EP2839900A1 - Verfahren und Vorrichtung zur Herstellung eines mit einer Endfläche versehenen Verbindungsabschnitts als Teil eines Werkzeuges - Google Patents
Verfahren und Vorrichtung zur Herstellung eines mit einer Endfläche versehenen Verbindungsabschnitts als Teil eines Werkzeuges Download PDFInfo
- Publication number
- EP2839900A1 EP2839900A1 EP14161805.8A EP14161805A EP2839900A1 EP 2839900 A1 EP2839900 A1 EP 2839900A1 EP 14161805 A EP14161805 A EP 14161805A EP 2839900 A1 EP2839900 A1 EP 2839900A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- connecting portion
- longitudinal
- face
- drill
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 44
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 15
- 239000011265 semifinished product Substances 0.000 claims abstract description 13
- 238000004049 embossing Methods 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 6
- 238000001125 extrusion Methods 0.000 claims description 5
- 230000002093 peripheral effect Effects 0.000 claims description 4
- 239000000945 filler Substances 0.000 claims description 3
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 238000005755 formation reaction Methods 0.000 claims description 2
- 238000000465 moulding Methods 0.000 claims description 2
- 238000012856 packing Methods 0.000 claims description 2
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 238000007373 indentation Methods 0.000 claims 1
- 239000000543 intermediate Substances 0.000 description 3
- 239000013067 intermediate product Substances 0.000 description 3
- 238000005242 forging Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 210000003746 feather Anatomy 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K5/00—Making tools or tool parts, e.g. pliers
- B21K5/02—Making tools or tool parts, e.g. pliers drilling-tools or other for making or working on holes
- B21K5/10—Forming drill-bit shanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/12—Forming profiles on internal or external surfaces
Definitions
- the invention relates to a method for producing a connection area provided with an end face by embossing as part of a tool, in particular a drill or bit axially movably mounted in the tool holder of a hammer drill, or as part of a connecting rod, wherein the connecting portion has at least one longitudinal groove or longitudinal surface, of which at least one is at least partially closed to the end face of the connecting portion.
- the invention further relates to a semi-tool, a drill, a chisel or a rod with a connecting portion and / or a front working portion.
- the invention further relates to a rod for absorbing axial tensile and compressive forces and torques.
- the invention further relates to a device for producing a connecting portion as part of a tool, in particular an axially movably mounted in the tool holder of a hammer drill or chisel by imprinting.
- the invention also relates to a combination of dies for the production of connecting portions for half tools, drills, chisels and rods with at least two longitudinal grooves or longitudinal surfaces, at least one of which is at least partially closed to the end surface of the connecting portion.
- the object of the invention is therefore to provide an improved method and an improved apparatus for producing connecting sections for bars, drills and chisels.
- the invention includes the recognition that drills and connecting rods are usually manufactured on cutting machine tools, which leads to an increased material consumption due to the resulting chips and also requires relatively long production times. Therefore, there have always been considerations to produce such connection sections by forming.
- a method for producing a rod and a rod is described, which can be used for example as a pendulum support for a chassis in the automotive industry.
- the EP 2 181 783 B1 proposed rod is not suitable for higher axial tensile forces, since the undercut obtained at warmer temperatures is not sufficient resistance to a molded plastic part. Since the transition from the thinner cylindrical part to the compressed thicker section is also continuous, this transition does not provide a clearly delimiting stop. Only the in FIG.
- a drill semi-finished product or a rod with a substantially cylindrical or polygonal, in particular square, circumferential surface is provided in a step a).
- the connecting portion is inserted into a closing die.
- the at least one longitudinal groove is impressed by radial infeed of one or more reshaping bodies movable in the closing die, whereby an elongation of the connecting portion and in the region of the longitudinal groove a cross-sectional area reduction is effected.
- the term "elongation" is to be understood as a change in length, in particular an increase in the length of the drill semi-finished product in a longitudinal direction.
- the cross-sectional area reduction can be understood on the one hand as a reduction of the cross-sectional area in the region of the longitudinal groove transversely to a longitudinal direction of the drill semi-finished product but also as a reduction of the cross-sectional area in the region of the longitudinal groove along the longitudinal direction.
- the material used in the present invention preferably has a strength in a range of 800 to 1000 N / mm 2 inclusive.
- the embossing takes place without preforming the longitudinal groove, in particular without preforming the longitudinal groove in the drill semi-finished product or the rod.
- This is preferably carried out at a degree of deformation in the range of above 20% up to and including 45%, more preferably above 24% up to and including 38%.
- the radially movable forming bodies are guided in recesses of the closing die.
- a stamp which, at the beginning of the stamping operation, has a distance from the end face of the connecting portion which is smaller than the elongation of the connecting portion caused by the stamping, limits unimpeded elongation of the connecting portion.
- a preferred distance of the punch from the end face of the connecting portion before stamping is between 0.2mm and 4.0mm. This result can also be achieved by a spring-loaded punch, which presses on the end face of the connecting portion already at the beginning of the embossing.
- step c) additionally at least one open to the end face of the connecting portion driving groove or surface by radially advancing movable in the closing die forming bodies by means of impressions.
- the impressing of the driving groove is preferably to be understood in such a way that the locking groove closed towards the end surface and the driving groove open towards the end surface are impressed at the same time.
- all longitudinal grooves of the connecting portion are particularly economical and technically easy to manufacture in only one die. This is preferably done at a degree of deformation ranging from above 20% to 45% inclusive, more preferably from 25% to 40% inclusive, even more preferably from 30% to 37% inclusive.
- step c) additionally at least one further driving groove or surface open to the end face of the connecting portion is produced in an upstream forming step by tapering, extruding or other forming methods before step c).
- the conversion for step c) preferably takes place at a degree of deformation in the range from above 20% to and including 35%, more preferably from 23% inclusive to 32% inclusive, even more preferably from 25% to 30% inclusive.
- the closing die has a contour facing the connecting portion, in particular inwardly directed contour which is formed corresponding to the outer contour of the connecting portion present before step c) and wherein the grooves or surfaces open to the end face of the connecting portion corresponding shape of the die or filled by filler.
- step c) at least one driving groove or surface open to the end face of the connecting portion is produced by tapering, impressions or other forming methods in a subsequent forming step and thereby the groove produced first is formed by corresponding shaping of the die or filled by packing.
- the generating of the driving groove open to the end surface of the connecting portion takes place at a degree of deformation of above 15% up to and including 40%, more preferably from above 18% up to and including 37%, even more preferably from 22% up to and including 32%.
- the different degrees of deformation take into account the different cross-sectional shapes of the locking grooves and driving grooves, e.g. Grooves with a round groove bottom oppose the forming bodies significantly greater penetration resistance than grooves with an angular groove bottom.
- step c) the embossing in step c) and or the forming of the further grooves in two or more partial forming steps takes place.
