EP2832509B1 - Aktivierungsmodul für eine Beschichtungsvorrichtung mit einer Beschichtungsvorrichtung - Google Patents
Aktivierungsmodul für eine Beschichtungsvorrichtung mit einer Beschichtungsvorrichtung Download PDFInfo
- Publication number
- EP2832509B1 EP2832509B1 EP14002337.5A EP14002337A EP2832509B1 EP 2832509 B1 EP2832509 B1 EP 2832509B1 EP 14002337 A EP14002337 A EP 14002337A EP 2832509 B1 EP2832509 B1 EP 2832509B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hot gas
- gas channel
- coating material
- coating
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000576 coating method Methods 0.000 title claims description 123
- 239000011248 coating agent Substances 0.000 title claims description 120
- 230000004913 activation Effects 0.000 title claims description 25
- 239000000463 material Substances 0.000 claims description 84
- 238000010438 heat treatment Methods 0.000 claims description 57
- 238000005192 partition Methods 0.000 claims description 3
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 238000009826 distribution Methods 0.000 claims description 2
- 230000001105 regulatory effect Effects 0.000 claims description 2
- 239000007789 gas Substances 0.000 description 128
- 239000003570 air Substances 0.000 description 21
- 239000000853 adhesive Substances 0.000 description 12
- 230000001070 adhesive effect Effects 0.000 description 12
- 239000002346 layers by function Substances 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 238000003825 pressing Methods 0.000 description 5
- 238000013461 design Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000002023 wood Substances 0.000 description 4
- 239000004831 Hot glue Substances 0.000 description 3
- 239000012080 ambient air Substances 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 230000003116 impacting effect Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 238000009420 retrofitting Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27D—WORKING VENEER OR PLYWOOD
- B27D5/00—Other working of veneer or plywood specially adapted to veneer or plywood
- B27D5/003—Other working of veneer or plywood specially adapted to veneer or plywood securing a veneer strip to a panel edge
Definitions
- the invention relates to an activation module with a device for coating a surface region of a workpiece, according to the preamble of claim 1.
- an activation module is known from the document FR2318736A1 known.
- Electric heaters for heating air flowing through such as. GB 1915 12694 A .
- FR 2 218 537 A1 and US 2004 252 694 A1 show, the state of the art.
- plates made of solid wood and wood-based materials use.
- the latter are usually made of glued and compressed wood chips.
- Many of these wood-based panels are already provided ex works with a coating, which is regularly limited to the upper and lower sides. At least the remaining in the later field of view narrow sides of the plates therefore require their subsequent coating.
- Suitable coatings consist in particular of plastics, which are also known as edge bands and strips.
- the connection between plate and coating is usually cohesive.
- a suitable adhesive just before the attachment of the coating on selbiger and / or on the coated Surface area of the plate are applied. These are usually hot melt adhesives.
- some coatings already have an initially inactive and activatable only by heating additional layer of hot melt adhesive.
- hot melt adhesive is disadvantageous in that it sometimes appears visually unattractive in the edge region of the plates.
- coating materials have already been developed, which allow the formation of a so-called "zero joint".
- the materials used in this case do not require an additional adhesive layer, since they either consist of a thermoplastic or have at least one polymeric functional layer. Consequently, the material is adapted to be fused at least on the side of its functional layer.
- a laser can be used for the melting of the functional layer, which laser is directed to its functional layer shortly before the coating material is pressed on.
- coating materials to be melted in this way are therefore also familiar under the term "laser edge bands". For some It is known that such coating materials can also be melted with hot air.
- a device for coating the narrow sides of a workpiece with such adhesive-free heat-activatable coating material in the form of an edge strip has become known.
- a feed device for the edge strip and a pressing device for pressing the heat-activated edge strip to the narrow side of the workpiece further comprises a heating device.
- the heating device serves to bring the hot air required for activating the edge strip to the required activation temperature.
- the air to be heated is already injected under pressure into the heating device. Subsequently, the hot air heated therein passes through a channel from which it is inflated via at least one outlet slot to a region of the edge strip to be activated.
- the pressure of the exiting hot air is above atmospheric pressure.
- a sufficiently rapid transport and a rapid transfer of heat energy to the coating material is to be achieved.
- corresponding heating elements of tube bundles or sintered plates may be arranged within the heating device, the generated heat of which is given off to the air flowing around it.
- the heating device is thermally insulated from the environment.
- a device for coating workpieces which comprises at least two joining devices in addition to a feed and a pressing device.
- the joining devices are designed to apply an adhesive to a coating material or to activate an already applied adhesive.
- the arrangement of the at least two joining devices the probability of failure of the device can be reduced.
- different activation methods can be performed with the same device, for example, in parallel or as needed.
- hot air allows a simpler and thus more favorable compared to laser construction.
- the use of known in the art hot air blowers for melting of coating materials are limited. This is usually due to the fact that the heat energy generated during their transport via the hot air to their place of use rapidly cools despite any insulation measures.
- the heating power of the heating device can not be increased arbitrarily. Nevertheless, in order to transfer the required heat energy in sufficient height to the continuous coating material, its residence time in the region of exposure to the hot air must be increased. However, this also extends the maximum possible cycle times adversely.
- a particular challenge is to apply sufficient warm hot air to the passing coating material at a suitable location.
- the temperature of the hot air does not suffice at the time of its impact on the coating material, it can not provide a durable bond due to insufficient activation.
- the temperature of the impinging hot air is too high, the coating material may suffer visual disadvantages or even be damaged.
- the object of the present invention is to improve an activation module with a coating device of the type indicated above in such a way that it enables a more efficient heating of coating materials and thus permits higher process speeds.
- an activation module for heat-activatable materials for coating workpieces is to be presented, with which a simple and efficient retrofitting of existing edge banding machines on the use of hot air is feasible.
- the activation module described below is suitable with a device for coating a surface region of a workpiece with a coating material that can be activated by a heated gas.
- the activation module comprises a fan and a heater for heating the gas.
- a hot gas duct connected in a fluid-conducting manner to the blower is provided, which has an outlet region for the heated gas. Said hot gas duct is adapted to flow directly to the area of the coating material to be activated with the heated gas.
- the heating device for heating the gas passing through the hot gas channel is arranged within this hot gas channel.
- the hot gas channel is subdivided into at least two channels.
- the hot gas channel has a closure means which is adapted to the at least To close two channels either separately or together with respect to the blower.
- each of the channels has its own heating device.
- the required heating of the gas passing through the respective channel can be regulated.
- the coating material can be acted upon at different areas simultaneously with differently heated gas.
- the separate heaters are advantageous in that only the channel (s) carrying the gas is actively heated by its heater. In this way the most economical operation of the device is possible.
- an apparatus for coating a surface area of a workpiece is provided.
- the device for coating is also designated as a coating device, so that the terms used here are to be regarded as synonymous.
- the to be carried out with the aid of the coating device Coating takes place using a coating material which can be activated by a heated gas.
- the coating device according to the invention comprises a fan and a heating device and a pressure device.
- the heater here serves to heat the gas.
- the blower is intended to convey and compress the gas.
- the direction of flowing gas from the fan to the heater is such that the heater may be located downstream of the fan.
- the gas used is advantageously air, in particular ambient air.
- gases or gas mixtures are also conceivable which either enable a better heat transfer and / or promote the activation of the coating material.
- the existing pressure device which in particular has a pressure roller, is designed to press a region of the coating material activated by the heated gas against at least one partial region of the surface region to be coated.
- a hot gas channel connected in a fluid-conducting manner to the fan is arranged.
- the hot gas channel has at least one outlet region for the heated gas.
- the hot gas channel is designed to flow directly to the area of the coating material to be activated with the heated gas.
- the heating device is arranged within the hot gas channel. In other words, this omits the otherwise customary heating of the gas at a location opposite the coating material and its subsequent transfer.
- the resulting advantage lies in the heating of the gas only shortly before its impact on the area of the coating material to be activated.
- the present inventive design reduces the known but disadvantageous transmission of the gas after its heating by the heater to a minimum. As a result, the otherwise existing heat losses are completely avoided or largely limited. Consequently, the hot-energy-enriched hot gas strikes the coating material almost immediately after being heated at the approximately maximum temperature.
- the hot gas impinging on the coating material is still so high in energy that the process speed for the application of the coating can advantageously be increased.
- the heating occurring only shortly before impacting the coating material results in more efficient heating of the coating material without overheating and possibly damaging it due to heat losses to be observed.
- the heater may be such that its heated areas can flow around and / or flow through the gas. It is advantageous to provide a large surface in order to realize as large as possible contact for the transfer of heat energy to the gas within a very short time.
- any side walls and / or installations of the heater may be heated, which come into contact with the flowing gas.
- the heating itself can be done for example via heat-conducting media.
- the medium may be, for example, a gaseous or liquid fluid, with which the contact areas are exposed to the gas.
- the heater has heating elements, such as e.g. at least one electrically operated heating wire, on. This can be arranged for example as a heating coil within the hot gas channel. The gas flowing past the heating wire cools it in an advantageous manner and at the same time heats the gas to the necessary temperature.
