EP3050977A1 - Verfahren zur herstellung einer eisenbasierten nanokristallinen legierung und verfahren zur herstellung eines magnetischen kerns für die eisenbasierte nanokristalline legierung - Google Patents
Verfahren zur herstellung einer eisenbasierten nanokristallinen legierung und verfahren zur herstellung eines magnetischen kerns für die eisenbasierte nanokristalline legierung Download PDFInfo
- Publication number
- EP3050977A1 EP3050977A1 EP14849656.5A EP14849656A EP3050977A1 EP 3050977 A1 EP3050977 A1 EP 3050977A1 EP 14849656 A EP14849656 A EP 14849656A EP 3050977 A1 EP3050977 A1 EP 3050977A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- temperature
- magnetic field
- nano
- magnetic
- heat treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910045601 alloy Inorganic materials 0.000 title claims abstract description 93
- 239000000956 alloy Substances 0.000 title claims abstract description 93
- 239000002159 nanocrystal Substances 0.000 title claims abstract description 41
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 24
- 238000002425 crystallisation Methods 0.000 claims abstract description 79
- 230000008025 crystallization Effects 0.000 claims abstract description 79
- 238000010438 heat treatment Methods 0.000 claims abstract description 65
- 229910000808 amorphous metal alloy Inorganic materials 0.000 claims abstract description 44
- 238000001816 cooling Methods 0.000 claims abstract description 12
- 230000035699 permeability Effects 0.000 description 43
- 230000000052 comparative effect Effects 0.000 description 20
- 238000000034 method Methods 0.000 description 10
- 239000000203 mixture Substances 0.000 description 8
- 238000007709 nanocrystallization Methods 0.000 description 6
- 238000005096 rolling process Methods 0.000 description 6
- 230000003247 decreasing effect Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 239000012535 impurity Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 239000007791 liquid phase Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229910008423 Si—B Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 238000000113 differential scanning calorimetry Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 230000005381 magnetic domain Effects 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical group [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 229910052702 rhenium Inorganic materials 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/02—Amorphous alloys with iron as the major constituent
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
- C21D1/09—Surface hardening by direct application of electrical or wave energy; by particle radiation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/153—Amorphous metallic alloys, e.g. glassy metals
- H01F1/15333—Amorphous metallic alloys, e.g. glassy metals containing nanocrystallites, e.g. obtained by annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/03—Amorphous or microcrystalline structure
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
Definitions
- the present invention relates to a method for producing an Fe-based nano-crystal alloy and a method for producing a magnetic core formed of an Fe-based nano-crystal alloy in a wound or stacked state.
- An Fe-based nano-crystal alloy has beautiful soft magnetic characteristics that include both of a high saturation magnetic flux density and a high specific magnetic permeability ⁇ , and therefore is used for a magnetic core of a common mode choke coil, a high frequency transformer and the like.
- a representative composition system of such an Fe-based nano-crystal alloy is an Fe-Cu-Nb-Si-B system described in Patent Document 1.
- An Fe-based nano-crystal alloy is produced as follows.
- a liquid-phase alloy heated to a temperature higher than, or equal to, a melting point thereof is rapidly solidified to obtain an amorphous alloy, and the amorphous alloy is heat-treated to be formed into nano-crystals.
- a single roll method which provides a high productivity, is used.
- An Fe-based nano-crystal alloy has the magnetic characteristics thereof, such as the specific magnetic permeability ⁇ , the squareness ratio and the like, changed in accordance with the temperature profile or the direction in which the magnetic field is applied, both at the time of heat treatment.
- Patent Document 2 proposes performing heat treatment while applying a magnetic field in a width direction of a ribbon (height direction of a magnetic core) in order to obtain an Fe-based nano-crystal alloy having an initial specific magnetic permeability of 70,000 or greater and a squareness ratio of 30% or less.
- Patent Document 2 describes various specific patterns of heat treatment, which may be roughly classified as follows: a pattern in which the ribbon is kept for a certain duration at the highest temperature reached during the heat treatment, while the magnetic field is applied; a pattern in which the ribbon is kept at a certain temperature for a certain duration during a procedure including a temperature-increasing process, when the ribbon is at the highest temperature reached and a cooling process, while the magnetic field is applied; and a pattern in which the ribbon is kept at a certain temperature for a certain duration during a procedure including when the ribbon is at highest temperature reached and a cooling process, while the magnetic field is applied.
- Patent Document 2 The heat treatment method disclosed in Patent Document 2 is considered to be effective as a method for decreasing the squareness ratio.
- a high frequency band at or around 100 kHz tends to be used more for a common mode choke or the like.
- a nano-crystal alloy having a high specific magnetic permeability ⁇ in the high frequency band is desired.
