EP3088097A1 - Vorrichtungen und verfahren zum druckumformen von verbindungsstegen zwischen werkstückteilen eines plattenartigen werkstücks - Google Patents
Vorrichtungen und verfahren zum druckumformen von verbindungsstegen zwischen werkstückteilen eines plattenartigen werkstücks Download PDFInfo
- Publication number
- EP3088097A1 EP3088097A1 EP15165676.6A EP15165676A EP3088097A1 EP 3088097 A1 EP3088097 A1 EP 3088097A1 EP 15165676 A EP15165676 A EP 15165676A EP 3088097 A1 EP3088097 A1 EP 3088097A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- forming
- tool
- connecting web
- workpiece
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 28
- 238000012545 processing Methods 0.000 claims abstract description 71
- 239000002184 metal Substances 0.000 claims abstract description 69
- 238000003754 machining Methods 0.000 claims abstract description 34
- 238000000926 separation method Methods 0.000 claims description 23
- 239000000463 material Substances 0.000 claims description 16
- 210000000056 organ Anatomy 0.000 claims description 12
- 238000005520 cutting process Methods 0.000 claims description 8
- 238000011156 evaluation Methods 0.000 claims description 8
- 230000001419 dependent effect Effects 0.000 description 9
- 238000003698 laser cutting Methods 0.000 description 9
- 230000008569 process Effects 0.000 description 7
- 238000013461 design Methods 0.000 description 6
- 238000004080 punching Methods 0.000 description 4
- 238000011161 development Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005555 metalworking Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000012858 resilient material Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/10—Incompletely punching in such a manner that the parts are still coherent with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/16—Shoulder or burr prevention, e.g. fine-blanking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/34—Perforating tools; Die holders
Definitions
- the invention additionally relates to a method for pressure-forming a connecting web of the type mentioned by means of the above forming tool and / or by means of the above machine tool.
- the previously known forming tool comprises a forming punch with a beveled punch tip and a forming die with a support surface and a die recess embedded in the support surface.
- the forming die is one, the forming die assigned to the other side of a connecting web to be processed. With a processing stroke carried out along a lifting axis, the forming punch is moved in the direction of the forming die.
- the forming die acts on the connecting web arranged between the forming punch and the forming die with the beveled punch tip.
- the stamp tip of the connecting web is crushed reducing the thickness of the connecting web between the forming die and the forming die and also bent over an edge formed on the forming die by the support surface and a parallel to the Hubachse extending lateral boundary surface of the die cavity.
- a cross-section-reduced rupture zone is produced at the connecting web with respect to the remaining connecting web.
- the object of the present invention is to allow a pressure forming of connecting webs of the type described above with simplified compared to the prior art means.
- a forming tool which, in addition to a first tool part provided with a forming member, has a second tool part provided with a continuous flat support surface and consequently structurally simple.
- the second tool part it is possible to use the second tool part as a disk-shaped component run along the lifting axis of the forming tool low height.
- forming members which are rigidly connected to the rest of the tool part but also forming members which are rotatably mounted on a base body of the first tool part and thus can roll on this for compressive deformation of the connecting web.
- the connecting web After the pressure forming of a connecting web, the connecting web has only a relatively small cross section, which is dimensioned such that the connection of the connecting web to the adjacent workpiece part with little effort, for example, by reciprocating the machined workpiece can be solved. Nevertheless, the connecting web can be dimensioned before the pressure forming in such a way that it establishes a load-bearing connection between the relevant workpiece parts,
- connection webs can begin, for example, on rectilinear or arcuate edges but also on corners of the interconnected workpiece parts.
- the connecting webs should be aligned relative to the forming member of the first tool part such that the connecting webs the forming member along the lifting axis with surfaces and not with edges facing each other.
- material particles which, for example, accumulate as chips during pressure forming of a connecting web, can be removed from the processing point.
- at least one of the tool parts of the forming tool according to the invention is provided with a corresponding suction.
- the tool parts of the forming tool according to the invention are arranged in tool receptacles, which are provided on opposite sides of the formed connecting web or the interconnected by the connecting web workpiece parts and the numerically controlled along the stroke axis of the tool parts can be moved relative to each other.
- the workpiece which previously worked in a separate manner, usually rests on a conventional workpiece support of the machine tool.
- a parallel to the plate plane of the machined workpiece executed relative movement of the workpiece parts and the connecting webs on the one hand and the tool holders of the machine tool on the other hand, the connecting webs opposite positioned the held in the tool holders tool parts of the forming tool for processing.
- a connecting web to be reshaped is pressurized on the one hand by the forming member of the first tool part and on the other hand supported on the bearing surface of the second tool part serving as an abutment for the first tool part.
- the line along which the forming member of the first tool part dips into the connecting web for example, extend in extension of a separating surface which has been created on the adjacent workpiece part in the production of the connecting web, but it can also upstream of this separating surface or against the parting surface in the inside of the workpiece part to be set back.
- the forming member of the first tool part with a workpiece part preferably overlaps in the order of tenths of millimeters.
- the tool parts of the forming tool according to the invention for forming a connecting web relative to each other a singlelumshub or more successivelyshübe.
- the forming process according to the invention is part of the separation process according to the invention and also part of the processing method according to the invention, in the course of which the separation process according to the invention and additionally a further workpiece processing are carried out.
- the forming tool according to the invention can serve to reshape the connecting web or webs in a manner which is adapted to the workpiece machining provided in addition to the cutting machining.
- the first tool part in the connecting web a work piece side is created by the forming organ workpiece side. This fact is particularly important when the forming member of the first tool part attaches to one end of the respective connecting web and consequently in the immediate vicinity of a workpiece part.
- the Umformorgans influence on the nature of the separation surface generated by the forming member can be taken. If the forming element has a sharp edge at the transition between its workpiece side and the free end of the first tool part, it produces a smooth and thus high-quality parting surface.
- a parallel to the separation surface at the respective workpiece part extending separation surface is According to the invention produced by means of the forming member in particular when the separation surface generated by the forming member extends in extension of the already existing separation surface on the workpiece part.
- the preparation of an inclined at an angle against the already existing parting surface of the workpiece part separation surface by means of Umformorgans is provided according to the invention, for example, in cases where before or after the forming of the connecting web, the existing separation surface formed on the workpiece part by additional edge processing of the Werk Swisstells and thereby bevelled becomes.
- the angle between the workpiece side of the Umformorgans and the existing separation surface of the workpiece part aligned by means of Umformorgans on the workpiece inclined surface is aligned with the inclined surface, which is created in the context of additional edge processing of the workpiece part.
- the first tool part is formed in a preferred embodiment of the invention as a tapered tool part, wherein the forming member of the first tool part tapers along the stroke axis to the free end of the first tool part.
- this design of the forming tool according to the invention is advantageous.
- a forming surface is provided in a further preferred embodiment of the forming tool according to the invention on a side facing away from the workpiece side web of the forming of the tapered tool part, which extends starting from the free end of the tapered tool part along the lifting axis of the workpiece side of the Umformorgans and accordingly is inclined relative to the Hubachse.
- this design of the forming tool variant of the forming process according to the invention (claim 13) is plasticized at the tapered tool part side of the connecting web material of the connecting web by means of the Umformorgans the tapered tool part and plasticized material of the connecting web on the web side of the forming displaced away from the workpiece side by the forming surface of the forming.
- the forming member of the tapered tool part If the forming tool is attached to one end of a connecting web to be formed, then the forming member of the tapered tool part generates due to its special geometry at the relevant end of the connecting web a fracture zone, which is such that after the breaking of the connecting web no or only at most slight traces of Tie bar remain on the workpiece part. Since plasticized material of the connecting web, which is generated by the forming member, is displaced away from the workpiece side of the forming and thus also adjacent to the connecting web workpiece part away, the plasticized material of the connecting web at the respective workpiece part leave no or at most slight marks. Burr formed on the connecting web is removed together with the connecting web in the context of the separating method according to the invention and consequently does not impair the quality of the separating surface on the workpiece part.
- forming member to the first tool part of the forming tool different geometries come into question. It is conceivable, for example, a forming member with a rectangular cross-section.
- the forming member of a tapered first tool part in a direction parallel to the stroke axis extending cutting plane has a triangular cross section or a trapezoidal cross section.
- a forming element with a triangular cross-section is linear at its end face.
- such a forming member may be provided in a preferred embodiment of the invention with a slight flattening or rounding at the end face of the forming forming triangle tip.
- a forming member with a trapezoidal cross-section is formed flat on its face and consequently subjected to less wear during operation than a triangular-shaped in cross section forming member. Also deviating from the trapezoidal cross-sections, which form an end face on the forming member of the tapered tool part, are conceivable according to the invention.
- a forming member with a triangular or with a trapezoidal cross-section is provided in a further development of the invention in that the forming member of the tapered tool part of a provided with an inner cavity, preferably an inner cone, free end of the tapered tool part is formed (claim 6).
- an inner cavity preferably an inner cone
- free end of the tapered tool part is formed (claim 6).
- the radius and the bevel may provide that the formed connecting web at the final separation of the workpiece parts not at this point but rather breaks where the forming member of the tapered tool part attaches to the edge at the transition between the workpiece side of the Umformorgans and the free end of the tapered tool part is formed.
- Claim 7 relates to an intended for this purpose type of forming tool according to the invention, which makes it possible to reshape a connecting web at the same time at a plurality of spaced apart along the connecting web and thereby to weaken positions for the complete separation of the interconnected via the connecting piece workpiece parts.
- Each of the deformation points on the connecting web is processed by an organ portion of the provided on the first tool part forming member.
- the forming member of the first tool part extends in a preferred embodiment of the invention in a circumferential direction and in particular arcuate, preferably along a circular arc to the lifting axis.
- the extent of the Umformorgans in the circumferential direction can be dimensioned such that the forming member simultaneously engages in forming a connecting web at several points of the connecting web.
- An arcuate, in particular a circular course of the forming organ makes it possible to arrange the fracture zone at which the connecting web is to break after forming at the workpiece part adjoining the connecting web in a region which is already opposite that at this workpiece part before the forming of the connecting web created separation surface is set back into the interior of the workpiece part.
- a circular course of the forming member is also advantageous insofar as by a simple rotation of the first tool part about a concentric with the forming organ positioning different organ sections of the Umformorgans one and the same processing point and / or one and the same organ sections can be assigned to different processing points.
- the successive use of different organ sections of the forming element is particularly recommended because of the associated homogenization of the tool wear.
- the forming member of the first tool part is formed in the circumferential direction endless in a further development of the forming tool according to the invention.
- a circumferentially segmented forming element is conceivable.
- Claim 10 relates to a design of the forming tool according to the invention, which allows a force-dependent control of the machining stroke of the tool parts of the forming tool.
- An effective along the lifting axis mutual support of the tool parts, bypassing the pressure-shaped connecting web is realized in a preferred embodiment of the forming tool according to the invention by at least one of Tool parts has a portal-like shape and overlaps the reshaping connecting web during its processing.
- the gantry supports of the respective tool part can sit on the other tool part at the stroke end position of the two tool parts laterally next to the connecting web. If the first tool part provided with the forming element is designed as a portal, then the forming element can be arranged between the portal supports.
- claim 16 is provided that when machining a plate-like workpiece from an elastically deformable material of at least one connecting web is created as a solid-body joint and in the transverse direction of the parting surfaces of the interconnected by the connecting web workpiece parts is resilient. If such a connecting web is formed by means of the forming tool according to the invention, then the connecting web can be compressed by taking advantage of its elasticity. Consequently, only a relatively small force is required for forming the connecting web. This is especially true in cases where a connecting web is pressure-formed at both ends simultaneously.
- FIG. 1 is a machine tool 1 designed as a punching laser - combined machine.
- a machine frame 2 of the machine tool 1 has a C-shape and has an upper frame leg 3 and a lower frame leg 4. At the free ends of the upper frame leg 3 and the lower frame leg 4, a laser cutting station 5 and a forming station 6 are provided.
- the laser cutting station 5 comprises a laser cutting head 7 on the upper frame leg 3 and a laser beam receiver 8 on the lower frame leg 4.
- the forming station 6 has an upper tool holder 9 on the upper frame leg 3 and a lower tool holder 10 on the lower frame leg 4.
- In the upper tool holder 9 is designed as a forming die 11 upper tool as the first tool part, in the lower tool holder 10 as a second tool part as Umformmatrize 12 formed lower tool of a forming tool 13.
- a plate 15 processed.
- the sheet 15 is moved by means of a conventional coordinate guide 16 with a biaxial horizontal movement over a workpiece support 17 of the machine tool 1 and thereby relative to the laser cutting head 7 and the laser beam receiver 8 and also relative to the forming tool 13.
- FIG. 1 the plate 15 is shown broken off.
- the laser beam receiver 8 and the lower tool holder 10 with the forming die 12 of the forming tool 13 can be seen in FIG.
- the sheet 15 is first processed by cutting at the laser cutting station 5.
- a possible result of the separating processing of the sheet 15 is in FIG. 2 shown.
- Due to a generated by the coordinate guide 16 movement of the sheet 15 a directed from the laser cutting head 7 on the plate 15 laser beam cuts the sheet metal parts 19, 20, 21, 22 while leaving connecting webs 23 free.
- the residual grid 18 and the sheet metal parts 19, 20, 21, 22 are only partially separated from one another.
- the laser cutting beam could be used for incomplete separation of the residual grid 18 and the sheet metal parts 19, 20, 21, 22 and a different type of cutting tool, in particular a substitution of the forming station 6 punching tool.
- the sheet 15 is moved by means of the coordinate guide 16 to the forming station 6 of the machine tool 1.
- the connecting webs 23 are pressure-formed by means of the in the upper tool holder 9 and the lower tool holder 10 substitute forming tool.
- the forming tool 13 is provided with the forming die 11 provided as the upper die and the forming die 12 provided as the lower die and, in the illustrated example, substantially cylindrical FIG. 3 shown.
- the stroke axis 14 is indicated by dash-dotted lines on both the forming die 11 and on the forming die 12, along which the forming die 11 is lowered for pressure forming a connecting web 23 relative to the forming die 12 with a constraintshub.
- the forming die 11 has an axial end portion, which is designed as a forming member 24.
- the forming member 24 forms the free end of the forming die 11. As FIG. 5 shows, the forming member 24 tapers along the lifting axis 14 to the free end of the Umformstempels 11 out.
- the forming die 11 is therefore a tapered tool part of the forming tool 13.
- the forming member 24 has a trapezoidal cross-section.
- the upper boundary of the trapezoidal cross-section of the forming member 24 is in FIG. 5 indicated by an imaginary dashed line.
- the forming member 24 extends endlessly concentric with the lifting axis 14th
- a continuous flat support surface 27 is provided on the forming die 12. If the forming tool 13 with the forming die 11 in the upper tool holder 9 and the forming die 12 in the lower tool holder 10 of the machine tool 1, the bearing surface 27 of the forming die 12 along the stroke axis 14 of the end face 26 of the punch-side forming member 24 is opposite. Both the support surface 27 of the forming die 12 and the end face 26 of the punch-side forming member 24 extend perpendicular to the lifting axis 14th
- the machined metal sheet 15 is positioned by means of the coordinate guide 16 of the machine tool 1 relative to the forming tool 13 inserted at the forming station 6 in such a way that the forming tool 13 assumes a machining standby position with respect to the connecting web 23 to be formed.
- machining ready position of the forming tool 13 of the forming die 11 of the forming tool 13 along the lifting axis 14 from the top of the connecting web 23 and spaced therefrom workpiece parts is spaced.
