EP2532513A2 - Bag for tobacco and method and device for producing same - Google Patents
Bag for tobacco and method and device for producing same Download PDFInfo
- Publication number
- EP2532513A2 EP2532513A2 EP20120004207 EP12004207A EP2532513A2 EP 2532513 A2 EP2532513 A2 EP 2532513A2 EP 20120004207 EP20120004207 EP 20120004207 EP 12004207 A EP12004207 A EP 12004207A EP 2532513 A2 EP2532513 A2 EP 2532513A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- seams
- film web
- web
- folding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/24—End- or aperture-closing arrangements or devices using self-locking integral or attached closure elements, e.g. flaps
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F23/00—Cases for tobacco, snuff, or chewing tobacco
- A24F23/02—Tobacco pouches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/004—Information or decoration elements, e.g. level indicators, detachable tabs or coupons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5855—Peelable seals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/001—Flexible containers made from webs by folding webs longitudinally
- B31B2155/0014—Flexible containers made from webs by folding webs longitudinally having their openings facing transversally to the direction of movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2241/00—Making bags or boxes intended for a specific use
- B31B2241/003—Making cigarette boxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/008—Stiffening or reinforcing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B70/16—Cutting webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/26—Folding sheets, blanks or webs
- B31B70/262—Folding sheets, blanks or webs involving longitudinally folding, i.e. along a line parallel to the direction of movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/26—Folding sheets, blanks or webs
- B31B70/36—Folding sheets, blanks or webs by continuously feeding them to stationary members, e.g. plates, ploughs or cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/61—Uniting opposed surfaces or edges; Taping by applying or securing strips or tape
Definitions
- the invention relates to bags made of film with the features of the preamble of claim 1. Furthermore, the invention relates to methods and apparatus for producing such bags.
- the bags in question serve in particular for receiving a portion of cut tobacco.
- a one-piece (foil) blank by folding the same a pocket with pocket front wall and pocket rear wall for receiving the bag contents.
- the bag is laterally limited by seams - pocket seams.
- a filling and removal opening is usually provided with a closure seam.
- it is customary to form by appropriate extension of the bag rear wall, a closure flap which is foldable against the pocket front wall, folded in the embodiment as a wrap around the bag and fixed to the bag back wall.
- the invention relates to an improved version of such bags.
- the locking tab in particular the winding tab, is provided with a one-piece extension, which is folded as a leg against the inside of the locking tab or winding tab and this covers.
- the locking tab or winding tab is so double-layered with an outer layer and an inner layer.
- the two layers of the closure flap are by lateral (seal) seams - Laschen seams - and by a Connecting seam connected together.
- the closure flap thus created has an increased dimensional stability and, moreover, on the inside of the closure flap, a printable or printed side of the film is visible.
- the invention has for its object to improve the bag of the above embodiment in terms of design training and beyond to propose method and apparatus for efficient, reliable production of the bag.
- the bag according to the invention with the features of the characterizing part of claim 1 is formed.
- a special feature of the bag is therefore that the layers of the closure or winding strap are connected to a hot-melt seam. It is advantageous at least one further connection of the layers of the closure or winding strap by hot-melt in a central region.
- at least one preferably slot-shaped opening in the inner tab is attached, which - preferably in conjunction with a hot-melt seam - increases the stability of the (winding) tab and in particular prevents the deformation of corners of the tab.
- An inventive method for producing bags according to claim 1 comprises the method steps of claim 5.
- the bags are thus manufactured as sections of a continuous film web, which forms web legs in a first folding step, on the one hand for the pocket front wall and on the other hand for the inner layer of the closure or winding strap.
- a folding station or a folding unit for the correct folding of the film web consists of a folding member with preferably two cooperating folding pieces.
- the longitudinal and transversal sealing or connecting seams are produced, preferably in such a way that transverse seams are achieved by thermal sealing of the film and longitudinal seams as hot-melt seams (longitudinal seam of the tab) and as peel-seal. Seam (closure seam of the bag) are formed.
- the sealing organs are designed in a special way.
- the invention relates to the handling of the wound film web (Bobine).
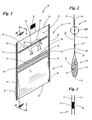
- the bag 10 consists of a pocket 11 and a closing tab 12.
- the pocket 11 receives the bag contents, in particular a portion 13 of cut tobacco.
- the bag 10 preferably consists of a single, elongate, rectangular blank of the film. By folding along a (lower) folding edge 14, the pocket 11 with pocket front wall 15 and pocket rear wall 16 is formed. These are connected to one another laterally by (transverse) pocket seams 17, 18, the pocket seams 17, 18 preferably being produced by thermal sealing are.
- the bag 11 has a pocket opening 19, which allows the filling and removal of the bag contents.
- the pocket opening 19 is closed by a transverse sealing seam 20.
- this is designed as (reusable) peel-seal seam.
- the pocket rear wall 16 is extended beyond the pocket opening 17 and forms the closure tab 12. This is folded against the pocket front wall 15 and fixed in the closed position with an adhesive strip or a tape 21.
- the closure tab 12 is formed as a winding tab, which extends in the closed position due to the appropriate dimension into the region of the pocket rear wall 16 and at least one of the folding edge 14 facing portion of the pocket rear wall 16 covers.
- the closure tab 12 is formed in a special way, namely two-ply with an outer layer 22 and an inner layer 23.
- the layers 22 and 23 are close together.
- the inner layer 23 is formed by folding over the correspondingly extended closure flap 12 along a flap edge 24.
- the inner layer 23 extends substantially over the entire surface of the closure tab 12 and the outer layer 22.
- the design and design of the inner layer 23 may deviate from this. In particular, it may be expedient that the inner layer 23 extends only in a partial region of the closure flap 12.
- the layers 22 and 23 of the locking tab 12 are (partially) connected to each other to fix the relative position. Lateral seams, namely tab seams 25, 26 extending in continuation of the pocket seams 17, 18 over the full width of the inner layer 23. A special feature are additional connection means for the layers 22, 23.
- a connecting seam 27 is provided, preferably transversely extends to the Laschennähten 25, 26, and that directly along a free edge 28 of the inner layer 23rd
- the connecting seam 27 is designed as a hot-melt connection, that is to say with connecting material which is applied in strips to the blank and, after folding the layers 22, 23, is activated by heat and pressure to produce the connection.
- the connecting seam 27 is formed with interruptions, so that the area between the layers 22, 23 can be vented.
- the connecting seam 27 terminates at a distance from the stitched seams 25, 27, so that ventilation openings 29 are formed (on both sides).
- the free (inner) side of the inner layer 23 is provided with decorative and / or informative printing 30.
- the inner layer 23 rests against the pocket front wall 15 and preferably at least partially against the pocket rear wall 16 and is fixed by means of tape 21.
- the layers of the closure tab 12 are - in particular in addition to the connecting seam 27 - provided with further connections to stabilize the tab 12.
- Another connecting seam namely an intermediate seam 31, is arranged between the two layers 22 and 23, in the embodiment as a hot-melt connection.
- the intermediate seam 31 runs parallel to the connecting seam 27 and is arranged at a smaller distance from the tab edge 24, and likewise terminates at a distance from the two flap seams 25, 26.
- closure tab 12 is provided in the region of the inner layer 23 with an opening.
