EP2505950A1 - Werkstückträger und Anlage zum Behandeln von Gegenständen - Google Patents
Werkstückträger und Anlage zum Behandeln von Gegenständen Download PDFInfo
- Publication number
- EP2505950A1 EP2505950A1 EP12001573A EP12001573A EP2505950A1 EP 2505950 A1 EP2505950 A1 EP 2505950A1 EP 12001573 A EP12001573 A EP 12001573A EP 12001573 A EP12001573 A EP 12001573A EP 2505950 A1 EP2505950 A1 EP 2505950A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece carrier
- cellular structures
- foam
- support
- carrier according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D5/00—Supports, screens, or the like for the charge within the furnace
- F27D5/0006—Composite supporting structures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B15/00—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form
- F26B15/10—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions
- F26B15/12—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions the lines being all horizontal or slightly inclined
- F26B15/14—Machines or apparatus for drying objects with progressive movement; Machines or apparatus with progressive movement for drying batches of material in compact form with movement in a path composed of one or more straight lines, e.g. compound, the movement being in alternate horizontal and vertical directions the lines being all horizontal or slightly inclined the objects or batches of materials being carried by trays or racks or receptacles, which may be connected to endless chains or belts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/14—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment
- F27B9/20—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace
- F27B9/26—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace on or in trucks, sleds, or containers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B2210/00—Drying processes and machines for solid objects characterised by the specific requirements of the drying good
- F26B2210/12—Vehicle bodies, e.g. after being painted
Definitions
- the invention relates to a workpiece carrier for conveying objects, in particular vehicle bodies, in systems for their thermal treatment, which has at least two support skids.
- the invention further relates to a system for treating objects, in which the articles are conveyed through the system on at least one workpiece carrier, comprising a thermal process region, in which heat energy is introduced into or out of the articles.
- the aforementioned workpiece carriers are used, for example, to convey articles between and also in individual processing or treatment stations of a surface treatment plant.
- the support skids of the workpiece carriers work together with conveying means, such as, for example, a belt conveyor or a roller conveyor, which are arranged along the conveying path through the system.
- Various treatment steps of such a system may include thermal processes in which the temperature of the conveyed items is changed.
- the articles are often dried by heating. If necessary, the objects then have to be cooled again for the following treatment steps. Depending on the complexity of the entire treatment chain, heating and cooling phases can occur repeatedly.
- the objects to be treated also remain on a workpiece carrier during the treatment in the individual stations, so that the objects to be heated or cooled are always heated or cooled together with the workpiece carrier.
- the process energy required for heating or cooling is thus regularly higher than it would actually be required for heating or cooling of the object alone.
- the object is achieved by a workpiece carrier of the type mentioned, in which the support skids are at least partially formed of a material having cellular structures.
- a defined amount of heat Q is required to change the temperature of an object by a certain amount.
- the amount of heat required depends on the mass m of the object and the specific heat capacity Cp of the material that makes up the object.
- This process energy attributable to the workpiece carrier is now inventively reduced in that the mass m of the workpiece carrier is reduced while maintaining the necessary strength for the transport of the objects by the mass of the support runners of the workpiece carrier is reduced by the material with cellular structures.
- Materials with cellular structures include, for example, cellular materials having foam, fiber, wire, hollow, honeycomb, and the like having open or closed cavities.
- Such a material can achieve similarly high strengths as a solid material due to the mutually supporting webs of the cellular structures with less weight but higher space requirements.
- the cellular structures can be provided along the entire support runner, but also only in particularly stressed areas.
- the material with cellular structures is a metal foam, in particular an aluminum metal foam, and / or a plastic foam and / or a ceramic foam.
- honeycomb structures or the like come into question according to the invention as cellular structures.
- metal or plastic foams are particularly advantageous. These may have a modulus of elasticity between 7 and 20 MPascal at densities of 0.6 g / cm 3 .
- the material has closed cavities as cellular structures.
- Materials with closed cavities have higher strength than materials with open cavities, so that the required strengths for the runners are more easily accessible.
- At least a portion of the support runners is formed as a composite component of a material having cellular structures and a solid material.
- Such a composite component may for example be a hollow profile, which is thinner than the previously used hollow profiles for the formation of support skids, and which is to increase the strength with a cellular material, in particular a foam core, filled.
- sandwich panels Another possibility of obtaining a composite component with a high strength are so-called sandwich panels, in which the cellular material is inserted between two solid material plates as straps.