- the forming bodies in step c) have at their edge regions formations, preferably chamfers, which limit the material flow during embossing. As a result, the edge region can be formed exactly.
- the end face of the connecting portion in particular in the region of the laterally open longitudinal grooves to the end surface of the connecting portion, preformed, preferably funnel-shaped, opening to the end face.
- the connecting portions are embossed at both ends of a rod.
- a further aspect of the invention relates to a half tool, drill, bit or rod with a connecting portion and / or a front working portion according to independent claim 13.
- the half tool, the drill bit, chisel or the rod comprises a substantially cylindrical or polygonal, in particular square, peripheral surface, an end surface and at least two longitudinal grooves or longitudinal surfaces in the circumferential surface of which at least one longitudinal or longitudinal surface at least partially closed to the end surface of the connecting portion is, wherein at least one longitudinal groove or longitudinal surface is formed by stamping.
- At least one of the longitudinal grooves or longitudinal surfaces is formed by extrusion or tapering in a die and at least one longitudinal groove or longitudinal surface has been impressed by means of radially movable forming bodies.
- encapsulations formed at least at one of the ends of the rod are provided.
- Another aspect of the invention relates to a device for producing a connecting portion as part of a tool, in particular a drill bit or bit axially movably mounted in the tool holder of a hammer drill, or as part of a rod according to independent claim 16.
- the connecting portion has an end surface and a substantially cylindrical or polygonal, in particular square, peripheral surface.
- the device further comprises a closing die with at least one, at least radially movable and arranged in recesses of the closing die forming body, by means of which at least one locking groove is formed by impressing.
- the device according to the invention comprises a closing die, by means of which locking grooves and longitudinal grooves or surfaces open to the end face can be formed by impressing with forming bodies arranged at least radially movable and arranged in recesses of the closing die.
- the device according to the invention comprises a die, by means of which at least one longitudinal or longitudinal surface in the peripheral surface by extrusion or tapering is malleable, and a closing die with at least radially movable UmformMechn, by means of which at least one locking groove is formed by impressing.
- a punch protrudes into the closing die in the longitudinal direction of the drill semi-finished product or rod, said punch being adjustable at the beginning of the embossing operation at a distance from the end face of the connecting portion which is smaller than the elongation caused by the embossing of the connecting portion or as a spring-loaded punch presses on the end face of the connecting portion.
- the forming bodies of the closing die are moved radially by conical, wedge-shaped or cam-shaped actuating members.
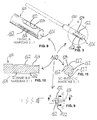
- Fig. 1 shows an intermediate product of a connecting portion 100, which is manufactured according to an embodiment of the method according to the invention.
- the connecting portion 100 forms a part of a drill semi-finished product 102 having a cylindrical circumferential surface 104.
- the connecting portion 100 has an end surface 106.
- Fig. 1 shows the inventively manufactured connecting portion 100 in a raw state 110 before the stamping of longitudinal grooves.
- the raw state 110 in the form of the drill semi-finished product 102 is provided in a method step a) of the method according to the invention for producing a connection section 100 provided with an end face 106.
- FIGS. 2 and 4-7 show the in Fig. 1 shown connecting portion 100 as an intermediate product 120, after in a process step b) the connecting portion 100 in a closing die 128, as shown in the Figures 12 and 13 is shown, and after in a process step c) a longitudinal groove 122 has been impressed.
- the embossing takes place without preforming the longitudinal groove 122 in the drill semi-finished product 102.
- the embossed longitudinal groove 122 is closed to the end face 106 of the connecting portion 100 and forms a locking groove 124th
- FIGS. 1 . 2 and 4-7 show the in the FIGS. 1 . 2 and 4-7 shown connecting portion 100 as an intermediate product 160, after in a further process step, a longitudinal groove 162 has been impressed.
- the embossed longitudinal groove 162 is open toward the end face 106 of the connection section 100 and forms a rotational drive groove 164.
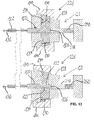
- the impressing according to method step c) can be achieved by means of a device 126, as shown in FIG Fig. 12 in a first embodiment, or by means of a device 226 as shown in FIG FIG. 13 is shown in a second embodiment, take place.
- the FIG. 12 13 shows the device 126 or 226 in a first state C1 before the impressing and a second state C2 during or after the impressing.
- FIG. 12 shows the device 126 in a sectional view in the two states C1 and C2, in the viewing direction above before the impressing and below during or after the stamping.
- the device 126 comprises a closing die 128, which has recesses 130.
- movable in a radial direction 132 Umform stresses 134 are arranged.
- Umform stresses 134 are arranged in the recesses 130.
- these forming bodies 134 are delivered radially inward, locking grooves 124 are formed in the connecting portion 100.
- elongation of the connecting portion 100 in a longitudinal direction 136 is effected.
- the end surface 106 abuts against a punch 138, which before embossing has a distance depending on the elongation of the connecting portion 100 by the embossing to the end surface 106.
- the Umform stresses 134 are delivered radially when the actuators 140 move in the longitudinal direction 136.
- Fig. 13 shows the device 226 as a second embodiment.
- the device 226 is similar to that in FIG Fig. 12 constructed device 126 constructed.
- the same and functionally identical elements are provided with the same reference numerals.
- the device 226 has a punch 238, which is spring-mounted by means of a spring 250 in the longitudinal direction 136.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Punching Or Piercing (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung eines mit einer Endfläche versehenen Verbindungabschnitts durch Einprägung als Teil eines Werkzeuges, insbesondere eines axialbeweglich in der Werkzeugaufnahme eines Bohrhammers befestigten Bohrers oder Meißels, oder auch als Teil einer Verbindungsstange, wobei der Verbindungsabschnitt mindestens eine Längsnut oder Längsfläch aufweist, von denen mindestens eine zur Endfläche des Verbindungsabschnitts hin zumindest teilweise geschlossen ist. Die Erfindung betrifft ferner ein Halbwerkzeug, einen Bohrer, einen Meißel oder eine Stange mit einem Verbindungsabschnitt und/oder einem vorderen Arbeitsabschnitt. Die Erfindung betrifft ferner eine Stange zum Aufnehmen von axialen Zug- und Druckkräften und von Drehmomenten. Die Erfindung betrifft ferner eine Vorrichtung zur Fertigung eines Verbindungsabschnitts als Teil eines Werkzeugs, insbesondere eines axialbeweglich in der Werkzeugaufnahme eines Bohrhammers befestigten Bohrers oder Meißels durch Einprägung. Die Erfindung betrifft auch eine Kombination von Matrizen zur Herstellung von Verbindungsabschnitten für Halbwerkzeuge, Bohrer, Meißel und Stangen mit mindestens zwei Längsnuten oder Längsflächen, von denen mindestens eine zur Endfläche des Verbindungsabschnitts hin zumindest teilweise geschlossen ist.
