EP2709472B1 - Control flange of a conveying drum in the tobacco processing industry - Google Patents
Control flange of a conveying drum in the tobacco processing industry Download PDFInfo
- Publication number
- EP2709472B1 EP2709472B1 EP12719593.1A EP12719593A EP2709472B1 EP 2709472 B1 EP2709472 B1 EP 2709472B1 EP 12719593 A EP12719593 A EP 12719593A EP 2709472 B1 EP2709472 B1 EP 2709472B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- control
- suction air
- drum
- channel
- drum body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012545 processing Methods 0.000 title claims description 27
- 241000208125 Nicotiana Species 0.000 title claims description 23
- 235000002637 Nicotiana tabacum Nutrition 0.000 title claims description 23
- 238000000034 method Methods 0.000 claims description 3
- 235000019504 cigarettes Nutrition 0.000 description 14
- 238000012546 transfer Methods 0.000 description 6
- 244000061176 Nicotiana tabacum Species 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000000391 smoking effect Effects 0.000 description 2
- 238000010276 construction Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000011295 pitch Substances 0.000 description 1
Images




Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/322—Transporting cigarettes during manufacturing
- A24C5/327—Construction details of the cigarette transport drum
Definitions
- the invention relates to a control flange of a conveyor drum of the tobacco processing industry for providing negative pressure at receiving wells surrounding the control flange drum body of the conveyor drum, the control flange having a control drum body, a plurality of separate Saugluftrwolfnostiskanäle are formed inside the control drum body, wherein the Saugluftrwolfnostiskanäle formed in the longitudinal direction of the control drum body wherein each of the suction air supply passages is connected to one or more suction air passages formed on the outside of the control drum body.
- the invention relates to a conveyor drum of the tobacco processing industry with a rotatable drum body and a method for the cross-axial conveying of rod-shaped articles of the tobacco-processing industry and a machine of the tobacco-processing industry, in particular filter attachment machine.
- conveyor drums are used to transport cigarettes, filter pieces or their components.
- components of the cigarettes and filter rods also means sections of paper and the like of flat and / or sheet material, e.g. Sections and / or webs of cigarette paper, filter paper or tipping paper for joining tobacco pieces with filter plugs.
- bar-shaped articles such as e.g. Tobacco sticks or filter plug or filter rods, transversely promoted in receiving troughs of the conveyor drum.
- the receiving troughs are arranged at predetermined pitches on the peripheral surface of the conveyor drum.
- a control body which is surrounded by a drum body of a conveyor drum.
- the control body is formed on the outer side on the outer peripheral surface with suction grooves.
- In the interior of the control body separate passages are provided in the longitudinal direction of each other to pressurize the suction with negative pressure.
- EP-A-0 679 345 discloses an alignment drum (see Figure 22) of a machine of the tobacco processing industry, which is provided inside with a control body. In addition, separate suction chambers are formed inside the drum. Further, the control body is provided with further openings to pressurize Saug Kunststoffbohritch a drum body with negative pressure.
- US-A-3 685 633 a device for longitudinal axial displacement of rod-shaped articles in receiving troughs.
- a control body is provided which has a recess and channels on the outside. The recess and the channels are acted upon by means of a vacuum source with negative pressure.
- the task of Invention is to make the vacuum supply or Sauglufters of receiving troughs of a conveyor drum of the tobacco processing industry variable, so that it should be possible to promote several product mass flows with rod-shaped articles of the tobacco-processing industry at the same time.
- a control flange for a conveyor drum or a conveyor drum of the tobacco processing industry to provide vacuum at receiving wells surrounding the control flange drum body of the conveyor drum, the control flange having a control drum body, wherein a plurality of separate Saugluftrurgiskanäle are formed inside the control drum body, said the Saug povertyrurgiskanäle are formed in the longitudinal direction of the control drum body, each of the Saugluftrurgiskanäle with one or more Saugluftkanälen formed on the outside of the control drum body, wherein the control flange is formed by the fact that formed on the outside of the control drum body Saugluftkanäle parallel side by side in Circumferential direction of the control drum body are formed.
- the invention is based on the idea that inside a control drum body of a control flange separate, designed as vacuum channels Saugluftrwolfnostiskanäle are formed, which are passed through the control drum body, wherein the trained inside Saugluftrwolfnostiskanäle are connected to the outside of the control drum body, for example, groove-shaped Saugluftkanälen to supply the control flange side ends of the suction holes of the receiving wells of the drum body of the conveyor drum with negative pressure.
- Saugluftö Maschinen Maschinen GmbH or Saugluftbohrept for receiving troughs on the drum body of the conveyor drum each have a suction air duct or more Saugluftkanäle is provided on the outside of the control drum body or are.
- the length of the suction air duct which is assigned to the suction bores of the receiving troughs of the drum body of the conveyor drum, is determined by the intended cross-axial conveying path of the recorded rod-shaped products on the drum train in the receiving troughs on the conveyor drum.
- the length of the suction air ducts in the circumferential direction of the cylindrical control drum body is predetermined, for example, by the pickup point and the discharge point of the recorded in the receiving troughs rod-shaped products on the conveyor drum.
- a plurality of suction air supply passages are provided within the control drum body, which supply the suction air passages provided and assigned to the outside with negative pressure or suction air separately from each other when subjected to negative pressure. It is possible that different vacuum levels are provided in the respective Saugluftrurgiungskanälen, whereby the Saugluftrurgiskanäle can be connected to separate vacuum sources. As a result, the need for Saugluftressourcen is carefully set, while the noise on the conveyor drums and the machine can be minimized.
- the Saugluftkanäle on the outside in Circumferential direction of the control drum body are formed.
- the Saug povertykanäle are preferably arranged parallel to each other at predetermined intervals.
- one or more suction air channels which are external in the circumferential direction of the control drum body are assigned to each suction air supply channel formed in the interior of the control drum body.
- the Saugtionshus josskanäle are formed with respect to the longitudinal extent or the longitudinal direction of the control drum body side by side and parallel to each other in the control drum body.
- control flange is also provided that at least two Saugluftkanäle on the outside of the control drum body, which are each connected to a Saugluftrurgisungskanal, different lengths.
- a suction air supply channel is connected to a plurality of suction air ducts, wherein the suction air ducts on the outside of the control drum body can be of different lengths and / or positioned or distributed.
- control drum body has a plurality of adjacently arranged disk body, wherein one or more disk body each between a front and a back at least a closed sub-channel of a Saugluftrgoriskanals for suction and between the front and the back of the disk body exactly an open Partial channel of a second Saugluftrwolfnostiungskanals is provided, wherein the opened sub-channel communicating with the formed on the outside of the disk body, preferably arranged in the circumferential direction of the disk body, suction air channel is connected.
- an open sub-channel to effectively act on the or with the open sub-channel of the corresponding Saugluftrurgial connected suction channels with vacuum or negative pressure to a corresponding vacuum for the Saugluftö réelleen or Saugluftbohritch the drum surrounding the control body To provide conveyor drum.
- each suction air supply channel has at least one partial channel which is open radially outwards.
- the disk body having a, preferably centrally formed and / or cylindrical cavity for receiving a drum shaft of the conveyor drum, wherein the closed sub-channels and an open sub-channel of the disk body are arranged around the cavity.
- a separate Saugluftersskanal is provided for each Saugluftrgna channel, preferably on the connection side of the control flange, for example on a machine side, wherein in particular the negative pressure in the Saugluftneededskanälen is individually adjustable or will.
- control drum body a modular design of the control drum body is possible by the use of several disc bodies for forming at least a portion of the control drum body or the entire formation of the control drum body, wherein due to the provision of different disc bodies for each conveyor drum an individual combination of several disc bodies is made possible.
- control flange is designed as a cast body, preferably with a plurality of segments having suction air supply channels, and / or the control flange is formed from a plurality of preferably centered disk bodies.
- a, in particular separate, overpressure channel is formed, wherein in particular the overpressure channel is connected to a positive pressure source, so that upon delivery of the conveyor drum transported rod-shaped article to a subsequent conveyor drum of the transfer channel with compressed air or a compressed air pulse is applied, whereby the to be handed over to the article gently to the receiving troughs of the subsequent conveyor drum.
- the overpressure channel is formed in cooperation of each formed in the disk bodies overpressure channel sections.
- the object is achieved by a conveyor drum of the tobacco-processing industry with a rotatable drum body, the drum body receiving troughs for transporting or transported rod-shaped articles of the tobacco industry, especially tobacco sticks and / or filter rods or their components, wherein the drum body in having the receiving wells, preferably radial, Saug Kunststoffö Maschinenen, so that the Saugluftö Maschinenen, preferably Saugluftbohrept, one or more receiving wells are acted upon by a negative pressure source with negative pressure, and arranged with a arranged inside the conveyor drum, preferably stationary, control flange, which is surrounded by the drum body, wherein the control flange is formed as described above.