- the composite component of steel and aluminum metal foam in particular a at least partially foamed with aluminum metal foam hollow steel profile is.
- Such a composite component can be processed by known steel construction technology and welded, for example, with other components of the workpiece carrier. Also, the foaming of a hollow steel profile with aluminum metal foam is particularly simple, so that the desired strength for the support runners can be achieved.
- a wear-prone area of a component in particular a sliding surface and / or a workpiece holder, is provided with a wear-resistant material.
- cellular structures generally have lower wear resistance than solid materials, areas exposed to wear, such as the sliding surfaces of the support runners, can be formed of a solid material. As a result, over the solid material or inside a hollow profile arranged cellular structures are protected.
- the workpiece carrier is a skid for vehicle bodies.
- the at least one workpiece carrier is a workpiece carrier according to one of claims 1 to 7.
- the process area is a drying chamber.
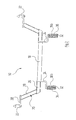
- FIG. 1 a Skid 10 is shown on which a in FIG. 4 provided with the reference numeral 12 vehicle body can be releasably attached.
- the skid 10 provides a direction indicated by an arrow main transport direction 14, in which it is promoted for example by a surface treatment plant. Depending on the required movements in the surface treatment system, however, the skid 10 can be moved by lifting stations or the like also perpendicular to the main transport direction 14 or opposite thereto.
- the skid 10 has two parallel support skids 16, which are interconnected via two transverse members 18.
- Each support runner 16 carries two retaining arms 20 which protrude laterally beyond the support runners 16 perpendicular to the main transporting direction 14 and have mounting brackets 22 at their outermost ends.
- the mounting brackets 22 together form a fastening device with which the vehicle body 12 can be releasably attached to the skid 10.
- the retaining arms 20 and the mounting brackets 22 can be constructed structurally differently and adapted accordingly, in particular also be arranged on different sections of the support runners 16.
- skids can be used to transport different vehicle bodies 12 or parts thereof.
- Skid 10 for example, by placing a grid box, not shown on the mounting brackets 22 and any objects, especially loose items to transport.
- the support runners 16 are connected via L-shaped bracket 24 with the crossbeams 18, which are arranged at the top of the support runners 16 facing inwards and upwards.
- the crossbeams 18, which are designed as a hollow profile the support runners 16 are held parallel stable torsion.
- the support arms 20 of the skid 10 have a horizontal support 26 of I-shaped cross-section pointing outwards from the support brackets 24, on which an obliquely upwardly and outwardly pointing inclined support 28 with likewise I-shaped cross-section is attached.
- a horizontal mounting plate 30 is arranged, which carries the mounting bracket 22 at one end.
- the left-lying support runner 16a comprises a hollow profile 32 made of a solid material such as steel. Inside the hollow profile 32, the left support runner 16a has a honeycomb structure 34 as the core, which contributes as a cellular structure for stabilizing the hollow profile 32 and is made of aluminum, for example.
- the honeycomb structure 34 can also run in the vertical direction, ie perpendicular to the conveying plane of the skids 10 (not shown).
- the right-facing support runner 16b shows a hollow profile 32, which is made of steel, for example.
- a foam core 36 is arranged in the hollow profile 32 as a cellular structure, which is made for example of aluminum foam.
- the leftmost support runner 16c is constructed essentially of a foamed material 36, for example of an aluminum metal foam, without being enclosed by a hollow profile.
- a wear-resistant tread 40 of a solid material for example, a hard steel arranged.
- the right-hand support runner 16d is a variant of the support runner 16 made in sandwich construction.
- a foam core 36 is arranged between a lower belt 42 and an upper belt 44.
- honeycomb structure 34 can also be used in a sandwich construction, with preferably a vertically running honeycomb structure 34 being used.
- a plastic or ceramic foam can be used as a cellular structure.
- skids 10 may include a material having cellular structures 34, 36.
- FIG. 4 shows a dryer with a drying tunnel 50, through which the vehicle body 12 is guided on the skid 10 by means of a conveyor system 52.
- outlet nozzles 56 are provided for hot dry air, which are aligned with the vehicle body 12 according to their outer contour.
- feed chambers 58 are arranged which feed the outlet nozzles 56 with the dry air.
- the feed chambers 58 themselves are connected via a further partition wall 60, are provided in the hot filter 62, with Zu Kunststofftown 64, in which the heated dry air is introduced by a blower, not shown.