- Verfahren, Vorrichtungen, Halbwerkzeuge, Bohrer und Stangen der eingangs genannten Art sind grundsätzlich bekannt.
- Aufgabe der Erfindung ist daher, ein verbessertes Verfahren sowie eine verbesserte Vorrichtung zur Herstellung von Verbindungsabschnitten für Stangen, Bohrer und Meißel bereitzustellen.
- Diese Aufgabe wird erfindungsgemäß durch ein Verfahren gemäß Anspruch 1 gelöst.
- Die Erfindung umfasst die Erkenntnis, dass Bohrer und Verbindungsstangen üblicherweise auf spanenden Werkzeugmaschinen gefertigt werden, was zu einem erhöhten Materialverbrauch aufgrund der anfallenden Späne führt und zudem verhältnismäßig lange Fertigungszeiten benötigt. Deshalb hat es immer wieder Überlegungen gegeben, derartige Verbindungsabschnitte mittels Umformung herzustellen. In der
EP 2 181 783 B1 wird ein Verfahren zur Herstellung einer Stange sowie eine Stange beschrieben, welche beispielsweise als Pendelstütze für ein Fahrwerk im Automobilbau eingesetzt werden kann. Es hat sich dabei jedoch gezeigt, dass die in derEP 2 181 783 B1 vorgeschlagene Stange nicht für höhere axiale Zugkräfte geeignet ist, da der erzielte Hinterschnitt bei wärmeren Temperaturen einem umspritzten Kunststoffteil nicht ausreichend Widerstand entgegensetzt. Da der Übergang vom dünneren zylindrischen Teil zum gestauchten dickeren Abschnitt zudem kontinuierlich verläuft, stellt dieser Übergang keinen klar begrenzenden Stopp bzw. Anschlag bereit. Lediglich die inFigur 8 derEP 2 181 783 B1 dargestellte Lösung hat sich in der Praxis auch für höhere Belastungen bewehrt. Dabei muss der Hinterschnitt in einem separaten Arbeitsgang mittels Walzen erzeugt werden, was zu erhöhten Kosten führt. Zur Fertigung von Verbindungsabschnitten bei Hammerbohrern (dort meist als Einsteckende bezeichnet) - insbesondere sogenannten SDS-plus-Bohrern - sind Lösungen zur Fertigung mittels Umformen bekannt. Eine Fertigung dieser Art ist in derDE 84 33 275 U1 beschrieben. Dabei werden die Nuten durch Fließpressen zur Endfläche offen eingebracht und nachträglich durch Stauchen verschlossen. In der Praxis hat sich dieser Vorschlag nicht realisieren lassen, da beim Schließen der Nuten durch Stauchen diese sich gleichfalls verformen und somit ihre Funktion nicht erfüllen können. In derDE 199 15 303 A1 wird beschrieben, das Einsteckende mit den offenen und geschlossenen Nuten durch Fließpressen oder Schmiedeverfahren herzustellen. Auch hier findet sich kein Hinweis, wie das Problem der Verformung der Nuten bei dem jeweils notwendigen zweiten Umformvorgang gelöst wird. Nach derEP 2 361 702 A1 werden zur Lösung dieses Problems Füllkörper in die Nuten eingeführt, um beim anschließenden Stauchen die Form der Nuten zu erhalten. Problematisch ist hierbei, dass für das Schließen der Nuten mittels Stauchen erhebliche axiale Kräfte benötigt werden. Im Falle, dass ein SDS-plus-Einsteckende von 10mm Durchmesser auf seiner Arbeitsseite (in Bohrrichtung gesehen) für einen Bohrer von etwa 5mm Bohrdurchmesser ausgelegt ist, ergibt sich das Problem, dass beim Stauchen der Endfläche der Abschnitt mit 5mm Bohrdurchmesser gleichfalls mit gestaucht werden kann, was beim Auswerfen des Bohrerrohlings oft zu Auswerfernadelbrüchen führt. Daher wurde in derEP 11 190 059.3 EP 13158919 - Bei dem erfindungsgemäßen Verfahren wird in einem Schritt a) ein Bohrerhalbzeug oder eine Stange mit einer im Wesentlichen zylinder- oder mehreckförmigen, insbesondere quadratischen, Umfangsoberfläche bereitgestellt. In einem Schritt b) wird der Verbindungsabschnitt in eine Schließmatrize eingeführt. In einem Schritt c) wird die mindestens eine Längsnut durch radiales Zustellen von einem oder mehreren in der Schließmatrize beweglichen Umformkörpern eingeprägt, wodurch eine Längung des Verbindungsabschnittes und im Bereich der Längsnut eine Querschnittsflächenverkleinerung bewirkt wird.
- Der Begriff "Längung" ist im Rahmen der vorliegenden Erfindung bevorzugt als Längenänderung, insbesondere Erhöhung der Länge des Bohrerhalbzeugs in einer Längsrichtung, zu verstehen. Die Querschnittsflächenverkleinerung kann im Rahmen der vorliegenden Erfindung einerseits als eine Verminderung der Querschnittsfläche im Bereich der Längsnut quer zu einer Längsrichtung des Bohrerhalbzeugs aber auch als Verkleinerung der Querschnittsfläche im Bereich der Längsnut entlang der Längsrichtung verstanden werden. - Das erfindungsgemäße Verfahren ist wesentlich einfacher als die bisher vorgeschlagenen Lösungen und vermeidet deren Nachteile.
- Das erfindungsgemäß verwendete Material weist bevorzugt eine Festigkeit in einem Bereich von einschließlich 800 bis einschließlich 1000 N/mm2 auf. Hierdurch können Produkte mit größerer Haltbarkeit hergestellt werden, da überraschenderweise das Einprägen auch bei diesen Festigkeiten möglich ist, indem etwa die Schließmatrize die höheren Kräfte konstruktiv durch vorgespannte Ummantelungen oder durch Hartmetallverstärkungen ertragen kann.
- Gemäß einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens erfolgt das Einprägen ohne Vorformen der Längsnut, insbesondere ohne Vorformen der Längsnut in dem Bohrerhalbzeug oder der Stange. Dies erfolgt bevorzugt bei einem Umformgrad im Bereich von oberhalb 20 % bis einschließlich 45 %, weiter bevorzugt oberhalb von 24 % bis einschließlich 38 %.
- Nach einer weiteren bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens werden die radial beweglichen Umformkörper in Aussparungen der Schließmatrize geführt.