- the support surface 27 of the forming die 12 has along the lifting axis 14 at a minimum distance from the underside of the connecting web 23 and the workpiece parts connected thereto.
- the vertical projection of the end face 26 of the Umformorgans 24 of arranged in the machining standby Umformstempels 11 extends to the top of the machined plate 15 at both ends of the connecting web 23 via a projection 28 of the connecting web 23 on the respective workpiece part addition. This is shown in FIG. 4 , where in FIG. 4 only the vertical projection of the radially outer boundary line of the end face 26 of the punch-side forming member 24 is shown.
- the forming die 11 is moved with a machining stroke along the lifting axis 14 in the direction of the forming die 12 into a stroke end position.
- the machining stroke is controlled path-dependent, in the examples according to the FIGS. 17 to 19 the control of the machining stroke is dependent on the force.
- the amount of processing performed by the forming die 11 relative to the forming die 12 processing is variably adjustable and depends in particular on the desired residual thickness of the connecting web 23 after forming.
- the path traveled by the forming die 11 along the lifting axis 14 is detected by means of a conventional position measuring system and forms the basis for the control of the lifting drive of the machine tool 1.
- the conditions at stroke end position of the Umformstempels 11 are in FIG. 5 illustrated.
- the connecting web 23 is under the effect the loading by the forming die 11 is supported with its underside on the bearing surface 27 of the forming die 12.
- the forming die 11 is immersed in the process stroke with diametrically opposite portions of the Umformorgans 24 at both ends of the connecting web 23 in this and in the adjacent areas of the residual grid 18 and the sheet metal part 20.
- a workpiece side 29 of the forming member 24 is the residual grid 18, a workpiece side 30 of the Umformorgans 24 facing the sheet metal part 20.
- Web sides 31, 32 of the forming member 24 point towards the connecting web 23 and are accordingly remote from the skeleton grid 18 and the sheet metal part 20.
- the forming member 24 forming surfaces 34, 35 on.
- the forming surfaces 34, 35 of the forming member 24 extending from the free end of the forming die 11 along the lifting axis 14 of the workpiece sides 29, 30 of the Umformorgans 24 away.
- the cross section of the connecting web 23 is reduced by the pressure forming by means of the forming tool 13, the cross section of the connecting web 23 along the lifting axis 14. Due to the excess of the diameter of the end face 26 of the punch-side forming member 24 relative to the connecting web 23, the cross-section reduced approaches of the connecting web 23 are set back on the skeletal grid 18 and on the sheet metal part 20 with respect to the separating surfaces 33 in the interior of the residual grid 18 and the sheet metal part 20.
- a corresponding offset of the projections of the cross-section reduced connecting web 23 on the skeleton grid 18 and on the sheet metal part 20 turns when the dividing surfaces 33 on the skeleton grid 18 and the sheet metal part 20 already at the pressure forming of the connecting webs 23 upstream separating processing of the sheet 15 with a appropriate return ( FIG. 6 ).
- pressure forming only the connecting web 23 and not even an immediately adjoining the connecting web 23 area the residual grid 18 and the sheet metal part 20 to edit in the case of the processing situation, according to FIG. 6 for pressure forming the connecting web 23 to apply a lower force than in the proportions according to FIG. 4 ,
- FIGS. 7 and 8 illustrate by way of example the processing of X-shaped crossing processing webs 23, as they are in the art FIG. 2 between the sheet metal parts 19, 20, 21, 22 are provided.
- FIG. 7 refers to the case that not only the connecting webs 23 themselves but also directly adjacent workpiece areas are to be reshaped while according to FIG. 8 immediately adjacent to the connecting webs 23 adjacent workpiece areas have already been removed in the previous separating processing of the sheet 15 and consequently only the connecting webs 23 must be transformed.
- FIG. 9 shows a provided between two incompletely separate workpiece parts connecting web 23 which, like the rest of the machined workpiece consists of a resilient material and has been created in the incomplete separation of the adjacent workpiece parts with a meandering shape. Due to the material and due to its special shape of the connecting web 23 is resilient and accordingly forms a solid-state joint between the two adjacent workpiece parts. If the connecting web 23 according to FIG. 9 in the in FIG. 5 illustrated manner by the forming die 11 and the forming die 12 of the forming die 13 pressurized, so sets the connecting web 23 due to its resilience of the pressure deformation only a relatively small resistance. The resilience of the connecting web 23 facilitates the displacement of plasticized material of the connecting web 23 of the workpiece sides 29, 30 of the punch-side forming member 24 away.
- the Figures 10a, 10b and 10c show from the forming tool 13 structurally deviating forming tools 13/1, 13/2, 13/3 each in the circumference of a Umformstkovs 11/1, 11/2, 11/3.
- a forming member 24/1 of the forming die 11/1 unlike the forming member 24 of the forming die 11 has an elliptical shape.
- the forming die 11/2 is divided in a plane parallel to the stroke axis 14 and thus has a two-part forming member 24/2, each segment of the Umformorgans 24/2 is semicircular.
- the forming die 11/3 has resulted from the forming die 11/1 by division along a plane parallel to the lifting axis 14 extending plane.
- a forming member 24/3 of Umformstkovs 11/3 is thus segmented and comprises two identical halves.
- the forming members 24/1, 24/2, 24/3 of the forming die 11/1, 11/2, 11/3 have the same cross-sectional shape as the forming member 24 of the Umformstkovs 11.
- the Umformstempeln 11/1, 11/2, 11 / 3 are consequently tapered tool parts of the forming tools 13/1, 13/2, 13/3.
- the Umformstkovn 11/1, 11/2, 11/3 is assigned in each case a forming die 12, as in FIG. 3 is shown.
- FIG. 11 is carried out with several processing strokes of the forming tool 13/1 successively at the ends of connecting webs 23, a pressure forming.
- the forming punch 11/1 is turned by turning the upper tool holder 9 about the lifting axis 14.
- a rotational adjustment of the forming die 12 cooperating with the forming die 11/1 is not necessary due to the geometry of the forming die 12.
- the machined plate 15th positioned by means of the coordinate guide 16 of the machine tool 1 with respect to the forming tool 13/1.
- a simple connecting web 23 is processed by means of the forming tool 13/2.
- the forming tool 13/3 is used for pressure forming two X-shaped crossing connecting webs 23, the forming tool 13/3 is used.
- the forming 13/2, 13/3 perform with a single machining stroke a pressure deformation at both ends of a connecting web 23, wherein for the processing of the two X-shaped crossing connecting webs 23 two successive processing strokes of the forming 13/3 are required and the forming tool thirteenth / 3 is rotated about the lifting axis 14 after the first processing stroke.
- FIG. 13 shows a formed as a forming die 11/4 first tool part of a forming tool 13/4. Also in the forming die 11/4 is a tapered tool part.
- the forming die 11/4 has a forming member 24/4, which forms a free end of the forming die 11/4 and which tapers along the lifting axis 14 to the free end of the forming die 11/4. Notwithstanding the punch-side forming members 24, 24/1, 24/2, 24/3, the forming member 24/4 has a triangular cross-section. An upper horizontal boundary line of the triangular cross-section of the forming member 24/4 is in FIG. 13 indicated by dashed lines.
- the forming die 11/4 processed a connecting web 23 at a executed for pressure forming of the connecting web 23 processing stroke only at one point. Also, the forming die 11/4 acts to pressure forming a connecting web 23 with a forming die 12 of in FIG. 3 shown kind together.
- FIG. 14 is the forming die 11/4 with the forming member 24/4 immersed in the representation lying on the right end of the connecting web 23 in this.
- the forming member 24/4 is provided with a forming surface 38.
- the workpiece side 36 of the forming 24/4 is in the processing of in FIG. 14 the left end of the connecting web 23 facing the sheet metal part 21, the web side 37 of the Umformorgans 24/4 is remote from the sheet metal part 21. Both during pressure forming of the connecting web 23 at its right end and during forming of the connecting web 23 at its left end is plasticized material of the connecting web 23 through the forming surface 38 on the web side 37 of the punch-side forming member 24/4 of the workpiece side 36 of the Umformorgans 24/4 displaced away,
- the conditions according to FIG. 15 differ from the processing situation according to FIG. 14 in that the in FIG. 14 formed as web page 37 side of the forming member 24/4 forms a workpiece side 39. Accordingly, in FIG. 15 the forming member 24/4 on the workpiece side 39 against the lifting axis 14 and consequently against an in FIG. 15 not shown hubachsparallele separation surface 33 of the sheet metal part 21 inclined.
- the workpiece side 36 according to FIG. 14 forms in FIG. 15 a hubachsparallele web side 40 of the Umformorgans 24/4.
- the processing situation differs according to FIG. 15 from the in FIG. 14 shown ratios also by the amount of the forming punch 11/4 along the lifting axis 14 executed featuresshubs.
- FIG. 15 is the machining stroke of the forming die 11/4 dimensioned such that only the cross-sectionally triangular forming member 24/4 and not even an adjoining axial portion of the Umformstkovs 11/4 immersed in the machined plate 15.
- FIG. 15 Also different from FIG. 14 is proven FIG. 15 the machined plate 15 positioned relative to the forming tool 13/4 such that the forming member 24/4 of Umformstkovs 11/4 in the stroke end position of the forming 13/4 on both sides of the approach of the connecting web 23 is disposed on the sheet metal part 21 and consequently both the Connecting web 23 and the sheet metal part 21 acted upon.
- the forming member 24/4 at the inclined against the stroke axis 14 workpiece side 39 creates a chamfer on the edge of the sheet metal part 21.
- the cross section of the connecting web 23 is reduced to the lying to the sheet metal part 21 end of the connecting web 23.
- a forming die 11/4 is shown as a first tool part of a forming tool 13/5.
- a forming member 24/5 of the forming die 11/5 has a rectangular cross section in a plane parallel to the lifting axis 14 extending cutting plane and accordingly does not taper towards the free end of the forming die i1, / S out. Consequently, the forming die 11/5 is not a tapered tool part of the forming tool 13/5.
- the forming die 11/5 acts to pressure forming of connecting webs 23 with a provided as a second tool part of the forming tool 13/5 Umformmatrize 12 according to FIG. 3 together.
- FIG. 17 is a first tool part of a forming tool 13/6 formed as a forming die 11/6.
- the forming die 11/6 is a second tool part in an FIG. 17 not shown forming die 12 according to FIG. 3 assigned.
- a forming unit 41 of the Umformstempels 11/6 agrees with the Umformstkovs 11 according to FIG. 3 match.
- the forming die 11/6 is also a tapered tool part.
- the forming die 11/6 ends in a forming member 24/6 with trapezoidal cross-section.
- the forming die 11/6 cheeks 42, 43 which project towards the forming member 24/6 of the forming die 11/6 along the lifting axis 14 to the forming die 12, not shown, and thereby projections 44, 45 of the Umformstempels 11th / 6 train.
- the metal sheet 15 previously worked and the forming tool 13/6 are positioned relative to one another such that, in the case of a machining stroke carried out by the forming punch 11/6 towards the forming die 12, the connecting web 23 to be formed between the projections 44, 45 of FIG Forming Temple 11/6 comes to rest.
- the projections 44, 45 of the forming die 11/6 With their along the lifting axis 14 leading end surfaces on the support surface 27 of the forming die 12 on.
- the projection of the projections 44, 45 relative to the forming member 24/6 of the forming die 11/6 is dimensioned such that at stroke end position of Umformstempels 11/6, the free end of the Umformorgans 24/6 on the forming die 11/6 of the support surface 27th the forming die 12 along the lifting axis 14 has a distance corresponding to the desired residual thickness of the pressure-formed connecting web 23.
- the stroke end position of the forming die 11/6 engages over the formed connecting web 23 in a portafy manner.
- the projections 44, 45 of the forming die 11/6 are adjacent to the connecting web 23 in the manner of portal supports laterally.
- the executed by the forming die 11/6 relative to the forming die 12 processing stroke is force-controlled.
- the programmable numerical control of the machine tool 1 is for this purpose in the FIGS. 17 to 19 Suggestively illustrated stroke control device 50 integrated for the lifting drive of the forming tool 13/6.
- the stroke control device 50 comprises a force measuring device 51, an evaluation device 52 and an actuating device 53.
- the amount of the supporting force with which the forming punch 11/6 of the forming tool 13/6 is supported along the lifting axis 14 on the forming die 12 is measured by the force measuring device 51.
- the evaluation device 52 the measured actual amount of the supporting force is compared with a stored in the Hubêtungsvorraum 50 limit amount of the supporting force. If the measured actual amount of the supporting force reaches the predetermined limit, this indicates that the forming punch 11/6 has reached its stroke end position along the lifting axis 14.
- the evaluation device 52 then generates a switching signal for the actuating device 53.
- the actuating device 53 actuates the lifting drive of the forming tool 13/6 on the basis of the switching signal generated by the evaluation device 52 in that the processing stroke of the forming punch 11/6 directed towards the forming die 12 ends and enters Return stroke of Umformstkovs 11/6 is initiated in the opposite direction of the machining stroke.
- FIG. 18 is a forming tool 13/7 shown with a first tool part in the form of a Umformstkovs 11/7 and with a forming die 12 as a second tool part.
- Projections 46, 47 of the Umformstkovs 11/7 are along the lifting axis 14 against a forming member 24/7 of the Umformstkovs 11/7 to the forming die 12 ago.
- the forming member 24/7 of Umformstkovs 11/7 agrees in its structural design and in its operation with the forming member 24/4 of Umformstkovs 11/4 ( Figures 14 . 15 ) match.
- the forming die 11/7 is accordingly designed as a tapered tool part.
- FIG. 19 shows a forming tool 13/8 formed as a forming die 11/8 first tool part and designed as a forming die 12 second tool part.
- a forming member 24/8 corresponds in structure and operation to the forming member 24/5 on the forming die 11/5 according to FIG. 16 , Accordingly, the forming die 11/8 is not a tapered tool part.
- the forming member 24/8 are adjacent to the forming die 11/8 projections 48, 49 along the stroke axis 14 to the forming die 12 ago.
- the machining stroke of the forming tool 13/7 according to FIG. 18 and the machining stroke of the forming tool 13/8 according to FIG. 19 are controlled by force.
- the processes in the force-dependent control of the processing stroke of the forming tools 13/7, 13/8 correspond to those above for the forming tool 11/6 according to FIG. 17 described procedures.
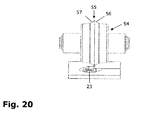
- FIG. 20 illustrates a process step performed in the processing of the sheet 15 in the illustrated example case before the pressure forming of the connecting webs 23.
- sheet metal parts are edge-processed on the upper side, which have been previously separated incompletely from each other by separating workpiece machining while leaving resilient connecting webs 23.
- a forming roller 54 which is substituted in the upper tool holder 9 at the forming station 6 of the machine tool 1.
- the forming roller 54 acts in the processing of the sheet metal parts of a previously separated processed sheet with a in FIG. 20 Not shown counter-pressure roller together, which is loaded into the lower tool holder 10 of the machine tool 1 and which rests against the underside of the machined sheet with a cylindrical outer surface.
- the forming roller 54 is provided with a biconical bead 55 which has two conical forming surfaces 56, 57.
- the sheet metal parts in the example according to FIG. 2 the sheet metal parts 19, 20, 21, 22 of the machined plate 15, from the associated skeleton grid (skeleton grid 18 in FIG. 2 ) solved. Due to the cross-sectional reduction of the connecting webs 23, shaking of the machined metal sheet 15 is sufficient for this purpose. As a result of the load acting thereby break the connecting webs 23 in the fracture zones generated by pressure forming.
