EP2582901B1 - Verbundprofil und verfahren zur herstellung eines verstärkungselementes für ein verbundprofil - Google Patents
Verbundprofil und verfahren zur herstellung eines verstärkungselementes für ein verbundprofil Download PDFInfo
- Publication number
- EP2582901B1 EP2582901B1 EP11730601.9A EP11730601A EP2582901B1 EP 2582901 B1 EP2582901 B1 EP 2582901B1 EP 11730601 A EP11730601 A EP 11730601A EP 2582901 B1 EP2582901 B1 EP 2582901B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- plastic
- reinforcing
- profile
- reinforcing element
- composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title claims description 36
- 238000000034 method Methods 0.000 title claims description 20
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 230000002787 reinforcement Effects 0.000 title description 18
- 230000003014 reinforcing effect Effects 0.000 claims description 140
- 239000004033 plastic Substances 0.000 claims description 116
- 229920003023 plastic Polymers 0.000 claims description 116
- 239000006260 foam Substances 0.000 claims description 27
- 229910052751 metal Inorganic materials 0.000 claims description 22
- 239000002184 metal Substances 0.000 claims description 22
- 239000002023 wood Substances 0.000 claims description 21
- 238000003466 welding Methods 0.000 claims description 20
- 230000000694 effects Effects 0.000 claims description 18
- 238000001125 extrusion Methods 0.000 claims description 17
- 229910052782 aluminium Inorganic materials 0.000 claims description 13
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 13
- 229910000831 Steel Inorganic materials 0.000 claims description 12
- 239000010959 steel Substances 0.000 claims description 12
- 238000003801 milling Methods 0.000 claims description 10
- 238000005520 cutting process Methods 0.000 claims description 8
- 238000001816 cooling Methods 0.000 claims description 6
- 238000004049 embossing Methods 0.000 claims description 6
- 238000003825 pressing Methods 0.000 claims description 6
- 241000218657 Picea Species 0.000 claims description 5
- 239000000853 adhesive Substances 0.000 claims description 4
- 230000001070 adhesive effect Effects 0.000 claims description 4
- 239000003000 extruded plastic Substances 0.000 claims description 3
- 238000004080 punching Methods 0.000 claims description 3
- 239000004411 aluminium Substances 0.000 claims description 2
- 238000003780 insertion Methods 0.000 claims description 2
- 230000037431 insertion Effects 0.000 claims description 2
- 238000005096 rolling process Methods 0.000 claims description 2
- 229920001187 thermosetting polymer Polymers 0.000 claims description 2
- 229920002430 Fibre-reinforced plastic Polymers 0.000 claims 1
- 239000003822 epoxy resin Substances 0.000 claims 1
- 239000011151 fibre-reinforced plastic Substances 0.000 claims 1
- -1 for example Polymers 0.000 claims 1
- 229920000647 polyepoxide Polymers 0.000 claims 1
- 229920006337 unsaturated polyester resin Polymers 0.000 claims 1
- 239000010410 layer Substances 0.000 description 25
- 239000000463 material Substances 0.000 description 19
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 13
- 230000036961 partial effect Effects 0.000 description 13
- 238000009413 insulation Methods 0.000 description 12
- 230000008569 process Effects 0.000 description 10
- 238000013461 design Methods 0.000 description 8
- 239000011152 fibreglass Substances 0.000 description 8
- 229910052742 iron Inorganic materials 0.000 description 7
- 239000011324 bead Substances 0.000 description 6
- 238000005452 bending Methods 0.000 description 6
- 230000008901 benefit Effects 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 6
- 150000002739 metals Chemical class 0.000 description 6
- 239000000835 fiber Substances 0.000 description 5
- 239000011521 glass Substances 0.000 description 5
- 238000005304 joining Methods 0.000 description 5
- 229920001169 thermoplastic Polymers 0.000 description 5
- 239000004416 thermosoftening plastic Substances 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 4
- 239000003365 glass fiber Substances 0.000 description 4
- 238000000227 grinding Methods 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 230000007935 neutral effect Effects 0.000 description 4
- 239000012792 core layer Substances 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000007730 finishing process Methods 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 240000003517 Elaeocarpus dentatus Species 0.000 description 1
- 206010061217 Infestation Diseases 0.000 description 1
- 206010043268 Tension Diseases 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 230000002538 fungal effect Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 235000000396 iron Nutrition 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 210000001331 nose Anatomy 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000011505 plaster Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
Images














Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/06—Single frames
- E06B3/08—Constructions depending on the use of specified materials
- E06B3/20—Constructions depending on the use of specified materials of plastics
- E06B3/22—Hollow frames
- E06B3/221—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity
Definitions
- the invention relates to a composite profile with the features of claim 1 and a method for producing a composite profile having the features of claim 8.
- Plastic profiles are used for example as a plastic hollow profile as a frame material for plastic windows, as floor boards and for other applications. Plastic profiles compete with metal profiles or wood profiles. Plastic has a high design freedom and a shapely surface in the applications mentioned, whereby the plastic profile can be adjusted directly within wide limits to the intended use.
- Another advantage is the plastic-typical, low thermal conductivity, which in combination with the profile design with hollow chambers and partitions to a very good insulation, which is an important quality criterion especially for windows.
- the disadvantage is the very low modulus of elasticity compared to metals, as a result of which plastic profiles do not have a very high flexural rigidity.
- the DE 199 33 099 A1 relates to the extrusion of, inter alia, metallic reinforcing tapes, whereby a higher efficiency is given in static terms.
- a disadvantage of this design is the special edge formation of the strips, which is intended to prevent displacement of the strips relative to the plastic profile when the plastic profile is subjected to bending.
- a punching of the two edges is proposed, wherein the punches must correspond exactly to each other in the sense that a gap on one side leads to a tooth on the other side.
- the DE 2 061 901 which discloses the subject-matter of the preamble of claim 1, describes reinforcing elements which can be used in connection with profiles. These reinforcing elements have profilings which act essentially in the longitudinal direction of the profile.
- the aim of the invention is to make the molding of differently shaped reinforcing elements in the plastic profile so that with little effort, the shear-resistant connection with respect to the plastic profile can be ensured.
- the object is achieved by a composite profile according to claim 1.
- the object is further achieved by a method having the features of claim 8.
- Advantageous embodiments are subject matters of the subclaims.
- the material for the reinforcing elements 1, 2, 4, 5, especially aluminum, steel or high-strength fiber composites are suitable. Since these materials are not with the thermoplastic base material of the plastic profile 10, 20, in PVC-hard window profiles, weldable, the required shear-resistant connection is mainly to ensure a suitable form-fitting design of the contact surfaces. Possible embodiments are e.g. Undercuts and / or a sufficiently large contact surface.
- the "resistance to displacement per unit length” does not have to be extremely high and / or theoretically At best reach achievable values, as in the case of low deflections of the composite profile always the entire connection length is claimed to thrust, so the actual acting thrust force over the entire length between the components involved, and because no very high loads occur, so by no means nearly to approaching the breaking point.
- the stiffening is effected by a plug-in composite profile (see FIGS. 22 to 25 ), in which the disadvantages are avoided from the point of view of the thermal insulation effect in comparison to a conventional U-reinforcing iron.
- a plug-in composite profile see FIGS. 22 to 25
- a composite profile on additional foam cover layers is that in the plastic window profile to be stiffened interior walls, which serve primarily to achieve a better thermal insulation effect, can be omitted.
- a 5-layer composite profile is largely adapted by, for example, milling the outer foam layers to the now larger main chamber of the plastic profile 10 so that hardly any cavities remain free. Since foams with a very low density have a better insulating effect than air-filled hollow chambers, the insulating effect of the plastic profile with inserted composite profile is higher despite lower number of chambers than in conventional plastic profiles with five to seven chambers.
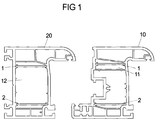
- a particular advantage of this system is that the window profiles with fewer inner chambers have a lower weight per meter and, in addition, can be extruded faster because of the faster cooling, as a result of which these plastic profiles can be produced more cheaply. In Fig.
- extruded plastic profiles 10, 20 Pullastic hollow profile
- reinforcing elements 1, 2, designed here as reinforcing bands are reinforced.
- the reinforcing elements 1, 2 consist of a material (metal, GRP) with a relatively high modulus of elasticity.
- one of the reinforcing elements 1 of a relatively small hollow chamber 11 is arranged in the first plastic profile 10.
- the reinforcing elements 1, 2 are each arranged in a larger chamber 12.
- the plastic profiles 10 are e.g. extruded in a so-called cross-spray nozzle, wherein the reinforcing elements 1, 2 are fed through the nozzle in the extrusion direction.
- the edges of the reinforcing elements 1, 2 are connected in a shear-resistant manner in the longitudinal and transverse directions with the plastic profiles 10. This is e.g. achieved in that the edges of the reinforcing elements 1, 2 are positively embedded in the plastic. That is, the edges must have longitudinally-operative retaining elements 3, e.g. Undercuts have, which are filled with plastic during extrusion in the nozzle. Undercuts in the transverse direction, in the plane of the reinforcing strip, are provided so that the composite can not be released during long-term loading due to the effect of force and the influence of temperature.
- Fig. 1 has reinforcing elements 1, 2 in the form of ribbons.
- Fig. 2 is a perspective view of a plastic profile 10 of a sash profile shown, in which the reinforcing elements 1, 2 are formed by wooden strips. The wood strips have a much greater thickness-to-widths Ratio, as the band-shaped reinforcing elements in Fig. 1 ,
- a wood reinforcement is possible, with which almost the same reinforcing effect is achieved, as by a reinforcement with conventional U-reinforcing iron.
- These wooden strips 1, 2 are also shear-resistant connected to the plastic profile 10 in order to develop the optimum reinforcing effect with respect to the neutral (bending) fiber.
- a frame profile according to Fig. 3 shows that even a single wooden strip as a reinforcing element 1 in a plastic profile 10 is usable. It is not mandatory that the cross section of the wooden strip is rectangular. In this case, almost the entire main chamber of the plastic profile 10 is filled with a wood profile 1 adapted to the cross section. Due to the "large" wood cross section, this reinforcement also achieves a considerable stiffening effect.
- a shear-resistant integration in the plastic profile 10 can be made, but is not absolutely necessary in view of the reinforcing effect, because the neutral fiber of the wood reinforcement and those of the plastic profile 10 are close together due to geometry. That is, this reinforcement could just like the U-reinforcing iron inserted during the window assembly and bolted to the plastic profile. Likewise, sheathing and / or encapsulation of the wood reinforcement in the course of profile extrusion is possible.
- E-modules are to be understood here as mean values. It can be seen from the table that metallic reinforcing elements 1, 2 have the highest moduli of elasticity, followed by unidirectionally glass fiber reinforced plastics.
- the metals perform best. Likewise, this wood is very good. It is noticeable that in the case of short glass fiber reinforced thermoplastics, as well as in wood, the required thicknesses may be reduced. difficult to accommodate in the plastic profile 10, which is expected here with a significant reduction in the reinforcing effect compared to the metals. It also makes sense to use spruce wood as reinforcement. Taking the price into consideration, spruce wood is far superior to other materials, including fiberglass, and steel is the next.
- FIG. 4 to 19 different configurations of holding elements 3 are shown, which are arranged on reinforcing elements 1, 2. They are intended to produce a stronger connection between plastic profile 10 and reinforcing elements 1, 2, with a force effect in band plane being present both in the transverse and in the longitudinal direction.
- Fig. 4 is a partial view of an edge region of a reinforcing elements 1 is shown.
- the holding elements 3 are applied here by knurling and / or embossing. This is simply applicable especially to metallic reinforcing elements 1, 2.