- the present inventors performed various studies in order to obtain a high specific magnetic permeability ⁇ in a high frequency band at or around 100 kHz, and as a result, have recognized that it is occasionally difficult to obtain a high specific magnetic permeability ⁇ in the high frequency band by the heat treatment patterns described in Patent Documents 1 and 2.
- the present invention made in light of the above situation has an object of providing a method for producing an Fe-based nano-crystal alloy and a method for producing an Fe-based nano-crystal alloy magnetic core, both easily providing a high specific magnetic permeability ⁇ at or around a high frequency of 100 kHz.
- the present inventors have found that a high specific magnetic permeability ⁇ in a high frequency band of, for example, 100 kHz is obtained by applying a magnetic field in a specific temperature range during a temperature-increasing period while an Fe-based amorphous alloy is nano-crystallized by heat treatment.
- a method for producing an Fe-based nano-crystal alloy in an embodiment according to the present invention includes a heat treatment step of heating a nano-crystallizable Fe-based amorphous alloy ribbon to a crystallization temperature region and cooling the nano-crystallizable Fe-based amorphous alloy ribbon.
- a magnetic field is applied in a width direction of the alloy ribbon in a temperature range during a temperature-increasing period, the temperature range including at least a part of a temperature range from a temperature lower by 50°C than a crystallization start temperature to a temperature higher by 20°C than the crystallization start temperature and not exceeding a temperature higher by 50°C than the crystallization start temperature, the crystallization start temperature being defined by a differential scanning calorimeter.
- the magnetic field is applied selectively in the temperature range during the temperature-increasing period.
- the magnetic field is applied at a strength of 50 kA/m or greater and 300 kA/m or less in the width direction of the alloy ribbon.
- the magnetic field is not applied when a highest temperature was reached in the heat treatment step.
- a method for producing an Fe-based nano-crystal alloy ribbon includes a step of preparing a nano-crystallizable Fe-based amorphous alloy ribbon, a step of heating the nano-crystallizable Fe-based amorphous alloy ribbon to a crystallization temperature region and cooling the nano-crystallizable Fe-based amorphous alloy ribbon, and a step of applying a magnetic field to the Fe-based amorphous alloy ribbon in the heat treatment step.
- a magnetic field of a predetermined strength (e.g., 50 kA/m) or greater is applied in a width direction of the alloy ribbon in at least a part of a temperature range during a temperature-increasing period in the heat treatment step, the temperature range being from a temperature lower by 50°C than a crystallization start temperature, indicated by a differential scanning calorimeter, to a temperature higher by 20°C than the crystallization start temperature, and the magnetic field of the predetermined strength or greater is not applied in a part of the temperature-increasing period.
- a predetermined strength e.g., 50 kA/m
- the magnetic field of the predetermined strength or greater is not applied in a temperature-increasing period higher than a temperature higher by 50°C than the crystallization start temperature. It is not necessary to apply the magnetic field of the predetermined strength or greater in a temperature-increasing period lower than a temperature lower by 50°C than the crystallization start temperature.
- a method for producing an Fe-based nano-crystal alloy magnetic core in an embodiment according to the present invention includes a heat treatment step of heating a nano-crystallizable Fe-based amorphous alloy ribbon to a crystallization temperature region and cooling the nano-crystallizable Fe-based amorphous alloy ribbon after the nano-crystallizable Fe-based amorphous alloy ribbon is wound or stacked.
- a magnetic core including an Fe-based nano-crystal alloy ribbon in a wound or stacked state is produced.
- a magnetic field is applied in a height direction of the magnetic core in a temperature range during a temperature-increasing period, the temperature range including at least a part of a temperature range from a temperature lower by 50°C than a crystallization start temperature to a temperature higher by 20°C than the crystallization start temperature and not exceeding a temperature higher by 50°C than the crystallization start temperature, the crystallization start temperature being defined by a differential scanning calorimeter.
- the magnetic field is applied selectively in the temperature range during the temperature-increasing period.
- the magnetic field is applied at a strength of 50 kA/m or greater and 300 kA/m or less in the height direction of the magnetic core.
- the Fe-based nano-crystal alloy ribbon has a thickness of 15 ⁇ m or less and a width of 250 mm or less.
- the Fe-based nano-crystal alloy or the Fe-based nano-crystal alloy magnetic core are preferably usable for a common mode choke or the like, for which high frequency characteristics are important.
- One feature of the method for producing an Fe-based nano-crystal alloy and an Fe-based nano-crystal alloy magnetic core in an embodiment according to the present invention is the following.
- the magnetic field is selectively applied in a specific temperature range during a temperature-increasing period, unlike in the conventional art.
- the magnetic field is applied in a width direction of a ribbon, namely, in a height direction of a magnetic core.