- the hot filter 62 in front of the feed chambers 58 cause the dry air as dust-free as possible on the vehicle bodies to be dried 12 hits.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Drying Of Solid Materials (AREA)
- Laminated Bodies (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
Abstract
Description
- Die Erfindung betrifft einen Werkstückträger zum Fördern von Gegenständen, insbesondere von Fahrzeugkarosserien, in Anlagen zu deren thermischer Behandlung, der mindestens zwei Auflagekufen aufweist.
- Die Erfindung betrifft ferner eine Anlage zum Behandeln von Gegenständen, bei der die Gegenstände auf mindestens einem Werkstückträger durch die Anlage gefördert werden, umfassend einen thermischen Prozessbereich, in welchem Wärmeenergie in die Gegenstände eingebracht oder aus diesen ausgebracht wird.
- Eingangs genannte Werkstückträger werden beispielsweise zur Förderung von Gegenständen zwischen und auch in einzelnen Bearbeitungs- oder Behandlungsstationen einer Oberflächenbehandlungsanlage verwendet. Dabei arbeiten die Auflagekufen der Werkstückträger mit Fördermitteln, wie beispielsweise einem Bandförderer oder einem Rollenbahnförderer, zusammen, die entlang der Förderstrecke durch die Anlage angeordnet sind.
- Verschiedene Behandlungsschritte einer solchen Anlage können dabei thermische Prozesse umfassen, bei welchen die Temperatur der geförderten Gegenstände verändert wird.
- So werden die Gegenstände beispielsweise nach einer Lackierung häufig durch Erwärmen getrocknet. Gegebenfalls müssen dann die Gegenstände für folgende Behandlungsschritte wieder abgekühlt werden. Je nach Komplexität der gesamten Behandlungskette können dabei wiederholt Heiz- und Kühlphasen auftreten.
- In der Regel verbleiben die zu behandelnden Gegenstände auch während der Behandlung in den einzelnen Stationen auf einem Werkstückträger, sodass die zu erhitzenden oder zu kühlenden Gegenstände stets zusammen mit dem Werkstückträger aufgeheizt oder gekühlt werden. Die zur Erwärmung bzw. zur Kühlung erforderliche Prozessenergie ist dadurch regelmäßig höher als sie eigentlich zur Erwärmung bzw. Kühlung des Gegenstands alleine erforderlich wäre.
- Es ist daher Aufgabe der Erfindung, einen Werkstückträger und eine Anlage anzugeben, bei welchen weniger Prozessenergie zur Erwärmung bzw. Kühlung der zu behandelnden Gegenstände aufgewendet werden muss.
- Hinsichtlich des Werkstückträgers wird die Aufgabe erfindungsgemäß durch einen Werkstückträger der eingangs genannten Art gelöst, bei dem die Auflagekufen zumindest teilweise aus einem Material mit zellularen Strukturen gebildet sind.
- Gemäß dem ersten Hauptsatz der Wärmelehre ist zur Änderung der Temperatur eines Objekts um einen bestimmten Betrag eine definierte Wärmemenge Q erforderlich. Die benötigte Wärmemenge hängt dabei von der Masse m des Objekts und der spezifischen Wärmekapazität Cp des Materials ab, aus dem das Objekt besteht.
- Beispielsweise beträgt bei einer Anlage zur Oberflächenbehandlung von Fahrzeugkarosserien die Masse der Fahrzeugkarosserie durchschnittlich ca. 500 kg und die des Werkstückträgers ca. 250 kg. Das heißt ein Drittel der aufzuwendenden Prozessenergie entfällt auf die Erwärmung oder Kühlung des Werkstückträgers. Soll z.B. in einem Trockner eine solche Fahrzeugkarosserie von 20°C Umgebungstemperatur auf 180°C Trocknungstemperatur erwärmt werden, so entfällt bei einem Werkstückträger aus Stahl, der eine spezifische Wärmekapazität von Cp = 0,477 kJ/kg K hat, eine Wärmemenge von

auf den Werkstückträger. Dies entspricht einer unnötigerweise in den Werkstückträger eingebrachten Energie von 5,3 kWh pro getrocknete Fahrzeugkarosserie. - Diese auf den Werkstückträger entfallende Prozessenergie wird nun erfindungsgemäß dadurch verringert, dass die Masse m des Werkstückträgers unter Beibehaltung der für den Transport der Gegenstände notwendigen Festigkeit reduziert wird, indem die Masse der Auflagekufen des Werkstückträgers durch das Material mit zellularen Strukturen verringert wird.