Abstract
Description
- Die Erfindung betrifft ein Umformwerkzeug sowie eine mit einem derartigen Umformwerkzeug versehene Werkzeugmaschine zum Druckumformen eines Verbindungsstegs, der an seinen Enden an Werkstückteile ansetzt und der die Werkstückteile miteinander verbindet, die als Bearbeitungsprodukte einer trennenden Bearbeitung eines plattenartigen Werkstücks, insbesondere eines Blechs, vorliegen und die jeweils eine Trennfläche aufweisen, in deren Querrichtung der Verbindungssteg verläuft,
- mit zwei Werkzeugteilen, welche beim Druckumformen des Verbindungsstegs einander gegenüberliegenden Seiten des Verbindungsstegs zugeordnet sind und welche relativ zueinander längs einer Hubachse bewegbar sind, die beim Druckumformen des Verbindungsstegs in Querrichtung des Verbindungsstegs verläuft,
- wobei ein erster der Werkzeugteile ein Umformorgan aufweist, welches ein freies Ende des ersten Werkzeugteils wenigstens teilweise ausbildet,
- wobei der zweite Werkzeugteil eine in Querrichtung der Hubachse verlaufende und dem freien Ende des ersten Werkzeugteils zugewandte Aufiagefläche für den Verbindungssteg aufweist und
- wobei die beiden Werkzeugteile längs der Hubachse mit einem Bearbeitungshub aufeinander zu in eine Hub-Endposition bewegbar sind, in welcher das Umformorgan des ersten Werkzeugteils und die Auflagefläche des zweiten Werkzeugteils längs der Hubachse einen Abstand voneinander aufweisen, der beim Druckumformen des Verbindungsstegs kleiner ist als die Erstreckung des umzuformenden Verbindungsstegs längs der Hubachse und in welcher der Verbindungssteg beim Druckumformen an der Auflagefläche des zweiten Werkstückteils abgestützt ist.
- Die Erfindung betrifft außerdem ein mittels des vorstehenden Umformwerkzeugs und/oder mittels der vorstehenden Werkzeugmaschine durchgeführtes Verfahren zum Druckumformen eines Verbindungsstegs der genannten Art.
- Schließlich betrifft die Erfindung Verfahren zum Bearbeitung von plattenartigen Werkstücken, insbesondere zum Bearbeiten von Blechen, im Rahmen derer zwei Werkstückteile voneinander getrennt werden,
- indem die beiden Werkstückteile zunächst unter Erstellen einer Trennfläche an jedem der beiden Werkstückteile und unter Stehenlassen wenigstens eines Verbindungsstegs unvollständig voneinander getrennt werden, der an seinen Enden an den Werkstückteilen ansetzt, der die Werkstückteile miteinander verbindet und der in Querrichtung der Trennflächen verläuft,
- indem nach dem unvollständigen Trennen der Werkstückteile der Verbindungssteg druckumgeformt wird und
- indem die beiden Werkstückteile anschließend durch Lösen der durch den umgeformten Verbindungssteg hergestellten Verbindung vollständig voneinander getrennt werden.
- Gattungsgemäßer Stand der Technik ist bekannt aus
US 5,655,401 A . Diese Druckschrift offenbart ein Umformwerkzeug, das dazu dient, den Querschnitt von Verbindungsstegen zu reduzieren, über welche durch stanzendes Bearbeiten einer Blechtafel erzeugte Blechteile mit einem die Blechteile umgebenden Restgitter verbunden sind. Die Verbindungsstege, auch "Micro-Joints" genannt, stellen eine vorläufige Verbindung zwischen den Blechteilen und dem Restgitter her und sorgen dafür, dass während und nach der stanzenden Bearbeitung der Blechtafel die erzeugten Blechteile und das Restgitter als Einheit gehandhabt werden können. Damit die Verbindungsstege unter der Wirkung der bei der gemeinsamen Handhabung der Blechteile und des Restgitters auftretenden Belastungen nicht brechen, sind die Verbindungsstege hinreichend groß zu dimensionieren. Gleichzeitig muss es möglich sein, nach der gemeinsamen Handhabung der Blechteile und des Restgitters die Blechteile mit geringem Kraftaufwand aus dem Restgitter zu lösen. Zu diesem Zweck wird der Querschnitt der Verbindungsstege zwischen den Blechteilen und dem Restgitter mittels des vorbekannten Umformwerkzeugs reduziert. Das vorbekannte Umformwerkzeug umfasst einen Umformstempel mit einer abgeschrägten Stempelspitze sowie eine Umformmatrize mit einer Auflagefläche und einer in die Auflagefläche eingelassenen Matrizenvertiefung. Der Umformstempel ist der einen, die Umformmatrize der anderen Seite eines zu bearbeitenden Verbindungsstegs zugeordnet. Mit einem längs einer Hubachse ausgeführten Bearbeitungshub wird der Umformstempel in Richtung auf die Umformmatrize bewegt. Dabei beaufschlagt der Umformstempel den zwischen dem Umformstempel und der Umformmatrize angeordneten Verbindungssteg mit der abgeschrägten Stempelspitze. Infolge der Beaufschlagung durch die Stempelspitze wird der Verbindungssteg unter Reduzierung der Dicke des Verbindungsstegs zwischen dem Umformstempel und der Umformmatrize gequetscht und außerdem über eine Kante gebogen, die an der Umformmatrize durch die Auflagefläche und eine parallel zu der Hubachse verlaufende seitliche Begrenzungsfläche der Matrizenvertiefung gebildet ist. Dadurch wird an dem Verbindungssteg eine gegenüber dem restlichen Verbindungssteg querschnittsreduzierte Bruchzone erzeugt. Sind sämtliche Verbindungsstege zwischen den Blechteilen der bearbeiteten Blechtafel und dem die Blechteile umgebenden Restgitter in der beschriebenen Weise druckumgeformt, so reicht ein Schütteln der Einheit aus Blechteilen und Restgitter aus, um die Verbindungsstege an den Bruchzonen zu zerstören und dadurch die Blechteile aus dem Restgitter zu lösen. - Die Aufgabe der vorliegenden Erfindung besteht darin, eine Druckumformung von Verbindungsstegen der vorstehend beschriebenen Art mit gegenüber dem Stand der Technik vereinfachten Mitteln zu ermöglichen.
- Erfindungsgemäß gelöst wird diese Aufgabe durch das Umformwerkzeug und die Werkzeugmaschine gemäß den Patentansprüchen 1 und 11 sowie durch die Verfahren gemäß den Patentansprüchen 13, 15 und 17.
- Im Falle der Erfindung wird von einem Umformwerkzeug Gebrauch gemacht, das zusätzlich zu einem mit einem Umformorgan versehenen ersten Werkzeugteil einen mit einer durchgehend ebenen Auflagefläche versehenen und folglich konstruktiv einfach gestalteten zweiten Werkzeugteil umfasst, Insbesondere besteht die Möglichkeit, den zweiten Werkzeugteil als ein scheibenförmiges Bauteil mit längs der Hubachse des Umformwerkzeugs geringer Bauhöhe auszuführen.
- Auch für das Umformorgan des ersten Werkzeugteils sind erfindungsgemäß unterschiedliche Ausführungen denkbar. In Frage kommen beispielsweise Umformorgane, die mit dem restlichen Werkzeugteil starr verbunden sind, aber auch Umformorgane, die an einem Grundkörper des ersten Werkzeugteils drehbar gelagert sind und folglich zur Druckumformung des Verbindungsstegs auf diesem abrollen können.
- Nach dem Druckumformen eines Verbindungsstegs besitzt der Verbindungssteg nur noch einen verhältnismäßig kleinen Querschnitt, der derart bemessen ist, dass die Anbindung des Verbindungsstegs an den benachbarten Werkstückteil mit geringem Kraftaufwand, beispielsweise durch Hin- und Herbewegen des bearbeiteten Werkstücks gelöst werden kann. Dessen ungeachtet kann der Verbindungssteg vor dem Druckumformen derart dimensioniert sein, dass er eine belastbare Verbindung zwischen den betreffenden Werkstückteilen herstellt,
- Als Werkstückteile können Gutteile untereinander aber auch ein oder mehrere Gutteile mit einem Abfallteil, beispielsweise mit einem Restgitter, durch Verbindungsstege verbunden sein. Die Verbindungsstege können beispielsweise an geradlinig oder bogenförmig verlaufenden Kanten aber auch an Ecken der miteinander verbundenen Werkstückteile ansetzen. Im Interesse einer möglichst langen Standzeit des Umformwerkzeugs sollten die Verbindungsstege gegenüber dem Umformorgan des ersten Werkzeugteils derart ausgerichtet sein, dass die Verbindungsstege dem Umformorgan längs der Hubachse mit Flächen und nicht mit Kanten gegenüberliegen. Beim Erstellen der Verbindungsstege ist deshalb eine Torsion der Verbindungsstege um ihre Längsachse zu vermeiden.
- Ebenfalls im Interesse einer Optimierung der Standzeit des erfindungsgemäßen Umformwerkzeugs können Werkstoffteilchen, die beim Druckumformen eines Verbindungsstegs beispielsweise als Späne anfallen, von der Bearbeitungsstelle abgeführt werden. Zu diesem Zweck ist in bevorzugter Ausgestaltung der Erfindung wenigstens einer der Werkzeugteile des erfindungsgemäßen Umformwerkzeugs mit einer entsprechenden Absaugung versehen. Durch das Abführen von Werkstoffteilchen von der Bearbeitungsstelle wird im Übrigen auch verhindert, dass die Werkstoffteilchen an den über Verbindungsstege miteinander verbundenen Werkstückteilen Spuren hinterlassen und dadurch die Qualität der Werkstückbearbeitung mindern.
- An der erfindungsgemäßen Werkzeugmaschine sind die Werkzeugteile des erfindungsgemäßen Umformwerkzeugs in Werkzeugaufnahmen angeordnet, die an einander gegenüberliegenden Seiten des umzuformenden Verbindungsstegs bzw. der durch den umzuformenden Verbindungssteg miteinander verbundenen Werkstückteile vorgesehen sind und die numerisch gesteuert längs der Hubachse der Werkzeugteile relativ zueinander bewegt werden können. Außerdem kann die Möglichkeit bestehen, die Werkzeugaufnahmen gemeinsam mit den daran fixierten Werkzeugteilen um die Hubachse dreheinzustellen. Aufgrund der Geometrie des zweiten Werkzeugteils des erfindungsgemäßen Umformwerkzeugs bedarf es in aller Regel aber keiner Dreheinstellung derjenigen Werkzeugaufnahme, in welcher der mit der durchgehend ebenen Auflagefläche versehene Werkzeugteil aufgenommen ist.
- Das zuvor trennend bearbeitete Werkstück ruht üblicherweise auf einer herkömmlichen Werkstückauflage der Werkzeugmaschine. Durch eine parallel zu der Plattenebene des bearbeiteten Werkstücks ausgeführte Relativbewegung der Werkstückteile und der Verbindungsstege einerseits und der Werkzeugaufnahmen der Werkzeugmaschine andererseits werden die Verbindungsstege gegenüber den in den Werkzeugaufnahmen gehaltenen Werkzeugteilen des Umformwerkzeugs zur Bearbeitung positioniert.
- Im Rahmen des erfindungsgemäßen Umformverfahrens wird ein umzuformender Verbindungssteg einerseits durch das Umformorgans des ersten Werkzeugteils druckbeaufschlagt und andererseits an der Auflagefläche des als Widerlager für den ersten Werkzeugteil dienenden zweiten Werkzeugteils abgestützt. Die Linie, entlang derer dabei das Umformorgan des ersten Werkzeugteils in den Verbindungssteg eintaucht, kann beispielsweise in Verlängerung einer Trennfläche verlaufen, die an dem benachbarten Werkstückteil bei der Erzeugung des Verbindungsstegs erstellt worden ist, sie kann aber auch dieser Trennfläche vorgelagert oder gegenüber der Trennfläche in das Innere des Werkstückteils zurückversetzt sein. In dem letztgenannten Fall ist gewährleistet, dass Reste des Verbindungsstegs, die beim Trennen des Verbindungsstegs von dem Werkstückteil an dem Werkstückteil verbleiben, nicht über die beim Erzeugen des Verbindungsstegs an dem Werkstückteil erstellte Trennfläche vorstehen. Gegebenenfalls überlappt das Umformorgan des ersten Werkzeugteils mit einem Werkstückteil vorzugsweise in der Größenordnung von Zehntelmillimetern.
- Je nach Anwendungsfall, beispielsweise je nach Bemessung der Breite des Verbindungsstegs einerseits und des Umformorgans des ersten Werkzeugteils andererseits, führen die Werkzeugteile des erfindungsgemäßen Umformwerkzeugs zum Umformen eines Verbindungsstegs relativ zueinander einen einzelnen Bearbeitungshub oder mehrere aufeinanderfolgende Bearbeitungshübe aus.
- Das erfindungsgemäße Umformverfahren ist Teil des erfindungsgemäßen Trennverfahrens und auch Teil des erfindungsgemäßen Bearbeitungsverfahrens, im Laufe dessen das erfindungsgemäße Trennverfahren und zusätzlich eine weitere Werkstückbearbeitung durchgeführt werden. Im Rahmen des erfindungsgemäßen Bearbeitungsverfahrens kann das erfindungsgemäße Umformwerkzeug dazu dienen, den oder die Verbindungsstege auf eine Art und Weise umzuformen, die auf die zusätzlich zu der trennenden Bearbeitung vorgesehene Werkstückbearbeitung abgestimmt ist. Insbesondere besteht die Möglichkeit, beim Umformen des oder der Verbindungsstege an einem Werkstückteil Geometrien zu erzeugen, wie sie im Rahmen der zusätzlichen Werkstückbearbeitung an der restlichen Trennfläche des betreffenden Werkstückteils hergestellt werden.
- Besondere Ausführungsarten der Erfindung nach den unabhängigen Patentansprüchen ergeben sich aus den abhängigen Patentansprüchen 2 bis 10, 12, 14 und 16.
- Beim Druckumformen des Verbindungsstegs und dem damit verbundenen Eintauchen des Umformorgans des ersten Werkzeugteils in den Verbindungssteg wird durch das Umformorgan werkstückseitig eine Trennfläche erstellt. Dieser Umstand ist insbesondere dann von Bedeutung, wenn das Umformorgan des ersten Werkzeugteils an einem Ende des betreffenden Verbindungsstegs und folglich in unmittelbarer Nachbarschaft eines Werkstückteils ansetzt. Durch entsprechende Gestaltung des Umformorgans kann auf die Beschaffenheit der durch das Umformorgan erzeugten Trennfläche Einfluss genommen werden. Weist das Umformorgan an dem Übergang zwischen seiner Werkstückseite und dem freien Ende des ersten Werkzeugteils eine scharfe Kante auf, so erzeugt es eine glatte und somit qualitativ hochwertige Trennfläche.