- the plurality of heating elements can be operated separately from each other according to the invention, for example by an electrical control or regulation. It can thereby be achieved that over the width of the coating material, the edge band, a predetermined temperature distribution can be adjusted. For example, it may be provided that the edges of the coating are heated more strongly than the middle part.
- the outlet region for the hot gas be arranged at the end of the hot gas channel.
- the hot gas duct may have an open end in its extension as the outlet region.
- this end can also be covered by a wall, through which the outlet region is arranged, for example in the form of at least one opening. It is also conceivable a plurality of openings, which arises for example when using a grid structure as a wall or its perforation through holes or slots.
- the heating device extends within the hot gas channel up to its outlet region. This is to ensure that the gas is still heated by the heater until shortly before it exits the outlet region of the hot gas channel. As a result, the path for possible cooling of the gas between the outlet region and the region of the coating material to be heated is advantageously shortened to a minimum.
- the outlet area can of course also be located on a peripheral side of the hot gas channel and thus be arranged laterally. Also in this case, it is provided that the heating device extends at least as far within the hot gas channel that it is also present within the outlet region. In other words, this should ensure that the heating device offers the possibility of heating the gas until shortly before it leaves the outlet region.
- the heater is thus basically to be arranged before or even into the outlet area inside.
- the coating material is guided at an angle to the surface region of the workpiece to be coated.
- the coating device according to the invention can be designed such that a flow direction of the hot gas channel and the feed direction of the coating material to the pressure device towards an angle of less than 90 ° between them.
- the hot gas duct can have a wedge-shaped end section.
- this end portion is formed such that its free end extends parallel to the feed direction of the coating material.
- the outlet region of the hot gas channel is arranged in its free end running parallel to the feed direction of the coating material.
- the distance of the gas to be covered between its heating and impinging on the coating material is thereby significantly reduced.
- an exhaust gas shaft corresponding to the hot gas duct may be provided.
- the exhaust gas shaft is designed to receive and / or absorb the gas flowing out of the hot gas channel and consequently heated gas after it has flowed on the coating material or even in the absence thereof.
- the gas is then correspondingly discharged via a suitable forwarding.
- the arrangement of the exhaust shaft advantageously ensures that no heat accumulation can occur in the region of the pressure device. In this way, a highly controlled heating of the respective coating material takes place. Overall, any components arranged in this area are not adversely affected by heat as a result. This unwanted heat application could limit the functioning of these components, increase their wear or even destroy them directly. Furthermore, this also ensures that the coating material is not heated by any deflected gas at areas that are not (yet) to be heated.
- the exhaust gas shaft can also be arranged to form a feed gap with respect to the hot gas channel.
- the exhaust shaft and the hot gas channel can be directly opposite each other.
- the parts facing each other are preferably the outlet region and an opening of the exhaust gas shaft.
- the respective coating material is particularly preferably guided through this feed gap to the pressure device.
- the openings may be, for example, slots, which are adapted in width and height to the coating material to be performed.
- the hot gas channel can be subdivided into at least two or more channels.
- the subdivision is effected by one or more partitions arranged within the hot gas channel.
- the Hot gas duct also be composed of two or more structurally separate channels.
- the hot gas channel has a closure means which is designed to close the at least two channels either separately or together with respect to the blower.
- the respective channels likewise have outlet regions which are separate from one another.
- the gas conveyed and compressed via the fan can be conducted through one or more channels and accordingly strike the coating material from one or more outlet regions.
- the individual channels can be arranged next to or above each other. Accordingly, their respective outlet areas are either side by side or one above the other.
- the closure means may be, for example, a flap or an arrangement of a plurality of independently operable flaps or linearly movable bulkheads.
- said channels of the hot gas duct may also be arranged relative to one another such that the width, but rather the width, of the producible stream of heated gas can be set by their respective connection or disconnection.
- those coating materials can be processed which require a mutually different fastening concept.
- a coating device which has a high flexibility with respect to the coating materials to be processed.
- the heating which takes place shortly before the gas escapes from the hot gas channel enables extremely efficient heating of the respective coating materials.
- the present invention provides a device which exploits the advantages of gas heating of coating materials while overcoming its disadvantages.
- Fig. 1 shows a known from the prior art apparatus for coating a workpiece in the form of a Kantenanleimmaschine 1.
- the edge banding machine 1 is adapted to give adhesive to a workpiece 2 and to add a coating material 3 in the form of an edge strip with the workpiece 2.
- the workpiece 2 is guided by means of a transport chain 4 parallel to the edge banding machine 1 in a transport direction a.
- a surface region 5 of the workpiece 2 to be coated is wetted with the adhesive.
- the workpiece 2 is guided past an adhesive indication 6.
- the surface region 5 of the workpiece 2 to be coated comes into contact with the adhesive in a manner not shown, as a result of which the adhesive deposits on the workpiece 2.
- a pressure device 7 is further provided, which includes in particular a pressure roller 8. Furthermore, the edge banding machine 1 has a separating knife 9 in order to be able to cut the coating material 3 to a corresponding extent. In order to be able to provide further coating material 3a, the edge banding machine 1 also has a magazine 10 which holds a supply of coating material 3a.
- Kantenanleimaschine 1 has in the areas of the adhesive 6 and the pressure device 7 each have an installation space 11, 12, which can serve for receiving an activation module according to the invention after removal of the adhesive 6.
- the activation module of a coating device described below and resulting from the further figures can be used as an independent coating device 13 or as an edge banding machine 1 retrofitted with the activation module according to the invention Fig. 1 be considered. Consequently, the following statements relate to both possible variants.
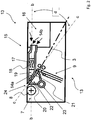
- Fig. 2 shows a coating device 13, which for coating the surface region 5 of the workpiece 2 not shown here with a activatable by a heated gas 14a coating material third
- the coating device 13 has, in addition to the pressure device 7 designed in particular as a pressure roller, the activation module 15 according to the invention, which comprises a fan 16 and at least two heating devices 17, the sectional image only showing one, for heating the gas 14b.
- a flow direction b of the gas 14 a, 14 b extends from the blower 16 to the coating material 3.
- Said flow direction b is predetermined by at least two hot gas channels 18, which are arranged in the region of the pressure device 7 and are connected in a correspondingly fluid-conducting manner to the blower 16.
- the respective Heater 17 disposed within the respective hot gas channel 18.
- the hot gas passage 18 has a wedge-shaped end portion 19 having an outlet portion 20 for the heated gas 14a.
- the hot gas channel 18 is designed to flow directly to a region 21 of the coating material 3 to be activated with the heated gas 14a.
- the coating material 3 to be supplied to the hot gas channel 18 and then to the pressure device 7 has a feed direction c extending parallel to the outlet region 20.
- additional deflection rollers 22 are arranged in front of the pressure device 7, so that the further course of the coating material 3 to be supplied is slightly inclined from its origin from the magazine 10 not shown in detail here relative to the feed direction c.
- the activation module 13 or the coating device 1 comprises an exhaust gas shaft 22 corresponding to the hot gas channel 18.
- the exhaust gas shaft 22 is funnel-shaped with respect to its junction and thus in front of the outlet region 20 of the hot gas channel 18 arranged so that the exhaust duct 22 can receive the heated gas 14a flowing out of the hot gas duct 18 after the flow of the coating material 3 and can discharge via a line 23.
- the exhaust gas shaft 22 is arranged to form a feed gap 24 with respect to the hot gas channel 18. In this way, the coating material 3 can be guided through the feed gap 24 to the pressure device 7, wherein it is activated immediately above the heated gas 14a.
- Fig. 3 shows a detail of the activation module 15 Fig. 2 or the coating device 13 in a side view.
- a hot gas duct 18 according to the invention is shown.
- the hot gas channel 18 is divided into at least two channels 25, 26.
- a partition wall 27 is arranged in the interior of the hot gas channel 18, which divides the hot gas channel 18 into a present upper channel 25 and a lower channel 26.
- a closure means 28 is disposed within the hot gas channel 18. The closure means 28 is arranged between the two channels 25, 26 such that they can be closed either separately from one another or together with respect to the blower 16.
- each individual one of the channels 25, 26 of the hot gas duct 18 has its own heating device 17.
- the present two heaters 17 are operated in a manner not shown in detail either separately or together.
- a section of the hot gas channel 18 emerges in a further variant.
- the heating device 17 is not arranged centrally but at the end of the hot gas channel 18. As a result, the heating device 17 extends within the hot gas channel 18 as far as its outlet region 20.
- FIG. 12 depicts a view of the outlet region (s) 20 of the hot gas channel 18 Fig. 3 , In both channels 25, 26, the respective heaters 17 are indicated by broken lines. In the presentation of Fig. 5 3 illustrates that the respective outlet regions 20 of the individual channels 25, 26 have individual openings 29 from which the heated gas 14a can flow.
Description
- Die Erfindung betrifft ein Aktivierungsmodul mit einer Vorrichtung zum Beschichten eines Oberflächenbereichs eines Werkstücks, gemäß dem Oberbegriff des Anspruchs 1. Ein solches Aktivierungsmodul ist aus dem Dokument
FR2318736A1 - Elektrische Heizer zum Erwärmen von durchströmende Luft gehören, wie bspw.