- a (transverse) discharge slot 32 (only) in the inner layer 23 is attached. This is arranged in the region of the intermediate seam 31, is thus included by this.
- the relief opening 32 may alternatively or additionally consist of punching lines or perforation lines 33, which are mounted in the inner layer 23 and obliquely to the tab edge 24, adjacent to the free corners of the locking tab 12 extend.
- the thus formed pouches 10 are produced by a continuous film web 34. This is withdrawn from a supply, namely a reel 35.
- the film web 34 passes through several stations, namely a folding station 36, a sealing station 37 and finally a separation station 38 (shown schematically in FIG Fig. 12 ).
- the arrangement is made here so that the film web 34 is transported and processed in a vertical plane (in the horizontal conveying direction).
- Fig. 4 is therefore a plan view of the device.
- the film web 34 is preferably withdrawn continuously from the reel 35 (with an upright axis of rotation) and guided over deflecting rollers.
- a splicer 39 is arranged in the area of a first conveying section. It is a suitable (known) aggregate for connecting the webs, when a change of the reels 35 takes place.
- a printer 40 is installed, in particular a laser printer, for transferring (informative) imprints.
- the film web 34 enters the region of the folding station 36. From a transversely staggered deflection, the film web 34 is guided obliquely to a folding station 36 immediately upstream guide roller 41. At the periphery of which lies Film web 34 with a larger wrap angle. In an obliquely directed plane, the film web 34 reaches the region of a first folding member 42.
- the film web 34 is in this case cyclically conveyed, in sections corresponding to the width of several juxtaposed bag 10, that is in coordination with the sealing station 37.
- the conveyor section is in particular a length for the simultaneous production of three bags 10.
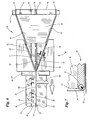
- the folding members of the folding station 36 are designed so that during transport of the film web 34 relative to the fixed folding members first web legs 44, 45 are erected on both sides into an intermediate folding position. This folding step takes place during the transport of the film web at an acute angle to the main conveying path of the finished folded film web 34.
- the substantially plate-shaped folding member 42 is directed obliquely to the main conveying path, preferably immediately following the deflecting roller 41.
- the contour of the folding member 42 is designed such that Converging, lateral fold edges 46, 47 are formed, around which the film web 34 is folded around to form the web legs 44, 45.
- the folding member 42 is formed as a trapezoidal folding plate.
- Another folding member 48 completes the folding, so that the web legs 44, 45 rest on one side of the film web 34, namely on a center strip 49.
- the (second) folding member 48 connects to the folding member 42. Due to the relative position of the preferably plate-shaped folding members 42, 48 (at an obtuse angle to each other), the folding is completed in the region of the folding member 48.
- the film web 34 enters with the web legs 44, 45 in the (erected)gnagna in a wedge-shaped recess 50 of the substantially V-shaped folding member 48 a. Converging fold edges 51, 52 (one above the other) guide the web legs 44, 45 together until they are completely in place.
- the folding member 48 is - based on the median strip 49 of the film web 34 - on the opposite side of the film web 34. The folding is performed so that the web legs 44, 45 the desired dimensions of the pocket front wall 15 on the one hand and the inner layer 23 of the locking tab 12th on the other hand. Between the web legs 44, 45, a continuous film gap 53 is formed.
- the plate-shaped folding members have rounded fold edges 46, 47 and / or 51, 52.
- a fold edge is provided with louvers 54 (or air holes). These serve to supply air under pressure in the region of the deflection of the film for folding.
- the air slot (or the air slots) or air holes is or are connected to an air channel 45 in the cross-sectional area of the folding member.
- the air duct 55 is connected to a (controllable) compressed air source (not shown). By the supplied air, a thin air cushion is created in the region of the folding edges, which reduces or avoids the friction for the film web 34 in the region of the folding edges.
- pressure rollers 56, 57 are arranged on both sides of the (folded) film web 34, such that they press the web legs 44, 45 against the center strip 46 and in particular stabilize the edges for forming the folded edge 14 and the tab edge 24.
- the relief slot 32 in the region of the inner layer 23 is in the embodiment shown, following the folding of the film web 34 in the inner layer 23 associated Bahnschenkel 44 attached.
- the web leg 44 is raised (locally).
- a cutter blade 58 disposed on the corresponding side enters the web leg 44 (lifted from the center strip 49) and forms a cut to form the relief slot 32.
- the cut is made during transport of the film web 34 by the controllably movable cutting knife 58.
- cuts or punches for the relief slot 32 in the region of the unfolded film web 34 may be applied, for example in the region of a deflection roller, wherein a (conventional) knife roller can be used as a cutting member.
- the web leg 44 can be lifted by mechanical means (in the area of the cutting knife 58), in the present case the web leg 44 is raised by a sword 59.
- the sword 59 is arranged stationary. A free end is positioned so that the web leg 44 is raised by the sword 59. In the region of the exposed web leg 44, the cut is made by the cutting knife 58.
- the (folded) film web 34 enters the region of the sealing station 37.
- the first sealing unit 60 (Thermal) compounds made to create seams in the longitudinal direction of the film web 34.
- the seam 27 and / or the intermediate seam 31 are prepared, preferably by activating strip-like order for hot-melt connections.
- the sealing unit 60 in question is provided for this purpose with preferably two parallel and at a distance one above the other, in the longitudinal direction of the film web 34 extending sealing jaws 61. These are aligned in the longitudinal dimension to the length of the produced (hot-melt) seam.
- the sealing unit 60 is controlled so that during a standstill phase of the film web 34, the (three) sealing jaws 61 or pairs of stacked sealing jaws for transferring heat and pressure against the film web 34 are moved. Accordingly, three bags 10 are prepared in one working cycle.
- a second, subsequent sealing unit 62 is designed in a special way ( Fig. 9 ).
- directed (upright) seams are produced transversely to the film web 34 by thermal sealing of the film, namely double seams 63. These correspond in width to the dimension of two pocket seams 17, 18 or patch seams 25, 26.
- the double seams 63 are formed during one Standstill phase of the film web 34 produced by transverse, upright sealing jaws or sealing webs 64, of which several - in the present four - are brought during a sealing cycle to rest on the film web 34 for the transfer of heat and pressure.
- Each (upright) sealing web 64 has an interruption in the region of the film gap 53, so that only aligned portions of the double seam 63 are generated.
- the sealing unit 62 is provided with members which cause the elimination of air from the area between the layers 22, 23 of the closure tab 12 at least in the area of the closure tab 12 by surface pressure.
- the sealing webs 64 are assigned printing plates 65, 66 on both sides of the film web 34. These come about at the same time as the sealing members 64 to bear on the film web 34, at least in the region of the closure flap 12 and of the (upper) web leg 44. The air is forced out via the described vent openings.
- the pressure plates 65, 66 are resiliently mounted, namely via (prestressed) springs 67, 68.
- pressure pieces 69 are mounted, which act on the springs 67 arranged on the associated side and thus - together with the opposite springs 68 - the pressure plates 65, 66 press on both sides against the film web 34.
- the pressure plates 65, 66 are spaced apart from each other. In the gap formed, the film web 34 can be further promoted by a power stroke.
- the printing plates 65, 66 have recesses 70 for the passage of the sealing members 64. These act together with a counterpart 71 on the opposite side of the film web 34 together. Between sealing bar 64 and counterpart 71, the film web 34 is clamped to produce the sealed seam or the double seam 63.
