered tool part of the forming tool 13/5.
- the forming die 11/5 acts to pressure forming of connecting webs 23 with a provided as a second tool part of the forming tool 13/5 Umformmatrize 12 according to FIG. 3 together.
- FIG. 17 is a first tool part of a forming tool 13/6 formed as a forming die 11/6.
- the forming die 11/6 is a second tool part in an FIG. 17 not shown forming die 12 according to FIG. 3 assigned.
- a forming unit 41 of the Umformstempels 11/6 agrees with the Umformstkovs 11 according to FIG. 3 match.
- the forming die 11/6 is also a tapered tool part.
- the forming die 11/6 ends in a forming member 24/6 with trapezoidal cross-section.
- the forming die 11/6 cheeks 42, 43 which project towards the forming member 24/6 of the forming die 11/6 along the lifting axis 14 to the forming die 12, not shown, and thereby projections 44, 45 of the Umformstempels 11th / 6 train.
- the metal sheet 15 previously worked and the forming tool 13/6 are positioned relative to one another such that, in the case of a machining stroke carried out by the forming punch 11/6 towards the forming die 12, the connecting web 23 to be formed between the projections 44, 45 of FIG Forming Temple 11/6 comes to rest.
- the projections 44, 45 of the forming die 11/6 With their along the lifting axis 14 leading end surfaces on the support surface 27 of the forming die 12 on.
- the projection of the projections 44, 45 relative to the forming member 24/6 of the forming die 11/6 is dimensioned such that at stroke end position of Umformstempels 11/6, the free end of the Umformorgans 24/6 on the forming die 11/6 of the support surface 27th the forming die 12 along the lifting axis 14 has a distance corresponding to the desired residual thickness of the pressure-formed connecting web 23.
- the stroke end position of the forming die 11/6 engages over the formed connecting web 23 in a portafy manner.
- the projections 44, 45 of the forming die 11/6 are adjacent to the connecting web 23 in the manner of portal supports laterally.
- the executed by the forming die 11/6 relative to the forming die 12 processing stroke is force-controlled.
- the programmable numerical control of the machine tool 1 is for this purpose in the FIGS. 17 to 19 Suggestively illustrated stroke control device 50 integrated for the lifting drive of the forming tool 13/6.
- the stroke control device 50 comprises a force measuring device 51, an evaluation device 52 and an actuating device 53.
- the amount of the supporting force with which the forming punch 11/6 of the forming tool 13/6 is supported along the lifting axis 14 on the forming die 12 is measured by the force measuring device 51.
- the evaluation device 52 the measured actual amount of the supporting force is compared with a stored in the Hubêtungsvorraum 50 limit amount of the supporting force. If the measured actual amount of the supporting force reaches the predetermined limit, this indicates that the forming punch 11/6 has reached its stroke end position along the lifting axis 14.
- the evaluation device 52 then generates a switching signal for the actuating device 53.
- the actuating device 53 actuates the lifting drive of the forming tool 13/6 on the basis of the switching signal generated by the evaluation device 52 in that the processing stroke of the forming punch 11/6 directed towards the forming die 12 ends and enters Return stroke of Umformstkovs 11/6 is initiated in the opposite direction of the machining stroke.
- FIG. 18 is a forming tool 13/7 shown with a first tool part in the form of a Umformstkovs 11/7 and with a forming die 12 as a second tool part.
- Projections 46, 47 of the Umformstkovs 11/7 are along the lifting axis 14 against a forming member 24/7 of the Umformstkovs 11/7 to the forming die 12 ago.
- the forming member 24/7 of Umformstkovs 11/7 agrees in its structural design and in its operation with the forming member 24/4 of Umformstkovs 11/4 ( Figures 14 . 15 ) match.
- the forming die 11/7 is accordingly designed as a tapered tool part.
- FIG. 19 shows a forming tool 13/8 formed as a forming die 11/8 first tool part and designed as a forming die 12 second tool part.