- the object is achieved by a method for cross-axial conveying of rod-shaped articles of the tobacco-processing industry, in particular tobacco rods and / or filter rods or their components, using a trained with a control flange according to the invention conveyor drum.
- the object is achieved by a machine of the tobacco-processing industry, in particular filter attachment machine, which is formed with a corresponding conveyor drum having a control flange according to the invention.
- Fig. 1 1 is a schematic view of a conveyor drum 10 of a schematically designated machine M of the tobacco processing industry according to the prior art.
- a machine designed as a filter attachment machine has a plurality of conveyor drums.
- a filter attachment machine from HAUNI Maschinenbau AG is known.
- the conveyor drum 10 has a rotatable or rotationally driven outer drum body 12, for reasons of clarity and representability in Fig. 1 shown in cross section.
- the drum body 12 has on its circumference on receiving troughs 14, in which rod-shaped articles, such as cigarettes or filter rods or components thereof, are transported transaxially.
- a receiving trough 14 is shown in cross section, in which a cigarette 16 is arranged as a rod-shaped article.
- the drum body 12 also has radial suction air holes 18, which open on the outside of the drum body 12 in the recessed surface of the receiving wells 14 and in the sink of the receiving wells 14.
- the diameter of the suction air holes 18 designed as suction air openings is typically between 2.5 mm and 5 mm for conveyor drums of the tobacco processing industry.
- a stationary control flange 20 is arranged with a control drum body 21 which is surrounded by the drum body 12.
- the control flange 20 is substantially cup-shaped or cylinder-jacket-like and connected to a vacuum source 30 shown schematically to supply the suction air holes 18 of the drum body 12 with negative pressure or act upon.
- the control flange 20 has on the circumferential surface of the control drum body 21 in the region of the transfer of rod-shaped articles via a plurality, preferably all, suction holes 18 of a receiving recess 14 continuous, widened passage portion 22, so that the sucked air passages 18 conveyed past the passage area 22 are subjected to negative pressure whereby the transferred cigarettes 16 are securely placed in the receiving troughs 14 after being transferred.
- the occupied receiving troughs 16 are further promoted by the rotation of the drum body 12, wherein the Saugluftbohritch 18 continue to be subjected to negative pressure on the open passage area.
- the control drum body 21 of the control flange 20 has in the connection, based on the conveying direction of the filter cigarettes or the direction of rotation of the drum body 12 in the suction air holes 18 a passage area 22 to pressurize the Saugluftbohritch 18 with negative pressure.
- the passage area 22 is widened in the axial direction of the conveyor drum 10.
- the passage region 22 can also be designed as suction air slots 24 arranged parallel to one another in the conveying direction.
- the passage area 22 is formed in the transport area and subjected to negative pressure, that a sufficient holding force in the suction holes 18 for holding the transported or to transporting filter cigarettes 16 is formed.
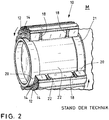
- FIG. 2 is a perspective view of the conveyor drum 10 shown in accordance with the prior art, wherein for reasons of representability and clarity of the drum body 12 is shown broken.
- the passage area 22 of the control drum body 21 is assigned to the two rows of suction air bores 18 arranged one behind the other transversely distributed receiving cavities 14, so that by applying a negative pressure in the control flange 20, an effective negative pressure applied to the Saugluftbohritch 18.
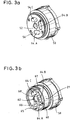
- FIG. 3a to 3f schematically is a perspective view of parts of a control flange according to the invention shown in perspective.
- the assembly of the control flange is based on the sequence of FIGS. 3a to 3g explained in which Fig. 3g a complete control flange according to the invention is shown.
- the control flange has an attachment body 50 on an inner side facing the machine side (cf. Fig. 3a ).
- the mounting body 50 of the control flange has a central bore 52 for receiving a drive means, such as a drive shaft, for the drum body (see. Fig. 1 . 2 , Reference numeral 12) of the conveyor drum.
- the drive means is connected to the drum body.
- channels 54.A, 54.B, 54.C are formed in the mounting body 50 which are connected, for example, to a (common) vacuum source. Moreover, it is possible in the context of the invention that the channels 54.A, 54.B, 54.C are each subjected to a (separate) negative pressure from separate vacuum sources.
- the fastening body 50 has an overpressure channel 56, which is connected to a positive pressure source, so that in the delivery of rod-shaped articles which are conveyed on a conveyor drum, using the overpressure source, the rod-shaped article in the transfer area by means of the overpressure gently to a subsequent conveyor drum be delivered.
- a first disk body 60 is laterally arranged to form the control drum body 21 and connected to the mounting body 50.
- the disk body 60 has a central bore 62 which is aligned with the central bore 52 of the mounting body. Furthermore, the disk body 60 has an opened partial channel 64.A, which is connected to the channel 54.A of the mounting body 50.
- the opened sub-channel 54.A opens into an interior 65 formed in the interior of the disk body 60, which communicates with a formed on the outer side 67 of the disk body 60, extending in the circumferential direction of the disk body 60 Saugluftkanals 68 in connection.
- the two other channels 64.B and 64.C formed in the disk body 60 are formed closed communicating with the channels 54.B and 54.C of the mounting body 50.
- the sub-channels 54.B, 54.C are pressurized, no negative pressure is generated in the interior 65 of the disk body 60 due to the closed design of the channels 64.B and 64.C in the disk body.
- the disk body 60 has an overpressure channel 66 which communicates with the overpressure channel 56 of the fastening body 50.
- a second disk body 70 is arranged laterally on the first disk body 60, wherein the disk body 70 has three channels 74.A, 74.B, 74.C, which are connected to the channels 64.A, 64.B, 64.C of the first disk body 60 are in communication.
- the interior 65 of the first disk body (see. Fig. 3b ) is sealed by a partition wall of the second disk body 70, so that the closed channel 74.A communicates with the inner space 65 and the channel 64.A of the disk body 60, respectively.
- the third channel 74.C is also formed as a closed channel in the disk body 70 and communicates with the channel 64.C of the first disk body 60 in communicating connection.
- the channel 74.B is designed as an open sub-channel, so that upon application of the channel 54.B of the mounting body 50, the negative pressure on the channel 64.B in the interior 75 of the disc body 70 is effectively applied.
- the inner space 75 is further connected to the suction air channel 78 formed on the outer side 77 of the disk body 70 so that suction air is applied to the suction air channel 78 when the channel 54.B, 64B and 74B is acted upon by negative pressure.
- the disk body 70 has a central bore 72 and an overpressure channel 76, which are in alignment with the other central bores 52, 62 and with the pressure channels 56, 66 in communication.
- a third disk body 80 is arranged laterally on the second disk body 70, which has two closed channels 84.A, 84.B, with the channel 74.A and the opposite to the third disk body 80th sealed or separated inner space 75 and the sub-channel 74 are in communication.
- the third disk body 80 has an opened part-channel 84.C, which opens into the interior 85 of the disk body 80.
- a negative pressure to the channel 54.C of the mounting body 50 via the closed channels 64.C, 74.C and the open sub-channel 84.C in the interior 85 of the disk body 80 generates a negative pressure, wherein upon exposure of the interior 85 with Vacuum which formed on the outside 87 of the disc body 80 partially circumferential Saugluftkanäle 88.1, 88.2, 88.3, 88.4 are subjected to negative pressure or suction to keep safe at a conveyor drum funded in the receiving troughs rod-shaped article.
- the disk body 80 has a central bore 82 for receiving a drive means (eg drive shaft or the like) for the drum body (see. Fig. 1 . 2 , Reference numeral 12) of the conveyor drum. Furthermore, an overpressure channel 86 of the disk body 80 is connected to the other overpressure channels 56, 66, 76.
- a drive means eg drive shaft or the like
- an overpressure channel 86 of the disk body 80 is connected to the other overpressure channels 56, 66, 76.
- FIG. 3d shows, the outer suction channels 68, 78, 88.1, 88.2, 88.3, 88.4 of the respective disk body 60, 70, 80 different Wrap on the outer sides of the respective disk body 60, 70, 80, wherein also the juxtaposed Saugluftkanäle are arranged parallel to each other.
- suction air supply passages formed separately from each other inside the control drum body 21 of the control flange 20 are formed, each suction air supply passage being operatively connected to the suction air passages respectively formed on the outside of the disk body.
- a lid body 90 having a central bore 92 which are aligned with the central bores 62, 72, 82 of the disk body 60, 70, 80 with each other.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Description
Die Erfindung betrifft einen Steuerflansch einer Fördertrommel der Tabak verarbeitenden Industrie zur Bereitstellung von Unterdruck an Aufnahmemulden eines den Steuerflansch umgebenden Trommelkörpers der Fördertrommel, wobei der Steuerflansch einen Steuertrommelkörper aufweist, mehrere separate Saugluftbereitstellungskanäle im Inneren des Steuertrommelkörpers ausgebildet sind, wobei die Saugluftbereitstellungskanäle in Längsrichtung des Steuertrommelkörpers ausgebildet sind, wobei jeder der Saugluftbereitstellungskanäle mit einem oder mehreren Saugluftkanälen, die auf der Außenseite des Steuertrommelkörpers ausgebildet sind, verbunden ist.The invention relates to a control flange of a conveyor drum of the tobacco processing industry for providing negative pressure at receiving wells surrounding the control flange drum body of the conveyor drum, the control flange having a control drum body, a plurality of separate Saugluftbereitstellungskanäle are formed inside the control drum body, wherein the Saugluftbereitstellungskanäle formed in the longitudinal direction of the control drum body wherein each of the suction air supply passages is connected to one or more suction air passages formed on the outside of the control drum body.