- Im Falle der Erfindungsbauart gemäß Patentanspruch 2 ist vorgesehen, dass das Umformorgan des ersten Werkzeugteils an einer Werkstückseite längs der Hubachse parallel zu der Trennfläche oder unter einem Winkel gegenüber der Trennfläche an demjenigen Werkstückteil verläuft, welchem die Werkstückseite des Umformorgans beim Druckumformen des Verbindungsstegs zugewandt ist. Ist die Werkstückseite des Umformorgans parallel zu der Trennfläche an dem betreffenden Werkstückteil, so verläuft auch die mittels des Umformorgans an dem betreffenden Werkstückteil erstellte Trennfläche parallel zu der vor dem Druckumformen des Verbindungsstegs erstellten Trennfläche des Werkstückteils. Verläuft die Werkstückseite des Umformorgans unter einem Winkel gegenüber der bereits vor dem Umformen des Verbindungsstegs erstellten Trennfläche an dem betreffenden Werkstückteil, so gilt Entsprechendes für die mittels des Umformorgans an dem Werkstückteil erzeugte Trennfläche. Eine parallel zu der Trennfläche an dem betreffenden Werkstückteil verlaufende Trennfläche wird mittels des Umformorgans erfindungsgemäß insbesondere dann erzeugt, wenn die mittels des Umformorgans erzeugte Trennfläche in Verlängerung der bereits vorhandenen Trennfläche an dem Werkstückteil verläuft. Die Erstellung einer unter einem Winkel gegen die bereits vorhandene Trennfläche des Werkstückteils geneigten Trennfläche mittels des Umformorgans ist erfindungsgemäß beispielsweise in Fällen vorgesehen, in denen vor oder nach dem Umformen des Verbindungsstegs die bereits vorhandene Trennfläche an dem Werkstückteil durch zusätzliche Kantenbearbeitung des Werkstücktells umgeformt und dabei abgeschrägt wird. Bei entsprechender Wahl des Winkels zwischen der Werkstückseite des Umformorgans und der bereits vorhandenen Trennfläche des Werkstückteils fluchtet die mittels des Umformorgans an dem Werkstück erzeugte Schrägfläche mit der Schrägfläche, die im Rahmen der zusätzlichen Kantenbearbeitung des Werkstückteils erstellt wird.
- Ausweislich Patentanspruch 3 ist der erste Werkzeugteil in bevorzugter Ausgestaltung der Erfindung als sich verjüngender Werkzeugteil ausgebildet, wobei sich das Umformorgan des ersten Werkzeugteils längs der Hubachse zu dem freien Ende des ersten Werkzeugteils hin verjüngt. Insbesondere im Hinblick auf die zum Druckumformen eines Verbindungsstegs aufzubringende Umformkraft ist diese Bauart des erfindungsgemäßen Umformwerkzeugs vorteilhaft.
- Gemäß Patentanspruch 4 ist in weiterer bevorzugter Ausgestaltung des erfindungsgemäßen Umformwerkzeugs an einer von der Werkstückseite abgewandten Stegseite des Umformorgans des sich verjüngenden Werkzeugteils eine Umformfläche vorgesehen, die ausgehend von dem freien Ende des sich verjüngenden Werkzeugteils längs der Hubachse von der Werkstückseite des Umformorgans weg verläuft und dementsprechend gegenüber der Hubachse geneigt ist. Im Rahmen der mittels dieser Bauart des erfindungsgemäßen Umformwerkzeugs durchgeführten Variante des erfindungsgemäßen Umformverfahrens (Patentanspruch 13) wird an der dem sich verjüngenden Werkzeugteil zugeordneten Seite des Verbindungsstegs Werkstoff des Verbindungsstegs mittels des Umformorgans des sich verjüngenden Werkzeugteils plastifiziert und plastifizierter Werkstoff des Verbindungsstegs an der Stegseite des Umformorgans durch die Umformfläche des Umformorgans von dessen Werkstückseite weg verdrängt.
- Wird das Umformwerkzeug an einem Ende eines umzuformenden Verbindungsstegs angesetzt, so erzeugt das Umformorgan des sich verjüngenden Werkzeugteils aufgrund seiner besonderen Geometrie an dem betreffenden Ende des Verbindungsstegs eine Bruchzone, die derart beschaffen ist, dass nach dem Brechen des Verbindungsstegs keine oder nur allenfalls geringfügige Spuren des Verbindungsstegs an dem Werkstückteil zurückbleiben. Da plastifizierter Werkstoff des Verbindungsstegs, der durch das Umformorgan erzeugt wird, von der Werkstückseite des Umformorgans und somit auch von dem an den Verbindungssteg angrenzenden Werkstückteil weg verdrängt wird, kann der plastifizierte Werkstoff des Verbindungsstegs an dem betreffenden Werkstückteil keine oder allenfalls geringfügige Spuren hinterlassen. An dem Verbindungssteg gebildeter Grat wird im Rahmen des erfindungsgemäßen Trennverfahrens gemeinsam mit dem Verbindungssteg entfernt und beeinträchtigt folglich die Qualität der Trennfläche an dem Werkstückteil nicht.
- Für das Umformorgan an dem ersten Werkzeugteil des erfindungsgemäßen Umformwerkzeugs kommen unterschiedliche Geometrien in Frage. Denkbar ist beispielsweise ein Umformorgan mit einem rechteckigen Querschnitt.
- Gemäß Patentanspruch 5 weist das Umformorgan eines sich verjüngenden ersten Werkzeugteils in einer parallel zu der Hubachse verlaufenden Schnittebene einen dreiecksförmigen Querschnitt oder einen trapezförmigen Querschnitt auf. Ein Umformorgan mit Dreiecksquerschnitt ist an seiner Stirnseite an sich linienförmig. Zur Erhöhung der Standzeit kann ein derartiges Umformorgan in bevorzugter Ausgestaltung der Erfindung mit einer geringfügigen Abflachung oder Abrundung an der die Stirnseite des Umformorgans ausbildenden Dreiecksspitze versehen sein. Abweichend von einem Umformorgan mit Dreiecksquerschnitt ist ein Umformorgan mit trapezförmigem Querschnitt an seiner Stirnseite flächig ausgebildet und folglich im Betrieb weniger Verschleiß unterworfen als ein im Querschnitt dreiecksförmiges Umformorgan. Auch von der Trapezform abweichende Querschnitte, die an dem Umformorgan des sich verjüngenden Werkzeugteils eine Stirnfläche ausbilden, sind erfindungsgemäß denkbar.
- Ein Umformorgan mit einem dreiecksförmigen oder mit einem trapezförmigen Querschnitt wird in Weiterbildung der Erfindung dadurch bereitgestellt, dass das Umformorgan des sich verjüngenden Werkzeugteils von einem mit einem Innenhohlraum, vorzugsweise einem Innenkonus, versehenen freien Ende des sich verjüngenden Werkzeugteils gebildet ist (Patentanspruch 6). Beim Druckumformen eines Verbindungsstegs kann Werkstoff des Verbindungsstegs in das Innere des Innenhohlraums abfließen. Dadurch reduziert sich der Widerstand, welchen der Verbindungssteg der Bearbeitung durch das erfindungsgemäße Umformwerkzeug entgegensetzt. In Weiterbildung der Erfindung kann an dem Übergang zwischen dem freien Ende des sich verjüngenden Werkzeugteils und dem Innenkonus ein Radius oder eine Abschrägung vorgesehen sein. Der Radius und die Abschrägung sorgen gegebenenfalls dafür, dass der umgeformte Verbindungssteg bei der endgültigen Trennung der Werkstückteile nicht an dieser Stelle sondern vielmehr dort bricht, wo das Umformorgan des sich verjüngenden Werkzeugteils mit der Kante ansetzt, die an dem Übergang zwischen der Werkstückseite des Umformorgans und dem freien Ende des sich verjüngenden Werkzeugteils gebildet ist.
- Insbesondere in Fällen, in denen ein Verbindungssteg eine Verbindung zwischen zwei als Gutteile vorgesehenen Werkstückteilen herstellt, ist der Verbindungssteg von beiden Werkstückteilen zu trennen. Patentanspruch 7 betrifft eine zu diesem Zweck vorgesehene Bauart des erfindungsgemäßen Umformwerkzeugs, die es erlaubt, einen Verbindungssteg zeitgleich an mehreren längs des Verbindungsstegs voneinander beabstandeten Stellen umzuformen und dadurch für die vollständige Trennung der über den Verbindungssteg miteinander verbundenen Werkstückteile zu schwächen. Jede der Umformstellen an dem Verbindungssteg wird dabei durch einen Organabschnitt des an dem ersten Werkzeugteil vorgesehenen Umformorgans bearbeitet.
- Zur Ausbildung von Organabschnitten, die verschiedenen Bearbeitungsstellen an einem Verbindungssteg zugeordnet sind, werden im Falle der Erfindung unterschiedliche Möglichkeiten zur konstruktiven Gestaltung des Umformorgans an dem sich verjüngenden Werkzeugteil genutzt.
- Gemäß Patentanspruch 8 verläuft das Umformorgan des ersten Werkzeugteils in bevorzugter Ausgestaltung der Erfindung in einer Umfangsrichtung und dabei insbesondere bogenförmig, vorzugsweise längs eines Kreisbogens, um die Hubachse. Die Erstreckung des Umformorgans in Umfangsrichtung kann dabei derart bemessen sein, dass das Umformorgan beim Umformen eines Verbindungsstegs gleichzeitig an mehreren Stellen des Verbindungsstegs angreift. Ein bogenförmiger, insbesondere ein kreisförmiger Verlauf des Umformorgans bietet die Möglichkeit, die Bruchzone, an welcher der Verbindungssteg nach dem Umformen brechen soll, an dem an den Verbindungssteg anschließenden Werkstückteil in einem Bereich anzuordnen, der gegenüber der an diesem Werkstückteil bereits vor dem Umformen des Verbindungsstegs erstellten Trennfläche in das Innere des Werkstückteils zurückversetzt ist. Ein kreisförmiger Verlauf des Umformorgans ist darüber hinaus insofern vorteilhaft, als durch eine einfache Dreheinstellung des ersten Werkzeugteils um eine mit dem Umformorgan konzentrische Positionierachse unterschiedliche Organabschnitte des Umformorgans ein und derselben Bearbeitungsstelle und/oder ein und dieselben Organabschnitte unterschiedlichen Bearbeitungsstellen zugeordnet werden können. Der sukzessive Einsatz unterschiedlicher Organabschnitte des Umformorgans empfiehlt sich insbesondere aufgrund der damit verbundenen Vergleichmäßigung des Werkzeugverschleißes.
- Gemäß Patentanspruch 9 ist in Weiterbildung des erfindungsgemäßen Umformwerkzeugs das Umformorgan des ersten Werkzeugteils in Umfangsrichtung endlos ausgebildet. Alternativ ist im Falle der Erfindung aber auch ein in Umfangsrichtung segmentiertes Umformorgan denkbar.
- An der erfindungsgemäßen Werkzeugmaschine nach Patentanspruch 12 ist der zum Druckumformen eines Verbindungsstegs auszuführende Bearbeitungshub kraftabhängig gesteuert. Patentanspruch 10 betrifft eine Bauart des erfindungsgemäßen Umformwerkzeugs, das eine kraftabhängige Steuerung des Bearbeitungshubs der Werkzeugteile des Umformwerkzeugs ermöglicht. Eine längs der Hubachse wirksame gegenseitige Abstützung der Werkzeugteile unter Umgehung des druckumgeformten Verbindungsstegs ist in bevorzugter Ausgestaltung des erfindungsgemäßen Umformwerkzeugs realisiert, indem wenigstens einer der Werkzeugteile eine portalartige Gestalt aufweist und den umzuformenden Verbindungssteg während dessen Bearbeitung übergreift. Die Portalstützen des betreffenden Werkzeugteils können bei Hub-Endposition der beiden Werkzeugteile auf dem anderen Werkzeugteil seitlich neben dem Verbindungssteg aufsetzen. Ist der mit dem Umformorgan versehene erste Werkzeugteil portalartig ausgebildet, so kann das Umformorgan zwischen den Portalstützen angeordnet sein.
- In bevorzugter Ausgestaltung des erfindungsgemäßen Trennverfahrens ist ausweislich Patentanspruch 16 vorgesehen, dass bei der Bearbeitung eines plattenartigen Werkstücks aus einem elastisch verformbaren Werkstoff der wenigstens eine Verbindungssteg als Festkörpergelenk erstellt wird und in Querrichtung der Trennflächen der durch den Verbindungssteg miteinander verbundenen Werkstückteile federelastisch ist. Wird ein derartiger Verbindungssteg mittels des erfindungsgemäßen Umformwerkzeugs umgeformt, so kann der Verbindungssteg unter Ausnutzung seiner Elastizität gestaucht werden. Zur Umformung des Verbindungsstegs ist folglich nur eine verhältnismäßig geringe Kraft aufzuwenden. Dies gilt insbesondere in Fällen, in denen ein Verbindungssteg gleichzeitig an beiden Enden druckumgeformt wird.
- Nachfolgend wird die Erfindung anhand beispielhafter schematischer Darstellungen näher erläutert.
- Es zeigen:
- Figur 1
- eine Werkzeugmaschine für die Blechbearbeitung mit einer Schneidstation und einer Umformstation,
- Figur 2
- über Verbindungsstege miteinander verbundene Blechteile, erzeugt durch die Bearbeitung einer Blechtafel an der Werkzeugmaschine gemäß
Figur 1 , - Figur 3
- ein Umformwerkzeug erster Bauart zum Einsatz an der Umformstation der Werkzeugmaschine gemäß
Figur 1 , - Figuren 4 bis 9
- Darstellungen zur Veranschaulichung der Funktionsweise des Umformwerkzeugs gemäß
Figur 3 beim Umformen von zwischen zwei Blechteilen vorgesehenen Verbindungsstegen, - Figuren 10a, 10b, 10c
- die Oberwerkzeuge weiterer Bauarten eines Umformwerkzeugs zum Einsatz an der Umformstation der Werkzeugmaschine gemäß
Figur 1 , - Figur 11
- eine Darstellung zur Veranschaulichung der Funktionsweise des Umformwerkzeugs gemäß
Figur 10a , - Figur 12
- eine Darstellung zur Veranschaulichung der Funktionsweise des Umformwerkzeugs gemäß
Figur 10b und des Umformwerkzeugs gemäßFigur 10c , - Figur 13
- das Oberwerkzeug einer weiteren Bauart eines Umformwerkzeugs zum Einsatz an der Umformstation der Werkzeugmaschine gemäß
Figur 1 , - Figur 14
- das Umformwerkzeug mit dem Oberwerkzeug gemäß
Figur 13 bei der Bearbeitung eines Verbindungsstegs in einem ersten Anwendungsfall, - Figur 15
- das Umformwerkzeug mit dem Oberwerkzeug gemäß
Figur 13 bei der Bearbeitung eines Verbindungsstegs in einem zweiten Anwendungsfall, - Figur 16
- das Oberwerkzeug einer weiteren Bauart eines Umformwerkzeugs zum Einsatz an der Umformstation der Werkzeugmaschine gemäß
Figur 1 , - Figur 17
- eine Variante des Umformwerkzeugs gemäß
Figur 3 zur Verwendung bei kraftabhängiger Steuerung eines von dem Umformwerkzeug ausgeführten Bearbeitungshubs, - Figur 18
- eine Variante des Umformwerkzeugs gemäß den
Figuren 13 bis 15 zur Verwendung bei kraftabhängiger Steuerung eines von dem Umformwerkzeug ausgeführten Bearbeitungshubs, - Figur 19
- eine Variante des Umformwerkzeugs gemäß
Figur 16 zur Verwendung bei kraftabhängiger Steuerung eines von dem Umformwerkzeug ausgeführten Bearbeitungshubs und - Figur 20
- zwei über einen Verbindungssteg miteinander verbundene Blechteile während einer Kantenbearbeitung der Blechteile.