- Zu Materialien mit zellularen Strukturen zählen beispielsweise zellulare Werkstoffe mit Schaum-, Faser-, Draht-, Hohlkugel-, Wabenstrukturen und dergleichen, die offene oder geschlossene Kavitäten aufweisen.
- Ein solches Material kann durch die sich gegenseitig stützenden Stege der zellularen Strukturen bei geringerem Gewicht, jedoch höherem Platzbedarf, ähnlich hohe Festigkeiten wie ein Vollmaterial erreichen. Die zellularen Strukturen können dabei entlang der gesamten Auflagekufe, aber auch nur in besonders belasteten Bereichen vorgesehen sein.
- Aufgrund der so erhaltenen Verringerung der Gesamtmasse des Werkstückträgers verringert sich dessen Gesamtwärmekapazität, sodass weniger Energie zur Erwärmung bzw. Kühlung von Werkstückträger und Gegenständen aufgewendet werden muss.
- Vorteilhafte Weiterbildungen sind in den Unteransprüchen genannt.
- Nach der Weiterbildung gemäß Anspruch 2 ist vorgesehen, dass das Material mit zellularen Strukturen ein Metallschaum, insbesondere ein Aluminiummetallschaum, und/oder ein Kunststoffschaum und/oder ein Keramikschaum ist.
- Zwar kommen erfindungsgemäß als zellulare Strukturen auch Wabenstrukturen oder ähnliches infrage. Besonders vorteilhaft kommen jedoch Metall- oder Kunststoffschäume zum Einsatz. Diese können ein Elastizitätsmodul zwischen 7 und 20 MPascal bei Dichten von 0,6 g/cm3 aufweisen.
- Nach der Weiterbildung gemäß Anspruch 3 ist vorgesehen, dass das Material geschlossene Kavitäten als zellulare Strukturen aufweist.
- Materialien mit geschlossenen Kavitäten weisen eine höhere Festigkeit als Materialien mit offenen Kavitäten auf, sodass die benötigten Festigkeiten für die Auflagekufen leichter erreichbar sind.
- Nach der Weiterbildung gemäß Anspruch 4 ist vorgesehen, dass wenigstens ein Abschnitt der Auflagekufen als Verbundbauteil aus einem Material mit zellularen Strukturen und einem Vollmaterial ausgebildet ist.
- Ein derartiges Verbundbauteil kann beispielsweise ein Hohlprofil sein, das dünnwandiger ist als die bisher üblichen Hohlprofile zur Ausbildung von Auflagekufen, und das zur Erhöhung der Festigkeit mit einem zellularen Material, insbesondere einem Schaumkern, ausgefüllt ist.
- Eine andere Möglichkeit ein Verbundbauteil mit einer hohen Festigkeit zu erhalten, sind sogenannte Sandwichplatten, bei welchen das zellulare Material zwischen zwei Vollmaterialplatten als Gurte eingefügt ist.
- Nach der Weiterbildung gemäß Anspruch 5 ist vorgesehen, dass das Verbundbauteil aus Stahl und Aluminiummetallschaum, insbesondere ein zumindest teilweise mit Aluminiummetallschaum ausgeschäumtes Stahlhohlprofil, ist.
- Ein solches Verbundbauteil kann nach bekannter Stahlbautechnik bearbeitet und beispielsweise mit anderen Bauteilen des Werkstückträgers verschweißt werden. Auch ist das Ausschäumen eines Stahlhohlprofils mit Aluminiummetallschaum besonders einfach, sodass die gewünschten Festigkeiten für die Auflagekufen erreichbar sind.
- Nach der Weiterbildung gemäß Anspruch 6 ist vorgesehen, dass ein verschleißgefährdeter Bereich eines Bauteils, insbesondere eine Gleitfläche und/oder eine Werkstückaufnahme, mit einem verschleißfesten Material versehen ist.
- Da zellulare Strukturen im Allgemeinen eine geringere Verschleißfestigkeit als Vollmaterialien haben, können dem Verschleiß ausgesetzte Flächen wie beispielsweise die Gleitflächen der Auflagekufen aus einem Vollmaterial ausgebildet sein. Dadurch werden über dem Vollmaterial oder im Inneren eines Hohlprofils angeordnete zellulare Strukturen geschützt.
