EP2400351A1 - Mobile monobloc pour une pièce d'horlogerie - Google Patents
Mobile monobloc pour une pièce d'horlogerie Download PDFInfo
- Publication number
- EP2400351A1 EP2400351A1 EP10166896A EP10166896A EP2400351A1 EP 2400351 A1 EP2400351 A1 EP 2400351A1 EP 10166896 A EP10166896 A EP 10166896A EP 10166896 A EP10166896 A EP 10166896A EP 2400351 A1 EP2400351 A1 EP 2400351A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mobile
- toothing
- board
- cooperate
- teeth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B15/00—Escapements
- G04B15/06—Free escapements
- G04B15/08—Lever escapements
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B13/00—Gearwork
- G04B13/02—Wheels; Pinions; Spindles; Pivots
- G04B13/021—Wheels; Pinions; Spindles; Pivots elastic fitting with a spindle, axis or shaft
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B15/00—Escapements
- G04B15/14—Component parts or constructional details, e.g. construction of the lever or the escape wheel
Definitions
- the invention relates to a single-piece mobile for example of the coaxial escapement type and more particularly to such a mobile in micro-machinable or electroformable material.
- the escapement of a mechanical clockwork movement comprises an escape wheel whose regularly spaced teeth are shocked by generally ruby pallets.
- FIG. 11 An example of a coaxial exhaust system is presented in the document EP 1 045 297 .
- Such a mechanism as illustrated in figure 11 comprises a mobile formed of a first 1 and a second 11 escape wheels.
- This second escape wheel 11, also called the impulse pinion, is mounted on the same axis 3.
- the angular position of the teeth 13 of the second escape wheel 11 is indexed to the angular position of the teeth 8 of the first wheel exhaust 1.
- the first escape wheel 1 is in the form of a classic Swiss anchor escapement wheel.
- the second escape wheel 11 also acts as an escape pinion 15 meshing with an intermediate wheel 17, which has the advantage of reducing the height of the mechanism.
- the large plate 19 of the balance (not shown) carries a plate pin 21 and a pulse pallet 23.
- the first 21 is intended to drive, in a back-and-forth motion, the anchor 25 via its fork 27 while the second 23 is intended to cooperate with the teeth 8 of the first escape wheel 1.
- the anchor 25 comprises a pulse pallet 24 which cooperates with the teeth 13 of the second escape wheel 11.
- the anchor 25 also comprises two other pallets of rest 26, 28 respectively of entry and exit which cooperate with the teeth 8 of the first escape wheel 1.
- the object of the present invention is to overcome all or part of the disadvantages mentioned above by providing a mobile such as a coaxial escapement mobile whose alignment problems are reduced and whose inertia is reduced.
- the invention relates to a single-piece mobile having a first toothing formed on the periphery of a board and a second toothing characterized in that the second toothing is formed in one piece with the board of the first toothing so to reduce the problems of alignment with respect to each other and to reduce the overall mass of the mobile and, in particular, such a mobile of the coaxial escapement type whose first toothing is arranged to cooperate with an ankle and at least a first pallet series and a second toothing arranged to cooperate with a second series of pallet.
- the invention relates to a coaxial exhaust system for a timepiece comprising an anchor intended to cooperate with a monobloc coaxial escapement mobile according to one of the preceding variants, the first toothing of the mobile being arranged to cooperate with a peg integral with a rocker and being intended to cooperate with a first pallet series of the anchor, the second toothing being intended to cooperate with a second pallet series of the anchor and arranged to form the pinion 'exhaust
- the problems of alignment between the first and second wheels are reduced by manufacturing a mobile 100, 100 'grouping said wheels integrally, that is to say in one piece.
- a mobile 100, 100 'grouping said wheels integrally, that is to say in one piece.
- exhaust 100, 100 'and, incidentally, its inertia exhaust 100, 100 'and, incidentally, its inertia.
- the following explanation is made from a coaxial escape wheel.
- any type of mobile at least two levels is applicable to the present invention.
- the first pattern forms a toothed wheel 101 corresponding to the first escape wheel 1 of the figure 11 .
- It comprises a board 103 forming a hub 102, the center of which has an opening 104 and from which the arms 106 leave each end of which forms a tooth 108 corresponding to a tooth 8 of the figure 11 .
- a board 103 is thus obtained comprising a first toothing at its periphery.
- the opening 104 comprises elastic fixing means 105 intended to cooperate radially with an axis of the type of that referenced 3 to the figure 11 by elastic deformation in order to rotatably mounting the escape wheel 101 and, consequently, the escapement wheel 100.
- These resilient fixing means 105 are formed by slender portions made by recessing a portion of the hub 102. The slender portions are used to tighten the axis, that is to say, to secure the mobile 100 of the latter, without subjecting the rest of the board 103 stress.
- Such elastic means may, for example, take the form of those disclosed in the Figures 10A to 10E of the document EP 1 655 642 or those disclosed in the Figures 2 to 5 of the document WO 2007/099068 which documents are incorporated by reference into the present description.
- the second unit 111 instead of bringing back a second escape wheel 11 as in the figure 11 , the mobile 100 being integral, the second unit 111, projecting from the first 101, is formed solely by a second toothing formed of teeth 113 corresponding to the teeth 13 of the figure 11 .
- the teeth 113 are independent of each other and are integral with the arms 106.
- each tooth 113 is integral with a separate arm 106.
- the second toothing has as many teeth 113 as the board 103 has arms 106.
- this feature is not essential, there could very well be several teeth 113 on a single arm 106.
- the first pattern forms a toothed wheel 101 'corresponding to the first escape wheel 1 of the figure 11 . It comprises a board 103 'forming a hub 102' whose center has an opening 104 'and from which the arms 106' leave each end forming a tooth 108 'corresponding to a tooth 8 of the figure 11 .
- a board 103 'having a first toothing at its periphery is thus obtained.
- the opening 104 ' comprises plastic fixing means 107 intended to cooperate radially with an axis of the type of that referenced 3 to the figure 11 in order to rotatably mount the escape wheel 101 'and, therefore, the escape wheel 100'.
- plastic fixing means 107 are formed by a washer made of metallic material enabling the mobile 100 'to be driven against said axis by plastic deformation without stressing the board 103'.
- other plastic fixing means are possible.
