EP2722406A1 - Stahl für Gussform mit ausgezeichneter Wärmeleitfähigkeit, Spiegelpolier-Eigenschaften und Zähigkeit - Google Patents
Stahl für Gussform mit ausgezeichneter Wärmeleitfähigkeit, Spiegelpolier-Eigenschaften und Zähigkeit Download PDFInfo
- Publication number
- EP2722406A1 EP2722406A1 EP13166415.3A EP13166415A EP2722406A1 EP 2722406 A1 EP2722406 A1 EP 2722406A1 EP 13166415 A EP13166415 A EP 13166415A EP 2722406 A1 EP2722406 A1 EP 2722406A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel
- die
- thermal conductivity
- hardness
- molding die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 0 CC(C(*)C(CC(*)*(C)C)N)O Chemical compound CC(C(*)C(CC(*)*(C)C)N)O 0.000 description 2
- XDTMQSROBMDMFD-UHFFFAOYSA-N C1CCCCC1 Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
Definitions
- the present invention relates to a steel for a molding die, which is excellent in thermal conductivity, mirror polishing properties and toughness, and particularly to a steel for a molding die, which is suitable as a material for a plastic molding die.
- the material for a die for molding plastic products is required to have good appearance with surface smoothness and glossiness, the material for the die is required to have high mirror polishing properties, which makes it possible to finish a molding surface into a smooth and mirror-like surface when the die is constructed.
- the die material In order to finish the die, particularly the molding surface thereof, into a beautiful mirror-like surface, the die material is necessary to have high mirror polishing properties. For that purpose, it is necessary to decrease the amount of C to be added to the die material.
- the C amount When the C amount is large, the amount of carbides formed in a steel material is also increased.
- the carbides are liable to appear on the surface of the die produced from such a steel material.
- the die surface is mirror polished, the carbides drop off to form holes there as drop-off traces, and when the plastic product is molded, the holes are transferred to the product side to cause a disadvantage of impairing beauty of the product surface, thereby losing the commodity value thereof.
- Patent Document 1 shows the invention of "Corrosion-Resistant Steel for Plastic Molding Die” and discloses that an intermetallic compound of Cu, Ni and Al is allowed to be precipitated at the time of tempering with the C amount decreased as small as 0.02 to 0.2%, thereby enhancing the hardness of the steel.
- Cu and Ni are added in large amounts, and particularly, Al is added in an amount as large as 0.5% or more, thereby allowing the intermetallic compound to be precipitated in large amounts.
- the cost is increased by increases in the added amounts of the alloy components, and the toughness becomes insufficient by addition of a large amount of Al.
- Patent Document 1 is silent on enhancement of a cooling performance of the die, which is important for product molding in high cycles (reduction in cycle time), and a countermeasure therefor is not particularly taken.
- the content of Si which plays an important role at the time of cooling the die is large (although described to be 1.5% or less in the claims, the lower limit thereof is 0.3% in the examples, and no content lower than this limit is disclosed therein).
- Si is contained in an amount as large as 0.3% or more, the cooling performance of the die after injection becomes insufficient, and it is difficult to realize the molding in higher cycles than ever before.
- Patent Document 2 shows the invention of "Steel for High-Strength Die Excellent in Machinability" and discloses a steel for a die for molding a plastic product and the like, in which the hardness of the steel is enhanced by a precipitation effect of Cu and precipitation of an intermetallic compound ofNi and Al, with the C amount decreased as small as 0.005 to 0.1 %.
- the intermetallic compound of Ni and Al is also allowed to be precipitated in large amounts.
- Ni is described to be 4.0% or less and Al is described to be 0.1 to 2.0% in the claims.
- the lower limit of A1 is 0.74% in the examples, and in all of the examples, the Al amount is larger than this limit.
- the lower limit thereof is 1.78% in the examples, and in all of the examples, Ni is added in larger amounts than this limit.
- Cu the lower limit thereof is described to be 3.5% or less in the claims.
- the lower limit thereof in the examples is 0.77%, and in all of the examples, the Cu amount is larger than this limit.
- Patent Document 2 is also silent on enhancement of the cooling performance of the die, which becomes important for product molding in high cycles, and a countermeasure therefor is not particularly taken.
- Patent Document 2 a large amount of Si is contained (although described to be 1.5% or less in the claims, the lower limit thereof is 0.28% in the examples, and no content lower than this limit is disclosed therein).
- the invention has been made for the purpose of providing a steel for a molding die, which is high in thermal conductivity, excellent in mirror polishing properties and also excellent in toughness.
- the present invention provides the followings.
- the steel for a molding die according to any one of items 1 to 4 above, further comprising, by mass%, at least one of: 0.003 ⁇ S ⁇ 0.050 , 0.0005 ⁇ Ca ⁇ 0.2000 , 0.30 ⁇ Se ⁇ 0.50 , 0.005 ⁇ Te ⁇ 0.100 , 0.01 ⁇ Bi ⁇ 0.30 and 0.30 ⁇ Pb ⁇ 0.50.
- the invention is characterized by that in a steel in which the hardness is secured by aging precipitation of Cu, Ni and A1 with the added amount of C decreased, the added amounts of Cu, Ni and Al are decreased with exertion of secondary hardening based on addition of Mo and V.