- Gemäß
Figur 1 ist eine Werkzeugmaschine 1 als Stanz-Laser--Kombimaschine ausgeführt. Ein Maschinenrahmen 2 der Werkzeugmaschine 1 besitzt eine C-Form und weist einen oberen Gestellschenkel 3 sowie einen unteren Gestellschenkel 4 auf. An den freien Enden des oberen Gestellschenkels 3 und des unteren Gestellschenkels 4 sind eine Laser-Schneidstation 5 sowie eine Umformstation 6 vorgesehen. - Die Laser-Schneidstation 5 umfasst einen Laserschneidkopf 7 an dem oberen Gestellschenkel 3 und eine Laserstrahlaufnahme 8 an dem unteren Gestellschenkel 4. Die Umformstation 6 weist eine obere Werkzeugaufnahme 9 an dem oberen Gestellschenkel 3 und eine untere Werkzeugaufnahme 10 an dem unteren Gestellschenkel 4 auf. In die obere Werkzeugaufnahme 9 ist als erster Werkzeugteil ein als Umformstempel 11 ausgebildetes Oberwerkzeug, in die untere Werkzeugaufnahme 10 als zweiter Werkzeugteil ein als Umformmatrize 12 ausgebildetes Unterwerkzeug eines Umformwerkzeugs 13 eingewechselt.
- Mittels eines herkömmlichen Hubantriebs für das Umformwerkzeug 13 kann der Umformstempel 11 längs einer Hubachse 14 relativ zu der Umformmatrize 12 angehoben und abgesenkt werden. Die obere Werkzeugaufnahme 9 und die untere Werkzeugaufnahme 10 sind gemeinsam mit dem Umformstempel 11 und der Umformmatrize 12 um die Hubachse 14 dreheinstellbar (Doppelpfeil in
Figur 1 ). Sämtliche Funktionen der Werkzeugmaschine 1 werden durch eine programmierbare numerische Steuerung gesteuert. - An der Laser-Schneidstation 5 und an der Umformstation 6 werden plattenartige Werkstücke, in dem dargestellten Beispielsfall ein Blech 15, bearbeitet. Zu Bearbeitungszwecken wird das Blech 15 mittels einer herkömmlichen Koordinatenführung 16 mit einer zweiachsigen horizontalen Bewegung über eine Werkstückauflage 17 der Werkzeugmaschine 1 und dabei relativ zu dem Laserschneidkopf 7 und der Laserstrahlaufnahme 8 und auch relativ zu dem Umformwerkzeug 13 bewegt. In
Figur 1 ist das Blech 15 abgebrochen dargestellt. Dadurch sind in Figur 1 die Laserstrahlaufnahme 8 und die untere Werkzeugaufnahme 10 mit der Umformmatrize 12 des Umformwerkzeugs 13 zu erkennen. - Im Rahmen des an der Werkzeugmaschine 1 durchgeführten Bearbeitungsverfahrens wird das Blech 15 zunächst an der Laser-Schneidstation 5 trennend bearbeitet. Ein mögliches Ergebnis der trennenden Bearbeitung des Blechs 15 ist in
Figur 2 dargestellt. Demnach werden bei der mittels des Laserschneidkopfs 7 durchgeführten trennenden Bearbeitung als Werkstückteile ein inFigur 2 abgebrochen dargestelltes Restgitter 18 sowie als Gutteile vorgesehene Blechteile 19, 20, 21, 22 unvollständig voneinander getrennt. Aufgrund einer mittels der Koordinatenführung 16 erzeugten Bewegung des Blechs 15 schneidet ein von dem Laserschneidkopf 7 auf das Blech 15 gerichteter Laserstrahl die Blechteile 19, 20, 21, 22 unter Stehenlassen von Verbindungsstegen 23 frei. Infolge der über die Verbindungsstege 23 hergestellten Restverbindung sind das Restgitter 18 und die Blechteile 19, 20, 21, 22 nur unvollständig voneinander getrennt. Anstelle des Laserschneidstrahls könnte zum unvollständigen Trennen des Restgitters 18 und der Blechteile 19, 20, 21, 22 auch ein andersartiges Schneidwerkzeug, insbesondere ein an der Umformstation 6 eingewechseltes Stanzwerkzeug, eingesetzt werden. - In dem Bearbeitungszustand gemäß
Figur 2 wird das Blech 15 mittels der Koordinatenführung 16 zu der Umformstation 6 der Werkzeugmaschine 1 bewegt. Dort werden die Verbindungsstege 23 mittels des in die obere Werkzeugaufnahme 9 und die untere Werkzeugaufnahme 10 eingewechselten Umformwerkzeugs 13 druckumgeformt. - Im Einzelnen ist das Umformwerkzeug 13 mit dem als Oberwerkzeug vorgesehenen Umformstempel 11 und der als Unterwerkzeug vorgesehenen und in dem dargestellten Beispielsfall im Wesentlichen zylindrischen Umformmatrize 12 in
Figur 3 gezeigt. Dabei ist sowohl an dem Umformstempel 11 als auch an der Umformmatrize 12 die Hubachse 14 strichpunktiert angedeutet, längs derer der Umformstempel 11 zum Druckumformen eines Verbindungsstegs 23 relativ zu der Umformmatrize 12 mit einem Bearbeitungshub abgesenkt wird. - Der Umformstempel 11 weist einen axialen Endabschnitt auf, der als Umformorgan 24 ausgebildet ist. Das Umformorgan 24 bildet das freie Ende des Umformstempels 11 aus. Wie
Figur 5 zeigt, verjüngt sich das Umformorgan 24 längs der Hubachse 14 zu dem freien Ende des Umformstempels 11 hin. Bei dem Umformstempel 11 handelt es sich folglich um einen sich verjüngenden Werkzeugteil des Umformwerkzeugs 13. - Ein an dem axialen Endabschnitt des Umformstempels 11 vorgesehener und zu dem freien Ende des Umformstempels 11 hin offener Innenkonus 25 begrenzt gemeinsam mit der achsparallelen äußeren Mantelfläche des Umformstempels 11 eine Stirnfläche 26 des Umformorgans 24. Die achsparallele äußere Mantelfläche des Umformstempels 11 und die Stirnfläche 26 des stempelseitigen Umformorgans 24 bilden eine scharfe Kante aus, die beim Eintauchen des Umformstempels 11 in einen umzuformenden Verbindungssteg 23 eine glatte Trennfläche erzeugt. Ausweislich
Figur 5 besitzt das Umformorgan 24 einen trapezförmigen Querschnitt. Die obere Begrenzung des trapezförmigen Querschnitts des Umformorgans 24 ist inFigur 5 durch eine gedachte gestrichelte Linie angedeutet. Das Umformorgan 24 verläuft endlos und dabei konzentrisch mit der Hubachse 14. - An der Umformmatrize 12 ist eine durchgehend ebene Auflagefläche 27 vorgesehen. Ist das Umformwerkzeug 13 mit dem Umformstempel 11 in die obere Werkzeugaufnahme 9 und mit der Umformmatrize 12 in die untere Werkzeugaufnahme 10 der Werkzeugmaschine 1 eingewechselt, so liegt die Auflagefläche 27 der Umformmatrize 12 längs der Hubachse 14 der Stirnfläche 26 des stempelseitigen Umformorgans 24 gegenüber. Sowohl die Auflagefläche 27 der Umformmatrize 12 als auch die Stirnfläche 26 des stempelseitigen Umformorgans 24 erstrecken sich dabei senkrecht zu der Hubachse 14.
- Die Abläufe beim Druckumformen der Verbindungsstege 23 des bearbeiteten Blechs 15 werden zunächst am Beispiel eines der Verbindungsstege 23 zwischen dem Restgitter 18 und dem Blechteil 20 beschrieben.
- Vor Beginn des eigentlichen Umformprozesses wird das bearbeitete Blech 15 mittels der Koordinatenführung 16 der Werkzeugmaschine 1 relativ zu dem an der Umformstation 6 eingewechselten Umformwerkzeug 13 derart positioniert, dass das Umformwerkzeug 13 gegenüber dem umzuformenden Verbindungssteg 23 eine Bearbeitungs-Bereitschaftsposition einnimmt. Bei Bearbeitungs-Bereitschaftsposition des Umformwerkzeugs 13 ist der Umformstempel 11 des Umformwerkzeugs 13 längs der Hubachse 14 von der Oberseite des Verbindungsstegs 23 und der an diesen angrenzenden Werkstückteile beabstandet. Die Auflagefläche 27 der Umformmatrize 12 weist längs der Hubachse 14 einen minimalen Abstand von der Unterseite des Verbindungsstegs 23 und der durch diesen verbundenen Werkstückteile auf.
- Aufgrund einer entsprechenden Dimensionierung des Durchmessers des Umformstempels 11 reicht die senkrechte Projektion der Stirnfläche 26 des Umformorgans 24 des in der Bearbeitungs-Bereitschaftsposition angeordneten Umformstempels 11 auf die Oberseite des bearbeiteten Blechs 15 an beiden Enden des Verbindungsstegs 23 über einen Ansatz 28 des Verbindungsstegs 23 an dem jeweiligen Werkstückteil hinaus. Dargestellt ist dies in
Figur 4 , wobei inFigur 4 lediglich die senkrechte Projektion der radial außenliegenden Begrenzungslinie der Stirnfläche 26 des stempelseitigen Umformorgans 24 dargestellt ist. - Ausgehend von der Bearbeitungs-Bereitschaftsposition wird der Umformstempel 11 mit einem Bearbeitungshub längs der Hubachse 14 in Richtung auf die Umformmatrize 12 bis in eine Hub-Endposition bewegt. In den Beispielsfällen gemäß den
Figuren 3 bis 16 wird der Bearbeitungshub wegabhängig gesteuert, in den Beispielsfällen gemäß denFiguren 17 bis 19 erfolgt die Steuerung des Bearbeitungshubs kraftabhängig. - Im Rahmen der wegabhängigen Steuerung des Bearbeitungshubs des Umformstempels 11 ist der Betrag des von dem Umformstempel 11 relativ zu der Umformmatrize 12 ausgeführten Bearbeitungshubs variabel einstellbar und hängt insbesondere von der gewünschten Restdicke des Verbindungsstegs 23 nach dem Umformen ab. Der von dem Umformstempel 11 längs der Hubachse 14 zurückgelegte Weg wird mittels eines herkömmlichen Wegmesssystems erfasst und bildet die Grundlage für die Steuerung des Hubantriebs der Werkzeugmaschine 1.
- Die Verhältnisse bei Hub-Endposition des Umformstempels 11 sind in
Figur 5 veranschaulicht. Längs der Hubachse 14 weisen das von der Stirnfläche 26 des stempelseitigen Umformorgans 24 ausgebildete freie Ende des Umformstempels 11 und die Auflagefläche 27 der Umformmatrize 12 einen Abstand voneinander auf, der kleiner ist als die Dicke des unverformten Verbindungsstegs 23. Der Verbindungssteg 23 wird unter der Wirkung der Beaufschlagung durch den Umformstempel 11 mit seiner Unterseite an der Auflagefläche 27 der Umformmatrize 12 abgestützt. - Der Umformstempel 11 ist im Laufe des Bearbeitungshubs mit diametral einander gegenüberliegenden Organabschnitten des Umformorgans 24 an beiden Enden des Verbindungsstegs 23 in diesen und in die angrenzenden Bereiche des Restgitters 18 und des Blechteils 20 eingetaucht. Eine Werkstückseite 29 des Umformorgans 24 ist dem Restgitter 18, eine Werkstückseite 30 des Umformorgans 24 dem Blechteil 20 zugewandt. Stegseiten 31, 32 des Umformorgans 24 weisen zu dem Verbindungssteg 23 hin und sind dementsprechend von dem Restgitter 18 und dem Blechteil 20 abgewandt.
- Die Werkstückseiten 29, 30 des Umformorgans 24 an dem Umformstempel 11 verlaufen parallel zu der Hubachse 14 und auch parallel zu einer bei der vorausgegangenen trennenden Bearbeitung des Blechs an dem Restgitter 18 erstellten Trennfläche 33 und einer entsprechenden, in
Figur 4 verdeckten Trennfläche an dem Blechteil 20. An den Stegseiten 31, 32 weist das Umformorgan 24 Umformflächen 34, 35 auf. Die Umformflächen 34, 35 des Umformorgans 24 verlaufen ausgehend von dem freien Ende des Umformstempels 11 längs der Hubachse 14 von den Werkstückseiten 29, 30 des Umformorgans 24 weg. - Aufgrund der sich damit ergebenden Geometrie des stempelseitigen Umformorgans 24 wird unter der Wirkung der Beaufschlagung des Verbindungsstegs 23 durch das Umformwerkzeug 13 plastifizierter Werkstoff des Verbindungsstegs 23 an den Stegseiten 31, 32 des stempelseitigen Umformorgans 24 zu dem Verbindungssteg 23 hin und damit von den Werkstückseiten 29, 30 des stempelseitigen Umformorgans 24 weg verdrängt.
- An den Enden des Verbindungsstegs 23 wird durch das Druckumformen mittels des Umformwerkzeugs 13 der Querschnitt des Verbindungsstegs 23 längs der Hubachse 14 reduziert. Aufgrund des Übermaßes des Durchmessers der Stirnfläche 26 des stempelseitigen Umformorgans 24 gegenüber dem Verbindungssteg 23 sind die querschnittsreduzierten Ansätze des Verbindungsstegs 23 an dem Restgitter 18 und an dem Blechteil 20 gegenüber den Trennflächen 33 in das Innere des Restgitters 18 und des Blechteils 20 zurückversetzt.