- In einer noch weiteren bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens begrenzt ein Stempel, der bei Beginn des Einprägevorgangs einen Abstand von der Endfläche des Verbindungsabschnitts hat, welcher kleiner ist als die durch die Einprägung bewirkte Längung des Verbindungsabschnitts, die ungehinderte Längung des Verbindungsabschnitts. Dadurch wird insbesondere erreicht, dass der der Endfläche zugekehrte Bereich der Längsnut präzise den Umformkörper abbildet. Ein bevorzugter Abstand des Stempels von der Endfläche des Verbindungsabschnitts vor dem Einprägen liegt zwischen 0,2mm und 4,0 mm. Dieses Ergebnis kann auch durch einen gefederten Stempel, der schon bei Beginn des Einprägens auf die Endfläche des Verbindungsabschnitts drückt, erzielt werden.
- Nach einer anderen bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens wird während des Schrittes c) zusätzlich mindestens eine zur Endfläche des Verbindungsabschnitts offene Mitnahmenut oder -fläche durch radiales Zustellen von in der Schließmatrize beweglichen Umformkörpern mittels Einprägen erzeugt. Das Einprägen der Mitnahmenut ist im Rahmen der vorliegenden Erfindung bevorzugt derart zu verstehen, dass die zur Endfläche hin geschlossene Verriegelungsnut und die zur Endfläche hin offene Mitnahmenut gleichzeitig eingeprägt werden. Auf diese Weise sind alle Längsnuten des Verbindungsabschnitts besonders wirtschaftlich und technisch einfach in nur einer Matrize zu fertigen. Dies erfolgt bevorzugt bei einem Umformgrad im Bereich von oberhalb 20 % bis einschließlich 45 %, weiter bevorzugt von einschließlich 25% bis einschließlich 40 %, noch weiter bevorzugt von einschließlich 30 % bis einschließlich 37 %.
- In einer anderen bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens wird vor dem Schritt c) zusätzlich mindestens eine weitere zur Endfläche des Verbindungsabschnitts offene Mitnahmenut oder -fläche in einem vorgelagerten Umformschritt durch Verjüngen, Fließpressen oder andere Umformmethoden erzeugt. Hierbei erfolgt die Umformung für den Schritt c) bevorzugt bei einem Umformgrad im Bereich von oberhalb 20 % bis einschließlich 35 %, weiter bevorzugt von einschließlich 23 % bis einschließlich 32 %, noch weiter bevorzugt von einschließlich 25 % bis einschließlich 30 %.
- Bei einer weiteren bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens weist die Schließmatrize eine dem Verbindungsabschnitt zugewandte, insbesondere nach innen gerichtete Kontur auf, die korrespondierend zu der vor dem Schritt c) vorhandenen Außenkontur des Verbindungsabschnitts ausgebildet ist und wobei die zur Endfläche des Verbindungsabschnitts offenen Nuten oder Flächen durch entsprechende Ausformung der Matrize oder durch Füllkörper ausgefüllt sind.
- In einer weiteren bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens wird nach dem Schritt c) mindestens eine zur Endfläche des Verbindungsabschnitts offene Mitnahmenut oder -fläche in einem nachgelagerten Umformschritt durch Verjüngen, Einprägen oder andere Umformmethoden erzeugt und dabei ist die zuerst erzeugte Nut durch entsprechende Ausformung der Matrize oder durch Füllkörper ausgefüllt. Das Erzeugen der zur Endfläche des Verbindungsabschnitts offenen Mitnahmenut erfolgt bei einem Umformgrad von oberhalb 15 % bis einschließlich 40 %, weiter bevorzugt von oberhalb 18 % bis einschließlich 37 %, noch weiter bevorzugt von einschließlich 22 % bis einschließlich 32 %.
- Die unterschiedlichen Umformgrade berücksichtigen die verschiedenen Querschnittsformen der Verriegelungsnuten und Mitnahmenuten, da z.B. Nuten mit rundem Nutengrund einen deutlich größeren Eindringwiderstand den Umformkörpern entgegensetzen als Nuten mit eckigem Nutengrund.
- Bei einer noch weiteren bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens erfolgt das Einprägen in Schritt c) und oder das Umformen der weiteren Nuten in zwei oder mehr Teilformschritten.
- In einer bevorzugten Fortbildung des erfindungsgemäßen Verfahrens weisen die Umformkörper in Schritt c) an ihren Randbereichen Ausformungen, bevorzugt Fasen, auf, die den Materialfluss beim Einprägen begrenzen. Hierdurch kann der Randbereich exakt ausgeformt werden.
- Nach einer weiteren bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens wird die Endfläche des Verbindungsabschnitts, insbesondere im Bereich der späteren zur Endfläche des Verbindungsabschnitts offenen Längsnuten, sich, bevorzugt trichterförmig, zur Endfläche öffnend vorgeformt.
- Bei einer noch weiteren bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens werden die Verbindungsabschnitte an beiden Enden einer Stange eingeprägt.
- Ein weiterer Aspekt der Erfindung betrifft ein Halbwerkzeug, Bohrer, Meißel oder Stange mit einem Verbindungsabschnitt und/oder einem vorderen Arbeitsabschnitt gemäß dem unabhängigen Anspruch 13.
- Das Halbwerkzeug, der Bohrer, Meißel oder die Stange umfasst eine im Wesentlichen zylinder- oder mehrkantförmige, insbesondere quadratische, Umfangsoberfläche, eine Endfläche und mindestens zwei Längsnuten oder Längsflächen in der Umfangsoberfläche von denen mindestens eine Längsnut oder Längsfläche zur Endfläche des Verbindungsabschnitts hin zumindest teilweise geschlossen ist, wobei mindestens eine Längsnut oder Längsfläche durch Einprägung geformt ist.
- Gemäß einer bevorzugten Ausführungsform des erfindungsgemäßen Halbzeugs, Bohrers, Meißels oder Stange ist mindestens eine der Längsnuten oder Längsflächen durch Fließpressen oder Verjüngen in einer Matrize geformt und ist mindestens eine Längsnut oder Längsfläche mittels radial beweglicher Umformkörper eingeprägt worden.
- Nach einer weiteren bevorzugten Ausführungsform des erfindungsgemäßen Halbzeugs, Bohrers, Meißels oder Stange sind mindestens an einem der Enden der Stange, bevorzugt aus Kunststoff gebildete, Umspritzungen vorgesehen.
- Ein weiterer Aspekt der Erfindung betrifft eine Vorrichtung zur Fertigung eines Verbindungsabschnitts als Teil eines Werkzeugs, insbesondere eines axialbeweglich in der Werkzeugaufnahme eines Bohrhammers befestigten Bohrers oder Meißels, oder als Teil einer Stange gemäß dem unabhängigen Anspruch 16.
- Dabei weist der Verbindungsabschnitt eine Endfläche und eine im Wesentlichen zylinderoder mehrkantförmige, insbesondere quadratische, Umfangsoberfläche auf. Die Vorrichtung umfasst ferner eine Schließmatrize mit mindestens einem, zumindest radial beweglichen und in Aussparungen der Schließmatrize angeordneten Umformkörper, mittels welchem mindestens eine Verriegelungsnut durch Einprägen formbar ist.