- FIGS. 5 and 6 a further embodiment for holding elements 3 is shown.
- a band-shaped reinforcing element 1 preferably made of metal
- sawtooth structures are arranged as holding elements 3 on both edges.
- Fig. 6 presented an enlarged view of the sawtooth structure, showing the up and down bent saw teeth.
- the saw teeth are similar to the teeth of a hand saw and are also manufactured in such a way: punching out of gaps and cabinets of teeth, the teeth are alternately bent slightly to the left and right. This design causes a positive connection in two directions: in the longitudinal direction due to the tooth flanks and in the transverse direction as a result of the tooth pitch.
- FIGS. 7 and 8 an alternative embodiment is shown in which there is an edge formation of a reinforcing element 1 with alternately slightly bent left and right segments.
- this structure for a holding element 3 can also be generated by means of counter-acting wheels. These wheels run exactly in sync with each other and alternately have gaps and protrusions.
- the mutually acting edges cause a severing of the edges of the band-shaped reinforcing element 1, 2 similar as by means of a jar and the projections cause a slight bending of the resulting "teeth" alternately in both directions. Again, a positive connection is achieved after embedding the edge in plastic in the two main directions.
- Fig. 9 is an embodiment of a band-shaped reinforcing element 1, 2 shown, the edge formation is easy to produce: It is dispensed with the severing of the reinforcing element 1, 2. Only the edge of the reinforcing element 1, 2 is plastically deformed, eg wave-shaped. This is also done between two counteracting, synchronously running roles, the survey for a role in the direction of "shorter" than the gap of the counter-roller.
- This corrugated edge as a holding element 3 of the reinforcing element 1, 2 also leads to a shear-resistant connection, when it is tightly enclosed by plastic. It is advantageous that the supporting cross-section of the stiffening profile is not weakened by joints and thus contributes to the entire bandwidth for reinforcing the plastic profile.
- a further embodiment for a reinforcing element 1, 2 is shown, this embodiment is not limited to band-shaped reinforcing elements.
- the edge is provided with additional beads, which is easy to produce, especially when using aluminum by a rolling. By these beads, the positive connection in tensile stress in the transverse direction is higher load. For the form fit in the longitudinal direction, a combination with the tooth and wave training shown is recommended.
- Fig. 11 to 13 are different edge structures as holding elements 3 for reinforcing elements 1, 2 shown.
- Fig. 11 shows teeth with notched teeth for an undercut in the longitudinal and transverse directions according to the invention.
- FIG. 12 shows teeth with set teeth for undercut in the longitudinal and transverse directions according to the invention.
- the cutting direction for the teeth is not perpendicular to the edge of the reinforcing element 1, 2 but obliquely.
- the tooth forms according to Fig. 11 to 13 are recommended for metals which can be easily stamped and / or severed, for example aluminum.
- Fig. 14 is a reinforcing element 1, 2 shown in GRP.
- a material for reinforcing elements 1, 2 and glass fiber reinforced plastic is well.
- E modulus of the order of about 10,000 N / mm 2 can be achieved.
- Endless glass fiber reinforced plastics are more suitable, with the highest stiffnesses being achieved when using thermosetting plastics as binders in comparison to thermoplastics.
- Elasticity modules up to 40,000 N / mm 2 are foreseeable. In contrast to metals, in this case hardly any plastic deformation is possible for forming an edge as holding elements 3 with undercuts.
- Fig. 14 (and enlarged in Fig. 15 ) are, for example, by milling or grinding with diamond-tipped grinding wheels the desired Notches in the edges of the reinforcing element 1 generates. It does not depend on a specific assignment of the respective notches to each other or their exact geometry, so that the control of the various grinding wheels is also easy to do.
- such an edge structure as a holding element 3 is also possible with reinforcing elements 1, 2 made of other materials.
- Fig. 16 is another alternative, in particular for fasteners 1, 2 made of GRP, shown.
- fasteners 1, 2 made of GRP In order to form an undercut in the transverse direction, grooves are also ground longitudinally in addition to the teeth.
- reinforcing elements 1 made of wood, especially spruce wood, each having a notched edge.
- For wooden strips as reinforcing elements 1, 2 is an edge education by notches by means of saw or milling useful.
- Vertical cuts to the edge lead to a good anchoring against displacement in the longitudinal direction. Are these cuts obliquely to the longitudinal axis ( Fig. 19 ) or alternately obliquely backwards and forwards ( Fig. 18 ), also results in a very good connection against pulling in the transverse direction.
- the formation of the reinforcing elements 1, 2 was in the embodiments shown so far band-shaped or strip-shaped.
- FIGS. 20 and 21 a plastic profile is shown, in which four wires 1, 2, 4, 5 are arranged as reinforcing elements in the plastic profile 10.
- the wires 1, 2, 4, 5 can be made of steel or aluminum, for example.
- endless struts can unidirectional glass fiber reinforced plastics, are arranged in the plastic profile 10.
- the reinforcing elements 1, 2, 4, 5 are preferably arranged as far away as possible from the neutral fiber.
- FIGS. 20 and 21 It can be seen that the arrangement of the wires as reinforcing elements 1, 2, 4, 5 takes place substantially in the corners of the plastic profile 10.
- plastic profile 10 for windows allows the pressing of the reinforcements in the finished plastic profile 10.
- the wires 1, 2, 4, 5 can be useful in the context of profile extrusion, for example, following cooling, before the plastic profile 10 enters the caterpillar take, are pressed. However, they can also be pressed into the cut-to-length section bars or even into the frame sections cut to length and mitred for the purpose of making up the windows.
- wire 1, 2, 4, 5 is also heated to about 120 to 200 ° C in addition to embossing the surface. After pressing the heat is introduced into the adjacent plastic, this softens and becomes flowable and then fills the undercuts in the wire largely. After cooling, wire 1, 2, 4, 5 and plastic are optimally connected and it can be easily transferred large shear forces.
- reinforcing elements 1, 2, 4, 5 in which the reinforcing effect due to a shear-resistant connection by means of retaining elements 3 of inserted reinforcing elements (bands, strips wires) is effected with the plastic profile 10.
- At least one further foam layer (cover layers) 33, 34 is additionally glued to the force-effective tension / compression reinforcing belts. If U-reinforcing bars are used, they are 1-2 mm smaller than the chambers in hollow sections, so they need to be screwed. By using at least one cover layer 33, 34, a certain degree of oversize can easily be set, so that the reinforcement element can then be inserted without play into the plastic profile 10.
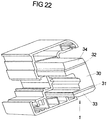
- the composite profile as reinforcing element 1, 2 according to FIGS. 22 to 25 has five layers 30, 31, 32, 33, 34.
- plastic profiles 10 For the application of such 5-layer composite profiles, it is expedient to simplify the plastic profiles 10, that is to make more extrusion-friendly (see FIGS. 24 and 25 ).
- These plastic profiles 10 have only three chambers, ie only two inner walls, which are required for the stability and function of the plastic profiles 10. Two or three inner chambers or inner walls have been eliminated compared to the original profile shape, which reduces the profile weight of the meter and allows a higher extrusion speed to be achieved. Nevertheless, the thermal insulation effect of the profile system is ultimately not diminished, because the outer foam layers of the composite profile 30, 31, 32, 33, 34 take over the Dämmfunktion the original inner chambers and even improve.
- the composite profiles as reinforcing elements 1, 2 for the frame profile after Fig. 24 or for the sash profile FIG. 25 arise by milling the foam components from the composite profile Fig. 23 .
- the "accuracy of fit" between PVC main profile and the foam portions of the composite profile 1 can be very tight. Slight spatial disabilities can be tolerated because the foam can be relatively easily sheared off and / or pushed in when inserting the reinforcing profile into the PVC profile along small projecting noses. That is, the reinforcing element 1 has a very close contact with the PVC profile and supports this immediately over a large area or at least linear.
- the screwing of the two plastic profiles 10 can therefore be simplified, ie it suffice less screws with larger distances from each other.
- the thermal insulation effect increases when the foam insert rests along several lines directly on the PVC profile, because no exchange of air over long distances can take place, the heat transfer due to convection is reduced.
- insulating foams are not to be introduced into the profile at the same time as the profile extrusion because the desired poor heat conduction considerably lengthens the calibration and cooling process and only a very limited foam specification can be used in the course of the extrusion process. It is more appropriate to optimize the processes for the foam production on the one hand and for the profile extrusion separately on the other hand and to bring together the respective semi-finished products.
- foam blanks In principle, it is possible to insert the foam blanks into the 6 m long profile bars or to insert them into the trimmed and mitered frame parts only in the course of the finishing process.
- a corresponding automatic production of the foam blanks and automatic introduction into the plastic profile 10 speaks rather for combining in the course of profile production. Complications during assembly are not to be expected then.
- Foams made of PS or PE have lower or equal melting points than PVC at approx. 200 ° C, so that they also soften when warming up for corner welding and can additionally act as a welding surface.
- the profile bars which are usually 6 m in length, cut off the lengths required to form the window frames by 45 °, mitred. From each four frame profiles then a rectangular frame is welded. The joining surfaces are first heated to the welding temperature, about 200 ° C, and then pressed together. Depending on the profile joining surface, this results in a burnup of approx. 3mm.
- "erosion” is not to be understood literally, that is, the softened plastic material deforms plastically and forms a bead, which is then removed again on the visible surfaces.
- the material of the reinforcing elements 1, 2 therefore also has an effect on the finishing process.
- the cutting process, the miter cutting, must be adapted to the material.
- no saw blades with carbide teeth are applicable.
- a cost-effective variant is available with cut-off loops.
- the remaining mentioned materials are to be separated almost without changing the process continues with the carbide circular saw blades.
- Fig. 26 is a perspective view of a mitred plastic profile 10 with two reinforcing elements 1, 2, for example, made of aluminum or steel or GRP in band form.
- the resetting of the hard reinforcing elements 1, 2, 4, 5 is advantageously carried out immediately after the miter cutting, still in the same setting of the plastic profiles 10.
- the position of the plastic profile 10 and the cut surface is exactly known and fixed, so that by means of milling or sanding process the required area proportions can be edited exactly.
- This can be done by a shank or end mill, which, for example, program-controlled moves off the required contours.
- Well suited is a high-speed milling unit, since only small forces are transmitted to the workpiece and thus a flutter or vibration in the case of thin sheets is reduced.
- cutters with a comparatively small diameter are used in high-speed milling.
- Fig. 27 is the isolated (ie free-milled reinforcement element 1) shown.
- the cutter is aligned axially parallel to the plastic profile 10, via a suitable, programmable path control the required positions are approached.
- a sawing or cut-off grinding method can be used, wherein in the miter plane through slots are formed with about 2 mm depth, as in Fig. 30 and 31 is shown. That is, in the plane of the reinforcing elements 1, 2 (designed here as a reinforcing strip), the plastic parts actually suitable for the welding process are removed. But this is not a disadvantage, since in the welding process these "gaps" in the course of the bead formation are filled up anyway with plastic from the adjacent areas.
- plastic profiles 10 according to this invention reinforced with reinforcing elements 1, 2, 4, 5 (bands of metal, strips, wires, etc.), these can also be used for the corner joint.
- the metal components can transmit locally much larger forces than the plastic, the required corner strength can be ensured that only these metal components are connected to each other durable.
- This connection can be done either by welding together or by gluing with an insert.
- the plastic itself does not have to be involved in the connection. This has the advantage that the plastic forms no Sch spawulst and this in the episode not painstakingly removed by the so-called "corner cleaning" and / or must be milled or pulled to a pleasing shape.
- the metal bands or wires are not reset against the miter surface, but themselves interconnected. This bonding can be done either mechanically or by welding.