- the second pattern 111' is formed solely by a second toothing formed of teeth 113' corresponding to the teeth 13 of the figure 11 .
- the teeth 113 ' are independent of each other and are integral with the arms 106'.
- each tooth 113 ' is integral with a separate arm 106'.
- the second set of teeth has as many teeth 113 'as the board 103' has arms 106 '.
- this characteristic is not essential, it could very well be several teeth 113 'on a single arm 106'.
- An electroformable material may be formed with gold and / or copper and / or silver and / or indium and / or platinum and / or palladium and / or nickel without these compounds being exhaustive. Indeed, other compounds such as phosphorus can be added in a smaller amount.
- a micro-machinable material can be formed by silicon carbide, crystallized silicon, crystallized alumina or crystallized silica without these compounds being equally exhaustive.
- the method comprises a first step consisting in providing a substrate 31 comprising an upper layer 33 and a lower layer 35 made of micro-machinable materials which are interconnected by an intermediate layer 34.
- This type of substrate 31 is also known. under the abbreviation SOI from the English term "Silicon On Insulator”.
- This second step thus makes it possible to form one or more first pattern (s) 101, 101 'of the mobile 100, 100' in the upper layer 33.
- a mask 37 is formed, for example by photolithography, to protect the part of the upper layer 33 that it is desired to keep and, as illustrated by broken lines, the upper part of the substrate 31 is subjected to an anisotropic etching of the type deep reactive ion etching also known by the abbreviation DRIE from the English term "Deep Reactive Ion Etching".
- DRIE deep reactive ion etching
- the first pattern 36 having a first level 101, 101 'of at least one escape wheel 100, 100' is obtained.
- This third step thus makes it possible to form one or more second pattern (es) 111, 111 'of the mobile 100, 100' in the lower layer 35.
- a mask 39 is formed, for example by photolithography, to protect the part of the lower layer 35 which it is desired to keep and, as illustrated by broken lines, the lower part of the substrate 31 is subjected to an anisotropic etching of the type deep reactive ion etching (DRIE).
- DRIE deep reactive ion etching
- the second pattern 38 having at least one second level 111, 111 'is formed integrally with one of the first levels 101, 101' formed in the preceding steps.
- an additional oxidation step is performed in order to form at least a portion of silicon dioxide at its outer surface for the purpose of make it more mechanically strong.
- the method comprises a first step of providing a substrate 41 having an electrically conductive upper layer.
- This layer can be obtained by the deposition of an electrically conductive material on an insulating material or in that the substrate is formed of an electrically conductive material.
- the main steps of electroforming consist in forming a mold and then filling the mold with a material, for example, using electroplating.
- This type of electroforming is known by the abbreviation LIGA from the German terms "röntgenLIthographie, Galvanoformung &Abformung".
- LIGA-type processes depending on whether the multi-level mold is formed between each electroplating or is formed entirely to be filled only after.
- the technique presented consists in forming each level, that is to say forming a level of the mold and filling it before going to the next level.
- any type of electroforming, LIGA type or not, capable of forming a mobile unit in at least two distinct levels is possible.
- the first level 47 of the mold is formed using, for example, a photolithography of a resin as illustrated in FIG. figure 5 .
- At least one cavity of corresponding shape is formed at the first pattern 101, 101 ', ie at least one first toothing (teeth 108, 108') of the escape wheel 100, 100 'at the periphery of the board 103, 103 '.
- the first level is then filled by electroplating a metal material 46.
- the second level 49 is formed using, for example, also a photolithography of a resin. At least one recess of corresponding shape is formed at the second pattern 111, 111 ', ie at least one second toothing (teeth 113, 113') of the escape wheel 100, 100 'and communicating with said at least one cavity of the first level 47.
- the second level 49 is then filled by electrodeposition of a metallic material 48.
- the present invention is not limited to the illustrated example but is susceptible of various variations and modifications that will occur to those skilled in the art.
- the toothed wheels 101, 101 ' may comprise a serge such as that 9 of the figure 11 without departing from the scope of the present invention.
- At least two levels are made in a single piece.
- at least one additional level is formed under the board, that is to say the face opposite to that supporting the second toothing 113, 113 ', and / or above it.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Gears, Cams (AREA)
- Micromachines (AREA)
Abstract
Description
- L'invention se rapporte à un mobile monobloc par exemple du type échappement coaxial et plus particulièrement à un tel mobile en matériau micro-usinable ou électroformable.
- De façon connue, l'échappement d'un mouvement mécanique horloger, qu'il soit à ancre suisse ou coaxial, comporte une roue d'échappement dont les dents régulièrement espacées subissent le choc de palettes généralement en rubis.
- Un exemple de système d'échappement coaxial est présenté dans le document
EP 1 045 297 . Un tel mécanisme comme illustré à lafigure 11 comprend un mobile formé d'une première 1 et une deuxième 11 roues d'échappement. Cette deuxième roue d'échappement 11, également appelée pignon d'impulsion, est montée sur le même axe 3. La position angulaire des dents 13 de la deuxième roue d'échappement 11 est indexée sur la position angulaire des dents 8 de la première roue d'échappement 1. - La première roue d'échappement 1 a la forme d'une roue d'échappement à ancre suisse classique. La deuxième roue d'échappement 11 fait également office de pignon d'échappement 15 en engrenant avec une roue intermédiaire 17, ce qui a comme avantage de réduire la hauteur du mécanisme.
- Le grand plateau 19 du balancier (non représenté), porte une cheville de plateau 21 et une palette d'impulsion 23. La première 21 est destinée à entraîner, dans un mouvement de va-et-vient, l'ancre 25 via sa fourchette 27 alors que la seconde 23 est destinée à coopérer avec les dents 8 de la première roue d'échappement 1.
- L'ancre 25 comporte une palette d'impulsion 24 qui coopère avec les dents 13 de la deuxième roue d'échappement 11. L'ancre 25 comporte également deux autres palettes de repos 26, 28 respectivement d'entrée et de sortie qui coopèrent avec les dents 8 de la première roue d'échappement 1.
- La construction d'un tel échappement coaxial exige une précision très élevée, notamment au niveau des alignements relatifs entre les première 1 et deuxième 11 roues d'échappement, ce qui rend difficile sa fabrication. De plus, de manière générale, les rouages d'une pièce d'horlogerie à deux niveaux comme ceux habituels du type roue - pignon ont toujours nécessité à avoir une indexation parfaite entre eux.