- the present inventors have examined the added amounts of Cu, Ni and Al necessary for obtaining the steel having a predetermined hardness. As a result, it has been found that even when the added amounts of Cu, Ni and Al are decreased more than those of a conventional steel, the desired hardness such as 35 to 45 HRC can be sufficiently realized.
- the invention has been made under such a finding.
- the added amounts of Cu, Ni and Al can be decreased, the material cost can be reduced, and machinability of the steel is improved, which makes it possible to reduce the processing cost.
- the invention is characterized by that Al as an element for forming an intermetallic compound is restricted as low as less than 0.50%.
- Al as an element for forming an intermetallic compound is restricted as low as less than 0.50%.
- the toughness is decreased by the aging precipitation of the intermetallic compound.
- Al not used for the aging precipitation is solid-dissolved into a matrix to decrease the toughness of the matrix itself.
- the toughness of the steel is decreased, the die constructed by using the steel becomes liable to be cracked. In the invention, therefore, the toughness of the steel is secured high by restricting the added amount of Al small.
- the invention is also characterized by that the mirror polishing properties of the steel can be enhanced by decreasing the added amount ofNi as an element which forms the intermetallic compound together with A1.
- Ni is an element which is easily segregated in a stripe form in the steel, and when segregation of Ni occurs in such a form, Ni-rich portions and Ni-poor portions are alternately generated in the steel.
- the Ni-rich portions are different from the Ni-poor portions in mechanical properties such as hardness and toughness, so that striped (streaky) unevenness occurs in the steel at the time when mirror polishing is performed.
- the invention is further greatly characterized by that the added amount of Si is decreased, thereby securing the thermal conductivity of the steel high.
- a cooling performance of the die is enhanced to improve heat dissipation of the die at the time of injection molding, thereby being able to reduce the time per cycle of molding. That is to say, product molding by injection molding can be performed in high cycles, whereby productivity can be increased.
- the steel of the invention is particularly suitable for a material for a die for forming plastic products, but is also suitable for a material for a die other than the die for plastic molding, for example, a material for a die for producing (molding) rubber products.
- each numerical value associated with inequality sign means the amount of the element in terms of % by mass.
- 0.040 ⁇ C ⁇ 0.100 indicates that the amount of C is more than 0.040% by mass and less than 0.100% by mass. Same shall apply to the others.
- machinability When Si ⁇ 0.03, the machinability is significantly deteriorated. When Si ⁇ 0.28, the thermal conductivity is largely decreased.
- the preferred range is 0.05 ⁇ Si ⁇ 0.27 which is excellent in the balance of the machinability and the thermal conductivity.
- Fig. 1 and Table 1 show the machinability after 0.078C-1.19Mn-0.72Cu-1.21Ni-4.02Cr-0.40Mo-0.10V-0.40Al-Si steel was soaked at 900°C for 3 hours and thereafter quenched, followed by tempering at 510°C for 5 hours, with respect to the Si amount.
- a material for evaluation of the machinability had a hardness of 39 to 42 HRC, and the shape thereof was a square bar of 55 mm ⁇ 55 mm ⁇ 200 mm.
- the time point when the major flank maximum wear amount of a cutting tool reached 300 ⁇ m was judged as the lifetime (machinability).
- the longer cutting distance is preferred because of better cutting.
- Si ⁇ 0.03 the cutting distance is extremely short.
- Si>0.05 wear can be more stably suppressed.
- Fig. 2 and Table 2 show the thermal conductivity at room temperature after the steels of the invention were soaked at 900°C for 3 hours and thereafter quenched, followed by tempering at 510°C for 5 hours, with respect to the Si amount.
- the steel materials were the following three kinds:
- a material for evaluation of the thermal conductivity had a hardness of 39 to 42 HRC, and the shape thereof was a small disk of 10 mm diameter ⁇ 2 mm.
- the higher thermal conductivity is preferred, because the die formed is more excellent in cooling performance.
- the thermal conductivity varies according to the components of the steel material, a tendency of an increase in thermal conductivity with a decrease in Si is the same. In all steel grade systems, an inflection point of an increase in thermal conductivity appeared in Si ⁇ 0.28. That is to say, in order to keep the thermal conductivity of that component system high, Si ⁇ 0.28 is necessary. When Si ⁇ 0.27, high thermal conductivity is more stably obtained. When Si ⁇ 0.05, the thermal conductivity shows a tendency of saturation.
- a measure for judging whether the die formed is high in cooling performance or not is whether the thermal conductivity of the steel material at 200°C is 26 W/(m ⁇ K) or more or not.
- the reason for paying attention to 200°C is that during an injection molding process, the temperature of a die surface is within the range of 30 to 300°C, particularly around 200°C, in many cases.
- the steel material having a thermal conductivity of 28 W/(m ⁇ K) or more at 200°C is preferred.
- the thermal conductivity is 26 W/(m ⁇ K) or more
- the cooling performance is considerably high.
- the thermal conductivity becomes somewhat low. Nevertheless, it is preferred that the steel material has a thermal conductivity of 26 W/(m ⁇ K) or more at 200°C.
- the problems described above are solved, and the die can be efficiently cooled. That is to say, by increasing the thermal conductivity of the die, the sufficient cooling effect can be obtained without putting the cooling holes extremely close to the die surface. For this reason, the problem of early cracking of the die is hard to occur. Further, no special equipment is necessary for production of the die, and it is possible to produce the die in the same process as conventionally used. It is an outstanding characteristic of the invention to balance the thermal conductivity with the other characteristics as described above.