- Welding e.g. Heat pulse welding similar to spot welding: The electrodes are applied to the externally accessible reinforcement elements 1, 2, 4, 5 (wires, bands, etc.) in the groove. If the miter surfaces are brought into contact, an electrically conductive connection is formed at the contact surface with great resistance - an arc arises at short notice, which leads to welding.
- Heat pulse welding similar to spot welding: The electrodes are applied to the externally accessible reinforcement elements 1, 2, 4, 5 (wires, bands, etc.) in the groove. If the miter surfaces are brought into contact, an electrically conductive connection is formed at the contact surface with great resistance - an arc arises at short notice, which leads to welding.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Wing Frames And Configurations (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
- Die Erfindung betrifft ein Verbundprofil mit den Merkmalen des Anspruchs 1 und ein Verfahren zur Herstellung eines Verbundprofils mit den Merkmalen des Anspruchs 8.
Kunststoffprofile werden z.B. als Kunststoffhohlprofil als Rahmenmaterial für Kunststofffenster verwendet, als Bodendielen und für weitere Anwendungen. Dabei treten Kunststoffprofile in Konkurrenz zu Metallprofilen oder zu Holzprofilen.
Kunststoff weist bei den genannten Anwendungen eine hohe Gestaltungsfreiheit und eine formschöne Oberfläche auf, wodurch das Kunststoffprofil direkt in weiten Grenzen an den Einsatzzweck angepasst werden kann. Ein weiterer Vorteil ist die kunststoff-typische, niedrige Wärmeleitfähigkeit, welche in Kombination mit der Profilausführung mit Hohlkammern und Zwischenwänden zu einer sehr guten Isolierwirkung führt, was ein wichtiges Qualitätskriterium gerade bei Fenstern ist.
Nachteilig ist aber der im Vergleich zu Metallen sehr niedrige E-Modul, wodurch Kunststoffprofile keine sehr hohe Biegesteifigkeit aufweisen. Für Anwendungen, bei denen eine höhere statische Stabilität erforderlich ist, wird in vielen Fällen eine Kombination mit einem Metallprofil ausgeführt, in dem das Metallprofil in eine Hohlkammer des Kunststoffprofils eingeschoben wird und gegebenenfalls durch Verschrauben innerhalb des Kunststoffprofils gegen Verschieben und / oder Herausfallen gesichert wird. Bei Kunststoff-Fensterprofilen wird diese Art der Versteifung seit Einführung der Kunststofffenster-Technologie angewendet. Weit verbreitet sind z.B. U-förmige Versteifungseisen. Ein Nachteil ist dabei, dass infolge der guten Wärmeleitfähigkeit des Metall-Verstärkungsprofils die betreffende Hohlkammer nahezu keinen Beitrag zur Wärmedämmung leistet, was jetzt im Zuge steigender Energiepreise immer stärker als Mangel erkennbar wird.
Im Falle von Kunststoff-Fensterprofilen gibt es seit längerem Bemühungen, das herkömmliche U-Eisen durch Einbinden von flachen Verstärkungsbändern aus höherfesten Materialien in das Kunststoffprofil, z.B. als Innenwand, zu erhöhen. Sind diese Verstärkungsbänder "parallel zur Glasebene" angeordnet, wird unabhängig von der Wärmeleitfähigkeit der Verstärkung der Wärmedämmwert, welcher "in senkrechter Richtung zur Glasebene" möglichst hoch sein soll, nicht negativ beeinflusst.
DieDE 10 2008 008343 A1 beschreibt ein derartiges Verfahren und Kunststoffprofil, bei welchem die Verstärkungsbänder aus einem glasfaserverstärktem, thermoplastischen Kunststoff bestehen. Da aber der E-Modul des betreffenden Kunststoffes bei Weitem nicht an jene von Metallen (Z.B. Stahl oder Aluminium) herankommt, ist die Verstärkungswirkung wesentlich geringer als infolge eines herkömmlichen Versteifungseisens.
DieDE 199 33 099 A1 betrifft das Einextrudieren u.a. von metallischen Verstärkungsbändern, wodurch eine höhere Wirksamkeit in statischer Hinsicht gegeben ist. Nachteilig bei dieser Ausführung ist die spezielle Randausbildung der Streifen, welche ein Verschieben der Streifen gegenüber dem Kunststoffprofil verhindern soll, wenn das Kunststoffprofil auf Biegung belastet wird. Hier wird eine Stanzung der beiden Ränder vorgeschlagen, wobei die Stanzungen zueinander genau korrespondieren müssen und zwar in dem Sinn, dass eine Lücke auf der einen Seite zu einem Zahn auf der anderen Seite führt. - Die
DE 2 061 901 , die den Gegenstand des Oberbegriffs des Anspruchs 1 offenbart, beschreibt Verstärkungselemente, die im Zusammenhang mit Profilen einsetzbar sind. Diese Verstärkungselemente weisen dabei Profilierungen auf, die im Wesentlichen in Längsrichtung des Profils wirken. - Ziel der Erfindung ist es, das Einformen von unterschiedlich gestalteten Verstärkungselementen in das Kunststoffprofil so zu gestalten, dass mit geringem Aufwand die schubfeste Verbindung gegenüber dem Kunststoffprofil sichergestellt werden kann.
- Die Aufgabe wird durch ein Verbundprofil gemäß Anspruch 1 gelöst. Die Aufgabe wird ferner durch ein Verfahren mit den Merkmalen des Anspruchs 8 gelöst.
Vorteilhafte Ausgestaltungen sind Gegenstände der Unteransprüche. - Verschiedene Ausführungsformen der Offenbarung werden im Zusammenhang mit den folgenden Zeichnungen beispielhaft dargestellt, dabei zeigt
-
Fig. 1 Schnittansichten zweier Ausführungsformen von Kunststoffprofilen mit Verstärkungselementen; -
Fig. 2 eine perspektivische Ansicht eines Kunststoffprofils mit zwei Verstärkungselementen aus Holz; -
Fig. 3 eine Schnittansicht durch ein Rahmenprofil mit einer Holzleiste als Verstärkungselement; -
Fig. 4 eine perspektivisches Teilansicht eines Randbereiches eines gerändelten und / oder geprägten Verstärkungselementes; -
Fig. 5 eine perspektivische Teilansicht eines Randbereiches eines Verstärkungselementes mit einer Sägezahnstruktur als Halteelement; -
Fig. 6 eine vergrößerte Darstellung der Sägezahnstruktur derFig. 5 ; -
Fig. 7 eine perspektivische Teilansicht eines Randbereiches eines Verstärkungselementes mit verformten Segmenten als Halteelement; -
Fig. 8 eine vergrößerte Darstellung der Struktur derFig. 7 ; -
Fig. 9 eine perspektivische Teilansicht eines Randbereiches eines Verstärkungselementes mit einer Wellenstruktur als Halteelement; -
Fig. 10 eine perspektivische Teilansicht eines Randbereiches eines Verstärkungselementes mit einer Längssicke als Halteelement; -
Fig. 11 eine perspektivische Teilansicht eines Randbereiches eines Verstärkungselementes mit einer Zahnstruktur als Halteelement; -
Fig. 12 eine perspektivische Teilansicht eines Randbereiches eines Verstärkungselementes mit einer Struktur aus geschränkten Zähnen als Halteelement; -
Fig. 13 eine vergrößerte Darstellung der Struktur derFig. 12 ; -
Fig. 14 eine perspektivische Teilansicht eines Randbereiches insbesondere eines GFK-Verstärkungselementes mit einer Randstruktur als Halteelement; -
Fig. 15 eine vergrößerte Darstellung der Struktur derFig. 14 ; -
Fig. 16 eine perspektivische Teilansicht eines Randbereiches insbesondere eines GFK-Verstärkungselementes mit einer Randstruktur aus Sicken und Zähnen als Halteelement; -
Fig. 17 eine perspektivische Teilansicht eines Randbereiches insbesondere eines Verstärkungselementes aus Holz mit einer Randstruktur aus parallelen, senkrechten Kerben als Halteelement; -
Fig. 18 eine perspektivische Teilansicht eines Randbereiches insbesondere eines Verstärkungselementes aus Holz mit einer Randstruktur aus verschränkten Kerben als Halteelement; -
Fig. 19 eine perspektivische Teilansicht eines Randbereiches insbesondere eines Verstärkungselementes aus Holz mit einer Randstruktur aus schrägen Kerben als Halteelement; -
Fig. 20 eine perspektivische Ansicht eines Kunststoffprofils mit eingelegten Drähten als Verstärkungselement; -
Fig. 21 eine Schnittansicht zuFig. 20 ; -
Fig. 22 eine perspektivische Ansicht eines Kunststoffprofils mit einem Verstärkungselement mit einem Verbund aus fünf Schichten; -
Fig. 23 eine Seitenansicht eines Verstärkungselementes mit einem Verbund aus fünf Schichten; -
Fig. 24 eine Seitenansicht eines Kunststoffprofils mit einem integrierten Verstärkungselementes mit einem Verbunde aus fünf Schichten; -
Fig. 25 eine Abwandlung der Ausführungsform gemäßFig. 24 ; -
Fig. 26 eine perspektivische Darstellung eines auf Gehrung geschnittenen Kunststoffprofils mit eingelegten Verstärkungselementen; -
Fig. 27 eine Detailansicht mit einer Freistellung des Verstärkungselementes; -
Fig. 28 eine perspektivische Ansicht eines Kunststoffprofils mit zurückgesetzten Drähten als Verstärkungselementen; -
Fig. 29 eine Detailansicht eines zurückgesetzten Metalldrahtes; -
Fig. 30 eine perspektivische Ansicht eines Kunststoffprofils mit einem zurückgesetzten Metallstreifen als Verstärkungselement; -
Fig. 31 eine Detailansicht des Kunststoffprofils gemäßFig. 30 . - Für eine schubfeste Verbindung zwischen Verstärkungselementen 1, 2, 4, 5 und extrudierten Kunststoffprofilen 10, 20 in Längs- und Querrichtung werden im Folgenden unterschiedliche Ausführungsformen dargestellt.
- Grundsätzlich sind als Material für die Verstärkungselemente 1, 2, 4, 5 vor allem Aluminium, Stahl oder hochfeste Faser-Verbundwerkstoffe geeignet. Da diese Materialien nicht mit dem thermoplastischen Grundmaterial des Kunststoffprofils 10, 20, bei Fensterprofilen PVC-hart, verschweissbar sind, ist die geforderte schubfeste Verbindung vor allem durch eine geeignete formschlüssige Gestaltung der Kontaktflächen zu gewährleisten. Mögliche Ausführungsformen sind z.B. Hinterschneidungen und / oder eine ausreichend große Kontaktfläche.
- Die "Verschiebefestigkeit je Längeneinheit" muss dabei gar nicht extrem hoch sein und / oder an die theoretisch bestenfalls erzielbaren Werte heranreichen, da im Falle von geringen Durchbiegungen des Verbundprofils stets die gesamte Verbindungslänge auf Schub beansprucht wird, sich also die tatsächlich wirkende Schubkraft über die gesamte Länge zwischen den beteiligten Komponenten überträgt, und da keine sehr hohe Belastungen auftreten, also keinesfalls annähernd bis an die Bruchgrenze herangegangen wird.
- In einer weiteren Ausführungsform wird die Versteifung durch ein einsteckbares Verbundprofil bewirkt (siehe
Fig. 22 bis 25 ), bei welchem die Nachteile aus Sicht der Wärmedämmwirkung im Vergleich zu einem herkömmlichen U-Verstärkungseisen vermieden werden.