- Le but de la présente invention est de pallier tout ou partie les inconvénients cités précédemment en proposant un mobile comme par exemple un mobile d'échappement coaxial dont les problèmes d'alignement sont réduits et dont l'inertie est diminuée.
- A cet effet, l'invention se rapporte à un mobile monobloc comportant une première denture formée à la périphérie d'une planche et une deuxième denture caractérisé en ce que la deuxième denture est formée en une seule pièce avec la planche de la première denture afin de réduire les problèmes d'alignement l'une par rapport à l'autre et diminuer la masse globale du mobile et, notamment, un tel mobile du type échappement coaxial dont la première denture est agencée pour coopérer avec une cheville et au moins une première série de palette et une deuxième denture agencée pour coopérer avec une deuxième série de palette.
- On comprend immédiatement l'intérêt d'un tel mobile par la simplicité de construction (monobloc et moins de matière) par rapport aux deux pièces qui sont difficiles à régler l'une par rapport à l'autre actuellement.
- Conformément à d'autres caractéristiques avantageuses de l'invention :
- la planche comporte une ouverture destinée à coopérer avec un axe afin de monter à rotation ledit mobile d'échappement coaxial ;
- l'ouverture comporte des moyens de fixation à déformation élastique afin de serrer l'axe sans exercer de contrainte destructive sur la planche ;
- l'ouverture comporte des moyens de fixation à déformation plastique afin de serrer l'axe sans exercer de contrainte destructive sur la planche ;
- le mobile peut être en métal ou en un alliage métallique ou à base de silicium.
- De plus, l'invention se rapporte à un système d'échappement coaxial pour une pièce d'horlogerie comportant une ancre destinée à coopérer avec un mobile d'échappement coaxial monobloc selon l'une des variantes précédentes, la première denture du mobile étant agencée pour coopérer avec une cheville solidaire d'un balancier et étant destinée à coopérer avec une première série de palette de l'ancre, la deuxième denture étant destinée à coopérer avec une deuxième série de palette de l'ancre et agencée pour former le pignon d'échappement
- Enfin, l'invention se rapporte à des procédés de fabrication d'un mobile. Selon un premier mode de réalisation en matériaux micro-usinables tels que du carbure de silicium, du silicium cristallisé, de l'alumine cristallisé ou de la silice cristallisée, le procédé de fabrication comporte les étapes suivantes :
- a) se munir d'un substrat comportant une couche supérieure et couche inférieure en matériaux micro-usinables qui sont solidarisées entre elles par une couche intermédiaire ;
- b) graver au moins un motif dans la couche supérieure jusqu'à découvrir la couche intermédiaire afin de former au moins une première denture dudit mobile à la périphérie d'une planche ;
- c) graver un deuxième motif dans la couche inférieure jusqu'à découvrir la couche intermédiaire afin de former au moins une deuxième denture de manière monobloc avec ladite planche de la première denture ;
- d) libérer le mobile ainsi formé du substrat.
- Selon un deuxième mode de réalisation en métal pur ou en alliage métallique, le procédé de fabrication comporte les étapes suivantes :
- a') se munir d'un substrat comportant une couche supérieure électriquement conductrice ;
- b') former un moule et le remplir du matériau formant ledit mobile, à l'aide d'au moins une substance sur deux niveaux, le premier niveau comportant au moins une cavité formant au moins une première denture dudit mobile à la périphérie d'une planche et le deuxième niveau comportant un évidement formant au moins une deuxième denture dudit mobile et communiquant avec ladite au moins une cavité du premier niveau ;
- c') libérer le mobile ainsi formé de ladite au moins une substance et du substrat.
- D'autres particularités et avantages ressortiront clairement de la description qui en est faite ci-après, à titre indicatif et nullement limitatif, en référence aux dessins annexés, dans lesquels :
- les
figures 1 à 4 sont des représentations des étapes successives d'un procédé de fabrication d'un mobile d'échappement selon un premier mode de réalisation de l'invention ; - les
figures 5 à 8 sont des représentations des étapes successives d'un procédé de fabrication d'un mobile d'échappement selon un deuxième mode de réalisation de l'invention ; - la
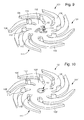
figure 9 est une représentation en perspective d'un mobile d'échappement coaxial selon une première variante de l'invention ; - la
figure 10 est une représentation en perspective d'un mobile d'échappement coaxial selon une deuxième variante de l'invention ; - la
figure 11 est une représentation en perspective d'un système d'échappement du type coaxial. - Avantageusement selon l'invention, les problèmes d'alignement entre les première et deuxième roues sont réduits par fabrication d'un mobile 100, 100' regroupant lesdites roues de manière monobloc, c'est-à-dire en une seule pièce. En conséquence, seules les dents 113, 113' d'une des roues sont encore nécessaires ce qui implique que la plupart de la planche d'une des deux roues n'est plus utile permettant ainsi en outre la diminution de la masse du mobile d'échappement 100, 100' et, incidemment, son inertie. Pour plus de simplicité, l'explication ci-après est faite à partir d'une roue d'échappement coaxial. On comprend toutefois que tout type de mobile à au moins deux niveaux est applicable à la présente invention.