- a forming member 24/8 corresponds in structure and operation to the forming member 24/5 on the forming die 11/5 according to FIG. 16 , Accordingly, the forming die 11/8 is not a tapered tool part.
- the forming member 24/8 are adjacent to the forming die 11/8 projections 48, 49 along the stroke axis 14 to the forming die 12 ago.
- the machining stroke of the forming tool 13/7 according to FIG. 18 and the machining stroke of the forming tool 13/8 according to FIG. 19 are controlled by force.
- the processes in the force-dependent control of the processing stroke of the forming tools 13/7, 13/8 correspond to those above for the forming tool 11/6 according to FIG. 17 described procedures.
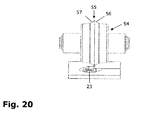
- FIG. 20 illustrates a process step performed in the processing of the sheet 15 in the illustrated example case before the pressure forming of the connecting webs 23.
- sheet metal parts are edge-processed on the upper side, which have been previously separated incompletely from each other by separating workpiece machining while leaving resilient connecting webs 23.
- a forming roller 54 which is substituted in the upper tool holder 9 at the forming station 6 of the machine tool 1.
- the forming roller 54 acts in the processing of the sheet metal parts of a previously separated processed sheet with a in FIG. 20 Not shown counter-pressure roller together, which is loaded into the lower tool holder 10 of the machine tool 1 and which rests against the underside of the machined sheet with a cylindrical outer surface.
- the forming roller 54 is provided with a biconical bead 55 which has two conical forming surfaces 56, 57.
- the sheet metal parts in the example according to FIG. 2 the sheet metal parts 19, 20, 21, 22 of the machined plate 15, from the associated skeleton grid (skeleton grid 18 in FIG. 2 ) solved. Due to the cross-sectional reduction of the connecting webs 23, shaking of the machined metal sheet 15 is sufficient for this purpose. As a result of the load acting thereby break the connecting webs 23 in the fracture zones generated by pressure forming.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15165676.6A EP3088097B1 (fr) | 2015-04-29 | 2015-04-29 | Dispositifs et procédé de formage par pression de barrettes de liaison entre des parties d'une pièce à usiner en plaques |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15165676.6A EP3088097B1 (fr) | 2015-04-29 | 2015-04-29 | Dispositifs et procédé de formage par pression de barrettes de liaison entre des parties d'une pièce à usiner en plaques |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3088097A1 true EP3088097A1 (fr) | 2016-11-02 |
| EP3088097B1 EP3088097B1 (fr) | 2020-07-29 |
Family
ID=53008391
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15165676.6A Active EP3088097B1 (fr) | 2015-04-29 | 2015-04-29 | Dispositifs et procédé de formage par pression de barrettes de liaison entre des parties d'une pièce à usiner en plaques |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP3088097B1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022127687A1 (de) | 2022-10-20 | 2024-04-25 | TRUMPF Werkzeugmaschinen SE + Co. KG | Verfahren zum Erzeugen eines dickenreduzierten Verbindungsstegs beim Schneiden eines Werkstückteils aus einem plattenartigen Werkstück sowie zugehöriges Steuerungsprogrammprodukt |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4362078A (en) * | 1980-03-25 | 1982-12-07 | Akzona Incorporated | Method of blanking |
| US5655401A (en) | 1995-11-13 | 1997-08-12 | Interbold | Tabbing tool and method |
| JPH10152136A (ja) * | 1996-11-19 | 1998-06-09 | Nippon Steel Corp | 補修塗装のいらない開缶性に優れた易開缶性蓋の製造方法 |
-
2015
- 2015-04-29 EP EP15165676.6A patent/EP3088097B1/fr active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4362078A (en) * | 1980-03-25 | 1982-12-07 | Akzona Incorporated | Method of blanking |
| US5655401A (en) | 1995-11-13 | 1997-08-12 | Interbold | Tabbing tool and method |
| JPH10152136A (ja) * | 1996-11-19 | 1998-06-09 | Nippon Steel Corp | 補修塗装のいらない開缶性に優れた易開缶性蓋の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022127687A1 (de) | 2022-10-20 | 2024-04-25 | TRUMPF Werkzeugmaschinen SE + Co. KG | Verfahren zum Erzeugen eines dickenreduzierten Verbindungsstegs beim Schneiden eines Werkstückteils aus einem plattenartigen Werkstück sowie zugehöriges Steuerungsprogrammprodukt |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3088097B1 (fr) | 2020-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1740327B1 (fr) | Procede pour ebavurer des bords de coupe sur des pieces | |