GB 1915 12694 A FR 2 218 537 A1 US 2004 252 694 A1 zeigen, zum Stand der Technik. AusUS 4 222 812 A ist ein Aktivierungsmodul nach dem Oberbegriff des Anspruchs 1 bekannt. - Insbesondere in der Möbelindustrie finden Platten aus Vollholz und aus Holzwerkstoffen Verwendung. Letztere werden zumeist aus beleimten und miteinander verpressten Holzspänen gefertigt. Viele dieser Holzwerkstoffplatten sind bereits ab Werk mit einer Beschichtung versehen, welche sich regelmäßig auf deren Ober- sowie Unterseiten beschränkt. Zumindest die im späteren Sichtbereich verbleibenden Schmalseiten der Platten erfordern daher deren nachträgliche Beschichtung.
- Geeignete Beschichtungen bestehen insbesondere aus Kunststoffen, welche auch als Kantenbänder und -streifen bekannt sind. Die Verbindung zwischen Platte und Beschichtung erfolgt in der Regel stoffschlüssig. Hierzu kann ein geeignetes Klebemittel kurz vor der Anbringung der Beschichtung auf selbiger und/oder auf dem zu beschichtenden Oberflächenbereich der Platte aufgebracht werden. Dabei handelt es sich in der Regel um Schmelzkleber. Demgegenüber weisen einige Beschichtungen bereits eine zunächst inaktive und erst durch Erhitzung aktivierbare Zusatzschicht aus Schmelzkleber auf.
- Die Anwesenheit von Schmelzkleber ist insofern nachteilig, als dass dieser im Kantenbereich der Platten mitunter optisch unschön in Erscheinung tritt. In diesem Zusammenhang wurden bereits Beschichtungsmaterialien entwickelt, welche die Ausbildung einer sogenannten "Nullfuge" ermöglichen. Die hierbei eingesetzten Materialien kommen ohne zusätzliche Kleberschicht aus, da diese entweder aus einem Thermoplast bestehen oder wenigstens eine polymere Funktionsschicht besitzen. Folglich ist das Material dazu ausgebildet, um zumindest auf der Seite seiner Funktionsschicht angeschmolzen zu werden. Durch das Andrücken der so angeschmolzenen Beschichtung an die zu beschichtende Platte entsteht eine Vielzahl an Mikroformschlüssen, welche die Beschichtung nach dem Abkühlen des Materials mit der Platte verzahnen. Da besagte Funktionsschicht gegenüber der restlichen Beschichtung optisch gleichwertig ist, wird ein deutlich verbesserter ästhetischer Gesamteindruck der so beschichteten Platte erreicht.
- Für das Anschmelzen der Funktionsschicht kann beispielsweise ein Laser eingesetzt werden, welcher kurz vor dem Andrücken des Beschichtungsmaterials auf dessen Funktionsschicht gerichtet wird. Im Zusammenhang mit dem Beschichten der Schmalseiten von Platten sind solchermaßen anzuschmelzende Beschichtungsmaterialien daher auch unter dem Begriff "Laser-Kantenbänder" geläufig. Seit einiger Zeit ist bekannt, dass sich derartige Beschichtungsmaterialien auch mit Heißluft anschmelzen lassen.
- So ist mit der
DE 10 2011 015 898 A1 eine Vorrichtung zum Beschichten der Schmalseiten eines Werkstücks mit einem solchen kleberfeien wärmeaktivierbaren Beschichtungsmaterial in Form eines Kantenstreifens bekannt geworden. Hierzu ist neben einer Zuführeinrichtung für den Kantenstreifen sowie einer Anpresseinrichtung zum Andrücken des wärmeaktivierten Kantenstreifens an die Schmalseite des Werkstücks ferner eine Erwärmungseinrichtung vorgesehen. Die Erwärmungseinrichtung dient dazu, die zum Aktivieren des Kantenstreifens benötigte Heißluft auf die erforderliche Aktivierungstemperatur zu bringen. Bevorzugt wird die zu erhitzende Luft bereits unter Druck in die Erwärmungseinrichtung eingeblasen. Anschließend passiert die darin erwärmte Heißluft einen Kanal, aus welchem heraus sie über wenigstens einen Auslassschlitz auf einen Bereich des zu aktivierenden Kantenstreifens aufgeblasen wird. Der Druck der austretenden Heißluft liegt dabei über dem Atmosphärendruck. Durch die so beschleunigte Heißluft soll ein ausreichend schneller Transport und eine zügige Übertragung der Wärmeenergie auf das Beschichtungsmaterial erreicht werden. Zur Erwärmung der benötigten Heißluft können innerhalb der Erwärmungseinrichtung entsprechende Heizelemente aus Rohrbündeln oder Sinterplatten angeordnet sein, deren erzeugte Wärme an die sie umströmende Luft abgegeben wird. Um die auftretenden Wärmeverluste möglichst gering zu halten, ist die Erwärmungseinrichtung gegenüber der Umgebung wärmeisoliert ausgebildet. - Mit der so aufgezeigten Vorrichtung ist es möglich, mit einem entsprechenden Aufbau versehene Kantenstreifen kurz vor ihrer Anbringung an dem jeweiligen Werkstück bereichsweise anzuschmelzen.
- Aus der
EP 2 243 619 A1 geht eine Vorrichtung zum Beschichten von Werkstücken hervor, welche neben einer Zuführ- und einer Anpresseinrichtung wenigstens zwei Fügeeinrichtungen umfasst. Die Fügeeinrichtungen sind dazu ausgebildet, ein Haftmittel auf ein Beschichtungsmaterial aufzubringen oder ein bereits aufgebrachtes Haftmittel zu aktivieren. Durch die Anordnung der wenigstens zwei Fügeeinrichtungen kann die Ausfallwahrscheinlichkeit der Vorrichtung verringert werden. Darüber hinaus können so unterschiedliche Aktivierungsmethoden mit ein und derselben Vorrichtung beispielsweise parallel oder nach Bedarf durchgeführt werden. - Insbesondere in der Serienfertigung müssen mit derartigen Beschichtungsvorrichtungen hohe Taktzeiten erreichbar sein, um eine wirtschaftliche Herstellung zu ermöglichen. Hierbei werden die Beschichtungen insbesondere im Durchlaufbetrieb durchgeführt, wobei Geschwindigkeiten von mehreren Metern pro Sekunde zu erreichen sind.
- Der Einsatz von Heißluft ermöglicht einen gegenüber Laser insgesamt einfacheren und somit günstigeren Aufbau. Gleichwohl sind der Verwendung von im Stand der Technik bekannten Heißluftgebläsen zum Anschmelzen von Beschichtungsmaterialien Grenzen gesetzt. Dies liegt zumeist darin begründet, dass die erzeugte Wärmeenergie während ihres Transports über die Heißluft an ihren Einsatzort trotz etwaiger Dämmmaßnahmen rasch abkühlt. Darüber hinaus ist die Heizleistung der Erwärmungseinrichtung nicht beliebig steigerbar. Um dennoch die benötigte Wärmeenergie in ausreichender Höhe auf das durchlaufende Beschichtungsmaterial zu übertragen, muss dessen Verweildauer im Bereich der Beaufschlagung mit der Heißluft erhöht werden. Allerdings werden hierdurch auch die maximal möglichen Taktzeiten nachteilig verlängert.
- Eine besondere Herausforderung besteht folglich darin, das durchlaufende Beschichtungsmaterial an geeigneter Stelle mit ausreichend warmer Heißluft zu beaufschlagen. Reicht beispielsweise die Temperatur der Heißluft im Moment ihres Auftreffens auf das Beschichtungsmaterial nicht aus, kann mangels unzureichender Aktivierung keine haltbare Verbindung geschaffen werden. Ist demgegenüber die Temperatur der auftreffenden Heißluft zu hoch, kann das Beschichtungsmaterial visuelle Nachteile erleiden oder gar Schaden nehmen.
- Weiterhin ist eine Erwärmung des Materials zu weit vor dem Punkt des Zusammentreffens von Werkstück und Beschichtung insofern nachteilig, als dieses im Moment seines Anpressens möglicherweise nicht mehr ausreichend aktiv ist und folglich ebenfalls keine ausreichend haltbare Verbindung realisierbar ist. In diesem Zusammenhang sei der nur begrenzt zur Verfügung stehende Freiraum zwischen Werkstück und Beschichtungsmaterial kurz vor dessen Andrücken zu erwähnen. So muss das Beschichtungsmaterial in einem Winkel gegenüber dem zu beschichtenden Oberflächenbereich geführt werden, um etwaige Schäden durch Überdehnung oder gar Knicken vorzubeugen.
- Überdies wäre es wünschenswert, wenn die Erkenntnis des Anschmelzens derartiger Beschichtungsmaterialien mittels Heißluft auch durch eine einfache Umrüstung auf bereits vorhandene Beschichtungsvorrichtungen anwendbar wäre. Dies insbesondere in Bezug auf herkömmliche Kantenanleimmaschinen, bei welchen der Auftrag eines Klebers kurz vor dem Andrücken des Beschichtungsmaterials an das Werkstück erfolgt.