- Comme illustré aux
figures 9 et 10 , deux exemples de réalisation selon l'invention de mobiles d'échappement coaxiaux monoblocs 100, 100' sont présentés. Ces mobiles 100, 100' comportent deux motifs distincts sur chacun un niveau. - Selon le premier mode de réalisation, visible à la
figure 9 , le premier motif forme une roue dentée 101 correspondant à la première roue d'échappement 1 de lafigure 11 . Elle comporte une planche 103 formant un moyeu 102 dont le centre comporte une ouverture 104 et duquel partent les bras 106 dont chaque extrémité forme une dent 108 correspondant à une dent 8 de lafigure 11 . On obtient donc une planche 103 comportant une première denture à sa périphérie. - Comme illustré à la
figure 9 , l'ouverture 104 comporte des moyens de fixation élastiques 105 destinés à coopérer radialement avec un axe du type de celui référencé 3 à lafigure 11 par déformation élastique afin de monter à rotation la roue d'échappement 101 et, par conséquent, le mobile d'échappement 100. Ces moyens de fixation élastiques 105 sont formés par des parties élancées réalisées en évidant une partie du moyeu 102. Les partie élancées permettent de serrer l'axe, c'est-à-dire rendre solidaire le mobile 100 de ce dernier, sans soumettre de contrainte au reste de la planche 103. - Bien entendu, d'autres moyens élastiques sont envisageables. De tels moyens élastiques peuvent, par exemple, prendre la forme de ceux divulgués dans les
figures 10A à 10E du documentEP 1 655 642 ou ceux divulgués dans lesfigures 2 à 5 du documentWO 2007/099068 , lesquels documents sont incorporés par référence à la présente description. - Ainsi, avantageusement selon l'invention, au lieu de rapporter une deuxième roue d'échappement 11 comme à la
figure 11 , le mobile 100 étant monobloc, le deuxième motif 111, en saillie du premier 101, est uniquement formé par une deuxième denture formée de dents 113 correspondant aux dents 13 de lafigure 11 . - Préférentiellement selon l'invention, les dents 113 sont indépendantes les unes des autres et sont solidaires des bras 106. Dans l'exemple particulier de la
figure 9 , on remarque que chaque dent 113 est solidaire d'un bras 106 distinct. On comprend donc que la deuxième denture comporte autant de dents 113 que la planche 103 comporte de bras 106. Cependant, cette caractéristique n'est pas essentielle, il pourrait très bien y avoir plusieurs dents 113 sur un seul bras 106. - Selon le deuxième mode de réalisation, visible à la
figure 10 , le premier motif forme une roue dentée 101' correspondant à la première roue d'échappement 1 de lafigure 11 . Elle comporte une planche 103' formant un moyeu 102' dont le centre comporte une ouverture 104' et duquel partent les bras 106' dont chaque extrémité forme une dent 108' correspondant à une dent 8 de lafigure 11 . On obtient donc une planche 103' comportant une première denture à sa périphérie. - Comme illustré à la
figure 10 , l'ouverture 104' comporte des moyens de fixation plastiques 107 destinés à coopérer radialement avec un axe du type de celui référencé 3 à lafigure 11 afin de monter à rotation la roue d'échappement 101' et, par conséquent, le mobile d'échappement 100'. Ces moyens de fixation plastiques 107 sont formés par une rondelle en matériau métallique autorisant le chassage du mobile 100' contre ledit axe par déformation plastique sans soumettre de contrainte à la planche 103'. Bien entendu, d'autres moyens de fixation plastiques sont envisageables. - Ainsi, avantageusement selon l'invention, au lieu de rapporter une deuxième roue d'échappement 11 comme à la
figure 11 , le mobile 100' étant monobloc, le deuxième motif 111', en saillie du premier 101', est uniquement formé par une deuxième denture formée de dents 113' correspondant aux dents 13 de lafigure 11 . - Préférentiellement selon l'invention, les dents 113' sont indépendantes les unes des autres et sont solidaires des bras 106'. Dans l'exemple particulier de la
figure 10 , on remarque que chaque dent 113' est solidaire d'un bras 106' distinct. On comprend donc que la deuxième denture comporte autant de dents 113' que la planche 103' comporte de bras 106'. Cependant, cette caractéristique n'est pas essentielle, il pourrait très bien y avoir plusieurs dents 113' sur un seul bras 106'. - Ces deux modes de réalisation des
figures 9 et 10 peuvent être formés à l'aide de beaucoup de matériaux différents. Cependant, un matériau électroformable, d'une part, ou un matériau micro-usinable, d'autre part, sont préférés. En effet, à ce jour, le gravage ionique réactif et l'électroformage du type LIGA sont les seuls processus capables de réaliser des pièces avec la précision de l'ordre de quelques microns nécessaire au bon fonctionnement du mobile coaxial 100, 100'. Cependant, tout autre processus capable de respecter les mêmes tolérances de fabrication sont applicables. - Un matériau électroformable peut être formé avec de l'or et/ou du cuivre et/ou de l'argent et/ou de l'indium et/ou du platine et/ou du palladium et/ou du nickel sans que ces composés soient exhaustifs. En effet, d'autres composés comme du phosphore peuvent être ajoutés en plus faible quantité. Un matériau micro-usinable peut être formé par du carbure de silicium, du silicium cristallisé, de l'alumine cristallisé ou de la silice cristallisée sans que ces composés soient également exhaustifs.
- Les deux types de fabrication vont être présentés respectivement aux
figures 1 à 4 et 5 à 8 . Lesfigures 1 à 4 présentent des étapes successives principales d'un micro-usinage pour une meilleure compréhension. Préférentiellement, le procédé comporte une première étape consistant à se munir d'un substrat 31 comportant une couche supérieure 33 et couche inférieure 35 en matériaux micro-usinables qui sont solidarisées entre elles par une couche intermédiaire 34. Ce type de substrat 31 est également connu sous l'abréviation S.O.I. provenant des termes anglais « Silicon On Insulator ». - Dans une deuxième étape, on effectue un gravage d'au moins un motif 36 dans la couche supérieure 33 jusqu'à découvrir la couche intermédiaire 34 afin de former au moins une première denture (dents 108, 108') du mobile d'échappement 100, 100' à la périphérie d'une planche 103, 103'. Cette deuxième étape permet donc de former un ou plusieurs premier(s) motif(s) 101, 101' du mobile 100, 100' dans la couche supérieure 33.
- Comme illustré à la
figure 2 , on forme un masque 37, par exemple par photolithographie, pour protéger la partie de la couche supérieure 33 que l'on souhaite garder puis, comme illustré par des traits interrompus, on soumet la partie supérieure du substrat 31 à une attaque anisotrope du type gravage ionique réactif profond également connu sous l'abréviation D.R.I.E. provenant des termes anglais « Deep Reactive Ion Etching ». Comme illustré à lafigure 3 , on obtient le premier motif 36 comportant un premier niveau 101, 101' d'au moins un mobile d'échappement 100, 100'. - Dans une troisième étape, on effectue un gravage d'au moins un deuxième motif 38 dans la couche inférieure 33 jusqu'à découvrir la couche intermédiaire 34 afin de former au moins une deuxième denture (dents 113, 113') de manière monobloc avec la planche 103, 103' de la première denture (dents 108, 108') du mobile d'échappement 100, 100'. Cette troisième étape permet donc de former un ou plusieurs deuxième(s) motif(s) 111, 111' du mobile 100, 100' dans la couche inférieure 35.