- Nach der Weiterbildung gemäß Anspruch 7 ist vorgesehen, dass der Werkstückträger ein Skid für Fahrzeugkarosserien ist.
- Bei den im Fahrzeugbau verwendeten Skids ist der Energieeinspareffekt besonders hoch, da hier relativ hohe Massen gefördert und thermisch behandelt werden. Aufgrund der hohen Massen der Fahrzeugkarosserien sind jedoch die erhöhten Anforderungen an die Festigkeit zu beachten.
- Hinsichtlich der eingangs genannten Anlage zum Behandeln von Gegenständen wird die oben genannte Aufgabe dadurch gelöst, dass der mindestens eine Werkstückträger ein Werkstückträger nach einem der Ansprüche 1 bis 7 ist.
- Eine solche Anlage hat einen verringerten Energiebedarf.
- Nach der Weiterbildung gemäß Anspruch 9 ist vorgesehen, dass der Prozessbereich eine Trockenkammer ist.
- Insbesondere in einer Trockenkammer ist aufgrund der reduzierten Masse der Werkstückträger ein großes Einsparpotential von Prozessenergie gegeben.
- Nachfolgend werden Ausführungsbeispiele der Erfindung anhand der Zeichnungen näher erläutert. Darin zeigen:
- Figur 1
- eine Aufsicht auf einen Skid mit zwei Auflagekufen zum Fördern von Fahrzeugkarosserien;
- Figur 2
- einen Schnitt des Skids nach
Figur 1 entlang der dortigen Schnittlinie I-I, wobei der Skid unterschiedlich ausgeführte Auflagekufen gemäß einem ersten und einem zweiten Ausführungsbeispiel aufweist; - Figur 3
- einen Schnitt eines weiteren Skids, in welchem weitere Ausführungsbeispiele der Auflagekufen gezeigt sind;
- Figur 4
- einen vertikalen Schnitt eines Trockners zum Trocknen von Fahrzeugkarosserien auf einem Skid.
- In
Figur 1 ist ein Skid 10 gezeigt, auf welchem eine inFigur 4 mit dem Bezugszeichen 12 versehene Fahrzeugkarosserie lösbar angebracht werden kann. - Der Skid 10 gibt eine durch einen Pfeil angedeutete Haupttransportrichtung 14 vor, in welcher er beispielsweise durch eine Oberflächenbehandlungsanlage gefördert wird. Abhängig von den benötigten Bewegungen in der Oberflächenbehandlungsanlage kann der Skid 10 jedoch von Hubstationen oder ähnlichem auch senkrecht zur Haupttransportrichtung 14 oder entgegengesetzt zu dieser bewegt werden.
- Der Skid 10 weist zwei parallele Auflagekufen 16 auf, die über zwei Quertraversen 18 miteinander verbunden sind.
- Jede Auflagekufe 16 trägt zwei Haltearme 20, die senkrecht zur Haupttransportrichtung 14 seitlich über die Auflagekufen 16 hinausragen und an ihrem äußersten Ende Montagehalterungen 22 aufweisen. Die Montagehalterungen 22 bilden gemeinsam eine Befestigungseinrichtung, mit der die Fahrzeugkarosserie 12 lösbar an dem Skid 10 befestigt werden kann.
- Abhängig von der zu fördernden Fahrzeugkarosserie 12 können die Haltearme 20 und die Montagehalterungen 22 baulich unterschiedlich ausgeführt und entsprechend angepasst sein, insbesondere auch an unterschiedlichen Abschnitten der Auflagekufen 16 angeordnet sein. So können Skids zum Transport von unterschiedlichen Fahrzeugkarosserien 12 oder Teilen davon verwendet werden.
- Ferner kann der Skid 10 beispielsweise durch Aufsetzen einer nicht gezeigten Gitterbox auf die Montagehalterungen 22 auch beliebige Gegenstände, insbesondere auch lose Gegenstände, transportieren.
- Die Auflagekufen 16 sind über L-förmige Haltewinkel 24 mit den Quertraversen 18 verbunden, die an der Oberseite der Auflagekufen 16 nach innen und oben weisend angeordnet sind. Durch die Quertraversen 18, die als Hohlprofil ausgeführt sind, werden die Auflagekufen 16 verwindungsstabil parallel gehalten.