- Ein entsprechender Versatz der Ansätze des querschnittsreduzierten Verbindungsstegs 23 an dem Restgitter 18 und an dem Blechteil 20 stellt sich ein, wenn die Trennflächen 33 an dem Restgitter 18 und dem Blechteil 20 bereits bei der dem Druckumformen der Verbindungsstege 23 vorgeschalteten trennenden Bearbeitung des Blechs 15 mit einem entsprechenden Rücksprung versehen werden (
Figur 6 ). In diesem Fall ist bei dem sich an die trennende Bearbeitung des Blechs 15 anschließenden Druckumformen lediglich der Verbindungssteg 23 und nicht auch noch ein an den Verbindungssteg 23 unmittelbar anschließender Bereich des Restgitters 18 und des Blechteils 20 zu bearbeiten. Dementsprechend ist im Falle der Bearbeitungssituation gemäßFigur 6 zum Druckumformen des Verbindungsstegs 23 eine geringere Kraft aufzubringen als bei den Verhältnissen gemäßFigur 4 . - In der anhand des Verbindungsstegs 23 zwischen dem Restgitter 18 und dem Blechteil 20 im Einzelnen beschriebenen Weise werden nacheinander sämtliche Verbindungsstege 23 an dem gemäß
Figur 2 bearbeiteten Blech 15 druckumgeformt. DieFiguren 7 und 8 veranschaulichen beispielhaft die Bearbeitung von sich X-förmig kreuzenden Bearbeitungsstegen 23, wie sie der Art nach inFigur 2 zwischen den Blechteilen 19, 20, 21, 22 vorgesehen sind.Figur 7 betrifft dabei den Fall, dass nicht nur die Verbindungsstege 23 selbst sondern auch unmittelbar angrenzende Werkstückbereiche umzuformen sind, während gemäßFigur 8 unmittelbar an die Verbindungsstege 23 angrenzende Werkstückbereiche bereits bei der vorausgegangenen trennenden Bearbeitung des Blechs 15 entfernt worden sind und folglich nur die Verbindungsstege 23 umgeformt werden müssen. -
Figur 9 zeigt einen zwischen zwei unvollständig voneinander getrennten Werkstückteilen vorgesehenen Verbindungssteg 23, der ebenso wie das restliche trennend bearbeitete Werkstück aus einem federelastischen Werkstoff besteht und der bei der unvollständigen Trennung der angrenzenden Werkstückteile mit einer Mäanderform erstellt worden ist. Werkstoffbedingt und aufgrund seiner besonderen Form ist der Verbindungsteg 23 federelastisch und bildet dementsprechend ein Festkörpergelenk zwischen den beiden angrenzenden Werkstückteilen. Wird der Verbindungssteg 23 gemäßFigur 9 in der inFigur 5 veranschaulichten Weise durch den Umformstempel 11 und die Umformmatrize 12 des Umformwerkzeugs 13 druckbeaufschlagt, so setzt der Verbindungssteg 23 aufgrund seiner Federelastizität der Druckumformung nur einen verhältnismäßig kleinen Widerstand entgegen. Die Federelastizität des Verbindungsstegs 23 erleichtert die Verdrängung von plastifiziertem Werkstoff des Verbindungsstegs 23 von den Werkstückseiten 29, 30 des stempelseitigen Umformorgans 24 weg. - Die
Figuren 10a, 10b und 10c zeigen von dem Umformwerkzeug 13 konstruktiv abweichende Umformwerkzeuge 13/1, 13/2, 13/3 jeweils im Umfang eines Umformstempels 11/1, 11/2, 11/3. Ein Umformorgan 24/1 des Umformstempels 11/1 weist anders als das Umformorgan 24 des Umformstempels 11 eine elliptische Form auf. Der Umformstempel 11/2 ist in einer Ebene parallel zur Hubachse 14 geteilt und besitzt folglich ein zweiteiliges Umformorgan 24/2, wobei jedes Segment des Umformorgans 24/2 halbkreisförmig ausgebildet ist. Der Umformstempel 11/3 hat sich aus dem Umformstempel 11/1 durch Teilung längs einer parallel zu der Hubachse 14 verlaufenden Ebene ergeben. Auch ein Umformorgan 24/3 des Umformstempels 11/3 ist folglich segmentiert und umfasst zwei baugleiche Hälften. - Die Umformorgane 24/1, 24/2, 24/3 der Umformstempel 11/1, 11/2, 11/3 besitzen dieselbe Querschnittsform wie das Umformorgan 24 des Umformstempels 11. Bei den Umformstempeln 11/1, 11/2, 11/3 handelt es sich folglich um sich verjüngende Werkzeugteile der Umformwerkzeuge 13/1, 13/2, 13/3. Den Umformstempeln 11/1, 11/2, 11/3 ist jeweils eine Umformmatrize 12 zugeordnet, wie sie in
Figur 3 dargestellt ist. - In den
Figuren 11 und12 sind Bearbeitungsstrategien veranschaulicht, nach denen Verbindungsstege 23 zwischen unvollständig voneinander getrennten Werkstückteilen mittels der Umformwerkzeuge 13/1, 13/2, 13/3 druckumgeformt werden können. - Ausweislich
Figur 11 wird mit mehreren Bearbeitungshüben des Umformwerkzeugs 13/1 nacheinander an den Enden von Verbindungsstegen 23 eine Druckumformung durchgeführt. Zur zweckentsprechenden Ausrichtung des Umformwerkzeugs 13/1 gegenüber den zu bearbeitenden Verbindungsstegen 23 wird der Umformstempel 11/1 durch Drehen der oberen Werkzeugaufnahme 9 um die Hubachse 14 dreheingestellt. Einer Dreheinstellung der mit dem Umformstempel 11/1 zusammenwirkenden Umformmatrize 12 bedarf es aufgrund der Geometrie der Umformmatrize 12 nicht. Zusätzlich zu der Dreheinstellung der oberen Werkzeugaufnahme 9 und des Umformstempels 11/1 wird das bearbeitete Blech 15 mittels der Koordinatenführung 16 der Werkzeugmaschine 1 gegenüber dem Umformwerkzeug 13/1 positioniert. - Gemäß
Figur 12 wird ein einfacher Verbindungssteg 23 mittels des Umformwerkzeugs 13/2 bearbeitet. Zum Druckumformen zweier sich X-förmig kreuzender Verbindungsstege 23 wird das Umformwerkzeug 13/3 eingesetzt. Die Umformwerkzeuge 13/2, 13/3 führen mit einem einzigen Bearbeitungshub eine Druckumformung an beiden Enden eines Verbindungsstegs 23 durch, wobei zur Bearbeitung der beiden sich X-förmig kreuzenden Verbindungsstege 23 zwei aufeinanderfolgende Bearbeitungshübe des Umformwerkzeugs 13/3 erforderlich sind und das Umformwerkzeug 13/3 nach dem ersten Bearbeitungshub um die Hubachse 14 gedreht wird. -
Figur 13 zeigt einen als Umformstempel 11/4 ausgebildeten ersten Werkzeugteil eines Umformwerkzeugs 13/4. Auch bei dem Umformstempel 11/4 handelt es sich um einen sich verjüngenden Werkzeugteil. - Der Umformstempel 11/4 weist ein Umformorgan 24/4 auf, das ein freies Ende des Umformstempels 11/4 bildet und das sich längs der Hubachse 14 zu dem freien Ende des Umformstempels 11/4 hin verjüngt. Abweichend von den stempelseitigen Umformorganen 24, 24/1, 24/2, 24/3 besitzt das Umformorgan 24/4 einen dreiecksförmigen Querschnitt. Eine obere horizontale Begrenzungslinie des Dreiecksquerschnittes des Umformorgans 24/4 ist in
Figur 13 gestrichelt angedeutet. - Anders als die Umformstempel 11, 11/1, 11/2, 11/3 bearbeitet der Umformstempel 11/4 einen Verbindungssteg 23 bei einem zum Druckumformen des Verbindungsstegs 23 ausgeführten Bearbeitungshub lediglich an einer Stelle. Auch der Umformstempel 11/4 wirkt zum Druckumformen eines Verbindungsstegs 23 mit einer Umformmatrize 12 der in
Figur 3 gezeigten Art zusammen. - Bearbeitungen, wie sie mittels des Umformwerkzeugs 13/4 durchgeführt werden können, sind in den
Figuren 14 ,15 veranschaulicht. In beiden Darstellungen sind die Längsenden des jeweils zu bearbeitenden Verbindungsstegs 23 durch gedachte gestrichelte Linien markiert. Durch den Verbindungssteg 23 verbunden werden in den dargestellten Beispielsfällen jeweils die Blechteile 20, 21 des bearbeiteten Blechs 15 gemäßFigur 2 . - In
Figur 14 ist der Umformstempel 11/4 mit dem Umformorgan 24/4 an dem in der Darstellung rechts liegenden Ende des Verbindungsstegs 23 in diesen eingetaucht. Eine parallel zu der Hubachse 14 verlaufende Werkstückseite 36 des Umformorgans 24/4 ist dem Blechteil 20 zugewandt, eine Stegseite 37 des Umformorgans 24/4 ist von dem Blechteil 20 abgewandt. An der Stegseite 37 ist das Umformorgan 24/4 mit einer Umformfläche 38 versehen. Aufgrund der Bemessung des von dem Umformstempel 11/4 längs der Hubachse 14 ausgeführten Bearbeitungshubs bleibt beim Druckumformen des Verbindungsstegs 23 eine Restdicke des Verbindungsstegs 23 stehen. - An die Bearbeitung des in
Figur 14 rechten Endes des Verbindungsstegs 23 schließt sich eine entsprechende Bearbeitung des inFigur 14 linken Endes des Verbindungsstegs 23 an. Zur zweckentsprechenden Positionierung des stempelseitigen Umformorgans 24/4 wird der Umformstempel 11/4 gemeinsam mit der den Umformstempel 11/4 aufnehmenden oberen Werkzeugaufnahme 9 der Werkzeugmaschine 1 um 180 Grad um die Hubachse 14 gedreht. Außerdem wird das bearbeitete Blech 15 aus der Position gemäßFigur 14 nach rechts verschoben. Auch an dem inFigur 14 linken Ende des Verbindungsstegs 23 bleibt nach dessen Bearbeitung durch das Umformwerkzeug 13/4 eine Restdicke des Verbindungsstegs 23 stehen. - Die Werkstückseite 36 des Umformorgans 24/4 ist bei der Bearbeitung des in
Figur 14 linken Endes des Verbindungsstegs 23 dem Blechteil 21 zugewandt, die Stegseite 37 des Umformorgans 24/4 ist von dem Blechteil 21 abgewandt. Sowohl beim Druckumformen des Verbindungsstegs 23 an dessen rechtem Ende als auch beim Umformen des Verbindungsstegs 23 an dessen linkem Ende wird plastifizierter Werkstoff des Verbindungsstegs 23 durch die Umformfläche 38 an der Stegseite 37 des stempelseitigen Umformorgans 24/4 von der Werkstückseite 36 des Umformorgans 24/4 weg verdrängt, - Die Verhältnisse gemäß
Figur 15 unterscheiden sich von der Bearbeitungssituation gemäßFigur 14 dadurch, dass die inFigur 14 als Stegseite 37 vorgesehene Seite des Umformorgans 24/4 eine Werkstückseite 39 bildet. Dementsprechend ist inFigur 15 das Umformorgan 24/4 an der Werkstückseite 39 gegen die Hubachse 14 und folglich auch gegen eine inFigur 15 nicht dargestellte hubachsparallele Trennfläche 33 des Blechteils 21 geneigt. Die Werkstückseite 36 gemäßFigur 14 bildet inFigur 15 eine hubachsparallele Stegseite 40 des Umformorgans 24/4. - Darüber hinaus unterscheidet sich die Bearbeitungssituation gemäß
Figur 15 von den inFigur 14 dargestellten Verhältnissen auch durch den Betrag des von dem Umformstempel 11/4 längs der Hubachse 14 ausgeführten Bearbeitungshubs. InFigur 15 ist der Bearbeitungshub des Umformstempels 11/4 derart bemessen, dass lediglich das im Querschnitt dreiecksförmige Umformorgan 24/4 und nicht auch noch ein sich daran anschließender axialer Abschnitt des Umformstempels 11/4 in das bearbeitete Blech 15 eintaucht. - Ebenfalls abweichend von
Figur 14 ist ausweislichFigur 15 das bearbeitete Blech 15 gegenüber dem Umformwerkzeug 13/4 derart positioniert, dass das Umformorgan 24/4 des Umformstempels 11/4 in der Hub-Endposition des Umformwerkzeugs 13/4 beidseits des Ansatzes des Verbindungsstegs 23 an dem Blechteil 21 angeordnet ist und folglich sowohl den Verbindungssteg 23 als auch den Blechteil 21 beaufschlagt. Infolgedessen erstellt das Umformorgan 24/4 an der gegen die Hubachse 14 geneigten Werkstückseite 39 eine Fase an dem Rand des Blechteils 21. Gleichzeitig wird der Querschnitt des Verbindungsstegs 23 an dem zu dem Blechteil 21 hin liegenden Ende des Verbindungsstegs 23 reduziert. - An die Druckumformung an dem in
Figur 15 linken Ende des Verbindungsstegs 23 schließt sich eine entsprechende Bearbeitung an dem inFigur 15 rechten Ende des Verbindungsstegs 23 an, nachdem zuvor der Umformstempel 11/4 um 180 Grad um die Hubachse 14 gedreht und das bearbeitete Blech 15 aus der Position gemäßFigur 15 nach links verschoben worden ist. Der Verbindungssteg 23 wird an seinem zu dem Blechteil 20 hin gelegenen Ende querschnittsreduziert, an dem zu dem Verbindungssteg 23 hin liegenden Rand des Blechteils 20 wird eine Fase erstellt. - In
Figur 16 ist ein Umformstempel 11/4 als erster Werkzeugteil eines Umformwerkzeugs 13/5 dargestellt. Ein Umformorgan 24/5 des Umformstempels 11/5 besitzt in einer parallel zu der Hubachse 14 verlaufenden Schnittebene einen rechteckigen Querschnitt und verjüngt sich dementsprechend nicht zu dem freien Ende des Umformstempels i1,/S hin. Bei dem Umformstempel 11/5 handelt es sich folglich nicht um einen sich verjüngenden Werkzeugteil des Umformwerkzeugs 13/5. Auch der Umformstempels 11/5 wirkt zum Druckumformen von Verbindungsstegen 23 mit einer als zweiter Werkzeugteil des Umformwerkzeugs 13/5 vorgesehenen Umformmatrize 12 gemäßFigur 3 zusammen. - Gemäß
Figur 17 ist ein erster Werkzeugteil eines Umformwerkzeugs 13/6 als Umformstempel 11/6 ausgebildet. Dem Umformstempel 11/6 ist als zweiter Werkzeugteil eine inFigur 17 nicht dargestellte Umformmatrize 12 gemäßFigur 3 zugeordnet. Eine Umformeinheit 41 des Umformstempels 11/6 stimmt mit dem Umformstempels 11 gemäßFigur 3 überein. Dementsprechend handelt es sich auch bei dem Umformstempel 11/6 um einen sich verjüngenden Werkzeugteil. Der Umformstempel 11/6 endet in einem Umformorgan 24/6 mit trapezförmigem Querschnitt. - Zusätzlich zu der Umformeinheit 41 weist der Umformstempel 11/6 Wangen 42, 43 auf, welche gegenüber dem Umformorgan 24/6 des Umformstempels 11/6 längs der Hubachse 14 zu der nicht gezeigten Umformmatrize 12 hin vorstehen und dadurch Vorsprünge 44, 45 des Umformstempels 11/6 ausbilden.
- Zum Druckumformen eines Verbindungsstegs 23 werden das zuvor trennend bearbeitete Blech 15 und das Umformwerkzeug 13/6 relativ zueinander derart positioniert, dass bei einem von dem Umformstempel 11/6 zu der Umformmatrize 12 hin ausgeführten Bearbeitungshub der umzuformende Verbindungssteg 23 zwischen den Vorsprüngen 44, 45 des Umformstempels 11/6 zu liegen kommt. Am Ende des Bearbeitungshubs setzen die Vorsprünge 44, 45 des Umformstempels 11/6 mit ihren längs der Hubachse 14 voreilenden Stirnflächen auf der Auflagefläche 27 der Umformmatrize 12 auf. Der Überstand der Vorsprünge 44, 45 gegenüber dem Umformorgan 24/6 des Umformstempels 11/6 ist derart bemessen, dass bei Hub-Endposition des Umformstempels 11/6 das freie Ende des Umformorgans 24/6 an dem Umformstempel 11/6 von der Auflagefläche 27 der Umformmatrize 12 längs der Hubachse 14 einen Abstand aufweist, welcher der gewünschten Restdicke des druckumgeformten Verbindungsstegs 23 entspricht. In der Hub-Endposition übergreift der Umformstempel 11/6 den umgeformten Verbindungssteg 23 portafartig. Die Vorsprünge 44, 45 des Umformstempels 11/6 sind dem Verbindungssteg 23 nach Art von Portalstützen seitlich benachbart.