- Comme illustré à la
figure 3 , on forme un masque 39, par exemple par photolithographie, pour protéger la partie de la couche inférieure 35 que l'on souhaite garder puis, comme illustré par des traits interrompus, on soumet la partie inférieure du substrat 31 à une attaque anisotrope du type gravage ionique réactif profond (D.R.I.E.). Comme illustré à lafigure 4 , on obtient le deuxième motif 38 comportant au moins un deuxième niveau 111, 111' de manière monobloc avec un des premiers niveaux 101, 101' formé dans les étapes précédentes. - Il reste plus qu'à libérer chaque mobile 100, 100' sur deux niveaux ainsi formé du substrat 31 et, éventuellement, des parties découvertes de la couche intermédiaire 34 afin de monter le mobile d'échappement 100, 100' dans le système d'échappement définitif. De manière préférée, lorsque le mobile d'échappement 100, 100' est formé à base de silicium, une étape supplémentaire d'oxydation est effectuée afin de former au moins une partie en dioxyde de silicium au niveau de sa surface extérieure dans le but de le rendre plus résistant mécaniquement.
- Les
figures 5 à 8 présentent des étapes successives principales d'un électroformage pour une meilleure compréhension. Préférentiellement, le procédé comporte une première étape consistant à se munir d'un substrat 41 comportant une couche supérieure électriquement conductrice. Cette couche peut être obtenue par le dépôt d'un matériau électriquement conducteur sur un matériau isolant ou par le fait que le substrat est formé en un matériau électriquement conducteur. - Les étapes principales d'un électroformage consistent à former un moule puis à remplir ce moule à l'aide d'un matériau, par exemple, à l'aide d'une galvanoplastie. Ce type d'électroformage est connu sous l'abréviation L.I.G.A. provenant des termes allemands « röntgenLIthographie, Galvanoformung & Abformung ». Il existe plusieurs types de processus du type L.I.G.A. suivant que le moule à plusieurs niveaux est formé entre chaque galvanoplastie ou est formé entièrement pour être, seulement après, rempli. Pour l'explication ci-dessous, la technique présentée consiste à former chaque niveau, c'est-à-dire former un niveau du moule et le remplir avant de passer au niveau suivant. Bien entendu, tout type d'électroformage, du type L.I.G.A. ou non, capable de former un mobile monobloc à au moins deux niveaux distincts est envisageable.
- Comme illustré aux
figures 5 et 6 , dans un premier temps, le premier niveau 47 du moule est formé à l'aide, par exemple, d'une photolithographie d'une résine comme illustré à lafigure 5 . Il est formé au moins une cavité de forme correspondante au premier motif 101, 101' c'est-à-dire au moins une première denture (dents 108, 108') du mobile d'échappement 100, 100' à la périphérie de la planche 103, 103'. Le premier niveau est ensuite rempli par électrodéposition d'un matériau métallique 46. - Comme illustré à la
figure 7 de manière similaire au premier temps, dans un deuxième temps, le deuxième niveau 49 est formé à l'aide, par exemple, également d'une photolithographie d'une résine. Il est formé au moins un évidement de forme correspondante au deuxième motif 111, 111' c'est-à-dire au moins une deuxième denture (dents 113, 113') du mobile d'échappement 100, 100' et communiquant avec ladite au moins une cavité du premier niveau 47. Le deuxième niveau 49 est ensuite rempli par électrodéposition d'un matériau métallique 48. - Il reste plus qu'à libérer le mobile 100, 100' sur deux niveaux ainsi formé du substrat 41 et des résines 47, 49 comme illustré à la
figure 8 afin de monter le mobile d'échappement 100, 100' dans le système d'échappement définitif. Dans l'exemple d'un mobile d'échappement 100, 100' obtenu par électroformage, on comprend qu'il n'est plus nécessaire de former les moyens de fixation élastiques 15 ou plastiques 17 du fait que le matériau métallique peut directement être chassé sur l'axe par son ouverture 104, 104'. - Bien entendu, la présente invention ne se limite pas à l'exemple illustré mais est susceptible de diverses variantes et modifications qui apparaîtront à l'homme de l'art. En particulier, à titre alternatif, il est également envisageable que les roues dentées 101, 101' puissent comporter une serge comme celle 9 de la
figure 11 sans sortir du cadre de la présente invention. - De plus, même si l'exemple d'une roue d'échappement coaxial est présenté ci-dessus, il est bien évident qu'un mobile du type roue - pignon d'un rouage ou même une roue d'échappement habituel présentera les mêmes avantages. La première denture 108, 108' serait celle de la roue et la deuxième denture 113, 113' celle du pignon ou inversement.
- Enfin, il faut comprendre qu'au moins deux niveaux sont réalisés de manière monobloc. Ainsi, il est parfaitement envisageable qu'au moins un niveau supplémentaire soit formé sous la planche, c'est-à-dire la face opposée à celle supportant la deuxième denture 113, 113', et/ou pardessus cette dernière.
Claims (16)
- Mobile monobloc (100, 100') comportant une première denture (108, 108') formée à la périphérie d'une planche (103, 103') et une deuxième denture (113, 113') caractérisé en ce que la deuxième denture (113, 113') est formée en une seule pièce avec la planche (103, 103') de la première denture (108, 108') afin de réduire les problèmes d'alignement l'une par rapport à l'autre et diminuer la masse globale du mobile (100, 100').
- Mobile d'échappement coaxial monobloc (100, 100') comportant une première denture (108, 108') formée à la périphérie d'une planche (103, 103'), la première denture (108, 108') étant agencée pour coopérer avec une cheville et au moins une première série de palette, une deuxième denture (113, 113') agencée pour coopérer avec une deuxième série de palette caractérisé en ce que la deuxième denture (113, 113') est formée en une seule pièce avec la planche (103, 103') de la première denture (108, 108') afin de réduire les problèmes d'alignement l'une par rapport à l'autre et diminuer la masse globale du mobile d'échappement (100, 100').
- Mobile (100, 100') selon la revendication 1 ou 2, caractérisé en ce que chaque dent (113, 113') de la deuxième denture est indépendante l'une de l'autre et est en saillie par rapport à la planche (103, 103') de la première denture (108, 108').