- the above-described specific temperature range during the temperature-increasing period in the heat treatment step includes at least a part of a temperature range that is from a temperature lower by 50°C than a crystallization start temperature to a temperature higher by 20°C than the crystallization start temperature but does not exceed a temperature higher by 50°C than the crystallization start temperature.
- the magnetic field is selectively applied in the width direction of the alloy ribbon that is being heat-treated.
- the crystallization start temperature is defined by a differential scanning calorimeter.
- the magnetic field is not applied, for example, at or around the highest temperature reached or during a cooling period after the highest temperature reached.
- the magnetic field is applied in the above-described period during the temperature-increasing period.
- a relatively weak magnetic field e.g., less than 50 kA/m
- a relatively weak magnetic field may be applied temporarily or continuously in an optional period in the heat treatment step.
- a weak magnetic field of less than 50 kA/m may not be considered as application of a magnetic field.
- the magnetic field described in the following description is of a level that can influence the magnetic characteristics of a nano-crystal alloy (typically, 50 kA/m or greater and 300 kA/m or less).
- the specific magnetic permeability ⁇ fluctuates little despite the fluctuation in the strength of the applied magnetic field or fluctuation in the temperature region in which the magnetic field is applied. It has been found that in this case, the specific magnetic permeability ⁇ is easily adjustable at the target frequency, namely, 100 kHz.
- An alloy of an amorphous structure before being heat-treated has a Curie temperature lower than the crystallization start temperature.
- the alloy when being nano-crystallized, the alloy has a Curie temperature significantly exceeding the crystallization start temperature. Namely, it is presumed that when a magnetic field is applied during crystallization, the magnetic domain of the alloy is secured along with the crystallization, and thus substantially the same effect as that provided when the alloy is cooled from a temperature higher than, or equal to, the Curie temperature is provided.
- a magnetic field is applied in at least a part of the temperature-increasing period, more specifically, in at least a part of a temperature range from a temperature lower by 50°C by the crystallization start temperature, which is defined by a differential scanning calorimeter, to a temperature higher by 20°C than the crystallization start temperature.
- a magnetic field is applied in a temperature-increasing period in which the temperature does not exceed a temperature higher by 50°C than the crystallization start temperature.
- the temperature range in which the magnetic field is to be applied includes at least a part of a temperature range from a temperature lower by 20°C than the crystallization start temperature, which is defined by the differential scanning calorimeter, to a temperature higher by 10°C than the crystallization start temperature.
- the upper limit of the temperature at which the magnetic field is to be applied is set to a temperature higher by 50°C than the crystallization start temperature. More preferably, the upper limit of the temperature at which the magnetic field is to be applied is a temperature higher by 40°C than the crystallization start temperature.
- the temperature-increasing period includes a period in which effective application of a magnetic field is not performed.
- temperature-increasing period indicates a period before the highest temperature is reached.
- the “temperature-increasing period” may be a period in which the temperature is being increased, a period in which the temperature is being decreased, or a period in which the temperature is kept constant, as long as being before the highest temperature is reached.
- the crystallization start temperature is defined by a differential scanning calorimeter. It is difficult to accurately measure the true crystallization start temperature, and it is effective to identify the crystallization start temperature by differential scanning calorimeter (DSC). A temperature at which an exothermic reaction caused by start of nano-crystallization is detected while the temperature is increased is defined as the "crystallization start temperature”. According to the present invention, the measurement by use of a differential scanning calorimeter is performed under the condition that the temperature is increased by 10°C per minute.
- the heat treatment temperature is preferably controlled such that the temperature distribution in an actual heat treatment furnace is ⁇ 5°C or less in consideration of the capacity of the heat treatment furnace and the amount of heat generation caused by crystallization of an amorphous ribbon that is being heat-treated.
- Such a manner of control allows the magnetic characteristics of the post-heat treatment alloy to be stabilized.
- the strength of the magnetic field to be applied is preferably 50 kA/m or greater and 300 kA/m or less.
- the magnetic field applied is too weak, it is difficult to provide an induced magnetic anisotropy under the actual work conditions.
- the magnetic field applied is too strong, an excessively large induced magnetic anisotropy tends to be provided.
- a more preferable range of the strength of the magnetic field to be applied is 60 kA/m or greater and 240 kA/m or less.
- the time duration in which the magnetic field is to be applied there is no specific limitation as long as the temperature range is as described above.
- the time duration is practically about 1 to about 180 minutes.