- Die Haltearme 20 des Skids 10 weisen einen von den Haltewinkeln 24 nach außen weisenden Horizontalträger 26 mit I-förmigem Querschnitt auf, an dem ein schräg nach oben und außen weisender Schrägträger 28 mit ebenfalls I-förmigem Querschnitt angebracht ist. Am oberen Ende des Schrägträgers 28 ist eine horizontal liegende Montageplatte 30 angeordnet, welche an einem Ende die Montagehalterung 22 trägt.
- Die in
Figur 2 links gelegene Auflagekufe 16a umfasst ein Hohlprofil 32 aus einem Vollmaterial wie beispielsweise Stahl. Im Inneren des Hohlprofils 32 weist die linke Auflagekufe 16a eine Wabenstruktur 34 als Kern auf, die als zellulare Struktur zur Stabilisierung des Hohlprofils 32 beiträgt und beispielsweise aus Aluminium gefertigt ist. Die Wabenstruktur 34 kann auch in vertikaler Richtung, d.h. senkrecht zur Förderebene der Skids 10, verlaufen (nicht gezeigt). - Die in
Figur 2 rechts gelegene Auflagekufe 16b zeigt ein Hohlprofil 32, das beispielsweise aus Stahl gefertigt ist. Zur Stabilisierung der Auflagekufe 16b ist im Hohlprofil 32 ein Schaumkern 36 als zellulare Struktur angeordnet, der beispielsweise aus Aluminiumschaum gefertigt ist. - Die in
Figur 3 links gelegene Auflagekufe 16c ist im Wesentlichen aus einem aufgeschäumten Material 36, beispielsweise aus einem Aluminiummetallschaum, aufgebaut ohne dass dieses von einem Hohlprofil eingeschlossen ist. An der Unterseite, auf welcher die Auflagekufe 16c über inFigur 4 gezeigte Förderrollen 38 läuft, ist eine verschleißfeste Lauffläche 40 aus einem Vollmaterial, beispielsweise aus einem harten Stahl, angeordnet. - Die in
Figur 3 rechts gelegene Auflagekufe 16d ist eine in Sandwichbauweise gefertigte Variante der Auflagekufe 16. Dabei ist zwischen einem unteren Gurt 42 und einem oberen Gurt 44 ein Schaumkern 36 angeordnet. - All die gezeigten Beispiele von Leichtbauweisen für die Auflagekufen 16 können unterschiedlich kombiniert werden und unterschiedliche Materialkombinationen umfassen. So kann beispielsweise die Wabenstruktur 34 auch bei einer Sandwichbauweise zur Anwendung kommen, wobei vorzugsweise eine senkrecht verlaufende Wabenstruktur 34 verwendet wird. Hinsichtlich der verwendeten Materialien kann als zellulare Struktur insbesondere auch ein Kunststoff- oder Keramikschaum zum Einsatz kommen.
- Ferner können auch andere Bauteile der Skids 10, beispielsweise die Quertraversen 18, ein Material mit zellularen Strukturen 34, 36 umfassen.
-
Figur 4 zeigt einen Trockner mit einem Trockentunnel 50, durch welchen die Fahrzeugkarosserie 12 auf dem Skid 10 mittels eines Fördersystems 52 hindurchgeführt wird. - In den Seitenwänden 54 des Trockentunnels 50 sind schwenkbar angeordnete Auslassdüsen 56 für heiße Trockenluft vorgesehen, die auf die Fahrzeugkarosserie 12 entsprechend deren Außenkontur ausgerichtet sind. Auf der jeweils vom Trockentunnel 50 abliegenden Seite der Seitenwände 54 sind Zufuhrräume 58 angeordnet, welche die Auslassdüsen 56 mit der Trockenluft speisen.
- Die Zufuhrräume 58 selbst sind über eine weitere Trennwand 60, in der Heißfilter 62 vorgesehen sind, mit Zulufträumen 64 verbunden, in welche die aufgeheizte Trockenluft von einem nicht gezeigten Gebläse eingebracht wird. Die Heißfilter 62 vor den Zufuhrräumen 58 bewirken, dass die Trockenluft möglichst staubfrei auf die zu trocknenden Fahrzeugkarosserien 12 trifft.
- In einem unteren Bereich des Trockentunnels 50 wird die nach Kontakt mit der Fahrzeugkarosserie 12 und dem Skid 10 leicht abgekühlte Trockenluft über Auslasskanäle 66 aus dem Trockentunnel 50 abgeführt.
