EP2340175B1 - Procédé pour produire des éléments de sécurité présentant des motifs en registre - Google Patents
Procédé pour produire des éléments de sécurité présentant des motifs en registre Download PDFInfo
- Publication number
- EP2340175B1 EP2340175B1 EP09777643A EP09777643A EP2340175B1 EP 2340175 B1 EP2340175 B1 EP 2340175B1 EP 09777643 A EP09777643 A EP 09777643A EP 09777643 A EP09777643 A EP 09777643A EP 2340175 B1 EP2340175 B1 EP 2340175B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- security
- layer
- adhesive
- areas
- functional layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 37
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 239000002346 layers by function Substances 0.000 claims description 204
- 239000010410 layer Substances 0.000 claims description 126
- 239000000853 adhesive Substances 0.000 claims description 95
- 230000001070 adhesive effect Effects 0.000 claims description 95
- 239000000758 substrate Substances 0.000 claims description 76
- 239000012790 adhesive layer Substances 0.000 claims description 75
- 238000004049 embossing Methods 0.000 claims description 37
- 239000004922 lacquer Substances 0.000 claims description 32
- 229920002120 photoresistant polymer Polymers 0.000 claims description 27
- 238000012546 transfer Methods 0.000 claims description 23
- 238000001465 metallisation Methods 0.000 claims description 21
- 239000002131 composite material Substances 0.000 claims description 15
- 239000000463 material Substances 0.000 claims description 15
- 239000011888 foil Substances 0.000 claims description 8
- 238000004132 cross linking Methods 0.000 claims description 4
- 230000001143 conditioned effect Effects 0.000 claims 4
- 230000003750 conditioning effect Effects 0.000 claims 2
- 238000010348 incorporation Methods 0.000 claims 1
- 230000001678 irradiating effect Effects 0.000 claims 1
- 230000005855 radiation Effects 0.000 description 24
- 239000000976 ink Substances 0.000 description 20
- 238000000576 coating method Methods 0.000 description 17
- 239000000654 additive Substances 0.000 description 13
- 230000000694 effects Effects 0.000 description 13
- 239000010408 film Substances 0.000 description 11
- 230000010287 polarization Effects 0.000 description 11
- 238000007639 printing Methods 0.000 description 11
- 239000011248 coating agent Substances 0.000 description 10
- 239000000049 pigment Substances 0.000 description 10
- 238000005406 washing Methods 0.000 description 10
- 239000007788 liquid Substances 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 238000003847 radiation curing Methods 0.000 description 7
- 238000000926 separation method Methods 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- 238000007906 compression Methods 0.000 description 6
- 230000006835 compression Effects 0.000 description 6
- 239000004973 liquid crystal related substance Substances 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 239000011241 protective layer Substances 0.000 description 6
- 239000012876 carrier material Substances 0.000 description 5
- 239000006185 dispersion Substances 0.000 description 5
- 239000002253 acid Substances 0.000 description 4
- 125000002091 cationic group Chemical group 0.000 description 4
- 239000000470 constituent Substances 0.000 description 4
- 238000001723 curing Methods 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 238000005201 scrubbing Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- BVKZGUZCCUSVTD-UHFFFAOYSA-M Bicarbonate Chemical compound OC([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-M 0.000 description 1
- 239000004604 Blowing Agent Substances 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000013543 active substance Substances 0.000 description 1
- 230000002730 additional effect Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003518 caustics Substances 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 235000012489 doughnuts Nutrition 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 239000004920 heat-sealing lacquer Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000012939 laminating adhesive Substances 0.000 description 1
- 238000000608 laser ablation Methods 0.000 description 1
- 238000010329 laser etching Methods 0.000 description 1
- 238000004020 luminiscence type Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000002085 persistent effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920003009 polyurethane dispersion Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000011975 tartaric acid Substances 0.000 description 1
- 235000002906 tartaric acid Nutrition 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/465—Associating two or more layers using chemicals or adhesives
- B42D25/47—Associating two or more layers using chemicals or adhesives using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/20—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose
- B42D25/21—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose for multiple purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/324—Reliefs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/351—Translucent or partly translucent parts, e.g. windows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/355—Security threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/36—Identification or security features, e.g. for preventing forgery comprising special materials
- B42D25/373—Metallic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/405—Marking
- B42D25/425—Marking by deformation, e.g. embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/405—Marking
- B42D25/43—Marking by removal of material
- B42D25/445—Marking by removal of material using chemical means, e.g. etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/455—Associating two or more layers using heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1704—Decalcomanias provided with a particular decorative layer, e.g. specially adapted to allow the formation of a metallic or dyestuff layer on a substrate unsuitable for direct deposition
-
- B42D2035/08—
-
- B42D2035/24—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/328—Diffraction gratings; Holograms
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1039—Surface deformation only of sandwich or lamina [e.g., embossed panels]
Definitions
- the invention relates to a method for producing a security element having two or more motif layers matched to one another, in particular motif layers having characters visually recognizable in transmitted light and preferably also in reflected light, a security element obtainable by the method, the security element designed as a transfer element, the use of the security element or Product safety transfer element, a valuable article equipped with the security element, and a method of manufacturing such a valuable article.
- Valuables in particular documents of value, such as banknotes, shares, identity cards, credit cards, certificates, checks, and other forgery-prone papers, such as identity documents of various kinds, but also branded goods and packaging of branded goods are gladly provided with security elements for security, which allow verification of their authenticity and at the same time serve as protection against unauthorized reproduction.
- the security elements may, for example, take the form of security threads or stickers or any other form insertable or attachable to a valuable article or security paper, a "valuable article" within the meaning of the present invention being any objectionable to counterfeiting, in particular a value document, while a "security paper "represents the precursor to a value document, which is not yet ready for use.
- Security elements are typically multilayer elements with multiple functional layers.
- Functional layers are generally layers that have any properties that can be detected visually or by machine. Functional layers therefore contain, for example, dyes, luminescent substances, thermochromic substances, liquid crystals, Interference pigments, electrically conductive substances, magnetic substances, light-diffractive or refractive structures or combinations thereof.
- the functional layers are usually designed as geometric or figurative patterns or motifs, ie there are functional areas within a layer with the detectable property (for example luminescence) and recesses in between.
- Negative-type security elements comprise a transparent substrate having at least one non-transparent coating having recesses (the negative writing). These recesses may have any shapes, such as letters, numbers or patterns of any kind, especially line patterns.
- negative writing used in this application accordingly comprises recesses of any shape, ie any non-solidity in a non-transparent coating.
- the negative writing is clearly recognizable in incident light, with less transparent substrates only in transmitted light. If such a security element with negative writing has two different functional layers, for example a motif in the form of a gold-colored metallic coating and the same motif as the red printing ink, then this motif appears golden to the viewer from one side, red from the other side.
- the tamper-proof is the higher the finer the structures in the functional layers are with the matched-to-each other motifs. Finely contoured structures and in perfect register form each other, however, also presents a challenge for authorized manufacturers.
- a number of methods are known which are intended to enable recesses in a plurality of superimposed functional layers to be registered precisely. H. congruent in all layers, train.
- WO 92/11142 It is known to produce negative fonts in functional layers by means of heat-activatable printing inks.
- the printing inks are printed in the form of the desired negative writing under the functional layers and contain waxes or intumescent additives which soften when heated or split off a gas and thereby produce foam structures.
- the adhesion in the areas which can be printed with the activatable ink is reduced, and the functional layers can be removed mechanically in these areas.
- DE 10 2007 055112 A1 discloses a method for register-based, ie congruent training of a negative font in several functional layers by means of a printed in the form of trainees negative typeface under the functional layers ink containing a constituent that causes a process on irradiation or heating or in contact with a washing liquid, which causes exerted by the ink on the overlying coating a force which breaks the coating.
- This force can be exerted by a gas generated from constituents of the printing ink when they come into contact with washing liquid, irradiated and / or heated, or by a swelling agent in the printing ink, which swells upon contact with a washing liquid. Once the multilayer coating has been broken, it is relatively easily accessible for washing with washing liquid.
- the object of the present invention is therefore to provide a method for the production of security elements, which makes it possible to form congruent motifs in at least two superimposed layers.