- a nano-crystallizable Fe-based amorphous alloy usable in the embodiment according to the present invention has a composition represented by, for example, general formula: (Fe 1-a M a ) 100-x-y-z - ⁇ - ⁇ - ⁇ Cu x Si y B z M' ⁇ M" ⁇ X ⁇ (atomic %) (in the formula, M is Co and/or Ni; M' is at least one element selected from the group consisting of Nb, Mo, Ta, Ti, Zr, Hf, V, Cr, Mn and W; M" is at least one element selected from the group consisting of Al, platinum group elements, Sc, rare earth elements, Zn, Sn and Re; X is at least one element selected from the group consisting of C, Ge, P, Ga, Sb, In, Be and As; and a, x, y, z, ⁇ , ⁇ and ⁇ respectively fulfill 0 ⁇ a ⁇ 0.5, 0.1 ⁇ x ⁇ 3, 0 ⁇ y ⁇ 30, 0
- An alloy having the above-described composition is melted at a temperature higher than, or equal to, a melting point thereof, and rapidly solidified by a single roll method. As a result, a lengthy amorphous alloy ribbon (thin strip) is obtained.
- the amorphous alloy ribbon preferably has a thickness of 10 to 30 ⁇ m.
- the thickness is less than 10 ⁇ m, the ribbon has an insufficient mechanical strength and is easily ruptured while being handled.
- the thickness exceeds 30 ⁇ m a stable amorphous state is not easily obtained.
- the amorphous alloy ribbon is nano-crystallized and used for a high frequency use as a magnetic core, an eddy current is generated to the ribbon. The loss caused by the eddy current is larger as the ribbon is thicker. Therefore, the thickness of the ribbon is more preferably 10 to 20 ⁇ m.
- the specific magnetic permeability ⁇ at or around 100 kHz has a larger value as the ribbon is thinner. Therefore, the thickness of the ribbon is still more preferably 15 ⁇ m or less.
- the amorphous alloy ribbon preferably has a width of 10 mm or greater in consideration of a practical shape of the magnetic core. Slitting a wider alloy ribbon reduces the cost. Therefore, it is preferable that the alloy ribbon is wide on the stage after rapid cooling.
- the alloy ribbon preferably has a width of 250 mm or less.
- the alloy ribbon more preferably has a width of 70 mm or less.
- the heat treatment for nano-crystallization is preferably performed in an inert gas such as nitrogen or the like.
- the highest temperature to be reached is preferably set to 550 to 600°C.
- a highest temperature reached that is lower than 550°C or higher than 600°C is not preferable because such a temperature increases the magnetic strain.
- the alloy may be nano-crystallized even if being kept at the highest temperature reached for 0 minutes (even if not being kept at the highest temperature reached). In consideration of the heat capacity of the entire alloy to be heat-treated and the stability of the characteristics of the alloy, the alloy may be kept at the highest temperature reached for a time duration of greater than 0 minutes to 3 hours or less.
- a temperature profile in the heat treatment may be, for example, as follows: from room temperature to a temperature at which the nano-crystallization is started or in the vicinity of such a temperature, the temperature is increased relatively rapidly at an increasing rate of 2 to 4°C/min. ; and from a temperature lower by 50°C than the temperature at which the nano-crystallization is started to the highest temperature reached, the temperature is increased at a low rate of 0.2 to 1°C/min.
- the alloy is preferably cooled at a cooling rate of 2 to 5°C/min. in a temperature region from the highest temperature reached to 200°C. Usually, the alloy may be retrieved to the air after being cooled down to 100°C or lower.
- the heat treatment step may be performed as follows.
- the nano-crystallizable Fe-based amorphous alloy ribbon is wound or stacked, and then is heated to a crystallization temperature region and cooled.
- the magnetic field is applied as described above.
- the magnetic field may be applied in the height direction of the magnetic core, so that a desired induced magnetic anisotropy is provided.
- a molten alloy member having a composition, in atomic %, of 1% of Cu, 3% of Nb, 15.5% of Si, 6.5% of B and the remaining part of Fe and unavoidable impurities was rapidly cooled by a single roll method to obtain an Fe-based amorphous alloy ribbon having a width of 50 mm and a thickness of 13 ⁇ m.
- the Fe-based amorphous alloy ribbon was slit to have a width of 3 mm and then wound into a shape having an outer diameter of 20 mm and an inner dimeter of 10 mm. Thus, ten toroidal magnetic cores were produced.
- the crystallization start temperature of this alloy measured by differential scanning calorimetry (DSC) was 500°C.
- the produced magnetic cores were heat-treated and supplied with a magnetic field by a temperature profile and a magnetic field application profile shown in FIG. 1 .
- the magnetic field was continuously applied throughout the temperature range of 440 to 480°C during the temperature-increasing period (temperature range from the temperature lower by 60°C than the crystallization start temperature to the temperature lower by 20°C than the crystallization start temperature).
- the magnetic field was applied in a width direction of the alloy ribbon, namely, a height direction of the magnetic cores.
- the magnetic field was set to have a strength of 120 kA/m.
- the highest temperature reached during the heat treatment was set to be 580°C.
- the ten post-heat treatment magnetic cores had a specific magnetic permeability ⁇ at 100 kHz in the range of 27,000 to 30,000.