- Mn hardenability during quenching is insufficient.
- Mn 1.45, the thermal conductivity is significantly decreased.
- Mn is easily segregated at the time of coagulation, and significant segmentation has adverse effects on the mirror polishing properties in the case where the die is formed of the steel.
- the preferred range thereof is 1.15 ⁇ Mn ⁇ 1.39 which is excellent in the balance of the hardenability during quenching, the thermal conductivity and the mirror polishing properties.
- the aging precipitation of Cu is an effective means for securing the strength of low-C steel.
- Conventional steels utilizing the aging precipitation of Cu contain 1 to 3% of Cu in many cases.
- the sufficient strength can be obtained by a combination of the secondary precipitation of the carbide with the aging precipitation of the intermetallic compound (composed of Ni and Al).
- Ni ⁇ 0.30 an effect of improving the hardenability during quenching is small.
- Ni ⁇ 1.78 the material cost is extremely increased.
- Ni is easily segregated at the time of coagulation, and significant segmentation has adverse effects on the mirror polishing properties in the case where the die is formed of the steel.
- the preferred range thereof is 0.39 ⁇ Ni ⁇ 1.55 which is excellent in the balance of the hardenability during quenching, the cost and the mirror polishing properties.
- V ⁇ 0.02 it is difficult to obtain a hardness of 35 HRC or more which is necessary for securing the high mirror surface properties, particularly when the tempering temperature is high.
- V ⁇ 0.50 the impact value and the mechanical fatigue strength are significantly decreased.
- the preferred range thereof is 0.05 ⁇ V ⁇ 0.40 which is excellent in the balance of the hardness and the impact value.
- Fig. 3 shows the HRC hardness at room temperature after 0.080C-0.19Si-1.23Mn-0.72Cu-1.20Ni-4.OlCr-0.38Mo-0.12V-Al steel was soaked at 900°C for 3 hours and thereafter quenched, followed by tempering at 525°C for 5 hours, with respect to the Al amount.
- a hardness of 35 HRC or more which is necessary for securing the high mirror surface properties, it is necessary to be Al>0.10, and when Al>0.14, the hardness is more stably obtained.
- Fig. 4 shows the impact value evaluated by performing a Charpy impact test using a JIS No. 3 impact test specimen of 10 mm ⁇ 10 mm ⁇ 55 mm, after a square bar of 11 mm ⁇ 11 mm ⁇ 55 mm of 0.080C-0.19Si-1.23Mn-0.72Cu-1.20Ni-4.01Cr-0.38Mo-0.12V-Al steel was soaked at 900°C for 3 hours and thereafter quenched by rapid cooling, followed by tempering at 500 to 550°C for 5 hours to obtain a hardness of 39 to 42 HRC, with respect to the Al amount.
- the test temperature was room temperature.
- the larger impact value is preferred because of higher cracking resistance.
- the low impact value poses a problem.
- the steel of the invention in order to solve this problem, it has been studied to decrease Al.
- the impact value is increased by a decrease in Al, and an effect thereof becomes obvious in Al ⁇ 0.5.
- Al ⁇ 0.47 a high impact value is more stably obtained.
- the hardness is effectively obtained by utilizing 3 types of dispersion strengthening mechanisms, specifically, (1) the secondary precipitation of the carbide mainly composed of Mo or V, (2) the aging precipitation of Cu and (3) the aging precipitation of the intermetallic compound composed of Ni and Al.
- Conventional steels utilizing intermetallic compounds contain 2 to 3% of Ni and 1 to 2% of Al in many cases.
- the high impact value is achieved while effectively obtaining the hardness by a combination of (1) with (2) without using Ni and Al in such large amounts.
- the steel of the invention contains C in small amounts, so that it is difficult to secure the strength depending on the tempering temperature.
- W and/or Co is selectively added to maintain the strength.
- W increases the strength by precipitation of a carbide.
- Co increases the strength by solid dissolving thereof into a matrix, and at the same time, contributes to precipitation hardening through changes in carbide morphology. Specifically, at least one of 0.30 ⁇ W ⁇ 4.00 and 0.30 ⁇ Co ⁇ 3.00 is allowed to be contained.
- the die size tends to become large with an increase in size and integration of parts. It is difficult to cool a large-sized die. For this reason, when the large-sized die of a steel material having low hardenability during quenching is quenched, ferrite, pearlite or coarse bainite is precipitated during quenching to deteriorate various characteristics.
- the steel of the invention has considerably high hardenability during quenching, so that such a concern is less likely present.
- the hardenability during quenching can be further enhanced by adding B. Specifically, 0.0001 ⁇ B ⁇ 0.0050 is allowed to be contained.
- a nitride is allowed to be formed with an element having a stronger affinity with N than B to avoid the binding ofB and N.
- Examples of such elements include the respective elements enumerated in item 3 above.
- the elements enumerated in item 3 above have an effect of fixing N, even when present at an impurity level. However, depending on the N amount which can be contained in a manufacturing process, they are preferably added within the ranges defined in item 3 above.
- the steel of the invention is somewhat lower in the Si amount than a steel (Si>0.4) having extremely excellent machinability. For this reason, there is a concern that it becomes difficult to perform machine processing into a die configuration or to make holes.