- the object of the present invention is, in particular, to provide such a method, with which congruent motifs can be formed with sharp contours and with high register accuracy.
- the objects are achieved by the method for producing a security element having the features specified in claim 1, by the security element having the features specified in claim 8, by the transfer material having the features specified in claim 15, by the security paper or the valuable article according to claim 16 and by the method according to claim 17.
- the basic idea of the present invention is to transfer the motif of a functional layer into another functional layer with the aid of an adhesive layer.
- an exact image of the motif of the first functional layer is reproduced in the adhesive layer, and this image of the motif in the adhesive layer is in turn used to produce a precise image Reproduce the image of this motif or its photographic negative in another functional layer.
- the transfer of the motif from one functional layer to the other succeeds in that the adhesive between the functional layers is structured using the motif of the first functional layer so that it adheres only to certain areas of the second functional layer, but none with the other regions of the second functional layer Adhesive connection is received.
- the non-bonded regions of the second functional layer are then removed, while the bonded regions can not be removed, whereby an exact reproduction or a photographic negative of the motif of the first functional layer arises in the second functional layer.
- the security element according to the invention is produced from at least two partial elements.
- a first sub-element consists at least of a carrier substrate and a functional layer with recesses therein. Additional layers may be present.
- the functional layer can also be composed of several individual layers.
- the carrier substrate of the first security element partial element is preferably a film, for example made of polypropylene, polyethylene, polystyrene, polyester, in particular polycarbonate or polyethylene terephthalate. Transparent or translucent films are particularly preferred. When using such films, the register-formed recesses in the individual functional layers can be clearly recognized as negative writing.
- the functional layer can basically be of any type as used in security elements.
- metal layers for example, aluminum, iron, copper, gold, nickel, etc., metal alloys, or layers of metallic effect paints, layers with color pigments or fluorescent pigments, liquid crystal layers, coatings with color shift effect, layer combinations, such as a color-shaded layer with a color shift effect, layers with mechanically detectable features, for example, with magnetic pigments, which may optionally be hidden under a cover layer.
- the mentioned layer with color pigments it may, for. B. to a black ink on the basis of "Microlith Black" (Ciba), which in the security element according to the invention prepared a dark background for z. B. forms liquid crystal layers, which allows the generation of impressive color shift effects.
- the application of the functional layers is carried out by known methods that are suitable for the respective functional layer, for example by physical vapor deposition (PVD) in metals or by printing on color pigments or fluorescent pigments.
- PVD physical vapor deposition
- functional layers are printed on, they can, if desired, already be printed in the form of the functional layer motif, i. H. in the form of functional areas and recesses between these areas. In all other cases, there is a full-surface application of the functional layer, whereby of course also printed functional layers can be printed over the entire surface.
- the functional layer can be formed directly on the carrier substrate, or one or more intermediate layers can be provided.
- intermediate layers are absolutely necessary, for example if the motif of the functional layer is is a metallized hologram, kinegram, pixelgram or other metallized diffraction structure.
- embossing lacquer layer is applied and embossed into the embossing lacquer layer, before or after the metallization, the desired diffractive structure.
- an intermediate layer is generally required which ensures a suitable orientation of the liquid crystals. Suitable orientation layers can be, for example, embossed lacquer layers embossed diffractive structures.
- the carrier film can also be suitably treated.
- one of the motif layers is a metallized diffraction structure, such as a metallized hologram, and a further motif layer is particularly preferably a metallized diffraction structure, such as a metallized hologram.
- a metallized diffraction structure such as a metallized hologram
- a further motif layer is particularly preferably a metallized diffraction structure, such as a metallized hologram.
- embossing lacquer layer containing the desired structure information is to be provided.
- the structure information is transmitted when glued to the second security element subelement.
- Materials for embossing lacquer layers are known to a person skilled in the art. Suitable embossing lacquers are disclosed in, for example DE 10 2004 035 979 A1 , which discloses heat sealing lacquers which can be used equally as embossing lacquer.
- the functional layer is structured to produce a motif, i. H. certain areas are removed from the functional layer.
- the remaining functional areas and the recesses together form the motif, which can be any geometric or figurative representation.
- the motif can also form an encoding, or the shape of the recesses can be designed so that the recesses are perceived by a viewer as the "motif".
- Methods for producing the recesses are known. For example, laser ablation, etching and washing methods are suitable. Etching processes are particularly suitable for metallic functional layers.
- a photoresist is applied and exposed through a mask in the form of the desired motif.
- the areas of the later recesses must be exposed; in the case of negative-working photoresists, the later functional areas must be exposed.
- the photoresist in the soluble areas is removed by developer and the metal layer in the exposed areas is etched away by etchants such as caustics or acids to form the desired recesses.
- washing processes are universally applicable. Suitable washing methods are disclosed, for example, in WO 99/13157 . WO 92/11142 . WO 97/23357 and in DE 10 2007 055 112 , This is particularly suitable in DE 10 2007 055 112 disclosed methods, with which even thicker coatings, such as multi-layer coatings, can be removed. If this method is used in the present invention, a special printing ink is printed on the carrier substrate or an intermediate layer, if present, at least under the functional layer, in the regions in which recesses are to be formed in the functional layer.
- the printing ink contains a reactive component and / or a precursor of a reactive constituent which, upon contact with a washing liquid, causes a process which results in a break-up of the regions of the functional layer lying above the ink, and / or a reactive constituent which upon irradiation or When heated, causes a process that results in a rupture of the areas of the functional layer overlying the ink.
- the reactive component in the ink is, for example, a component of a two-component gas evolution system such as a carbonate or a hydrogencarbonate, wherein the second component of the two-component gas evolution system, for example an acid such as citric acid or tartaric acid, is contained in the scrubbing liquid.
- the functional layer Upon contact with the scrubbing liquid, a little acid penetrates through the functional layer into the ink, a gas develops, and the functional layer is broken at the appropriate point and can now be easily removed, if necessary with mechanical assistance.
- swelling agents contained in the printing ink for example starch or cellulose derivatives, swell on contact with a washing liquid, such as water, and break up the functional layer.
- the ink may contain blowing agents which, upon irradiation and / or heating, release a gas, for example azoisobutyronitrile, which in turn leads to an increase in pressure under the functional layer and to a break-up of the functional layer in the areas printed with the ink.
- the broken-up areas of the functional layer can now be easily washed out together with the printing ink, whereby the desired recesses are formed.
- the second security element subelement has, like the first security element subelement, at least two layers, namely a carrier substrate and a functional layer formed thereon. In addition, other layers may be present or need to be present as stated above for the first security element subelement.
- the carrier substrate of the second security element subelement is later separated together with parts of the functional layer of the second security element subelement, for.
- parting winding eg the parts of the functional layer which are arranged in the composite security element via recesses in the functional layer of the first security element subelement
- the carrier substrate is separated from other parts of the functional layer of the second security element subelement
- the parts that are located in the composite security element over functional areas of the first security element sub-element must peel off. Therefore, it is necessary that the functional layer has only a slight adhesion to the carrier substrate.
- the adhesive force between the carrier substrate and the functional layer is too high, it can be reduced by treating the carrier substrate with suitable additives.
- suitable additives are, for example, surface-active substances, defoamers or thickeners.
- any intermediate layers present between the carrier substrate and the functional layer for example embossing lacquer layers for a hologram. If such an embossing lacquer layer or other intermediate layer is to be taken off together with the carrier substrate, the adhesive force between the intermediate layer and the functional layer, ie for example between the embossing lacquer layer and a metallization applied thereon, must be correspondingly low. If the adhesive force is too high, the intermediate layer should be treated with the additives mentioned.
- residues of the additives can remain on the functional layer after the carrier substrate or the intermediate layer has been separated off. These can normally be washed away simply with an aqueous solution whose pH is suitably adjusted and which may optionally also contain surfactants. Even a laundry with solvents is possible. In persistent cases, high-pressure nozzles and / or mechanical support (felts, brushes) can be used, but this is usually not necessary. Low additive residues can also be "burned away" by means of a corona treatment. Incidentally, in many cases it is also possible to completely dispense with the removal of additive residues. Suitable formulated conformal coatings can also adhere adequately to "additive-loaded" functional layers.