- Gemäß einer bevorzugten Ausführungsform umfasst die erfindungsgemäße Vorrichtung eine Schließmatrize, mittels welcher mit zumindest radial beweglichen und in Aussparungen der Schließmatrize angeordneten Umformkörpern Verriegelungsnuten und zur Endfläche offene Längsnuten oder -flächen durch Einprägen formbar sind.
- Nach einer weiteren bevorzugten Ausführungsform umfasst die erfindungsgemäße Vorrichtung eine Matrize, mittels welcher mindestens eine Längsnut oder Längsfläche in die Umfangsoberfläche durch Fließpressen oder Verjüngen formbar ist, und eine Schließmatrize mit zumindest radial beweglichen Umformkörpern, mittels welcher mindestens eine Verriegelungsnut durch Einprägen formbar ist.
- In einer noch weiteren bevorzugten Ausführungsform der erfindungsgemäßen Vorrichtung ragt in die Schließmatrize ein Stempel in Längsrichtung des Bohrerhalbzeugs oder der Stange, wobei dieser Stempel einstellbar bei Beginn des Einprägevorgangs einen Abstand von der Endfläche des Verbindungsabschnitts hat, welcher kleiner ist als die durch die Einprägung bewirkte Längung des Verbindungsabschnitts oder als gefederter Stempel auf die Endfläche des Verbindungsabschnitts drückt.
- Bei einer noch weiteren bevorzugten Ausführungsform werden die Umformkörper der Schließmatrize durch konisch, keilförmig oder nockenförmig ausgebildete Betätigungsglieder radial bewegt.
- Bevorzugte Ausführungsformen der Erfindung werden beispielhaft anhand der beiliegenden Figuren beschrieben. Es zeigen:
- Figuren 1 bis 3
- Zwischenprodukte eines erfindungsgemäßen Verbindungsabschnitts, der nach einem Ausführungsbeispiel des erfindungsgemäßen Verfahrens gefertigt wird,
- Fig. 4
- eine Detailansicht des in
Fig. 2 gezeigten Verbindungsabschnitts, - Fig. 5
- eine Draufsicht des in den
Figuren 2 und 4 gezeigten Verbindungsabschnitts, - Fig. 6
- eine Schnittansicht der in
Fig. 5 gezeigten Schnittlinie C-C, - Fig. 7
- eine Schnittansicht der in
Fig. 5 gezeigten Schnittlinie B-B, - Fig. 8
- eine Detailansicht des in
Fig. 3 gezeigten Verbindungsabschnitts, - Fig. 9
- eine Draufsicht des in den
Figuren 3 und 8 gezeigten Verbindungsabschnitts, - Fig. 10
- eine Schnittansicht der in
Fig. 9 gezeigten Schnittlinie B-B, - Fig. 11
- eine Schnittansicht der in
Fig. 9 gezeigten Schnittlinie C-C, - Fig. 12
- ein erstes Ausführungsbeispiels einer erfindungsgemäßen Vorrichtung in einer Schnittansicht und
- Fig. 13
- ein zweites Ausführungsbeispiels einer erfindungsgemäßen Vorrichtung in einer Schnittansicht.
-
Fig. 1 zeigt ein Zwischenprodukt eines Verbindungsabschnitts 100, der nach einem Ausführungsbeispiel des erfindungsgemäßen Verfahrens gefertigt wird. Der Verbindungsabschnitt 100 bildet einen Teil eines Bohrerhalbzeugs 102 mit einer zylinderförmigen Umfangsoberfläche 104. Zudem weist der Verbindungsabschnitt 100 eine Endfläche 106 auf.Fig. 1 zeigt den erfindungsgemäß gefertigten Verbindungsabschnitt 100 in einem Rohzustand 110 vor dem Einprägen von Längsnuten. Gemäß dem inFig. 1 gezeigten Ausführungsbeispiel wird in einem Verfahrensschritt a) des erfindungsgemäßen Verfahrens zur Herstellung eines mit einer Endfläche 106 versehenen Verbindungsabschnitts 100 der Rohzustand 110 in Form des Bohrerhalbzeugs 102 bereitgestellt. - Die
Figuren 2 und 4-7 zeigen den inFig. 1 gezeigten Verbindungsabschnitt 100 als Zwischenprodukt 120, nachdem in einem Verfahrensschritt b) der Verbindungsabschnitt 100 in einer Schließmatrize 128, wie sie in denFiguren 12 und13 gezeigt ist, eingeführt wurde und nachdem in einem Verfahrensschritt c) eine Längsnut 122 eingeprägt wurde. Das Einprägen erfolgt dabei ohne Vorformen der Längsnut 122 in dem Bohrerhalbzeug 102. Die eingeprägte Längsnut 122 ist zur Endfläche 106 des Verbindungsabschnitts 100 hin geschlossen und bildet eine Verriegelungsnut 124. - Die
Figuren 3 und 8-11 zeigen den in denFiguren 1 ,2 und 4-7 gezeigten Verbindungsabschnitt 100 als Zwischenprodukt 160, nachdem in einem weiteren Verfahrensschritt eine Längsnut 162 eingeprägt wurde. Die eingeprägte Längsnut 162 ist zur Endfläche 106 des Verbindungsabschnitts 100 hin offen und bildet eine Drehmitnahmenut 164. - Das Einprägen gemäß Verfahrensschritt c) kann mittels einer Vorrichtung 126, wie sie in
Fig. 12 in einem ersten Ausführungsbeispiel gezeigt ist, oder mittels einer Vorrichtung 226, wie sie inFigur 13 in einem zweiten Ausführungsbeispiels gezeigt ist, erfolgen. DieFigur 12 bzw. 13 zeigt die Vorrichtung 126 bzw. 226 in einem ersten Zustand C1 vor dem Einprägen und einem zweiten Zustand C2 während des oder nach dem Einprägen. -
Fig. 12 zeigt die Vorrichtung 126 in einer Schnittansicht in den zwei Zuständen C1 und C2, in Betrachtungsrichtung oben vor dem Einprägen und unten während oder nach dem Einprägen. Die Vorrichtung 126 umfasst eine Schließmatrize 128, welche Aussparungen 130 aufweist. In den Aussparungen 130 sind, in einer Radialrichtung 132 beweglich, Umformkörper 134 angeordnet. Wenn diese Umformkörper 134 radial nach innen zugestellt werden, werden Verriegelungsnuten 124 in dem Verbindungsabschnitt 100 geformt. Bei dem Einprägen gemäß Verfahrensschritt c), wie es inFig. 12 gezeigt ist, wird eine Längung des Verbindungsabschnitts 100 in einer Längsrichtung 136 bewirkt. Durch die Längung stößt die Endfläche 106 gegen einen Stempel 138, welcher vor dem Prägen einen Abstand abhängig von der Längung des Verbindungsabschnitts 100 durch das Einprägen zur Endfläche 106 aufweist. - Mittels Betätigungsgliedern 140, welche eine nach innen gerichtete konische Fläche 142 aufweisen, werden die Umformkörper 134 radial zugestellt, wenn die Betätigungsglieder 140 sich in Längsrichtung 136 bewegen.