- Mobile (100, 100') selon la revendication précédente, caractérisé en ce que la planche (103, 103') est formée d'un moyeu (102, 102') raccordé à la première denture à l'aide d'au moins un bras (106, 106').
- Mobile (100, 100') selon la revendication précédente, caractérisé en ce que chaque dent (113, 113') de la deuxième denture est solidaire dudit au moins un bras de la planche (103, 103').
- Mobile (100, 100') selon la revendication précédente, caractérisé en ce que la deuxième denture comporte autant de dents (113, 113') que la planche (103, 103') comporte de bras (106, 106').
- Mobile (100, 100') selon l'une des revendications précédentes, caractérisé en ce que la planche (103, 103') comporte une ouverture (104, 104') destinée à coopérer avec un axe (3) afin de monter à rotation ledit mobile d'échappement coaxial (100, 100').
- Mobile (100) selon la revendication précédente, caractérisé en ce que l'ouverture (104) comporte des moyens de fixation à déformation élastique (105) afin de serrer l'axe (3) sans exercer de contrainte destructive sur la planche (103).
- Mobile (100') selon la revendication 7, caractérisé en ce que l'ouverture (104') comporte des moyens de fixation à déformation plastique (107) afin de serrer l'axe (3) sans exercer de contrainte destructive sur la planche (103').
- Mobile (100, 100') selon l'une des revendications précédentes, caractérisé en ce qu'il est en métal ou en un alliage métallique.
- Mobile (100, 100') selon l'une des revendications 1 à 9, caractérisé en ce qu'il est formé dans un matériau à base de silicium.
- Système d'échappement coaxial pour une pièce d'horlogerie comportant une ancre (25) destinée à coopérer avec un mobile d'échappement coaxial monobloc (100, 100') selon l'une des revendications précédentes dépendante de la revendication 2, la première denture (108, 108') du mobile (100, 100') étant agencée pour coopérer avec une cheville (23) solidaire d'un balancier et étant destinée à coopérer avec une première série (26, 28) de palette de l'ancre (25), la deuxième denture (113, 113') étant destinée à coopérer avec une deuxième série (24) de palette de l'ancre (25) et agencée pour former le pignon d'échappement.
- Procédé de fabrication d'un mobile (100, 100') comportant les étapes suivantes :a) se munir d'un substrat (31) comportant une couche supérieure (33) et couche inférieure (35) en matériaux micro-usinables qui sont solidarisées entre elles par une couche intermédiaire (34) ;b) graver au moins un motif (36) dans la couche supérieure (33) jusqu'à découvrir la couche intermédiaire (34) afin de former au moins une première denture (108, 108') dudit mobile à la périphérie d'une planche (103, 103') ;c) graver un deuxième motif (38) dans la couche inférieure (35) jusqu'à découvrir la couche intermédiaire (34) afin de former au moins une deuxième denture (113, 113') de manière monobloc avec ladite planche de la première denture (108, 108') ;d) libérer le mobile (100, 100') ainsi formé du substrat (41).
- Procédé selon la revendication précédente, caractérisé en ce que les matériaux micro-usinables comportent du carbure de silicium, du silicium cristallisé, de l'alumine cristallisé ou de la silice cristallisée.
- Procédé de fabrication d'un mobile (100, 100') comportant les étapes suivantes :a') se munir d'un substrat (41) comportant une couche supérieure électriquement conductrice ;b') former un moule (47, 49) et le remplir du matériau (46, 48) formant ledit mobile, à l'aide d'au moins une substance (47, 49) sur deux niveaux, le premier niveau (47) comportant au moins une cavité formant au moins une première denture (108, 108') dudit mobile à la périphérie d'une planche (103, 103') et le deuxième niveau (49) comportant un évidement formant au moins une deuxième denture (113, 113') dudit mobile et communiquant avec ladite au moins une cavité du premier niveau (47) ;c') libérer le mobile (100, 100') ainsi formé de ladite au moins une substance (47, 49) et du substrat (41).
- Procédé selon la revendication précédente, caractérisé en ce que le matériau comporte un métal pur ou un alliage métallique.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10166896.0A EP2400351B1 (fr) | 2010-06-22 | 2010-06-22 | Mobile monobloc pour une pièce d'horlogerie |
| JP2011126906A JP5802441B2 (ja) | 2010-06-22 | 2011-06-07 | シングル・ピースの時計用歯車セット |
| KR1020110058542A KR20110139110A (ko) | 2010-06-22 | 2011-06-16 | 시계용 단일편 휠 세트 |
| US13/165,359 US8439557B2 (en) | 2010-06-22 | 2011-06-21 | Single piece wheel set for a timepiece |
| CN201110169455.2A CN102368148B (zh) | 2010-06-22 | 2011-06-22 | 用于钟表的单件式轮副 |
| HK12108715.3A HK1168156A1 (en) | 2010-06-22 | 2012-09-06 | Single piece wheel set for a timepiece |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10166896.0A EP2400351B1 (fr) | 2010-06-22 | 2010-06-22 | Mobile monobloc pour une pièce d'horlogerie |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2400351A1 true EP2400351A1 (fr) | 2011-12-28 |
| EP2400351B1 EP2400351B1 (fr) | 2013-09-25 |
Family
ID=43414258
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10166896.0A Active EP2400351B1 (fr) | 2010-06-22 | 2010-06-22 | Mobile monobloc pour une pièce d'horlogerie |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8439557B2 (fr) |
| EP (1) | EP2400351B1 (fr) |
| JP (1) | JP5802441B2 (fr) |
| KR (1) | KR20110139110A (fr) |
| CN (1) | CN102368148B (fr) |
| HK (1) | HK1168156A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2767869A1 (fr) * | 2013-02-13 | 2014-08-20 | Nivarox-FAR S.A. | Procédé de fabrication d'une pièce de micromécanique monobloc comportant au moins deux niveaux distincts |