- the first security element subelement, which has a functional layer with functional regions and recesses, and the second security element subelement, which has a functional layer without recesses, are connected to one another with the aid of an adhesive layer.
- a suitable adhesive layer may possibly already be present on the first security element subelement, namely if the recesses were produced in the functional layer of the first security element subelement with the aid of a stickable resist.
- the recesses are produced by coating with photoresist, exposing by means of an external mask, developing and etching away the areas of the functional layer which are no longer protected by photoresist. On the other areas of the functional layer, the functional areas, there is still photoresist material, which is necessarily congruent with the functional areas.
- This photoresist material can be used as the adhesive layer, provided that it can be bonded well to the material of the functional layer of the second security element partial element under pressure and elevated temperature. If an unsuitable photoresist is used, or if the photoresist areas are no longer sufficiently intact for accurate bonding, the photoresist is removed and then proceeded as in all other cases where the recesses in the functional layer of the first security element subelement were created without using a photoresist.
- the photoresist used may be a positive photoresist such as AZ 1512 (AZ 1500 series) or AZ P 4620 from Clariant or S 1822 from Shipley, which is applied in an areal density of about 0.1 g / m 2 to about 40 g / m 2 .
- a radiation-curing, preferably a UV-curing, or a radiation-activatable, adhesive is used for bonding the first security element partial element and the second security element partial element.
- the adhesive force of the adhesive is changed by irradiation using the functional layer of the first security element sub-element as a mask so that substantially no adhesive force is left either in the recess regions while in the functional areas the adhesive force remains essentially unchanged, or alternatively in the recess areas the adhesive is activated, but remains inactive in the functional areas.
- the first case is described below. For the latter, with respect to the adhesive and the non-adhesive regions of the adhesive layer, and thus with regard to the bonded and the separated regions of the functional layer of the second security element partial element, the reverse applies in each case.
- the adhesive is applied to the first security element sub-element on the functional layer.
- the adhesive-coated security element partial element is irradiated from the side of the carrier foil, ie through the functional layer, with radiation of a suitable wavelength.
- the adhesive cures in the areas in which the functional layer has recesses, and is thereby deactivated.
- the radiation is completely or at least largely shielded and the adhesive force of the adhesive therefore remains unchanged or at least substantially unchanged.
- the second security element sub-element is now placed so that its functional layer contacts the adhesive layer.
- the two sub-elements are pressed together, optionally at elevated temperature, whereby the adhesive layer in the non-deactivated areas glued to the functional layer of the second security element sub-element. Since the adhesive-capable areas of the adhesive layer correspond in dimension and shape to the functional areas of the functional layer of the first security-element partial element, the bonding with the functional layer of the second security-element partial element takes place in such a way that it exactly reproduces the motif of the functional layer of the first security element partial element. Then, if necessary, irradiated again to further crosslink the adhesive in the previously or barely irradiated areas and thus protect the structure against destruction in the following steps.
- the carrier foil of the second security element partial element is pulled off, optionally together with intermediate layers between carrier foil and functional layer, the functional layer in the non-bonded regions is deducted with, while it can not be deducted in the bonded areas, of course, so that a security element with two completely congruent motifs arises.
- the second motif layer may optionally be covered with a protective layer.
- This orientation of the security element sub-elements to each other should also be selected when an existing photoresist is used as an adhesive.
- the radiation-crosslinkable adhesive is applied to the first security element partial element, but to the carrier film, not to the functional layer as in the first variant.
- the adhesive is deactivated by irradiation with a suitable wavelength using the first functional layer as an exposure mask in the areas of the recesses of the first functional layer, while maintaining its adhesive strength unchanged or at least substantially unchanged in the other areas. Due to the greater distance between the exposure mask and the adhesive layer, the image of the motif of the functional layer in the adhesive may not be as accurate as in the first variant.
- the second security element partial element is placed with its functional layer on the adhesive layer of the first security element partial element and moved as in the first variant. In the already crosslinked, ie hardened, areas of the adhesive layer, no bonding takes place with the functional layer of the second security element partial element, so that the two functional layers of the resulting security element have congruent recesses.
- the adhesive layer is applied to the functional layer of the second security element partial element.
- the two security element subelements in order for the functional layer of the first security element subelement to be used as an exposure mask, the two security element subelements must first be assembled before the irradiation.
- the assembly can be effected, for example, in such a way that the functional layer of the first security element partial element adjoins the adhesive layer.
- care must be taken that no premature bonding takes place, ie it must be used an adhesive that does not stick the two security element sub-elements when merely joining, but only under increased pressure and optionally at elevated temperature causes bonding. Suitable adhesives are given below.
- the composite security element sub-elements are now irradiated through the functional layer of the first security element sub-element, whereby the adhesive is cured and deactivated in the non-functional layer shielded areas, but not in the shielded by the functional layer areas. Due to the immediate proximity of the adhesive layer and the exposure mask, as in the first variant, an extremely good fidelity of the image of the motif of the first security element partial element in the adhesive layer is achieved. This motif is passed on to the functional layer of the second security element partial element, whereby the separation of the functional layer of the second security element partial element from the carrier substrate or the carrier substrate and further layers also requires the adhesive layer to be severed. This can lead to a slightly lower edge sharpness than in the first variant.
- the adhesive is applied to the functional layer of the second security element partial element, as in variant 3.
- the two security element partial elements are assembled in such a way that the carrier substrate of the first security element partial element is adhesively bonded to the adhesive layer. Otherwise, as in variant 3, d. H. It must be used an adhesive that does not stick the two security element sub-elements in the mere loose assembly yet. Then, it is irradiated through the functional layer of the first security element partial element, wherein the adhesive cures in the unshielded regions. Subsequently, the two security element sub-elements are interconnected under increased pressure and optionally elevated temperature. If necessary, re-irradiation is performed to achieve good cure in the screened adhesive areas.
- the carrier substrate, and possibly further layers, of the second security element partial element are removed together with the non-bonded regions of the functional layer.
- the regions of the functional layer remaining on the adhesive layer can be covered with a protective layer.
- the distance between the exposure mask and the adhesive layer is greater in the case of irradiation than in variant 3.
- the image of the motif of the functional layer of the first security element partial element in the adhesive layer, and thus the transmission into the functional layer of the second security element partial element, is therefore not complete as precise as in variant 3.
- the compression of the two security elements sub-elements can be done in one or more stages. That the two sub-elements are preferably pressed together at elevated temperature in a heat roller with a (single-stage compression) or more so-called calender rolls (multi-stage compression), or but the two sub-elements are pressed against each other at several heat rollers, each equipped with one or more so-called calender rolls ( multi-stage compression).
- the multi-stage compression can, depending on the particular embodiment, lead to a particularly strong connection of the safety element sub-elements. When using several heating rollers and temperature profiles during compression can be realized.
- the process sequence of variants 3 and 4 can also be applied when the adhesive is applied to the first security element sub-element, ie, the two security element sub-elements can first loosely assembled, then irradiated, and finally connected together under pressure and optionally elevated temperature.
- a suitable adhesive must be used, ie an adhesive, which ensures that no bonding takes place with the areas of the functional layer of the second security element sub-element, which is to be removed to form recesses.
- Suitable bonding conditions are typically about 60 ° C to 160 ° C and a line pressure of typically 0.1 N / mm to 15 N / mm, more preferably about 5 N / mm.
- Suitable adhesives are disclosed in, for example DE 10 2004 035 979 A1 , They are adhesives, in particular dispersion adhesives, which contain at least one radiation-crosslinkable component and are crosslinked by short-wave radiation, such as ultraviolet radiation or short-wave visible radiation, or by electron radiation, preferably by UV radiation.
- the coatings are substantially tack free after physical drying and have a smooth, substantially non-sticky surface. The absence of tack can be checked by the following test: Coated pieces of film of about 100 cm 2 are stacked and loaded with a weight of 10 kg and stored for 72 hours at 40 ° C. If the film piece can then be easily separated without damaging the coatings, the coating must be considered to be tack-free. Under increased pressure and elevated temperature (about 60 ° C to 160 ° C) coated with the adhesives substrates can be bonded to other substrates.