- Vor diesem Hintergrund bieten die Ausgestaltung der in Rede stehenden Beschichtungsvorrichtungen mit Heißluft sowie die einfache Umrüstung bereits vorhandener Vorrichtungen auf den Einsatz von Heißluft noch Raum für Verbesserungen.
- So liegt der vorliegenden Erfindung die Aufgabe zugrunde, ein Aktivierungsmodul mit einer Beschichtungsvorrichtung der zuvor aufgezeigten Art dahingehend zu verbessern, dass diese eine effizientere Erwärmung von Beschichtungsmaterialien ermöglicht und damit höhere Prozessgeschwindigkeiten zulässt. Erfindungsgemäß soll ein Aktivierungsmodul für wärmeaktivierbare Materialien zur Beschichtung von Werkstücken vorgestellt werden, mit welchem eine einfache und effiziente Nachrüstung bereits bestehender Kantenanleimmaschinen auf den Einsatz von Heißluft durchführbar ist.
- Die Lösung dieser Aufgabe besteht nach der Erfindung in einem Aktivierungsmodul mit einer Beschichtungsvorrichtung mit den Merkmalen von Patentanspruch 1. Vorteilhafte Weiterbildungen des grundsätzlichen Erfindungsgedankens sind Gegenstand der jeweils abhängigen Patentansprüche.
- Erfindungsgemäß eignet sich das nachfolgend beschriebene Aktivierungsmodul mit einer Vorrichtung zum Beschichten eines Oberflächenbereichs eines Werkstücks mit einem durch ein erwärmtes Gas aktivierbaren Beschichtungsmaterial. Hierzu umfasst das Aktivierungsmodul ein Gebläse und eine Heizeinrichtung zur Erwärmung des Gases. Erfindungsgemäß ist hierbei ein fluidleitend mit dem Gebläse verbundener Heißgaskanal vorgesehen, welcher einen Auslassbereich für das erwärmte Gas besitzt. Besagter Heißgaskanal ist dazu ausgebildet, um den zu aktivierenden Bereich des Beschichtungsmaterials mit dem erwärmten Gas unmittelbar anzuströmen. Erfindungsgemäß ist die Heizeinrichtung zur Erwärmung des den Heißgaskanal passierenden Gases innerhalb dieses Heißgaskanals angeordnet.
- Erfindungsgemäß ist vorgesehen, dass der Heißgaskanal in wenigstens zwei Kanäle unterteilt wird Erfindungsgemäß weist der Heißgaskanal ein Verschlussmittel auf, welches dazu ausgebildet ist, um die wenigstens zwei Kanäle entweder getrennt voneinander oder gemeinsam gegenüber dem Gebläse zu verschließen.
- Erfindungsgemäß besitzt jeder der Kanäle eine eigene Heizeinrichtung. Hierdurch kann die benötigte Erwärmung des den jeweiligen Kanal passierenden Gases geregelt werden. Hierdurch kann das Beschichtungsmaterial an unterschiedlichen Bereichen gleichzeitig mit unterschiedlich erwärmten Gas beaufschlagt werden. In jedem Fall sind die voneinander getrennten Heizeinrichtungen dahingehend vorteilhaft, dass nur der oder die das Gas führende Kanal/ Kanäle aktiv über ihre Heizeinrichtung beheizt wird/ werden. Auf diese Weise wird ein möglichst wirtschaftlicher Betrieb der Vorrichtung ermöglicht.
- Zudem ist keine mitunter notwendige Kühlung der zwar nicht genutzten aber dennoch beheizten Heizeinrichtung oder eines ihrer Bereiche durch strömendes Gas erforderlich. Dies gilt insbesondere für die Anordnung eines Heizdrahts, welcher ansonsten überhitzen und somit Schaden nehmen könnte.
- Vor dem Hintergrund ist bei der Anordnung mehrerer Heizeinrichtungen in jedem Fall angedacht, dass diese entweder getrennt voneinander oder aber gemeinsam betrieben werden können.
- Erfindungsgemäß ist eine Vorrichtung zum Beschichten eines Oberflächenbereichs eines Werkstücks vorgesehen. Die Vorrichtung zum Beschichten wird im Rahmen der Erfindung auch als Beschichtungsvorrichtung benannt, so dass die verwendeten Begriffe vorliegend als synonym anzusehen sind. Die mit Hilfe der Beschichtungsvorrichtung vorzunehmende Beschichtung erfolgt unter Einsatz eines durch ein erwärmtes Gas aktivierbaren Beschichtungsmaterials. Hierzu umfasst die erfindungsgemäße Beschichtungsvorrichtung ein Gebläse und eine Heizeinrichtung sowie eine Andruckvorrichtung.
- Die Heizeinrichtung dient hierbei der Erwärmung des Gases. Das Gebläse ist zur Förderung und zur Verdichtung des Gases vorgesehen. Bevorzugt verläuft die Richtung des strömenden Gases von dem Gebläse zur Heizeinrichtung, so dass die Heizeinrichtung stromabwärts des Gebläses angeordnet sein kann.
- Bei dem verwendeten Gas handelt es sich in vorteilhafter Weise um Luft, insbesondere um Umgebungsluft. Selbstverständlich sind auch davon abweichende Gase oder Gasgemische denkbar, welche entweder einen besseren Wärmetransport ermöglichen und/oder die Aktivierung des Beschichtungsmaterials begünstigen.
- Die vorhandene Andruckvorrichtung, die insbesondere eine Andruckrolle aufweist, ist dazu ausgebildet, einen durch das erwärmte Gas aktivierten Bereich des Beschichtungsmaterials an wenigstens einen Teilbereich des zu beschichtenden Oberflächenbereichs zu drücken.
- Weiterhin ist im Bereich der Andruckvorrichtung ein fluidleitend mit dem Gebläse verbundener Heißgaskanal angeordnet. Der Heißgaskanal besitzt wenigstens einen Auslassbereich für das erwärmte Gas. Dabei ist der Heißgaskanal dazu ausgebildet, um den zu aktivierenden Bereich des Beschichtungsmaterials mit dem erwärmten Gas unmittelbar anzuströmen.
- Erfindungsgemäß ist vorgesehen, dass die Heizeinrichtung innerhalb des Heißgaskanals angeordnet ist. Mit anderen Worten wird hierdurch auf die ansonsten übliche Erwärmung des Gases an einem dem Beschichtungsmaterial gegenüber entfernten Ort und dessen anschließende Weiterleitung verzichtet.
- Der sich hieraus ergebende Vorteil liegt in der Erwärmung des Gases erst kurz vor seinem Auftreffen auf dem zu aktivierenden Bereich des Beschichtungsmaterials. In diesem Zusammenhang wurde erkannt, dass die im Stand der Technik bekannte Weiterleitung des bereits erwärmten Gases zu unabwendbaren Wärmeverlusten führt. Durch die vorliegende erfindungsgemäße Ausgestaltung reduziert sich die bekannte aber nachteilige Weiterleitung des Gases nach dessen Erwärmung durch die Heizeinrichtung auf ein Minimum. Hierdurch werden die ansonsten vorhandenen Wärmeverluste gänzlich vermieden oder aber weitestgehend begrenzt. Folglich trifft das mit Wärmeenergie angereicherte Heißgas nahezu unmittelbar nach seiner Erwärmung mit der annähernd maximalen Temperatur auf das Beschichtungsmaterial.
- Im Ergebnis ist das auf das Beschichtungsmaterial auftreffende Heißgas noch derart energiereich, dass die Prozessgeschwindigkeit für das Anbringen der Beschichtung in vorteilhafter Weise steigerbar ist. Zudem folgt aus der erst kurz vor dem Auftreffen auf das Beschichtungsmaterial erfolgenden Erwärmung eine effizientere Erwärmung des Beschichtungsmaterials, ohne dieses aufgrund zu beachtender Wärmeverluste zu überhitzen und möglicherweise zu beschädigen.
- Bei der Heizeinrichtung sind diverse Ausgestaltungen denkbar, welche zur Übertragung von Wärme auf das Gas dienen. So kann die Heizeinrichtung dergestalt sein, dass deren beheizte Bereiche durch das Gas umströmt und/oder durchströmt werden können. Vorteilhaft ist die Bereitstellung einer großen Oberfläche, um einen möglichst großflächigen Kontakt für die Übergabe der Wärmeenergie an das Gas innerhalb kürzester Zeit zu realisieren. So können beispielsweise etwaige Seitenwände und/oder Einbauten der Heizeinrichtung beheizt sein, welche mit dem strömenden Gas in Kontakt gelangen. Die Beheizung selbst kann beispielsweise über wärmeführende Medien erfolgen. Bei dem Medium kann es sich beispielsweise um ein gasförmiges oder flüssiges Fluid handeln, mit welchem die Kontaktbereiche zum Gas beaufschlagt werden. Bevorzugt weist die Heizeinrichtung Heizelemente, wie z.B. wenigstens einen elektrisch betriebenen Heizdraht, auf. Dieser kann beispielsweise als Heizwendel innerhalb des Heißgaskanals angeordnet sein. Durch das an dem Heizdraht vorbei strömende Gas wird dieser in vorteilhafter Weise gekühlt und das Gas gleichzeitig auf die notwendige Temperatur erwärmt.