Zusätzlich zu der an sich bereits bekannten Ausführung eines derartigen Verbundprofils mit einer Hartschaum-Mittellage und zwei mit dieser schubfest verbundenen Decklagen, z.B. nach PatentEP 0 153 758 , weist ein Verbundprofil zusätzliche Schaum-Decklagen auf. Hintergrund für diesen Aufbau ist, dass beim zu versteifenden Kunststoff-Fensterprofil Innenwände, welche vorwiegend zur Erzielung einer besseren Wärmedämmwirkung dienen, weggelassen werden können. Ein 5-lagiges Verbundprofil wird durch z.B. Befräsen der äußeren Schaumschichten weitgehend an die nunmehr größere Hauptkammer des Kunststoffprofils 10 angepasst, so dass kaum Hohlräume frei bleiben. Da Schäume mit sehr niedriger Dichte eine bessere Dämmwirkung aufweisen als mit Luft gefüllte Hohlkammern, ist die Dämmwirkung des Kunststoffprofils mit eingelegtem Verbundprofil trotz geringerer Kammeranzahl höher als bei üblichen Kunststoffprofilen mit fünf bis sieben Kammern. Ein besonderer Vorteil bei diesem System ist, das Fensterprofile mit weniger Innenkammern ein geringeres Metergewicht aufweisen und zusätzlich wegen der rascheren Abkühlung auch schneller extrudiert werden können, wodurch diese Kunststoffprofile billiger hergestellt werden können. InFig. 1 werden zwei Ausführungsformen dargestellt, bei denen extrudierte Kunststoffprofile 10, 20 (Kunststoffhohlprofil) jeweils durch Verstärkungselemente 1, 2, hier als Verstärkungsbänder ausgeführt, verstärkt sind. Die Verstärkungselemente 1, 2 bestehen aus einem Material (Metall, GFK) mit relativ hohem Elastizitätsmodul. - Beim ersten Kunststoffprofil 10 ist eines der Verstärkungselemente 1 einer relativ kleinen Hohlkammer 11 angeordnet. Beim zweiten Kunststoffprofil 20 sind die Verstärkungselemente 1, 2 jeweils in einer größeren Kammer 12 angeordnet. Der Fachmann erkennt, dass hier unterschiedliche Kombinationen möglich sind.
- Die Kunststoffprofile 10 werden z.B. in einer so genannten Querspritzdüse extrudiert, wobei die Verstärkungselemente 1, 2 durch die Düse in Extrusionsrichtung zugeführt werden.
- Um die beabsichtigte Erhöhung der Biegesteifigkeit der Kunststoffprofile 10 zu bewirken, werden die Ränder der Verstärkungselemente 1, 2 verschubfest in Längs- und Querrichtung mit den Kunststoffprofilen 10 verbunden. Dies wird z.B. dadurch erreicht, dass die Ränder der Verstärkungselemente 1, 2 formschlüssig in den Kunststoff eingebettet werden. D.h., die Ränder müssen in Längsrichtung wirkende Halteelemente 3, z.B. Hinterschneidungen aufweisen, welche beim Extrudieren in der Düse mit Kunststoff aufgefüllt werden. Hinterschneidungen in Querrichtung, in der Ebene des Verstärkungsbandes, sind vorgesehen, damit sich der Verbund bei Langzeitbelastung infolge Kraftwirkung und Temperatureinfluss nicht lösen kann.
- Im Zusammenhang mit
Fig. 4 bis 19 werden unterschiedliche Ausbildungen von Halteelementen 3 dargestellt. - Die Ausführungsformen der
Fig. 1 weisen Verstärkungselemente 1, 2 die Form von Bändern auf. InFig. 2 ist eine perspektivische Ansicht eines Kunststoffprofils 10 eines Fensterflügelprofils dargestellt, bei dem die Verstärkungselemente 1, 2 durch Holzleisten gebildet sind. Die Holzleisten weisen ein wesentlich größeres Dicken-zu-Breiten Verhältnis auf, als die bandförmigen Verstärkungselemente inFig. 1 . - Ausreichend gut wirksame Dicken der Verstärkungselemente 1, 2, wenn sie als Verstärkungsbänder ausgeführt sind z.B.:
Stahl: 0,5 bis 2 mm Dicke Aluminium: 1 bis 3 mm Dicke GFK: 2 bis 5 mm Dicke Holz: 3 bis 12 mm Dicke - Mit der Ausführungsform gemäß
Fig. 2 ist eine Holzverstärkung möglich, mit welcher fast die gleiche Verstärkungswirkung erzielt wird, als durch eine Verstärkung mit herkömmlichen U-Verstärkungseisen. Diese Holzleisten 1, 2 sind ebenfalls schubfest mit dem Kunststoffprofil 10 verbunden, um mit Bezug auf die neutrale (Biege-)Faser die optimale Verstärkungswirkung zu entfalten. - Die Ausführungsform eines Rahmenprofils gemäß
Fig. 3 zeigt, dass auch eine einzige Holzleiste als Verstärkungselement 1 in einem Kunststoffprofil 10 verwendbar ist. Dabei ist es nicht zwingend, dass der Querschnitt der Holzleiste rechteckig ist. In diesem Fall wird nahezu die gesamte Hauptkammer des Kunststoffprofils 10 mit einem an den Querschnitt angepasstem Holzprofil 1 ausgefüllt. Infolge des "großen" Holz-Querschnittes erreicht auch diese Verstärkung eine beachtliche Versteifungswirkung. Eine schubfeste Einbindung in das Kunststoffprofil 10 kann vorgenommen, ist aber in Hinblick auf die Verstärkungswirkung nicht zwingend erforderlich, weil die neutrale Faser der Holzverstärkung und jene des Kunststoffprofils 10 geometriebedingt nahe beisammen verlaufen. Das heißt, diese Verstärkung könnte ebenso wie die U-Verstärkungseisen erst während der Fenster-Konfektionierung eingeschoben und mit dem Kunststoffprofil verschraubt werden. Ebenso ist ein Ummanteln und / oder Umspritzen der Holzverstärkung im Zuge der Profilextrusion möglich. - Wird Holz als Verstärkungsmaterial verwendet, sollte es gegen Verfaulen oder Pilzbefall etc. infolge Feuchtigkeitszutritts geschützt werden. Dies erfolgt am besten durch entsprechende Anstrich- oder Imprägniermittel in Verbindung mit einem wasserdichten Einschweißen innerhalb des Kunststoffprofils 10 und / oder des daraus gebildeten Rahmens. Um auch bei geringem Feuchtigkeitszutritt, z.B. infolge von Verschraubungen oder Diffusion, einen stabilen Zustand gewährleisten zu können, empfiehlt es sich auch, durch Belüftungsbohrungen einen gewissen Luftaustausch zu ermöglichen.
- Die Verstärkungswirkung gegen Durchbiegen des Kunststoffprofils 10 durch die eingelegten Verstärkungselemente 1, 2 ergibt sich nach den bekannten Gesetzen der Mechanik, wobei als Haupteinflussfaktoren zu nennen sind:
- Größe des tragenden Querschnitts,
- Abstand von der neutralen Faser und
- E-Modul.
- Wird die Geometrie des Querschnittes des Verstärkungselementes 1, 2, hier als Verstärkungsband ausgebildet, weitgehend beibehalten und nur die Dicke der Verstärkungsbänder und deren Material geändert, so führen nachstehend angeführten Dicken in Abhängigkeit vom zuordenbaren E-Modul zur etwa gleichen Verstärkungswirkung:
Material E-Modul [N/mm2] Dicke [mm] Verstärkungsband Stahl 210.000 0,67 Aluminium 70.000 2,0 GFK (unidirektional verstärkt) 40.000 3,5 Kurzglasfaserverstärkter Thermoplast 10.000 14,0 Fichtenholz 11.000 12,7 - Die Werte für die E-Module sind hier als Mittelwerte zu verstehen. Aus der Tabelle ist ersichtlich, dass metallische Verstärkungselemente 1, 2 die höchsten Elastizitätsmodule aufweisen, gefolgt von unidirektional glasfaserverstärkten Kunststoffen.
- Wird zusätzlich noch der Preis betrachtet, schneiden die Metalle am besten ab. Ebenso liegt hierbei Holz sehr gut. Auffällig ist, dass bei kurzglasfaserverstärkten Thermoplasten, ebenso wie bei Holz die erforderlichen Dicken u.U. schwierig im Kunststoffprofil 10 unterzubringen sind, wodurch hier mit einer deutlichen Verringerung der Verstärkungswirkung im Vergleich zu den Metallen zu rechnen ist. Es ist durchaus auch sinnvoll, Fichtenholz als Verstärkung zu verwenden. Unter Berücksichtigung des Preises ist Fichtenholz den anderen Werkstoffen weit überlegen, auch dem GFK, am nächsten kommt noch Stahl.
- In den
Fig. 4 bis 19 werden unterschiedliche Ausbildungen von Halteelementen 3 dargestellt, die an Verstärkungselementen 1, 2 angeordnet sind. Sie sollen eine festere Verbindung zwischen Kunststoffprofil 10 und Verstärkungselementen 1, 2 herstellen, wobei eine Kraftwirkung in Bandebene sowohl in Quer- als auch in Längsrichtung vorliegt. - In
Fig. 4 ist eine Teilansicht eines Randbereiches eines Verstärkungselemente 1 dargestellt. Die Haltelemente 3 sind hier durch Rändeln und / oder Prägen aufgebracht. Dies ist einfach vor allem bei metallischen Verstärkungselementen 1, 2 anwendbar. - Je Rand des Verstärkungselementes 1, 2 werden z.B. zwei Prägewalzen mit scharfkantigen Konturen gegeneinander gepresst, dazwischen wird das Verstärkungselemente 1, 2 geführt. Somit wird eine plastische Verformung bewirkt, an den Kontaktflächen mit den Prägewalzen wird ein ebenfalls scharfkantiges Muster auf das Verstärkungselemente 1, 2 übertragen. Viele kleinräumige Vertiefungen und Aufwerfungen ermöglichen in der Folge die angestrebte, verschubfeste Einbettung mit dem umgebenden Kunststoff im Kunststoffprofil 10 (in
Fig. 4 nicht dargestellt). Die dargestellte Rändelung bewirkt eine gute formschlüssige und / oder reibschlüssige Verbindung gegen Verschubkräfte in zwei Richtungen: In Längsrichtung des Verstärkungselementes 1, 2 und quer dazu. - Da zweckmäßigerweise die Verstärkungselemente 1, 2 in die Bänder in Rollenform bereitgestellt werden, ist vor dem Zuführen in die Düse der Extrusionsvorrichtung ein Geradrichten der Bänder erforderlich. Dies geschieht so, in dem das Band in Längsrichtung zwischen mehreren Rollen durch geführt wird und diese Rollen abwechselnd eine Biegung nach links und nach rechts bewirken. Das Prägen der Ränder kann in diesen Richtvorgang am Beginn der Richtstrecke mit eingebunden werden.