Ferner betrifft die Erfindung eine Fördertrommel der Tabak verarbeitenden Industrie mit einem drehbaren Trommelkörper sowie ein Verfahren zum queraxialen Fördern von stabförmigen Artikeln der Tabak verarbeitenden Industrie und eine Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine.Furthermore, the invention relates to a conveyor drum of the tobacco processing industry with a rotatable drum body and a method for the cross-axial conveying of rod-shaped articles of the tobacco-processing industry and a machine of the tobacco-processing industry, in particular filter attachment machine.
In Maschinen der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschinen, werden Fördertrommeln eingesetzt, um Zigaretten, Filterstücke oder deren Komponenten zu transportieren. Unter dem Begriff "Komponenten" von den Zigaretten und Filterstäben werden im Sinne der Erfindung auch Abschnitte von Papier und dergleichen aus flächigem und/oder bahnförmigem Material verstanden, z.B. Abschnitte und/oder Bahnen von Zigarettenpapier, Filterpapier oder Belagpapier zum Verbinden von Tabakstücken mit Filterstopfen.In machines of the tobacco processing industry, in particular filter attachment machines, conveyor drums are used to transport cigarettes, filter pieces or their components. For the purposes of the invention, the term "components" of the cigarettes and filter rods also means sections of paper and the like of flat and / or sheet material, e.g. Sections and / or webs of cigarette paper, filter paper or tipping paper for joining tobacco pieces with filter plugs.
Das Fördern der vorgenannten Gegenstände während der Herstellung von Zigaretten, Filtern sowie Filterzigaretten wird bei modernen Produktionsmaschinen der Tabak verarbeitenden Industrie im Allgemeinen mittels Fördertrommeln durchgeführt, deren Mantelfläche bzw. deren Trommelkörper zum queraxialen Fördern von stabförmigen Gegenständen (Zigaretten, Filterstäben oder Filterstopfen, Filterzigaretten) mit Nuten zum Aufnehmen der Gegenstände versehen bzw. zum Fördern von blattförmigen und/oder bahnförmigen Gegenständen (Belagpapierabschnitte und/oder -bahnen) im Wesentlichen glatt ist.The conveyance of the aforementioned objects during the manufacture of cigarettes, filters and filter cigarettes is performed in modern production machines of the tobacco processing industry generally by means of conveyor drums, the lateral surface or the drum body for Queraxialen conveyance of rod-shaped objects (cigarettes, filter rods or filter plugs, filter cigarettes) Provide grooves for receiving the objects or for conveying sheet-like and / or sheet-like objects (tipping paper sections and / or webs) is substantially smooth.
Während der Förderung werden diese Gegenstände der Tabak verarbeitenden Industrie von Saugluft auf den Fördertrommeln gehalten, die an entsprechenden Kanälen, meist Saugluftbohrungen, anliegt. Diese Kanäle sind im Allgemeinen in Reihen queraxial hintereinander angeordnet, deren Anordnung den Abmessungen der zu transportierenden Gegenstände quer zur Transportrichtung entsprechen.During the promotion, these objects of the tobacco processing industry are held by suction on the conveyor drums, which abuts on corresponding channels, usually Saugluftbohrungen. These channels are generally arranged in rows transaxially one behind the other, whose arrangement correspond to the dimensions of the objects to be transported transversely to the transport direction.
In Filteransetzmaschinen werden auf den Fördertrommeln stabförmige Artikel, wie z.B. Tabakstöcke oder Filterstopfen bzw. Filterstäbe, queraxial in Aufnahmemulden der Fördertrommel gefördert. Hierbei sind die Aufnahmemulden in vorbestimmten Teilungsabständen auf der Umfangsfläche der Fördertrommel angeordnet.In filter-tying machines, bar-shaped articles, such as e.g. Tobacco sticks or filter plug or filter rods, transversely promoted in receiving troughs of the conveyor drum. Here, the receiving troughs are arranged at predetermined pitches on the peripheral surface of the conveyor drum.
Darüber hinaus ist beispielsweise aus
In
Ferner ist in
Des Weiteren offenbart
Ausgehend von diesem Stand der Technik besteht die Aufgabe der Erfindung darin, die Unterdruckversorgung bzw. Saugluftversorgung von Aufnahmemulden einer Fördertrommel der Tabak verarbeitenden Industrie variabler zu gestalten, so dass es möglich sein soll, mehrere Produktmassenströme mit stabförmigen Artikeln der Tabak verarbeitenden Industrie gleichzeitig zu fördern.Based on this prior art, the task of Invention is to make the vacuum supply or Saugluftversorgung of receiving troughs of a conveyor drum of the tobacco processing industry variable, so that it should be possible to promote several product mass flows with rod-shaped articles of the tobacco-processing industry at the same time.
Gelöst wird diese Aufgabe durch einen Steuerflansch für eine Fördertrommel oder einer Fördertrommel der Tabak verarbeitenden Industrie zur Bereitstellung von Unterdruck an Aufnahmemulden eines den Steuerflansch umgebenden Trommelkörpers der Fördertrommel, wobei der Steuerflansch einen Steuertrommelkörper aufweist, wobei mehrere separate Saugluftbereitstellungskanäle im Inneren des Steuertrommelkörpers ausgebildet sind, wobei die Saugluftbereitstellungskanäle in Längsrichtung des Steuertrommelkörpers ausgebildet sind, wobei jeder der Saugluftbereitstellungskanäle mit einem oder mehreren Saugluftkanälen, die auf der Außenseite des Steuertrommelkörpers ausgebildet sind, verbunden ist, wobei der Steuerflansch dadurch weitergebildet wird, dass die an der Außenseite des Steuertrommelkörpers ausgebildeten Saugluftkanäle parallel nebeneinander in Umfangsrichtung des Steuertrommelkörpers ausgebildet sind.This object is achieved by a control flange for a conveyor drum or a conveyor drum of the tobacco processing industry to provide vacuum at receiving wells surrounding the control flange drum body of the conveyor drum, the control flange having a control drum body, wherein a plurality of separate Saugluftbereitstellungskanäle are formed inside the control drum body, said the Saugluftbereitstellungskanäle are formed in the longitudinal direction of the control drum body, each of the Saugluftbereitstellungskanäle with one or more Saugluftkanälen formed on the outside of the control drum body, wherein the control flange is formed by the fact that formed on the outside of the control drum body Saugluftkanäle parallel side by side in Circumferential direction of the control drum body are formed.
Die Erfindung beruht auf dem Gedanken, dass im Inneren eines Steuertrommelkörpers eines Steuerflansches voneinander getrennte, als Vakuumkanäle ausgebildete Saugluftbereitstellungskanäle ausgebildet sind, die durch den Steuertrommelkörper hindurchgeführt werden, wobei die im Inneren ausgebildeten Saugluftbereitstellungskanäle jeweils mit auf der Außenseite des Steuertrommelkörpers z.B. nutförmig ausgebildeten Saugluftkanälen verbunden sind, um die steuerflanschseitigen Enden der Saugbohrungen der Aufnahmemulden des Trommelkörpers der Fördertrommel mit Unterdruck zu versorgen.The invention is based on the idea that inside a control drum body of a control flange separate, designed as vacuum channels Saugluftbereitstellungskanäle are formed, which are passed through the control drum body, wherein the trained inside Saugluftbereitstellungskanäle are connected to the outside of the control drum body, for example, groove-shaped Saugluftkanälen to supply the control flange side ends of the suction holes of the receiving wells of the drum body of the conveyor drum with negative pressure.