- Die mehreren Heizelemente können erfindungsgemäß separat voneinander betrieben werden, etwa durch eine elektrische Steuerung oder Regelung. Dadurch kann erreicht werden, dass über die Breite des Beschichtungsmaterials, des Kantenbandes, eine vorgegebene Temperaturverteilung eingestellt werden kann. So kann zum Beispiel vorgesehen sein, dass die Ränder der Beschichtung stärker erwärmt werden als der Mittelteil.
- Im Rahmen einer vorteilhaften Weiterentwicklung des Erfindungsgedankens kann der Auslassbereich für das Heißgas endseitig des Heißgaskanals angeordnet sein. So kann der Heißgaskanal beispielsweise ein in seiner Erstreckung gelegenes offenes Ende als Auslassbereich besitzen. Weiterhin kann dieses Ende auch durch eine Wand abgedeckt sein, durch welche hindurch der Auslassbereich beispielsweise in Form wenigstens einer Öffnung angeordnet ist. Denkbar ist auch eine Vielzahl von Öffnungen, welche beispielsweise beim Einsatz einer Gitterstruktur als Wand oder deren Perforierung durch Löcher oder Schlitze entsteht.
- In diesem Zusammenhang ist vorgesehen, dass sich die Heizeinrichtung innerhalb des Heißgaskanals bis zu seinem Auslassbereich hin erstreckt. Hierdurch soll sichergestellt werden, dass das Gas noch bis kurz vor seinem Austritt aus dem Auslassbereich des Heißgaskanals durch die Heizeinrichtung erwärmt wird. Hierdurch wird in vorteilhafter Weise der Weg zur möglichen Abkühlung des Gases zwischen Auslassbereich und dem zu erwärmenden Bereich des Beschichtungsmaterials auf ein Minimum verkürzt.
- Je nach Ausrichtung und nutzbarem Bauraum kann sich der Auslassbereich selbstverständlich auch an einer Umfangsseite des Heißgaskanals befinden und somit seitlich angeordnet sein. Auch in diesem Fall ist vorgesehen, dass sich die Heizeinrichtung zumindest soweit innerhalb des Heißgaskanals erstreckt, dass diese auch innerhalb des Auslassbereichs vorhanden ist. Mit anderen Worten soll hierdurch sichergestellt sein, dass die Heizeinrichtung die Möglichkeit bietet, das Gas bis kurz vor seinem Austritt aus dem Auslassbereich zu erwärmen.
- Um eine möglichst effiziente und ausreichende Erwärmung des Beschichtungsmaterials zu ermöglichen, ist die Heizeinrichtung somit grundsätzlich bis vor oder gar bis in den Auslassbereich hinein anzuordnen.
- Mit Blick auf die Ausgestaltung von Beschichtungsvorrichtungen in bekannter Bauart wird das Beschichtungsmaterial in einem Winkel an den zu beschichtenden Oberflächenbereich des Werkstücks geführt. So kann auch die erfindungsgemäße Beschichtungsvorrichtung derart ausgestaltet sein, dass eine Strömungsrichtung des Heißgaskanals und die Zufuhrrichtung des Beschichtungsmaterials zu der Andruckvorrichtung hin einen Winkel kleiner 90° zwischen sich einschließen.
- In diesem Zusammenhang ist vorgesehen, dass der Heißgaskanal einen keilförmigen Endabschnitt besitzen kann. Durch diese Ausgestaltung ist dieser Endabschnitt derart ausgebildet, dass dessen freies Ende parallel zur Zuführrichtung des Beschichtungsmaterials verläuft. Besonders bevorzugt ist der Auslassbereich des Heißgaskanals dabei in seinem parallel zur Zuführrichtung des Beschichtungsmaterials verlaufenden freien Ende angeordnet. Hierdurch wird in vorteilhafter Weise eine möglichst nahe Heranführung des Heißgaskanals, insbesondere des darin angeordneten Auslassbereichs an das Beschichtungsmaterial erzielt.
- Im Zusammenhang mit der Anordnung der Heizeinrichtung innerhalb des Heißgaskanals oder gar deren möglichst weiten Erstreckung bis zu dem Auslassbereich hin wird hierdurch die zurückzulegende Distanz des Gases zwischen dessen Erwärmung und Auftreffen auf dem Beschichtungsmaterial nochmals deutlich reduziert.
- In einer besonders vorteilhaften Weiterbildung kann ein mit dem Heißgaskanal korrespondierender Abgasschacht vorgesehen sei. Korrespondierend meint, dass Abgasschacht und Heißgaskanal in einem Wirkzusammenhang zueinander stehen. Besonders bevorzugt stehen hierbei der Auslassbereich des Heißgaskanals und der Abgasschacht im Wirkzusammenhang. Hierbei ist der Abgasschacht dazu ausgebildet, das aus dem Heißgaskanal ausströmende und folglich erwärmte Gas nach dem Anströmen des Beschichtungsmaterials oder auch bei Abwesenheit desselben aufzunehmen und/oder aufzufangen. Besonders bevorzugt wird das Gas anschließend über eine geeignete Weiterleitung entsprechend abgeleitet.
- Durch die Anordnung des Abgasschachtes wird in vorteilhafter Weise sichergestellt, dass kein Hitzestau im Bereich der Andruckvorrichtung entstehen kann. Auf diese Weise erfolgt eine im hohen Maße kontrollierte Erwärmung des jeweiligen Beschichtungsmaterials. Insgesamt werden hierdurch auch etwaige in diesem Bereich angeordnete Bauteile nicht nachteilig mit Hitze beaufschlagt. Diese ungewollte Hitzebeaufschlagung könnte die Funktionsweise dieser Bauteile einschränken, deren Verschleiß erhöhen oder diese gar unmittelbar zerstören. Weiterhin wird hierdurch auch sichergestellt, dass das Beschichtungsmaterial nicht durch etwaiges umgelenktes Gas an Bereichen erwärmt wird, welche (noch) nicht erwärmt werden sollen.
- Durch die Anordnung des Abgasschachtes wird folglich eine überaus genaue und die umliegenden Bereiche nur begrenzt tangierende Erwärmung des gewünschten Bereichs des Beschichtungsmaterials ermöglicht. Zudem wird so auch einer raschen Verflüchtigung der Wärmeenergie aus dem aufgewärmten Gas heraus vorgebeugt, da durch die Anordnung des sich an den Heißgaskanal anschließenden Abgasschachtes das erwärmte Gas mit möglichst wenig Umgebungsluft in Kontakt tritt.
- In diesem Zusammenhang kann der Abgasschacht ferner unter Ausbildung eines Zuführspalts gegenüber dem Heißgaskanal angeordnet sein. Mit anderen Worten können sich hierbei Abgasschacht und Heißgaskanal unmittelbar gegenüberstehen. Bei den sich dabei gegenüberstehenden Teilen handelt es sich bevorzugt um den Auslassbereich und eine Einmündung des Abgasschachtes. Besonders bevorzugt wird dabei das jeweilige Beschichtungsmaterial durch diesen Zuführspalt hindurch zu der Andruckvorrichtung geführt. Hierdurch werden insbesondere die zur Verflüchtigung der Wärmeenergie des Gases möglichen Austauschbereiche mit der Umgebungsluft auf ein Minimum reduziert. So können Heißgaskanal und Abgasschacht dicht miteinander verbunden oder gar einstückig ausgebildet sein.
- Um das zu erwärmende Beschichtungsmaterial beispielsweise in Bahn- oder Streifenform mit dem erwärmten Gas zu beaufschlagen, sind lediglich zwei sich gegenüberliegende Öffnungen notwendig. Bei den Öffnungen kann es sich beispielsweise um Schlitze handeln, welche in Breite und Höhe an das durchzuführende Beschichtungsmaterial angepasst sind.
- Erfindungsgemäß ist es vorgesehen, dass der Heißgaskanal in wenigstens zwei oder mehr Kanäle unterteilt sein kann. Die Unterteilung erfolgt durch eine oder mehrere innerhalb des Heißgaskanals angeordnete Trennwände. Selbstverständlich kann der Heißgaskanal auch aus zwei oder mehreren baulich voneinander getrennten Kanälen zusammengesetzt sein. In jedem Fall ist hierbei vorgesehen, dass der Heißgaskanal ein Verschlussmittel aufweist, welches dazu ausgebildet ist, um die wenigstens zwei Kanäle entweder getrennt voneinander oder gemeinsam gegenüber dem Gebläse zu verschließen.