- Suitable radiation-curable adhesives are acrylated polyurethane dispersions, such as DW 7770 and DW 7773 (UCB, Surface Specialties), anionic and nonionic dispersions, such as NeoRad R-440 (NeoResins), Laromer 8983 (BASF), LUX 101 UV dispersion (Alberdingk), Halwedrol UV 95/92 W (Hütteness-Albertus) and Beyhydrol UV VP LS 2280 (Bayer), cationic radiation curing resins such as UCAR VERR-40 (The Dow Chemical Company ).
- Particularly preferred adhesives are radiation-curing compositions with photoinitiators.
- Suitable photoinitiators are, for. Irgacure 500 (Ciba) and Irgacure 819 DW (Ciba).
- a radiation-curable adhesive has the following composition: product name Wt .-% DW 7773 (UCB) 94.5 Irgacure 500 (Ciba) 1.5 Irgacure 819 DW 4.0
- the formulations may contain mixtures of the dispersions and further additives, such as additives (defoamers, leveling agents, antiblocking additives, tackifiers, etc.).
- additives defoamers, leveling agents, antiblocking additives, tackifiers, etc.
- powder coatings may be added in dispersed form, which on the one hand can provide a defined melting point or else can melt and participate in radiation curing.
- Radiation-curing compositions disclosed can be used not only as adhesives but also as embossing lacquer. They can therefore also be used advantageously in the present invention when embossing lacquer structures are required, for example for metallized holograms.
- intarsia also "intarsia" motifs can be generated.
- one proceeds as described above, but uses no adhesive that is cured by radiation, that is deactivated, but an adhesive that is activated by radiation, while remaining inactive in the non-irradiated areas.
- the functional layer regions of the second security element partial element which contact non-irradiated regions of the adhesive layer are stripped off, while functional layer regions of the second security element partial element that are in contact with irradiated regions of the adhesive layer come into contact, adhere to the adhesive layer and can be firmly bonded to it, optionally under elevated pressure and elevated temperature.
- the finished security element shows on both sides an "inlay" motif, ie. H. the observer sees the motif of the first functional layer, wherein the recesses are exactly filled by the second functional layer.
- an opaque carrier substrate the same effect is obtained for variants 1 and 3 described above, but the motif can only be seen from one side.
- the observer sees on one side of the security element the motif of the first security element subelement, and on the other side of the security element the corresponding negative.
- Embodiments of the security element according to the invention which are reflective layers as functional layers or one of the functional layers Layer can also be equipped very well with a so-called "polarization feature". These are security features that use polarization effects for authenticity assurance.
- Light-reflecting surfaces for example metallized holograms, are coated over the entire surface or in regions with a birefringent layer, a so-called "phase delay layer”.
- Phase retardation layers are capable of changing the polarization and phase of transmitted light. The reason is that the light is split into two mutually perpendicular polarization directions, which pass through the layer at different speeds, their phases are thus shifted from each other. The shift is, depending on the type and thickness of the layer, different sizes and has different effects.
- a ⁇ / 4 layer that is, a layer that delays the light in a direction one-quarter wavelength from the direction perpendicular thereto, can make circularly or elliptically polarized light from linearly polarized light and linearly polarize again from circularly polarized light.
- the phenomenon of polarization and polarizing materials are known.
- a security element that uses polarization effects for authenticity assurance for example, in DE 10 2006 021 429 A1 described. When viewed under ambient light, the regions of phase retardation layer of such a security element are hardly noticeable, but when viewed under polarized light, the areas with phase retardation layer become visible.
- Suitable reflective layers are layers of vapor-deposited metallizations, layers of metallic effect paints, layers with interference pigments or thin-film elements. High-index layers of, for example, TiO 2 or SiO 2 are also suitable as reflection layers.
- metallic functional layers for example metallized diffraction structures or matt structures
- the polarization feature may, for example, be embodied as a ⁇ / 4-layer, applied in motif form, over the entire surface or in regions, with only one orientation or with two or more different orientations.
- both reflective functional layers can be provided with the same or different polarization features. Transparent areas (recesses) are not disturbing. If the reflective layers are located on the same side of the carrier substrate, the carrier substrate should be isotropic or at least not exhibit excessive dispersion in the optical region.
- the method according to the invention in which the motif of a functional layer is used as an irradiation mask in order to transfer the motif into an adhesive layer, and from there into a further functional layer, can also be carried out in combination with an external irradiation mask.
- external radiation masks With external radiation masks the same high precision as with the internal radiation mask is not achievable, but if extreme precision can be dispensed with, it can be achieved by combining internal radiation and external radiation mask interesting effects can be achieved.
- the adhesive layer can be irradiated not only by the first functional layer as the radiation mask but also by another external radiation mask, wherein the external radiation mask is a motif has in the region of the recesses of the first functional layer. In this way, a combination of the motifs of the first functional layer and the external irradiation mask is obtained in the second functional layer.
- the inventive method can also be carried out several times, d. H. More than two security element subelements can be combined with each other. Bonding more than two security element subelements can be useful, in particular, if a machine-detectable functional layer is to be hidden as a middle layer between two visually recognizable functional layer motifs.
- the functional layers which must be separated in areas remaining on the adhesive layer, on the one hand, and in regions to be stripped off with the carrier substrate, may not have too high internal strength in the horizontal direction (in the direction of extension of the adhesive layer) in order to ensure a clean and edge-sharp separation.
- Functional layers whose internal strength is undesirably high are preferably applied in a screened manner.
- the edge of each raster point represents a predetermined breaking point, whereby the transfer to the adhesive layer in this case comprises a grid point as the smallest unit. If a functional layer is made up of several individual layers, it may be sufficient to implement only one of the individual layers as a stationary grid.
- the functional layers are shown as metal layers, in each case in combination with an embossing lacquer layer. It is to be expressly understood, however, that the present invention is by no means limited to such functional layers. Rather, any functional layers in any combination, for example, layers of printing inks, metallic effect colors, interference pigments, liquid crystal layers and combinations of layers, for example, color layers with layers of interference pigments are used.
- other layers as are common in the field of security elements, may be included in the security element constructions, for example protective layers or release layers in the case of transfer elements, adhesion-reducing layers for facilitating separation of the functional layer regions which are to remain on the adhesive layer, etc.
- the additional layers must not interfere with the process sequence, for example, should not shield too much the radiation used to irradiate the adhesive layer.
- a material which is sufficiently permeable to the radiation used must be used as the carrier substrate of the first security element partial element.
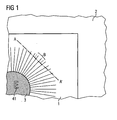
- Fig. 1 shows a section of a security document 2 according to the invention with a security element according to the invention 1.
- the security element 1 is also shown only as a section. It shows a sun on golden background, whereby the sun 3 is a transparent disk with fine transparent rays.
- the symbol 41 for the currency "EURO" can be recognized in the interior of the transparent solar disc, silver-colored.
- the gold-colored and silver-colored areas are each designed as a diffraction structure.
- Fig. 2a shows a first security element partial element 10, consisting of a first carrier substrate 11, a permeable to UV radiation film of PET, an embossing lacquer layer 15 applied thereon with embossed diffraction structure 15 'with a gold-colored metallization.
- the metallization forms a first functional layer 12 with golden first functional areas 13 and first recesses 14 therein.
- the diffraction structure 15 'of the embossing lacquer layer 15 can also be seen in the first functional regions 13 as a diffraction structure 13'.
- an adhesive layer 30 is applied.
- Fig. 2b shows the same representation as Fig. 2a , Wherein the arrows indicate that the security element subelement 10 is irradiated with UV radiation.
- the adhesive layer 30 separated by dashed lines, shielded by the first functional areas 13 and therefore not significantly changed in their adhesive force adhesive areas 33 and irradiated and thus deactivated adhesive areas 34 are indicated.
- the line 40 under the first carrier substrate 11 indicates an external radiation mask, the meaning of which will be explained later.
- Fig. 2c 2 shows a section through the second security element subelement 20 to be combined with the first security element subelement 10.