Claims (9)
- Werkstückträger (10) zum Fördern von Gegenständen (12), insbesondere von Fahrzeugkarosserien, in Anlagen zu deren thermischer Behandlung, der mindestens zwei Auflagekufen (16) aufweist,
dadurch gekennzeichnet, dass
die Auflagekufen (16) zumindest teilweise aus einem Material mit zellularen Strukturen (34; 36) gebildet sind. - Werkstückträger nach Anspruch 1, dadurch gekennzeichnet, dass das Material mit zellularen Strukturen (36) ein Metallschaum, insbesondere ein Aluminiummetallschaum, und/oder ein Kunststoffschaum und/oder ein Keramikschaum ist.
- Werkstückträger nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Material geschlossene Kavitäten als zellulare Strukturen (34; 36) aufweist.
- Werkstückträger nach Anspruch 3, dadurch gekennzeichnet, dass wenigstens ein Abschnitt der Auflagekufen (16) als Verbundbauteil aus einem Material mit zellularen Strukturen (34; 36) und einem Vollmaterial (32; 40; 42, 44) ausgebildet ist.
- Werkstückträger nach Anspruch 4, dadurch gekennzeichnet, dass das Verbundbauteil aus Stahl und Aluminiummetallschaum, insbesondere ein zumindest teilweise mit Aluminiummetallschaum (36) ausgeschäumtes Stahlhohlprofil (32), ist.
- Werkstückträger nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein verschleißgefährdeter Bereich eines Bauteils (16c; 22), insbesondere eine Gleitfläche (40) und/oder eine Werkstückaufnahme (22), mit einem verschleißfesten Material versehen ist.
- Werkstückträger nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Werkstückträger (10) ein Skid für Fahrzeugkarosserien (12) ist.
- Anlage zum Behandeln von Gegenständen (12), bei der die Gegenstände (12) auf mindestens einem Werkstückträger (10) durch die Anlage gefördert werden, umfassend einen thermischen Prozessbereich (50), in welchem Wärmeenergie in die Gegenstände (12) eingebracht oder aus diesen ausgebracht wird, dadurch gekennzeichnet, dass der mindestens eine Werkstückträger (10) ein Werkstückträger nach einem der Ansprüche 1 bis 7 ist.
- Anlage nach Anspruch 8, dadurch gekennzeichnet, dass der Prozessbereich (50) eine Trockenkammer ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011015451A DE102011015451A1 (de) | 2011-03-30 | 2011-03-30 | Werkstückträger und Anlage zum Behandeln von Gegenständen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2505950A1 true EP2505950A1 (de) | 2012-10-03 |
| EP2505950B1 EP2505950B1 (de) | 2017-08-30 |
Family
ID=45976592
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12001573.0A Not-in-force EP2505950B1 (de) | 2011-03-30 | 2012-03-08 | Werkstückträger und Anlage zum Behandeln von Gegenständen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2505950B1 (de) |
| DE (1) | DE102011015451A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102023100367A1 (de) | 2023-01-10 | 2024-07-11 | Audi Aktiengesellschaft | Wärmebehandlungsanordnung mit einem Metallbauteil und einem Wärmebehandlungsgestell sowie entsprechendes Wärmebehandlungsgestell |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1906111A1 (de) * | 1968-06-07 | 1970-02-05 | Wissenschaftlich Techn Zentrum | Einrichtung zur Minderung der Speicherwaerme,insbesondere von Tunnelofenwagen |
| DE3421365C1 (de) * | 1984-06-08 | 1985-05-02 | Ingenierbüro Schröder GmbH, 5410 Höhr-Grenzhausen | Tunnelofen |
| DE3620178A1 (de) * | 1985-08-09 | 1987-02-19 | Toshiba Ceramics Co | Hilfsvorrichtung zum brennen von keramik |
| DE102004056404A1 (de) * | 2004-11-23 | 2006-05-24 | Dürr Systems GmbH | Trockner |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29512569U1 (de) * | 1995-08-04 | 1995-11-30 | Schunk Kohlenstofftechnik GmbH, 35452 Heuchelheim | Träger für Härtegut |
| DE19737212A1 (de) * | 1997-08-27 | 1999-03-04 | Fraunhofer Ges Forschung | Werkstückträger zum Wärmebehandeln von Werkstücken |
| FR2838816B1 (fr) * | 2002-04-23 | 2004-05-28 | Carbone Lorraine Composants | Structure porteuse de charges, en materiau carbone, pour four a haute temperature |
-
2011
- 2011-03-30 DE DE102011015451A patent/DE102011015451A1/de not_active Withdrawn
-
2012
- 2012-03-08 EP EP12001573.0A patent/EP2505950B1/de not_active Not-in-force
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1906111A1 (de) * | 1968-06-07 | 1970-02-05 | Wissenschaftlich Techn Zentrum | Einrichtung zur Minderung der Speicherwaerme,insbesondere von Tunnelofenwagen |
