EP2853346A2 - Werkzeughalter, Werkzeugmaschine und Verfahren zum Innenbearbeiten, insbesondere Innenhonen, eines Werkstücks - Google Patents
Werkzeughalter, Werkzeugmaschine und Verfahren zum Innenbearbeiten, insbesondere Innenhonen, eines Werkstücks Download PDFInfo
- Publication number
- EP2853346A2 EP2853346A2 EP14178840.6A EP14178840A EP2853346A2 EP 2853346 A2 EP2853346 A2 EP 2853346A2 EP 14178840 A EP14178840 A EP 14178840A EP 2853346 A2 EP2853346 A2 EP 2853346A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool holder
- tool
- workpiece
- support
- holder according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 5
- 238000003754 machining Methods 0.000 claims abstract description 26
- 238000003825 pressing Methods 0.000 claims abstract description 8
- 238000005520 cutting process Methods 0.000 claims description 6
- 238000005452 bending Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 1
- 239000006223 plastic coating Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/08—Honing tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/08—Honing tools
- B24B33/088—Honing tools for holes having a shape other than cylindrical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/02—Honing machines or devices; Accessories therefor designed for working internal surfaces of revolution, e.g. of cylindrical or conical shapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/10—Accessories
- B24B33/105—Honing spindles; Devices for expanding the honing elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/06—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces internally
Abstract
Description
- Die Erfindung betrifft einen Werkzeughalter, eine Werkzeugmaschine und ein Verfahren zum Innenbearbeiten, insbesondere Innenhonen, eines Werkstücks mit einem eine geometrisch unbestimmte Schneide aufweisenden Werkzeug, mit einer Spindel, mit einer mit der Spindel antriebsverbundenen Werkzeugaufnahme zum Bewegen des aufgenommenen Werkzeugs und mit einer Einrichtung zum Andrücken des Werkzeugs in Zustellrichtung an das Werkstück.
- Zum Außenhonen von Werkstücken sind aus dem Stand der Technik Werkzeughalter bekannt (
DE102012108594A1 ), die ein in einer Werkzeugaufnahme eingespanntes Werkzeug über eine Spindel oszillierend antreiben. Das Andrücken bzw. Nachstellen des Werkzeugs an das Werkstück übernimmt eine Einrichtung am Werkzeughalter, mit der die Werkzeugaufnahme gegenüber dem Schaft des Werkzeugs in ihrer Lage verstellbar ist. Ein derartiger Werkzeughalter ist zum Innenhonen von Werkstücken mit engen Abmessungen jedoch nicht geeignet. Zudem ist bei tief im Werkstück gelegenen Innenflächen mit einer verminderten Bearbeitungsgenauigkeit zu rechnen, was im Wesentlichen durch die begrenzte Steifigkeit des Schafts des Werkzeughalters bedingt ist. - Des Weiteren sind zylindrische Werkzeuge zum Innenhonen von Werkstücken bekannt (
DE2903162C2 ), mit denen im Querschnitt runde Innenflächen zerspanend feinbearbeitet werden können. - Es ist daher die Aufgabe der Erfindung, ausgehend vom eingangs geschilderten Stand der Technik einen Werkzeughalter zu schaffen, der nicht nur zum Feinbearbeiten von Innenquerschnitten geeignet ist, sondern auch vergleichsweise tiefe Innenflächen äußerst genau feinbearbeiten kann. Zudem soll der Werkzeughalter kostengünstig und universell verwendbar sein.
- Die Erfindung löst die gestellte Aufgabe dadurch, dass die Einrichtung eine an die Innenseite des Werkstücks anstellbare Abstützung aufweist, die am Werkzeughalter in ihrem Abstand zum Werkzeug einstellbar geführt ist, welches Werkzeug über die Werkzeugaufnahme am Werkzeughalter drehbar gelagert ist.
- Weist die Einrichtung eine an die Innenseite des Werkstücks anstellbare Abstützung auf, die am Werkzeughalter in ihrem Abstand zum Werkzeug einstellbar geführt ist, kann selbst in vergleichsweise tiefgelegenen Innenflächen eines Werkstücks ein bearbeitungsgenaues Innenbearbeiten ermöglicht werden, wenn das Werkzeug über die Werkzeugaufnahme am Werkzeughalter drehbar gelagert ist. Über die an-stellbare Abstützung kann sich nämlich der Werkzeughalter unabhängig von der Steifigkeit seines Schafts am Werkstück abstützen, wodurch das Werkzeug an die Innenfläche positionsgenau angestellt bzw. mit exakt definierter Kraft angedrückt werden kann. Selbst die bei der Führung des Werkzeughalters unvermeidlichen Achstoleranzen einer Werkzeugmaschine können durch die erfindungsgemäße Abstützung keinen negativen Einfluss auf die Qualität des Innenbearbeitens verursachen, was einer universellen Verwendbarkeit des erfindungsgemäßen Werkzeughalters zugutekommt. Insbesondere aber kann durch die erfindungsgemäße Konstruktion von der an das Werkstück anstellbare Abstützung und der beweglichen Werkzeugaufnahme auch jenes Innenbearbeiten von Werkstücken durchgeführt werden, in welchem eine andere als runde Querschnittskontur als Ergebnis der spanenden Feinbearbeitung gefordert wird. Das im Hohlraum des Werkstücks bewegte Werkzeug kann nämlich über die Abstützung der zu bearbeitenden Innenfläche zugestellt werden, wodurch - auf eine Drehbewegung des Werkzeughalters um seine Längsachse verzichtend - auch eine unrunde bzw. eckige Querschnittsform innenhonbar wird. Da außerdem mithilfe der Abstützung der Schaft des Werkzeughalters mechanisch entlastet werden kann, kann sich die Möglichkeit eröffnen, einen Werkzeughalter konstruktiv einfach auszubilden und kostengünstig herzustellen, der ein genaues Innenbearbeiten, insbesondere Innenhonen, bzw. eine genaue Bearbeitung tief liegender Innenkonturen ermöglicht.
- Im Allgemeinen wird erwähnt, dass der Werkzeughalter insbesondere Feinbearbeitungswerkzeuge aufweisen kann, beispielsweise Honwerkzeuge oder Schleifwerkzeuge.
- Konstruktiv einfach ausgeführt kann die Abstützung über mindestens eine am Schaft des Werkzeughalters angreifende Führung im Abstand zum Werkzeug einstellbar geführt sein. Zudem können durch eine Abstützung des Schafts die Steifigkeit des Werkzeugs erhöht und damit die Bearbeitungsgenauigkeit verbessert werden. Damit kann unter anderem auch ein mechanisch standfester, länglicher Schaft ermöglicht werden.
- Vereinfachte Konstruktionsbedingungen können sich ergeben, wenn die Führung als Linearführung ausgebildet ist.
- Weist die Führung mindestens ein hydraulisch oder mechanisch betätigbares Stellelement auf, können damit die an einer Werkzeugmaschine vorhandenen aktiven Betätigungseinrichtungen verwendet werden, über den Schaft des Werkzeughalters die Abstützung zu betätigen. Der Werkzeughalter kann dadurch weiter konstruktiv vereinfacht werden.
- Eine Entlastung des Werkzeughalters hinsichtlich Biegung kann ermöglicht werden, wenn die Abstützung und die Werkzeugaufnahme an gegenüberliegenden Schaftseiten vorgesehen sind.
- Weist der Werkzeughalter ein Winkelgetriebe auf und ist die Spindel über das Win-kelgetriebe mit der Werkzeugaufnahme antriebsverbundenen, kann ein vergleichsweise schlanker Werkzeughalter geschaffen werden, mit dem selbst enge Innenquerschnitte eines Werkstücks mit rotierenden Werkzeugen innengehont werden können.
- Wirkt die Abstützung parallel zur Abtriebswelle des Winkelgetriebes krafterzeugend, kann die Lagerung der Werkzeugaufnahme bzw. damit die bewegliche Führung des Werkzeugs erheblich verbessert werden. Die Bearbeitungsgenauigkeit des Werkzeughalters kann so erhöht werden.
- Beschädigungen an der Innenfläche des innen zu bearbeitenden Werkstücks sind vermeidbar, wenn die Abstützung an ihrer Anstellfläche eine geringe Härte als das Werkstück aufweist.
- Diese Beschädigungsgefahr kann weiter vermindert werden, wenn eine drehbar gelagerte Rolle die Anstellfläche der Abstützung ausbildet.
- Eine sich im Hohlraum des Werkstücks verspreizende Abstützung kann geschaffen werden, wenn die Abstützung mehrere parallel wirkende Abstützelemente mit getrennten Anstellflächen aufweist. Zudem kann dadurch die Führung des Werkzeugs verbessert werden, was die Innenbearbeitung hinsichtlich ihrer Genauigkeit erhöhen kann.
- Ist jedem Abstützelement je eine Führung zugeordnet, kann die Genauigkeit durch erhöhte Einstellmöglichkeiten verbessert werden. Damit kann nämlich eine Feinverstellung der Neigung des Werkzeugs zum Werkstück ermöglicht werden, insbesondere wenn beide Abstützelemente unabhängig voneinander in ihrem Abstand zum Werkzeug einstellbar sind.
- Vorteilhafte Verhältnisse zum Innenbearbeiten von Werkstücken können sich ergeben, wenn der Werkzeughalter bei einer mehrachsig bewegbaren Aufnahme einer Werkzeugmaschine eingesetzt ist.
- Die Erfindung hat sich außerdem die Aufgabe gestellt, ein aus dem Stand der Technik bekanntes Verfahren zum Feinbearbeiten, insbesondere Innenhonen, eines Werkstücks mit einem Werkzeughalter derart zu verbessern, dass damit unrunde oder eckige Innenquerschnitte auch in vergleichsweise tiefe Lagen genau feinbearbeitet werden können.
- Die Erfindung löst die gestellte Aufgabe, indem der Werkzeughalter wenigstens teilweise in das Werkstück eingebracht, die Abstützung und das Werkzeug des Werkzeughalters an eine Innenfläche des Werkstücks angestellt und das Werkstück über das am Werkzeughalter befestigte Werkzeug, das eine geometrisch unbestimmte Schneide aufweist, spanend innenbearbeitet wird, wobei beim Innenbearbeiten die Abstützung wenigstens einen Teil der Andrückkraft des rotierenden Werkzeugs an das Werkstück erzeugt.
- Dadurch, dass der Werkzeughalter wenigstens teilweise in das Werkstück eingebracht und die Abstützung und das Werkzeug des Werkzeughalters an eine Innenfläche des Werkstücks angestellt wird, können sich vorteilhafte Führungsverhältnisse am Werkzeug ergeben, die zu einem verbesserten spanenden Innenbearbeiten des Werkstücks führen können, wenn beim Innenbearbeiten die Abstützung wenigstens einen Teil der Andrückkraft des rotierenden Werkzeugs an das Werkstück erzeugt. Gegenüber dem Stand der Technik kann damit das erfindungsgemäße Verfahren unrunde oder eckige Innenquerschnitte auch in vergleichsweise tiefen Innenlagen am Werkstück genau fein bearbeitet.
- In den Figuren ist beispielsweise der Erfindungsgegenstand anhand mehrerer Ausführungsvarianten näher dargestellt. Es zeigen
- Fig. 1
- eine Seitenansicht auf einen in ein Werkstück zum Innenhonen eingeführten Werkzeughalter nach einem ersten Ausführungsbeispiel,
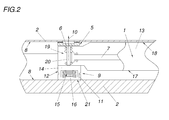
- Fig. 2
- eine vergrößerte, abgerissene Ansicht der
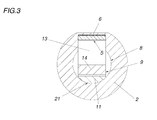
Fig. 1 , - Fig. 3
- eine Schnittansicht nach III-III der
Fig. 1 , - Fig. 4
- eine abgerissene Seitenansicht auf einen anderen Werkzeughalter nach einem zweiten Ausführungsbeispiel und
- Fig. 5
- eine Schnittansicht durch einen weiteren Werkzeughalter mit einer zweigeteilten Abstützung.
- Der nach
Fig. 1 beispielsweise dargestellte Werkzeughalter 1 zum Innenbearbeiten eines metallischen Werkstücks 2 ist an einer mehrachsig bewegbaren Aufnahme 3 einer Werkzeugmaschine 4 befestigt. Der Werkzeughalter 1 weist eine an diesem drehbar gelagerte Werkzeugaufnahme 5 auf, an der ein Werkzeug 6 befestigt ist. Das Werkzeug 6 weist eine geometrisch unbestimmte Schneide auf und ist vorzugsweise als Honwerkzeug ausgebildet. Damit können Werkstücke innen geschliffen und/oder innengehont werden. Die Drehbewegung der Werkzeugaufnahme 5 wird durch den Antriebsverbund mit der Spindel 7 des Werkzeughalters 1 erzeugt. Die Spindel 7 ist über angedeutete Spindellager im oder im Allgemeinen am Werkzeughalter 1 gelagert. Die Spindel 7 wird von der Werkzeugmaschine 4 angetrieben, und zwar von einer nicht näher dargestellten Werkzeugspindel der Werkzeugmaschine 4. Vorstellbar ist auch, dass der Werkzeughalter 1 hierzu selbst einen Antrieb aufweist. Mithilfe der mehrachsig bewegbaren Aufnahme 3 bzw. Werkzeugaufnahme der Werkzeugmaschine 4 kann der Werkzeughalter 1 bzw. sein Werkzeug 6 an die zu bearbeitende Innenfläche 8 des Werkstücks 2 in Zustellrichtung angedrückt werden. - Um eine hohe Bearbeitungsgenauigkeit sicherzustellen, wird das Werkzeug 6 jedoch über eine am Werkzeughalter 1 vorgesehene Einrichtung 9 an das Werkstück 2 in Zustellrichtung 10 angedrückt, wie dies insbesondere nach
Fig. 2 erkannt werden kann. Zu diesem Zweck ist dieser Einrichtung 9 eine Abstützung 11 zugeordnet, die an die Innenseite 8 des Werkstücks 2 anstellbar ausgebildet ist. Zudem ist die Abstützung 11 am Werkzeughalter 1 in ihrem Abstand zum Werkzeug 6 einstellbar geführt, was ein positionsgenaues bzw. kraftgesteuertes Andrücken des Werkzeugs 6 an das Werkstück 2 sicherstellt. Aufgrund dieser erfindungsgemäßen Abstützung 11, die eine Lagerung des Werkzeughalters 1 am Werkstück 2 schafft - im Zusammenspiel mit der von der Honbewegung des Werkzeugs 6 entkoppelten Bewegung des Werkzeughalters 1 - ist es zusätzlich möglich, neben einem Innenbearbeiten von kreisrunden Innenflächen 8 auch Innenflächen mit einer eckigen oder unrunden Querschnittskontur feinzubearbeiten. Solche eine Querschnittskontur ist beispielsweise derFig. 3 zu entnehmen. Das Werkzeug 6 bearbeitete einen Teil der Innenfläche 8 fein, wobei die Abstützung 11 die Zustellung des Werkzeugs 6 im Wesentlichen übernimmt. Die Aufnahme 3 der Werkzeugmaschine 4 kann diesbezüglich nachgestellt werden, um für einen gleichbleibenden Schnittwinkel zwischen Werkzeug 6 und Werkstück 2 zu sorgen. Nachdem dieser Teilbereich feinbearbeitete worden ist, sind weitere Werkstückbereiche zum Innenbearbeiten denkbar, was jedoch nicht näher dargestellt ist. - Die Lageverstellung der Abstützung 11 wird konstruktiv durch eine Führung 12 gelöst, die am Schaft 13 des Werkzeughalters 1 angreift bzw. mit diesem fest verbunden ist. Die als Linearführung ausgebildete Führung 12 weist hierzu ein Führungselement 14 auf, auf dem die schuhförmig ausgebildete Abstützung 11 linear verschiebbar gelagert ist.
- Je nach Führungslage der Abstützung 11 an der Führung 12 ist damit der Abstand zum Werkzeug 6 einstellbar, welche Führungslage durch ein der Führung 12 zugeordnetes Stellelement 15 eingestellt wird. Dieses Stellelement 15 ist hydraulisch betätigbar, indem seine Membran 16 entsprechend der Menge an zu- bzw. abgeführte Hydraulikflüssigkeit die Abstützung 11 am Führungselement 14 verlagert, wie dies nach
Fig. 2 erkannt werden kann. Diese Hydraulikflüssigkeit kann dem Stellelement 15 beispielsweise über den Schaft 13 des Werkzeughalters 1 zugeführt werden. Als Stellelement 15 ist jedoch auch ein Hydraulikzylinder vorstellbar - zudem sind auch elektrisch betätigbare Stellelemente oder dergleichen denkbar, was nicht näher dargestellt worden ist. - Wie nach
Fig. 2 weiter zu entnehmen, sind die Abstützung 11 und die Werkzeugaufnahme 5 an gegenüberliegenden Schaftseiten 17, 18 vorgesehen, was beim Innenbearbeiten den Schaft 13 hinsichtlich Biegung entlastet. - Im Werkzeughalter 1, insbesondere in seinem Schaft 13, ist zudem ein Winkelgetriebe 19 vorgesehen. Die Werkzeugaufnahme 5 ist über dieses Winkelgetriebe 19 mit der Spindel 7 antriebsverbunden. Durch diese antriebsseitige Maßnahme ergibt sich ein schlanker Schaft 13 am Werkzeughalter 1. Selbst tief gelegene Innenflächen 8 sind damit vom Werkzeughalter 1 erreichbar.
- Da die Abstützung 11 konzentrisch zur Abtriebswelle 20 des Winkelgetriebes 19 krafterzeugend wirkt, ist die Anstellung des Werkzeugs 6 äußerst exakt, was zu besonders guten Bearbeitungsergebnissen führt.
- Zudem weist die Abstützung 11 an ihrer Anstellfläche 21 eine geringere Härte als das Werkstück 2 auf, beispielsweise in Form einer Kunststoffbeschichtung. Dadurch sind Beschädigungen der Innenflächen vermeidbar.
- Der nach
Fig. 4 beispielsweise dargestellte Werkzeughalter 22 unterscheidet sich zum nachFig. 1 dargestellten Werkzeughalter 1 durch seine Anstellfläche 21 der Abstützung 11. Diese Anstellfläche 21 ist auf einer drehbar gelagerten Rolle 23 vorgesehen, um damit die Gefahr einer Oberflächenbeschädigung weiter zu reduzieren. - Beim nach
Fig. 5 lediglich in einer Schnittansicht dargestellten Werkzeughalter 24 ist eine zweitgeteilte Abstützung 11 zu erkennen, die über zwei Abstützelemente 25 und 26 am Werkstück 2 angestellt ist. Die Abstützelemente 25 und 26 mit ihren getrennten Anstellflächen 27, 28 wirken parallel und Kraft erzeugend in Richtung der Antriebswelle 20. Eine positionsgenaue Führung des Werkzeugs 6 ist damit geschaffen. Den Abstützelementen 25 und 26 ist je eine Führung 12 zugeordnet, um eine Feinverstellung der Neigung des Werkzeugs 6 zum Werkstück 2 zu ermöglichen. Beide Abstützelemente 25 und 26 sind über die Führung 12 unabhängig voneinander einstellbar, was nicht näher dargestellt worden ist.
Claims (13)
- Werkzeughalter zum Innenbearbeiten, insbesondere Innenhonen, eines Werkstücks (2) mit einem eine geometrisch unbestimmte Schneide aufweisenden Werkzeug (6), mit einer Spindel (7), mit einer mit der Spindel (7) antriebsverbundenen Werkzeugaufnahme (5) zum Bewegen des aufgenommenen Werkzeugs (6) und mit einer Einrichtung (9) zum Andrücken des Werkzeugs (6) in Zustellrichtung (10) an das Werkstück (2), dadurch gekennzeichnet, dass die Einrichtung (9) eine an die Innenseite (8) des Werkstücks (2) anstellbare Abstützung (11) aufweist, die am Werkzeughalter (1, 22, 24) in ihrem Abstand zum Werkzeug (6) einstellbar geführt ist, welches Werkzeug (6) über die Werkzeugaufnahme (5) am Werkzeughalter (1, 22, 24) drehbar gelagert ist.
- Werkzeughalter nach Anspruch 1, dadurch gekennzeichnet, dass die Abstützung (11) über mindestens eine am Schaft (13) des Werkzeughalters (1, 22, 24) angreifende Führung (12) im Abstand zum Werkzeug (6) einstellbar geführt ist.
- Werkzeughalter nach Anspruch 2, dadurch gekennzeichnet, dass die Führung (12) als Linearführung ausgebildet ist.
- Werkzeughalter nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass die Führung (12) mindestens ein hydraulisch oder mechanisch betätigbares Stellelement (15) aufweist.
- Werkzeughalter nach Anspruch 2, 3 oder 4, dadurch gekennzeichnet, dass die Abstützung (11) und die Werkzeugaufnahme (5) an gegenüberliegenden Schaftseiten (17, 18) vorgesehen sind.
- Werkzeughalter nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Werkzeughalter (1, 22, 24) ein Winkelgetriebe (19) aufweist und dass die Spindel (7) über das Winkelgetriebe (19) mit der Werkzeugaufnahme (5) antriebsverbunden ist.
- Werkzeughalter nach Anspruch 6, dadurch gekennzeichnet, dass die Abstützung (11) parallel zur Abtriebswelle (20) des Winkelgetriebes (19) krafterzeugend wirkt.
- Werkzeughalter nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Abstützung (11) an ihrer Anstellfläche (21) eine geringere Härte als das Werkstück (2) aufweist.
- Werkzeughalter nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass eine drehbar gelagerte Rolle (23) die Anstellfläche (21) der Abstützung (11) ausbildet.
- Werkzeughalter nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Abstützung (11) mehrere parallel wirkende Abstützelemente (25, 26) mit getrennten Anstellflächen (27, 28) aufweist.
- Werkzeughalter nach Anspruch 10, dadurch gekennzeichnet, dass jedem Abstützelement (25, 26) je eine Führung (12) zugeordnet ist.
- Werkzeugmaschine mit einer mehrachsig bewegbaren Aufnahme (3) für Werkzeuge und mit einem in die Aufnahme (3) eingesetzten Werkzeughalter (1, 22, 24) nach einem der Ansprüche 1 bis 11.
- Verfahren zum Innenbearbeiten, insbesondere Innenhonen, eines Werkstücks (2) mit einem Werkzeughalter (1, 22, 24) nach einem der Ansprüche 1 bis 11, bei dem der Werkzeughalter (1, 22, 24) wenigstens teilweise in das Werkstück (2) eingebracht, die Abstützung (11) und das Werkzeug (6) des Werkzeughalters (1, 22, 24) an eine Innenfläche (8) des Werkstücks (2) angestellt und das Werkstück (2) über das am Werkzeughalter (1, 22, 24) befestigte Werkzeug (6), das eine geometrisch unbestimmte Schneide aufweist, spanend innenbearbeitet wird, wobei beim Innenbearbeiten die Abstützung (11) wenigstens einen Teil der Andrückkraft des rotierenden Werkzeugs (6) an das Werkstück (2) erzeugt.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA50475/2013A AT514624B1 (de) | 2013-07-26 | 2013-07-26 | Werkzeughalter, Werkzeugmaschine und Verfahren zum Innenbearbeiten, insbesondere Innenhonen, eines Werkstücks |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2853346A2 true EP2853346A2 (de) | 2015-04-01 |
| EP2853346A3 EP2853346A3 (de) | 2015-12-23 |
| EP2853346B1 EP2853346B1 (de) | 2019-11-06 |
Family
ID=51263231
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14178840.6A Active EP2853346B1 (de) | 2013-07-26 | 2014-07-28 | Werkzeughalter, Werkzeugmaschine und Verfahren zum Innenbearbeiten, insbesondere Innenhonen, eines Werkstücks |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2853346B1 (de) |
| AT (1) | AT514624B1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112247819A (zh) * | 2020-10-09 | 2021-01-22 | 郝世博 | 大口径厚壁无缝钢管加工装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018206113A1 (de) * | 2018-04-20 | 2019-10-24 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Feinbearbeitungsverfahren zum Herstellen einer nicht-kreiszylindrischen Bohrung sowie Feinbearbeitungssystem und Schleifwerkzeugeinheit |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2903162C2 (de) | 1979-01-27 | 1989-10-05 | Robert Bosch Gmbh, 7000 Stuttgart, De | |
| DE102012108594A1 (de) | 2011-09-16 | 2013-03-21 | Thielenhaus Technologies Gmbh | Vorrichtung zur Finishbearbeitung von Werkstücken |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3834998A1 (de) * | 1988-10-14 | 1990-04-19 | Krupp Gmbh | Winkelbohr- und -fraesarm |
| EP1815943A1 (de) * | 2006-02-02 | 2007-08-08 | NAGEL Maschinen- und Werkzeugfabrik GmbH | Verfahren und Honen von Bohrungen sowie Honmaschine hierfür |
| US8888419B2 (en) * | 2007-04-18 | 2014-11-18 | National Oilwell Varco, L.P. | Long reach spindle drive systems and method |
| DE102007038123B4 (de) * | 2007-08-04 | 2010-06-10 | Gehring Technologies Gmbh | Maschine zur Erzeugung nicht zylindrischer Bohrungsflächen |
| GB0819794D0 (en) * | 2008-10-29 | 2008-12-03 | Nat Oilwell Varco Lp | Spindle drive systems and methods |
-
2013
- 2013-07-26 AT ATA50475/2013A patent/AT514624B1/de active
-
2014
- 2014-07-28 EP EP14178840.6A patent/EP2853346B1/de active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2903162C2 (de) | 1979-01-27 | 1989-10-05 | Robert Bosch Gmbh, 7000 Stuttgart, De | |
| DE102012108594A1 (de) | 2011-09-16 | 2013-03-21 | Thielenhaus Technologies Gmbh | Vorrichtung zur Finishbearbeitung von Werkstücken |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112247819A (zh) * | 2020-10-09 | 2021-01-22 | 郝世博 | 大口径厚壁无缝钢管加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2853346B1 (de) | 2019-11-06 |
| EP2853346A3 (de) | 2015-12-23 |
| AT514624B1 (de) | 2016-03-15 |
| AT514624A1 (de) | 2015-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2124657A1 (de) | Vorrichtung zur Steuerung der Ar beitsgenauigkeit von Werkzeugmaschinen | |
| EP2392438B1 (de) | Bearbeitungsvorrichtung | |
| EP3345723A1 (de) | Verfahren zur steuerung einer werkzeugmaschine | |
| EP2853346B1 (de) | Werkzeughalter, Werkzeugmaschine und Verfahren zum Innenbearbeiten, insbesondere Innenhonen, eines Werkstücks | |
| DE1577457A1 (de) | Befestigung fuer Schneidwerkzeuge | |
| EP3081324A1 (de) | Langdrehautomat mit zwei nc-gesteuerten bearbeitungsachsen und verfahren zum bearbeiten von werkstücken auf einem langdrehautomat mit zwei nc-gesteuerten bearbeitungsachsen | |
| DE102012018643A1 (de) | Werkzeug zur spanenden Bearbeitung von Werkstücken | |
| DE102015110753A1 (de) | Werkzeugmaschine mit Schutzabdeckung | |
| DE102005006242A1 (de) | Schleifmaschine und Verfahren zum Einrichten eines Werkstückträgers an einer Schleifmaschine | |
| EP2569124B1 (de) | Verfahren zum bearbeiten einer innenseite eines eine öffnung aufweisenden gehäuses | |
| DE2805893A1 (de) | Schleifmaschine mit einer vorrichtung zur sicherstellung der abmessungsgenauigkeit | |
| DE3447361C2 (de) | Honwerkzeug | |
| EP0311896A2 (de) | Nachlaufsetzstock für Schleifmaschinen | |
| EP1600233A2 (de) | Halterung für einen Werkzeugantrieb, insbesondere zum automatischen Entgraten, Kantenbrechen oder Verputzen von Werkstücken | |
| DE102016119957A1 (de) | Werkzeug zur Bearbeitung von Bohrungen | |
| EP3524386B1 (de) | Vorrichtung zum abstützen eines zu bearbeitenden werkstücks | |
| DE19912979C1 (de) | Werkzeugkopf für eine Drehmaschine | |
| DE2105667A1 (de) | Werkzeugmaschine | |
| EP2946892B1 (de) | Kantenbearbeitungsvorrichtung | |
| EP2801431A1 (de) | Bearbeitungsverfahren eines Sägeblattes und Sägeblattschleifmaschine | |
| DE102015201765B3 (de) | Honwerkzeug und Verfahren zu seiner Herstellung | |
| DE102017129651A1 (de) | Verfahren zur Verzahnbearbeitung eines Werkstücks | |
| DE102017118268A1 (de) | Werkzeug und Verfahren zum Bearbeiten von plattenförmigen Werkstücken, insbesondere Blechen | |
| DE102015115946A1 (de) | Sägeblattführung | |
| DE637759C (de) | Werkzeugmaschine, insbesondere zum Abschneiden gehaerteter Eisenbahnschienen auf genaue Laenge |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140728 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B24B 5/06 20060101ALI20151118BHEP Ipc: B24B 33/02 20060101ALI20151118BHEP Ipc: B24B 33/08 20060101AFI20151118BHEP |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20160623 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180719 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| INTC | Intention to grant announced (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20181211 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190515 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1198107 Country of ref document: AT Kind code of ref document: T Effective date: 20191115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014012986 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20191106 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200306 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200206 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200206 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200207 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014012986 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20200807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200728 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200728 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230514 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230731 Year of fee payment: 10 Ref country code: GB Payment date: 20230724 Year of fee payment: 10 Ref country code: AT Payment date: 20230718 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230724 Year of fee payment: 10 Ref country code: DE Payment date: 20230720 Year of fee payment: 10 |