- the second security element subelement 20 consists of the second carrier substrate 21, the second functional layer 22 and an embossing lacquer layer 25 therebetween.
- the embossing lacquer layer 25 is a diffraction structure 25 'embossed, which is reproduced in the second functional layer 22 as a diffraction structure 22 '.
- the second functional layer 22 is a silver-colored metallization.
- the embossing lacquer 25 was washed off with an aqueous surfactant solution before the application of the metallization 22, with the result that the metallization 22 badly adheres to the embossing lacquer.
- Embodiments with different metallizations are particularly preferred.
- Fig. 2d shows how the irradiated first security element subelement 10 Fig. 2b and the second security element subelement 20 Fig. 2c be assembled into a composite 5.
- the two sub-elements are slightly compressed, whereby the diffraction structure 22 'of the second functional layer in the non-hardened regions 33 of the adhesive layer 30 is transferred to the adhesive layer.
- the first security element sub-element and the second security element sub-element are glued together. No adhesion takes place in the irradiated, and thus deactivated, regions 34 of the adhesive layer.
- the adhesive is hard and inert, so that the diffraction structure 22 'in the regions 34 does not transfer to the adhesive layer, which is indicated by the smooth surface in the regions 34.
- the second carrier substrate 21 and the embossing lacquer layer 25 are peeled off, for example by a separating winding.
- the result is in Fig. 2e shown.
- the regions of the second functional layer 22 lying over the adhesive regions 34 were removed together with the second carrier substrate and the embossing lacquer layer, while the regions of the second functional layer 22 bonded to the adhesive regions 33 were pulled off the embossing lacquer layer.
- the glued areas now form second functional areas 23 with second recesses 24 in between.
- the first recesses 14 and the second recesses 24 are exactly congruent and together form an opening 3 passing through both functional layers.
- the first functional regions 13 and the second functional regions 23 are also exactly congruent.
- a hot stamping foil can be used as a second security element sub-element.
- the second carrier substrate 21 would be peeled off during the separation winding, while the embossing lacquer layer 25 remains on the formed security element 1.
- It can also serve as a protective layer.
- a protective layer (not shown in the figure) over the second functional areas or the second functional layer is expedient.
- security element 1 applies a further adhesive layer and are irradiated through the functional layers.
- security element subelement as in FIG Fig. 2c shown).
- Fig. 2b is indicated by the reference numeral 40, an external exposure mask.
- the use of external masks is required when one of the functional layers is to contain functional areas at locations where the other functional layer has recesses. If the recesses are correspondingly large, there are no problems with regard to the achievable precision.
- FIG. 2b shown cross-section correspond to the two recesses 14 in the first functional layer 12 each rays of in Fig. 1 illustrated sun motif. The rays are very fine and therefore rather unsuitable for use with an additional external exposure mask. If one imagines that one of the recesses corresponds to the solar disk, then there would be a relatively large recess in area, into which a further representation can be integrated, for example, the one in FIG Fig.
- FIGS. 3a to 3e show the same security elements sub-elements 10 and 20 as the FIGS. 2a to 2e , Like reference numerals designate like elements. Unlike the FIGS. 2a to 2e Here, however, the adhesive layer 30 is mounted on the first carrier substrate, so that during the irradiation with the first functional layer 12 as a radiation mask ( Fig. 3b ) the irradiation mask is not directly adjacent to the adhesive layer to be irradiated. With the in Fig. 2 As a rule, therefore, a more precise imaging and thus also a more precise reproduction of very fine structures can take place.
- both functional layers 12 and 22 are arranged on the same side of the carrier substrate 11, whereas in the embodiment shown in FIG Fig. 3 shown variant on different sides of the carrier substrate.
- the adhesive layer 30 is applied to the second security element sub-element 20.
- the illustrations correspond to the FIGS. 4a to 4e and 5a to 5e the representations of the FIGS. 2a to 2e or 3a to 3e.
- Like reference numerals designate like elements.
- the adhesive layer 30 is applied to the second functional layer 22 of the second security element sub-element.
- the two security element partial elements must be joined together before the irradiation to form the composite 5. This is possible with different orientation of the first security element subelement, as in Fig. 4c and Fig. 5c shown.
- the first functional layer 12 is glued, and in the variant according to FIG Fig. 5c the first carrier substrate 11 is glued.
- FIGS. 2 to 5 describe the present invention by the use of a radiation deactivatable (curing) adhesive.
- a radiation-activatable adhesive can also be used.
- the regions 34 of the adhesive layer 30 would stick to the second functional layer 22, but the regions 33 would not.
- FIGS. 6a to 6e show the variant of the present invention, in which a thermoplastic resist is used as an adhesive.
- Like reference numerals again designate like elements as in the previous figures.
- Fig. 6a shows a first security element partial element 10 with first carrier substrate 11, embossing lacquer layer 15 with embossed diffraction structure 15 ', a metallization applied thereon as a first functional layer 12 and a resist coating 35 in the form of the desired motif.
- Fig. 6a So shows the state of the first security element partial element 10, in which the photoresist 35 has already been irradiated and developed.
- the photoresist 35 as in Fig. 6f shown irradiated through a mask, wherein the mask is patterned so that only the areas of the photoresist 35, in which recesses 14 are to be formed, are irradiated. In the embodiment shown, therefore, a positive photoresist is used.
- the use of a negative photoresist would require irradiation in the areas where the resist areas are to be formed.
- the photoresist After irradiation, the photoresist is developed with a suitable developer, whereby the security element sub-element 10, which in Fig. 6a is shown is obtained.
- Fig. 6b shows a second security element sub-element 20 that with the in Fig. 2c shown security element subelement is identical.
- the two in Fig. 6b and Fig. 6c shown elements are assembled into a composite 5, as in Fig. 6b shown.
- the layer sequence is the same as in FIG Fig. 2d shown composite 5. Due to increased pressure and elevated temperature of the adhesive, in particular thermoplastic resist is activated and glued now in the areas in which it is in contact with the second functional layer 22, with this functional layer. At the same time, the diffraction structure is transferred into the adhesive.
- FIG Fig. 6e shown security element 1 After stripping off the second carrier substrate 21 and the embossing lacquer layer 25, for example by means of a separation winding, the result obtained in FIG Fig. 6e shown security element 1, with the in Fig. 2e shown security element 1 seems to be identical.
- the security element shown in the recesses is still adhesive, which can optionally be used for additional effects (for example, can be colored), while in the in Fig. 6e shown security element in the recesses no adhesive is present.
- security element partial elements with adhesive, in particular thermoplastic, resist adhesive such as that described in US Pat Fig. 6b shown, with security elements that already have several functional layers, such as in Fig. 2e shown security element 1, are combined.
- the method according to the invention allows a register-accurate and edge-sharp formation of very fine structures with a width or a diameter of about 50 ⁇ m or less.
- a second security element subelement in which the motif of the functional layer is a metallized hologram or another metallized diffraction structure, a second security element subelement can alternatively be used, which has a carrier substrate with a layer formed thereon, which is used to form a metallized hologram or another metallized diffraction structure is suitable, has.
- a second security element subelement instead of the in Fig. 2c shown second security element subelement a in Fig. 7a shown metal donor sheet 20 are used without embossment, which has a support substrate 21 with a metallization 220 formed thereon.
- the metallization 220 of the metal donor film 20 is analogous to that in Fig. 2d shown method according to the invention with the adhesive layer 30 glued.
- the metallization 220 becomes, as in FIG Fig. 7b shown formed to areas 23.
- areas 23 are suitable areas for forming diffraction structures.
- embossing is performed under pressure and temperature to form the regions 23 into metallized diffraction structures.
- the embossing tool can be, for example, an embossing cylinder, a normal embossed foil or a metallised embossed foil.
- the security elements according to the invention can be in the form of transfer materials, i. H. Films or tapes are provided with a variety of finished and prepared for the transfer of security elements.
- the layer structure of the later security element is prepared on a carrier material in the reverse order in which the layer structure is later to be stored on a valuable object, wherein the layer structure of the security element in continuous form or already in the final outline form used as security element on the Carrier material can be prepared.
- the transfer of the security element to the object to be secured is effected by means of an adhesive layer, which is typically provided on the transfer material, but can also be provided on the object of value.
- a hot melt adhesive is used for this purpose.
- an adhesive layer can be provided for transfer either only in the areas of the security element to be transferred, or the adhesive is activated only in the areas to be transferred.
- the carrier material of the transfer elements is usually deducted from the layer structure of the security elements during or after their transfer to the valuable article.
- a separating layer release layer
- the carrier material can also remain on the transmitted security element.
- the security elements according to the invention can be used to authenticate goods of any kind.
- they are used to authenticate value documents, for example banknotes, checks or identity cards. They can be arranged on a surface of the value document or completely or partially in the value document will be embedded. With particular advantage they are used in value documents hole hole hole.
- the advantages of the security elements according to the invention with transparent carrier substrates and from both sides of the value document to be considered, carefully adapted motifs can be particularly beautiful. Even negatives with the finest structures can be clearly recognized in transmitted light. You are in the achievable according to the invention precision of a counterfeiter practically imitated.
- a detachment of the security elements to transfer them to another valuable item, is practically not possible, because the security elements according to the invention always contain at least two adhesive layers, or they contain an adhesive layer and are connected with a further adhesive layer with the valuable object to be secured. If, for the bonding of the security element to the object of value, an adhesive which is similar in terms of its chemical and physical properties to the adhesive in the layer structure of the security element, the layer structure of the security element is always destroyed during detachment attempts.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Credit Cards Or The Like (AREA)
- Printing Methods (AREA)
Claims (15)
- Procédé de fabrication d'un élément de sécurité (1) pour un papier de sécurité ou un objet de valeur (2), comportant les étapes suivantes :a) mise à disposition d'un premier élément partiel d'élément de sécurité (10), comportant :- un premier substrat porteur (11),- une première couche fonctionnelle (12) comprenant des premières zones fonctionnelles (13) et des premiers évidements (14),- le cas échéant une couche de colle de résine photosensible (35) sur la première couche fonctionnelle (12) qui coïncide avec les premières zones fonctionnelles (13),b) mise à disposition d'un second élément partiel d'élément de sécurité (20), comportant :- un second substrat porteur (21),- une seconde couche fonctionnelle (22) sur le second substrat porteur (21) ou sur une couche intermédiaire (25) entre le second substrat porteur et la couche fonctionnelle, la seconde couche fonctionnelle (22) pouvant être retirée du second substrat porteur (21) ou de la couche intermédiaire (25),c) réalisation d'une couche de colle (30) en une colle conditionnable par irradiation sur le premier (10) ou le second (20) élément partiel d'élément de sécurité, dans la mesure où il n'est pas prévu de couche (35) en colle de résine photosensible sur la première couche fonctionnelle (12) du premier élément partiel d'élément de sécurité (10),c1) du côté de la première couche fonctionnelle (12) du premier élément partiel d'élément de sécurité (10) ouc2) du côté du premier substrat porteur (11) du premier élément partiel d'élément de sécurité (10) ouc3) du côté de la seconde couche fonctionnelle (22) du second élément partiel d'élément de sécurité (20),d) jonction du premier (10) et du second (20) élément partiel d'élément de sécurité de manière à obtenir un composite (5), de telle façon qued1) quand la colle est prévue sur le premier élément partiel d'élément de sécurité (10), la couche de colle (30, 35) et la seconde couche fonctionnelle (22) du second élément partiel d'élément de sécurité (20) se font face, oud2) quand la colle est prévue sur le second élément partiel d'élément de sécurité (20), soit la couche de colle (30) et la première couche fonctionnelle (12) du premier élément partiel d'élément de sécurité (10), soit la couche de colle (30) et le premier substrat porteur (11) du premier élément partiel d'élément de sécurité (10) se font face,e) irradiation de la couche de colle (30) dans les cas dans lesquels une colle conditionnable par irradiation est prévue,e1) après la jonction du composite (5) à travers le premier élément partiel d'élément de sécurité (10) oue2) dans les cas c1) et c2) dans lesquels la colle conditionnable par irradiation est prévue sur le premier élément partiel d'élément de sécurité (10), en alternative avant la jonction du composite (5) par irradiation du premier élément partiel d'élément de sécurité (10) à travers la première couche fonctionnelle (12),
la première couche fonctionnelle (12) du premier élément partiel d'élément de sécurité (10) ayant l'effet d'un masque d'irradiation, de telle manière que des zones non irradiées (33) coïncidant avec les premières zones fonctionnelles (13) et des zones conditionnées (34) par irradiation coïncidant avec les premiers évidements (14) sont constituées dans la couche de colle (30),f) collage du premier (10) et du second (20) élément partiel d'élément de sécurité, de préférence à pression élevée et à température élevée, le collage prenant effet soit par les zones non irradiées (33), soit par les zones conditionnées (34) de la couche de colle (30), soit par les zones à colle de résine photosensible (35),g) détachement du second substrat porteur (21) du composite (5) collé, la seconde couche fonctionnelle (22), sous constitution de deuxièmes zones fonctionnelles (23), soitg1) demeurant en adhésion avec les zones non irradiées (33) de la couche de colle (30), mais n'adhérant pas aux zones conditionnées (34) de la couche de colle (30) et étant détachée en même temps que le second substrat porteur (21), oug2) demeurant en adhésion avec les zones conditionnées (34) de la couche de colle (30), mais n'adhérant pas aux zones non irradiées (33) de la couche de colle (30) et étant détachée en même temps que le second substrat porteur (21), oug3) demeurant en adhésion dans les zones à colle de résine photosensible (35), mais n'adhérant pas dans les zones sans colle de résine photosensible (35) et étant détachée en même temps que le second substrat porteur (21). - Procédé selon la revendication 1, caractérisé en ce que c'est une colle réticulable par irradiation qui est utilisée en tant que colle conditionnable par irradiation et que le conditionnement des zones (34) consiste en une perte de la force adhésive de la colle dans ces zones par réticulation de la colle, ou que c'est une colle activable par irradiation qui est utilisée en tant que colle conditionnable par irradiation et que le conditionnement des zones (34) consiste en une obtention de la capacité adhésive de la colle dans ces zones.
- Procédé selon une des revendications 1 ou 2, caractérisé en ce que c'est un film transparent ou translucide qui est utilisé en tant que premier substrat porteur (11).
- Procédé selon une des revendications de 1 à 3, caractérisé en ce que le premier élément partiel d'élément de sécurité (10) est fabriqué par mise à disposition d'un premier substrat porteur (11),- application d'une première couche de vernis de gaufrage (15) sur le premier substrat porteur (11),- application d'une première métallisation (12) sur la première couche de vernis de gaufrage (15),- gaufrage de la première couche de vernis de gaufrage (15) avant et après l'application de la première métallisation (12), et- réalisation de premiers évidements (14) dans la première métallisation (12).
- Procédé selon une des revendications de 1 à 4, caractérisé en ce que le second élément partiel d'élément de sécurité (20) est fabriqué par- mise à disposition d'un second substrat porteur (21),- application d'une seconde couche de vernis de gaufrage (25) sur le second substrat porteur (21),- application d'une seconde métallisation (22) sur la seconde couche de vernis de gaufrage (25),- gaufrage de la seconde couche de vernis de gaufrage (25) avant et après l'application de la seconde métallisation (22), et- réalisation de seconds évidements (24) dans la seconde métallisation (22).
- Procédé selon une des revendications de 1 à 5, caractérisé en ce que l'irradiation de l'étape e) est par ailleurs effectuée à travers un second masque d'irradiation (40).
- Elément de sécurité (1) destiné à être appliqué sur ou inséré au moins partiellement dans un papier de sécurité ou un objet de valeur (2), qui est produit suivant un procédé selon une des revendications de 1 à 6 et est composé de plusieurs couches qui s'étendent respectivement sur l'ensemble de l'élément de sécurité (1) ou sur des zones partielles de l'élément de sécurité, les couches comportant au moins les couches suivantes :- un substrat porteur (11),- une première couche fonctionnelle (12) comprenant des premières zones fonctionnelles (13) et des premiers évidements (14) qui constituent un motif prédéterminé,- une seconde couche fonctionnelle (22) comprenant des secondes zones fonctionnelles (23) et des seconds évidements (24) qui constituent un motif, le motif de la seconde couche fonctionnelle (22) étant engendré par le motif de la première couche fonctionnelle (12) et, lors d'un observation de l'élément de sécurité (1) en vue de dessus, coïncidant avec lui ou représentant son négatif photographique, et- une couche de colle (30; 35) qui est agencée entre la première (12) et la seconde (22) couche fonctionnelle et adhère au moins à la seconde couche fonctionnelle.
- Elément de sécurité (1) selon la revendication 7, caractérisé en ce que le substrat porteur (11) est un film transparent ou translucide.
- Elément de sécurité (1) selon la revendication 8, caractérisé en ce que les premiers (14) et les seconds (24) évidements constituent ensemble des signes (3) visuellement reconnaissables en lumière traversante et de préférence aussi en lumière réfléchie.
- Elément de sécurité (1) selon la revendication 7 ou 8, caractérisé en ce que le motif de la première couche fonctionnelle (12) et le motif de la seconde couche fonctionnelle (22) constituent ensemble un motif marqueté.
- Elément de sécurité (1) selon une des revendications de 7 à 10, caractérisé en ce que la seconde couche fonctionnelle (22) comporte des secondes zones fonctionnelles (41) supplémentaires qui ne sont pas engendrées par le motif de la première couche fonctionnelle (12).
- Elément de sécurité (1) selon une des revendications de 7 à 11, caractérisé en ce que la première couche fonctionnelle (12) et la seconde couche fonctionnelle (22) sont directement collées l'une à l'autre au moyen de la couche de colle (30; 35).
- Matériel de transfert destiné au transfert d'éléments de sécurité sur un papier de sécurité ou un objet de valeur (2), caractérisé en ce qu'il comporte une pluralité d'éléments de sécurité (1) réalisés sous forme d'éléments de transfert selon une des revendications de 7 à 12.
- Papier de sécurité ou objet de valeur (2), tel qu'un billet de banque, un chèque ou une carte d'identité, caractérisé en ce qu'il comporte un élément de sécurité (1) selon une des revendications de 1 à 12.
- Procédé de fabrication d'un papier de sécurité ou d'un objet de valeur (2), caractérisé en ce qu'un élément de sécurité (1) selon une des revendications de 7 à 12 y est appliqué ou y est inséré au moins partiellement.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008036481A DE102008036481A1 (de) | 2008-08-05 | 2008-08-05 | Verfahren zur Herstellung von Sicherheitselementen mit zueinander gepasserten Motiven |
| PCT/EP2009/005640 WO2010015381A2 (fr) | 2008-08-05 | 2009-08-04 | Procédé pour produire des éléments de sécurité présentant des motifs en registre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2340175A2 EP2340175A2 (fr) | 2011-07-06 |
| EP2340175B1 true EP2340175B1 (fr) | 2012-10-10 |
Family
ID=41258916
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09777643A Active EP2340175B1 (fr) | 2008-08-05 | 2009-08-04 | Procédé pour produire des éléments de sécurité présentant des motifs en registre |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9238383B2 (fr) |
| EP (1) | EP2340175B1 (fr) |
| CN (1) | CN102177033B (fr) |
| DE (1) | DE102008036481A1 (fr) |
| RU (1) | RU2496653C9 (fr) |
| WO (1) | WO2010015381A2 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016012111A1 (de) | 2016-10-10 | 2018-04-12 | Giesecke+Devrient Currency Technology Gmbh | Verfahren zum Erzeugen eines motivförmigen Sicherheitselements auf einem Zielsubstrat |
| EP3501840A1 (fr) | 2017-12-21 | 2019-06-26 | Giesecke+Devrient Currency Technology GmbH | Procédé de fabrication d'un élément de sécurité en feuilles multicouche |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201003136D0 (en) * | 2010-02-24 | 2010-04-14 | Rue De Int Ltd | Optically variable security device comprising a coloured cast cured hologram |
| DE102010019766A1 (de) * | 2010-05-07 | 2011-11-10 | Giesecke & Devrient Gmbh | Verfahren zur Erzeugung einer Mikrostruktur auf einem Träger |
| TWI436107B (zh) * | 2010-06-25 | 2014-05-01 | Prime View Int Co Ltd | 轉印結構及其製造方法 |
| AT510366B1 (de) * | 2010-08-27 | 2012-12-15 | Hueck Folien Gmbh | Wertdokument mit zumindest teilweise eingebettetem sicherheitselement |
| ITUD20110042A1 (it) * | 2011-03-22 | 2012-09-23 | Genefinity S R L | Metodo per la realizzazione di un elemento decorativo applicabile su superfici e relativo elemento decorativo |
| DE102011114750A1 (de) * | 2011-09-29 | 2013-04-04 | Giesecke & Devrient Gmbh | Verfahren zur Herstellung eines Mikrostrukturträgers |
| EP2579217A1 (fr) * | 2011-10-04 | 2013-04-10 | Deutsche Post AG | Procédé et dispositif de marquage d'étiquettes de valeur |
| ITRM20130007A1 (it) * | 2013-01-07 | 2014-07-08 | Zecca Dello Ist Poligrafico | Metodo di realizzazione di microelementi metallici diffrattivi variabili in un corpo plastico laminabile. |
| DE102013106827A1 (de) | 2013-06-28 | 2014-12-31 | Leonhard Kurz Stiftung & Co. Kg | Verfahren zur Herstellung eines Mehrschichtkörpers sowie Mehrschichtkörper |
| DE102013113283A1 (de) | 2013-11-29 | 2015-06-03 | Leonhard Kurz Stiftung & Co. Kg | Mehrschichtkörper und Verfahren zu dessen Herstellung |
| GB201400910D0 (en) * | 2014-01-20 | 2014-03-05 | Rue De Int Ltd | Security elements and methods of their manufacture |
| DE102014001842A1 (de) * | 2014-02-11 | 2015-08-13 | Giesecke & Devrient Gmbh | Verfahren zum Herstellen eines Sicherheitselements mit Negativschrift und daraus erhältliches Sicherheitselement |
| DE102014106340B4 (de) * | 2014-05-07 | 2021-05-12 | Ovd Kinegram Ag | Mehrschichtkörper und Verfahren zu dessen Herstellung sowie Sicherheitsdokument |
| US9527340B2 (en) | 2014-08-29 | 2016-12-27 | Illinois Tool Works Inc. | Composite laminate assembly and method of manufacturing the same |
| DE102015015991A1 (de) | 2015-12-10 | 2017-06-14 | Giesecke & Devrient Gmbh | Sicherheitselement mit Linsenrasterbild |
| WO2017209284A1 (fr) * | 2016-06-02 | 2017-12-07 | 凸版印刷株式会社 | Procédé de fabrication d'un corps d'affichage, intermédiaire d'affichage et corps d'affichage |
| RU2734530C1 (ru) | 2017-02-02 | 2020-10-19 | Федригони С.П.А. | Содержащий два металла защитный элемент с прозрачным рисунком |
| DE102018103236A1 (de) | 2018-02-14 | 2019-08-14 | Leonhard Kurz Stiftung & Co. Kg | Sicherheitselement und Verfahren zur Herstellung eines Sicherheitselements |
| DE102018002306A1 (de) * | 2018-03-21 | 2019-09-26 | Giesecke+Devrient Currency Technology Gmbh | Verfahren zum Herstellen eines Sicherheitselement-Transfermaterials und Sicherheitselement-Transfermaterial |
| GB2576218B (en) * | 2018-08-10 | 2021-09-15 | De La Rue Int Ltd | Security devices and methods of authentication thereof |
| DE102020005268A1 (de) * | 2020-08-27 | 2022-03-03 | Giesecke+Devrient Currency Technology Gmbh | Optisch variables Sicherheitselement |
| CN112634743B (zh) * | 2020-12-31 | 2022-06-17 | 季华实验室 | 光学防伪结构及其制作方法 |
| DE102022002839A1 (de) | 2022-08-04 | 2024-02-15 | Giesecke+Devrient Currency Technology Gmbh | Sicherheitselement für ein Wertdokument mit optisch variablem Primärflächenmuster und verstecktem Sekundärflächenmuster und Verfahren zu dessen Herstellung |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4868049A (en) * | 1985-02-05 | 1989-09-19 | Omnicrom Systems Limited | Selective metallic transfer foils for xerographic images |
| DE4041025C2 (de) | 1990-12-20 | 2003-04-17 | Gao Ges Automation Org | Magnetischer, metallischer Sicherheitsfaden mit Negativschrift |
| DE19548528A1 (de) | 1995-12-22 | 1997-06-26 | Giesecke & Devrient Gmbh | Sicherheitsdokument mit einem Sicherheitselement und Verfahren zu dessen Herstellung |
| AUPO523997A0 (en) * | 1997-02-20 | 1997-04-11 | Securency Pty Ltd | Laser marking of articles |
| DE19739193B4 (de) | 1997-09-08 | 2006-08-03 | Giesecke & Devrient Gmbh | Verfahren zur Herstellung von Sicherheitsfolien für Wertpapiere |
| US20050167035A1 (en) * | 2001-09-05 | 2005-08-04 | Laskey Paul A. | Dieless foiling |
| US8363323B2 (en) * | 2002-04-03 | 2013-01-29 | De La Rue International Limited | Optically variable security device and method |
| US20050153107A1 (en) * | 2004-01-12 | 2005-07-14 | Tdk Corporation | Substrate having functional layer pattern formed thereon and method of forming functional layer pattern |
| DE102004035979A1 (de) | 2004-07-14 | 2006-02-02 | Giesecke & Devrient Gmbh | Sicherheitselement und Verfahren zu seiner Herstellung |
| DE102005049891A1 (de) * | 2005-10-17 | 2007-04-19 | Leonhard Kurz Gmbh & Co. Kg | Metallisierter Mehrschichtkörper |
| DE102006012732A1 (de) | 2006-03-17 | 2007-09-20 | Giesecke & Devrient Gmbh | Gitterbild |
| DE102006021429A1 (de) | 2006-05-05 | 2007-11-08 | Giesecke & Devrient Gmbh | Prüfmittel für die Echtheitsprüfung eines Prüfobjekts |
| GB2457185B (en) | 2006-05-13 | 2009-09-23 | Filtrona United Kingdom Ltd | Security laminates and documents |
| US20080258457A1 (en) | 2006-09-08 | 2008-10-23 | De La Rue International Limited | Method of manufacturing a security device |
| DE102007055112A1 (de) | 2007-01-05 | 2008-07-10 | Giesecke & Devrient Gmbh | Verfahren zur Herstellung von Sicherheitsfolien |
| JP4875003B2 (ja) * | 2008-01-22 | 2012-02-15 | 日本発條株式会社 | 識別媒体およびその製造方法 |
| DE102008013073B4 (de) * | 2008-03-06 | 2011-02-03 | Leonhard Kurz Stiftung & Co. Kg | Verfahren zur Herstellung eines Folienelements und Folienelement |
| DE102008052067A1 (de) * | 2008-10-17 | 2010-04-22 | Ovd Kinegram Ag | Volumenhologramm mit Expansionsmittelschicht bzw. Kontraktionsmittelschicht |
-
2008
- 2008-08-05 DE DE102008036481A patent/DE102008036481A1/de not_active Withdrawn
-
2009
- 2009-08-04 CN CN2009801367142A patent/CN102177033B/zh active Active
- 2009-08-04 EP EP09777643A patent/EP2340175B1/fr active Active
- 2009-08-04 US US13/055,508 patent/US9238383B2/en not_active Expired - Fee Related
- 2009-08-04 RU RU2011108210/12A patent/RU2496653C9/ru not_active IP Right Cessation
- 2009-08-04 WO PCT/EP2009/005640 patent/WO2010015381A2/fr active Application Filing
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016012111A1 (de) | 2016-10-10 | 2018-04-12 | Giesecke+Devrient Currency Technology Gmbh | Verfahren zum Erzeugen eines motivförmigen Sicherheitselements auf einem Zielsubstrat |
| EP3501840A1 (fr) | 2017-12-21 | 2019-06-26 | Giesecke+Devrient Currency Technology GmbH | Procédé de fabrication d'un élément de sécurité en feuilles multicouche |
Also Published As
| Publication number | Publication date |
|---|---|
| US9238383B2 (en) | 2016-01-19 |
| EP2340175A2 (fr) | 2011-07-06 |
| CN102177033A (zh) | 2011-09-07 |
| RU2496653C9 (ru) | 2014-05-10 |
| RU2011108210A (ru) | 2012-10-27 |
| CN102177033B (zh) | 2013-06-12 |
| WO2010015381A3 (fr) | 2010-04-08 |
| US20110127762A1 (en) | 2011-06-02 |
| WO2010015381A2 (fr) | 2010-02-11 |
| DE102008036481A1 (de) | 2010-02-11 |
| RU2496653C2 (ru) | 2013-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2340175B1 (fr) | Procédé pour produire des éléments de sécurité présentant des motifs en registre | |
| EP2321131B1 (fr) | Procede pour produire des elements de securite presentant des couches de motifs en registre | |
| EP2344342B1 (fr) | Carte à élément de sécurité intégré | |
| EP3105065B1 (fr) | Procédé de fabrication d'un élément de sécurité à impression en négatif | |
| EP2981419B1 (fr) | Procédé servant à fabriquer un élément de sécurité pourvu d'une inscription négative | |
| EP2454100B1 (fr) | Procédé de fabrication d'un corps multicouche et corps multicouche | |
| DE102014106340B4 (de) | Mehrschichtkörper und Verfahren zu dessen Herstellung sowie Sicherheitsdokument | |
| WO2017097430A1 (fr) | Élément de sécurité muni d'une image lenticulaire | |
| WO2014207165A1 (fr) | Procédé de fabrication d'un corps multicouche et corps multicouche | |
| DE4404128A1 (de) | Sicherheitsdokument und Verfahren zu seiner Herstellung | |
| EP0210619A2 (fr) | Feuille multicouche déformable par estampage à chaud et son procédé de fabrication | |
| EP1609619A2 (fr) | Elément de sécurité avec motifs insérés | |
| DE102007005416B4 (de) | Prägefolie und damit gebildeter Sicherheitsaufkleber | |
| EP1599344B1 (fr) | Element de securite | |
| EP2498998B1 (fr) | Procédé pour fabriquer un élément de sécurité avec des métallisations adaptées et élément de sécurité obtenu avec ce procédé | |
| WO2009083147A2 (fr) | Procédé de réalisation d'une microstructure | |
| EP2394259B1 (fr) | Document de valeur ou de sécurité et son procédé de production | |
| EP2261053B1 (fr) | Elément de sécurité comportant une couche de cristaux liquides formant un motif |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20110307 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 578767 Country of ref document: AT Kind code of ref document: T Effective date: 20121015 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009005060 Country of ref document: DE Effective date: 20121213 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL AND PARTN, CH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20121010 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130210 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130110 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130111 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130110 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 |
|
| 26N | No opposition filed |
Effective date: 20130711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130121 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009005060 Country of ref document: DE Effective date: 20130711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 |
|
| BERE | Be: lapsed |
Owner name: GIESECKE & DEVRIENT G.M.B.H. Effective date: 20130831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130804 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20140821 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121010 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090804 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130804 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150805 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502009005060 Country of ref document: DE Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Free format text: FORMER OWNER: GIESECKE DEVRIENT GMBH, 81677 MUENCHEN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502009005060 Country of ref document: DE Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Free format text: FORMER OWNER: GIESECKE & DEVRIENT GMBH, 81677 MUENCHEN, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Free format text: FORMER OWNER: GIESECKE AND DEVRIENT GMBH, DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20180118 AND 20180124 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 578767 Country of ref document: AT Kind code of ref document: T Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Effective date: 20180427 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Effective date: 20180530 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190831 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190826 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009005060 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210302 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20210818 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20220824 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 578767 Country of ref document: AT Kind code of ref document: T Effective date: 20220804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220804 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230520 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230822 Year of fee payment: 15 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230804 |