- In
Fig. 5 und 6 ist eine weitere Ausführungsform für Halteelemente 3 dargestellt. An einem bandförmigen Verstärkungselement 1 (vorzugsweise aus Metall) sind an beiden Rändern Sägezahnstrukturen als Halteelemente 3 angeordnet.Fig. 6 stellte eine vergrößerte Ansicht der Sägezahnstruktur dar, wobei die nach oben und unten gebogenen Sägezähnen zu erkennen sind. Die Sägezähne sind ähnlich wie die Zähne einer Handsäge angeordnet und werden auch so hergestellt: Ausstanzen von Zahnlücken und Schränken der Zähne, die Zähne werden abwechselnd leicht nach links und rechts gebogen. Diese Ausbildung bewirkt eine formschlüssige Verbindung in zwei Richtungen: In Längsrichtung infolge der Zahnflanken und in Querrichtung infolge der Schränkung der Zähne. - In
Fig. 7 und 8 ist eine alternative Ausführungsform dargestellt, bei der eine Randausbildung eines Verstärkungselementes 1 mit abwechselnd leicht nach links und rechts gebogenen Segmenten vorliegt. - Werden größere Hinterschneidungen gewünscht, so kann diese Struktur für ein Halteelement 3 ebenfalls mittels gegeneinander wirkender Laufräder erzeugt werden. Diese Laufräder laufen exakt synchron zu einander und weisen abwechselnd Lücken und Vorsprünge auf. Die gegeneinander wirkenden Kanten bewirken ein Durchtrennen der Ränder des bandförmigen Verstärkungselementes 1, 2 ähnlich wie mittels einer Schlagschere und die Vorsprünge bewirken ein geringfügiges Verbiegen der entstehenden "Zähne" abwechselnd in beide Richtungen. Auch hier wird eine formschlüssige Verbindung nach dem Einbetten des Randes in Kunststoff in die beiden Hauptrichtungen erzielt.
- In
Fig. 9 ist eine Ausführungsform für ein bandförmiges Verstärkungselement 1, 2 dargestellt, deren Randausbildung einfach herstellbar ist: Es wird auf das Durchtrennen des Verstärkungselementes 1, 2 verzichtet. Lediglich der Rand des Verstärkungselementes 1, 2 wird plastisch verformt, z.B. wellenförmig. Auch das erfolgt zwischen zwei gegeneinander wirkenden, synchron laufenden Rollen, wobei die Erhebung bei einer Rolle in Laufrichtung "kürzer" ist als die Lücke der Gegenrolle. Dieser gewellte Rand als Halteelement 3 des Verstärkungselementes 1, 2 führt ebenfalls zu einer schubfesten Verbindung, wenn er durch Kunststoff enganliegend umfasst wird. Vorteilhaft ist, dass der tragende Querschnitt des Versteifungsprofils nicht durch Trennfugen geschwächt wird und somit die gesamte Bandbreite zur Verstärkung des Kunststoffprofils beiträgt. - In
Fig. 10 ist eine weitere Ausführungsform für ein Verstärkungselement 1, 2 dargestellt, wobei diese Ausführungsform nicht auf bandförmige Verstärkungselemente beschränkt ist. Der Rand ist mit zusätzlichen Sicken versehen, was besonders bei der Verwendung von Aluminium durch eine Rollbearbeitung einfach herzustellen ist. Durch diese Sicken wird die formschlüssige Verbindung bei Zugbeanspruchung in Querrichtung höher belastbar. Für den Formschluss in Längsrichtung ist eine Kombination mit den gezeigten Zahn- und Wellenausbildungen empfehlenswert. - In den
Fig. 11 bis 13 sind unterschiedliche Randstrukturen als Halteelemente 3 für Verstärkungselemente 1, 2 dargestellt.Fig. 11 zeigt Zähne mit ausgeklinkten Zähnen für einen Hinterschnitt in Längs- und Querrichtung gemäß der Erfindung.Fig. 12 (und Fig. 13 in Vergrößerung) zeigt Zähne mit geschränkten Zähnen für Hinterschnitt in Längs- und Querrichtung gemäß der Erfindung. Im Gegensatz zu der inFig. 7 dargestellten Ausführungsform ist erfindungsgemäß die Schnittrichtung für die Zähne hier nicht senkrecht zum Rand des Verstärkungselementes 1, 2 sondern schräg.
Die Zahnformen gemäßFig. 11 bis 13 sind bei Metallen empfehlenswert, welche leicht gestanzt und / oder durchtrennt werden können, beispielsweise bei Aluminium. Beim Einformen der Verstärkungselemente 1, 2 in den Kunststoff müssen die Zahnlücken und / oder die vorhandenen Freiräume weitgehend mit Kunststoff ausgefüllt werden, indem der Kunststoff mit hohem Druck in die Düse hingepresst wird. Diese Zahnform bewirkt in die beiden Hauptrichtungen eine besonders gute formschlüssige Verbindung, so dass auch in Querrichtung hohe Kräfte übertragen werden können.
InFig. 14 ist ein Verstärkungselement 1, 2 aus GFK dargestellt. Als Material für Verstärkungselemente 1, 2 eignet sich auch glasfaserverstärkter Kunststoff gut. Bei kurzglasfaser-verstärkten, thermoplastischen Kunststoffen ist allerdings nur ein E-Modul in der Größenordnung von etwa 10.000 N/mm2 erzielbar. Besser eignen sich endlosglasfaserverstärkte Kunststoffe, wobei hier bei Verwendung von duroplastischen Kunststoffen als Bindemittel im Vergleich zu thermoplastischen Kunststoffen die höchsten Steifigkeiten erzielt werden. Elastizitätsmodule bis 40.000 N/mm2 sind absehbar. Im Gegensatz zu Metallen ist hierbei kaum eine plastische Verformung zur Ausbildung eines Randes als Halteelemente 3 mit Hinterschnitten möglich.
In der Ausführungsform gemäßFig. 14 (und vergrößert inFig. 15 ) werden z.B. durch Fräsen oder Schleifen mit diamantbestückten Schleifscheiben die gewünschten Einkerbungen in den Rändern des Verstärkungselementes 1 erzeugt. Es kommt dabei nicht auf eine bestimmte Zuordnung der jeweiligen Kerben zueinander oder deren genaue Geometrie an, so dass die Steuerung der verschiedenen Schleifscheiben ebenfalls einfach zu bewerkstelligen ist. Grundsätzlich ist eine solche Randstruktur als Halteelement 3 auch bei Verstärkungselementen 1, 2 aus anderen Materialien möglich. - In
Fig. 16 ist eine weitere Alternative, insbesondere für Verbindungselemente 1, 2 aus GFK, dargestellt. Um auch in Querrichtung eine Hinterschneidung zu bilden, sind zusätzlich zu den Zähnen auch Nuten in Längsrichtung eingeschliffen. - In
Fig. 17 bis 19 sind Verstärkungselemente 1 aus Holz, insbesondere Fichtenholz dargestellt, die jeweils einen gekerbten Rand aufweisen. Für Holzleisten als Verstärkungselemente 1, 2 ist eine Randausbildung durch Einkerbungen mittels Säge oder Fräse sinnvoll. Zum Rand senkrechte Schnitte (Fig. 17 ) führen zu einer guten Verankerung gegen Verschieben in Längsrichtung. Werden diese Schnitte schräg zur Längsachse (Fig. 19 ) oder abwechselnd schräg nach vor und schräg zurück (Fig. 18 ) angebracht, ergibt sich auch eine sehr gute Verbindung gegen Ausziehen in Querrichtung. - Die Ausbildung der Verstärkungselemente 1, 2 war in den bisher dargestellten Ausführungsformen bandförmig oder leistenförmig.
- Eine weitere Alternative stellt die Einlagerung von Drähten mit einem relativ hohen Elastizitätsmodul in der Kunststoffprofil dar.
- In
Fig. 20 und 21 ist ein Kunststoffprofil dargestellt, bei dem vier Drähte 1, 2, 4, 5 als Verstärkungselemente im Kunststoffprofil 10 angeordnet sind. - Die Drähte 1, 2, 4, 5 können z.B. aus Stahl oder Aluminium gefertigt werden. Alternativ können auch Endlosholme aus unidirektional glasfaser-verstärkten Kunststoffen, im Kunststoffprofil 10 angeordnet werden. Dabei werden die Verstärkungselemente 1, 2, 4, 5 bevorzugt in möglichst großer Entfernung von der neutralen Faser angeordnet. In
Fig. 20 und 21 ist erkennbar, dass die Anordnung der Drähte als Verstärkungselemente 1, 2, 4, 5 im Wesentlichen in den Ecken des Kunststoffprofils 10 erfolgt. - Bei einem üblichen Fensterprofil, wie in den
Fig. 20 und 21 dargestellt, bewirken vier Drähte aus Stahl mit je 3 mm Durchmesser die gleiche Biegesteifigkeit wie ein übliches U-förmiges Versteifungseisen aus 1,5 mm dickem Blech. Wichtig ist hierfür die verschubfeste Einbettung der Stahldrähte in das Kunststoffprofil. Durch Rändeln der Drähte 1, 2, 4, 5 über den gesamten Umfang werden wiederum die erforderlichen Hinterschneidungen als Halteelemente 3 hergestellt. Wird anstelle von Stahl Aluminium verwendet, weil dadurch ein Schneiden und / oder Sägen auf den üblichen Maschinen möglich ist, müsste der Durchmesser der Drähte etwa 1,7 bis 2,0 mal so groß sein wie bei den dargestellten Stahldrähten, um die gleiche Verstärkungswirkung zu erzielen. Mäßige Einbußen hinsichtlich Verstärkungswirkung sind durchaus verkraftbar, so dass auch Aluminiumdrähte mit etwa 3 bis 4 mm Durchmesser durchaus sinnvoll angewendet werden können. - Das Einbringen in das Kunststoffprofil kann z.B. auf zwei Arten erfolgen:
- Einextrudieren in einem Querspritzkopf, analog wie oben bei den Verstärkungsbändern. Beim Ummanteln mit Kunststoff füllt die Kunststoffschmelze die Hinterschneidungen (Halteelemente 3) des Drahtes 1, 2, 4, 5 aus.
- Einpressen in von außen zugängliche Nuten. Der Draht mit der geprägten Oberfläche weist gegenüber der Nut ein Übermaß im Zehntel-Millimeter-Bereich auf.
- Das in den
Fig. 20 und 21 dargestellte Kunststoffprofil 10 für Fenster erlaubt das Einpressen der Verstärkungen in das fertig hergestellte Kunststoffprofil 10. Die Drähte 1, 2, 4, 5 können zweckmäßig im Rahmen der Profilextrusion, z.B. im Anschluss an das Abkühlen, noch bevor das Kunststoffprofil 10 in den Raupenabzug einläuft, eingepresst werden. Sie können aber auch in die fertig abgelängten Profilstangen oder sogar in die für das Konfektionieren der Fenster abgelängten und auf Gehrung geschnittenen Rahmenteile eingepresst werden. - Zweckmäßig hierbei ist, wenn der Draht 1, 2, 4, 5 zusätzlich zum Prägen der Oberfläche auch auf etwa 120 bis 200°C aufgeheizt wird. Nach dem Einpressen wird die Wärme in den benachbarten Kunststoff eingeleitet, dieser erweicht und wird fließfähig und füllt dann die Hinterschneidungen im Draht weitgehend aus. Nach dem Abkühlen sind Draht 1, 2, 4, 5 und Kunststoff optimal verbunden und es können problemlos große Schubkräfte übertragen werden.
- Es ist sogar ein Einpressen in den gefügten Rahmen im Zuge der Konfektionierung denkbar: Die vier Rahmenstücke sind auf Gehrung abgelängt, die Gehrungsflächen werden mit einem Kleber bestrichen und exakt zum Rahmen gefügt. Der Kleber braucht einige Zeit zum Aushärten, wobei die benachbarten Teile keinesfalls gegeneinander verschoben werden dürfen. Werden in dieser Aufspannung die Drähte 1, 2, 4, 5 in die von außen zugänglichen Nuten eingelegt und dabei auch exakt um die Ecken gebogen, so übernehmen die Drähte 1, 2, 4, 5 sofort eine hohe Tragfunktion und führen zu einer beachtlichen Eckfestigkeit. Der Rahmen kann daher sofort ausgespannt werden und das Aushärten des Klebers kann dann langsam über eine längere Zeitspanne erfolgen, was dann keinen negativen Einfluss auf die Zykluszeit hat. Zusätzlich zur Gewährleistung der erforderlichen Längssteifigkeit und dem Beitrag zur Eckfestigkeit ist als wesentlicher Vorteil dieser Fertigungsmethode der Entfall des Eckenputzens zu sehen. Das Eckenputzen ist ein vergleichsweise aufwändiger Fertigungsvorgang, welcher darüber hinaus noch häufig zu einer Beeinträchtigung der Oberfläche in ästhetischer Hinsicht führt (z.B. Schattenfuge, Gratbildung und Einkerbungen).