-
Fig. 13 zeigt die Vorrichtung 226 als zweites Ausführungsbeispiel. Die Vorrichtung 226 ist ähnlich zu der inFig. 12 gezeigten Vorrichtung 126 aufgebaut. Gleiche und funktionsgleiche Elemente sind dabei mit denselben Bezugszeichen versehen. Um Unterschied zu der inFig. 12 gezeigten Vorrichtung weist die Vorrichtung 226 einen Stempel 238 auf, welcher mittels einer Feder 250, in Längsrichtung 136 federnd gelagert ist. -
- 100
- Verbindungsabschnitt
- 102
- Bohrerhalbzeug
- 104
- Umfangsoberfläche
- 106
- Endfläche
- 110
- Rohzustand
- 120
- Zwischenprodukt
- 122
- Längsnut
- 124
- Verriegelungsnut
- 126
- Vorrichtung
- 128
- Schließmatrize
- 130
- Aussparungen
- 132
- Radialrichtung
- 134
- Umformkörper
- 136
- Längsrichtung
- 138
- Stempel
- 140
- Betätigungsglieder
- 160
- Zwischenprodukt
- 162
- Längsnut
- 164
- Drehmitnahmenut
- 226
- Vorrichtung
- 238
- Stempel
- 250
- Feder
Claims (15)
- Verfahren zur Herstellung eines mit einer Endfläche versehenen Verbindungabschnitts (100) als Teil eines Werkzeuges, insbesondere eines axialbeweglich in der Werkzeugaufnahme eines Bohrhammers befestigten Bohrers oder Meißels, oder als Teil einer Verbindungsstange,- wobei der Verbindungsabschnitt (100) mindestens eine Längsnut (122) aufweist, von denen mindestens eine zur Endfläche (106) des Verbindungsabschnitts hin zumindest teilweise geschlossen ist,- gekennzeichnet durch die Verfahrensschrittea) Bereitstellen eines Bohrerhalbzeugs (102) oder einer Stange mit einer im Wesentlichen zylinder- oder mehreckförmigen, insbesondere quadratischen, Umfangsoberfläche (104),b) Einführen des Verbindungsabschnitts (100) in eine Schließmatrize (128),c) Einprägen der mindestens einen Längsnut (122) durch radiales Zustellen von einem oder mehreren in der Schließmatrize (128) beweglichen Umformkörpern (134), wodurch eine Längung des Verbindungsabschnittes (100) und im Bereich der Längsnut (122) eine Querschnittsflächenverkleinerung bewirkt wird.
- Verfahren nach Anspruch 1, wobei das Einprägen ohne Vorformen der Längsnut (122), insbesondere ohne Vorformen der Längsnut (122) in dem Bohrerhalbzeug (102) oder der Stange, erfolgt.
- Verfahren nach einem der vorstehenden Ansprüche, wobei ein Stempel (138), der bei Beginn des Einprägevorgangs einen Abstand von der Endfläche (106) des Verbindungsabschnitts (100) hat, welcher kleiner ist als die durch die Einprägung verursachte Längung des Verbindungsabschnitts (100), oder ein gefederter Stempel (238) auf die Endfläche (106) drückt, wodurch die Längung des Verbindungsabschnitts (100) begrenzt wird.
- Verfahren nach einem der vorstehenden Ansprüche, wobei während des Schrittes c) zusätzlich mindestens eine zur Endfläche (106) des Verbindungsabschnitts (100) offene Mitnahmenut (164) oder -fläche durch radiales Zustellen von in der Schließmatrize (128) beweglichen Umformkörpern mittels Einprägen erzeugt wird.
- Verfahren nach einem der Ansprüche 1 - 3, wobei vor dem Schritt c) zusätzlich mindestens eine weitere zur Endfläche (106) des Verbindungsabschnitts (100) offene Mitnahmenut (164) oder -fläche in einem vorgelagerten Umformschritt durch Verjüngen, Fließpressen oder andere Umformmethoden erzeugt wird, oder wobei nach dem Schritt c) mindestens eine zur Endfläche (106) des Verbindungsabschnitts (100) offene Mitnahmenut (164) oder -fläche in einem nachgelagerten Umformschritt durch Verjüngen, Einprägen oder andere Umformmethoden erzeugt wird, und dabei die zuerst erzeugte Nut durch entsprechende Ausformung der Matrize oder durch Füllkörper ausgefüllt ist.
- Verfahren nach Anspruch 1 - 3 und 5, wobei die Schließmatrize (128) eine dem Verbindungsabschnitt (100) zugewandte, insbesondere nach innen gerichtete Kontur aufweist, die korrespondierend zu der vor dem Schritt c) vorhandenen Außenkontur des Verbindungsabschnitts (100) ausgebildet ist und wobei die zur Endfläche (106) des Verbindungsabschnitts (100) offenen Nuten oder Flächen durch entsprechende Ausformung der Matrize oder durch Füllkörper ausgefüllt sind.
- Verfahren nach einem der vorstehenden Ansprüche, wobei das Einprägen in Schritt c) und oder das Umformen der weiteren Nuten (162) in zwei oder mehr Teilformschritten erfolgt.
- Verfahren nach einem der vorstehenden Ansprüche, wobei die Umformkörper (134) im Schritt c) an ihren Randbereichen Ausformungen, bevorzugt Fasen, aufweisen, die den Materialfluss beim Einprägen begrenzen.
- Verfahren nach einem der vorstehenden Ansprüche, wobei die Endfläche (106) des Verbindungsabschnitts (100), insbesondere im Bereich der späteren zur Endfläche (106) des Verbindungsabschnitts (100) offenen Längsnuten (162), sich, bevorzugt trichterförmig, zur Endfläche (106) öffnend vorgeformt wird.
- Halbwerkzeug, Bohrer, Meißel oder Stange mit einem Verbindungsabschnitt (100) und/oder einem vorderen Arbeitsabschnitt umfassend:eine im Wesentlichen zylinder- oder mehrkantförmige, insbesondere quadratische, Umfangsoberfläche (104),eine Endfläche (106) undmindestens zwei Längsnuten (122) oder Längsflächen in der Umfangsoberfläche (104) von denen mindestens eine Längsnut oder Längsfläche zur Endfläche (106) des Verbindungsabschnitts (100) hin zumindest teilweise geschlossen ist,wobei mindestens eine Längsnut (122) oder Längsfläche durch Einprägung geformt ist.