| CN107924157A (zh) * | 2015-08-25 | 2018-04-17 | 西铁城时计株式会社 | 钟表的擒纵机构 |
| EP3327514A3 (fr) * | 2016-11-29 | 2018-06-06 | Seiko Epson Corporation | Composant mécanique, pièce d'horlogerie, procédé de fabrication de composant mécanique et procédé de fabrication de pièce d'horlogerie |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2605080B1 (fr) * | 2011-12-16 | 2014-09-10 | ETA SA Manufacture Horlogère Suisse | Roue d'horlogerie surmoulée |
| CN104220940B (zh) * | 2012-03-29 | 2017-02-22 | 尼瓦洛克斯-法尔股份有限公司 | 无擒纵叉杆的柔性擒纵机构 |
| JP6210535B2 (ja) * | 2013-07-25 | 2017-10-11 | セイコーインスツル株式会社 | 脱進機、時計用ムーブメントおよび時計 |
| EP2860591A1 (fr) * | 2013-10-09 | 2015-04-15 | Nivarox-FAR S.A. | Système d'assemblage utilisant un élément de blocage élastique conique |
| CH708827A2 (fr) * | 2013-11-08 | 2015-05-15 | Nivarox Sa | Pièce de micromécanique creuse, à plusieurs niveaux fonctionnels et monobloc en un matériau à base d'un allotrope synthétique du carbone. |
| EP2924517B1 (fr) * | 2014-03-24 | 2016-11-09 | Nivarox-FAR S.A. | Pièce composite monobloc cheville- petit plateau |
| US9678477B2 (en) * | 2014-09-12 | 2017-06-13 | Seiko Instruments Inc. | Mechanical component, mechanical component manufacturing method, movement, and timepiece |
| EP3234672B1 (fr) | 2014-12-19 | 2021-09-08 | CommScope Telecommunications (Shanghai) Co. Ltd. | Connecteur de fibres optiques de l'état solide à ressort pré-comprimé |
| EP3394682A1 (fr) * | 2015-12-21 | 2018-10-31 | Detra SA | Dispositif d'échappement horloger et procédé de fonctionnement d'un tel dispositif |
| JP6919166B2 (ja) * | 2016-09-14 | 2021-08-18 | セイコーエプソン株式会社 | 機械部品の製造方法、及び時計の製造方法 |
| CH715023A1 (fr) * | 2018-05-25 | 2019-11-29 | Sa De La Manufacture Dhorlogerie Audemars Piguet & Cie | Échappement à détente auto-démarrant et sécurisé pour pièce d'horlogerie |
| US11740589B2 (en) * | 2018-07-19 | 2023-08-29 | Werner Janer | Multi-cam, continuous-drive escapement mechanism |
| JP7103041B2 (ja) * | 2018-08-03 | 2022-07-20 | セイコーエプソン株式会社 | アンクル、ムーブメント、時計 |
| EP3901707B1 (fr) * | 2020-04-23 | 2024-02-28 | ETA SA Manufacture Horlogère Suisse | Mecanisme d'echappement d'une piece d'horlogerie |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6082001A (en) * | 1998-10-15 | 2000-07-04 | Eta Sa Fabriques D'ebauches | Method for manufacturing a clockwork wheel |
| EP1045297A1 (fr) | 1999-04-12 | 2000-10-18 | Omega SA | Echappement coaxial à ancre |
| EP1655642A2 (fr) | 2003-02-06 | 2006-05-10 | ETA SA Manufacture Horlogère Suisse | Spiral de résonateur balancier-spiral |
| WO2007099068A1 (fr) | 2006-02-28 | 2007-09-07 | Nivarox-Far S.A. | Piece de micro-mecanique avec ouverture de forme pour assemblage sur un axe |
| EP1850193A1 (fr) * | 2006-04-28 | 2007-10-31 | Patek Philippe Sa | Procédé de chassage d' une pièce dans une autre |
| US20080008051A1 (en) * | 2006-06-23 | 2008-01-10 | Omega S.A. | Mobile micromechanical element with shock controlled rotation |
| EP1932804A2 (fr) * | 2006-12-11 | 2008-06-18 | Mimotec S.A. | Pièces mixtes silicium/métal et méthodes de fabrication s'y référant |
| EP2228692A1 (fr) * | 2009-03-12 | 2010-09-15 | ETA SA Manufacture Horlogère Suisse | Roue à colonnes pour chronographe, chronographe et montre-chronographe comportant une telle roue |
| EP2261171A1 (fr) * | 2009-06-09 | 2010-12-15 | Nivarox-FAR S.A. | Pièce de micromécanique composite et son procédé de fabrication |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US515862A (en) * | 1894-03-06 | Duplex escapement-wheel | ||
| US20252A (en) * | 1858-05-18 | carpenter | ||
| US200533A (en) * | 1878-02-19 | Improvement in escapements for watches and clocks | ||
| US635729A (en) * | 1899-02-17 | 1899-10-24 | Henry Ganney | Escapement. |
| CH1533473A4 (fr) * | 1973-10-31 | 1976-11-30 | ||
| EP0018796B1 (fr) * | 1979-04-30 | 1984-11-07 | George Daniels | Montres, pendules, chronomètres et échappements destinés à ces instruments |
| CH693805A5 (fr) * | 2002-12-03 | 2004-02-13 | David Watson Lea | Pièce d'horlogerie possédant un mécanisme d'échappement. |
| JP2010121693A (ja) * | 2008-11-19 | 2010-06-03 | Seiko Instruments Inc | 機械部品、機械部品の製造方法および時計 |
-
2010
- 2010-06-22 EP EP10166896.0A patent/EP2400351B1/fr active Active
-
2011
- 2011-06-07 JP JP2011126906A patent/JP5802441B2/ja active Active
- 2011-06-16 KR KR1020110058542A patent/KR20110139110A/ko not_active Application Discontinuation
- 2011-06-21 US US13/165,359 patent/US8439557B2/en active Active
- 2011-06-22 CN CN201110169455.2A patent/CN102368148B/zh active Active
-
2012
- 2012-09-06 HK HK12108715.3A patent/HK1168156A1/xx unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6082001A (en) * | 1998-10-15 | 2000-07-04 | Eta Sa Fabriques D'ebauches | Method for manufacturing a clockwork wheel |
| EP1045297A1 (fr) | 1999-04-12 | 2000-10-18 | Omega SA | Echappement coaxial à ancre |
| EP1655642A2 (fr) | 2003-02-06 | 2006-05-10 | ETA SA Manufacture Horlogère Suisse | Spiral de résonateur balancier-spiral |
| WO2007099068A1 (fr) | 2006-02-28 | 2007-09-07 | Nivarox-Far S.A. | Piece de micro-mecanique avec ouverture de forme pour assemblage sur un axe |
| EP1850193A1 (fr) * | 2006-04-28 | 2007-10-31 | Patek Philippe Sa | Procédé de chassage d' une pièce dans une autre |
| US20080008051A1 (en) * | 2006-06-23 | 2008-01-10 | Omega S.A. | Mobile micromechanical element with shock controlled rotation |
| EP1932804A2 (fr) * | 2006-12-11 | 2008-06-18 | Mimotec S.A. | Pièces mixtes silicium/métal et méthodes de fabrication s'y référant |