- Erfindungsgemäß weisen die jeweiligen Kanäle dabei ebenfalls voneinander getrennte Auslassbereiche auf. So kann in vorteilhafter Weise das über das Gebläse geförderte und verdichtete Gas durch einen oder mehrere Kanäle geleitet werden und demnach aus einem oder mehreren Auslassbereichen heraus auf das Beschichtungsmaterial treffen. Auf diese Weise wird ein Höchstmaß an Flexibilität erreicht, da nunmehr auch unterschiedlich große, insbesondere unterschiedlich breite Beschichtungsmaterialien ohne etwaige Umbaumaßnahmen der Vorrichtung verarbeitet werden können. So können die einzelnen Kanäle beispielsweise neben- oder übereinander angeordnet sein. Demnach befinden sich auch deren jeweilige Auslassbereiche entweder neben- oder übereinander.
- Wird nun ein schmales Material verarbeitet, dessen Breite mit dem Auslassbereich eines einzelnen Kanals ausreichend mit erwärmtem Gas aktiviert werden kann, ist der oder sind die anderen Kanäle entsprechend über das Verschlussmittel zu verschließen. Demgegenüber breitere Materialien können dann ebenfalls verarbeitet werden, indem wenigstens ein weiterer Kanal über das Verschlussmittel geöffnet wird. Durch die einfache Zu- oder Abschaltung der einzelnen Kanäle über das Verschlussmittel können somit auch im laufenden Betrieb der Vorrichtung voneinander unterschiedlich große Beschichtungsmaterialien verarbeitet werden. Auf diese Weise ist die jeweils erforderliche Breite des notwendigen Stroms aus erwärmtem Gas über die Betätigung des Verschlussmittels problemlos anpassbar.
- Bei dem Verschlussmittel kann es sich beispielsweise um eine Klappe oder eine Anordnung mehrerer voneinander unabhängig zu betätigender Klappen oder linear beweglicher Schotte handeln. Selbstverständlich können besagte Kanäle des Heißgaskanals auch so zueinander angeordnet sein, dass durch deren jeweilige Zu- oder Abschaltung nicht die Breite, sondern die Intensität des erzeugbaren Stroms aus erwärmtem Gas einstellbar ist. Auf diese Weise können auch solche Beschichtungsmaterialien verarbeitet werden, welche ein voneinander unterschiedliches Befestigungskonzept erfordern. Konkret ist denkbar, dass auf diese Weise mit ein und derselben Vorrichtung Materialien verarbeitet werden können, welche entweder eine durch Wärme aktivierbare Leimschicht aufweisen oder aber eine entsprechende Funktionsschicht besitzen und folglich selbst anzuschmelzen sind.
- Durch die zuvor aufgezeigten Ausgestaltungsmöglichkeiten wird eine Beschichtungsvorrichtung geschaffen, welche eine hohe Flexibilität in Bezug auf die zu verarbeitenden Beschichtungsmaterialien aufweist. Insbesondere die erst kurz vor dem Austritt des Gases aus dem Heißgaskanal erfolgende Erhitzung ermöglicht eine überaus effiziente Erwärmung der jeweiligen Beschichtungsmaterialien. Hierdurch können diese beispielsweise im Endlosbetrieb mit hoher Geschwindigkeit an dem Auslassbereich des Heißgaskanals vorbeigeführt werden, wobei sie trotz hoher Prozessgeschwindigkeit im ausreichenden Maß durch die Wärmeenergie des Gases aktivierbar sind. Insgesamt wird mit der vorliegenden Erfindung eine Vorrichtung aufgezeigt, welche die Vorteile des Erwärmens von Beschichtungsmaterialien durch Gas nutzt und gleichzeitig dessen Nachteile überwindet.
- Nachfolgend wird die vorliegende Erfindung anhand einiger in den Zeichnungen schematisch dargestellter Ausführungsbeispiele näher erläutert. Es zeigen:
- Fig. 1
- eine Kantenanleimmaschine aus dem Stand der Technik in einer Aufsicht,
- Fig. 2
- ein Aktivierungsmodul mit einer Beschichtungsvorrichtung nicht gemäß der Erfindung in einer Aufsicht,
- Fig. 3
- Erfindungsgemäßes Aktivierungsmodul mit einer Beschichtungsvorrichtung
- Fig. 4
- ein Detail der Beschichtungsvorrichtung aus
Fig. 2 in einer Aufsicht in einer alternativen Ausgestaltung sowie - Fig. 5
- ein Detail der Beschichtungsvorrichtung aus
Fig. 3 in einer Ansicht in einer alternativen Ausgestaltung. -
Fig. 1 zeigt eine aus dem Stand der Technik bekannte Vorrichtung zur Beschichtung eines Werkstücks in Form einer Kantenanleimmaschine 1. Die Kantenanleimmaschine 1 ist dazu ausgebildet, Kleber an ein Werkstück 2 zu gegeben und ein Beschichtungsmaterial 3 in Form eines Kantenbandes mit dem Werkstück 2 zu fügen. - Hierzu wird das Werkstück 2 mittels einer Transportkette 4 parallel zur Kantenanleimmaschine 1 in eine Transportrichtung a geführt. Zeitgleich wird ein zu beschichtender Oberflächenbereich 5 des Werkstücks 2 mit dem Kleber benetzt. Hierzu wird das Werkstück 2 an einer Kleberangabe 6 vorbei geführt. Dabei tritt der zu beschichtende Oberflächenbereich 5 des Werkstücks 2 in nicht näher dargestellter Weise mit dem Kleber in Kontakt, wodurch sich der Kleber auf dem Werkstück 2 ablegt.
- Um das Beschichtungsmaterial 3 auf dem mit Kleber benetzten Teil des Oberflächenbereichs 5 des Werkstücks 2 anzudrücken, ist ferner eine Andruckvorrichtung 7 vorgesehen, welche insbesondere eine Druckrolle 8 beinhaltet. Weiterhin weist die Kantenanleimmaschine 1 ein Trennmesser 9 auf, um das Beschichtungsmaterial 3 entsprechend ablängen zu können. Um weiteres Beschichtungsmaterial 3a bereitstellen zu können, weist die Kantenanleimmaschine 1 zudem ein Magazin 10 auf, welches einen Vorrat an Beschichtungsmaterial 3a hält.
- Die aus
Fig. 1 hervorgehende und im Stand der Technik bekannte Kantenanleimmaschine 1 weist in den Bereichen der Kleberangabe 6 und der Andruckvorrichtung 7 jeweils einen Einbauraum 11, 12 auf, welche nach dem Entfernen der Kleberangabe 6 zur Aufnahme eines erfindungsgemäßen Aktivierungsmoduls dienen können. - Die nachfolgend beschriebene und aus den weiteren Figuren hervorgehende Aktivierungsmodul einer Beschichtungsvorrichtung kann vor diesem Hintergrund als eigenständige Beschichtungsvorrichtung 13 oder aber als mit dem erfindungsgemäßen Aktivierungsmodul umgerüstete Kantenanleimmaschine 1 aus
Fig. 1 angesehen werden. Folglich beziehen sich die nachfolgenden Ausführungen auf beide mögliche Varianten. -
Fig. 2 zeigt eine Beschichtungsvorrichtung 13, welche zum Beschichten des Oberflächenbereichs 5 des hier nicht näher dargestellten Werkstücks 2 mit einem durch ein erwärmtes Gas 14a aktivierbaren Beschichtungsmaterial 3. - Die Beschichtungsvorrichtung 13 weist neben der insbesondere als Andruckrolle ausgebildeten Andruckvorrichtung 7 das erfindungsgemäße Aktivierungsmodul 15 auf, welches ein Gebläse 16 und wenigstens zwei Heizeinrichtungen 17, wobei das Schnittbild nur eine zeigt, zur Erwärmung des Gases 14b umfasst. Wie zu erkennen, verläuft eine Strömungsrichtung b des Gases 14a, 14b dabei von dem Gebläse 16 zum Beschichtungsmaterial 3 hin. Besagte Strömungsrichtung b wird durch wenigstens zwei Heißgaskanäle 18 vorgegeben, welcher im Bereich der Andruckvorrichtung 7 angeordnet und entsprechend fluidleitend mit dem Gebläse 16 verbunden sind. Erfindungsgemäß ist die jeweilige Heizeinrichtung 17 innerhalb des jeweiligen Heißgaskanals 18 angeordnet. Weiterhin weist der Heißgaskanal 18 einen keilförmigen Endabschnitt 19 auf, welcher einen Auslassbereich 20 für das erwärmte Gas 14a besitzt.
- Hierdurch ist der Heißgaskanal 18 dazu ausgebildet, um einen zu aktivierenden Bereich 21 des Beschichtungsmaterials 3 mit dem erwärmten Gas 14a unmittelbar anzuströmen.
- Das dem Heißgaskanal 18 und anschließend der Andruckvorrichtung 7 zuzuführende Beschichtungsmaterial 3 weist eine parallel zum Auslassbereich 20 verlaufende Zufuhrrichtung c auf. Vorliegend sind vor der Andruckvorrichtung 7 zusätzliche Umlenkrollen 22 angeordnet, so dass der weitere Verlauf des zuzuführenden Beschichtungsmaterials 3 von seinem Ursprung aus dem hier nicht näher gezeigten Magazin 10 her leicht gegenüber der Zuführrichtung c geneigt ist.