- the measurement was performed by use of HP4194A produced by Agilent Technologies under the conditions of an oscillation level of 0.5 V and an average of 16. An insulated covered wire was caused to pierce a central part of each of the toroidal magnetic cores and connected with an input/output terminal for the measurement.
- Ten toroidal magnetic cores were produced in a similar manner by use of an Fe-based amorphous alloy ribbon having substantially the same composition and size as those in example 1.
- the produced magnetic cores were heat-treated by the temperature profile in example 1 shown in FIG. 1 with no magnetic field application (with no magnetic field) as shown in FIG. 5 .
- the ten post-heat treatment magnetic cores had a specific magnetic permeability ⁇ at 100 kHz in the range of 20,000 to 24,000.
- Ten toroidal magnetic cores were produced in a similar manner by use of substantially the same Fe-based amorphous alloy ribbon as used in example 1.
- the produced magnetic cores were heat-treated and supplied with a magnetic field by a temperature profile and a magnetic field application profile shown in FIG. 2 . Only the temperature range in which the magnetic field was applied was different from that in example 1 ( FIG. 1 ), and the other conditions were substantially the same as those in example 1.
- the magnetic field was applied in the temperature range of 480 to 520°C (temperature range from the temperature lower by 20°C than the crystallization start temperature to the temperature higher by 20°C than the crystallization start temperature).
- the ten post-heat treatment magnetic cores had a specific magnetic permeability ⁇ at 100 kHz in the range of 31,000 to 32,000.
- the specific magnetic permeability ⁇ at 100 kHz obtained in example 2 is higher than that in example 1. This indicates that application of a magnetic field performed in a temperature range including the crystallization start temperature defined by DSC can further increase the specific magnetic permeability ⁇ at 100 kHz even if the strength of the magnetic field is the same.
- Ten toroidal magnetic cores were produced in a similar manner by use of substantially the same Fe-based amorphous alloy ribbon as used in example 1.
- the produced magnetic cores were heat-treated and supplied with a magnetic field by a temperature profile and a magnetic field application profile shown in FIG. 3 . Only the strength of the magnetic field was different from that in example 2 ( FIG. 2 ), and the other conditions were substantially the same as those in example 2.
- the magnetic field was applied at a strength of 60 kA/m while the temperature was increased.
- the ten post-heat treatment magnetic cores had a specific magnetic permeability ⁇ at 100 kHz in the range of 28,000 to 30,000.
- Ten toroidal magnetic cores were produced in a similar manner by use of substantially the same Fe-based amorphous alloy as used in example 1.
- the produced magnetic cores were heat-treated and supplied with a magnetic field by a temperature profile and a magnetic field application profile shown in FIG. 4 . Only the strength of the magnetic field was different from that in example 2 ( FIG. 2 ), and the other conditions were substantially the same as those in example 2.
- the magnetic field was applied at a strength of 240 kA/m while the temperature was increased.
- the ten post-heat treatment magnetic cores had a specific magnetic permeability ⁇ at 100 kHz in the range of 27,000 to 29,000.
- Ten toroidal magnetic cores were produced in a similar manner by use of substantially the same Fe-based amorphous alloy ribbon as used in example 1.
- the produced magnetic cores were heat-treated and supplied with a magnetic field by a temperature profile and a magnetic field application profile shown in FIG. 6 .
- the strength of the magnetic field and the time duration of magnetic application were substantially the same as those in examples 1 and 2 ( FIG. 1 and FIG. 2 ), but the magnetic field was applied while the temperature was raised from 560°C to the highest temperature reached of 580°C and then was decreased.
- the magnetic field was started to be applied at the temperature higher by 60°C than the crystallization start temperature.
- the ten post-heat treatment magnetic cores had a specific magnetic permeability ⁇ at 100 kHz in the range of 24,000 to 25,000.
- the specific magnetic permeability ⁇ at 100 kHz was higher by merely 4, 000 than that in comparative example 1 with no magnetic field application.
- Comparative example 1 and comparative example 2 were compared against each other regarding the specific magnetic permeability ⁇ at a frequency of 10 kHz.
- the specific magnetic permeability ⁇ was about 80,000 in comparative example 1 and was about 35,000 in comparative example 2.
- the specific magnetic permeability ⁇ was higher in comparative example 1. This is presumed to have occurred for the following reason: when a magnetic field is applied in a temperature region higher by a temperature exceeding 50°C than the crystallization start temperature, an excessively large magnetic anisotropy is provided and thus the specific magnetic permeability ⁇ at 100 kHz is low.
- Ten toroidal magnetic cores were produced in a similar manner by use of substantially the same Fe-based amorphous alloy ribbon as used in example 1.