- S, Ca, Se, Te, Bi and/or Pb are selectively added to improve the machinability. Specifically, at least one of 0.003 ⁇ S ⁇ 0.050, 0.0005 ⁇ Ca ⁇ 0.2000, 0.03 ⁇ Se ⁇ 0.50, 0.005 ⁇ Te ⁇ 0.100, 0.01 ⁇ Bi ⁇ 0.30 and 0.03 ⁇ Pb ⁇ 0.50 is allowed to be contained. For all the elements, addition thereof in amounts exceeding the predetermined amounts causes saturation of the machinability, deterioration of the hot workability (in producing a die material) and deterioration of the impact value or the mirror polishing properties.
- Mn+Cr+0.5Ni>5.00 is adopted, thereby being able to further reduce a risk that ferrite, pearlite or coarse bainite is precipitated during quenching.
- Mn+Cr+0.5Ni ⁇ 6.20 is adopted.
- the range particularly excellent in the balance of the hardenability during quenching and the thermal conductivity is 5.00 ⁇ Mn+Cr+0.5Ni ⁇ 6.20, and the more preferred range is 5.20 ⁇ Mn+Cr+0.5Ni ⁇ 6.05.
- Fig. 5 shows the impact value (2 mm U-notch) of a Charpy impact test at room temperature in a state where the steels of the invention were soaked at 900°C for 3 hours and thereafter quenched, followed by tempering at 520°C for 5 hours to obtain a hardness of 39 to 41 HRC, with respect to the Mn+Cr+0.5Ni amount.
- the materials there are used all the following 22 steel grades:
- steel L also has a relatively high compact value of 21 J/cm 2 , which shows that the component systems of the steels of the invention are excellent in hardenability during quenching.
- steel materials there are many steels having an impact value of 15 J/cm 2 or less. Paying attention to Mn+Cr+0.5Ni>5.00 herein, an increase in the impact value is observed, and it is apparent that this is a region particularly excellent in hardenability during quenching. When Mn+Cr+0.5Ni>5.20, the high thermal conductivity (appropriately 25 J/cm 2 or more) is further stably obtained.
- Fig. 6 shows the relationship between the thermal conductivity at 200°C and Mn+Cr+0.5Ni.
- the materials there are used the same 22 steel grades as in Fig. 5 .
- the thermal conductivity decreases with an increase of alloy elements.
- Steel M also has a relatively high thermal conductivity of 24.4 W/(m ⁇ K), which shows that the component systems of the steels of the invention are excellent in thermal conductivity.
- thermal conductivity 24 W/(m ⁇ K) or less. Paying attention to Mn+Cr+0.5Ni ⁇ 6.20 herein, 28 W/(m ⁇ K) or more is observed, and it is apparent that this is a region of particularly high thermal conductivity.
- 0.5Mo+V>0.19 is adopted, which makes it possible to more easily obtain a hardness of 35 HRC or more.
- 0.5Mo+V ⁇ 0.45 is adopted.
- the range which is particularly excellent in the balance of the above-mentioned characteristics is 0.19 ⁇ 0.5Mo+V ⁇ 0.45. The more preferred range is 0.22 ⁇ 0.5Mo+V ⁇ 0.42.
- Fig. 7 shows the HRC hardness at room temperature after the steels of the invention were soaked at 900°C for 3 hours and thereafter quenched, followed by tempering at 535°C for 5 hours, with respect to the 0.5Mo+V amount.
- materials there are used all the following 22 steel grades:
- Fig. 8 shows the relationship between the impact value and Mo+V.
- the materials there are used the same 22 steel grades as in Fig. 7 .
- the correlation is not simple. The reason for this is that influences of structural refinement, matrix embrittlement and crystallized materials are overlapped one another.
- the impact value is increased up to a certain added amount because of structural refinement.
- an increase in solid solution amount embrittles the matrix, so that the impact value is decreased by excessive addition of Mo.
- V is added, grains are refined up to a certain added amount thereof, resulting in an increase in the impact value.
- the minimal amount thereof may be the amount in any one of the inventive steels as summarized in Table 3.
- the maximum amount thereof may be the amount in any one of the inventive steels as summarized in Table 3.
- the minimal value thereof may be the value in any one of the inventive steels as summarized in Table 3.
- the maximum value thereof may be the value in any one of the inventive steels as summarized in Table 3.
- an injection molding die for plastic products is provided with many water cooling holes for the purpose of a reduction in production time (molding in high cycles).
- the insides of the water cooling holes are under a corrosion environment due to water, and in addition, tensile stress acts thereon.
- a source of tensile stress is thermal stress at the time when a resin is injected or mechanical stress due to deflection of the die at the time of mold cramping or injection.
- Fig. 9 shows a method for testing whether a steel material is easily cracked or not, when the tensile stress acts under the corrosion environment.
- a test specimen is cylindrical and has a diameter of 6 mm, and a notch is formed near the center thereof.
- a notch part has a diameter of 4 mm.
- Materials have the same alloy components as inventive steel 1, comparative steel 2 and comparative steel 3, which are described later.
- the test specimen is supported in a cantilever form, and thereafter, a weight is hung from an end opposite to a fixed side, thereby adding bending force to the test specimen. At this time, the tensile stress always acts on an upper side of the notch part. Then, in this state, water is continuously dropped to the notch part.