- the different design of the compounds of layers of the film namely sealing seams on the one hand and hot-melt seams on the other hand allows a special manufacturing technology.
- the running in the longitudinal direction of the web seams are made of hot-melt material. This is preferably applied during the preparation of the film web 34, at least before the folding process. How out Fig. 5 . Fig. 6 As can be seen, a plurality of parallel webs of hot-melt material or of peel-seal material are applied to the film web 34 in the correct position.
- a special feature is that areas for hot-melt connections, in particular for the connecting seam 27 and for the intermediate seam 31, apply as strip sections or material sections.
- Hot-melt sections 72 are associated with seam 27. Material sections 74 belong to the intermediate seam 31.
- the hot-melt sections are dimensioned such that contact with the (later attached) transverse seams produced by thermal sealing, in particular the tab seams 25, 26, is avoided ( Fig. 1 ).
- the spaced-apart material sections 72 for the connecting seam 27 are arranged on an (upper) edge of the film web 34. Opposite the (lower) film edge runs a (continuous) peel-seal strip 73 for the closing seam 20. At a distance from the (upper) edge, a further sequence of material sections 74 of hot-melt material is provided for the correspondingly positioned intermediate seam 31. Parallel thereto, another strip of material portions 75 arranged at a distance from one another runs, which forms the cooperating material sections for the intermediate seam 31 with the material sections 74-after folding of the web legs 44, 45.
- the mutually associated strips of the applied material come after folding the web legs 44, 45 for coverage.
- the seams or connections 27 and 31 are produced.
- a special feature is that due to the appropriate dimension of the sealing jaws 61 connections are created in continuous strips of material, which extend only over a partial region of the dimension of a bag 10 in the transport direction.
- the (relief) slot 32 is mounted approximately centrally in the region of the superimposed material portions 74, 75, so that the slot 32 extends in the region of the later produced intermediate seam 31.
- the working pin 78 is mounted on a support piece 80 which is movable by a pivoting gear 81, so that the working pin 78 is movable between the two positions shown.
- the pivoting gear 81 includes an actuating cylinder 82 (pneumatic), which acts on a mounted on the supporting piece 80 lever 83 in the sense of a pivoting movement. As a result, the support piece 80 is erected with the working pin 78.
- the motor 79 is also attached to the support piece 80.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Bag Frames (AREA)
Abstract
Description
Die Erfindung betrifft Beutel aus Folie mit den Merkmalen des Oberbegriffs des Anspruchs 1. Weiterhin bezieht sich die Erfindung auf Verfahren und Vorrichtung zum Herstellen derartiger Beutel.The invention relates to bags made of film with the features of the preamble of claim 1. Furthermore, the invention relates to methods and apparatus for producing such bags.
Die betroffenen Beutel dienen insbesondere zur Aufnahme einer Portion geschnittenen Tabaks. In der üblichen Ausführung bildet ein einstückiger (Folien-)Zuschnitt durch Faltung desselben eine Tasche mit Taschen-Vorderwand und Taschen-Rückwand zur Aufnahme des Beutelinhalts. Die Tasche ist seitlich durch Verbindungsnähte - Taschennähte - begrenzt. Eine Füll- und Entnahmeöffnung ist üblicherweise mit einer Verschlussnaht versehen. Des Weiteren ist es üblich, durch entsprechende Verlängerung der Taschen-Rückwand eine Verschlusslasche zu bilden, die gegen die Taschen-Vorderwand faltbar ist, in der Ausführung als Wickellasche um die Tasche herumgefaltet und an der Taschen-Rückwand fixiert wird.The bags in question serve in particular for receiving a portion of cut tobacco. In the usual design forms a one-piece (foil) blank by folding the same a pocket with pocket front wall and pocket rear wall for receiving the bag contents. The bag is laterally limited by seams - pocket seams. A filling and removal opening is usually provided with a closure seam. Furthermore, it is customary to form by appropriate extension of the bag rear wall, a closure flap which is foldable against the pocket front wall, folded in the embodiment as a wrap around the bag and fixed to the bag back wall.
Die Erfindung bezieht sich auf eine weiterentwickelte Ausführung derartiger Beutel. Die Verschlusslasche, insbesondere die Wickellasche, ist mit einem einstückigen Fortsatz versehen, der als Schenkel gegen die Innenseite der Verschlusslasche bzw. Wickellasche gefaltet ist und diese abdeckt. Die Verschlusslasche bzw. Wickellasche ist so doppellagig ausgebildet mit einer Außenlage und einer Innenlage. Die beiden Lagen der Verschlusslasche sind durch seitliche (Siegel-)Nähte - Laschennähte - und durch eine Verbindungsnaht miteinander verbunden. Die so geschaffene Verschlusslasche hat eine erhöhte Formstabilität, und darüber hinaus ist an der Innenseite der Verschlusslasche eine bedruckbare bzw. mit Bedruckungen versehene Außenseite der Folie sichtbar.The invention relates to an improved version of such bags. The locking tab, in particular the winding tab, is provided with a one-piece extension, which is folded as a leg against the inside of the locking tab or winding tab and this covers. The locking tab or winding tab is so double-layered with an outer layer and an inner layer. The two layers of the closure flap are by lateral (seal) seams - Laschen seams - and by a Connecting seam connected together. The closure flap thus created has an increased dimensional stability and, moreover, on the inside of the closure flap, a printable or printed side of the film is visible.
Der Erfindung liegt die Aufgabe zugrunde, Beutel der vorstehenden Ausführung hinsichtlich der gestalterischen Ausbildung zu verbessern und darüber hinaus Verfahren und Vorrichtung zum leistungsfähigen, zuverlässigen Herstellen der Beutel vorzuschlagen.The invention has for its object to improve the bag of the above embodiment in terms of design training and beyond to propose method and apparatus for efficient, reliable production of the bag.
Zur Lösung dieser Aufgabe ist der erfindungsgemäße Beutel mit den Merkmalen des Kennzeichens des Anspruchs 1 ausgebildet. Eine Besonderheit des Beutels besteht demnach darin, dass die Lagen der Verschluss- bzw. Wickellasche mit einer Hot-Melt-Naht verbunden sind. Vorteilhaft ist mindestens eine weitere Verbindung der Lagen der Verschluss- bzw. Wickellasche durch Hot-Melt in einem mittigen Bereich. Weiterhin ist mindestens eine vorzugsweise schlitzförmige Öffnung in der Innenlasche angebracht, die - vorzugsweise in Verbindung mit einer Hot-Melt-Naht - die Stabilität der (Wickel-)Lasche erhöht und insbesondere die Verformung von Ecken der Lasche verhindert.To solve this problem, the bag according to the invention with the features of the characterizing part of claim 1 is formed. A special feature of the bag is therefore that the layers of the closure or winding strap are connected to a hot-melt seam. It is advantageous at least one further connection of the layers of the closure or winding strap by hot-melt in a central region. Furthermore, at least one preferably slot-shaped opening in the inner tab is attached, which - preferably in conjunction with a hot-melt seam - increases the stability of the (winding) tab and in particular prevents the deformation of corners of the tab.