- Bisher wurden Verstärkungsformen mit Verstärkungselementen 1, 2, 4, 5 beschieben, bei denen die Verstärkungswirkung aufgrund einer schubfesten Verbindung mittels Halteelementen 3 von eingelegten Verstärkungselementen (Bänder, Leisten Drähte) mit dem Kunststoffprofil 10 bewirkt wird.
- Im Folgenden wird gezeigt, dass ein guter Kompromiss aus hoher Verstärkungswirkung bei gleichzeitiger signifikanter Verbesserung der Wärme-Isolierwirkung durch das Einlegen von Verbundprofilen als Verstärkungselementen 1, 2 erzielt werden kann. Diese werden durch Verbinden von hochfesten Bändern und gut wärmeisolierenden Schaummaterialien erzeugt und anstelle eines üblicherweise verwendeten U-Verstärkungseisens im Zuge des Konfektionierens der Kunststofffenster in die abgelängten und auf Gehrung geschnittenen Kunststoffprofile eingelegt.
- Das Anwenden von 3-Schichtverbunden für diesen Zweck ist bereits seit längerem bekannt (z.B.
EP 0 153 758 A2 ). Bei den hier beschriebenen Ausführungsformen ist zusätzlich auf die kräftewirksamen Zug/Druck-Verstärkungsgurte mindestens eine weitere Schaumschicht (Deckschichten) 33, 34 aufgeklebt. Wenn U-Verstärkungseisen verwendet werden, so sind diese um 1-2 mm kleiner als die Kammern in Hohlprofilen, so dass sie verschraubt werden müssen. Durch Verwendung mindestens einer Deckschicht 33, 34 kann leicht ein gewisses Übermaß eingestellt werden, so dass das Verstärkungselement dann spielfrei in das Kunststoffprofil 10 einschiebbar ist. - Mit einem 5-Schicht-Verbund (siehe
Fig. 22 ) lässt sich die Wärmedämmwirkung des Gesamt-Systems weiter verbessern und gleichzeitig die Extrusion der Kunststoffprofile vereinfachen. Hinsichtlich Steifigkeit erfolgt keine Veränderung im Vergleich zur 3-Schicht-Ausführung. - Den einzelnen Schichten des Verbundprofils kommt folgende Aufgabe zu:
- Kernschicht 30: Hohe Wärmedämmwirkung und ausreichende Schubfestigkeit. Da verstärkte Fensterprofile ohnehin nur mäßig belastet werden dürfen und nur wenige Millimeter Durchbiegung je 1 Meter Länge aufweisen dürfen, ist nur eine mäßige Schubkraft innerhalb des Schaumkerns der Kernschicht 30 zu übertragen.
- Zwei Verstärkungsschichten 31, 32, welche die gewünschte Biegesteifigkeit in die beiden Hauptrichtungen bewirken. Zweckmäßige Materialien sind: Stahl mit Dicken 0,5 bis 2,0 mm, Aluminium mit Dicken 1,5 bis 4 mm oder GFK mit Dicken von 2,0 bis 6,0 mm.
- Weitere Deckschichten 33, 34. Diese Deckschichten sind aus Schaum gebildet und werden in Hinblick auf möglichst niedrige Wärmeleitfähigkeit ausgewählt.
- Bei dem zugrunde liegenden 5-Kammerprofil wurden drei Innenwände des Kunststoffprofils entfernt, welche ursprünglich die Hauptkammer, in welche das U-förmige Versteifungseisen einschiebbar war, und weitere Kammern gebildet haben.
- Das Verbundprofil als Verstärkungselement 1, 2 nach
Fig. 22 bis 25 weist fünf Schichten 30, 31, 32, 33, 34 auf. - Für die Anwendung derartiger 5-Schicht-Verbundprofile ist es zweckmäßig, die Kunststoffprofile 10 zu vereinfachen, das heißt extrusionsfreundlicher zu gestalten (sieh
Fig. 24 und 25 ). Diese Kunststoffprofile 10 weisen nur drei Kammern auf, d.h. nur zwei Innenwände, welche für die Stabilität und Funktion der Kunststoffprofile 10 erforderlich sind. Im Vergleich zur ursprünglichen Profilform wurden zwei oder drei Innenkammern oder Innenwände weggelassen, wodurch das Profil-Metergewicht verringert wird und eine höhere Extrusionsgeschwindigkeit erreicht werden kann. Trotzdem wird die Wärmedämmwirkung des Profilsystems letztendlich nicht vermindert, weil die äußeren Schaumlagen des Verbundprofils 30, 31, 32, 33, 34 die Dämmfunktion der ursprünglichen Innenkammern übernehmen und sogar verbessern. - Die Verbundprofile als Verstärkungselemente 1, 2 für das Rahmenprofil nach
Fig. 24 oder für das Flügelprofil nachFig. 25 entstehen durch Befräsen der Schaum-Anteile aus dem Verbundprofil nachFig. 23 . Hierbei ist zu beachten, dass die "Passgenauigkeit" zwischen PVC-Hauptprofil und den Schaumanteilen des Verbundprofils 1 sehr eng bemessen werden kann. Geringfügige räumliche Behinderungen können toleriert werden, weil der Schaum beim Einschieben des Verstärkungsprofils in das PVC-Profil entlang von kleinen vorspringenden Nasen vergleichsweise leicht abgeschert und / oder eingedrückt werden kann. Das heißt, das Verstärkungselement 1 hat einen sehr engen Kontakt mit dem PVC-Profil und unterstützt dieses unmittelbar großflächig oder zumindest linienförmig. Das Verschrauben der beiden Kunststoffprofile 10 kann daher vereinfacht werden, d.h. es genügen weniger Schrauben mit größeren Abständen zueinander. Außerdem erhöht sich die Wärmedämmwirkung, wenn die Schaumeinlage entlang mehrere Linien direkt am PVC-Profil anliegt, weil kein Luftaustausch über größere Entfernungen erfolgen kann, der Wärmetransport infolge Konvektion wird verringert. - Neben der Verbesserung der mechanischen Steifigkeit durch Verstärkungselemente 1, 2 ist die Verbesserung der Wärmedämmwirkung von Bedeutung. Liegen z.B. die Verstärkungselemente 1, 2 parallel zur Glasebene, hat die Wärmeleitung dieser Verstärkungsmaterialien nahezu keinen Einfluss auf die gewünschte Dämmwirkung, welche in senkrechter Richtung zur Glasebene relevant ist. Lediglich durch Wegfall von Wärmebrücken quer zur Glasebene wird auch noch keine besondere Verbesserung der Wärmedämmwirkung erzielt, weil durch Luftkonvektion, welche in Kammern mit lichten Weiten größer etwa 8 mm deutlich wirksam ist, ein guter Wärmeaustausch weiterhin gewährleistet ist. Es ist daher zweckmäßig, große Hohlkammern zu vermeiden.
- Als erste Variante scheint das Einfügen zusätzlicher Innenwände gut geeignet zu sein. Nachteile hierbei sind jedoch:
- eine Erhöhung der Kammeranzahl über 6 hinaus ist kaum mehr wirksam, dadurch ist das Nutzen / Kostenverhältnis sehr angespannt.
- das Metergewicht nimmt deutlich zu und
- das Abführen der Wärme aus dem Profilinneren während der Extrusion wird zunehmend aufwendiger (Reduzierung der Extrusionsgeschwindigkeit oder Verlängerung der Kühlstrecke), so dass
- die Fertigungskosten überproportional zunehmen.
- Es ist möglich, die Kammern mit Isolierschäumen auszufüllen. Isolierschäume mit sehr niedriger Dichte verhindern wirksam die Luftkonvektion und haben "wenig wärmeleitende Masse", so dass auch kaum Wärmeleitung auftritt.
- Gut isolierende Schäume sind aus wirtschaftlicher Sicht nicht gleichzeitig mit der Profilextrusion in das Profil einzubringen, da die gewünschte schlechte Wärmeleitung den Kalibrier- und Kühlvorgang deutlich verlängert und im Zuge des Extrusionsvorganges nur eine sehr eingeschränkte Schaumspezifikation zum Einsatz kommen kann. Zweckmäßiger ist es, die Prozesse für die Schaumherstellung einerseits und für die Profilextrusion andererseits getrennt zu optimieren und erst die jeweiligen Halbzeuge zusammen zu führen.
- Als Vorteile hierbei zu sind zu sehen:
- keine Einschränkung der Schaumherstellung hinsichtlich Dichte und Produktionsgeschwindigkeit durch den (vergleichsweise langsamen) Extrusionsprozess.
- d.h., die Materialtype kann weitgehend frei gewählt werden, z.B. Polystyrol- oder PE-Schaum
- Optimierungsmöglichkeit hinsichtlich Recycling: Keine stoffliche Verbindung zwischen PVC und Schaum. Späteres Trennen ist aufgrund der extrem unterschiedlichen Dichten leicht möglich.
- geringe Lagerhaltungskosten: Aus vergleichsweise billigen Schaumblöcken können sehr kosteneffizient direkt an der "Fügemaschine" mittels Drahtschneiden, Sägen oder Fräsen die momentan benötigten Konturen und Längen gefertigt werden und unmittelbar danach in das Kunststoffprofil 10 eingeschoben werden.
- selbst der Extrusionsprozess kann kostengünstiger gestaltet werden, wenn Innenwände der Kunststoffprofile 10 entfernt werden, weil deren Aufgabe von eingelegten Schaumprofilen übernommen wird!
- Prinzipiell ist es möglich, die Schaumzuschnitte in die 6 m langen Profilstangen einzuschieben oder erst im Zuge des Konfektionierprozesses in die abgelängten und auf Gehrung geschnittenen Rahmenteile einzuschieben. Eine entsprechende automatische Herstellung der Schaumzuschnitte und automatische Einbringung in das Kunststoffprofil 10 spricht eher für das Kombinieren im Zuge der Profilfertigung. Komplikationen bei der Konfektionierung sind dann nicht zu erwarten. Schäume aus PS oder PE haben niedrigere oder gleiche Schmelzpunkte als PVC mit ca. 200°C, so dass sie beim Anwärmen für das Eckenschweißen ebenfalls erweichen und eher zusätzlich als Schweißfläche wirken können.
- Beim Konfektionieren von Fenstern werden aus den Profilstangen, welche üblicherweise eine Länge von 6 m aufweisen, die zur Bildung der Fensterrahmen benötigten Längen unter 45°, auf Gehrung, abgeschnitten. Aus jeweils vier Rahmen-Profilen wird dann ein rechteckiger Rahmen geschweißt. Dabei werden die Fügeflächen zunächst auf die Schweißtemperatur, ca. 200°C, erhitzt und anschließend zusammen gepresst. Dabei entsteht je Profil-Fügefläche ein Abbrand von ca. 3mm. "Abbrand" ist jedoch nicht wörtlich zu verstehen, das bedeutet, die erweichte Kunststoffmasse verformt sich plastisch und bildet einen Wulst, welcher anschließend an den Sichtflächen wieder abgetragen wird.
- Das Material der Verstärkungselemente 1, 2 hat daher auch eine Auswirkung auf den Konfektionierprozess. Der Ablängvorgang, das Gehrungsschneiden, muss an das Material angepasst werden. Bei Stahl sind dann keine Sägeblätter mit Hartmetall-Zähnen anwendbar. Hier steht mit Trennschleifen eine kostengünstige Variante zur Verfügung. Die übrigen erwähnten Materialien sind nahezu ohne Veränderung des Prozesses weiterhin mit den Hartmetall-Kreissägeblättern zu trennen.