Dabei ist beispielsweise vorgesehen, dass für eine Reihe hintereinander, vorzugsweise in regelmäßigen Abständen, angeordneten Saugluftöffnungen oder Saugluftbohrungen für Aufnahmemulden auf dem Trommelkörper der Fördertrommel jeweils ein Saugluftkanal oder mehrere Saugluftkanäle auf der Außenseite des Steuertrommelkörpers vorgesehen ist bzw. sind. Die Länge des Saugluftkanals, der den Saugbohrungen der Aufnahmemulden des Trommelkörpers der Fördertrommel zugeordnet ist, ist bestimmt durch den vorgesehenen queraxialen Förderweg der aufgenommenen stabförmigen Produkte auf dem Trommelzug in den Aufnahmemulden auf der Fördertrommel. Die Länge der Saugluftkanäle in Umfangsrichtung des zylinderförmigen Steuertrommelkörpers ist beispielsweise durch den Aufnahmepunkt und den Abgabepunkt der in den Aufnahmemulden aufgenommenen stabförmigen Produkte an der Fördertrommel vorgegeben.It is provided, for example, that for a number of successively, preferably at regular intervals, arranged Saugluftöffnungen or Saugluftbohrungen for receiving troughs on the drum body of the conveyor drum each have a suction air duct or more Saugluftkanäle is provided on the outside of the control drum body or are. The length of the suction air duct, which is assigned to the suction bores of the receiving troughs of the drum body of the conveyor drum, is determined by the intended cross-axial conveying path of the recorded rod-shaped products on the drum train in the receiving troughs on the conveyor drum. The length of the suction air ducts in the circumferential direction of the cylindrical control drum body is predetermined, for example, by the pickup point and the discharge point of the recorded in the receiving troughs rod-shaped products on the conveyor drum.
Insbesondere sind im Rahmen der Erfindung innerhalb des Steuertrommelkörpers mehrere Saugluftbereitstellungskanäle vorgesehen, die voneinander separat jeweils bei Beaufschlagung mit Unterdruck die auf der Außenseite vorgesehenen und zugeordneten Saugluftkanäle mit Unterdruck bzw. Saugluft versorgen. Hierbei ist es möglich, dass in den jeweiligen Saugluftbereitstellungskanälen unterschiedliche Unterdruckniveaus bereitgestellt werden, wodurch die Saugluftbereitstellungskanäle an separate Unterdruckquellen angeschlossen sein können. Hierdurch wird der Bedarf an Saugluftressourcen schonend eingestellt, wobei gleichzeitig die Geräuschentwicklung an den Fördertrommeln und der Maschine minimiert werden kann.In particular, within the scope of the invention, a plurality of suction air supply passages are provided within the control drum body, which supply the suction air passages provided and assigned to the outside with negative pressure or suction air separately from each other when subjected to negative pressure. It is possible that different vacuum levels are provided in the respective Saugluftbereitstellungungskanälen, whereby the Saugluftbereitstellungskanäle can be connected to separate vacuum sources. As a result, the need for Saugluftressourcen is carefully set, while the noise on the conveyor drums and the machine can be minimized.
Dazu ist in einer weiter bevorzugten Ausbildung des Steuerflansches vorgesehen, dass die Saugluftkanäle auf der Außenseite in Umfangsrichtung des Steuertrommelkörpers ausgebildet sind. Hierbei sind die Saugluftkanäle vorzugsweise parallel zueinander in vorbestimmten Abständen angeordnet. Darüber hinaus ist es im Rahmen der Erfindung möglich, dass mittels eines Saugluftbereitstellungskanals mehrere mit dem jeweiligen Saugluftbereitstellungskanal kommunizierende Saugluftkanäle auf der Außenseite des Steuertrommelkörpers mit Unterdruck beaufschlagt werden, z.B. wenn an den entsprechenden Saugluftbereitstellungskanälen eine Unterdruckquelle angeschlossen ist.For this purpose, it is provided in a further preferred embodiment of the control flange that the Saugluftkanäle on the outside in Circumferential direction of the control drum body are formed. Here, the Saugluftkanäle are preferably arranged parallel to each other at predetermined intervals. Moreover, it is possible within the scope of the invention that by means of a Saugluftbereitstellungskanals several communicating with the respective Saugluftbereitstellungskanal Saugluftkanäle be subjected to negative pressure on the outside of the control drum body, for example, if a vacuum source is connected to the corresponding Saugluftbereitstellungskanälen.
Überdies ist es gemäß einer Weiterbildung vorteilhaft, dass jedem im Inneren des Steuertrommelkörpers ausgebildeten Saugluftbereitstellungskanal ein oder mehrere in Umfangsrichtung des Steuertrommelkörpers äußere Saugluftkanäle zugeordnet sind.Moreover, according to a further development, it is advantageous that one or more suction air channels which are external in the circumferential direction of the control drum body are assigned to each suction air supply channel formed in the interior of the control drum body.
Dadurch, dass die an der Außenseite des Steuertrommelkörpers ausgebildeten Saugluftkanäle parallel nebeneinander in Umfangsrichtung des Steuertrommelkörpers ausgebildet sind, werden die steuerflanschseitigen Enden der Saugbohrungen des Trommelkörpers der Fördertrommel bei einer eingeschalteten Unterdruckquelle mit Unterdruck beaufschlagt.Characterized in that the formed on the outside of the control drum body Saugluftkanäle are formed parallel to each other in the circumferential direction of the control drum body, the steuerflanschseitigen ends of the suction holes of the drum body of the conveyor drum are acted upon at a switched vacuum source with negative pressure.
Vorzugsweise sind die Saugluftbereitstellungskanäle bezogen auf die Längserstreckung oder die Längsrichtung des Steuertrommelkörpers nebeneinander und parallel zueinander im Steuertrommelkörper ausgebildet.Preferably, the Saugluftbereitstellungskanäle are formed with respect to the longitudinal extent or the longitudinal direction of the control drum body side by side and parallel to each other in the control drum body.
Gemäß einer bevorzugten Ausführungsform des Steuerflansches ist außerdem vorgesehen, dass wenigstens zwei Saugluftkanäle an der Außenseite des Steuertrommelkörpers, die jeweils mit einem Saugluftbereitstellungskanal verbunden sind, unterschiedlich lang sind.According to a preferred embodiment of the control flange is also provided that at least two Saugluftkanäle on the outside of the control drum body, which are each connected to a Saugluftbereitstellungsungskanal, different lengths.
Hierdurch ist es beispielsweise möglich, bei der Zusammenstellung von stabförmigen Rauchartikelkomponenten zum Beispiel für einen Multisegmentfilter bedarfsgerecht bei der Übergabe von stabförmigen Komponenten in die jeweilige Aufnahmemulde Saugluft an der bevorzugten Übergabestelle an der Fördertrommel bereitzustellen. Somit wird eine effiziente Vakuumversorgung der Fördertrommel erreicht, wobei aufgrund der bedarfsgerechten Anordnung bzw. Positionierung der Saugluftkanäle Unterdruck zum Halten der in den Aufnahmemulden aufgenommenen Rauchartikelkomponenten bereitgestellt wird.This makes it possible, for example, in the compilation of rod-shaped smoking article components, for example for a multi-segment filter as needed in the transfer of rod-shaped components in the respective receiving trough to provide suction at the preferred transfer point on the conveyor drum. Thus, an efficient vacuum supply of the conveyor drum is achieved, wherein due to the need-based arrangement or positioning of the Saugluftkanäle negative pressure for holding the recorded in the receiving troughs smoking article components is provided.
Ferner ist es im Rahmen der Erfindung ebenfalls möglich, dass ein Saugluftbereitstellungskanal mit mehreren Saugluftkanälen verbunden ist, wobei die Saugluftkanäle an der Außenseite des Steuertrommelkörpers unterschiedlich lang und/oder positioniert bzw. verteilt sein können.Furthermore, it is also possible within the scope of the invention that a suction air supply channel is connected to a plurality of suction air ducts, wherein the suction air ducts on the outside of the control drum body can be of different lengths and / or positioned or distributed.
Gemäß einer bevorzugten Weiterbildung ist außerdem vorgesehen, dass der Steuertrommelkörper mehrere nebeneinander angeordnete Scheibenkörper aufweist, wobei ein oder mehrere Scheibenkörper jeweils zwischen einer Vorderseite und einer Rückseite wenigstens einen geschlossenen Teilkanal eines Saugluftbereitstellungskanals für Saugluft aufweisen und zwischen der Vorderseite und der Rückseite des Scheibenkörpers genau ein geöffneter Teilkanal eines zweiten Saugluftbereitstellungskanals vorgesehen ist, wobei der geöffnete Teilkanal mit dem an der Außenseite des Scheibenkörpers ausgebildeten, vorzugsweise in Umfangsrichtung des Scheibenkörpers angeordneten, Saugluftkanal kommunizierend verbunden ist.According to a preferred embodiment, it is further provided that the control drum body has a plurality of adjacently arranged disk body, wherein one or more disk body each between a front and a back at least a closed sub-channel of a Saugluftbereitstellungskanals for suction and between the front and the back of the disk body exactly an open Partial channel of a second Saugluftbereitstellungungskanals is provided, wherein the opened sub-channel communicating with the formed on the outside of the disk body, preferably arranged in the circumferential direction of the disk body, suction air channel is connected.