| EP2228692A1 (fr) * | 2009-03-12 | 2010-09-15 | ETA SA Manufacture Horlogère Suisse | Roue à colonnes pour chronographe, chronographe et montre-chronographe comportant une telle roue |
| EP2261171A1 (fr) * | 2009-06-09 | 2010-12-15 | Nivarox-FAR S.A. | Pièce de micromécanique composite et son procédé de fabrication |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2767869A1 (fr) * | 2013-02-13 | 2014-08-20 | Nivarox-FAR S.A. | Procédé de fabrication d'une pièce de micromécanique monobloc comportant au moins deux niveaux distincts |
| EP2767870A3 (fr) * | 2013-02-13 | 2015-07-08 | Nivarox-FAR S.A. | Procédé de fabrication d'une pièce de micromécanique monobloc comportant au moins deux niveaux fonctionnels distincts |
| US9197183B2 (en) | 2013-02-13 | 2015-11-24 | Nivarox-Far S.A. | Method of fabricating a single-piece micromechanical component including at least two distinct functional levels |
| CN107924157A (zh) * | 2015-08-25 | 2018-04-17 | 西铁城时计株式会社 | 钟表的擒纵机构 |
| EP3321747A4 (fr) * | 2015-08-25 | 2019-03-20 | Citizen Watch Co., Ltd. | Échappement de montre |
| CN107924157B (zh) * | 2015-08-25 | 2019-12-13 | 西铁城时计株式会社 | 钟表的擒纵机构 |
| US10534319B2 (en) | 2015-08-25 | 2020-01-14 | Citizen Watch Co., Ltd. | Escapement for timepiece |
| EP3327514A3 (fr) * | 2016-11-29 | 2018-06-06 | Seiko Epson Corporation | Composant mécanique, pièce d'horlogerie, procédé de fabrication de composant mécanique et procédé de fabrication de pièce d'horlogerie |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102368148A (zh) | 2012-03-07 |
| CN102368148B (zh) | 2013-11-06 |
| JP5802441B2 (ja) | 2015-10-28 |
| HK1168156A1 (en) | 2012-12-21 |
| JP2012008125A (ja) | 2012-01-12 |
| EP2400351B1 (fr) | 2013-09-25 |
| US20110310709A1 (en) | 2011-12-22 |
| KR20110139110A (ko) | 2011-12-28 |
| US8439557B2 (en) | 2013-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2400351B1 (fr) | Mobile monobloc pour une pièce d'horlogerie | |
| EP2105806B1 (fr) | Mécanisme d'échappement | |
| EP2196868B1 (fr) | Spiral à élévation de courbe en matériau à base de silicium | |
| EP2553533B1 (fr) | Dispositif de blocage pour roue dentée | |
| EP2104006B1 (fr) | Double spiral monobloc et son procédé de fabrication | |
| EP2363762B1 (fr) | Pièce d'horlogerie comportant un mouvement mécanique à haute fréquence | |
| WO2014146842A1 (fr) | Ancre d'échappement coaxial monobloc | |
| EP2145237A2 (fr) | Composant horloger et son procédé de fabrication | |
| EP2105807A1 (fr) | Spiral à élévation de courbe monobloc et son procédé de fabrication | |
| EP3182212B1 (fr) | Pièce composite avec moyens élastiques sous contrainte | |
| WO2011161077A1 (fr) | Aiguille de piece d'horlogerie | |
| WO2009115470A1 (fr) | Spiral monobloc en matériau à base de silicium et son procédé de fabrication | |
| CH703338A2 (fr) | Mobile monobloc pour une pièce d'horlogerie. | |
| EP3338144A1 (fr) | Dispositif mécanique bistable, notamment pour l'horlogerie | |
| EP1870784B1 (fr) | Mobile de micro-mécanique à rotation contrôlée par chocs | |
| WO2013072158A1 (fr) | Mobile monobloc pour une pièce d'horlogerie | |
| CH705775A2 (fr) | Mobile d'échappement coaxial monobloc pour une pièce d'horlogerie. | |
| EP3781993B1 (fr) | Mécanisme d'échappement direct libre pour piece d'horlogerie | |
| EP3615470B1 (fr) | Procédé de fabrication d'un oscillateur horloger | |
| CH707782A2 (fr) | Ancre d'échappement coaxial monobloc. | |
| EP3391154B1 (fr) | Système oscillant pour montre | |
| EP3588204A1 (fr) | Module d'affichage par elements mobiles autour de liaisons flexibles, système d'affichage, et piece d'horlogerie le comportant | |
| EP4123394A1 (fr) | Bague de liaison mécanique de deux composants horlogers | |
| EP4332686A1 (fr) | Spiral pour ensemble balancier-spiral d'un mouvement d'horlogerie | |
| CH719727B1 (fr) | Spiral d'un ensemble balancier-spiral d'un mouvement d'horlogerie mécanique. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120628 |
|
| 17Q | First examination report despatched |
Effective date: 20120821 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: G04B 15/08 20060101ALI20130508BHEP Ipc: G04B 15/14 20060101ALI20130508BHEP Ipc: G04B 13/02 20060101AFI20130508BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130621 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: ICB INGENIEURS CONSEILS EN BREVETS SA, CH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 633940 Country of ref document: AT Kind code of ref document: T Effective date: 20131015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602010010497 Country of ref document: DE Effective date: 20131121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131225 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 633940 Country of ref document: AT Kind code of ref document: T Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602010010497 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140127 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| 26N | No opposition filed |
Effective date: 20140626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602010010497 Country of ref document: DE Effective date: 20140626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140622 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140630 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100622 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230524 Year of fee payment: 14 Ref country code: DE Payment date: 20230523 Year of fee payment: 14 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230701 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230523 Year of fee payment: 14 Ref country code: CH Payment date: 20230702 Year of fee payment: 14 |