- Beim Schweißvorgang bewirkt die angestrebte hohe Verstärkungswirkung der Verstärkungselemente 1, 2, 4, 5 dann eine Behinderung. Die bei der Schweißtemperatur für den Kunststoff (PVC) unverändert harten Streifen liegen jeweils genau gegenüber und verhindern die Verkürzung der Kunststoffprofile 10 durch den Abbrand. Daher ist es sinnvoll, die Verstärkungselemente 1, 2, 4, 5 vor dem Verschweißen gegenüber der Gehrungsschnittfläche zurückzusetzen.
- In
Fig. 26 ist eine perspektivische Ansicht eines auf Gehrung abgeschnittenen Kunststoffprofils 10 mit zwei Verstärkungselementen 1, 2 z.B. aus Aluminium- oder Stahlblech oder GFK in Bandform dargestellt. - Das Zurücksetzen der harten Verstärkungselemente 1, 2, 4, 5 erfolgt vorteilhafterweise unmittelbar nach dem Gehrungsschneiden, noch in der gleichen Aufspannung der Kunststoffprofile 10. Zu diesem Zeitpunkt ist die Lage des Kunststoffprofils 10 und der Schnittfläche exakt bekannt und festgelegt, so dass mittels Fräs- oder Schleifvorgang die benötigten Flächenanteile exakt bearbeitet werden können. Das kann durch einen Schaft- oder Stirnfräser erfolgen, welcher beispielsweise programmgesteuert die benötigten Konturen abfährt. Gut geeignet ist ein Hochgeschwindigkeits-Fräsaggregat, da dabei nur geringe Kräfte auf das Werkstück übertragen werden und dadurch ein Flattern oder Vibrieren im Falle von dünnen Blechen vermindert wird. Außerdem kommen beim Hochgeschwindigkeitsfräsen Fräser mit einem vergleichsweise kleinen Durchmesser zum Einsatz.
- In
Fig. 27 ist das freigestellte (d.h. freigefräste Verstärkungselement 1) dargestellt. - In analoger Weise könnten auch eingebrachte Drähte 4, 5 bearbeitet werden. In
Fig. 28 und29 ist das Zurücksetzen der Drähte dargestellt. - Auch hierfür eignet sich ein Hochgeschwindigkeits-Fräsaggregat sehr gut. Der Fräser ist achsparallel zum Kunststoffprofil 10 ausgerichtet, über eine geeignete, programmierbare Wegsteuerung werden die erforderlichen Positionen angefahren.
- Alternativ kann auch ein Säge- oder Trennschleifverfahren angewendet werden, wobei in die Gehrungsebene durchgehende Schlitze mit etwa 2 mm Tiefe ausgebildet werden, wie dies in
Fig. 30 und31 dargestellt ist. D.h., in der Ebene der Verstärkungselemente 1, 2 (hier als Verstärkungsband ausgebildet) werden auch die eigentlich für den Schweißvorgang geeigneten Kunststoff-Anteile entfernt. Das ist aber kein Nachteil, da beim Schweißvorgang diese "Lücken" im Zuge der Wulstbildung ohnehin wieder mit Kunststoff aus den benachbarten Bereichen aufgefüllt werden. - Üblicherweise erfolgt die Eckverbindung bei Kunststofffenstern durch Verschweißen der Kunststoffprofile 10. Werden die Kunststoffprofile 10 entsprechend dieser Erfindung mit Verstärkungselementen 1, 2, 4, 5 (Bänder aus Metall, Leisten, Drähte etc.) verstärkt, können diese auch für die Eckverbindung herangezogen werden. Da insbesondere die Metallkomponenten örtlich viel größere Kräfte übertragen können als der Kunststoff, kann die erforderliche Eckfestigkeit dadurch gewährleistet werden, dass nur diese Metallkomponenten untereinander haltbar verbunden werden. Diese Verbindung kann entweder durch Verschweißen untereinander oder durch Verkleben mit einem Einlegeteil erfolgen. Der Kunststoff selbst muss dann nicht an der Verbindung beteiligt werden. Das bringt den Vorteil mit sich, dass der Kunststoff keinen Schweißwulst bildet und dieser in der Folge auch nicht durch das sogenannte "Eckenputzen" mühsam wieder entfernt und / oder zu einer gefälligen Form gefräst oder abgezogen werden muss.
- In diesem Fall werden die Metallbänder oder -Drähte nicht gegenüber der Gehrungsfläche zurückgesetzt, sondern selbst untereinander verbunden. Dieses Verbinden kann entweder mechanisch erfolgen oder durch Verschweißen.
- Mechanisch: Einpressen der Enden der Verstärkungselemente 1, 2, 4, 5 (Draht- oder Versteifungsbänder-Enden) in Einlegeteile. Durch entsprechende Ausführung der Einlegeteile mit "Widerhaken und Federwirkung" ist ein Fügen mit mäßigem Kraftaufwand möglich. Ein Öffnen erfordert dann einen sehr großen Kraftaufwand. Eine Unterstützung der Festigkeit durch Kleben ist natürlich auch möglich.
- Verschweißen: Z.B. Wärmeimpulsschweißen ähnlich Punktschweißen: Die Elektroden werden an die in der Nut von außen zugänglichen Verstärkungselemente 1, 2, 4, 5 (Drähte, Bänder etc.) angelegt. Werden die Gehrungsflächen in Kontakt gebracht, entsteht an der Kontaktfläche eine elektrisch leitende Verbindung bei großem Widerstand - es entsteht kurzfristig ein Lichtbogen, der zur Verschweißung führt.
- Z.B. Laserschweißen: Die Gehrungsflächen werden gefügt, so dass auch die Stirnfläche der Metall-Verstärkungsdrähte oder -Bänder in Kontakt kommen oder nur einen sehr engen Spalt bilden. Der Schweiß-Laser wird so geführt, dass das Metall in der Fügefläche aufschmilzt und verschweißt.
In Zusammenhang mit den Figuren wurden unterschiedliche Ausführungsformen für Verstärkungselemente 1, 2, 4, 5 dargestellt, wobei in jedem Kunststoffprofil 10, 20 jeweils nur eine einheitliche Bauform zum Einsatz kam. Die vorliegende Erfindung erstreckt sich aber auch auf Kombinationen der hier beispielhaft dargestellten Ausführungsformen. So kann z.B. ein Rand eines bandförmigen Verstärkungselementes 1, 2 als Haltelement 3 eine Wellenstruktur aufweisen, der andere Rand als Halteelement 3 eine Sägezahnstruktur. -
- 1
- erstes Verstärkungselement
- 2
- zweites Verstärkungselement
- 3
- Halteelemente
- 4
- drittes Verstärkungselement (Draht)
- 5
- viertes Verstärkungselement (Draht)
- 10
- erstes Kunststoffprofil
- 11
- erste Kammer in Kunststoffprofil
- 12
- zweite Kammer in Kunststoffprofil
- 20
- zweites Kunststoffprofil
- 30
- Kernschicht
- 31
- erste Verstärkungsschicht
- 32
- zweite Verstärkungsschicht
- 33
- erste Deckschicht
- 34
- zweite Deckschicht
Claims (13)
- Verbundprofil, insbesondere für Fenster und Türen, mit einem extrudierten Kunststoffprofil (10, 20) und mindestens einem mit diesem weitgehend schubfest verbundenen Verstärkungselement (1, 2, 4, 5), wobei mindestens ein Haltelement (3) am Verstärkungselement (1, 2, 4, 5) zur Herstellung einer stoff-, reib- und / oder formschlüssigen Verbindung zwischen Verstärkungselement (1, 2, 4, 5) und Kunststoffprofil (10) angeordnet ist, wobei das mindestens eine Haltelement (3) in der Ebene des Verstärkungselementes (1, 2, 4, 5) sowohl in Quer- und Längsrichtung des Verstärkungselements (1, 2, 4, 5) wirkt,
gekennzeichent durch
Randstrukturen als Halteelement (3) für das Verstärkungslement (1, 2) mit Zähnen mit ausgeklinkten Zähnen für einen Hinterschnitt in Längs- und Querrichtung oder mit Zähnen mit geschränkten Zähnen für einen Hinterschnitt in Längs- und Querrichtung, wobei die Schnittrichtung für die Zähne nicht senkrecht zum Rand des Verstärkungselements sondern schräg ist. - Verbundprofil nach Anspruch 1, dadurch
gekennzeichnet, dass das Verstärkungselement (1, 2, 4, 5) aus Metall, bevorzugt Stahl oder Aluminium, aus glasfaserverstärktem Kunststoff, bevorzugt unidirektional verstärktem Duroplast, wie z.B. ungesättigtem Polyester- oder Epoxidharz, oder aus Holz, bevorzugt Fichtenholz, besteht. - Verbundprofil nach Anspruch 1 oder 2, dadurch
gekennzeichnet, dass das Halteelement (3) eine Profilierung, eine Rändelung, eine durch Einschnitte und / oder Ausstanzungen erzeugte Struktur, eine Wellenstruktur, eine Sägezahnstruktur, eine Kerbungsstruktur, eine Klebung und / oder eine erhitzbare Stelle aufweist. - Verbundprofil nach mindestens einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Kerben und / oder Einschnitte als Haltelemente (3) quer und / oder schräg zur Längsrichtung des Verstärkungselementes (1, 2, 4, 5) angeordnet sind.
- Verbundprofil nach mindestens einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Verstärkungselement (1, 2, 4, 5) als Band, als Leiste und / oder als Draht ausgebildet ist.
- Verbundprofil nach mindestens einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Wärmedämmwirkung und / oder die Biegsteifigkeit durch Einschieben von vorgefertigten Verbundprofilen (30, 31, 32, 33, 34) in eine oder mehrere Kammer erhöht wird.
- Verbundprofil nach mindestens einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Verstärkungselement (1, 2, 4, 5) Teil eines Verbundprofils mit mindestens vier Schichten, nämlich einer Kern-Schaumschicht (30), zwei mit dieser schubfest verbunden Deckschichten (31, 32) hoher Steifigkeit und mindestes einer Schicht (33, 34) aus Isolierschaum ist, die auf eine der Deckschichten (31, 32) aufgeklebt ist.
- Verfahren zur Herstellung eines Verbundprofils nach mindestens einem der Ansprüche 1 bis 7, wobei das mindestens eine Halteelement (3) durch eine plastische Verformung, insbesondere Rändeln oder Prägen und / oder durch ein Umformen, insbesondere durch Einrollen und / oder Einpressen von Rillen oder Wellen bewirkt wird.
- Verfahren nach Anspruch 8, dadurch
gekennzeichnet, dass die Verstärkungselemente (1, 2, 4, 5) im Zuge der Extrusion des Kunststoffprofils (10, 20) durch eine Düse eingebracht und in das Kunststoffprofil (10, 20) eingebettet werden. - Verfahren nach Anspruch 8 oder 9, dadurch
gekennzeichnet, dass die Verstärkungselemente (1, 2, 4, 5) erst nach dem weitgehenden Abkühlen des Kunststoffprofils (10, 20) in von außen zugängliche Nuten in das Kunststoffprofil (10, 20) eingepresst werden. - Verfahren nach mindestens einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dass zur Herstellung von Kunststofffenstern mittels Eckenschweißverfahren eingebettete Verstärkungselemente (1, 2, 4, 5) nach dem Ablängen und Gehrungsschneiden zusätzlich in der gleichen Aufspannung in der Gehrungssäge mittels Fräs- oder Sägevorgang zurückgesetzt werden, um den Schweißvorgang nicht räumlich zu behindern.