Unter Verwendung von mehreren Scheibenkörpern, die zur Ausbildung eines Steuerflansches nebeneinander angeordnet sind, ist es möglich, aufgrund des wenigstens eines geschlossenen Teilkanals bei Beaufschlagung mit Unterdruck, dass der in dem geschlossenen Teilkanal wirksame Unterdruck an einem benachbarten geöffneten Teilkanal eines zweiten Saugluftbereitstellungskanals bereitgestellt wird, so dass durch den geöffneten Teilkanal des zweiten Saugluftbereitstellungskanals der oder die außenseitigen Saugluftkanäle mit Unterdruck beaufschlagt werden.It is using multiple disk bodies juxtaposed to form a control flange possible, due to the at least one closed sub-channel upon application of negative pressure, that the negative pressure acting in the closed sub-channel is provided at an adjacent open sub-channel of a second Saugluftbereitstellungskanals, so that by the open sub-channel of the second Saugluftbereitstellungskanals or the outside suction air channels are subjected to negative pressure ,
Für jeden Scheibenkörper ist dabei gemäß der Erfindung ein geöffneter Teilkanal vorgesehen, um den oder die mit dem geöffneten Teilkanal des entsprechenden Saugluftbereitstellungskanals verbundenen Saugkanäle wirksam mit Vakuum bzw. Unterdruck zu beaufschlagen, um ein entsprechendes Vakuum für die Saugluftöffnungen oder Saugluftbohrungen des den Steuerflansch umgebenden Trommelkörpers der Fördertrommel bereitzustellen.For each disk body is provided according to the invention, an open sub-channel to effectively act on the or with the open sub-channel of the corresponding Saugluftbereitstellungskanal connected suction channels with vacuum or negative pressure to a corresponding vacuum for the Saugluftöffnungen or Saugluftbohrungen the drum surrounding the control body To provide conveyor drum.
Dazu ist in einer erfindungsgemäßen Ausgestaltung weiterhin vorgesehen, dass bei Anordnung von mehreren Scheibenkörpern zur Ausbildung eines Steuerflansches jeder Saugluftbereitstellungskanal wenigstens einen radial nach außen geöffneten Teilkanal aufweist.For this purpose, it is further provided in an embodiment according to the invention that, when several disk bodies are arranged to form a control flange, each suction air supply channel has at least one partial channel which is open radially outwards.
Darüber hinaus ist zur Ausgestaltung des Steuerflansches vorgesehen, dass die Scheibenkörper einen, vorzugsweise mittig ausgebildeten und/oder zylindrischen, Hohlraum zur Aufnahme einer Trommelwelle der Fördertrommel aufweisen, wobei die geschlossenen Teilkanäle und der eine geöffnete Teilkanal der Scheibenkörper um den Hohlraum herum angeordnet sind.In addition, it is provided for the design of the control flange, that the disk body having a, preferably centrally formed and / or cylindrical cavity for receiving a drum shaft of the conveyor drum, wherein the closed sub-channels and an open sub-channel of the disk body are arranged around the cavity.
Vorzugsweise ist für jeden Saugluftbereitstellungskanal, vorzugsweise an der Anschlussseite des Steuerflansches, z.B. an einer Maschinenseite, ein separater Saugluftversorgungskanal vorgesehen, wobei insbesondere der Unterdruck in den Saugluftversorgungskanälen individuell einstellbar ist oder wird.Preferably, a separate Saugluftversorgungskanal is provided for each Saugluftbereitstellung channel, preferably on the connection side of the control flange, for example on a machine side, wherein in particular the negative pressure in the Saugluftversorgungskanälen is individually adjustable or will.
Im Rahmen der Erfindung ist es möglich, dass alle Saugluftversorgungskanäle mit einer einzigen Unterdruckquelle bzw. Vakuumquelle verbunden sind. Außerdem ist es ebenso denkbar, dass für die separaten Saugluftversorgungskanäle im Inneren des Steuertrommelkörpers separate Vakuumquellen zur Bereitstellung eines Haltevakuums an den Saugbohrungen der Aufnahmemulden des Trommelkörpers der Fördertrommel möglich sind.In the context of the invention, it is possible that all Saugluftversorgungskanäle are connected to a single vacuum source or vacuum source. Moreover, it is also conceivable that for the separate Saugluftversorgungskanäle inside the control drum body separate vacuum sources for providing a holding vacuum at the suction holes of the receiving troughs of the drum body of the conveyor drum are possible.
Insgesamt ist durch die Verwendung von mehreren Scheibenkörpern zur Ausbildung wenigstens eines Teils des Steuertrommelkörpers oder zur gesamten Ausbildung des Steuertrommelkörpers eine modulartige Bauweise des Steuertrommelkörpers möglich, wobei aufgrund der Bereitstellung von verschiedenen Scheibenkörpern für jede Fördertrommel eine individuelle Zusammenstellung von mehreren Scheibenkörpern ermöglicht wird.Overall, a modular design of the control drum body is possible by the use of several disc bodies for forming at least a portion of the control drum body or the entire formation of the control drum body, wherein due to the provision of different disc bodies for each conveyor drum an individual combination of several disc bodies is made possible.
Des Weiteren ist es von Vorteil, dass der Steuerflansch als Gusskörper, vorzugsweise mit mehrere Saugluftbereitstellungskanäle aufweisenden Segmenten, und/oder der Steuerflansch aus mehreren, vorzugsweise zentrierten, Scheibenkörpern ausgebildet ist.Furthermore, it is advantageous that the control flange is designed as a cast body, preferably with a plurality of segments having suction air supply channels, and / or the control flange is formed from a plurality of preferably centered disk bodies.
Vorzugsweise ist im Steuertrommelkörper ein, insbesondere separater, Überdruckkanal ausgebildet, wobei insbesondere der Überdruckkanal mit einer Überdruckquelle verbunden ist, so dass bei Abgabe der von der Fördertrommel transportierten stabförmigen Artikel an eine nachfolgende Fördertrommel der Übergabekanal mit Druckluft oder mit einem Druckluftimpuls beaufschlagt wird, wodurch die zu übergebenden Artikel schonend an die Aufnahmemulden der nachfolgenden Fördertrommel abgegeben werden.Preferably, in the control drum body a, in particular separate, overpressure channel is formed, wherein in particular the overpressure channel is connected to a positive pressure source, so that upon delivery of the conveyor drum transported rod-shaped article to a subsequent conveyor drum of the transfer channel with compressed air or a compressed air pulse is applied, whereby the to be handed over to the article gently to the receiving troughs of the subsequent conveyor drum.
Dabei ist vorgesehen, dass der Überdruckkanal im Zusammenwirken von in den Scheibenkörpern jeweils ausgebildeten Überdruckkanalabschnitten ausgebildet ist.It is provided that the overpressure channel is formed in cooperation of each formed in the disk bodies overpressure channel sections.
Darüber hinaus wird die Aufgabe gelöst durch eine Fördertrommel der Tabak verarbeitenden Industrie mit einem drehbaren Trommelkörper, wobei der Trommelkörper Aufnahmemulden für zu transportierende oder transportierte stabförmige Artikel der Tabak verarbeitenden Industrie, insbesondere Tabakstöcke und/oder Filterstäbe oder deren Komponenten, aufweist, wobei der Trommelkörper in die Aufnahmemulden mündende, vorzugsweise radiale, Saugluftöffnungen aufweist, so dass die Saugluftöffnungen, vorzugsweise Saugluftbohrungen, einer oder mehrerer Aufnahmemulden mittels einer Unterdruckquelle mit Unterdruck beaufschlagbar sind, und mit einem im Inneren der Fördertrommel angeordneten, vorzugsweise ortsfesten, Steuerflansch, der vom Trommelkörper umgeben ist, wobei der Steuerflansch wie voranstehend beschrieben ausgebildet ist.In addition, the object is achieved by a conveyor drum of the tobacco-processing industry with a rotatable drum body, the drum body receiving troughs for transporting or transported rod-shaped articles of the tobacco industry, especially tobacco sticks and / or filter rods or their components, wherein the drum body in having the receiving wells, preferably radial, Saugluftöffnungen, so that the Saugluftöffnungen, preferably Saugluftbohrungen, one or more receiving wells are acted upon by a negative pressure source with negative pressure, and arranged with a arranged inside the conveyor drum, preferably stationary, control flange, which is surrounded by the drum body, wherein the control flange is formed as described above.
Außerdem wird die Aufgabe gelöst durch ein Verfahren zum queraxialen Fördern von stabförmigen Artikeln der Tabak verarbeitenden Industrie, insbesondere Tabakstöcke und/oder Filterstäbe oder deren Komponenten, unter Verwendung einer mit einem erfindungsgemäßen Steuerflansch ausgebildeten Fördertrommel.In addition, the object is achieved by a method for cross-axial conveying of rod-shaped articles of the tobacco-processing industry, in particular tobacco rods and / or filter rods or their components, using a trained with a control flange according to the invention conveyor drum.
Überdies wird die Aufgabe gelöst durch eine Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine, die mit einer entsprechenden Fördertrommel, die einen erfindungsgemäßen Steuerflansch aufweist, ausgebildet ist.Moreover, the object is achieved by a machine of the tobacco-processing industry, in particular filter attachment machine, which is formed with a corresponding conveyor drum having a control flange according to the invention.