Ein erfindungsgemäßes Verfahren zum Herstellen von Beuteln gemäß Anspruch 1 weist die Verfahrensschritte des Anspruchs 5 auf. Die Beutel werden demnach als Abschnitte einer fortlaufenden Folienbahn gefertigt, die in einem ersten Faltschritt Bahnschenkel bildet, einerseits für die Taschen-Vorderwand und andererseits für die Innenlage der Verschluss- bzw. Wickellasche. Eine Faltstation bzw. ein Faltaggregat für die korrekte Faltung der Folienbahn besteht aus einem Faltorgan mit vorzugsweise zwei zusammenwirkenden Faltstücken. Im Anschluss daran werden in einer Siegelstation die längs- und quergerichteten Siegel- bzw. Verbindungsnähte hergestellt, vorzugsweise derart, dass quergerichtete Nähte durch thermisches Siegeln der Folie und längsgerichtete Nähte als Hot-Melt-Nähte (Längsnaht der Lasche) und als Peel-Seal-Naht (Verschlussnaht der Tasche) ausgebildet sind. Die Siegelorgane sind in besonderer Weise ausgebildet. Des Weiteren bezieht sich die Erfindung auf die Handhabung der gewickelten Folienbahn (Bobine).An inventive method for producing bags according to claim 1 comprises the method steps of claim 5. The bags are thus manufactured as sections of a continuous film web, which forms web legs in a first folding step, on the one hand for the pocket front wall and on the other hand for the inner layer of the closure or winding strap. A folding station or a folding unit for the correct folding of the film web consists of a folding member with preferably two cooperating folding pieces. Subsequently, in a sealing station, the longitudinal and transversal sealing or connecting seams are produced, preferably in such a way that transverse seams are achieved by thermal sealing of the film and longitudinal seams as hot-melt seams (longitudinal seam of the tab) and as peel-seal. Seam (closure seam of the bag) are formed. The sealing organs are designed in a special way. Furthermore, the invention relates to the handling of the wound film web (Bobine).
Von Bedeutung sind darüber hinaus Merkmale einer Vorrichtung auf der Grundlage des Anspruchs 9.In addition, features of a device based on claim 9 are of importance.
Einzelheiten des Beutels, des Herstellungsverfahrens und der Vorrichtung werden nachfolgend anhand von Ausführungsbeispielen erläutert. Es zeigt:
- Fig.1:
- einen Beutel mit geöffneter Verschluss- bzw. Wickellasche in perspektivischer Darstellung,
- Fig. 2:
- den Beutel gemäß
Fig. 1 im Vertikalschnitt der Schnittebene II-II, - Fig. 3:
- einen Ausschnitt der Verschlusslasche als Einzelheit III der
Fig. 2 in stark vergrößertem Maßstab, - Fig. 4:
- eine schematische Gesamtdarstellung der Vorrichtung in Draufsicht,
- Fig. 5:
- eine Faltstation der Folienbahn in perspektivischer Darstellung, in vergrößertem Maßstab entsprechend Pfeil V in
Fig. 4 , - Fig. 6:
- die Faltstation gemäß
Fig. 5 in Draufsicht entsprechend Pfeil VI inFig. 5 , - Fig. 7:
- eine Einzelheit eines Faltorgans im Querschnitt VII-VII der
Fig. 6 in vergrößertem Maßstab, - Fig. 8:
- ein Faltorgan in Draufsicht entsprechend Pfeil VIII der
Fig. 5 , in vergrößertem Maßstab, - Fig.9:
- eine Einzelheit einer Siegelstation in Draufsicht, teilweise im Horizontalschnitt, bei vergrößertem Maßstab (gegenüber
Fig. 4 ), - Fig. 10:
- ein Aggregat zur Lagerung einer (Folien-)Bobine als Teil der Vorrichtung in Seitenansicht,
- Fig. 11:
- die Einzelheit gemäß
Fig. 10 mit der Bobine in Arbeitsstellung, - Fig. 12:
- einen Endabschnitt der Folienbahn und der Abtrennung fertiger Beutel von der Folienbahn.
- Fig.1:
- a bag with open closure or wrapper bag in perspective view,
- Fig. 2:
- the bag according to
Fig. 1 in the vertical section of the section plane II-II, - 3:
- a section of the locking tab as a detail III of
Fig. 2 on a greatly enlarged scale, - 4:
- a schematic overall view of the device in plan view,
- Fig. 5:
- a folding station of the film web in a perspective view, on an enlarged scale according to arrow V in
Fig. 4 . - Fig. 6:
- the folding station according to
Fig. 5 in plan view according to arrow VI inFig. 5 . - Fig. 7:
- a detail of a folding organ in the cross section VII-VII of
Fig. 6 on an enlarged scale, - Fig. 8:
- a folding organ in plan view according to arrow VIII of
Fig. 5 , on an enlarged scale, - Figure 9:
- a detail of a sealing station in plan view, partially in horizontal section, on an enlarged scale (opposite
Fig. 4 ) - Fig. 10:
- an assembly for storing a (film) reel as part of the device in side view,
- Fig. 11:
- the detail according to
Fig. 10 with the bobbin in working position, - Fig. 12:
- an end portion of the film web and the separation of finished bags from the film web.
Es geht um die Ausbildung und Fertigung von Beuteln 10 aus Folie. Gemäß dem gezeigten und bevorzugten Aufbau besteht der Beutel 10 aus einer Tasche 11 und einer Verschlusslasche 12. Die Tasche 11 nimmt den Beutelinhalt auf, insbesondere eine Portion 13 aus geschnittenem Tabak.It is about the training and production of
Der Beutel 10 besteht vorzugsweise aus einem einzigen, langgestreckten, rechteckigen Zuschnitt der Folie. Durch Umfalten entlang einer (unteren) Faltkante 14 entsteht die Tasche 11 mit Taschen-Vorderwand 15 und Taschen-Rückwand 16. Diese sind seitlich durch (quergerichtete) Taschennähte 17, 18 dauerhaft miteinander verbunden, wobei die Taschennähte 17, 18 vorzugsweise durch thermisches Siegeln hergestellt sind. Die Tasche 11 weist eine Taschenöffnung 19 auf, die das Einfüllen und die Entnahme des Beutelinhalts ermöglicht. Die Taschenöffnung 19 ist durch eine quergerichtete Verschlussnaht 20 verschlossen. Vorzugsweise ist diese als (mehrfach benutzbare) Peel-Seal-Naht ausgebildet.The
Die Taschen-Rückwand 16 ist über die Taschenöffnung 17 hinaus verlängert und bildet die Verschlusslasche 12. Diese wird gegen die Taschen-Vorderwand 15 gefaltet und in Schließstellung mit einem Klebestreifen bzw. einem Tape 21 fixiert. Vorzugsweise ist die Verschlusslasche 12 als Wickellasche ausgebildet, die sich in Schließstellung aufgrund entsprechender Abmessung bis in den Bereich der Taschen-Rückwand 16 erstreckt und mindestens einen der Faltkante 14 zugekehrten Bereich der Taschen-Rückwand 16 abdeckt.The pocket