- Verfahren nach mindestens einem der Ansprüche 8 bis 11, dadurch gekennzeichnet, dass bei der Herstellung von Flügel- und Blendrahmen die eingebetteten Verstärkungselemente (1, 2, 4, 5) selbst maßgeblich zur Eckenverbindung herangezogen werden, indem diese untereinander durch Verschweißen und / oder Einpressen in einen Einlegeteil verbunden werden.
- Verfahren nach mindestens einem der Ansprüche 8 bis 12, dadurch gekennzeichnet dass die Verstärkungselemente (1, 2, 4, 5) erst im Zuge der Fensterkonfektionierung zur Ausbildung der Flügel- oder Blendrahmen in von außen zugänglichen Nuten der Kunststoffprofile eingepresst werden, und diese ohne Unterbrechung um zumindest eine Ecke des gebildeten Rahmens laufen, so dass ein Beitrag zur Eckverbindung geleistet wird.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL11730601T PL2582901T3 (pl) | 2010-06-21 | 2011-06-16 | Kształtownik kompozytowy i sposób wytwarzania elementu wzmacniającego dla kształtownika kompozytowego |
| SI201131588T SI2582901T1 (sl) | 2010-06-21 | 2011-06-16 | Kompozitni profil in postopek za izdelavo ojačilnega elementa za kompozitni profil |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010030310A DE102010030310A1 (de) | 2010-06-21 | 2010-06-21 | Verbundprofil und Verfahren zur Herstellung eines Verstärkungselementes für ein Verbundprofil |
| PCT/EP2011/060030 WO2011161001A2 (de) | 2010-06-21 | 2011-06-16 | Verbundprofil und verfahren zur herstellung eines verstärkungselementes für ein verbundprofil |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2582901A2 EP2582901A2 (de) | 2013-04-24 |
| EP2582901B1 true EP2582901B1 (de) | 2018-07-18 |
Family
ID=44628275
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11730601.9A Active EP2582901B1 (de) | 2010-06-21 | 2011-06-16 | Verbundprofil und verfahren zur herstellung eines verstärkungselementes für ein verbundprofil |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP2582901B1 (de) |
| DE (1) | DE102010030310A1 (de) |
| DK (1) | DK2582901T3 (de) |
| ES (1) | ES2687179T3 (de) |
| HU (1) | HUE040160T2 (de) |
| PL (1) | PL2582901T3 (de) |
| PT (1) | PT2582901T (de) |
| RU (1) | RU2012156090A (de) |
| SI (1) | SI2582901T1 (de) |
| WO (1) | WO2011161001A2 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013001625A1 (de) | 2012-09-30 | 2014-04-03 | Cepventures International Corp. | Verpackung für kantenempfindliches Transportgut |
| DE102013114710A1 (de) * | 2013-12-20 | 2015-06-25 | SCHÜCO International KG | Kunststofffenster- oder türrahmen und Verfahren zur Herstellung eines Kunststofffenster- oder türrahmens |
| DE102016005485A1 (de) | 2016-05-03 | 2017-11-23 | Glass Wrap Holding Corp. | Verpackung für kantenempfindliches Transportgut |
| DE102017003242A1 (de) | 2016-11-08 | 2018-07-05 | Glass-Wrap Holding Corporation | Verpackung für scheibenförmiges Transportgut wie Glas |
| CO2017011444A1 (es) * | 2017-11-07 | 2018-01-31 | Osorno Camilo Antonio Vargas | Perfiles lineales para marcos de puerta |
| CN114263666B (zh) * | 2022-01-06 | 2024-05-24 | 山东沃伦门窗有限公司 | 一种组角互锁连接件及使用方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1140261A (en) * | 1964-04-29 | 1969-01-15 | Elisa Berthelsen | Improvements in and relating to structural frames such as window frames |
| DE2061901A1 (de) * | 1970-12-16 | 1972-06-29 | Schley, Friedrich, 7800 Freiburg | Einspannvorrichtung für Kunststoff-Rahmen für Fenster und Türen, insbesondere aus Hart-PVC |
| DE3407639A1 (de) | 1984-03-01 | 1985-09-12 | Gebrüder Kömmerling Kunststoffwerke GmbH, 6780 Pirmasens | Verbundstab, insbesondere fuer fensterrahmen, tuerrahmen und rollaeden |
| JP3181819B2 (ja) * | 1995-11-10 | 2001-07-03 | 株式会社トクヤマ | 樹脂製窓枠 |
| DE19933099A1 (de) | 1999-07-15 | 2001-01-18 | Schueco Int Kg | Kunststoffhohlprofil mit eingelagerter Metallverstärkung, vorzugsweise Rahmenprofil für Fenster oder Türen |
| DE102005048992A1 (de) * | 2005-10-11 | 2007-04-12 | Helmut Over | Träger zum Aussteifen von Kunststoffhohlprofilen für Fenster- oder Türrahmen oder dergleichen |
| DE102008008343A1 (de) | 2008-02-08 | 2009-08-13 | Aluplast Gmbh | Profil für Fenster- oder Türrahmen |
| DE102008017879A1 (de) * | 2008-03-20 | 2009-09-24 | Sls Kunststoffverarbeitungs Gmbh & Co. Kg | Verfahren zum Herstellen von Kunststoff-Profilen mit Verstärkungseinlage und danach hergestellte Profile |
-
2010
- 2010-06-21 DE DE102010030310A patent/DE102010030310A1/de not_active Withdrawn
-
2011
- 2011-06-16 PL PL11730601T patent/PL2582901T3/pl unknown
- 2011-06-16 EP EP11730601.9A patent/EP2582901B1/de active Active
- 2011-06-16 PT PT11730601T patent/PT2582901T/pt unknown
- 2011-06-16 DK DK11730601.9T patent/DK2582901T3/en active
- 2011-06-16 WO PCT/EP2011/060030 patent/WO2011161001A2/de active Application Filing
- 2011-06-16 SI SI201131588T patent/SI2582901T1/sl unknown
- 2011-06-16 RU RU2012156090/12A patent/RU2012156090A/ru not_active Application Discontinuation
- 2011-06-16 HU HUE11730601A patent/HUE040160T2/hu unknown
- 2011-06-16 ES ES11730601.9T patent/ES2687179T3/es active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011161001A3 (de) | 2012-04-26 |
| SI2582901T1 (sl) | 2018-11-30 |
| ES2687179T3 (es) | 2018-10-24 |
| PT2582901T (pt) | 2018-10-30 |
| HUE040160T2 (hu) | 2019-02-28 |
| PL2582901T3 (pl) | 2018-12-31 |
| DE102010030310A1 (de) | 2011-12-22 |
| RU2012156090A (ru) | 2014-07-27 |
| WO2011161001A2 (de) | 2011-12-29 |
| DK2582901T3 (en) | 2018-10-29 |
| EP2582901A2 (de) | 2013-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2582901B1 (de) | Verbundprofil und verfahren zur herstellung eines verstärkungselementes für ein verbundprofil | |
| EP2177702B1 (de) | Hohlprofil, insbesondere Abstandhalterrohr für eine Isolierverglasung, sowie Vorrichtung und Verfahren zur Herstellung des Hohlprofils | |
| EP2483492B1 (de) | Dünnwandig kaltverformtes leichtbauprofilelement und verfahren zum herstellen eines solchen profilelements | |
| EP2467554B1 (de) | Mehrteiliger isolierkörper zur thermischen trennung in profilen für fenster-, türen- und fassadenelemente, profil für fenster-, türen- und fassadenelemente sowie herstellungsverfahren für den isolierkörper und das profil | |
| EP3712368B1 (de) | Rahmenprofil eines blend- und/oder flügelrahmens, sowie verfahren zu dessen herstellung | |
| EP1555376A1 (de) | Verbundprofilanordnung | |
| EP2576949B1 (de) | Thermisch getrenntes profil | |
| EP2557243A2 (de) | Bauelement zur Wärmedämmung | |
| DE202009006044U1 (de) | Stockrahmen und/oder Flügelrahmen | |
| EP2864567A1 (de) | Isoliersteg für ein verbundprofil für fenster-, türen- oder fassadenelemente und verfahren zum herstellen eines solchen isolierstegs und verbundprofil mit einem solchen isoliersteg | |
| DE2613402A1 (de) | Tuer- oder fensterrahmen aus kunststoff sowie verfahren zu seiner herstellung | |
| EP1347141B1 (de) | Verfahren zur Herstellung eines wärmedämmenden Isolier-und Verbindungssteges | |
| EP2406454A1 (de) | Abstandshalter für isolierglasscheiben | |
| EP2886779A1 (de) | Kunststofffenster- oder türrahmen und Verfahren zur Herstellung eines Kunststofffenster- oder türrahmens | |
| DE102009046554A1 (de) | Dämmleiste | |
| DE2622905A1 (de) | Rolladenstab und verfahren zu seiner herstellung | |
| EP2454436B1 (de) | Verfahren zur herstellung von fenster- oder türelementen | |
| EP3055476B1 (de) | Verbundprofil, verstärkungsband für ein verbundprofil und ein verfahren zur herstellung eines verbundprofils | |
| EP1154115A1 (de) | Ausschäumbares Hohlprofil | |
| WO2011104280A1 (de) | Verstärkungselement für kunststofffensterprofile und verfahren zur herstellung | |
| EP1687549B1 (de) | Energieabsorptionselement | |
| DE10355913B4 (de) | Energieabsorptionselement | |
| EP3118388B1 (de) | Gebäude-übergang mit einer kunststoff-putzleiste und verfahren zur herstellung der putzleiste | |
| EP1785272B1 (de) | Leichtbauplatte und Verfahren zum Verarbeiten einer Leichtbauplatte | |
| DE2428510B2 (de) | Formwerkzeug zur Herstellung von Kunststoff-Profilteilen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20130116 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20160901 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180205 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1019551 Country of ref document: AT Kind code of ref document: T Effective date: 20180815 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011014470 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER AND PARTNER AG PATENT- UND MARKENANW, CH |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2687179 Country of ref document: ES Kind code of ref document: T3 Effective date: 20181024 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20181016 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 2582901 Country of ref document: PT Date of ref document: 20181030 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20181002 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180718 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181118 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181018 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181019 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E040160 Country of ref document: HU |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011014470 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 |
|
| 26N | No opposition filed |
Effective date: 20190423 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20220606 Year of fee payment: 12 Ref country code: PT Payment date: 20220615 Year of fee payment: 12 Ref country code: IE Payment date: 20220616 Year of fee payment: 12 Ref country code: DK Payment date: 20220623 Year of fee payment: 12 Ref country code: BG Payment date: 20220616 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SI Payment date: 20220606 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20220629 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20230719 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502011014470 Country of ref document: DE Owner name: EXELLIQ AUSTRIA GMBH, AT Free format text: FORMER OWNER: GREINER TOOL. TEC GMBH, NUSSBACH, AT |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20230630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230616 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231218 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: PD Owner name: EXELLIQ AUSTRIA GMBH; AT Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), ASSIGNMENT; FORMER OWNER NAME: EXELLIQ HOLDING GMBH Effective date: 20240111 Ref country code: BE Ref legal event code: HC Owner name: EXELLIQ HOLDING GMBH; AT Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: GREINER TOOL. TEC GMBH Effective date: 20240111 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20240201 AND 20240207 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20240222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230616 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240620 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240529 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 1019551 Country of ref document: AT Kind code of ref document: T Owner name: EXELLIQ AUSTRIA GMBH, AT Effective date: 20240603 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240617 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240621 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240417 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20240603 Year of fee payment: 14 Ref country code: BE Payment date: 20240618 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240628 Year of fee payment: 14 |