- the time from hanging of the weight to breakage of the test specimen is evaluated.
- the time to the breakage is longer, it can be judged to be a more excellent die material in which the water cooling cracking is difficult to occur.
- test specimens are set one by one on 5 testing devices, and evaluation of the same steel grade is performed on all the 5 testing devices in parallel. Then, the time when one of the 5 specimens is broken is recorded as the "breaking time", and the test is finished (even when the remaining 4 specimens are not broken).
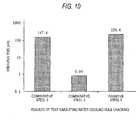
- Fig. 10 shows the breaking time in the case where a load of 44 [N] was put on each of 3 steel grades refined to 39 HRC.
- Inventive steel 1 had a breaking time of about 1.5 times that of comparative steel 2 and about 300 times that of comparative steel 3. That is to say, when the tensile stress acts thereon under the corrosion environment, inventive steel 1 is difficult to be broken, and therefore can be judged as an excellent die material in which the water cooling cracking is difficult to occur.
- steel of the invention is characterized by that the water cooling cracking is difficult to occur. This is because the corrosion resistance is high, which makes it difficult to generate a corroded part, and the toughness is high, which makes it difficult to rapidly develop a crack. Further, the steel material is embrittled by hydrogen entering from water to promote breakage. The main reason for the difficulty of the steel of the invention to be broken is also that the kind and amount of precipitates (the intermetallic compound composed of Ni and Al, aging precipitated Cu and MnS, and the like) which trap hydrogen to render it harmless are proper.
- the steel of the invention is characterized by that the heat treatment hardness is easily adjustable and difficult to depart from a severe hardness standard. Description will be made herein taking as an example the case where a hardness standard within the narrow range of 39 to 41 HRC is required. Materials have the same alloy components as inventive steel 1 and comparative steel 1, which are described later.
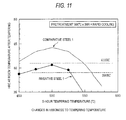
- Fig. 11 shows changes in hardness to the tempering temperature of inventive steel 1 and comparative steel 1.
- comparative steel 1 in order to satisfy the standard of 39 to 41 HRC, it is necessary to soak the steel material within the range of 10°C from 550 to 560°C. Accordingly, tempering conditions to be set are 555°C ⁇ 5 hr.
- the temperature fluctuation range during soaking in a heat treating furnace is generally from 5 to 15°C. Further, even when the temperature fluctuation range during soaking is extremely small, a difference in temperature of 5 to 15°C is generated between positions in the furnace. Addition of both the differences in temperature results in generation of a difference in temperature of up to about 30°C.
- comparative steel 1 is actually heated at 540 to 570°C even when soaking at 555°C is intended.
- this heating condition corresponds to a condition for giving 37 to 42 HRC. That is to say, it is extremely difficult to refine steel 1 for comparison to the narrow range of 39 to 41 HRC, and the hardness in cross-section becomes 37 to 42 HRC.
- the hardness varies according to sites in the steel material, the machinability and the mirror polishing properties are unfavorably deteriorated.
- inventive steel 1 may be heated in a temperature region of 527°C or less, in order to satisfy the standard of 39 to 41 HRC.
- Tempering conditions to be set are, for example, 510°C ⁇ 5 hr. From the problem of the variation in furnace temperature described above, the steel of the invention is actually heated at 495 to 525°C. Nevertheless, a hardness of approximately 40 HRC is obtained.
- the steel of the invention is characterized by that the hardness is easily controllable within the narrow range. This is an effect of making proper the amounts of the carbide containing Cr, Mo or V, the intermetallic compound composed of Ni and Al, and Cu precipitated by adjusting the balance of C-Cr-Mo-V-Cu-Ni-Al, thereby reducing changes in hardness to the tempering temperature.
- This block was reheated at 900°C. After keeping for 3 hours, the block was immersed in oil of 40 to 100°C to perform quenching. Further, the block was kept in a temperature region of 350 to 560°C for 5 hours to adjust the hardness to 35 to 43 HRC by refining. Using a material cut out from near the center of the block after refining, there were evaluated the machinability, the impact value, the thermal conductivity, the mirror surface properties, the weldability, the corrosion resistance, the sensitivity of water cooling hole cracking and variations in hardness. Further, production cost was also evaluated.
- the thermal conductivity is a value measured by a laser flash method at 200°C.
- the larger number is preferred because the die formed is more excellent in cooling performance.
- the mirror polishing properties mean the upper limit grain size which generates no defect (such as undulation, tarnish and pin holes) on a surface of the steel material, when polished with an abrasive with changing the grain size thereof.
- the larger this number the smaller the abrasive grain of the abrasive, which means that the steel material can be finely polished.
- Such a steel material is preferred because of being usable for the higher-grade die.
- the machinability was judged by a wear state of a cutting tool at the time when a cutting distance of 1,000 mm was cut, standardizing the cut amount and the feed rate.
- the case where the wear amount of the cutting tool was small ( ⁇ 150 ⁇ m) and the wear was normal was indicated as ⁇
- the case where the wear amount was large ( ⁇ 300 ⁇ m) was indicated as ⁇
- the case where the wear amount was further increased ( ⁇ 300 ⁇ m) and the abnormal wear was observed was indicated as ⁇
- the case where in addition to the abnormal wear, the tool was chipped was indicated as ⁇ .