- Der von dem Umformstempel 11/6 relativ zu der Umformmatrize 12 ausgeführte Bearbeitungshub ist kraftgesteuert. In die programmierbare numerische Steuerung der Werkzeugmaschine 1 ist zu diesem Zweck eine in den
Figuren 17 bis 19 andeutungsweise dargestellte Hubsteuerungsvorrichtung 50 für den Hubantrieb des Umformwerkzeugs 13/6 integriert. - Die Hubsteuerungsvorrichtung 50 umfasst eine Kraftmessvorrichtung 51, eine Auswertevorrichtung 52 sowie eine Betätigungsvorrichtung 53. Mittels der Kraftmessvorrichtung 51 wird der Betrag der Abstützkraft gemessen, mit welcher der Umformstempel 11/6 des Umformwerkzeugs 13/6 längs der Hubachse 14 an der Umformmatrize 12 abgestützt ist. In der Auswertevorrichtung 52 wird der gemessene Ist-Betrag der Abstützkraft mit einem in der Hubsteuerungsvorrichtung 50 hinterlegten Grenzbetrag der Abstützkraft verglichen. Erreicht der gemessene Ist-Betrag der Abstützkraft den vorgegebenen Grenzbetrag, so indiziert dies, dass der Umformstempel 11/6 längs der Hubachse 14 seine Hub-Endposition erreicht hat. Die Auswertevorrichtung 52 erzeugt daraufhin ein Schaltsignal für die Betätigungsvorrichtung 53. Aufgrund des von der Auswertevorrichtung 52 generierten Schaltsignals betätigt die Betätigungsvorrichtung 53 den Hubantrieb des Umformwerkzeugs 13/6 dahingehend, dass der zu der Umformmatrize 12 hin gerichtete Bearbeitungshub des Umformstempels 11/6 beendet und ein Rückhub des Umformstempels 11/6 in Gegenrichtung des Bearbeitungshubs eingeleitet wird.
- In
Figur 18 ist ein Umformwerkzeug 13/7 mit einem ersten Werkzeugteil in Form eines Umformstempels 11/7 und mit einer Umformmatrize 12 als zweiter Werkzeugteil dargestellt. Vorsprünge 46, 47 des Umformstempels 11/7 stehen längs der Hubachse 14 gegenüber einem Umformorgan 24/7 des Umformstempels 11/7 zu der Umformmatrize 12 hin vor. Das Umformorgan 24/7 des Umformstempels 11/7 stimmt in seiner konstruktiven Gestaltung und in seiner Funktionsweise mit dem Umformorgan 24/4 des Umformstempels 11/4 (Figuren 14 ,15 ) überein. Auch der Umformstempel 11/7 ist dementsprechend als sich verjüngender Werkzeugteil ausgeführt. -
Figur 19 zeigt ein Umformwerkzeug 13/8 mit einem als Umformstempel 11/8 ausgebildeten ersten Werkzeugteil und einem als Umformmatrize 12 ausgeführten zweiten Werkzeugteil. Ein Umformorgan 24/8 entspricht in Aufbau und Funktionsweise dem Umformorgan 24/5 an dem Umformstempel 11/5 gemäßFigur 16 . Dementsprechend handelt es sich auch bei dem Umformstempel 11/8 nicht um einen sich verjüngenden Werkzeugteil. Dem Umformorgan 24/8 benachbart stehen an dem Umformstempel 11/8 Vorsprünge 48, 49 längs der Hubachse 14 zu der Umformmatrize 12 hin vor. - Auch der Bearbeitungshub des Umformwerkzeugs 13/7 gemäß
Figur 18 und der Bearbeitungshub des Umformwerkzeugs 13/8 gemäßFigur 19 sind kraftabhängig gesteuert. Die Abläufe bei der kraftabhängigen Steuerung des Bearbeitungshubs der Umformwerkzeuge 13/7, 13/8 entsprechen den vorstehend für das Umformwerkzeug 11/6 gemäßFigur 17 beschriebenen Abläufen. -
Figur 20 veranschaulicht einen Verfahrensschritt, der bei der Bearbeitung des Blechs 15 in dem dargestellten Beispielsfall vor dem Druckumformen der Verbindungsstege 23 durchgeführt wird. Dabei werden Blechteile an der Oberseite kantenbearbeitet, die zuvor durch trennende Werkstückbearbeitung unter Stehenlassen von federelastischen Verbindungsstegen 23 unvollständig voneinander getrennt worden sind. - Zur Durchführung der Kantenbearbeitung dient eine Umformrolle 54, die in die obere Werkzeugaufnahme 9 an der Umformstation 6 der Werkzeugmaschine 1 eingewechselt wird. Die Umformrolle 54 wirkt bei der Bearbeitung der Blechteile eines zuvor trennend bearbeiteten Blechs mit einer in
Figur 20 nicht gezeigten Gegendruckrolle zusammen, die in die untere Werkzeugaufnahme 10 der Werkzeugmaschine 1 eingewechselt wird und die an der Unterseite des bearbeiteten Blechs mit einer zylindrischen Mantelfläche anliegt. Die Umformrolle 54 ist mit einem doppelkonischen Wulst 55 versehen, der zwei konische Umformflächen 56, 57 aufweist. - Zur Durchführung der Kantenbearbeitung der unvollständig voneinander getrennten Blechteile des trennend bearbeiteten Blechs wird dieses mittels der Koordinatenführung 16 derart über die Werkstückauflage 17 der Werkzeugmaschine 1 bewegt, dass die gegen die Blechteile gepresste Umformrolle 54 längs der Kanten der Blechteile abrollt und dabei an den Kanten der Blechteile mittels der Umformflächen 56, 57 Schrägflächen (Fasen) erzeugt. Dabei werden die Ansätze der Verbindungsstege 23 an den Blechteilen ausgespart. In diesen Bereichen wird im Anschluss an die Kantenbearbeitung der unvollständig voneinander getrennten Blechteile beim Druckumformen der Verbindungsstege 23 mittels des Umformwerkzeugs 13/4 in der zu
Figur 15 beschriebenen Weise jeweils eine entsprechende Schrägfläche erstellt. - Nach dem Druckumformen sämtlicher Verbindungsstege 23 eines bearbeiteten Blechs werden die Blechteile, in dem Beispielsfall gemäß
Figur 2 die Blechteile 19, 20, 21, 22 des bearbeiteten Blechs 15, aus dem zugehörigen Restgitter (Restgitter 18 inFigur 2 ) gelöst. Aufgrund der Querschnittsreduzierung der Verbindungsstege 23 reicht hierfür ein Schütteln des bearbeiteten Blechs 15 aus. Infolge der dabei wirkenden Belastung brechen die Verbindungsstege 23 in den durch Druckumformen erzeugten Bruchzonen. - Bei Einsatz der Umformwerkzeuge 13, 13/1, 13/2, 13/3, 13/4, 13/6, 13/7 bleiben aufgrund der Geometrie der stempelseitigen Umformorgane 24, 24/1, 24/2, 24/3, 24/4, 24/6,24/7 an den Blechteilen keine oder allenfalls minimale Spuren der Verbindungsstege 23 zurück. Dies gilt für das Umformwerkzeug 13/4 jedenfalls dann, wenn das stempelseitige Umformorgan 24/4 gegenüber dem zu bearbeitenden Verbindungssteg 23 gemäß
Figur 14 ausgerichtet wird. Sind aufgrund der entsprechenden Dimensionierung der stempelseitigen Umformorgane 24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7 und/ oder aufgrund der gegenseitigen Positionierung der stempelseitigen Umformorgane 24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7 und des zuvor trennend bearbeiteten Blechs die durchmesserreduzierten Ansätze der Verbindungsstege 23 in das Innere der Blechteile zurückversetzt, so ragen auch an den Blechteilen verbliebene Reste der Verbindungsstege 23 nicht über die vor dem Druckumformen der Verbindungsstege 23 erstellten Trennflächen der Blechteile vor.
Claims (17)
- Umformwerkzeug zum Druckumformen eines Verbindungsstegs (23), der an seinen Enden an Werkstückteilen (18, 19, 20, 21, 22) ansetzt und der die Werkstückteile (18, 19, 20, 21, 22) miteinander verbindet, die als Bearbeitungsprodukte einer trennenden Bearbeitung eines plattenartigen Werkstücks, insbesondere eines Blechs (15), vorliegen und die jeweils eine Trennfläche (33) aufweisen, in deren Querrichtung der Verbindungssteg (23) verläuft,• mit zwei Werkzeugteilen, welche beim Druckumformen des Verbindungsstegs (23) einander gegenüberliegenden Seiten des Verbindungsstegs (23) zugeordnet sind und welche relativ zueinander längs einer Hubachse (14) bewegbar sind, die beim Druckumformen des Verbindungsstegs (23) in Querrichtung des Verbindungsstegs (23) verläuft,• wobei ein erster der Werkzeugteile ein Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/5, 24/6, 24/7, 24/8) aufweist, welches ein freies Ende des ersten Werkzeugteils wenigstens teilweise ausbildet,• wobei der zweite Werkzeugteil (12) eine in Querrichtung der Hubachse (14) verlaufende und dem freien Ende des ersten Werkzeugteils zugewandte Auflagefläche (27) für den Verbindungssteg (23) aufweist und• wobei die beiden Werkzeugteile längs der Hubachse (14) mit einem Bearbeitungshub aufeinander zu in eine Hub-Endposition bewegbar sind, in welcher das Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/5, 24/6, 24/7, 24/8) des ersten Werkzeugteils und die Auflagefläche (27) des zweiten Werkzeugteils (12) längs der Hubachse (14) einen Abstand voneinander aufweisen, der beim Druckumformen des Verbindungsstegs (23) kleiner ist als die Erstreckung des umzuformenden Verbindungsstegs (23) längs der Hubachse (14) und in welcher der Verbindungssteg (23) beim Druckumformen an der Auflagefläche (27) des zweiten Werkzeugteils (12) abgestützt ist,dadurch gekennzeichnet, dass
die Auflagefläche (27) des zweiten Werkzeugteils (12) als durchgehend ebene Fläche ausgebildet ist und beim Druckumformen des Verbindungsstegs (23) dem Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/5, 24/6, 24/7, 24/8) des ersten Werkzeugteils längs der Hubachse (14) mit einem Flächenbereich gegenüberliegt, der mit der restlichen Auflagefläche (27) des zweiten Werkzeugteils (12) in Querrichtung der Hubachse (14) fluchtet. - Umformwerkzeug nach Anspruch 1, dadurch gekennzeichnet, dass das Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/5, 24/6, 24/7, 24/8) des ersten Werkzeugteils eine Werkstückseite (29, 30, 36, 39) aufweist, welche beim Druckumformen des Verbindungsstegs (23) einem der Werkstückteile (18, 19, 20, 21, 22) zugewandt ist und dass das Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/5, 24/6, 24/7, 24/8) des ersten Werkzeugteils an der Werkstückseite (29, 30, 36) längs der Hubachse (14) parallel zu der Trennfläche (33) an demjenigen Werkstückteil (18, 19, 20, 21, 22) verläuft, welchem die Werkstückseite (29, 30, 36) des Umformorgans (24, 24/1, 24/2, 24/3, 24/4, 24/5, 24/6, 24/7, 24/8) beim Druckumformen des Verbindungsstegs (23) zugewandt ist oder dass das Umformorgan (24/4) des ersten Werkzeugteils an der Werkstückseite (39) längs der Hubachse (14) unter einem Winkel gegenüber der Trennfläche (33) an demjenigen Werkstückteil (18, 19, 20, 21, 22) verläuft, welchem die Werkstückseite (39) des Umformorgans (24/4) beim Druckumformen des Verbindungsstegs (23) zugewandt ist.
- Umformwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der erste Werkzeugteil als sich verjüngender Werkzeugteil (11, 11/1, 11/2, 11/3, 11/4, 11/6, 11/7) ausgebildet ist, indem der erste Werkzeugteil ein Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7) aufweist, welches sich längs der Hubachse (14) zu dem freien Ende des ersten Werkzeugteils hin verjüngt.
- Umformwerkzeug nach Anspruch 3, dadurch gekennzeichnet, dass das Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7) des sich verjüngenden Werkzeugteils (11, 11/1, 11/2, 11/3, 11/4, 11/6, 11/7) eine Werkstückseite (29, 30, 36, 39) und eine Stegseite (31, 32, 37, 40) aufweist, wobei beim Druckumformen des Verbindungsstegs (23) die Werkstückseite (29, 30, 36, 39) des Umformorgans (24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7) einem der Werkstückteile (18, 19, 20, 21, 22) zugewandt und die Stegseite (31, 32, 37, 40) des Umformorgans (24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7) von diesem Werkstückteil (18, 19, 20, 21, 22) abgewandt ist und dass an der Stegseite (31, 32, 37) des Umformorgans (24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7) eine Umformfläche (34, 35, 38) vorgesehen ist, die ausgehend von dem freien Ende des sich verjüngenden Werkzeugteils (11, 11/1, 11/2, 11/3, 11/4, 11/6, 11/7) längs der Hubachse (14) von der Werkstückseite (29, 30, 36) des Umformorgans (24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7) weg verläuft.
- Umformwerkzeug nach Anspruch 3 oder Anspruch 4, dadurch gekennzeichnet, dass das Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7) des sich verjüngenden Werkzeugteils (11, 11/1, 11/2, 11/3, 11/4, 11/6, 11/7) in einer parallel zu der Hubachse (14) verlaufenden Schnittebene einen dreiecksförmigen Querschnitt oder einen trapezförmigen Querschnitt aufweist.
- Umformwerkzeug nach einem der Ansprüche 3 bis 5, dadurch gekennzeichnet, dass das Umformorgan (24, 24/1, 24/2, 24/3, 24/6) des sich verjüngenden Werkzeugteils (11, 11/1, 11/2, 11/3, 11/6) von einem mit einem Innenhohlraum, vorzugsweise einem Innenkonus (25), versehenen Endabschnitt des sich verjüngenden Werkzeugteils (11, 11/1, 11/2, 11/3, 11/6) gebildet ist.
- Umformwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Umformorgan (24, 24/1, 24/2, 24/3, 24/6) des ersten Werkzeugteils Organabschnitte aufweist, die gegeneinander versetzt sind und mittels derer der Verbindungssteg (23) beim Druckumformen an mehreren längs des Verbindungsstegs (23) gegeneinander versetzten Stellen druckumformbar ist,• wobei das Umformorgan (24, 24/1, 24/2, 24/3, 24/6) an den Organabschnitten jeweils eine Werkstückseite (29, 30) und eine Stegseite (31, 32) aufweist und• wobei die Werkstückseiten (29, 30) der Organabschnitte verschiedenen Werkstückteilen (18, 19, 20, 21, 22) zugewandt und die Stegseiten (31, 32) der Organabschnitte von verschiedenen Werkstückteilen (18, 19, 20, 21, 22) abgewandt sind.
- Umformwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Umformorgan (24, 24/1, 24/2, 24/3, 24/6) des ersten Werkzeugteils in einer Umfangsrichtung insbesondere bogenförmig, vorzugsweise längs eines Kreisbogens, um die Hubachse (14) verläuft.
- Umformwerkzeug nach Anspruch 8, dadurch gekennzeichnet, dass das Umformorgan (24, 24/1, 24/6) des ersten Werkzeugteils in Umfangsrichtung endlos ausgebildet ist.
- Umformwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der erste Werkzeugteil und/oder der zweite Werkzeugteil einen Vorsprung (44, 45, 46, 47, 48, 49) aufweist, der sich längs der Hubachse (14) zu dem jeweils anderen Werkzeugteil hin erstreckt und dass die beiden in die Hub-Endlage bewegten Werkzeugteile über den Vorsprung (44, 45, 46, 47, 48, 49) unter Umgehung des Verbindungsstegs (23) längs der Hubachse (14) aneinander abgestützt sind.