- Vorrichtung zur Fertigung eines Verbindungsabschnitts (100) als Teil eines Werkzeugs, insbesondere eines axialbeweglich in der Werkzeugaufnahme eines Bohrhammers befestigten Bohrers oder Meißels, wobei der Verbindungsabschnitt (100) eine Endfläche (106) und eine im Wesentlichen zylinder- oder mehrkantförmige, insbesondere quadratische, Umfangsoberfläche (104) aufweist, oder als Teil einer Stange, umfassend:eine Schließmatrize (128) mit mindestens einem, zumindest radial beweglichen und in Aussparungen der Schließmatrize (128) angeordneten Umformkörper (134), mittels welchem mindestens eine Verriegelungsnut (124) durch Einprägen formbar ist.
- Vorrichtung nach Anspruch 11, umfassend:eine Schließmatrize (128), mittels welcher mit zumindest radial beweglichen und in Aussparungen der Schließmatrize (128) angeordneten Umformkörpern (134) Verriegelungsnuten (124) und zur Endfläche (106) offene Längsnuten (162) oder - flächen durch Einprägen formbar sind.
- Vorrichtung nach Anspruch 11, umfassend:- eine Matrize, mittels welcher mindestens eine Längsnut oder Längsfläche in die Umfangsoberfläche (104) durch Fließpressen oder Verjüngen formbar ist, und- eine Schließmatrize (128) mit zumindest radial beweglichen Umformkörpern (134), mittels welcher mindestens eine Verriegelungsnut (124) durch Einprägen formbar ist.
- Vorrichtung nach Anspruch 11, 12 oder 13,
wobei in die Schließmatrize (128) ein Stempel (138; 238) in Längsrichtung (136) des Bohrerhalbzeugs (102) oder der Stande ragt und wobei dieser Stempel (138) einstellbar bei Beginn des Einprägevorgangs einen Abstand von der Endfläche (106) des Verbindungsabschnitts (100) hat, welcher kleiner ist als die durch die Einprägung bewirkte Längung des Verbindungsabschnitts (100) oder als gefederter Stempel (238) auf die Endfläche (106) des Verbindungsabschnitts (100) drückt. - Vorrichtung nach einem der Ansprüche 11 bis 14,
wobei die Umformkörper (134) der Schließmatrize (128) durch konisch oder keilförmig ausgebildete Betätigungsglieder (140) radial bewegt werden.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013010495.5A DE102013010495A1 (de) | 2013-06-25 | 2013-06-25 | Vefahren und Vorrichtung zur Herstellung eines mit einer Endfläche versehenen Verbindungsabschnitts als Teil eines Werkzeuges |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2839900A1 true EP2839900A1 (de) | 2015-02-25 |
| EP2839900B1 EP2839900B1 (de) | 2017-07-12 |
Family
ID=50349531
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14161805.8A Active EP2839900B1 (de) | 2013-06-25 | 2014-03-26 | Verfahren und Vorrichtung zur Herstellung eines mit einer Endfläche versehenen Verbindungsabschnitts als Teil eines Werkzeuges |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2839900B1 (de) |
| CN (1) | CN104249129B (de) |
| DE (1) | DE102013010495A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3639947A1 (de) | 2018-10-19 | 2020-04-22 | Mac Panther GmbH | Verfahren und vorrichtung zur herstellung eines verbindungselementes |
| EP3639946A1 (de) | 2018-10-19 | 2020-04-22 | Mac Panther GmbH | Verbindungselement, verfahren und vorrichtung zu seiner herstellung |
| DE102020007945A1 (de) | 2020-12-24 | 2022-06-30 | Mac Panther Gmbh | Verbindungsabschnitt mit einseitig offener Verriegelungsnut |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE8433275U1 (de) | 1984-11-14 | 1986-03-27 | Hawera Probst Gmbh + Co, 7980 Ravensburg | Bohrwerkzeug |
| DE3015893C2 (de) * | 1980-04-24 | 1991-10-02 | Hilti Ag, Schaan, Li | |
| DE19915303A1 (de) | 1998-04-03 | 1999-10-14 | Hawera Probst Gmbh | Bohrwerkzeug und Verfahren zu seiner Herstellung |
| DE19604279B4 (de) * | 1996-02-07 | 2005-04-28 | Bosch Gmbh Robert | Einsatzwerkzeuge für Bohrhämmer und Verfahren zu seiner Herstellung |
| EP2361702A1 (de) | 2010-02-22 | 2011-08-31 | HILTI Aktiengesellschaft | Herstellungsverfahren für ein Einsteckende |
| EP2181783B1 (de) | 2008-11-03 | 2011-10-26 | Südsta AG | Stange und Verfahren zu ihrer Herstellung |
| DE102010018791A1 (de) * | 2010-04-29 | 2011-11-03 | Illinois Tool Works Inc. | Verfahren zur Herstellung eines länglichen Werkzeugs mit einem Arbeitsabschnitt und einem Einsteckabschnitt |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19915305C2 (de) * | 1999-04-03 | 2003-11-20 | Hawera Probst Gmbh | Bohrwerkzeug |
| DE50304177D1 (de) * | 2002-02-28 | 2006-08-24 | Bosch Gmbh Robert | Verfahren zur Herstellung eines Bohrers oder Fräsers |
| CN100542710C (zh) * | 2005-01-31 | 2009-09-23 | 昭和电工株式会社 | 镦锻加工方法以及镦锻加工装置 |
| DE102009028020B4 (de) * | 2009-07-27 | 2011-07-28 | Hilti Aktiengesellschaft | Bohrer und Herstellungsverfahren |
| DE102010028474A1 (de) * | 2010-05-03 | 2011-11-03 | Hilti Aktiengesellschaft | Hohlbohrer und Herstellungsverfahren |
| DE102010061905A1 (de) | 2010-11-24 | 2012-05-24 | Mac Panther Gmbh | Verfahren zur Herstellung des Einsteckendes eines Bohrers |
| DE102012204609A1 (de) | 2012-03-22 | 2013-09-26 | Mac Panther Gmbh | Verfahren und Vorrichtung zur Herstellung eines Verbindungsabschnitts als Teil eines Werkzeugs |
-
2013
- 2013-06-25 DE DE102013010495.5A patent/DE102013010495A1/de not_active Withdrawn
-
2014
- 2014-03-26 EP EP14161805.8A patent/EP2839900B1/de active Active
- 2014-06-25 CN CN201410291375.8A patent/CN104249129B/zh not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3015893C2 (de) * | 1980-04-24 | 1991-10-02 | Hilti Ag, Schaan, Li | |
| DE8433275U1 (de) | 1984-11-14 | 1986-03-27 | Hawera Probst Gmbh + Co, 7980 Ravensburg | Bohrwerkzeug |
| DE19604279B4 (de) * | 1996-02-07 | 2005-04-28 | Bosch Gmbh Robert | Einsatzwerkzeuge für Bohrhämmer und Verfahren zu seiner Herstellung |
| DE19915303A1 (de) | 1998-04-03 | 1999-10-14 | Hawera Probst Gmbh | Bohrwerkzeug und Verfahren zu seiner Herstellung |
| EP2181783B1 (de) | 2008-11-03 | 2011-10-26 | Südsta AG | Stange und Verfahren zu ihrer Herstellung |
| EP2361702A1 (de) | 2010-02-22 | 2011-08-31 | HILTI Aktiengesellschaft | Herstellungsverfahren für ein Einsteckende |