Zur Vermeidung von Wiederholungen wird explizit auf die obigen Ausführungen zum beschriebenen Steuerflansch verwiesen. Weitere Merkmale der Erfindung werden aus der Beschreibung erfindungsgemäßer Ausführungsformen zusammen mit den Ansprüchen und den beigefügten Zeichnungen ersichtlich. Erfindungsgemäße Ausführungsformen können einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllen.To avoid repetition, reference is made explicitly to the above statements on the control flange described. Further features of the invention will become apparent from the description of embodiments according to the invention together with the claims and the accompanying drawings. Embodiments of the invention may satisfy individual features or a combination of several features.
Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen beschrieben, wobei bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten ausdrücklich auf die Zeichnungen verwiesen wird. Es zeigen:
- Fig. 1
- schematisch eine Ansicht einer Fördertrommel der Tabak verarbeitenden Industrie gemäß dem Stand der Technik;
- Fig. 2
- eine perspektivische Ansicht einer Fördertrommel gemäß dem Stand der Technik;
- Fig. 3a - 3f
- schematisch perspektivische Ansichten von Teilen eines aus mehreren Teilen zusammengebauten Steuerflansches für eine Fördertrommel der Tabak verarbeitenden Industrie in verschiedenen Stadien des Zusammenbaus und
- Fig. 3g
- schematisch eine perspektivische Ansicht eines erfindungsgemäßen Steuerflansches für einen Trommelkörper einer Fördertrommel der Tabak verarbeitenden Industrie.
- Fig. 1
- schematically a view of a conveyor drum of the tobacco processing industry according to the prior art;
- Fig. 2
- a perspective view of a conveyor drum according to the prior art;
- Fig. 3a - 3f
- schematically perspective views of parts of a multi-part assembled control flange for a conveyor drum of the tobacco processing industry in various stages of assembly and
- Fig. 3g
- schematically a perspective view of a control flange according to the invention for a drum body of a conveyor drum of the tobacco processing industry.
In den folgenden Figuren sind jeweils gleiche oder gleichartige Elemente bzw. entsprechende Teile mit denselben Bezugsziffern versehen, so dass von einer entsprechenden erneuten Vorstellung abgesehen wird.In the following figures are the same or similar elements or corresponding parts provided with the same reference numerals, so that is apart from a corresponding reimagination.
In
Die Fördertrommel 10 verfügt über einen drehbaren bzw. rotierend angetriebenen äußeren Trommelkörper 12, der aus Gründen der Übersichtlichkeit und Darstellbarkeit in
In
Im Inneren der Fördertrommel 10 ist ein ortsfester Steuerflansch 20 mit einem Steuertrommelkörper 21 angeordnet, der von dem Trommelkörper 12 umgeben ist. Der Steuerflansch 20 ist im Wesentlichen topfartig oder zylindermantelartig ausgebildet und mit einer schematisch dargestellten Unterdruckquelle 30 verbunden, um die Saugluftbohrungen 18 des Trommelkörpers 12 mit Unterdruck zu versorgen bzw. zu beaufschlagen.Inside the
Der Steuerflansch 20 weist an der Umfangsfläche des Steuertrommelkörpers 21 im Bereich der Übergabe von stabförmigen Artikeln einen über mehrere, vorzugsweise alle, Saugluftbohrungen 18 einer Aufnahmemulde 14 durchgängigen, verbreiterten Durchlassbereich 22 auf, so dass die an dem Durchlassbereich 22 vorbeigeförderten Saugluftbohrungen 18 mit Unterdruck beaufschlagt werden, wodurch die übergebenen Zigaretten 16 sicher nach der Übergabe in den Aufnahmemulden 14 platziert werden. Nach der Übergabe und Aufnahme der Filterzigaretten 16 in den Aufnahmemulden 16 werden die belegten Aufnahmemulden 16 durch die Rotation des Trommelkörpers 12 weitergefördert, wobei die Saugluftbohrungen 18 weiterhin mit Unterdruck über den offenen Durchlassbereich beaufschlagt werden.The
Der Steuertrommelkörper 21 des Steuerflansches 20 weist im Anschluss, bezogen auf die Förderrichtung der Filterzigaretten bzw. die Rotationsrichtung des Trommelkörpers 12 im Bereich der Saugluftbohrungen 18 einen Durchlassbereich 22 auf, um die Saugluftbohrungen 18 mit Unterdruck zu beaufschlagen. Der Durchlassbereich 22 ist in axialer Richtung der Fördertrommel 10 verbreitert ausgebildet. Der Durchlassbereich 22 kann auch als in Förderrichtung parallel nebeneinander angeordnete Saugluftschlitze 24 ausgeführt sein.The
Der Durchlassbereich 22 ist im Transportbereich derart ausgebildet und mit Unterdruck beaufschlagt, dass eine ausreichende Haltekraft in den Saugbohrungen 18 zum Halten der transportierten bzw. zu transportierenden Filterzigaretten 16 ausgebildet ist.The
In
In den
Der Steuerflansch weist an zu einer Maschinenseite weisenden Innenseite einen Befestigungskörper 50 auf (vgl.
Um die Zentralbohrung 52 herum sind drei Kanäle 54.A, 54.B, 54.C im Befestigungskörper 50 ausgebildet, die beispielsweise mit einer (gemeinsamen) Vakuumquelle verbunden sind. Darüber hinaus ist es im Rahmen der Erfindung möglich, dass die Kanäle 54.A, 54.B, 54.C jeweils mit einem (eigenen) Unterdruck von voneinander getrennten Unterdruckquellen beaufschlagt werden.Around the
Außerdem weist der Befestigungskörper 50 einen Überdruckkanal 56 auf, der mit einer Überdruckquelle verbunden ist, so dass bei der Abgabe von stabförmigen Artikeln, die auf einer Fördertrommel gefördert werden, unter Verwendung der Überdruckquelle die stabförmigen Artikel im Übergabebereich mittels des Überdrucks schonend an eine nachfolgende Fördertrommel abgegeben werden.In addition, the
Auf dem Befestigungskörper 50 wird seitlich ein erster Scheibenkörper 60 zur Ausbildung des Steuertrommelkörpers 21 angeordnet und mit dem Befestigungskörper 50 verbunden. Der Scheibenkörper 60 verfügt über eine Zentralbohrung 62, die mit der Zentralbohrung 52 des Befestigungskörpers fluchtet. Ferner verfügt der Scheibenkörper 60 über einen geöffneten Teilkanal 64.A, der an den Kanal 54.A des Befestigungskörpers 50 angeschlossen ist. Der geöffnete Teilkanal 54.A mündet in einen im Inneren des Scheibenkörpers 60 ausgebildeten Innenraum 65, der mit einem an der Außenseite 67 des Scheibenkörpers 60 ausgebildeten, in Umfangsrichtung des Scheibenkörpers 60 verlaufenden Saugluftkanals 68 in Verbindung steht. Hierbei wird bei Beaufschlagung des Kanals 54.A des Befestigungskörpers 50 über den geöffneten Teilkanal 64.A und den Innenraum 65 der außenseitige Saugluftkanal 68 des Scheibenkörpers 60 mit Unterdruck beaufschlagt, der den steuerflanschseitigen Enden der Saugluftbohrungen eines Trommelkörpers zugeordnet ist.On the mounting
Die beiden anderen im Scheibenkörper 60 ausgebildeten Kanäle 64.B und 64.C sind geschlossen ausgebildet, die mit den Kanälen 54.B und 54.C des Befestigungskörpers 50 kommunizierend in Verbindung stehen. Bei Beaufschlagung der Teilkanäle 54.B, 54.C wird aufgrund der geschlossenen Bauweise der Kanäle 64.B und 64.C im Scheibenkörper kein Unterdruck im Innenraum 65 des Scheibenkörpers 60 erzeugt.The two other channels 64.B and 64.C formed in the
Darüber hinaus verfügt der Scheibenkörper 60 über einen Überdruckkanal 66, der mit dem Überdruckkanal 56 des Befestigungskörpers 50 in Verbindung steht.In addition, the
Wie aus
Der dritte Kanal 74.C ist ebenfalls als geschlossener Kanal im Scheibenkörper 70 ausgebildet und steht mit dem Kanal 64.C des ersten Scheibenkörpers 60 in kommunizierender Verbindung. Der Kanal 74.B ist als geöffneter Teilkanal ausgebildet, so dass bei Beaufschlagung des Kanals 54.B des Befestigungskörpers 50 der Unterdruck über den Kanal 64.B im Innenraum 75 des Scheibenkörpers 70 wirksam angelegt ist. Der Innenraum 75 ist weiterhin mit dem an der Außenseite 77 des Scheibenkörpers 70 ausgebildeten Saugluftkanal 78 verbunden, so dass an dem Saugluftkanal 78 Saugluft bei Beaufschlagung des Kanals 54.B, 64.B und 74.B mit Unterdruck angelegt ist.The third channel 74.C is also formed as a closed channel in the
Darüber hinaus verfügt der Scheibenkörper 70 über eine Zentralbohrung 72 und einen Überdruckkanal 76, die mit den anderen Zentralbohrungen 52, 62 sowie mit den Überdruckkanälen 56, 66 fluchtend in Verbindung stehen.In addition, the
Wie aus
Zur vollständigen Ausbildung eines Steuertrommelkörpers 21 des Steuerflansches 20 wird seitlich an dem zweiten Scheibenkörper 70 ein dritter Scheibenkörper 80 angeordnet, der zwei geschlossene Kanäle 84.A, 84.B aufweist, die mit dem Kanal 74.A bzw. dem gegenüber dem dritten Scheibenkörper 80 abgedichteten bzw. abgetrennten Innenraum 75 und dem Teilkanal 74 in Verbindung stehen.For the complete formation of a
Außerdem weist der dritte Scheibenkörper 80 einen geöffneten Teil-kanal 84.C auf, der in den Innenraum 85 des Scheibenkörpers 80 mündet. Hierbei wird bei Anlegen eines Unterdrucks an den Kanal 54.C des Befestigungskörpers 50 über die geschlossenen Kanäle 64.C, 74.C und den offenen Teilkanal 84.C im Innenraum 85 des Scheibenkörpers 80 ein Unterdruck erzeugt, wobei bei Beaufschlagung des Innenraums 85 mit Unterdruck die an der Außenseite 87 des Scheibenkörpers 80 ausgebildeten teilweise umlaufenden Saugluftkanäle 88.1, 88.2, 88.3, 88.4 mit Unterdruck bzw. Saugluft beaufschlagt werden, um bei einer Fördertrommel die in den Aufnahmemulden geförderten stabförmigen Artikel sicher zu halten.In addition, the
Ferner weist der Scheibenkörper 80 eine Zentralbohrung 82 zur Aufnahme eines Antriebsmittels (z.B. Antriebswelle oder dergleichen) für den Trommelkörper (vgl.