- the impact value was judged by the value of a 2 mm U-notch test specimen (JIS No. 3) at room temperature. That is to say, the case where the impact value was 40 J/cm 2 or more was indicated as ⁇ , the case where the impact value was from 30 to less than 40 J/cm 2 was indicated as ⁇ , the case where the impact value was from 20 to less than 30 J/cm 2 was indicated as ⁇ , and the case where the impact value was less than 20 J/cm 2 was indicated as ⁇ .
- the weldability was judged from the results obtained by performing multi-pass welding using a proper welding rod appropriate for the C amount, cutting a welded part, and examining hardness distribution and cracks. That is to say, the case where there were no cracks and no site in which the hardness was significantly decreased was indicated as ⁇ , the case where there were no cracks but a site in which the hardness was decreased was indicated as ⁇ , the case where there were no cracks but a site in which the hardness was largely decreased was indicated as ⁇ , and the case where cracks occurred was indicated as ⁇ .
- the corrosion resistance (weather resistance) was judged from the degree of rust at the time when the mirror-polished material was allowed to stand on the shore in an environment exposed to rain for 1 month. That is to say, the case where the material was hardly rusted or point-like corroded parts were slightly observed was indicated as ⁇ , the case where point-like corroded parts were remarkable was indicated as ⁇ , the case where corroded parts were connected together to form rust widely spread was indicated as ⁇ , and the case where a rust region was further spread to decrease a metallic luster part was indicated as ⁇ .
- the sensitivity of water cooling hole cracking was evaluated by the test method described above. The test was performed putting a load of 90% of the bending breaking strength on all the materials. The breaking time in this case was evaluated as the sensitivity of water cooling hole cracking.
- the variation in hardness is a difference between the maximum value and the minimum value of the HRC hardness measured at 5 places (near 4 corners and the center) on a surface of a block material.
- the respective sites of the block material do not have the same hardness under the influence of the variation in furnace temperature.
- the variation in hardness was evaluated.
- the smaller variation in hardness means that the hardness falls in a narrower range even when the furnace temperature fluctuates, so that such a material is a steel material which is easily controllable in hardness.
- the steels of the invention have high thermal conductivity and mirror polishing properties as basic performances, and are also excellent in the other characteristics and cost performance. Further, the average hardness at room temperature is also within the range of 35 to 45 HRC.
- the breaking time in the test which simulates the water cooling hole cracking exceeds 100 hours. There are no steels of the invention which are broken within several hours or tens of hours, so that it is considered that the water cooling hole cracking is difficult to occur.
- the variation in hardness falls within 3. In particular, in all the steels except for inventive steels 18 to 22, the variation in hardness is within 2. That is to say, even when a narrow hardness standard is required, the steels of the invention can comply therewith.
- Comparative steel 1 is excellent in mirror polishing properties, and also high in thermal conductivity and machinability. On the other hand, it has defects in impact value and corrosion resistance, which causes problems of cracking and rust. Comparative steel 2 is excellent in mirror polishing properties and also good in weldability. On the other hand, it has defects in thermal conductivity and impact value, which causes problems of deficiency in cooling performance of the die and cracking. Comparative steel 3 is a steel material fairly well balanced. However, the cooling performance of the die is deficient because of its low thermal conductivity. In nowadays in which molding in high cycles has been demanded, this is a fetal defect. Further, the cost is not cheap, and expensive for the steel material characteristics.
- Comparative steel 4 is high in thermal conductivity and also good in machinability. On the other hand, it has defects in corrosion resistance and mirror polishing properties, so that the range of application thereof is considerably limited. Comparative steel 5 is excellent in mirror polishing properties and also good in corrosion resistance. On the other hand, it has defects in machinability and thermal conductivity, which causes problems of difficulty of die machining and deficiency in cooling performance of the die. Comparative steel 6 is excellent in mirror polishing properties and also good in corrosion resistance. On the other hand, it has defects in machinability, impact value, weldability and thermal conductivity, which causes problems of difficulty of die machining or repairs and further deficiency in cooling performance of the die.
- the breaking time in the test which simulates the water cooling hole cracking is as extremely low as less than 40 hours. Such steels are considered to be at high risk of occurrence of the water cooling hole cracking. Furthermore, in some steels, the variation in hardness exceeds 3, and when a narrow hardness standard is required, such steels are difficult to comply therewith.
- comparative steels have problems in characteristics and cost.
- Inventive steels have high thermal conductivity and mirror polishing properties while securing a hardness of 35 HRC or more, and are also excellent in the other characteristics and cost performance. These are effects achieved by making the Si amount proper and a proper combination of 3 types of dispersion strengthening mechanisms.
- the 3 types of dispersion strengthening mechanisms are (1) the secondary precipitation of the carbide mainly composed of Mo or V, (2) the aging precipitation of Cu and (3) the aging precipitation of the intermetallic compound composed ofNi and Al.