Die Verschlusslasche 12 ist in besonderer Weise ausgebildet, nämlich zweilagig mit einer Außenlage 22 und einer Innenlage 23. Die Lagen 22 und 23 liegen dicht aneinander. Die Innenlage 23 wird durch Umfalten der entsprechend verlängerten Verschlusslasche 12 entlang einer Laschenkante 24 gebildet. Vorliegend erstreckt sich die Innenlage 23 im Wesentlichen über die volle Fläche der Verschlusslasche 12 bzw. der Außenlage 22. Die Bemessung und Gestaltung der Innenlage 23 kann hiervon abweichen. Insbesondere kann es sinnvoll sein, dass sich die Innenlage 23 nur in einem Teilbereich der Verschlusslasche 12 erstreckt.The
Die Lagen 22 und 23 der Verschlusslasche 12 sind (teilweise) miteinander verbunden, um die Relativstellung zu fixieren. Seitliche Verbindungsnähte, nämlich Laschennähte 25, 26 erstrecken sich in Fortsetzung der Taschennähte 17, 18 über die volle Breite der Innenlage 23. Eine Besonderheit sind zusätzliche Verbindungsmittel für die Lagen 22, 23. Bei dem vorliegenden Ausführungsbeispiel ist eine Verbindungsnaht 27 vorgesehen, die vorzugsweise quer zu den Laschennähten 25, 26 verläuft, und zwar unmittelbar entlang einer freien Randkante 28 der Innenlage 23.The
Die Verbindungsnaht 27 ist als Hot-Melt-Verbindung ausgebildet, also mit Verbindungsmaterial, welches streifenförmig auf den Zuschnitt aufgebracht und nach dem Falten der Lagen 22, 23 durch Wärme und Druck zur Herstellung der Verbindung aktiviert wird. Die Verbindungsnaht 27 ist mit Unterbrechungen ausgebildet, so dass der Bereich zwischen den Lagen 22, 23 entlüftet werden kann. Vorliegend endet die Verbindungsnaht 27 mit Abstand von den Laschennähten 25, 27, so dass (beidseitig) Entlüftungsöffnungen 29 entstehen.The connecting
Die freie (Innen-)Seite der Innenlage 23 ist mit dekorativer und/oder informativer Bedruckung 30 versehen. In Schließstellung liegt die Innenlage 23 an der Taschen-Vorderwand 15 und vorzugsweise mindestens teilweise an der Taschen-Rückwand 16 an und ist mittels Tape 21 fixiert.The free (inner) side of the
Die Lagen der Verschlusslasche 12 sind - insbesondere zusätzlich zur Verbindungsnaht 27 - mit weiteren Verbindungen versehen, um die Lasche 12 zu stabilisieren. Eine weitere Verbindungsnaht, nämlich eine Zwischennaht 31, ist zwischen den beiden Lagen 22 und 23 angeordnet, und zwar in der Ausführung als Hot-Melt-Verbindung. Die Zwischennaht 31 verläuft parallel zur Verbindungsnaht 27 und ist mit geringerem Abstand von der Laschenkante 24 angeordnet, und endet ebenfalls mit Abstand von den beiden Laschennähten 25, 26.The layers of the
Weiterhin ist die Verschlusslasche 12 im Bereich der Innenlage 23 mit einer Öffnung versehen. Vorliegend ist ein (quergerichteter) Entlastungsschlitz 32 (nur) in der Innenlage 23 angebracht. Dieser ist im Bereich der Zwischennaht 31 angeordnet, wird demnach von dieser eingeschlossen. Diese Konstruktion hat die Wirkung, dass eine Verformung von freien Eckbereichen der Verschlusslasche 12 insbesondere in Schließstellung (gewickelt) vermieden wird. Die Entlastungsöffnung 32 kann alternativ oder zusätzlich aus Stanzlinien oder Perforationslinien 33 bestehen, die in der Innenlage 23 angebracht sind und schräg zur Laschenkante 24, benachbart zu den freien Ecken der Verschlusslasche 12, verlaufen.Furthermore, the
Die so ausgebildeten Beutel 10 werden von einer fortlaufenden Folienbahn 34 hergestellt. Diese wird von einem Vorrat abgezogen, nämlich von einer Bobine 35. Die Folienbahn 34 durchläuft mehrere Stationen, und zwar eine Faltstation 36, eine Siegelstation 37 und schließlich eine Trennstation 38 (schematisch in
Die Folienbahn 34 wird vorzugsweise kontinuierlich von der Bobine 35 (mit aufrechter Drehachse) abgezogen und über Umlenkwalzen geführt. Im Bereich eines ersten Förderabschnitts ist ein Splicer 39 angeordnet. Es handelt sich dabei um ein geeignetes (bekanntes) Aggregat zum Verbinden der Bahnen, wenn ein Wechsel der Bobinen 35 stattfindet. Anschließend ist ein Drucker 40 installiert, insbesondere ein Laserdrucker, zum Übertragen von (informativen) Bedruckungen.The
Sodann gelangt die Folienbahn 34 in den Bereich der Faltstation 36. Aus einer in Querrichtung versetzten Umlenkstellung wird die Folienbahn 34 schräg geführt zu einer der Faltstation 36 unmittelbar vorgeordneten Umlenkwalze 41. An deren Umfang liegt die Folienbahn 34 mit einem größeren Umschlingungswinkel an. In einer schräggerichteten Ebene gelangt die Folienbahn 34 in den Bereich eines ersten Faltorgans 42.Then, the
Im Bereich der Faltstation 36 wird die Folienbahn 34 vorliegend taktweise gefördert, und zwar in Abschnitten entsprechend der Breite mehrerer nebeneinanderliegender Beutel 10, also in Abstimmung mit der Siegelstation 37. Der Förderabschnitt beträgt insbesondere einer Länge für die gleichzeitige Herstellung von drei Beuteln 10. Zwischen der Bobine 35 und der Faltstation 36 ist ein Organ zum Ausgleich der Bewegungen angeordnet, hier ein Pendel 43 mit mehreren Ausgleichswindungen der Folienbahn 34.In the area of the
Die Faltorgane der Faltstation 36 sind so ausgebildet, dass während des Transports der Folienbahn 34 relativ zu den feststehenden Faltorganen zuerst beidseitig Bahnschenkel 44, 45 aufgerichtet werden in eine Zwischenfaltstellung. Dieser Faltschritt erfolgt während des Transports der Folienbahn unter einem spitzen Winkel zu der Hauptförderbahn der fertiggefalteten Folienbahn 34. Das im Wesentlichen plattenförmige Faltorgan 42 ist schräg zur Hauptförderbahn gerichtet, vorzugsweise unmittelbar anschließend an die Umlenkwalze 41. Die Kontur des Faltorgans 42 ist so ausgebildet, dass konvergierende, seitliche Faltränder 46, 47 gebildet sind, um die die Folienbahn 34 unter Bildung der Bahnschenkel 44, 45 herumgefaltet wird. Vorzugsweise ist das Faltorgan 42 als trapezförmige Faltplatte ausgebildet.The folding members of the
Ein weiteres Faltorgan 48 vollendet die Faltung, so dass die Bahnschenkel 44, 45 an einer Seite der Folienbahn 34, nämlich an einem Mittelstreifen 49, anliegen. Das (zweite) Faltorgan 48 schließt an das Faltorgan 42 an. Aufgrund der Relativstellung der vorzugsweise plattenförmigen Faltorgane 42, 48 (unter einem stumpfen Winkel zueinander) wird im Bereich des Faltorgans 48 die Faltung vollendet. Zu diesem Zweck tritt die Folienbahn 34 mit den Bahnschenkeln 44, 45 in der (aufgerichteten) Zwischenfaltstellung in eine keilförmige Ausnehmung 50 des im Wesentlichen V-förmig ausgebildeten Faltorgans 48 ein. Konvergierende Faltränder 51, 52 (übereinanderliegend) führen die Bahnschenkel 44, 45 bis zur vollständigen Anlage aneinander. Das Faltorgan 48 liegt - bezogen auf den Mittelstreifen 49 der Folienbahn 34 - auf der gegenüberliegenden Seite der Folienbahn 34. Die Faltung wird so vollzogen, dass die Bahnschenkel 44, 45 den gewünschten Abmessungen der Taschen-Vorderwand 15 einerseits und der Innenlage 23 der Verschlusslasche 12 andererseits entsprechen. Zwischen den Bahnschenkeln 44, 45 ist ein fortlaufender Folienspalt 53 gebildet.Another folding