- Wie zu erkennen schließen die Strömungsrichtung b des Heißgaskanals 18 und die Zuführrichtung c des Beschichtungsmaterials 3 zu der Andruckvorrichtung 7 hin einen Winkel d kleiner 90° zwischen sich ein. Durch den keilförmigen Endabschnitt 19 des Heißgaskanals 18 verläuft dessen freies Ende dabei parallel zu der Zuführrichtung c des Beschichtungsmaterials 3.
- Weiterhin umfasst das Aktivierungsmodul 13 bzw. die Beschichtungsvorrichtung 1 einen mit dem Heißgaskanal 18 korrespondierenden Abgasschacht 22. Der Abgasschacht 22 ist in Bezug auf seine Einmündung trichterförmig aufgebaut und so vor dem Auslassbereich 20 des Heißgaskanals 18 angeordnet, dass der Abgasschacht 22 das aus dem Heißgaskanal 18 ausströmende erwärmte Gas 14a nach dem Anströmen des Beschichtungsmaterials 3 aufnehmen und über eine Leitung 23 ableiten kann. Hierzu ist der Abgasschacht 22 unter Ausbildung eines Zuführspalts 24 gegenüber dem Heißgaskanal 18 angeordnet. Auf diese Weise kann das Beschichtungsmaterial 3 durch den Zuführspalt 24 hindurch zu der Andruckvorrichtung 7 geführt werden, wobei es unmittelbar zuvor über das erwärmte Gas 14a aktiviert wird.
-
Fig. 3 zeigt einen Detailausschnitt des Aktivierungsmoduls 15 ausFig. 2 bzw. der Beschichtungsvorrichtung 13 in einer Seitenansicht. Vorliegend wird ein erfindungsgemässer Heissgaskanal 18 gezeigt. In dieser teilweise geschnittenen Darstellung ist ersichtlich, dass der Heißgaskanal 18 in wenigstens zwei Kanäle 25, 26 unterteilt ist. Hierzu ist im Inneren des Heißgaskanals 18 eine Trennwand 27 angeordnet, welche den Heißgaskanal 18 in einen vorliegend oberen Kanal 25 und einen unteren Kanal 26 unterteilt. Weiterhin ist innerhalb des Heißgaskanals 18 ein Verschlussmittel 28 angeordnet. Das Verschlussmittel 28 ist dabei so zwischen den beiden Kanälen 25, 26 angeordnet, dass diese entweder getrennt voneinander oder gemeinsam gegenüber dem Gebläse 16 verschließbar sind. - Die hier gezeigte erfindungsgemäße Ausgestaltung des Heißgaskanals 18 sieht vor, dass jeder einzelne der Kanäle 25, 26 des Heißgaskanals 18 eine eigene Heizeinrichtung 17 besitzt. Die vorliegend zwei Heizeinrichtungen 17 sind in nicht näher gezeigter Art und Weise entweder getrennt voneinander oder gemeinsam zu betreiben.
- Aus
Fig. 4 geht nochmals in vergrößerter Darstellung ein Abschnitt des Heißgaskanals 18 in einer weiteren Variante hervor. Wie zu erkennen ist vorliegend die Heizeinrichtung 17 nicht mittig sondern endseitig des Heißgaskanals 18 angeordnet. Hierdurch erstreckt sich die Heizeinrichtung 17 innerhalb des Heißgaskanals 18 bis zu dessen Auslassbereich 20 hin. -
Fig. 5 zeigt eine Ansicht auf den bzw. die Auslassbereiche 20 des Heißgaskanals 18 ausFig. 3 . In beiden Kanälen 25, 26 sind die jeweiligen Heizeinrichtungen 17 mit unterbrochenen Linien angedeutet. In der Darstellung vonFig. 5 ist verdeutlicht, dass die jeweiligen Auslassbereiche 20 der einzelnen Kanäle 25, 26 einzelne Öffnungen 29 besitzen, aus welchen heraus das erwärmte Gas 14a strömen kann.
Claims (4)
- Aktivierungsmodul mit einer Vorrichtung (13) zum Beschichten eines Oberflächenbereichs (5) eines Werkstücks (2) mit einem Beschichtungsmaterial (3), bei welcher das Beschichtungsmaterial (3) durch ein erwärmtes Gas (14a) aktivierbar ist, umfassend ein Gebläse (16) und eine Heizeinrichtung (17) zur Erwärmung des Gases (14a), sowie eine Andruckvorrichtung (7), welche dazu ausgebildet ist, um einen durch das erwärmte Gas (14a) aktivierten Bereich (21) des Beschichtungsmaterials (3) an wenigstens einen Teilbereich des zu beschichtenden Oberflächenbereichs (5) zu drücken, wobei im Bereich der Andruckvorrichtung (7) ein fluidleitend mit dem Gebläse (16) verbundener Heißgaskanal (18) vorgesehen ist, welcher einen Auslassbereich (20) für das erwärmte Gas (14a) besitzt und dazu ausgebildet ist, um den zu aktivierenden Bereich (21) des Beschichtungsmaterials (3) mit dem erwärmten Gas (14a) unmittelbar anzuströmen, wobei die Heizeinrichtung (17) zumindest abschnittsweise innerhalb des Heißgaskanals (18) angeordnet ist und der Auslassbereich (20) endseitig des Heißgaskanals (18) angeordnet ist, wobei sich die Heizeinrichtung (17) innerhalb des Heißgaskanals (18) bis zu seinem Auslassbereich (20) hin erstreckt, wobei der Heißgaskanal (18) mittels einer im Heißgaskanal (18) angeordneten Trennwand (27) in wenigstens zwei Kanäle (25, 26) unterteilt ist, dadurch gekennzeichnet dass der Heißgaskanal (18) ein Verschlussmittel (28) aufweist, welches dazu ausgebildet ist, um die wenigstens zwei Kanäle (25, 26) entweder getrennt voneinander oder gemeinsam gegenüber dem Gebläse (16) zu verschließen und dass jeder der Kanäle (25, 26) des Heißgaskanals (18) eine eigene Heizeinrichtung (17) besitzt, wobei die wenigstens zwei Heizeinrichtungen (17) entweder getrennt voneinander oder gemeinsam zu betreiben sind und jeweils eine Mehrzahl Heizelemente aufweisen und die Heizelemente zur Einstellung einer vorgegebenen Temperatur oder Temperaturverteilung insbesondere separat voneinander steuerbar oder/und regelbar sind.
- Aktivierungsmodul nach Anspruch 1,
gekennzeichnet durch einen mit dem Heißgaskanal (18) korrespondierenden Abgasschacht (22), welcher dazu ausgebildet ist, das aus dem Heißgaskanal (18) ausströmende erwärmte Gas (14a) nach dem Anströmen des Beschichtungsmaterials (3) aufzunehmen und abzuleiten. - Aktivierungsmodul nach Anspruch 2,
dadurch gekennzeichnet,
dass der Abgasschacht (22) unter Ausbildung eines Zuführspalts (24) gegenüber dem Heißgaskanal (18) angeordnet ist, wobei das Beschichtungsmaterial (3) durch den Zuführspalt (24) hindurch zu der Andruckvorrichtung (7) führbar ist. - Aktivierungsmodul nach einem der vorigen Ansprüche,
dadurch gekennzeichnet,
dass eine Strömungsrichtung (b) des Heißgaskanals (18) und eine Zuführrichtung (c) des Beschichtungsmaterials (3) zu der Andruckvorrichtung (7) hin einen Winkel (d) kleiner 90° zwischen sich einschließen, wobei der Heißgaskanal (18) einen keilförmigen Endabschnitt (19) besitzt, welcher derart ausgebildet ist, dass dessen freies Ende parallel zur Zuführrichtung (c) des Beschichtungsmaterials (3) verläuft.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL14002337T PL2832509T3 (pl) | 2013-07-30 | 2014-07-08 | Moduł aktywacyjny dla urządzenia do powlekania z urządzeniem do powlekania |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013012644.4A DE102013012644A1 (de) | 2013-07-30 | 2013-07-30 | Beschichtungsvorrichtung sowie Aktivierungsmodul für eine Beschichtungsvorrichtung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2832509A1 EP2832509A1 (de) | 2015-02-04 |
| EP2832509B1 true EP2832509B1 (de) | 2019-10-30 |
| EP2832509B8 EP2832509B8 (de) | 2019-12-18 |
Family
ID=51210203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14002337.5A Active EP2832509B8 (de) | 2013-07-30 | 2014-07-08 | Aktivierungsmodul für eine Beschichtungsvorrichtung mit einer Beschichtungsvorrichtung |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2832509B8 (de) |
| DE (1) | DE102013012644A1 (de) |
| ES (1) | ES2764123T3 (de) |
| PL (1) | PL2832509T3 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015004015A1 (de) | 2015-03-25 | 2016-09-29 | Christof Schulte-Göbel | Aktivierungseinrichtung für eine Vorrichtung zur Aufbringung von insbesondere kleberlos wärmeaktivierbaren Kantenstreifen auf plattenartige Werkstücke |
| WO2017123101A1 (en) * | 2016-01-15 | 2017-07-20 | Hyfuse Limited | An edge-banding apparatus and method |
| FI129331B (fi) * | 2017-03-07 | 2021-12-15 | Lemtapes Oy | Menetelmä ja laite liima-aineen aktivoimiseksi |
| DE102019113270A1 (de) * | 2019-05-20 | 2020-11-26 | Homag Gmbh | Heißgaseinrichtung zum Bereitstellen von Heißgas sowie Beschichtungsvorrichtung und Verfahren zum Beschichten von Werkstücken |
| DE102019114105A1 (de) * | 2019-05-27 | 2020-12-03 | Homag Gmbh | Verfahren und Vorrichtung zum Beschichten von Werkstücken |