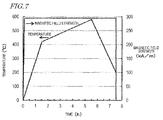
- the produced magnetic cores were heat-treated and supplied with a magnetic field by a temperature profile and a magnetic field application profile shown in FIG. 7 .
- the magnetic field was applied throughout the heat treatment step.
- the magnetic field applied had a strength of 290 kA/m.
- the ten post-heat treatment magnetic cores had a specific magnetic permeability ⁇ at 100 kHz in the range of 14,000 to 15,000.
- a molten alloy member having a composition, in atomic %, of 1% of Cu, 2.5% of Nb, 13.5% of Si, 7.2% of B and the remaining part of Fe and unavoidable impurities was rapidly cooled by a single roll method to obtain an Fe-based amorphous alloy ribbon having a width of 60 mm and a thickness of 18 ⁇ m.
- the Fe-based amorphous alloy ribbon was slit to have a width of 3 mm and then wound into a shape having an outer diameter of 20 mm and an inner dimeter of 10 mm. Thus, ten toroidal magnetic cores were produced.
- the crystallization start temperature of this alloy was measured to be 480°C.
- the produced magnetic cores were heat-treated by the heat treatment profile shown in FIG. 2 .
- the alloy ribbon was kept at 580°C.
- the magnetic field was applied in the temperature range of 480 to 520°C while the temperature was increased (temperature range from the crystallization start temperature to the temperature higher by 40°C than the crystallization start temperature).
- the magnetic field was applied in a width direction of the alloy ribbon, namely, a height direction of the magnetic cores.
- the magnetic field was set to have a strength of 120 kA/m.
- the ten post-heat treatment magnetic cores (alloy) were evaluated.
- the specific magnetic permeability ⁇ at 100 kHz was in the range of 19,000 to 22,000.
- Ten toroidal magnetic cores were produced in a similar manner by use of substantially the same Fe-based amorphous alloy ribbon as used in example 5.
- the produced magnetic cores were heat-treated by a temperature profile and a magnetic field application profile shown in FIG. 6 with no magnetic field application (with no magnetic field) .
- the ten post-heat treatment magnetic cores had a specific magnetic permeability ⁇ at 100 kHz in the range of 17,000 to 18,000.
- a molten alloy member having a composition, in atomic %, of 5% of Ni, 0.8% of Cu, 2.8% of Nb, 11% of Si, 9. 8% of B and the remaining part of Fe and unavoidable impurities was rapidly cooled by a single roll method to obtain an Fe-based amorphous alloy ribbon having a width of 50 mm and a thickness of 13 ⁇ m.
- the Fe-based amorphous alloy ribbon was slit to have a width of 3 mm and then wound into a shape having an outer diameter of 20 mm and an inner dimeter of 10 mm.
- the crystallization start temperature of this alloy was measure to be 480°C.
- the produced magnetic cores were heat-treated by the heat treatment profile shown in FIG. 2 .
- the alloy ribbon was kept at 580°C.
- the magnetic field was applied in the temperature range of 480 to 520°C while the temperature was increased (temperature range from the crystallization start temperature to the temperature higher by 40°C than the crystallization start temperature).
- the magnetic field was applied in a width direction of the alloy ribbon, namely, a height direction of the magnetic cores.
- the magnetic field was set to have a strength of 120 kA/m.
- the ten post-heat treatment magnetic cores (alloy) were evaluated.
- the specific magnetic permeability ⁇ at 100 kHz was in the range of 15,000 to 17,000.
- Ten toroidal magnetic cores were produced in a similar manner by use of substantially the same Fe-based amorphous alloy as used in example 6.
- the produced magnetic cores were heat-treated by a temperature profile and a magnetic field application profile shown in FIG. 6 with no magnetic field application (with no magnetic field) .
- the ten post-heat treatment magnetic cores had a specific magnetic permeability ⁇ at 100 kHz in the range of 9,000 to 12,000.
- a molten alloy member having substantially the same alloy composition as that in example 1 (crystallization start temperature: 500°C) was rapidly cooled by a single roll method to obtain an Fe-based amorphous alloy ribbon having a width of 50 mm and a thickness of 18 ⁇ m.
- the Fe-based amorphous alloy ribbon was slit to have a width of 15 mm and then wound into a shape having an outer diameter of 31 mm and an inner dimeter of 21 mm.
- four toroidal magnetic cores were produced.
- the produced magnetic cores were heat-treated by the heat treatment profile shown in FIG. 2 as in example 2.
- the magnetic field was applied in the temperature range of 480 to 520°C while the temperature was increased.
- the magnetic field was applied in a width direction of the alloy ribbon, namely, a height direction of the magnetic cores.
- the magnetic field was set to have a strength of 120 kA/m.
- the four post-heat treatment magnetic cores (alloy) were evaluated.
- the specific magnetic permeability ⁇ at 100 kHz was in the range of 28,000 to 29,000.