Wie aus
Um einen symmetrischen Aufbau des Steuertrommelkörpers 21 des Steuerflansches 20 zu ermöglichen, werden für einen doppelbahnigen Betrieb der Fördertrommel an einer Filteransetzmaschine seitlich an den dritten, zentralen Scheibenkörper 80 zunächst ein weiterer Scheibenkörper 70 (vgl.
Unter Verwendung der Scheibenkörper 60, 70, 80 werden im Inneren des Steuertrommelkörpers 21 des Steuerflansches 20 getrennt voneinander ausgebildete Saugluftbereitstellungskanäle ausgebildet, wobei jeder Saugluftbereitstellungskanal mit den entsprechend an der Außenseite der Scheibenkörper ausgebildeten Saugluftkanäle jeweils in Wirkverbindung steht.By using the
Zur Ausbildung eines vollständigen Steuerflansches 20 (vgl.
Alle genannten Merkmale, auch die den Zeichnungen allein zu entnehmenden sowie auch einzelne Merkmale, die in Kombination mit anderen Merkmalen offenbart sind, werden allein und in Kombination als erfindungswesentlich angesehen. Erfindungsgemäße Ausführungsformen können durch einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllt sein.All mentioned features, including the drawings alone to be taken as well as individual features that are disclosed in combination with other features are considered alone and in combination as essential to the invention. Embodiments of the invention may be accomplished by individual features or a combination of several features.
- 1010
- Fördertrommelconveyor drum
- 1212
- Trommelkörperdrum body
- 1414
- Aufnahmemuldereceiving trough
- 1616
- ZigaretteCigarette
- 1818
- SaugluftbohrungSaugluftbohrung
- 2020
- Steuerflanschcontrol flange
- 2121
- SteuertrommelkörperControl drum body
- 2222
- DurchlassbereichPassband
- 3030
- UnterdruckquelleVacuum source
- 5050
- Befestigungskörpermounting body
- 5252
- Zentralbohrungcentral bore
- 54.A, 54.B, 54.C54.A, 54.B, 54.C
- Kanalchannel
- 5656
- ÜberdruckkanalOverpressure channel
- 6060
- Scheibenkörperwasher body
- 6262
- Zentralbohrungcentral bore
- 64.A, 64.B, 64.C64.A, 64.B, 64.C
- Kanalchannel
- 6565
- Innenrauminner space
- 6666
- ÜberdruckkanalOverpressure channel
- 6767
- Außenseiteoutside
- 6868
- Saugluftkanalsuction air channel
- 7070
- Scheibenkörperwasher body
- 7272
- Zentralbohrungcentral bore
- 74.A, 74.B, 74.C74.A, 74.B, 74.C
- Kanalchannel
- 7575
- Innenrauminner space
- 7676
- ÜberdruckkanalOverpressure channel
- 7777
- Außenseiteoutside
- 7878
- Saugluftkanalsuction air channel
- 8080
- Scheibenkörperwasher body
- 8282
- Zentralbohrungcentral bore
- 84.A, 84.B, 84.C84.A, 84.B, 84.C
- Kanalchannel
- 8585
- Innenrauminner space
- 8686
- ÜberdruckkanalOverpressure channel
- 8787
- Außenseiteoutside
- 88.1, 88.2, 88.3, 88.488.1, 88.2, 88.3, 88.4
- Saugluftkanalsuction air channel
- 9090
- Deckelkörpercover body
- 9292
- Zentralbohrungcentral bore
- MM
- Maschine der Tabak verarbeitenden IndustrieMachine of the tobacco processing industry
Claims (14)
- Control flange (20) of a conveying drum (10) in the tobacco-processing industry for providing negative pressure on receiving depressions (14) of a drum body (12), which surrounds the control flange (20), of the conveying drum (10), wherein the control flange (20) presents a control drum body (21), wherein a plurality of separate suction air delivery channels (64.A, 74.A, 84.A; 64.B, 74.B, 84.B; 64.C, 74.C, 84.C) are formed inside the control drum body (21), wherein the suction air delivery channels (64.A, 74.A, 84.A; 64.B, 74.B, 84.B; 64.C, 74.C, 84.C) are formed in the longitudinal direction of the control drum body (21), wherein each of the suction air delivery channels (64.A, 74.A, 84.A; 64.B, 74.B, 84.B; 64.C, 74.C, 84.C) is connected to one or more suction air channels (68, 78, 88.1, 88.2) which are formed on the outside of the control drum body (21), characterised in that the suction air channels (68, 78, 88.1, 88.2) formed on the outside of the control drum body (21) are formed parallel to one another in the circumferential direction of the control drum body (21).
- Control flange (20) according to claim 1, characterised in that the suction air channels (68, 78, 88.1, 88.2) are formed on the outside in the circumferential direction of the control drum body (21).
- Control flange (20) according to claim 1 or 2, characterised in that one or more outer suction air channels (68, 78, 88.1, 88.2) in the circumferential direction of the control drum body (21) are assigned to each suction air delivery channel (64.A, 74.A, 84.A; 64.B, 74.B, 84.B; 64.C, 74.C, 84.C) formed inside the control drum body (21).
- Control flange (20) according to one of claims 1 to 3, characterised in that the suction air delivery channels (64.A, 74.A, 84.A; 64.B, 74.B, 84.B; 64.C, 74.C, 84.C) are formed next to and/or parallel to one another with regard to the longitudinal direction of the control drum body (21).
- Control flange (20) according to one of claims 1 to 4, characterised in that at least two suction air channels (68, 78, 88.1, 88.2) on the outside of the control drum body (21) which are each connected to a suction air delivery channel (64.A, 74.A, 84.A; 64.B, 74.B, 84.B; 64.C, 74.C, 84.C) are of different lengths.
- Control flange (20) according to one of claims 1 to 5, characterised in that the control drum body presents a plurality of disc bodies (60, 70, 80) arranged next to one another, wherein one or more disc bodies (60, 70, 80) each present, between a front and a back, at least one closed sub-channel of a suction air delivery channel (64.A, 74.A, 84.A; 64.B, 74.B, 84.B; 64.C, 74.C, 84.C) for suction air and an opened sub-channel of a second suction air delivery channel (64.A, 74.A, 84.A; 64.B, 74.B, 84.B; 64.C, 74.C, 84.C) is provided between the front and back of the disc body (60, 70, 80), wherein the opened sub-channel is connected in a communicating manner to the suction air channel (68, 78, 88.1, 88.2) formed on the outside of the disc body (60, 70, 80), preferably arranged in the circumferential direction of the disc body (60, 70, 80).
- Control flange (20) according to claim 6, characterised in that in an arrangement of a plurality of disc bodies (60, 70, 80), each suction air delivery channel (64.A, 74.A, 84.A; 64.B, 74.B, 84.B; 64.C, 74.C, 84.C) presents at least one sub-channel (64.A, 74.B, 84.C) opened radially outwards.