| DE102010018791A1 (de) * | 2010-04-29 | 2011-11-03 | Illinois Tool Works Inc. | Verfahren zur Herstellung eines länglichen Werkzeugs mit einem Arbeitsabschnitt und einem Einsteckabschnitt |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3639947A1 (de) | 2018-10-19 | 2020-04-22 | Mac Panther GmbH | Verfahren und vorrichtung zur herstellung eines verbindungselementes |
| EP3639946A1 (de) | 2018-10-19 | 2020-04-22 | Mac Panther GmbH | Verbindungselement, verfahren und vorrichtung zu seiner herstellung |
| DE102018126093A1 (de) | 2018-10-19 | 2020-04-23 | Mac Panther Gmbh | Verfahren und Vorrichtung zur Herstellung eines Verbindungselementes |
| DE102018126086A1 (de) | 2018-10-19 | 2020-04-23 | Mac Panther Gmbh | Verbindungselement, Verfahren und Vorrichtung zu seiner Herstellung |
| US11027327B2 (en) | 2018-10-19 | 2021-06-08 | Mac Panther Gmbh | Method and apparatus for producing a connecting element |
| US11565306B2 (en) | 2018-10-19 | 2023-01-31 | Mac Panther Gmbh | Connecting element, method and apparatus for its production |
| DE102018126086B4 (de) | 2018-10-19 | 2023-10-12 | Mac Panther Gmbh | Verbindungselement, Verfahren und Vorrichtung zu seiner Herstellung |
| DE102020007945A1 (de) | 2020-12-24 | 2022-06-30 | Mac Panther Gmbh | Verbindungsabschnitt mit einseitig offener Verriegelungsnut |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104249129B (zh) | 2018-07-20 |
| CN104249129A (zh) | 2014-12-31 |
| EP2839900B1 (de) | 2017-07-12 |
| DE102013010495A1 (de) | 2015-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2641673B1 (de) | Verfahren und Vorrichtung zur Herstellung eines Verbindungsabschnitts als Teil eines Werkzeugs | |
| EP2440341B1 (de) | Verfahren und vorrichtung zur herstellung länglicher bauteile aus metall mit wendelförmigen nuten, insbesondere spiralbohrer oder schnecken | |
| EP2484462B1 (de) | Verfahren zum Erzeugen einer Schmiedevorform und Umformvorrichtung oder Warmstauchvorrichtung | |
| EP2458131B1 (de) | Verfahren zur Herstellung des Einsteckendes eines Bohrers | |
| EP2839900B1 (de) | Verfahren und Vorrichtung zur Herstellung eines mit einer Endfläche versehenen Verbindungsabschnitts als Teil eines Werkzeuges | |
| DE4401674A1 (de) | Verfahren sowie Vorrichtung zum Lochen von Werkstücken | |
| EP1252947B1 (de) | Verfahren zur Herstellung eines Achselementes für Kraftfahrzeuge | |
| DE102010011711B4 (de) | Verfahren und Vorrichtung zur spanlosen Herstellung von Verbindungs-, Befestigungs- oder Verschlusselementen aus Metall mit Außengewinde | |
| DE102009052879B4 (de) | Stanz-Prägeniet | |
| DE102008023696A1 (de) | Verfahren zur Herstellung von Hohlwellengrundkörpern sowie nach dem Verfahren hergestellte Hohlwellengrundkörper | |
| DE102007046788B3 (de) | Verfahren zum Herstellen eines Schließringbolzens und Schließringbolzen | |
| DE102010041164B4 (de) | Verfahren zum Herstellen eines Bohrers | |
| EP3639947B1 (de) | Verfahren und vorrichtung zur herstellung eines verbindungselementes | |
| EP2722116B1 (de) | Verfahren und Kneifbackenpaar zum Herstellen einer Bohrspitze, und Schraube, Bohrer oder Bohrniet | |
| DE102014116786A1 (de) | Verfahren zur Herstellung eines rotationssymmetrischen Formkörpers | |
| DE3614619C1 (de) | Verfahren und Vorrichtung zur Herstellung von Zahnraedern | |
| DE102007005886B4 (de) | Verfahren zur Herstellung eines Nutzfahrzeug-Achsschenkels | |
| DE102018126086A1 (de) | Verbindungselement, Verfahren und Vorrichtung zu seiner Herstellung | |
| DE102019002187B4 (de) | Verfahren und Vorrichtung zum Herstellen eines Bauteils mit Gewinde | |
| DE102018217822B3 (de) | Verfahren zur Herstellung mindestens einer Verzahnung an einem Bauteil und Werkzeug zur Durchführung des Verfahrens | |
| DE102008054687A1 (de) | Verfahren zur Herstellung einer Zahnstange für ein Lenkgetriebe | |
| DE10344706B4 (de) | Verfahren zum Trennen eines Hohlprofils | |
| DE926337C (de) | Verfahren und Vorrichtung zum Herstellen von Boizen mit angestauchtem Kopf, insbesondere Schraubenbolzen | |
| DE946941C (de) | Verfahren zum Herstellen eines Vielkant-, insbesondere Sechskantkopfes an einem zylindrischen Ausgangswerkstueck | |
| WO2012024805A1 (de) | Verfahren zur umformung eines vorlaufenden endabschnitts eines stangenmaterials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140326 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20150825 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20160210 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B23B 31/00 20060101ALI20170126BHEP Ipc: B21J 5/12 20060101ALN20170126BHEP Ipc: B21K 5/10 20060101AFI20170126BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20170209 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: NOVAGRAAF INTERNATIONAL SA, CH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 907857 Country of ref document: AT Kind code of ref document: T Effective date: 20170715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014004521 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170712 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171112 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171013 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171012 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014004521 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 |
|
| 26N | No opposition filed |
Effective date: 20180413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180331 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180326 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190326 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20190319 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20200325 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170712 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170712 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 907857 Country of ref document: AT Kind code of ref document: T Effective date: 20200326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200331 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200326 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240412 Year of fee payment: 11 |