- example 2 and example 7 A comparison of example 2 and example 7 against each other confirms that the specific magnetic permeability ⁇ at 100 kHz is slightly higher in example 2 in which the thickness of the Fe-based amorphous alloy ribbon is 15 ⁇ m or less than in example 7 in which the thickness of the Fe-based amorphous alloy ribbon exceeds 15 ⁇ m.
- the method for producing an Fe-based nano-crystal alloy in the embodiment according to the present invention is applicable to production of a magnetic core of a common mode choke coil, a high frequency transformer and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Inorganic Chemistry (AREA)
- Electromagnetism (AREA)
- Dispersion Chemistry (AREA)
- Power Engineering (AREA)
- Soft Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013201030 | 2013-09-27 | ||
| PCT/JP2014/075070 WO2015046140A1 (ja) | 2013-09-27 | 2014-09-22 | Fe基ナノ結晶合金の製造方法及びFe基ナノ結晶合金磁心の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3050977A1 true EP3050977A1 (de) | 2016-08-03 |
| EP3050977A4 EP3050977A4 (de) | 2017-05-31 |
| EP3050977B1 EP3050977B1 (de) | 2018-11-21 |
Family
ID=52743276
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14849656.5A Active EP3050977B1 (de) | 2013-09-27 | 2014-09-22 | Verfahren zur herstellung einer eisenbasierten nanokristallinen legierung und verfahren zur herstellung eines magnetischen kerns für die eisenbasierte nanokristalline legierung |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3050977B1 (de) |
| JP (1) | JP6024831B2 (de) |
| CN (1) | CN105593382B (de) |
| WO (1) | WO2015046140A1 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2791885T3 (es) * | 2014-06-10 | 2020-11-06 | Hitachi Metals Ltd | Método para producir núcleo de aleación nanocristalina basada en Fe |
| EP3441993B1 (de) | 2016-02-29 | 2021-09-15 | Hitachi Metals, Ltd. | Mehrschichtiger blockkern, mehrschichtiger block, und verfahren zur herstellung eines mehrschichtigen blocks |
| CN107245673B (zh) * | 2017-06-15 | 2018-12-07 | 河北工业大学 | 铁基非晶纳米晶薄带磁体及其制备方法和应用方法 |
| CN107256794B (zh) * | 2017-06-22 | 2019-06-18 | 东莞市大忠电子有限公司 | 一种高频逆变纳米晶磁芯及其制备方法 |
| JP7088057B2 (ja) * | 2019-02-06 | 2022-06-21 | トヨタ自動車株式会社 | 合金薄帯の製造方法 |
| JP7074258B2 (ja) * | 2019-05-21 | 2022-05-24 | 日立金属株式会社 | 樹脂フィルム付きナノ結晶合金薄帯の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0299498A1 (de) * | 1987-07-14 | 1989-01-18 | Hitachi Metals, Ltd. | Magnetkern und Verfahren zur Herstellung |
| US5160379A (en) * | 1986-12-15 | 1992-11-03 | Hitachi Metals, Ltd. | Fe-base soft magnetic alloy and method of producing same |
| JPH07278764A (ja) * | 1994-04-15 | 1995-10-24 | Hitachi Metals Ltd | ナノ結晶合金およびその製造方法ならびにそれを用いた磁心 |
| JP2005187917A (ja) * | 2003-12-26 | 2005-07-14 | Hitachi Metals Ltd | 軟磁性合金並びに磁性部品 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6479342A (en) * | 1986-12-15 | 1989-03-24 | Hitachi Metals Ltd | Fe-base soft magnetic alloy and its production |
| JPH044393A (ja) | 1990-04-20 | 1992-01-08 | Hitachi Ltd | 配管の制振要素,制振要素を備えた配管及び制振要素を備えた圧力伝達機器 |
| JP2952718B2 (ja) * | 1991-03-04 | 1999-09-27 | 日本ケミコン株式会社 | 磁心の熱処理方法 |
| JPH05202452A (ja) * | 1992-01-28 | 1993-08-10 | Sumitomo Metal Ind Ltd | 鉄基磁性合金の熱処理方法 |
| JP3883642B2 (ja) * | 1997-04-28 | 2007-02-21 | アルプス電気株式会社 | 軟磁性合金の製造方法 |
| KR100473620B1 (ko) * | 2000-01-07 | 2005-03-07 | 한국전기연구원 | 철-지르코늄-붕소-은 계 연자성 재료 및 박막의 제조방법 |
| JP4830972B2 (ja) * | 2006-08-25 | 2011-12-07 | 日立金属株式会社 | 等方性鉄基希土類合金磁石の製造方法 |
| CN100510114C (zh) * | 2007-12-06 | 2009-07-08 | 上海大学 | 一种Fe基大块非晶合金晶化的热处理工艺 |
-
2014
- 2014-09-22 JP JP2015539203A patent/JP6024831B2/ja active Active
- 2014-09-22 EP EP14849656.5A patent/EP3050977B1/de active Active
- 2014-09-22 CN CN201480053096.6A patent/CN105593382B/zh active Active
- 2014-09-22 WO PCT/JP2014/075070 patent/WO2015046140A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5160379A (en) * | 1986-12-15 | 1992-11-03 | Hitachi Metals, Ltd. | Fe-base soft magnetic alloy and method of producing same |