| DE102020131506A1 (de) * | 2020-11-27 | 2022-06-02 | Homag Gmbh | Vorrichtung und Verfahren zum Beschichten eines Werkstücks |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191512694A (en) * | 1915-09-03 | 1916-09-04 | Arthur Francis Berry | Improvements in or relating to Apparatus for Heating and otherwise Treating the Air Supply to Buildings and the like. |
| FR2218537A1 (de) * | 1973-02-20 | 1974-09-13 | Petz Elektro Waerme Techn | |
| DE3732157A1 (de) * | 1987-09-24 | 1989-05-18 | Thomas Hebel | Umleimer-klebegeraet |
| US20040252986A1 (en) * | 2003-06-10 | 2004-12-16 | Hitoshi Ito | Electrical heater, heating heat exchanger and vehicle air conditioner |
| WO2007091749A1 (en) * | 2006-02-10 | 2007-08-16 | Sung-Il Kim | Induction heating element for electric hot air heater and electric heater using the same |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2532503B2 (de) * | 1975-07-21 | 1978-02-23 | IMA-Klessmann KG, 4830 Gutersloh | Verfahren zum anleimen von kantenmaterial an die kanten plattenfoermiger werkstuecke aus holzwerkstoff |
| US4222812A (en) * | 1978-06-29 | 1980-09-16 | Lof Plastics, Inc. | Hot air edge banding machine |
| EP2243619B2 (de) | 2009-04-22 | 2022-03-16 | Homag Holzbearbeitungssysteme AG | Vorrichtung und Verfahren zum Beschichten von Werkstücken |
| DE102011015898B4 (de) | 2011-04-01 | 2016-10-06 | Christof Schulte-Göbel | Schmalflächenbeschichtungsvorrichtung und Verfahren zum Aufbringen einer kleberfrei wärmeaktivierbaren Kantenbeschichtung mittels Heißluft oder Heißgas |
| DE102012213796B4 (de) * | 2012-08-03 | 2021-03-25 | Brandt Kantentechnik Gmbh | Verfahren und Vorrichtung zum Beschichten von Werkstücken |
-
2013
- 2013-07-30 DE DE102013012644.4A patent/DE102013012644A1/de not_active Withdrawn
-
2014
- 2014-07-08 EP EP14002337.5A patent/EP2832509B8/de active Active
- 2014-07-08 PL PL14002337T patent/PL2832509T3/pl unknown
- 2014-07-08 ES ES14002337T patent/ES2764123T3/es active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191512694A (en) * | 1915-09-03 | 1916-09-04 | Arthur Francis Berry | Improvements in or relating to Apparatus for Heating and otherwise Treating the Air Supply to Buildings and the like. |
| FR2218537A1 (de) * | 1973-02-20 | 1974-09-13 | Petz Elektro Waerme Techn | |
| DE3732157A1 (de) * | 1987-09-24 | 1989-05-18 | Thomas Hebel | Umleimer-klebegeraet |
| US20040252986A1 (en) * | 2003-06-10 | 2004-12-16 | Hitoshi Ito | Electrical heater, heating heat exchanger and vehicle air conditioner |
| WO2007091749A1 (en) * | 2006-02-10 | 2007-08-16 | Sung-Il Kim | Induction heating element for electric hot air heater and electric heater using the same |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2832509A1 (de) | 2015-02-04 |
| PL2832509T3 (pl) | 2020-05-18 |
| ES2764123T3 (es) | 2020-06-02 |
| DE102013012644A1 (de) | 2015-02-05 |
| EP2832509B8 (de) | 2019-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2832509B1 (de) | Aktivierungsmodul für eine Beschichtungsvorrichtung mit einer Beschichtungsvorrichtung | |
| EP2782725B1 (de) | DÜSENANORDNUNG FÜR EINE KANTENSTREIFENAUFBRINGVORRICHTUNG ZUR BEAUFSCHLAGUNG EINES KLEBERLOSEN WÄRMEAKTIVIERBAREN ODER MIT HEIßKLEBER BESCHICHTETEN KANTENSTREIFENS ODER WERKSTÜCKS MIT HEIßLUFT UND KANTENSTREIFENAUFBRINGVORRICHTUNG MIT EINER DÜSENANORDNUNG | |
| DE102011015898B4 (de) | Schmalflächenbeschichtungsvorrichtung und Verfahren zum Aufbringen einer kleberfrei wärmeaktivierbaren Kantenbeschichtung mittels Heißluft oder Heißgas | |
| EP2826136A2 (de) | Lamellenpaket und verfahren zu seiner herstellung | |
| EP2799793B1 (de) | Werkstückbeschichtungsmaschine mit Heißgaserzeugungseinrichtung | |
| AT516455B1 (de) | Kantenanleimvorrichtung | |
| EP2433769A1 (de) | Vorrichtung zum Beschichten eines Werkstücks | |
| DE202015005977U1 (de) | Aktivierungseinrichtung für eine Vorrichtung zur Aufbringung von insbesondere kleberlos wärmeaktivierbaren Kantenstreifen auf plattenartige Werkstücke | |
| EP1547099B1 (de) | Bestrahlungsvorrichtung und Verfahren zu ihrem Betrieb | |
| EP2681033B1 (de) | Verfahren und vorrichtung zum herstellen von säcken, deren wandungen gerecktes polyolefinmaterial enthalten | |
| DE102012007707B4 (de) | Kühlgerät für die Schaltschrankkühlung | |
| EP0014249A1 (de) | Kühlvorrichtung zur Kühlung von elektrischen Bauelementen, insbesondere von integrierten Bausteinen | |
| DE10342723B4 (de) | Wärmetauschervorrichtung | |
| DE202012012859U1 (de) | Schmalflächenbeschichtungsvorrichtung zum Aufbringen einer kleberfrei wärmeaktivierbaren Kantenbeschichtung mittels Heißluft oder Heißgas | |
| DE4233611C2 (de) | Membranpresse | |
| DE102006033007B3 (de) | Vorrichtung zur Luftkühlung von Presssträngen | |
| EP1923202A1 (de) | Verfahren und Vorrichtung zum Herstellen eines Schlauchbeutels | |
| EP3168031B1 (de) | Heizvorrichtung, insbesondere für eine kantenstreifenaufbringvorrichtung oder für eine schneidvorrichtung zum schneiden von folien oder werkstücken aus kunststoff oder hartschaum oder für eine vorrichtung zum schweissen von werkstücken | |
| EP2362174A1 (de) | Vorrichtung zum Kühlen von Schüttgut | |
| DE10150041B4 (de) | Austrag-Kühleinrichtung für eine Druckmaschine | |
| EP3095588B1 (de) | Düsenanordnung für eine kantenstreifenaufbringvorrichtung zur beaufschlagung eines kleberlosen, wärmeaktivierbaren oder mit heisskleber beschichteten kantenstreifens oder werkstücks mit einem heizmedium und kantenstreifenaufbringvorrichtung mit einer düsenanordnung | |
| EP3753710B1 (de) | Optimierte kühleinrichtung, vorrichtung und verfahren zum herstellen von tubenkörpern | |
| EP4194412A1 (de) | Ofensystem zur erwärmung von verbundglasscheiben | |
| DE102016100602A1 (de) | Vorrichtung und Verfahren zum kontinuierlichen Aufbringen einer Folie auf ein profilförmiges Werkstück | |
| EP0314906A2 (de) | Verfahren und Vorrichtung zur Herstellung mehrschichtiger folienartiger Bahnen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 17P | Request for examination filed |
Effective date: 20140708 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20150723 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170313 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190621 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1195643 Country of ref document: AT Kind code of ref document: T Effective date: 20191115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014012925 Country of ref document: DE |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: IMA SCHELLING DEUTSCHLAND GMBH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PK Free format text: BERICHTIGUNG B8 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200302 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200131 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200130 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200229 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2764123 Country of ref document: ES Kind code of ref document: T3 Effective date: 20200602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014012925 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20200731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200708 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1195643 Country of ref document: AT Kind code of ref document: T Effective date: 20200708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200708 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191030 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230517 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20230629 Year of fee payment: 10 Ref country code: NL Payment date: 20230720 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230731 Year of fee payment: 10 Ref country code: GB Payment date: 20230628 Year of fee payment: 10 Ref country code: ES Payment date: 20230821 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230718 Year of fee payment: 10 Ref country code: DE Payment date: 20230713 Year of fee payment: 10 Ref country code: BE Payment date: 20230719 Year of fee payment: 10 |