- Werkzeugmaschine mit einem Umformwerkzeug (13, 13/1, 13/2, 13/3, 13/4, 13/5, 13/6, 13/7, 13/8) zum Druckumformen eines Verbindungsstegs (23), der an Werkstückteilen (18, 19, 20, 21, 22) ansetzt und der die Werkstückteile (18, 19, 20, 21, 22) miteinander verbindet, die als Bearbeitungsprodukte einer trennenden Bearbeitung eines plattenartigen Werkstücks, insbesondere eines Blechs (15), vorliegen und die jeweils eine Trennfläche (33) aufweisen, in deren Querrichtung der Verbindungssteg (23) verläuft,
dadurch gekennzeichnet, dass
als Umformwerkzeug (13, 13/1, 13/2, 13/3, 13/4, 13/5, 13/6, 13/7, 13/8) das Umformwerkzeug nach einem der Ansprüche 1 bis 10 vorgesehen ist. - Werkzeugmaschine nach Anspruch 11, dadurch gekennzeichnet, dass als Umformwerkzeug das Umformwerkzeug (13/6, 13/7, 13/8) nach Anspruch 10 vorgesehen ist und dass das Umformwerkzeug (13/6, 13/7, 13/8) für die beiden Werkzeugteile einen Hubantrieb mit einer Hubsteuerungsvorrichtung (50) aufweist, die ihrerseits eine Kraftmessvorrichtung (51), eine mit der Kraftmessvorrichtung (51) in Verbindung stehende Auswertevorrichtung (52) sowie eine mit der Auswertevorrichtung (52) der Hubsteuerungsvorrichtung (50) und dem Hubantrieb in Verbindung stehende Betätigungsvorrichtung (53) umfasst,• wobei mittels der Kraftmessvorrichtung (51) der Hubsteuerungsvorrichtung (50) während des Bearbeitungshubs der beiden Werkzeugteile des Umformwerkzeugs (13/6, 13/7, 13/8) der Betrag der Abstützkraft messbar ist, mit welcher die beiden Werkzeugteile über den sich längs der Hubachse (14) erstreckenden Vorsprung (44, 45, 46, 47, 48, 49) aneinander abgestützt sind,• wobei mittels der Auswertevorrichtung (52) der Hubsteuerungsvorrichtung (50) der mittels der Kraftmessvorrichtung (51) gemessene Betrag der Abstützkraft mit einem der Hub-Endlage der beiden Werkzeugteile zugeordneten Grenzbetrag der Abstützkraft vergleichbar ist und• wobei mittels der Auswertevorrichtung (52) der Hubsteuerungsvorrichtung (50) bei Erreichen oder Überschreiten des Grenzbetrags der Abstützkraft ein Schaltsignal für die Betätigungsvorrichtung (53) der Hubsteuerungsvorrichtung (50) erzeugbar ist, aufgrund dessen die Betätigungsvorrichtung (53) den Hubantrieb des Umformwerkzeugs (13/6, 13/7, 13/8) im Sinne einer Beendigung des Bearbeitungshubs betätigt.
- Verfahren zum Druckumformen eines Verbindungsstegs (23), der an seinen Enden an Werkstückteilen (18, 19, 20, 21, 22) ansetzt und der die Werkstückteile (18, 19, 20, 21, 22) miteinander verbindet, die als Bearbeitungsprodukte einer trennenden Bearbeitung eines plattenartigen Werkstücks, insbesondere eines Blechs (15), vorliegen und die jeweils eine Trennfläche (33) aufweisen, in deren Querrichtung der Verbindungssteg (23) verläuft,• wobei zwei Werkzeugteile eines Umformwerkzeugs (13, 13/1, 13/2, 13/3, 13/4, 13/5, 13/6, 13/7, 13/8) einander gegenüberliegenden Seiten des Verbindungsstegs (23) zugeordnet und relativ zueinander längs einer Hubachse (14) bewegt werden, die in Querrichtung des Verbindungsstegs (23) verläuft, wobei ein erster der Werkzeugteile ein Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/5, 24/6, 24/7, 24/8) aufweist, welches ein freies Ende des ersten Werkzeugteils wenigstens teilweise ausbildet und wobei der zweite Werkzeugteil (12) eine in Querrichtung der Hubachse (14) verlaufende und dem freien Ende des ersten Werkzeugteils zugewandte Auflagefläche (27) für den Verbindungssteg (23) aufweist,• wobei der Verbindungssteg (23) an einer Seite durch das Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/5, 24/6, 24/7, 24/8) des ersten Werkzeugteils beaufschlagt und an einer längs der Hubachse (14) gegenüberliegenden Seite durch die Auflagefläche (27) des zweiten Werkzeugteils (12) abgestützt wird und• wobei die Werkzeugteile längs der Hubachse (14) mit einem Bearbeitungshub aufeinander zu in eine Hub-Endposition bewegt werden, in welcher das Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/5, 24/6, 24/7, 24/8) des ersten Werkzeugteils und die Auflagefläche (27) des zweiten Werkzeugteils (12) längs der Hubachse (14) einen Abstand voneinander aufweisen, der beim Druckumformen des Verbindungsstegs (23) kleiner ist als die Erstreckung des umzuformenden Verbindungsstegs (23) längs der Hubachse (14),dadurch gekennzeichnet, dass
das Verfahren mittels des Umformwerkzeugs (13, 13/1, 13/2, 13/3, 13/4, 13/5, 13/6, 13/7, 13/8) nach einem der Ansprüche 1 bis 10 und/oder mittels der Werkzeugmaschine (1) nach Anspruch 11 oder Anspruch 12 durchgeführt wird, wobei der Verbindungssteg (23) an der von dem Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/5, 24/6, 24/7, 24/8) des ersten Werkzeugteils abliegenden Seite durch eine als durchgehend ebene Fläche ausgebildete Auflagefläche (27) des zweiten Werkzeugteils (12) abgestützt wird, welche dem Umformorgan (24, 24/1, 24/2, 24/3, 24/4, 24/5, 24/6, 24/7, 24/8) des ersten Werkzeugteils längs der Hubachse (14) mit einem Flächenbereich gegenüberliegt, der mit der restlichen Auflagefläche (27) des zweiten Werkzeugteils (12) in Querrichtung der Hubachse (14) fluchtet. - Verfahren nach Anspruch 13, dadurch gekennzeichnet, dass das Verfahren mittels des Umformwerkzeugs (13, 13/1, 13/2, 13/3, 13/4, 13/6, 13/7) nach Anspruch 4 durchgeführt wird, wobei an der dem sich verjüngenden Werkzeugteil (11, 11/1, 11/2, 11/3, 11/4, 11/6, 11/7) zugeordneten Seite des Verbindungsstegs (23) Werkstoff des Verbindungsstegs (23) mittels des Umformorgans (24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7) des sich verjüngenden Werkzeugteils (11, 11/1, 11/2, 11/3, 11/4, 11/6, 11/7) plastifiziert und plastifizierter Werkstoff des Verbindungstegs (23) an der Stegseite (31, 32, 37) des Umformorgans (24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7) durch die Umformfläche (34, 35, 38) des Umformorgans (24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7) von der Werkstückseite (29, 30, 36) des Umformorgans (24, 24/1, 24/2, 24/3, 24/4, 24/6, 24/7) weg verdrängt wird.
- Verfahren zum trennenden Bearbeiten von plattenartigen Werkstücken, insbesondere zum trennenden Bearbeiten von Blechen (15), wobei zwei Werkstückteile (18, 19, 20, 21, 22) voneinander getrennt werden,• indem die beiden Werkstückteile (18, 19, 20, 21, 22) zunächst unter Er-stellen einer Trennfläche (33) an jedem der beiden Werkstückteile (18, 19, 20, 21, 22) und unter Stehenlassen wenigstens eines Verbindungsstegs (23) unvollständig voneinander getrennt werden, der an seinen Enden an den Werkstückteilen (18, 19, 20, 21, 22) ansetzt, der die Werk-stückteile (18, 19, 20, 21, 22) miteinander verbindet und der in Querrichtung der Trennflächen (33) verläuft,• indem nach dem unvollständigen Trennen der Werkstückteile (18, 19, 20, 21, 22) der Verbindungssteg (23) druckumgeformt wird und• indem die beiden Werkstückteile (18, 19, 20, 21, 22) anschließend durch Lösen der durch den umgeformten Verbindungssteg (23) hergestellten Verbindung vollständig voneinander getrennt werden,dadurch gekennzeichnet, dass
nach dem unvollständigen Trennen der Werkstückteile (18, 19, 20, 21, 22) der Verbindungssteg (23) nach dem Verfahren gemäß Anspruch 13 oder Anspruch 14 druckumgeformt wird. - Verfahren nach Anspruch 15, dadurch gekennzeichnet, dass ein plattenartiges Werkstück, insbesondere ein Blech (15), aus einem elastisch verform-baren Werkstoff trennend bearbeitet wird und dass der wenigstens eine Verbindungssteg (23) als Festkörpergelenk erstellt wird und in Querrichtung der Trennflächen (33) der durch den Verbindungssteg (23) miteinander verbundenen Werkstückteile (18, 19, 20, 21, 22) federelastisch ist.
- Verfahren zum Bearbeiten von plattenartigen Werkstücken, insbesondere zum Bearbeiten von Blechen (15), wobei das Werkstück trennend bearbeitet wird,
dadurch gekennzeichnet, dass
das Werkstück nach dem Verfahren gemäß Anspruch 15 oder Anspruch 16 trennend bearbeitet wird und dass nach dem unvollständigen Trennen der Werkstückteile (18, 19, 20, 21, 22) und vor oder nach dem Druckumformen des wenigstens einen die Werkstückteile (18, 19, 20, 21, 22) miteinander verbindenden Verbindungsstegs (23) und vor dem vollständigen Trennen der Werkstückteile (18, 19, 20, 21, 22) wenigstens einer der unvollständig voneinander getrennten Werkstückteile (18, 19, 20, 21, 22) zusätzlich bearbeitet, vorzugsweise zusätzlich kantenbearbeitet, wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15165676.6A EP3088097B1 (de) | 2015-04-29 | 2015-04-29 | Vorrichtungen und verfahren zum druckumformen von verbindungsstegen zwischen werkstückteilen eines plattenartigen werkstücks |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15165676.6A EP3088097B1 (de) | 2015-04-29 | 2015-04-29 | Vorrichtungen und verfahren zum druckumformen von verbindungsstegen zwischen werkstückteilen eines plattenartigen werkstücks |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3088097A1 true EP3088097A1 (de) | 2016-11-02 |
| EP3088097B1 EP3088097B1 (de) | 2020-07-29 |
Family
ID=53008391
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15165676.6A Active EP3088097B1 (de) | 2015-04-29 | 2015-04-29 | Vorrichtungen und verfahren zum druckumformen von verbindungsstegen zwischen werkstückteilen eines plattenartigen werkstücks |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP3088097B1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022127687A1 (de) | 2022-10-20 | 2024-04-25 | TRUMPF Werkzeugmaschinen SE + Co. KG | Verfahren zum Erzeugen eines dickenreduzierten Verbindungsstegs beim Schneiden eines Werkstückteils aus einem plattenartigen Werkstück sowie zugehöriges Steuerungsprogrammprodukt |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4362078A (en) * | 1980-03-25 | 1982-12-07 | Akzona Incorporated | Method of blanking |
| US5655401A (en) | 1995-11-13 | 1997-08-12 | Interbold | Tabbing tool and method |
| JPH10152136A (ja) * | 1996-11-19 | 1998-06-09 | Nippon Steel Corp | 補修塗装のいらない開缶性に優れた易開缶性蓋の製造方法 |
-
2015
- 2015-04-29 EP EP15165676.6A patent/EP3088097B1/de active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4362078A (en) * | 1980-03-25 | 1982-12-07 | Akzona Incorporated | Method of blanking |
| US5655401A (en) | 1995-11-13 | 1997-08-12 | Interbold | Tabbing tool and method |
| JPH10152136A (ja) * | 1996-11-19 | 1998-06-09 | Nippon Steel Corp | 補修塗装のいらない開缶性に優れた易開缶性蓋の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022127687A1 (de) | 2022-10-20 | 2024-04-25 | TRUMPF Werkzeugmaschinen SE + Co. KG | Verfahren zum Erzeugen eines dickenreduzierten Verbindungsstegs beim Schneiden eines Werkstückteils aus einem plattenartigen Werkstück sowie zugehöriges Steuerungsprogrammprodukt |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3088097B1 (de) | 2020-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1740327B1 (de) | Verfahren zum entgraten von schnittkanten an werkstücken | |
| DE102005005214B4 (de) | Mehrfachwerkzeug und Werkzeugmaschine zum Bearbeiten von Werkstücken, insbesondere von Blechen | |
| DE69934444T2 (de) | Entgratverfahren | |
| EP3515626B1 (de) | Werkzeugmaschine und verfahren zum bearbeiten von plattenförmigen werkstücken | |
| DE4401674C2 (de) | Verfahren sowie Vorrichtung zum Lochen von Werkstücken | |
| WO2018055190A1 (de) | Verfahren; werkzeugmaschine und schlitzwerkzeug zum mehrhubig fortschreitenden schlitzen von plattenförmigen werkstücken | |
| EP3088095B1 (de) | Verfahren zum bearbeiten von plattenartigen werkstücken | |
| EP2532452B1 (de) | Verfahren zum Stanzen und Richten von Blechen | |
| EP3515617B1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken | |
| EP3088096B1 (de) | Vorrichtungen und verfahren zum druckumformen von verbindungsstegen zwischen werkstückteilen eines plattenartigen werkstücks | |
| EP3088097B1 (de) | Vorrichtungen und verfahren zum druckumformen von verbindungsstegen zwischen werkstückteilen eines plattenartigen werkstücks | |
| EP3515622B1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum schneiden und/oder umformen von plattenförmigen werkstücken | |
| DE102016120139B4 (de) | Verfahren, Werkzeugmaschine und Schlitzwerkzeug zum mehrhubig fortschreitenden Schlitzen von plattenförmigen Werkstücken | |
| EP2502716A1 (de) | Werkzeug für eine Blechbearbeitungsmaschine und Verfahren zum Trennen einer Folie | |
| CH642574A5 (de) | Verfahren bei der herstellung eines kurbelarmes fuer eine geschweisste kurbelwelle und pressausruestung zur ausuebung des verfahrens. | |
| DE102016119435A1 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zum Bearbeiten von plattenförmigen Werkstücken | |
| DE19643076C2 (de) | Vorrichtung zum in einem Arbeitsgang erfolgenden Stanzen und Fügen mindestens zweier Blechteile | |
| DE10151659B4 (de) | Verfahren zum Fügen von zumindest zwei Bauteilen und Vorrichtung hierfür | |
| WO2017000989A1 (de) | Werkzeug für eine stanzmaschine und verfahren zum bearbeiten einer stirnseite eines plattenförmigen werkstücks | |
| DE60112120T2 (de) | Vorrichtung zum verbinden von duktilem material | |
| EP2897745B1 (de) | Verfahren und vorrichtung zur herstellung von rillenbolzen | |
| DE102004002267B3 (de) | Einrichtung und Verfahren zur Herstellung eines Hohl- oder Schalenprofils | |
| WO2013021053A1 (de) | Verfahren und vorrichtung zum schnellen verbinden eines bandendes mit einem bandanfang von metallbändern | |
| DE102018112056B4 (de) | Verfahren und Vorrichtung zum Schneiden eines Werkstücks | |
| WO2024083991A1 (de) | Verfahren zum erzeugen eines dickenreduzierten verbindungsstegs beim schneiden eines werkstückteils aus einem plattenartigen werkstück sowie zugehöriges steuerungsprogrammprodukt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170502 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190708 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200302 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015013086 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1295197 Country of ref document: AT Kind code of ref document: T Effective date: 20200815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201130 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201029 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201030 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015013086 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| 26N | No opposition filed |
Effective date: 20210430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210429 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201129 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1295197 Country of ref document: AT Kind code of ref document: T Effective date: 20210429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210430 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20220425 Year of fee payment: 8 Ref country code: FR Payment date: 20220421 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230420 Year of fee payment: 9 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230429 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 |