| EP0299498A1 (de) * | 1987-07-14 | 1989-01-18 | Hitachi Metals, Ltd. | Magnetkern und Verfahren zur Herstellung |
| JPH07278764A (ja) * | 1994-04-15 | 1995-10-24 | Hitachi Metals Ltd | ナノ結晶合金およびその製造方法ならびにそれを用いた磁心 |
| JP2005187917A (ja) * | 2003-12-26 | 2005-07-14 | Hitachi Metals Ltd | 軟磁性合金並びに磁性部品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO2015046140A1 * |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015046140A1 (ja) | 2015-04-02 |
| EP3050977A4 (de) | 2017-05-31 |
| CN105593382A (zh) | 2016-05-18 |
| JP6024831B2 (ja) | 2016-11-16 |
| JPWO2015046140A1 (ja) | 2017-03-09 |
| EP3050977B1 (de) | 2018-11-21 |
| CN105593382B (zh) | 2017-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7028290B2 (ja) | ナノ結晶合金磁心の製造方法 | |
| EP3050977B1 (de) | Verfahren zur herstellung einer eisenbasierten nanokristallinen legierung und verfahren zur herstellung eines magnetischen kerns für die eisenbasierte nanokristalline legierung | |
| KR101257248B1 (ko) | 비정질 합금 박대, 나노 결정 연자성 합금, 및 자심 | |
| US8083867B2 (en) | Amorphous alloy ribbon, nanocrystalline soft magnetic alloy and magnetic core consisting of nanocrystalline soft magnetic alloy | |
| JP5445889B2 (ja) | 軟磁性合金、その製造方法、ならびに磁性部品 | |
| US10546674B2 (en) | Fe-based soft magnetic alloy ribbon and magnetic core comprising same | |
| EP2557190A1 (de) | Ultrafeine anfängliche kristalllegierung, nanokristalline weichmagnetische legierung und herstellungsverfahren dafür sowie aus der nanokristallinen weichmagnetischen legierung geformte magnetische komponente | |
| CN106086714A (zh) | 纳米晶合金的前体的宽的铁基非晶态合金 | |
| EP3157021B1 (de) | Verfahren zur herstellung eines fe-basierten nanokristallinen legierungskerns | |
| JP2008231463A (ja) | Fe基軟磁性合金、アモルファス合金薄帯、および磁性部品 | |
| CN113046657B (zh) | 一种铁基非晶纳米晶合金及其制备方法 | |
| JP2006045660A (ja) | Fe基非晶質合金薄帯および磁心体 | |
| EP2320436B1 (de) | Amorphe magnetische Legierungen sowie zugehörige Artikel und Verfahren | |
| KR20210096589A (ko) | 합금 조성물, Fe계 나노 결정질 합금, 이의 제조 방법 및 자성 부재 | |
| JP2000119825A (ja) | Fe基アモルファス合金薄帯およびそれを用いたFe基ナノ結晶軟磁性合金薄帯ならびに磁心 | |
| WO2023032913A1 (ja) | Fe系非晶質合金薄帯の製造方法およびFe系ナノ結晶合金薄帯の製造方法 | |
| JP2008150637A (ja) | 磁性合金、アモルファス合金薄帯、および磁性部品 | |
| JP2020084270A (ja) | 磁性部品の製造方法 | |
| KR20200102754A (ko) | 질소가 첨가된 Fe 기지 연자성 합금 및 그 제조 방법 | |
| JPH04275411A (ja) | 磁心の熱処理方法 | |
| JPH04275410A (ja) | 磁心の熱処理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20160428 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20170428 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: H01F 41/02 20060101ALI20170421BHEP Ipc: C22C 38/00 20060101ALI20170421BHEP Ipc: H01F 1/153 20060101ALI20170421BHEP Ipc: C22C 45/02 20060101ALI20170421BHEP Ipc: C21D 6/00 20060101AFI20170421BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180703 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602014036671 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1067588 Country of ref document: AT Kind code of ref document: T Effective date: 20181215 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181121 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1067588 Country of ref document: AT Kind code of ref document: T Effective date: 20181121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190221 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190321 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190221 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190222 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190321 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602014036671 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20190822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190922 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190922 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181121 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240730 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240801 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240808 Year of fee payment: 11 |