| DE3421365C1 (de) * | 1984-06-08 | 1985-05-02 | Ingenierbüro Schröder GmbH, 5410 Höhr-Grenzhausen | Tunnelofen |
| DE3620178A1 (de) * | 1985-08-09 | 1987-02-19 | Toshiba Ceramics Co | Hilfsvorrichtung zum brennen von keramik |
| DE102004056404A1 (de) * | 2004-11-23 | 2006-05-24 | Dürr Systems GmbH | Trockner |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102011015451A1 (de) | 2012-10-04 |
| EP2505950B1 (de) | 2017-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0690826B1 (de) | Festbett-bioreaktor und tragerkörper zur reinigung von fluiden | |
| EP2714496B1 (de) | Vorrichtung zum fördern und anlage zur oberflächenbehandlung von gegenständen | |
| EP1683588A1 (de) | Vorrichtung zum Transport von Metallbandbunden auf Paletten | |
| DE3107584A1 (de) | Verfahren und einrichtung zur herstellung von rechteckigen betonziegeln | |
| DE1479078B2 (de) | Vorrichtung zur herstellung eines fortlaufenden bandes aus plastischem werkstoff | |
| DE102011011258B4 (de) | Ofenanlage und Verfahren zur Wärmebehandlung von Werkstücken | |
| EP2325591B1 (de) | Anlage zum Trocknen von Gegenständen | |
| WO2005068108A1 (de) | Giessmaschine | |
| EP2505950B1 (de) | Werkstückträger und Anlage zum Behandeln von Gegenständen | |
| DE3708050C2 (de) | ||
| DE3505013C2 (de) | Endlose Lastträgerbahn für Endlosförderer | |
| DE2717784C3 (de) | Förderwagen für Formstücke, Fliesen oder andere keramische Produkte in einem Tunnelofen | |
| DE1584383A1 (de) | Anlage zur Herstellung von Gasbetonsteinen | |
| DE102008036550A1 (de) | Anlage und Verfahren zum Beschichten, insbesondere Lackieren, und Trocknen von Gegenständen, insbesondere von Fahrzeugkarosserien | |
| DE2002045A1 (de) | Kuehlbett fuer Brammen | |
| DE202016008145U1 (de) | Vorrichtung für die Abdichtung zwischen Windkästen unterschiedlichen Drucks in Wanderrostanlagen | |
| DE3217794C2 (de) | Transportkorb für Glühgut in Rollenherdöfen | |
| DE102020103452B3 (de) | Förderbandsegment eines Plattenförderbandes, Plattenförderband und Verfahren zum Herstellen eines Förderbandsegments | |
| DE102017101226A1 (de) | Vorrichtung für die Abdichtung zwischen Windkästen unterschiedlichen Drucks in Wanderrostanlagen | |
| DE2043880A1 (de) | Verfahren zur Wärmebehandlung von auf der Oberflache mit z B Farbe, Lack od dgl behandelten Gegenstanden, insbesondere aus Holz, und Vorrichtung zur Durchfuhrung des Verfahrens | |
| DE2551333A1 (de) | Vorrichtung zur herstellung eines strangfoermigen koerpers aus schaumkunststoff | |
| DE1479078C (de) | Vorrichtung zur Herstellung eines fortlaufenden Bandes aus plastischem Werkstoff | |
| DE1596384C3 (de) | Verfahren zum Transport einer fm welchen Zustand sich befindenden Glasscheibe und Vorrichtung zur Durchführung des Verfahrens | |
| WO2024152070A1 (de) | Durchlaufkühlvorrichtung | |
| EP2039787A2 (de) | Tempervorrichtung zum Tempern von Gegenständen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20121006 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: EISENMANN SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20170419 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 923956 Country of ref document: AT Kind code of ref document: T Effective date: 20170915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012011115 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170830 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171130 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171130 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171230 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171201 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012011115 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180331 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180308 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180331 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 923956 Country of ref document: AT Kind code of ref document: T Effective date: 20180308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200320 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120308 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170830 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170830 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502012011115 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211001 |