Die plattenförmigen Faltorgane weisen gerundete Faltränder 46, 47 und/oder 51, 52 auf. Bei einem Faltorgan gemäß
Im Anschluss an die Faltstation 36 wird die Faltung der Bahnschenkel 44, 45 (mechanisch) stabilisiert. Zu diesem Zweck sind Druckwalzen 56, 57 zu beiden Seiten der (gefalteten) Folienbahn 34 angeordnet, derart, dass sie die Bahnschenkel 44, 45 an den Mittelstreifen 46 drücken und dabei insbesondere die Ränder zur Bildung der Faltkante 14 und der Laschenkante 24 stabilisieren.Following the
Der Entlastungsschlitz 32 im Bereich der Innenlage 23 wird bei dem gezeigten Ausführungsbeispiel im Anschluss an die Faltung der Folienbahn 34 in dem der Innenlage 23 zugeordneten Bahnschenkel 44 angebracht. Zu diesem Zweck wird der Bahnschenkel 44 (örtlich) angehoben. Ein auf der entsprechenden Seite angeordnetes Schneidmesser 58 tritt in den (von dem Mittelstreifen 49 abgehobenen) Bahnschenkel 44 ein und erzeugt einen Schnitt zur Bildung des Entlastungsschlitzes 32. Der Schnitt wird während des Transports der Folienbahn 34 durch das gesteuert bewegbare Schneidmesser 58 hergestellt. Alternativ können Schnitte oder Stanzungen für den Entlastungsschlitz 32 im Bereich der ungefalteten Folienbahn 34 angebracht werden, beispielsweise im Bereich einer Umlenkwalze, wobei als Schneidorgan eine (übliche) Messerwalze eingesetzt werden kann.The
Der Bahnschenkel 44 kann durch mechanische Mittel (im Bereich des Schneidmessers 58) angehoben werden, vorliegend wird der Bahnschenkel 44 durch ein Schwert 59 angehoben. Neben der Folienbahn 34 bzw. an dem Bahnschenkel 45 ist das Schwert 59 ortsfest angeordnet. Ein freies Ende ist so positioniert, dass der Bahnschenkel 44 durch das Schwert 59 angehoben wird. Im Bereich des freiliegenden Bahnschenkels 44 wird der Schnitt durch das Schneidmesser 58 ausgeführt.The
Im Anschluss an die Faltstation 36 gelangt die (gefaltete) Folienbahn 34 in den Bereich der Siegelstation 37. In deren Bereich werden durch ein erstes Siegelaggregat 60 (thermische) Verbindungen hergestellt zur Schaffung von Nähten in Längsrichtung der Folienbahn 34. Konkret werden die Verbindungsnaht 27 und/oder die Zwischennaht 31 hergestellt, vorzugsweise durch Aktivierung von streifenförmigem Auftrag für Hot-Melt-Verbindungen. Das betreffende Siegelaggregat 60 ist zu diesem Zweck mit vorzugsweise zwei parallel und mit Abstand übereinander angeordneten, sich in Längsrichtung der Folienbahn 34 erstreckenden Siegelbacken 61 versehen. Diese sind in der Längsabmessung auf die Länge der herzustellenden (Hot-Melt-)Naht ausgerichtet. Das Siegelaggregat 60 ist so gesteuert, dass während einer Stillstandsphase der Folienbahn 34 die (drei) Siegelbacken 61 bzw. Paare von übereinander angeordneten Siegelbacken zur Übertragung von Wärme und Druck gegen die Folienbahn 34 bewegt werden. In einem Arbeitstakt werden demnach drei Beutel 10 vorbereitet.Subsequent to the
Ein zweites, nachfolgendes Siegelaggregat 62 ist in besonderer Weise ausgebildet (
Das Siegelaggregat 62 ist mit Organen versehen, die mindestens im Bereich der Verschlusslasche 12 durch flächigen Druck die Beseitigung von Luft aus dem Bereich zwischen den Lagen 22, 23 der Verschlusslasche 12 bewirken. Vorliegend sind den Siegelstegen 64 Druckplatten 65, 66 zu beiden Seiten der Folienbahn 34 zugeordnet. Diese kommen (etwa) zeitgleich mit den Siegelorganen 64 zur Anlage an der Folienbahn 34, mindestens im Bereich der Verschlusslasche 12 bzw. des (oberen) Bahnschenkels 44. Die Luft wird über die beschriebenen Entlüftungsöffnungen herausgedrückt. Die Druckplatten 65, 66 sind federnd gelagert, nämlich über (vorgespannte) Federn 67, 68. An jedem Siegelsteg 64 sind Druckstücke 69 angebracht, die auf die der zugeordneten Seite angeordneten Federn 67 einwirken und so - zusammen mit den gegenüberliegenden Federn 68 - die Druckplatten 65, 66 beidseitig gegen die Folienbahn 34 drücken. Beim Zurückziehen der Siegelstege 64 (
Die unterschiedliche Ausbildung der Verbindungen von Lagen der Folie, nämlich Siegelnähte einerseits und Hot-Melt-Nähte andererseits ermöglicht eine besondere Fertigungstechnik. Die in Längsrichtung der Bahn verlaufenden Nähte bestehen aus Hot-Melt-Material. Dieses wird vorzugsweise bei der Vorbereitung der Folienbahn 34, jedenfalls vor dem Faltprozess, aufgetragen. Wie aus
Die mit Abstand aufeinanderfolgenden Materialabschnitte 72 für die Verbindungsnaht 27 sind an einem (oberen) Rand der Folienbahn 34 angeordnet. Gegenüberliegend am (unteren) Folienrand verläuft ein (durchgehender) Peel-Seal-Streifen 73 für die Verschlussnaht 20. Mit Abstand vom (oberen) Rand ist eine weitere Folge von Materialabschnitten 74 aus Hot-Melt-Material vorgesehen für die entsprechend positionierte Zwischennaht 31. Parallel hierzu verläuft ein weiterer Streifen aus mit Abstand voneinander angeordneten Materialabschnitten 75, die mit den Materialabschnitten 74 - nach Faltung der Bahnschenkel 44, 45 - die zusammenwirkenden Materialabschnitte für die Zwischennaht 31 bilden.The spaced-apart
Eine weitere Folge von im Abstand angeordneten Materialabschnitten 76 - wiederum aus Hot-Melt-Material - ist den Materialabschnitten 72 zugeordnet. Aufgrund entsprechender Faltung bilden die Abschnitte 72 und 76 die Verbindungsnaht 27. Entsprechend ist ein weiterer Peel-Seal-Streifen 77 für die Verschlussnaht 20 positioniert.Another sequence of spaced-apart material sections 76 - again of hot-melt material - is assigned to the
Die einander zugeordneten Streifen des aufgetragenen Materials kommen nach Falten der Bahnschenkel 44, 45 zur Überdeckung. Im Bereich der Siegelstation 37 werden die Nähte bzw. Verbindungen 27 und 31 hergestellt. Eine Besonderheit besteht darin, dass bei durchgehenden Materialstreifen aufgrund entsprechender Abmessung der Siegelbacken 61 Verbindungen geschaffen werden, die sich nur über einen Teilbereich der Abmessung eines Beutels 10 in Transportrichtung erstrecken. Der (Entlastungs-)Schlitz 32 wird etwa mittig im Bereich der übereinanderliegenden Materialabschnitte 74, 75 angebracht, damit der Schlitz 32 im Bereich der später hergestellten Zwischennaht 31 sich erstreckt.The mutually associated strips of the applied material come after folding the
Eine weitere Besonderheit betrifft die Handhabung des Materials der Beutel. Zur Vermeidung von Umlenkungen der Folienbahn 34 nach Abziehen von der Bobine 35 ist diese auf bewegbaren Halterungen gelagert. In Arbeitsstellung ist die Bobine 35 mit einer Mittenöffnung (nicht gezeigt) auf einem Arbeitszapfen 78 gelagert, der vorzugsweise durch Motor 79 angetrieben ist. Bei der Zuführung einer neuen Bobine 35 ist der Arbeitszapfen 78 in eine horizontale Aufnahmestellung bewegt (
Der Arbeitszapfen 78 ist an einem Tragstück 80 gelagert, welches durch ein Schwenkgetriebe 81 bewegbar ist, so dass der Arbeitszapfen 78 zwischen den beiden gezeigten Stellungen bewegbar ist. Das Schwenkgetriebe 81 enthält einen Betätigungszylinder 82 (pneumatisch), der auf einen an dem Tragstück 80 angebrachten Hebel 83 im Sinne einer Schwenkbewegung einwirkt. Dadurch wird das Tragstück 80 mit dem Arbeitszapfen 78 aufgerichtet. Der Motor 79 ist ebenfalls am Tragstück 80 angebracht.The working
- 1010
- Beutelbag
- 1111
- Taschebag
- 1212
- Verschlusslascheflap
- 1313
- Portionportion
- 1414
- Faltkantefold
- 1515
- Taschen-VorderwandPocket front wall
- 1616
- Taschen-RückwandPocket rear wall
- 1717
- Taschennahtpocket seam
- 1818
- Taschennahtpocket seam
- 1919
- Taschenöffnungpocket opening
- 2020
- Verschlussnahtclosing seam
- 2121
- TapeTape
- 2222
- Außenlagebacksheet
- 2323
- Innenlageinner layer
- 2424
- LaschenkanteLasch edge
- 2525
- Laschennahtflap seam
- 2626
- Laschennahtflap seam
- 2727
- Verbindungsnahtseam
- 2828
- Randkanteedge
- 2929
- Entlüftungsöffnungvent
- 3030
- BedruckungOppression
- 3131
- Zwischennahtintermediate seam
- 3232
- Entlastungsschlitzrelief slot
- 3333
- Perforationslinieperforation
- 3434
- Folienbahnsheet
- 3535
- Bobinereel
- 3636
- Faltstationfolding station
- 3737
- Siegelstationsealing station
- 3838
- Trennstationseparating station
- 3939
- SplicerSplicer
- 4040
- Druckerprinter
- 4141
- Umlenkwalzedeflecting
- 4242
- Faltorganfolding member
- 4343
- Pendelpendulum
- 4444
- Bahnschenkelpath branch
- 4545
- Bahnschenkelpath branch
- 4646
- Faltrandfolding edge
- 4747
- Faltrandfolding edge
- 4848
- Faltorganfolding member
- 4949
- Mittelstreifencentral reservation
- 5050
- Ausnehmungrecess
- 5151
- Faltrandfolding edge
- 5252
- Faltrandfolding edge
- 5353
- Folienspaltsheet gap
- 5454
- LuftschlitzLouvre
- 5555
- Luftkanalair duct
- 5656
- Druckwalzeplaten
- 5757
- Druckwalzeplaten
- 5858
- Schneidmessercutting blade
- 5959
- Schwertsword
- 6060
- Siegelaggregatsealing subassembly
- 6161
- Siegelbackesealing jaw
- 6262
- Siegelaggregatsealing subassembly
- 6363
- Doppelnahtdouble seam
- 6464
- Siegelstegsealing web
- 6565
- Druckplatteprinting plate
- 6666
- Druckplatteprinting plate
- 6767
- Federfeather
- 6868
- Federfeather
- 6969
- DruckstückPressure piece
- 7070
- Ausnehmungrecess
- 7171
- Gegenstückcounterpart
- 7272
- Materialabschnittmaterial section
- 7373
- Peel-Seal-StreifenPeel Seal strip
- 7474
- Materialabschnittmaterial section
- 7575
- Materialabschnittmaterial section
- 7676
- Materialabschnittmaterial section
- 7777
- Peel-Seal-StreifenPeel Seal strip
- 7878
- Arbeitszapfenworking journals
- 7979
- Motorengine
- 8080
- Tragstücksupporting piece
- 8181
- Schwenkgetriebeswing Drive
- 8282
- Betätigungszylinderactuating cylinder
- 8383
- Hebellever
- 8484
- Antriebswalzedrive roller
Claims (15)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011105014A DE102011105014A1 (en) | 2011-06-08 | 2011-06-08 | Bag for tobacco and method and apparatus for manufacturing |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2532513A2 true EP2532513A2 (en) | 2012-12-12 |
| EP2532513A3 EP2532513A3 (en) | 2013-07-24 |
| EP2532513B1 EP2532513B1 (en) | 2016-07-20 |
Family
ID=46245448
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12004207.2A Not-in-force EP2532513B1 (en) | 2011-06-08 | 2012-05-31 | Bag for tobacco and method and device for producing same |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2532513B1 (en) |
| DE (1) | DE102011105014A1 (en) |
| PL (1) | PL2532513T3 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015082308A1 (en) * | 2013-12-05 | 2015-06-11 | Jt International Sa | Tobacco pouch |
| EP3106046A1 (en) * | 2015-06-19 | 2016-12-21 | Reemtsma Cigarettenfabriken GmbH | Pouch for tobacco with weakening line |
| EP3138785A1 (en) * | 2015-09-02 | 2017-03-08 | Sluis Cigar Machinery B.V. | Wax applicator |
| WO2017167912A1 (en) * | 2016-03-31 | 2017-10-05 | Philip Morris Products S.A. | Pouch with cover flap and adhered extension flap |
| EP3443852A1 (en) * | 2017-08-17 | 2019-02-20 | Philip Morris Products S.a.s. | Pouch for tobacco products having improved closure means |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015013908A1 (en) | 2015-10-27 | 2017-05-11 | Focke & Co. (Gmbh & Co. Kg) | Method and device for producing bags made of film |
| DE102016124937A1 (en) * | 2016-12-20 | 2018-06-21 | Focke & Co. (Gmbh & Co. Kg) | Method and device for producing (tobacco) bags, as well as (tobacco) bags |
| DE102022128626A1 (en) | 2022-10-28 | 2024-05-08 | Focke & Co. (Gmbh & Co. Kg) | Method and device for handling a continuous web of material for the production of blanks for packaging for products of the cigarette industry |
| DE102023124441A1 (en) | 2023-04-19 | 2024-10-24 | Focke & Co. (Gmbh & Co. Kg) | Bag for products of the cigarette industry and method for producing such a bag |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2011692A1 (en) * | 1970-03-12 | 1971-09-16 | Wolff Walsrode Ag, 3030 Walsrode | Packaging pouch made of composite film |
| DE3049601A1 (en) * | 1980-12-31 | 1982-07-08 | Focke & Co, 2810 Verden | SIDE FOLDING BAGS, IN PARTICULAR TO ACCEPT CUT TOBACCO |
| FR2659531B1 (en) * | 1990-03-13 | 1992-07-24 | Tabacs & Allumettes Ind | TOBACCO POUCH. |
| DE29704147U1 (en) * | 1997-03-07 | 1998-07-16 | Schur Flexible Europe a/s, Bjert | Packaging bags for cut tobacco |
| GB0700361D0 (en) * | 2007-01-09 | 2007-02-14 | British American Tobacco Co | Pack |