- the invention is also characterized by achievement of (2) and (3) in a state where the alloy element amount is smaller than that of the conventional steels, thereby balancing the strength with the other characteristics.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heat Treatment Of Articles (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012232443A JP6191118B2 (ja) | 2011-11-18 | 2012-10-20 | 熱伝導性能と鏡面研磨性及び靭性に優れた成形用金型用鋼 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2722406A1 true EP2722406A1 (de) | 2014-04-23 |
| EP2722406B1 EP2722406B1 (de) | 2018-10-17 |
Family
ID=48288869
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13166415.3A Not-in-force EP2722406B1 (de) | 2012-10-20 | 2013-05-03 | Stahl für Gussform mit ausgezeichneter Wärmeleitfähigkeit, Spiegelpolier-Eigenschaften und Zähigkeit |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2722406B1 (de) |
| KR (1) | KR101928106B1 (de) |
| CN (1) | CN103774047B (de) |
| TW (1) | TWI576441B (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3636791A1 (de) * | 2018-10-12 | 2020-04-15 | Daido Steel Co.,Ltd. | Stahl für eine form |
| US11141778B2 (en) | 2015-09-11 | 2021-10-12 | Daido Steel Co., Ltd. | Steel for molds and molding tool |
| CN113664200A (zh) * | 2021-07-28 | 2021-11-19 | 深圳市泛海统联精密制造股份有限公司 | 一种金属粉末注射成型工艺制备镜面抛光产品的方法 |
| US11482355B2 (en) | 2016-07-11 | 2022-10-25 | Daido Steel Co., Ltd. | Soft magnetic alloy |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6859862B2 (ja) * | 2016-07-11 | 2021-04-14 | 大同特殊鋼株式会社 | 軟磁性合金 |
| JP7392330B2 (ja) * | 2018-10-12 | 2023-12-06 | 大同特殊鋼株式会社 | 金型用鋼及び金型 |
| CN110230009B (zh) * | 2019-05-14 | 2020-09-29 | 鞍钢股份有限公司 | 一种具有良好切削性能的热作模具钢及其制备方法 |
| CN110195186B (zh) * | 2019-05-14 | 2021-02-23 | 鞍钢股份有限公司 | 一种特厚热轧高合金热作模具钢及其制备方法 |
| CN111809114B (zh) * | 2020-07-07 | 2021-09-14 | 鞍钢股份有限公司 | 具有优异高温强度的塑料模具钢及其制备方法 |
| CN113061801A (zh) * | 2021-02-08 | 2021-07-02 | 中航上大高温合金材料股份有限公司 | 一种耐蚀镜面模具钢及制造方法 |
| CN113373380B (zh) * | 2021-06-30 | 2022-07-01 | 宝武集团鄂城钢铁有限公司 | 一种锆处理的经济型塑料模具钢及其生产方法 |
| CN114000063A (zh) * | 2021-11-05 | 2022-02-01 | 安徽工程大学 | 一种增材制造高导热模具钢材料及其制备方法 |
| CN114250422B (zh) * | 2021-12-31 | 2022-09-30 | 安徽哈特三维科技有限公司 | 一种韧性好热导率高的模具钢及其制备方法 |
| CN114807774B (zh) * | 2022-06-21 | 2023-05-30 | 育材堂(苏州)材料科技有限公司 | 热作模具钢、其热处理方法及热作模具 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5785924A (en) * | 1996-03-01 | 1998-07-28 | Creusot Loire Industrie | Steel useful for the manufacture of molds for the injection molding of plastic |
| JPH11140591A (ja) | 1997-11-04 | 1999-05-25 | Hitachi Metals Ltd | 耐食性プラスチック成形金型用鋼 |
| JP2000054068A (ja) * | 1998-08-03 | 2000-02-22 | Hitachi Metals Ltd | 被削性に優れた高強度プリハードン鋼材 |
| JP2000297353A (ja) | 1999-02-12 | 2000-10-24 | Hitachi Metals Ltd | 被削性に優れた高強度金型用鋼材 |
| US20030066577A1 (en) * | 2001-03-05 | 2003-04-10 | Kiyohito Ishida, Dokuritsu Gyousei Houjin Sangyo Gijutsu Sougo, Kenkyusho, Katsunari Oikawa | Free-cutting tool steel |
| WO2012090562A1 (ja) * | 2010-12-27 | 2012-07-05 | 日立金属株式会社 | 耐発錆性および熱伝導性に優れた金型用鋼およびその製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2764308B1 (fr) * | 1997-06-04 | 1999-07-23 | Thyssen France Sa | Procede de fabrication d'un acier pour moules de grandes dimensions |
| KR100374980B1 (ko) * | 1999-02-12 | 2003-03-06 | 히다찌긴조꾸가부시끼가이사 | 우수한 기계가공성을 갖는 다이스용 고장력강 |
| JP2001152246A (ja) * | 1999-11-22 | 2001-06-05 | Sanyo Special Steel Co Ltd | 靭性、鏡面性および被削性に優れたプラスチック成形金型用鋼の製造方法 |
| JP2001152278A (ja) * | 1999-11-22 | 2001-06-05 | Sanyo Special Steel Co Ltd | 鏡面性、溶接性および被削性に優れたプラスチック成形金型用鋼 |
| JP2004019001A (ja) * | 2002-06-20 | 2004-01-22 | Daido Steel Co Ltd | 耐溶損性に優れた熱間工具鋼及び金型部材 |
| JP4403875B2 (ja) * | 2004-05-14 | 2010-01-27 | 大同特殊鋼株式会社 | 冷間工具鋼 |
| KR101243129B1 (ko) * | 2010-12-24 | 2013-03-12 | 주식회사 포스코 | 고경도 및 고인성 석출경화형 금형강 및 그 제조방법 |
-
2013
- 2013-04-28 CN CN201310156195.4A patent/CN103774047B/zh not_active Expired - Fee Related
- 2013-04-30 KR KR1020130048244A patent/KR101928106B1/ko active IP Right Grant
- 2013-04-30 TW TW102115397A patent/TWI576441B/zh not_active IP Right Cessation
- 2013-05-03 EP EP13166415.3A patent/EP2722406B1/de not_active Not-in-force
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5785924A (en) * | 1996-03-01 | 1998-07-28 | Creusot Loire Industrie | Steel useful for the manufacture of molds for the injection molding of plastic |
| JPH11140591A (ja) | 1997-11-04 | 1999-05-25 | Hitachi Metals Ltd | 耐食性プラスチック成形金型用鋼 |