| DE102005005214B4 (de) | Mehrfachwerkzeug und Werkzeugmaschine zum Bearbeiten von Werkstücken, insbesondere von Blechen | |
| DE69934444T2 (de) | Entgratverfahren | |
| EP2008736B1 (fr) | Machine-outil et procédé destinés à l'évacuation d'une partie d'une pièce à usiner | |
| WO2018055190A1 (fr) | Procédé, machine-outil et outil de découpage pour le découpage continu à course multiple de pièces en forme de plaque | |
| EP3515626B1 (fr) | Machine-outil et procédé d'usinage de pièces en forme de plaque | |
| DE4401674C2 (de) | Verfahren sowie Vorrichtung zum Lochen von Werkstücken | |
| EP3088095B1 (fr) | Procédé de traitement de pièces de type plaques | |
| EP2532452B1 (fr) | Procédé de poinçonnage et de dressage de tôles | |
| EP3515617B1 (fr) | Outil et machine-outil ainsi que procédé d'usinage de pièces en forme de plaque | |
| EP3515622B1 (fr) | Outil et machine-outil, ainsi que procédé de découpe et/ou de formage de pièces en forme de plaque | |
| EP3088096B1 (fr) | Dispositifs et procédé de formage par pression de barrettes de liaison entre des parties d'une pièce à usiner en plaques | |
| EP3088097B1 (fr) | Dispositifs et procédé de formage par pression de barrettes de liaison entre des parties d'une pièce à usiner en plaques | |
| DE102016120139B4 (de) | Verfahren, Werkzeugmaschine und Schlitzwerkzeug zum mehrhubig fortschreitenden Schlitzen von plattenförmigen Werkstücken | |
| EP2502716A1 (fr) | Outil pour une machine de traitement de tôle et procédé de séparation d'une feuille | |
| CH642574A5 (de) | Verfahren bei der herstellung eines kurbelarmes fuer eine geschweisste kurbelwelle und pressausruestung zur ausuebung des verfahrens. | |
| DE102018112056B4 (de) | Verfahren und Vorrichtung zum Schneiden eines Werkstücks | |
| DE102016119435A1 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zum Bearbeiten von plattenförmigen Werkstücken | |
| DE19643076C2 (de) | Vorrichtung zum in einem Arbeitsgang erfolgenden Stanzen und Fügen mindestens zweier Blechteile | |
| DE10151659B4 (de) | Verfahren zum Fügen von zumindest zwei Bauteilen und Vorrichtung hierfür | |
| WO2017000989A1 (fr) | Outil pour poinçonneuse et procédé d'usinage d'une face frontale d'une pièce en forme de plaque | |
| DE60112120T2 (de) | Vorrichtung zum verbinden von duktilem material | |
| EP2897745B1 (fr) | Procédé et dispositif de fabrication de boulons à rainure | |
| DE102004002267B3 (de) | Einrichtung und Verfahren zur Herstellung eines Hohl- oder Schalenprofils | |
| WO2013021053A1 (fr) | Procédé et dispositif pour relier rapidement une extrémité d'une bande métallique à un début d'une autre bande métallique |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170502 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190708 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200302 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015013086 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1295197 Country of ref document: AT Kind code of ref document: T Effective date: 20200815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201130 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201029 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201030 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015013086 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| 26N | No opposition filed |
Effective date: 20210430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210429 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201129 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1295197 Country of ref document: AT Kind code of ref document: T Effective date: 20210429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210430 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20220425 Year of fee payment: 8 Ref country code: FR Payment date: 20220421 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230429 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240418 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |