EP2853346A2 - Tool holder, machine tool and method for processing the insides, in particular honing the insides of a workpiece - Google Patents
Tool holder, machine tool and method for processing the insides, in particular honing the insides of a workpiece Download PDFInfo
- Publication number
- EP2853346A2 EP2853346A2 EP14178840.6A EP14178840A EP2853346A2 EP 2853346 A2 EP2853346 A2 EP 2853346A2 EP 14178840 A EP14178840 A EP 14178840A EP 2853346 A2 EP2853346 A2 EP 2853346A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool holder
- tool
- workpiece
- support
- holder according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 5
- 238000003754 machining Methods 0.000 claims abstract description 26
- 238000003825 pressing Methods 0.000 claims abstract description 8
- 238000005520 cutting process Methods 0.000 claims description 6
- 238000005452 bending Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 1
- 239000006223 plastic coating Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/08—Honing tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/08—Honing tools
- B24B33/088—Honing tools for holes having a shape other than cylindrical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/02—Honing machines or devices; Accessories therefor designed for working internal surfaces of revolution, e.g. of cylindrical or conical shapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/10—Accessories
- B24B33/105—Honing spindles; Devices for expanding the honing elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/06—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces internally
Definitions
- the invention relates to a tool holder, a machine tool and a method for internal machining, in particular êthonen, a workpiece having a geometrically indeterminate cutting tool having a spindle, with a drive connected to the spindle tool holder for moving the recorded tool and with a device for pressing of the tool in the feed direction to the workpiece.
- tool holders are known from the prior art ( DE102012108594A1 ) which oscillate a clamped tool in a tool holder tool via a spindle.
- the pressing or readjusting of the tool to the workpiece takes over a device on the tool holder, with which the tool holder relative to the shank of the tool is adjustable in position.
- a tool holder is not suitable for internal honing of workpieces with narrow dimensions.
- the invention achieves the stated object in that the device has an engageable on the inside of the workpiece support, which is guided adjustable on the tool holder in their distance from the tool, which tool is rotatably mounted on the tool holder on the tool holder.
- the device has an abutment that can be set against the inside of the workpiece and is adjustably guided on the tool holder in its distance from the tool, internal machining with high precision can be enabled even in comparatively low-lying inner surfaces of a workpiece, when the tool is rotatably mounted on the tool holder via the tool holder ,
- the tool holder can rest on the workpiece independently of the rigidity of its shaft, as a result of which the tool can be positioned accurately to the inner surface or pressed with a precisely defined force.
- the moving in the cavity of the workpiece tool can namely be delivered via the support of the inner surface to be machined, whereby - dispensing with a rotational movement of the tool holder about its longitudinal axis - also a non-circular or angular cross-sectional shape is innenhonbar.
- a tool holder that is structurally simple and cost-effective, which permits precise internal machining, in particular honing, or accurate machining of deep internal contours.
- the tool holder can in particular have finishing tools, for example honing tools or grinding tools.
- the support can be performed adjustable via at least one engaging the shank of the tool holder guide at a distance from the tool.
- the rigidity of the tool can be increased and thus the machining accuracy can be improved.
- a mechanically stable, elongated shaft can be made possible.
- Simplified design conditions may result if the guide is designed as a linear guide.
- the guide has at least one hydraulically or mechanically operable actuating element
- the active actuating devices present on a machine tool can be used, via the shank of the tool holder to operate the support.
- the tool holder can be further simplified structurally.
- a relief of the tool holder with respect to bending can be made possible when the support and the tool holder are provided on opposite sides of the shaft.
- the tool holder has an angle gear and if the spindle is drive-connected via the angle gear with the tool holder, a comparatively slim tool holder can be created, with which even narrow internal cross-sections of a workpiece can be honed inside with rotating tools.
- Damage to the inner surface of the workpiece to be machined on the inside can be avoided if the support has a lower hardness than the workpiece on its contact surface.
- a supporting in the cavity of the workpiece support can be provided if the support has a plurality of parallel-acting support elements with separate Anstell lake.
- the leadership of the tool can be improved thereby, which can increase the internal machining in terms of their accuracy.
- each support element is assigned one guide each, the accuracy can be improved by increased adjustment possibilities.
- a fine adjustment of the inclination of the tool to the workpiece can be made possible, especially if both support elements are independently adjustable in their distance from the tool.
- the invention has also set itself the task of improving a known from the prior art method for fine machining, in particular issehonen, a workpiece with a tool holder such that thus non-circular or angular inner cross-sections can be accurately finished even in relatively deep layers.
- the invention solves this problem by at least partially inserting the tool holder into the workpiece, setting the support and tool of the tool holder against an inner surface of the workpiece, and machining the workpiece by means of the tool attached to the tool holder having a geometrically indeterminate cutting edge
- the support In the case of internal machining, the support generates at least part of the pressing force of the rotating tool against the workpiece.
- illustrated tool holder 1 for internal processing of a metallic workpiece 2 is attached to a multi-axially movable receptacle 3 of a machine tool 4.
- the tool holder 1 has a rotatably mounted on this tool holder 5, to which a tool 6 is attached.
- the tool 6 has a geometrically indeterminate cutting edge and is preferably designed as a honing tool.
- workpieces can be ground inside and / or honed inside.
- the rotational movement of the tool holder 5 is generated by the drive assembly with the spindle 7 of the tool holder 1.
- the spindle 7 is mounted via indicated spindle bearings in or generally on the tool holder 1.
- the spindle 7 is driven by the machine tool 4, namely by a tool spindle, not shown, of the machine tool 4. It is also conceivable that the tool holder 1 for this purpose has a drive itself. With the aid of the multi-axially movable holder 3 or tool holder the machine tool 4, the tool holder 1 or its tool 6 can be pressed against the inner surface 8 to be machined of the workpiece 2 in the feed direction.
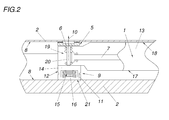
- the tool 6 is pressed against the workpiece 2 in the feed direction 10 via a device 9 provided on the tool holder 1, as shown in particular in FIG Fig. 2 can be recognized.
- this device 9 is associated with a support 11 which is designed to be adjustable against the inside 8 of the workpiece 2.
- the support 11 is adjustably guided on the tool holder 1 in its distance from the tool 6, which ensures a positionally accurate or force-controlled pressing of the tool 6 to the workpiece 2.
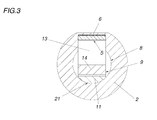
- this support 11 which creates a bearing of the tool holder 1 on the workpiece 2 - in conjunction with the decoupled from the honing movement of the tool 6 movement of the tool holder 1 - it is also possible, in addition to an internal processing of circular inner surfaces 8 and inner surfaces with a square or non-circular cross-sectional contour finish.
- Such a cross-sectional contour is for example the Fig. 3 refer to.
- the tool 6 machined a part of the inner surface 8 finely, wherein the support 11 takes over the delivery of the tool 6 substantially.
- the receptacle 3 of the machine tool 4 can be readjusted in this regard in order to ensure a constant cutting angle between the tool 6 and workpiece 2. After this portion has been finely machined, more workpiece areas for internal processing are conceivable, but this is not shown in detail.
- the positional adjustment of the support 11 is structurally achieved by a guide 12 which acts on the shaft 13 of the tool holder 1 and is firmly connected thereto.
- the trained as a linear guide guide 12 has for this purpose a guide member 14 on which the shoe-shaped support 11 is mounted linearly displaceable.
- This actuator 15 is hydraulically actuated by its diaphragm 16 according to the amount of added or discharged hydraulic fluid displaces the support 11 on the guide member 14, as after Fig. 2 can be recognized.
- This hydraulic fluid can be supplied to the adjusting element 15, for example via the shaft 13 of the tool holder 1.
- a hydraulic cylinder is conceivable - also electrically operated actuators or the like are conceivable, which has not been shown in detail.
- the support 11 and the tool holder 5 are provided on opposite shaft sides 17, 18, which relieves the shaft 13 with respect to bending during internal machining.
- an angle gear 19 is also provided in the tool holder 1.
- the tool holder 5 is drive-connected to the spindle 7 via this angle gear 19.
- This drive-side measure results in a slender shaft 13 on the tool holder 1. Even deeply located inner surfaces 8 are thus accessible from the tool holder 1.
- the support 11 at its Anstell Structure 21 has a lower hardness than the workpiece 2, for example in the form of a plastic coating. As a result, damage to the inner surfaces are avoidable.
- shown tool holder 22 differs according to Fig. 1 shown tool holder 1 by its Anstell Chemistry 21 of Support 11.
- This Anstell Design 21 is provided on a rotatably mounted roller 23 so as to further reduce the risk of surface damage.
- a second-divided support 11 When after Fig. 5 only shown in a sectional view tool holder 24 is a second-divided support 11 can be seen, which is employed by two support members 25 and 26 on the workpiece 2.
- the support elements 25 and 26 with their separate Anstell vom 27, 28 act in parallel and generating force in the direction of the drive shaft 20. A positionally accurate guidance of the tool 6 is thus created.
- the support elements 25 and 26 each have a guide 12 is assigned to allow a fine adjustment of the inclination of the tool 6 to the workpiece 2. Both support members 25 and 26 are independently adjustable via the guide 12, which has not been shown in detail.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
Es wird ein Werkzeughalter (1, 22, 24) zum Innenbearbeiten, insbesondere Innenhonen, eines Werkstücks (2) mit einem eine geometrisch unbestimmte Schneide aufweisenden Werkzeug (6), mit einer Spindel (7), mit einer mit der Spindel (7) antriebsverbundenen Werkzeugaufnahme (5) zum Bewegen des aufgenommenen Werkzeugs (6) und mit einer Einrichtung (9) zum Andrücken des Werkzeugs (6) in Zustellrichtung (10) an das Werkstück (2). Um unter anderem auch unrunde Innenflächen feinbearbeiten zu können, wird vorgeschlagen, dass die Einrichtung (9) eine an die Innenseite (8) des Werkstücks (2) anstellbare Abstützung (11) aufweist, die am Werkzeughalter (1, 22, 24) in ihrem Abstand zum Werkzeug (6) einstellbar geführt ist, welches Werkzeug (6) über die Werkzeugaufnahme (5) am Werkzeughalter (1, 22, 24) drehbar gelagert ist.There is a tool holder (1, 22, 24) for internal machining, in particular Innenhonen, a workpiece (2) having a geometrically indeterminate blade having a tool (6), with a spindle (7), with a drive connected to the spindle (7) Tool holder (5) for moving the received tool (6) and with a device (9) for pressing the tool (6) in the feed direction (10) to the workpiece (2). In order to be able to finish, among other things, non-circular inner surfaces, it is proposed that the device (9) has an abutment (11) which can be attached to the inner side (8) of the workpiece (2) and which is fixed to the tool holder (1, 22, 24) in its Distance to the tool (6) is guided adjustable, which tool (6) via the tool holder (5) on the tool holder (1, 22, 24) is rotatably mounted.
Description
Die Erfindung betrifft einen Werkzeughalter, eine Werkzeugmaschine und ein Verfahren zum Innenbearbeiten, insbesondere Innenhonen, eines Werkstücks mit einem eine geometrisch unbestimmte Schneide aufweisenden Werkzeug, mit einer Spindel, mit einer mit der Spindel antriebsverbundenen Werkzeugaufnahme zum Bewegen des aufgenommenen Werkzeugs und mit einer Einrichtung zum Andrücken des Werkzeugs in Zustellrichtung an das Werkstück.The invention relates to a tool holder, a machine tool and a method for internal machining, in particular Innenhonen, a workpiece having a geometrically indeterminate cutting tool having a spindle, with a drive connected to the spindle tool holder for moving the recorded tool and with a device for pressing of the tool in the feed direction to the workpiece.
Zum Außenhonen von Werkstücken sind aus dem Stand der Technik Werkzeughalter bekannt (
Des Weiteren sind zylindrische Werkzeuge zum Innenhonen von Werkstücken bekannt (
Es ist daher die Aufgabe der Erfindung, ausgehend vom eingangs geschilderten Stand der Technik einen Werkzeughalter zu schaffen, der nicht nur zum Feinbearbeiten von Innenquerschnitten geeignet ist, sondern auch vergleichsweise tiefe Innenflächen äußerst genau feinbearbeiten kann. Zudem soll der Werkzeughalter kostengünstig und universell verwendbar sein.It is therefore an object of the invention, starting from the above-described prior art to provide a tool holder, which is not only suitable for fine machining of inner cross-sections, but can also finely finish relatively low internal surfaces. In addition, the tool holder should be inexpensive and universally applicable.
Die Erfindung löst die gestellte Aufgabe dadurch, dass die Einrichtung eine an die Innenseite des Werkstücks anstellbare Abstützung aufweist, die am Werkzeughalter in ihrem Abstand zum Werkzeug einstellbar geführt ist, welches Werkzeug über die Werkzeugaufnahme am Werkzeughalter drehbar gelagert ist.The invention achieves the stated object in that the device has an engageable on the inside of the workpiece support, which is guided adjustable on the tool holder in their distance from the tool, which tool is rotatably mounted on the tool holder on the tool holder.
Weist die Einrichtung eine an die Innenseite des Werkstücks anstellbare Abstützung auf, die am Werkzeughalter in ihrem Abstand zum Werkzeug einstellbar geführt ist, kann selbst in vergleichsweise tiefgelegenen Innenflächen eines Werkstücks ein bearbeitungsgenaues Innenbearbeiten ermöglicht werden, wenn das Werkzeug über die Werkzeugaufnahme am Werkzeughalter drehbar gelagert ist. Über die an-stellbare Abstützung kann sich nämlich der Werkzeughalter unabhängig von der Steifigkeit seines Schafts am Werkstück abstützen, wodurch das Werkzeug an die Innenfläche positionsgenau angestellt bzw. mit exakt definierter Kraft angedrückt werden kann. Selbst die bei der Führung des Werkzeughalters unvermeidlichen Achstoleranzen einer Werkzeugmaschine können durch die erfindungsgemäße Abstützung keinen negativen Einfluss auf die Qualität des Innenbearbeitens verursachen, was einer universellen Verwendbarkeit des erfindungsgemäßen Werkzeughalters zugutekommt. Insbesondere aber kann durch die erfindungsgemäße Konstruktion von der an das Werkstück anstellbare Abstützung und der beweglichen Werkzeugaufnahme auch jenes Innenbearbeiten von Werkstücken durchgeführt werden, in welchem eine andere als runde Querschnittskontur als Ergebnis der spanenden Feinbearbeitung gefordert wird. Das im Hohlraum des Werkstücks bewegte Werkzeug kann nämlich über die Abstützung der zu bearbeitenden Innenfläche zugestellt werden, wodurch - auf eine Drehbewegung des Werkzeughalters um seine Längsachse verzichtend - auch eine unrunde bzw. eckige Querschnittsform innenhonbar wird. Da außerdem mithilfe der Abstützung der Schaft des Werkzeughalters mechanisch entlastet werden kann, kann sich die Möglichkeit eröffnen, einen Werkzeughalter konstruktiv einfach auszubilden und kostengünstig herzustellen, der ein genaues Innenbearbeiten, insbesondere Innenhonen, bzw. eine genaue Bearbeitung tief liegender Innenkonturen ermöglicht.If the device has an abutment that can be set against the inside of the workpiece and is adjustably guided on the tool holder in its distance from the tool, internal machining with high precision can be enabled even in comparatively low-lying inner surfaces of a workpiece, when the tool is rotatably mounted on the tool holder via the tool holder , In fact, by means of the adjustable support, the tool holder can rest on the workpiece independently of the rigidity of its shaft, as a result of which the tool can be positioned accurately to the inner surface or pressed with a precisely defined force. Even the unavoidable in the leadership of the tool holder axis tolerances of a machine tool can cause no negative impact on the quality of internal processing by the support according to the invention, which benefits a universal usability of the tool holder according to the invention. In particular, however, by the construction according to the invention From the workpiece-adjustable support and the movable tool holder, it is also possible to carry out those internal machining of workpieces in which a round cross-sectional contour other than round is required as a result of the machining finish. The moving in the cavity of the workpiece tool can namely be delivered via the support of the inner surface to be machined, whereby - dispensing with a rotational movement of the tool holder about its longitudinal axis - also a non-circular or angular cross-sectional shape is innenhonbar. In addition, since the support of the shank of the tool holder can be mechanically relieved, the possibility may arise of constructing a tool holder that is structurally simple and cost-effective, which permits precise internal machining, in particular honing, or accurate machining of deep internal contours.
Im Allgemeinen wird erwähnt, dass der Werkzeughalter insbesondere Feinbearbeitungswerkzeuge aufweisen kann, beispielsweise Honwerkzeuge oder Schleifwerkzeuge.In general, it is mentioned that the tool holder can in particular have finishing tools, for example honing tools or grinding tools.
Konstruktiv einfach ausgeführt kann die Abstützung über mindestens eine am Schaft des Werkzeughalters angreifende Führung im Abstand zum Werkzeug einstellbar geführt sein. Zudem können durch eine Abstützung des Schafts die Steifigkeit des Werkzeugs erhöht und damit die Bearbeitungsgenauigkeit verbessert werden. Damit kann unter anderem auch ein mechanisch standfester, länglicher Schaft ermöglicht werden.Structurally simple design, the support can be performed adjustable via at least one engaging the shank of the tool holder guide at a distance from the tool. In addition, by a support of the shaft, the rigidity of the tool can be increased and thus the machining accuracy can be improved. Thus, inter alia, a mechanically stable, elongated shaft can be made possible.
Vereinfachte Konstruktionsbedingungen können sich ergeben, wenn die Führung als Linearführung ausgebildet ist.Simplified design conditions may result if the guide is designed as a linear guide.
Weist die Führung mindestens ein hydraulisch oder mechanisch betätigbares Stellelement auf, können damit die an einer Werkzeugmaschine vorhandenen aktiven Betätigungseinrichtungen verwendet werden, über den Schaft des Werkzeughalters die Abstützung zu betätigen. Der Werkzeughalter kann dadurch weiter konstruktiv vereinfacht werden.If the guide has at least one hydraulically or mechanically operable actuating element, then the active actuating devices present on a machine tool can be used, via the shank of the tool holder to operate the support. The tool holder can be further simplified structurally.
Eine Entlastung des Werkzeughalters hinsichtlich Biegung kann ermöglicht werden, wenn die Abstützung und die Werkzeugaufnahme an gegenüberliegenden Schaftseiten vorgesehen sind.A relief of the tool holder with respect to bending can be made possible when the support and the tool holder are provided on opposite sides of the shaft.
Weist der Werkzeughalter ein Winkelgetriebe auf und ist die Spindel über das Win-kelgetriebe mit der Werkzeugaufnahme antriebsverbundenen, kann ein vergleichsweise schlanker Werkzeughalter geschaffen werden, mit dem selbst enge Innenquerschnitte eines Werkstücks mit rotierenden Werkzeugen innengehont werden können.If the tool holder has an angle gear and if the spindle is drive-connected via the angle gear with the tool holder, a comparatively slim tool holder can be created, with which even narrow internal cross-sections of a workpiece can be honed inside with rotating tools.
Wirkt die Abstützung parallel zur Abtriebswelle des Winkelgetriebes krafterzeugend, kann die Lagerung der Werkzeugaufnahme bzw. damit die bewegliche Führung des Werkzeugs erheblich verbessert werden. Die Bearbeitungsgenauigkeit des Werkzeughalters kann so erhöht werden.Does the support force-generating parallel to the output shaft of the bevel gear, the storage of the tool holder and thus the movable guidance of the tool can be significantly improved. The machining accuracy of the tool holder can be increased.
Beschädigungen an der Innenfläche des innen zu bearbeitenden Werkstücks sind vermeidbar, wenn die Abstützung an ihrer Anstellfläche eine geringe Härte als das Werkstück aufweist.Damage to the inner surface of the workpiece to be machined on the inside can be avoided if the support has a lower hardness than the workpiece on its contact surface.
Diese Beschädigungsgefahr kann weiter vermindert werden, wenn eine drehbar gelagerte Rolle die Anstellfläche der Abstützung ausbildet.This risk of damage can be further reduced if a rotatably mounted roller forms the contact surface of the support.
Eine sich im Hohlraum des Werkstücks verspreizende Abstützung kann geschaffen werden, wenn die Abstützung mehrere parallel wirkende Abstützelemente mit getrennten Anstellflächen aufweist. Zudem kann dadurch die Führung des Werkzeugs verbessert werden, was die Innenbearbeitung hinsichtlich ihrer Genauigkeit erhöhen kann.A supporting in the cavity of the workpiece support can be provided if the support has a plurality of parallel-acting support elements with separate Anstellflächen. In addition, the leadership of the tool can be improved thereby, which can increase the internal machining in terms of their accuracy.
Ist jedem Abstützelement je eine Führung zugeordnet, kann die Genauigkeit durch erhöhte Einstellmöglichkeiten verbessert werden. Damit kann nämlich eine Feinverstellung der Neigung des Werkzeugs zum Werkstück ermöglicht werden, insbesondere wenn beide Abstützelemente unabhängig voneinander in ihrem Abstand zum Werkzeug einstellbar sind.If each support element is assigned one guide each, the accuracy can be improved by increased adjustment possibilities. Thus, namely, a fine adjustment of the inclination of the tool to the workpiece can be made possible, especially if both support elements are independently adjustable in their distance from the tool.
Vorteilhafte Verhältnisse zum Innenbearbeiten von Werkstücken können sich ergeben, wenn der Werkzeughalter bei einer mehrachsig bewegbaren Aufnahme einer Werkzeugmaschine eingesetzt ist.Advantageous conditions for internal machining of workpieces can result if the tool holder is used in a multi-axially movable recording of a machine tool.
Die Erfindung hat sich außerdem die Aufgabe gestellt, ein aus dem Stand der Technik bekanntes Verfahren zum Feinbearbeiten, insbesondere Innenhonen, eines Werkstücks mit einem Werkzeughalter derart zu verbessern, dass damit unrunde oder eckige Innenquerschnitte auch in vergleichsweise tiefe Lagen genau feinbearbeitet werden können.The invention has also set itself the task of improving a known from the prior art method for fine machining, in particular Innenhonen, a workpiece with a tool holder such that thus non-circular or angular inner cross-sections can be accurately finished even in relatively deep layers.
Die Erfindung löst die gestellte Aufgabe, indem der Werkzeughalter wenigstens teilweise in das Werkstück eingebracht, die Abstützung und das Werkzeug des Werkzeughalters an eine Innenfläche des Werkstücks angestellt und das Werkstück über das am Werkzeughalter befestigte Werkzeug, das eine geometrisch unbestimmte Schneide aufweist, spanend innenbearbeitet wird, wobei beim Innenbearbeiten die Abstützung wenigstens einen Teil der Andrückkraft des rotierenden Werkzeugs an das Werkstück erzeugt.The invention solves this problem by at least partially inserting the tool holder into the workpiece, setting the support and tool of the tool holder against an inner surface of the workpiece, and machining the workpiece by means of the tool attached to the tool holder having a geometrically indeterminate cutting edge In the case of internal machining, the support generates at least part of the pressing force of the rotating tool against the workpiece.
Dadurch, dass der Werkzeughalter wenigstens teilweise in das Werkstück eingebracht und die Abstützung und das Werkzeug des Werkzeughalters an eine Innenfläche des Werkstücks angestellt wird, können sich vorteilhafte Führungsverhältnisse am Werkzeug ergeben, die zu einem verbesserten spanenden Innenbearbeiten des Werkstücks führen können, wenn beim Innenbearbeiten die Abstützung wenigstens einen Teil der Andrückkraft des rotierenden Werkzeugs an das Werkstück erzeugt. Gegenüber dem Stand der Technik kann damit das erfindungsgemäße Verfahren unrunde oder eckige Innenquerschnitte auch in vergleichsweise tiefen Innenlagen am Werkstück genau fein bearbeitet.The fact that the tool holder is at least partially introduced into the workpiece and the support and the tool of the tool holder is employed on an inner surface of the workpiece, advantageous guiding conditions can result on the tool, which can lead to an improved machining internal machining of the workpiece when the internal machining Support generated at least a portion of the pressing force of the rotating tool to the workpiece. Compared to the prior art can thus the inventive method non-circular or angular internal cross-sections, even finely machined in comparatively deep inner layers on the workpiece.
In den Figuren ist beispielsweise der Erfindungsgegenstand anhand mehrerer Ausführungsvarianten näher dargestellt. Es zeigen
- Fig. 1
- eine Seitenansicht auf einen in ein Werkstück zum Innenhonen eingeführten Werkzeughalter nach einem ersten Ausführungsbeispiel,
- Fig. 2
- eine vergrößerte, abgerissene Ansicht der
Fig. 1 , - Fig. 3
- eine Schnittansicht nach III-III der
Fig. 1 , - Fig. 4
- eine abgerissene Seitenansicht auf einen anderen Werkzeughalter nach einem zweiten Ausführungsbeispiel und
- Fig. 5
- eine Schnittansicht durch einen weiteren Werkzeughalter mit einer zweigeteilten Abstützung.
- Fig. 1
- a side view of an inserted into a workpiece for internal honing tool holder according to a first embodiment,
- Fig. 2
- an enlarged, torn off view of the
Fig. 1 . - Fig. 3
- a sectional view according to III-III of
Fig. 1 . - Fig. 4
- a torn-off side view of another tool holder according to a second embodiment and
- Fig. 5
- a sectional view through another tool holder with a two-part support.
Der nach
Um eine hohe Bearbeitungsgenauigkeit sicherzustellen, wird das Werkzeug 6 jedoch über eine am Werkzeughalter 1 vorgesehene Einrichtung 9 an das Werkstück 2 in Zustellrichtung 10 angedrückt, wie dies insbesondere nach
Die Lageverstellung der Abstützung 11 wird konstruktiv durch eine Führung 12 gelöst, die am Schaft 13 des Werkzeughalters 1 angreift bzw. mit diesem fest verbunden ist. Die als Linearführung ausgebildete Führung 12 weist hierzu ein Führungselement 14 auf, auf dem die schuhförmig ausgebildete Abstützung 11 linear verschiebbar gelagert ist.The positional adjustment of the
Je nach Führungslage der Abstützung 11 an der Führung 12 ist damit der Abstand zum Werkzeug 6 einstellbar, welche Führungslage durch ein der Führung 12 zugeordnetes Stellelement 15 eingestellt wird. Dieses Stellelement 15 ist hydraulisch betätigbar, indem seine Membran 16 entsprechend der Menge an zu- bzw. abgeführte Hydraulikflüssigkeit die Abstützung 11 am Führungselement 14 verlagert, wie dies nach
Wie nach
Im Werkzeughalter 1, insbesondere in seinem Schaft 13, ist zudem ein Winkelgetriebe 19 vorgesehen. Die Werkzeugaufnahme 5 ist über dieses Winkelgetriebe 19 mit der Spindel 7 antriebsverbunden. Durch diese antriebsseitige Maßnahme ergibt sich ein schlanker Schaft 13 am Werkzeughalter 1. Selbst tief gelegene Innenflächen 8 sind damit vom Werkzeughalter 1 erreichbar.In the
Da die Abstützung 11 konzentrisch zur Abtriebswelle 20 des Winkelgetriebes 19 krafterzeugend wirkt, ist die Anstellung des Werkzeugs 6 äußerst exakt, was zu besonders guten Bearbeitungsergebnissen führt.Since the
Zudem weist die Abstützung 11 an ihrer Anstellfläche 21 eine geringere Härte als das Werkstück 2 auf, beispielsweise in Form einer Kunststoffbeschichtung. Dadurch sind Beschädigungen der Innenflächen vermeidbar.In addition, the
Der nach
Beim nach
Claims (13)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA50475/2013A AT514624B1 (en) | 2013-07-26 | 2013-07-26 | Tool holder, machine tool and method for internal processing, in particular Innenhonen, a workpiece |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2853346A2 true EP2853346A2 (en) | 2015-04-01 |
| EP2853346A3 EP2853346A3 (en) | 2015-12-23 |
| EP2853346B1 EP2853346B1 (en) | 2019-11-06 |
Family
ID=51263231
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14178840.6A Active EP2853346B1 (en) | 2013-07-26 | 2014-07-28 | Tool holder, machine tool and method for processing the insides, in particular honing the insides of a workpiece |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2853346B1 (en) |
| AT (1) | AT514624B1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112247819A (en) * | 2020-10-09 | 2021-01-22 | 郝世博 | Large-diameter thick-wall seamless steel pipe processing device |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018206113A1 (en) * | 2018-04-20 | 2019-10-24 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Finishing method for producing a non-circular cylindrical bore and fine machining system and grinding tool unit |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2903162C2 (en) | 1979-01-27 | 1989-10-05 | Robert Bosch Gmbh, 7000 Stuttgart, De | |
| DE102012108594A1 (en) | 2011-09-16 | 2013-03-21 | Thielenhaus Technologies Gmbh | Device for finish-machining of raceway of bearing ring in wind power plant, has eccentric assembly that forms functional unit displaceable relative to hollow shaft, and pressure device acting in tool feeding direction and attached to head |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3834998A1 (en) * | 1988-10-14 | 1990-04-19 | Krupp Gmbh | Angle drilling and milling arm |
| EP1815943A1 (en) * | 2006-02-02 | 2007-08-08 | NAGEL Maschinen- und Werkzeugfabrik GmbH | Method and apparatus for honing bore holes. |
| DE602008003109D1 (en) * | 2007-04-18 | 2010-12-02 | Nat Oilwell Varco Lp | DRIVE SYSTEMS AND METHODS WITH A SPINDLE WITH LONG RANGE |
| DE102007038123B4 (en) * | 2007-08-04 | 2010-06-10 | Gehring Technologies Gmbh | Machine for producing non-cylindrical bore surfaces |
| GB0819794D0 (en) * | 2008-10-29 | 2008-12-03 | Nat Oilwell Varco Lp | Spindle drive systems and methods |
-
2013
- 2013-07-26 AT ATA50475/2013A patent/AT514624B1/en active
-
2014
- 2014-07-28 EP EP14178840.6A patent/EP2853346B1/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2903162C2 (en) | 1979-01-27 | 1989-10-05 | Robert Bosch Gmbh, 7000 Stuttgart, De | |
| DE102012108594A1 (en) | 2011-09-16 | 2013-03-21 | Thielenhaus Technologies Gmbh | Device for finish-machining of raceway of bearing ring in wind power plant, has eccentric assembly that forms functional unit displaceable relative to hollow shaft, and pressure device acting in tool feeding direction and attached to head |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112247819A (en) * | 2020-10-09 | 2021-01-22 | 郝世博 | Large-diameter thick-wall seamless steel pipe processing device |
Also Published As
| Publication number | Publication date |
|---|---|
| AT514624A1 (en) | 2015-02-15 |
| EP2853346B1 (en) | 2019-11-06 |
| AT514624B1 (en) | 2016-03-15 |
| EP2853346A3 (en) | 2015-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2392438B1 (en) | Processing device | |
| DE2124657A1 (en) | Device for controlling the working accuracy of machine tools | |
| EP3345723A1 (en) | Method for controlling a machine tool | |
| DE102005006242A1 (en) | Grinding machine for processing workpiece, includes workpiece carrier arranged on machine bed, to support workpiece at grinding location and serve as workpiece guiding system | |
| EP2853346B1 (en) | Tool holder, machine tool and method for processing the insides, in particular honing the insides of a workpiece | |
| DE1577457A1 (en) | Attachment for cutting tools | |
| EP3081324A1 (en) | Long turning machine with two nc-controlled processing axes and method for machining workpieces on a long turning machine with two nc-controlled processing axes | |
| DE102012018643A1 (en) | Tool for machining workpieces | |
| DE102015110753A1 (en) | Machine tool with protective cover | |
| EP2569124B1 (en) | Method for processing an inner face of a housing having an opening | |
| DE2805893A1 (en) | GRINDING MACHINE WITH A DEVICE TO ENSURE DIMENSIONAL ACCURACY | |
| DE3447361C2 (en) | Honing tool | |
| EP2801431A1 (en) | Method of machining a saw blade and saw blade grinding machine | |
| DE102015201765B3 (en) | Honing tool and method for its production | |
| EP0311896A2 (en) | Follower steady rest for grinding machines | |
| EP1600233A2 (en) | Holder for a tool drive unit, in particular for the automatic deburring, the removal of sharp edges or the smoothing of workpieces | |
| DE102016119957A1 (en) | Tool for machining holes | |
| EP3524386B1 (en) | Device for supporting a workpiece to be machined | |
| DE19912979C1 (en) | Lathe tool head has a setting system with a swing mounting for the lathe tool to pivot from the working position in relation to the carrier round a swing axis in a compact structure giving accurate working | |
| DE2105667A1 (en) | Machine tool | |
| EP2946892B1 (en) | Edge processing device | |
| DE102017129651A1 (en) | Method for tooth machining a workpiece | |
| DE102017118268A1 (en) | Tool and method for processing plate-shaped workpieces, in particular sheets | |
| DE102015115946A1 (en) | saw blade guide | |
| DE637759C (en) | Machine tool, especially for cutting hardened railroad tracks to exact lengths |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140728 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B24B 5/06 20060101ALI20151118BHEP Ipc: B24B 33/02 20060101ALI20151118BHEP Ipc: B24B 33/08 20060101AFI20151118BHEP |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20160623 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180719 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| INTC | Intention to grant announced (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20181211 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190515 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1198107 Country of ref document: AT Kind code of ref document: T Effective date: 20191115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014012986 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20191106 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200306 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200206 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200206 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200207 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014012986 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20200807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200728 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200728 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191106 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230514 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240719 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240723 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240724 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240718 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240731 Year of fee payment: 11 |