- Control flange (20) according to claim 6 or 7, characterised in that the disc bodies (60, 70, 80) present a preferably centrally formed and/or cylindrical cavity (62, 72, 82) for receiving a drum shaft of the conveying drum (10), wherein the closed sub-channels (64.B, 64.C, 74.A, 74.C, 84.A, 84.B) and the one opened sub-channel (64.A, 74.B, 84.C) of the disc bodies (60, 70, 80) are arranged around the cavity (62, 72, 82).
- Control flange (20) according to one of claims 1 to 8, characterised in that a separate suction air supply channel (54.A, 54.B, 54.C) is provided for each suction air delivery channel (64.A, 74.A, 84.A; 64.B, 74.B, 84.B; 64.C, 74.C, 84.C), preferably on the connection side of the control flange (20), wherein in particular the negative pressure in the suction air supply channels (54.A, 54.B, 54.C) is or becomes individually adjustable.
- Control flange (20) according to one of claims 1 to 9, characterised in that the control flange (20) is formed as a cast body, preferably with segments presenting a plurality of suction air delivery channels (64.A, 74.A, 84.A; 64.B, 74.B, 84.B; 64.C, 74.C, 84.C), and/or the control flange (20) is formed from a plurality of centred disc bodies (60, 70, 80).
- Control flange (20) according to one of claims 1 to 10, characterised in that an, in particular separate, overpressure channel is formed in the control drum body (21).
- Conveying drum (10) in the tobacco-processing industry with a turnable drum body (21), wherein the drum body (12) presents receiving depressions (14) for transported or to be transported rod-shaped articles (14) in the tobacco-processing industry, in particular tobacco sticks and/or filter rods or the components thereof, wherein the drum body (12) presents preferably radial suction air openings (18) opening into the receiving depressions (12), so that the suction air openings (18) of one or more receiving depressions (14) can be subjected to negative pressure by means of a negative pressure source, and with a preferably fixed control flange (20), arranged inside the conveying drum (10), which is surrounded by the drum body (12), wherein the control flange (20) is formed according to one of claims 1 to 11.
- Method for the conveying transversely to the axis of rod-shaped articles in the tobacco-processing industry, in particular tobacco sticks and/or filter rods or the components thereof, using a conveying drum (10) according to claim 12.
- Machine (M) in the tobacco-processing industry, in particular filter application machine (M), with a conveying drum (10) according to claim 12.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL12719593T PL2709472T3 (en) | 2011-05-18 | 2012-05-03 | Control flange of a conveying drum in the tobacco processing industry |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011076066A DE102011076066A1 (en) | 2011-05-18 | 2011-05-18 | Control flange of a conveyor drum of the tobacco processing industry |
| PCT/EP2012/001904 WO2012156033A1 (en) | 2011-05-18 | 2012-05-03 | Control flange of a conveying drum in the tobacco‑processing industry |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2709472A1 EP2709472A1 (en) | 2014-03-26 |
| EP2709472B1 true EP2709472B1 (en) | 2017-03-22 |
Family
ID=46046113
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12719593.1A Active EP2709472B1 (en) | 2011-05-18 | 2012-05-03 | Control flange of a conveying drum in the tobacco processing industry |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2709472B1 (en) |
| CN (1) | CN103533855B (en) |
| DE (1) | DE102011076066A1 (en) |
| PL (1) | PL2709472T3 (en) |
| WO (1) | WO2012156033A1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016114641A1 (en) * | 2016-08-08 | 2018-02-08 | Hauni Maschinenbau Gmbh | Conveyor drum of the tobacco processing industry |
| IT201600104332A1 (en) * | 2016-10-18 | 2018-04-18 | Gd Spa | Machine and method for the production of filters |
| DE102017129736A1 (en) * | 2017-12-13 | 2019-06-13 | Hauni Maschinenbau Gmbh | Conveying device for conveying articles of the tobacco processing industry |
| GB202219486D0 (en) * | 2022-12-22 | 2023-02-08 | Nicoventures Trading Ltd | Apparatus, components thereof and method for handling rods of aerosol-generating material |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1289110A (en) * | 1969-01-03 | 1972-09-13 | ||
| US4438774A (en) * | 1980-12-18 | 1984-03-27 | Molins Limited | Cigarette conveying drums |
| GB2090572B (en) | 1980-12-18 | 1984-08-22 | Molins Ltd | Cigarette conveying drums |
| JP3405801B2 (en) * | 1994-03-31 | 2003-05-12 | 日本たばこ産業株式会社 | Separation and alignment device for rod members |
| JP3368148B2 (en) * | 1996-07-05 | 2003-01-20 | 日本たばこ産業株式会社 | Rod member receiving device |
| DE10146992A1 (en) * | 2001-09-18 | 2003-04-03 | Hauni Maschinenbau Ag | Transfer device and bowl drum as well as procedure for the transfer of hard filter elements |
| DE102009022024B4 (en) * | 2009-05-15 | 2011-06-16 | Hauni Maschinenbau Ag | Conveying device with vacuum suction |
| DE102010018817A1 (en) * | 2010-04-29 | 2011-11-03 | Hauni Maschinenbau Ag | Transport device for a machine for producing rod-shaped products of the tobacco-processing industry |
-
2011
- 2011-05-18 DE DE102011076066A patent/DE102011076066A1/en not_active Withdrawn
-
2012
- 2012-05-03 WO PCT/EP2012/001904 patent/WO2012156033A1/en active Application Filing
- 2012-05-03 CN CN201280023401.8A patent/CN103533855B/en active Active
- 2012-05-03 PL PL12719593T patent/PL2709472T3/en unknown
- 2012-05-03 EP EP12719593.1A patent/EP2709472B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2709472A1 (en) | 2014-03-26 |
| CN103533855B (en) | 2016-10-26 |
| CN103533855A (en) | 2014-01-22 |
| DE102011076066A1 (en) | 2012-11-22 |
| WO2012156033A1 (en) | 2012-11-22 |
| PL2709472T3 (en) | 2017-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2668857B1 (en) | Transport drum for the tobacco processing industry | |
| DE102015113820A1 (en) | Sliding drum of the tobacco processing industry | |
| EP2363029A1 (en) | Transport drum for the tobacco processing industry | |
| EP2709472B1 (en) | Control flange of a conveying drum in the tobacco processing industry | |
| DE102011075610A1 (en) | Conveying drum for transverse axial conveying of e.g. tobacco sticks into filter tipping machine in tobacco-processing industry, has flange whose openings communicate with openings of drum body during rotation of drum body | |
| EP2712509B1 (en) | Discharge of rod-shaped articles from the tobacco processing industry | |
| EP1374706B1 (en) | Filter feeding for a filter assembly machine | |
| EP2353408A2 (en) | Transport drum for the tobacco processing industry | |
| EP1827143B1 (en) | Pusher drum | |
| EP3677128B1 (en) | Conveying of rod-shaped articles from the tobacco processing industry | |
| EP3281537A2 (en) | Transport drum for the tobacco processing industry | |
| DE10153655A1 (en) | Device for wrapping groups of filter segments with a wrapping material for producing multi-segment filters of the tobacco processing industry and multi-segment filter manufacturing device | |
| DE102017127593A1 (en) | Sliding drum of the tobacco processing industry | |
| DE102013210634A1 (en) | Sliding drum for a machine of the tobacco processing industry | |
| EP2517582A2 (en) | Suction ring for a conveyor drum in the tobacco processing industry | |
| EP2696709B1 (en) | Conveying rod-shaped articles of the tobacco processing industry | |
| DE10351070B4 (en) | staggering drum | |
| DE102018103635A1 (en) | Multi-segment product manufacturing of the tobacco processing industry | |
| DE102005051525A1 (en) | Filterzuführeinrichtung | |
| EP2637520B1 (en) | Apparatus and method for supplying fluids into a rod and rod maker with such an apparatus | |
| EP4156980A1 (en) | Pushing drum for the tobacco-processing industry | |
| DE102011088747A1 (en) | Operation of a filter attachment machine | |
| EP3189740B1 (en) | Method for producing a multisegment filter and multisegment filter production apparatus for the tobacco industry | |
| DE102019124198A1 (en) | Conveyor drum of the tobacco processing industry | |
| EP3790416A2 (en) | Filter segment assembling device and method for assembling filter segments of the tobacco processing industry |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131112 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HAUNI MASCHINENBAU GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20161110 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 876794 Country of ref document: AT Kind code of ref document: T Effective date: 20170415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012009845 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170623 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170622 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170622 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170724 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170722 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012009845 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| 26N | No opposition filed |
Effective date: 20180102 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170503 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170622 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 876794 Country of ref document: AT Kind code of ref document: T Effective date: 20170503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170503 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502012009845 Country of ref document: DE Owner name: KOERBER TECHNOLOGIES GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU GMBH, 21033 HAMBURG, DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: KOERBER TECHNOLOGIES GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: HAUNI MASCHINENBAU GMBH Effective date: 20221025 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230621 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240522 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240523 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240422 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240529 Year of fee payment: 13 |