| DE102009008129A1 (en) * | 2009-02-09 | 2010-10-07 | Focke & Co.(Gmbh & Co. Kg) | Method and device for producing bags |
| DE102010024630A1 (en) * | 2010-06-22 | 2011-12-22 | Focke & Co. (Gmbh & Co. Kg) | Tobacco pouch with closure tab and method of making the same |
-
2011
- 2011-06-08 DE DE102011105014A patent/DE102011105014A1/en not_active Withdrawn
-
2012
- 2012-05-31 EP EP12004207.2A patent/EP2532513B1/en not_active Not-in-force
- 2012-05-31 PL PL12004207T patent/PL2532513T3/en unknown
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015082308A1 (en) * | 2013-12-05 | 2015-06-11 | Jt International Sa | Tobacco pouch |
| EP3106046A1 (en) * | 2015-06-19 | 2016-12-21 | Reemtsma Cigarettenfabriken GmbH | Pouch for tobacco with weakening line |
| WO2016202966A1 (en) * | 2015-06-19 | 2016-12-22 | Reemtsma Cigarettenfabriken Gmbh | Pouch for tobacco with weakening line |
| EP3138785A1 (en) * | 2015-09-02 | 2017-03-08 | Sluis Cigar Machinery B.V. | Wax applicator |
| EP3138785B1 (en) | 2015-09-02 | 2019-01-30 | Sluis Cigar Machinery B.V. | Method and system for manufacturing a tobacco pouch |
| WO2017167912A1 (en) * | 2016-03-31 | 2017-10-05 | Philip Morris Products S.A. | Pouch with cover flap and adhered extension flap |
| CN109068727A (en) * | 2016-03-31 | 2018-12-21 | 菲利普莫里斯生产公司 | The bag of extension tabs with cover plate and adherency |
| EP3443852A1 (en) * | 2017-08-17 | 2019-02-20 | Philip Morris Products S.a.s. | Pouch for tobacco products having improved closure means |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2532513A3 (en) | 2013-07-24 |
| EP2532513B1 (en) | 2016-07-20 |
| PL2532513T3 (en) | 2017-01-31 |
| DE102011105014A1 (en) | 2012-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2532513B1 (en) | Bag for tobacco and method and device for producing same | |
| DE3106155C2 (en) | ||
| EP2087991A1 (en) | Device and method for manufacturing tobacco bags | |
| DE102010019867A1 (en) | Pack for cigarettes and method and device for producing same | |
| WO2011032625A1 (en) | Packages, in particular for cigarettes, and method and device for producing the same | |
| EP2049327A1 (en) | Method for the production of packaging bags having a reinforced base region and device for carrying out the method | |
| DE2407767B2 (en) | METHOD AND DEVICE FOR IMPACTING GROUPS OF CIGARETTES | |
| DE2819887C2 (en) | Device for producing an arrangement having a carrier tape and flat workpieces arranged on top of one another in scales for storing the workpieces | |
| EP3003869A1 (en) | Method and device for producing cigarette packages | |
| DE2249584A1 (en) | PLASTIC BAGS AND THE METHOD OF MANUFACTURING THEREOF | |
| DE102011080462A1 (en) | Method and device for producing, filling and closing bags and a bag | |
| DE3211217A1 (en) | METHOD AND DEVICE FOR PRODUCING AND STACKING BAGS FROM THERMOPLASTIC PLASTIC FILM | |
| DE2038959C3 (en) | Bag making machine | |
| EP0169464B1 (en) | Device for producing and filling bags | |
| EP0164079B1 (en) | Machine for the production of packets containing a solvent | |
| DE102007054714A1 (en) | Apparatus and method for making a bag of paper and paper bags | |
| EP0506645B1 (en) | Apparatus for fabrication of battery plate envelopes | |
| EP0348823A2 (en) | Method and device for manufacturing bags with thermoplastic pull strings | |
| EP2371527B1 (en) | Device and method for manufacturing (tobacco) bags | |
| EP3339011B1 (en) | Method and device for manufacturing bags and bag | |
| DE102006059770B3 (en) | Packaging method for cutting off projecting ends on foil bags by a torch with pieces of packaging of different sizes envelopes the pieces of packaging in foil material by welding them in | |
| DE102005018545A1 (en) | Method for production and filling of bags used in e.g. foodstuffs industry, involves supplying roll of hose-like material already added with slide fasteners and bag sidewalls to form, fill, and seal (FFS) machine | |
| DE2601306C2 (en) | Device for manufacturing cuboid cigarette packs | |
| DE10134508A1 (en) | Method for summarizing bags, device for carrying out the method and bag chain, and bag stack chain | |
| DE2642708A1 (en) | Procedure for producing cigarette packets - includes formation of cylindrical cut-out which is then folded and glued to produce rectangular box |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 85/10 20060101ALI20130225BHEP Ipc: B65D 33/02 20060101ALI20130225BHEP Ipc: B31B 19/26 20060101AFI20130225BHEP Ipc: B65D 33/24 20060101ALI20130225BHEP |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 85/10 20060101ALI20130617BHEP Ipc: B65D 33/02 20060101ALI20130617BHEP Ipc: B31B 19/26 20060101AFI20130617BHEP Ipc: B65D 33/24 20060101ALI20130617BHEP |
|
| 17P | Request for examination filed |
Effective date: 20130923 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20150326 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160212 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LEIFHEIT, AXEL Inventor name: DOSE, THOMAS |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 813696 Country of ref document: AT Kind code of ref document: T Effective date: 20160815 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012007676 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502012007676 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B31B0019260000 Ipc: B31B0070260000 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161020 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161121 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161021 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012007676 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161020 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 |
|
| 26N | No opposition filed |
Effective date: 20170421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180131 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 813696 Country of ref document: AT Kind code of ref document: T Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160720 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210430 Year of fee payment: 10 Ref country code: NL Payment date: 20210512 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20210430 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502012007676 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20220601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220531 |