| JP2000054068A (ja) * | 1998-08-03 | 2000-02-22 | Hitachi Metals Ltd | 被削性に優れた高強度プリハードン鋼材 |
| JP2000297353A (ja) | 1999-02-12 | 2000-10-24 | Hitachi Metals Ltd | 被削性に優れた高強度金型用鋼材 |
| US20030066577A1 (en) * | 2001-03-05 | 2003-04-10 | Kiyohito Ishida, Dokuritsu Gyousei Houjin Sangyo Gijutsu Sougo, Kenkyusho, Katsunari Oikawa | Free-cutting tool steel |
| WO2012090562A1 (ja) * | 2010-12-27 | 2012-07-05 | 日立金属株式会社 | 耐発錆性および熱伝導性に優れた金型用鋼およびその製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11141778B2 (en) | 2015-09-11 | 2021-10-12 | Daido Steel Co., Ltd. | Steel for molds and molding tool |
| US11482355B2 (en) | 2016-07-11 | 2022-10-25 | Daido Steel Co., Ltd. | Soft magnetic alloy |
| EP3636791A1 (de) * | 2018-10-12 | 2020-04-15 | Daido Steel Co.,Ltd. | Stahl für eine form |
| US11377718B2 (en) | 2018-10-12 | 2022-07-05 | Daido Steel Co., Ltd. | Steel for mold |
| CN113664200A (zh) * | 2021-07-28 | 2021-11-19 | 深圳市泛海统联精密制造股份有限公司 | 一种金属粉末注射成型工艺制备镜面抛光产品的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103774047B (zh) | 2017-03-01 |
| CN103774047A (zh) | 2014-05-07 |
| TW201416462A (zh) | 2014-05-01 |
| EP2722406B1 (de) | 2018-10-17 |
| KR101928106B1 (ko) | 2018-12-11 |
| TWI576441B (zh) | 2017-04-01 |
| KR20140051039A (ko) | 2014-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2722406B1 (de) | Stahl für Gussform mit ausgezeichneter Wärmeleitfähigkeit, Spiegelpolier-Eigenschaften und Zähigkeit | |
| EP3382053B1 (de) | Geglühtes stahlmaterial und verfahren zur herstellung derselben | |
| EP3135777B1 (de) | Stahl für eine form und form | |
| EP3216890B1 (de) | Formstahl und form | |
| KR20100135205A (ko) | 열간가공 공구강 및 이를 이용한 철강제품 | |
| EP3348660A1 (de) | Stahl für formen und formwerkzeug | |
| KR20060125467A (ko) | 플라스틱 성형금형용 철 | |
| US11091825B2 (en) | Prehardened steel material, mold, and mold component | |
| EP3550051B1 (de) | Stahl für eine form, form, verwendung eines stahls zur herstellung einer form und verfahren zur herstellung einer form | |
| JP2016017200A (ja) | 金型用鋼及び温熱間金型 | |
| JP2013177669A (ja) | 熱伝導性能と鏡面研磨性と耐候性と靭性及び被削性に優れた成形用金型用鋼 | |
| JP6191118B2 (ja) | 熱伝導性能と鏡面研磨性及び靭性に優れた成形用金型用鋼 | |
| EP2915895A2 (de) | Stahl für eine Form | |
| JP6798557B2 (ja) | 鋼 | |
| JP6459539B2 (ja) | 金型用鋼及び金型 | |
| JP7062961B2 (ja) | 焼鈍鋼材およびその製造方法 | |
| EP3569719B1 (de) | Stahl für druckgiessform sowie druckgiessform und verwendung der druckgiessform | |
| KR20220158638A (ko) | 강재 및 이를 이용한 강 제품 | |
| EP3636791B1 (de) | Stahl für eine form | |
| JP6866692B2 (ja) | 金型用鋼及び金型 | |
| KR20240041265A (ko) | 강재 및 금형 | |
| JP2016069661A (ja) | 金型用鋼及び金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20140603 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20140703 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| INTG | Intention to grant announced |
Effective date: 20170614 |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180704 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013045123 Country of ref document: DE Ref country code: AT Ref legal event code: REF Ref document number: 1054104 Country of ref document: AT Kind code of ref document: T Effective date: 20181115 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181017 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190217 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190117 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190217 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190118 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013045123 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190514 Year of fee payment: 7 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20190516 Year of fee payment: 7 |
|
| 26N | No opposition filed |
Effective date: 20190718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20190524 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190503 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602013045123 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1054104 Country of ref document: AT Kind code of ref document: T Effective date: 20200503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200503 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201201 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130503 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181017 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 1054104 Country of ref document: AT Kind code of ref document: T Effective date: 20181017 |